
elaboración de una pasta cárnica embutida a base de pulgarejo
164
ELABORACIÓN DE UNA PASTA CÁRNICA EMBUTIDA A BASE DE PULGAREJO PARA UTILIZARLA COMO MATERIA PRIMA NO CONVENCIONAL EN PRODUCTOS CÁRNICOS ANGELA MARCELA BUSTOS VELASCO GLADYS MERCEDES LOZANO RODRÍGUEZ UNIVERSIDAD DE LA SALLE FACULTAD DE INGENIERÍA DE ALIMENTOS BOGOTÁ D. C. 2007
Transcript of elaboración de una pasta cárnica embutida a base de pulgarejo

ELABORACIÓN DE UNA PASTA CÁRNICA EMBUTIDA A BASE DE
PULGAREJO PARA UTILIZARLA COMO MATERIA PRIMA NO
CONVENCIONAL EN PRODUCTOS CÁRNICOS
ANGELA MARCELA BUSTOS VELASCO
GLADYS MERCEDES LOZANO RODRÍGUEZ
UNIVERSIDAD DE LA SALLE
FACULTAD DE INGENIERÍA DE ALIMENTOS
BOGOTÁ D. C.
2007

2
ELABORACIÓN DE UNA PASTA CÁRNICA EMBUTIDA A BASE DE
PULGAREJO PARA UTILIZARLA COMO MATERIA PRIMA NO
CONVENCIONAL EN PRODUCTOS CÁRNICOS
ANGELA MARCELA BUSTOS VELASCO
GLADYS MERCEDES LOZANO RODRÍGUEZ
TRABAJO DE GRADO PARA OPTAR AL TÍTULO DE INGENIERAS DE
ALIMENTOS
CLAUDIA MARGARITA GONZÁLEZ MEDINA
Zootecnista
UNIVERSIDAD DE LA SALLE
FACULTAD DE INGENIERÍA DE ALIMENTOS
BOGOTÁ D. C.
2007

3
“… Es que realmente la vida vale cuando tienes el valor de ¡enfrentarla!” William Shakespeare
“… Hoy, las palabras huyen de mis manos; no obstante, éste trabajo lo dedico en especial a mis padres, a quienes amo profundamente y doy gracias porque desde siempre, depositaron en mi toda su confianza, apoyo incondicional y me enseñaron, día a día a ser mejor persona; a fundar las bases necesarias para fraguar los caminos en que se despliega la vida, a aceptar mis derrotas con la cabeza erguida y la mirada al frente, a valorar mis triunfos por pequeños que sean. Gracias, por su perseverancia, tolerancia y paciencia; gracias por su cariño, por sus desvelos infinitos, por regalarme lo mejor de ustedes, por brindarme bienestar, respeto y seguridad. “Gracias por ser ustedes, mis padres”.
A mis hermanas, Angélica María, Paula Andrea y Ximena Liliana; gracias por compartir conmigo sus logros, sus alegrías y sus tristezas; por creer en mí y apoyarme en mis decisiones, por sugerir críticas constructivas para realizarme como profesional. Gracias por hacerme parte integral de sus vidas.
A mis sobrinos, Santiago Andrés y Mariana; que son como mis hijos, gracias por hacer cualquier día más divertido, por regalarme siempre una bella sonrisa, por traer consigo armonía y tranquilidad.
A mis amigos, gracias por escucharme y compartir siempre mis alegrías y tristezas, gracias por recorrer, el mundo conmigo.
Angela Marcela Bustos Velasco
A Dios quien…..
Es motor de mi vida, que me impulsa y me da ganas de superar cada tropiezo y cada desdén. Es la luz que ilumina el
alma y el espíritu de mi hermana, tía, abuelita y tío político quienes con su apoyo moral y espiritual me estimulan a seguir
con mis metas.
A mi mamita linda…..

4
Gracias porque mientras tanto me alienan, queriéndome hacer a su medida y semejanza, tu me quieres como soy y me
ayudas a crecer siendo yo misma. Porque en un clima donde los intereses enferman las relaciones con recelo y
desconfianza, tu me haces sentir que son posibles la gratitud del amor y la confianza. Porque aunque en tu corazón haya
tristeza, cansancio y dolor me das palabras de aliento para sobresalir como persona, profesional y madre, haciendo de mi
un ejemplo a seguir para mis hijos.
A mi novio…..
Quien con su ternura, amor, dedicación, paciencia y desvelo me acompaño en cada anochecer de penumbra y tristeza.
Quien con sus palabras reconfortantes me inspiro cada segundo de mi trabajo dándome fuerzas para terminar mis
logros.
A mi hijita…..
Quien aunque sin su presencia en físico, desde mi vientre me patalea y me da fuerzas para seguir con mis sueños y poder
ofrecerle el futuro que se merece.
Gladys Mercedes Lozano Rodríguez
5
AGRADECIMIENTOS
Las autoras desean expresar su agradecimiento a todas las personas que de
una u otra forma colaboraron en la realización del presente trabajo de grado.
Especialmente, damos las gracias a:
Dra. CLAUDIA MARGARITA GONZÁLES MEDINA. Zootecnista y Directora
del trabajo de grado, por su meritoria colaboración y dedicación a lo largo del
desarrollo del proyecto de investigación.
Dr. RICARDO MONTEALEGRE. Químico y Director de los laboratorios de la
Universidad de la Salle, por el préstamo de los laboratorios de Química y
Microbiología
ROSARIO SANTOS ARIAS. Licenciada en Química y Biología, y JUÁN
CARLOS POVEDA. Licenciado en Química y Biología, por su valiosa
colaboración en el préstamo de equipos, materiales e insumos para los
análisis microbiológicos y fisicoquímicos de la materia prima.
Dr. RAFAEL IGNACIO PAREJA. Decano de la facultad de Zootecnia, por
facilitar las instalaciones del laboratorio de Control de Calidad y Planta Piloto
de Productos Cárnicos.
LAIONEL SÁNCHEZ. Monitor de Planta Piloto de Productos Cárnicos de la
Universidad de la Salle, por su tolerancia, coordinación y asistencia en el
préstamo de equipos, materiales e insumos para la elaboración de los
productos cárnicos.
6
LUZ ESPERANZA CANTOR. Ingeniera de Alimentos y Jefe de Producción
de Productos Jacobsen®, por su valiosa orientación referente a Fichas
Técnicas y Especificaciones de Aditivos y suministro de los mismos para la
elaboración de los productos cárnicos.
BIOQUILAB LTDA., y BIOTRENDS LABORATORIOS LTDA., por su
colaboración con los análisis microbiológicos y fisicoquímicos necesarios en
el presente trabajo.
Dra. PATRICIA JIMENEZ DE BORRAY. Secretaria Académica de la facultad
de Ingeniería de Alimentos de la Universidad de la Salle, por su trabajo,
perseverancia y apoyo incondicional en todo momento.

7
CONTENIDO
PAG.
OBJETIVOS………………………………………………………………... 18
INTRODUCCIÓN………………………………………………………... 19
1. MARCO DE REFERENCIA…………………………….………………… 22
1.1. CLASIFICACION DE PRODUCTOS CARNICOS PROCESADOS….. 22
1.1.1. Productos cárnicos procesados crudos…………………………………. 22
1.1.2. Productos cárnicos procesados escaldados……………………………. 23
1.1.3. Productos cárnicos procesados cocidos………………………………... 23
1.2. CARACTERIZACION DE PASTAS FINAS……………………………... 23
1.3. CARACTERIZACION DE PRODUCTOS CARNICOS COCIDOS
PARA EXTENDER……………………………………………………….. 24
1.3.1. Definición De Paté…………………………………………………………. 25
1.3.2. Origen E Historia Del Paté………………………………………………... 25
1.3.3. Clasificación Del Paté……………………………………………………... 27
1.3.3.1. Según su composición……………………………………………………. 27
1.3.3.2. Según su Textura………………………………………………………...... 29
1.4. DESCRIPCIÓN DE MATERIAS PRIMAS………………………………. 31
1.4.1. Materias primas para el proceso de las pastas cárnicas……………… 31
1.4.1.1. Pulgarejo……………………………………………………………………. 31
1.4.1.2. Grasa………………………………………………………………………... 32
1.4.1.3. Agua………………………………………………………………………… 32
1.4.2. Materias primas para el proceso del paté………………………………. 33
1.4.2.1. Pastas Cárnicas…………………………………………………………… 33
1.4.2.2. Hígado de Pollo……………………………………………………………. 34
1.4.2.3. Nacl o Sal……………………………………………………………………. 34
1.5. ADITIVOS UTILIZADOS………………………………………………….. 35
1.5.1. Fosfato……………………………………………………………………… 35
1.5.2. Nitratos y Nitritos…………………………………………………………... 36
1.5.3. Eritorbato de sodio……………………………………………………….... 37
8
1.5.4. NaCl o Sal………………………………………………………………….. 37
1.5.5. Proteína concentrada de soya…………………………………………… 38
1.5.6. Almidón de Papa…………………………………………………………... 39
1.5.7. Leche en Polvo…………………………………………………………….. 40
1.5.8. Especias……………………………………………………………………. 41
1.6. OPERACIONES UNITARIAS APLICABLES AL PROCESO…………. 41
1.6.1. Molido……………………………………………………………………….. 41
1.6.2. Mezclado……………………………………………………………………. 42
1.6.3. Cuteado…………………………………………………………………….. 42
1.6.4. Embutido……………………………………………………………………. 43
1.6.5. Escaldado…………………………………………………………………... 43
1.6.6. Porcionado y amarrado…………………………………………………… 43
1.7. DISEÑO ESTADISTICO………………………………………………….. 44
1.7.1. Definición de prueba afectiva o hedónica………………………………. 44
1.7.2. Estudio hedónico: Conceptos básicos…………………………………... 44
1.7.3. Objetivos de una prueba hedónica………………………………………. 45
1.8. MARCO LEGAL……………………………………………………………. 45
1.8.1. Decretos…………………………………………………………………….. 46
1.8.2. Normativa…………………………………………………………………… 46
2. METODOLOGÍA…………………………….……………………………... 48
2.1. MATERIA PRIMA………………………………….………………………. 48
2.1.1. Pruebas experimentales…………………………………………………. 49
2.1.1.1. Microbiológicas…………………………………………………………….. 49
2.1.1.2. Fisicoquímicas…………………………………………………………....... 49
2.2. ELABORACIÓN DE LAS PASTAS CÁRNICAS……………………….. 50
2.2.1. Pruebas experimentales………….………………………………………. 51
2.2.1.1. Microbiológicas…………………………………………………………….. 51
2.2.1.2. Fisicoquímicas……………………………………………………………... 52
2.2.2. Proceso de elaboración de las pastas cárnicas embutidas
escaldadas…………………………………………………………………. 52
2.3. ELABORACIÓN DEL PATÉ……………………………………………… 55

9
2.3.1. Proceso de elaboración de paté…………………………………………. 56
2.4. BALANCES DE MATERIA……………………………………………… 58
2.4.1. Pastas Cárnicas……………………………………………………………. 58
2.4.2. Paté…………………………………………………………………………. 60
2.5. BALANCES DE ENERGÍA……………………………………………….. 61
2.5.1. Pastas Cárnicas……………………………………………………………. 61
3.1.1. Paté…………………………………………………………………………. 62
2.6. COSTOS DE PRODUCCIÓN…………………………………………… 62
2.7. ANALISIS ESTADISTICO………………………………………………… 62
3. RESULTADOS Y ANALISIS……………………………………………… 64
3.1. CARACTERIZACION MATERIA PRIMA……………………………… 64
3.1.1. Microbiológicas………………………………………..……………… 64
3.1.2. Fisicoquímicas…………………………………………………………… 66
3.2. PASTA CÁRNICA CRUDA Y ESCALDADA…………………………… 67
3.2.1. Microbiológicas……………………………………..………………… 67
3.2.2. Fisicoquímicas…………………………………………...………………… 69
3.2.3. Estandarización de las pastas cárnicas…………………….…………… 70
3.2.3.1. Tratamientos base A, B y C…………….………………………………… 70
3.2.3.2. Tratamientos con proteína de soya………………………………… 71
3.2.3.3. Tratamientos con proteína de soya y almidón de papa……………… 72
3.3. PATÉ………………………………………………………………...……… 73
3.4. BALANCE DE MATERIA…………………………..…………………… 74
3.4.1. Pastas Cárnicas………………………………………………..………… 74
3.4.2. Paté……………………………………………………………………….. 76
3.5. BALANCE DE ENERGÍA……………………..………………………… 78
3.5.1. Pastas Cárnicas…………………………………………..……………… 78
3.5.2. Paté……………………………………………………………………..… 81
3.6. COSTOS DE PRODUCCION…………………………………..………… 82
3.6.1. Pastas Cárnicas………………………………………….………………… 82
3.6.1.1. Calculo de costo de la materia prima…………………………………… 82
10
3.6.1.2. Calculo de costo de la mano de obra directa…………………………… 84
3.6.1.3. Calculo de costos indirectos de fabricación…………………………….. 84
3.6.2. Paté…………………………………………………………………………. 87
3.6.2.1. Calculo de costo de la materia prima……………………………………. 87
3.6.2.2. Calculo de costo de la mano de obra directa…………………………… 90
3.6.2.3. Calculo de costos indirectos de fabricación…………………………….. 90
3.7. ANALISIS ESTADISTICO………………………………………………… 92
4. DESCRIPCIÓN Y ESPECIFICACIÓN DE EQUIPOS Y EMPAQUES.. 95
4.1. DESCRIPCIÓN DE LOS EQUIPOS Y EMPAQUES…………………... 95
4.1.1. Molino……………………………………………………………………….. 95
4.1.2. Cutter…………………………………………..……………………………. 95
4.1.3. Mezcladora……………………………………………………………….. 96
4.1.4. Embutidora……………………………………………..…………………... 97
4.1.5. Tanque de escaldado……………………………………………………. 97
4.1.6. Fibrosa……………………………………………………………………… 97
4.1.7. Fibra alifal®…………………………………………………………. 99
4.2. ESPECIFICACIONES TÉCNICAS DE LOS EQUIPOS Y
EMPAQUES………………………………………………………………... 100
CONCLUSIONES………………………………………………………….. 105
RECOMENDACIONES…………………………………………………… 107
BIBLIOGRAFÍA……………………………………………………………. 108
ANEXOS……………………………………………………………………. 113

11
LISTA DE TABLAS
PAG.
Tabla 1. Composición química de la Proteína Concentrada de
Soya PS 60®.
39
Tabla 2. Composición química del Almidón de Papa. 40
Tabla 3. Resultados microbiológicos del pulgarejo 65
Tabla 4. Análisis Fisicoquímicos del Pulgarejo 66
Tabla 5. Análisis Microbiológicos de la Pasta Cárnica Cruda 67
Tabla 6. Resultados Microbiológicos de la Pasta Cárnica
Escaldada
68
Tabla 7. Análisis fisicoquímicos de las pastas cárnicas A5, B5 y
C5
69
Tabla 8. Tratamientos Base A, B y C 70
Tabla 9. Tratamientos A, B y C con Proteína de soya 71
Tabla 10. Tratamientos A, B y C con proteína de soya y almidón
de papa
72
Tabla 11. Formulación y porcentaje de grasa adicionado para los
pates
74
Tabla 12. Resultados del Balance de Materia para las Pastas
Cárnicas: A5,B5 y C5
75
Tabla 13. Resultados del porcentaje total de mermas en las
pastas cárnicas A5, B5 y C5
76
Tabla 14. Resultados del Balance de Materia para los Patés
elaborados: A5, B5 y C5
77
Tabla 15. Resultados del balance de energía para las pastas
cárnicas A5, B5 y C5
79

12
Tabla 16. Resultados del Balance de energía para los pates 81
Tabla 17. Cálculo para producir 1 Kg de pasta cárnica A5 83
Tabla 18. Cálculo para producir 1 Kg de pasta cárnica B5 83
Tabla 19. Cálculo para producir 1 Kg de pasta cárnica C5 83
Tabla 20. Cálculo mano de obra directa 84
Tabla 21. Costo mantenimiento Planta Carnes 85
Tabla 22. Costo de servicios utilizados en la planta de carnes 85
Tabla 23. Costo de energía utilizada en la planta de carnes 86
Tabla 24. Costo del empaque utilizado en la pasta cárnica 86
Tabla 25. Costo total de producción para las Pastas Cárnicas A5,
B5 Y C5
86
Tabla 26. Cálculo para producir 1 Kg de Paté A5 87
Tabla 27. Cálculo para producir 1 Kg de Paté B5 88
Tabla 28. Cálculo para producir 1 Kg de Paté C5 89
Tabla 29. Costo de energía utilizada en el cutter 90
Tabla 30. Costo del empaque utilizado en el Paté 91
Tabla 31. Costo total de producción para los Patés 91
Tabla 32. Resultados del Análisis estadístico 92
13
LISTA DE FIGURAS
PAGINA
Figura 1. Proceso de la elaboración de la pasta cárnica escaldada. 54
Figura 2. Proceso de la elaboración de Paté 57
Figura 3. Balance de materia para las pastas cárnicas 60
Figura 4. Balance de Materia para los pates 61

14
LISTA DE FICHAS
PAGINA
Ficha 1. Especificación técnica del molino 101
Ficha 2. Especificación técnica del cutter 101
Ficha 3. Especificación técnica de la mezcladora 102
Ficha 4. Especificación técnica de la embutidora 102
Ficha 5. Especificación técnica del tanque de escaldado 103
Ficha 6. Especificación técnica de la fibrosa 103
Ficha 7. Especificación técnica de la Fibra Alifal®. (a) Características,
(b) Diámetros de embutido
104
15
LISTA DE ANEXOS
PAGINA
Anexo A. Fotos materia prima Pulgarejo 115
Anexo B. NTC 1325 Tablas Requisitos microbiológicos para productos
cárnicos procesados crudos frescos.
117
Anexo C. NTC 1325 Tabla Requisitos de composición y formulación para
productos cárnicos crudos frescos.
119
Anexo D. Balances de materia para las pastas cárnicas 121
Anexo E. Balances de materia para los patés 127
Anexo F. Balances de energía para las pastas cárnicas 131
Anexo G. Balances de y energía para los patés 135
Anexo H. Encuesta prueba de aceptación 138
Anexo I. Fotos pastas cárnicas crudas a, b, c 140
Anexo J. Fotos pastas cárnicas con proteína concentrada de soya 143
Anexo K. Fotos pastas cárnicas con proteína concentrada de soya y
almidón de papa
147
Anexo L. Resultados de aspecto externo 151

16
Anexo M. Resultados de color 153
Anexo N. Resultados de consistencia 155
Anexo O. Resultados de aroma 157
Anexo P. Resultados de sabor 159
Anexo Q. Fotos de los equipos de los procesos 161
17
RESUMEN
Se buscó innovar un producto cárnico procesado embutido, utilizando como materia prima el Pulgarejo o también llamado músculo oblicuo externo del abdomen de la res, al cual, se le realizaron análisis microbiológicos y fisicoquímicos para establecer las pautas necesarias en los procesos de estandarización de los tratamientos base: A, B y C; además, se definieron las operaciones unitarias a cada proceso. Dichos tratamientos variaron en el porcentaje de carne, grasa y agua; para observar el comportamiento entre si de sus componentes, obteniéndose resultados negativos en las pastas cárnicas, lo que llevo, a la búsqueda de emulsificantes y/o estabilizantes que mejoraran estos resultados.
Por lo tanto, se establecieron dos procesos: al primero se le adicionó diferentes porcentajes de soya (15%, 20%, 25%, 30% y 35%) y al segundo, conservando los porcentajes de soya del primer proceso se le agregó Almidón de Papa al (10%, 6% y 3%); mejorando las características de las pastas cárnicas y se obtuvo excelentes resultados. A partir de lo anterior, se definieron tres pastas cárnicas (A5, B5 y C5) con las cuales se elaboraron tres productos cárnicos embutidos emulsionados tipo paté, observando el comportamiento de las pastas cárnicas junto con el resto de materias primas para elaborar el producto final.
Se realizaron encuestas de degustación, en la cafetería de la facultad de Derecho de la Universidad La Gran Colombia con el fin de conocer cuál de los tres pates era el más aceptado por el consumidor; los resultados obtenidos en el diseño estadístico marcaron diferencias significativas para el paté C5, indicando que fue el de mayor gusto en cuanto a su aspecto, color, sabor, aroma y consistencia.
Por medio de balances de materia y energía para cada uno de los productos elaborados tanto, para las pastas cárnicas como para el paté; se determinó que el mayor % de mermas en las pastas cárnicas se presento en el proceso de molido de la carne con un 8.28%, y el molido de la grasa con un 38%, debido a que, tanto el Pulgarejo como la grasa contienen fibras demasiado gruesas que no alcanzan a ser molidas en su totalidad quedando enredadas en el tornillo y en las cuchillas del equipo; mientas que para el paté, las mermas se presentaron en el embutido con un 10% para el paté B5, debido a inconsistencias presentadas por el equipo.

18
OBJETIVOS
GENERAL
Desarrollar y formular una pasta cárnica embutida a base de carne de
Pulgarejo, para utilizarla como materia prima no convencional en la
elaboración de otros productos cárnicos.
ESPECÍFICOS
Ø Evaluar las características organolépticas, microbiológicas y
fisicoquímicas del corte de la res llamado Pulgarejo.
Ø Definir las operaciones unitarias que intervienen dentro del proceso de
elaboración de la pasta cárnica embutida.
Ø Elaborar balances de materia y energía requeridos dentro del proceso de
la pasta cárnica cruda embutida de res.
Ø Estandarizar análisis organolépticos, microbiológicos y fisicoquímicos de
la pasta cárnica cruda embutida de res.
Ø Desarrollar un panel sensorial aplicando métodos discriminatorios para
determinar la calidad de los productos elaborados a partir de la pasta
cárnica cruda embutida de res.

19
INTRODUCCIÓN
Actualmente, en Colombia, la manufactura de embutidos se ha visto en la
necesidad de desarrollar productos de preparación fácil y rápida para
solucionar los problemas de tiempo. No obstante, el costo para adquirir estos
productos es alto porque en la fabricación de los mismos, se han
implementado operaciones unitarias tales como: Escaldado, Deshidratación,
Ahumado, Secado, Curado entre otros, a los procesos de producción para la
optimización de dichos productos; acrecentando de esta forma,
particularidades gastronómicas de composición, tamaño, forma y sabor; y
requiriendo asimismo, características nutricionales y el valor agregado del
producto como tal.
Sin embargo, el consumidor paralelamente a estos adelantos, exige día a día
alimentos saludables con características encaminadas a conseguir productos
de un elevado valor organoléptico, funcional, orgánico y con una mayor vida
útil; satisfaciendo, las necesidades económicas y nutricionales que hoy en
día son deficientes; por lo tanto, la proliferación de nuevos productos y clases
de embutidos, hace que en este campo exista todavía un gran potencial que
se está desarrollando gracias al avance de la ciencia y de nuevas
tecnologías en equipos y técnicas, permitiendo que el mercado de los
subproductos de origen animal, puedan ser aprovechados en la industria
cárnica como materia prima no convencional para la elaboración de otros
productos cárnicos.
Por lo tanto, la idea de solventar una necesidad nutricional y económica
primordial para el consumidor, es atender la creciente demanda de conseguir
productos ricos en proteínas y de bajo costo que sustituyan la carne fresca y

20
sus subproductos. De ahí que la industria cárnica, haya dado inicio a nuevas
tecnologías para innovar y modificar los productos ya existentes.
Por esta razón, se busco innovar un producto cárnico procesado embutido,
utilizando como materia prima sobras de carne relativamente baratas. Estos
materiales constituidos básicamente por recortes, se caracterizan por un
elevado contenido graso y de tejido conectivo, con escasa funcionalidad. La
fabricación de embutidos es, por tanto, una forma de aumentar el valor de
estos recortes y, por consiguiente, incrementar la utilización de la canal.
Se desarrollo una pasta cárnica embutida que supliera algunas de las
necesidades proteicas de aquellos sectores que no tienen suficientes
recursos para adquirir y consumir, estos alimentos y que además; sea una
fuente de ingresos para las industrias del sector cárnico que dentro de la
elaboración de sus productos quieran aumentar volumen y proteína a un bajo
costo de producción.
Para llevar a cabo la elaboración de la pasta cárnica embutida a base de
pulgarejo, un corte beneficiado de la res; partimos de un diagnóstico
preliminar basado en análisis organolépticos, microbiológicos y
fisicoquímicos; para caracterizarlo y definir junto con otras materias primas,
parámetros cuantificables. Por consiguiente, se realizaron tres tratamientos
base: Tratamiento A (70%, 20%, 9.6%), Tratamiento B (80%, 15%, 4.5%) y
Tratamiento C (90%, 5%, 4.5%), entre pulgarejo, grasa, agua y aditivos
respectivamente; para observar el comportamiento entre sí de sus
componentes. Se establecieron dos procesos: al primero se le adicionaron
diferentes porcentajes de soya (15%, 20%, 25%, 30% y 35%) y al segundo,
conservando los porcentajes de soya del primer proceso se le agregaron
porcentajes del 10%, 6% y 3%; de almidón de papa al con el fin, de

21
estandarizar el producto, salvaguardando la calidad del mismo dentro de los
estándares de la normativa, los cuales condujeron a la selección de tres
pastas cárnicas específicas, para desarrollar un producto cárnico
emulsionado tipo paté, utilizando como materia prima no convencional las
pastas elaboradas con pulgarejo, fundamento y objetivo principal del
desarrollo de éste trabajo.
Consecutivamente, se realizaron balances de materia y energía cada uno de
los productos elaborados (pastas cárnicas y patés) determinando las mermas
presentes en cada una de las operaciones unitarias utilizadas dentro de los
procesos.
Se determinó mediante una encuesta de aceptación (Prueba Hedónica) el
grado de preferencia de los patés elaborados con las pastas cárnicas, a la
población universitaria de edades entre los 15 y 45 años de la Universidad La
Gran Colombia.
Finalmente, realizamos los respectivos cálculos de costos de: producción,
fabricación o manufactura para establecer cual pasta cárnica y cual paté era
económicamente más barato de elaborar.
22
1. MARCO DE REFERENCIA
1.1. CLASIFICACION DE PRODUCTOS CARNICOS PROCESADOS
“Los embutidos son preparados a partir de carne picada o no, sometidos a
distintos procesos e introducidos en tripas. Pueden estar crudos o
escaldados. Los crudos han sido únicamente adobados y amasados antes
de meterlos en tripa y sometidos después al secado y ahumados o no
(chorizo, embuchado de lomo, salchichón, sobrasada). Los escaldados son
picados más finos y sometidos a la acción del agua entre 70 y 80 grados y
posteriormente ahumados o no (salchichas, butifarra). El valor nutricional de
los primeros, en general, es mayor que el de los segundos, aunque pueden
variar en todos ellos el contenido en grasa.” 1
“Existe una gran variedad de productos cárnicos llamados "embutidos". Una
forma de clasificarlos desde el punto de vista de la práctica de elaboración,
reside en referir al estado de la carne al incorporarse al producto.
1.1.1. Productos cárnicos procesados crudos
Son aquellos elaborados con carnes y grasa crudos, sometidos a un
ahumado o maduración. Por ejemplo: albóndigas, carne aliñada, chorizos,
salames y longanizas entre otros.
1 GOMEZ DIAZ, Joaquina. Unidad de Nutrición Clínica y Dietética. Hospital Universitario La Paz. Madrid. Agosto 2000.

23
1.1.2. Productos cárnicos procesados escaldados
Son aquellos cuya pasta es incorporada cruda, sufriendo el tratamiento
térmico (cocción) y ahumado opcional, luego de ser embutidos. Por ejemplo:
mortadelas, salchichas tipo frankfurt, jamón cocido, etc. La temperatura
externa del agua o de los hornos de cocimiento no debe pasar de 75 80°C.
Los productos elaborados con féculas se sacan con una temperatura interior
de 72 75°C y sin fécula 70 72°C.
1.1.3. Productos cárnicos procesados cocidos
Son aquellos en los que la totalidad de la pasta o parte de ella se cuece
antes de incorporarla a la masa. Por ejemplo: morcillas, paté, queso de
cerdo, etc. La temperatura externa del agua o vapor debe estar entre 80 y
90°C, sacando el producto a una temperatura interior de 80 – 83.” 2
1.2. CARACTERIZACION DE PASTAS FINAS
“La fabricación de las pastas finas requiere dos etapas, una de
fragmentación seguida de una segunda de reestructuración de los
componentes cárnicos y grasos. La cohesión, entre los diferentes elementos,
lípidos, proteínas, aire y agua resulta de las interacciones que se operan
entonces en las estructuras de nueva creación. Los productos
correspondientes se reagrupan bajos la denominación de pastas finas,
tratándose de una mezcla homogeneizada en la que los constituyentes no se
2 http://www.science.oas.org/OEA_GTZ/LIBROS/EMBUTIDOS/cap25.htm

24
distinguen en absoluto a simple vista. Están constituidas principalmente de
carne, grasa, agua y a veces de despojos” 3 .
1.3. CARACTERIZACION DE PRODUCTOS CARNICOS COCIDOS
PARA EXTENDER
“Los principales productos cárnicos cocidos para extender son los embutidos
de hígado, los patés y algunos tipos de pastas cárnicas. Los requerimientos
legales varían en los distintos lugares, pero un requisito común es un
contenido de carne mínimo del 50% para el embutido de hígado y 70% para
otras carnes cocidas para extender. Para este tipo de productos, la carne se
cuece parcialmente antes del picado; esto significa que no hay una unión
fuerte entre la carne magra, la sal y la grasa, que está casi toda en forma
libre, se adsorbe sobre las partículas de carne. Por encima de
aproximadamente 15% de grasa, se produce la separación y permite que se
forme una capa de grasa sobre la superficie del producto.
El cerdo es la carne más comúnmente usada, aunque la carne de aves es
cada vez más frecuente, mientras que el cordero se usa en los principales
países productores. Las pastas para extender de vacuno y, en menor
medida, de cordero son productos tradicionales en el norte de Inglaterra,
Escocia e Irlanda. El embutido de hígado epónimo generalmente contiene
hígado que representa aproximadamente el 50% del contenido de carne y se
usan mucho papadas, cortezas, pulmones y otros ingredientes con un gran
contenido de tejido conectivo. Estos proporcionan gelatina al producto final,
que contribuye a la textura. Los patés generalmente contienen
3 GIRARD, J.P. Tecnología de la carne y de los productos cárnicos. Editorial Acribia. Zaragoza España. 1991. p.242.

25
aproximadamente un 25% de hígado, aunque hay niveles más altos en
algunos casos.
La elaboración de todos los productos cárnicos para extender comparte una
tecnología básica similar, aunque puede haber considerable variación en los
detalles prácticos. El procedimiento habitual es cocer completamente las
cortezas, etc y después cocer ligeramente los otros componentes cárnicos,
incluyendo el hígado.
La carne cocida después se pica finamente con otros ingredientes en una
picadora. Los embutidos de hígado (patés) y productos similares se embuten
en tripas y se cuecen con aire húmedo o con agua caliente hasta una
temperatura interna de 75 – 85 °C. Los pates y las pastas de carne para
extender se colocan en moldes o tarrinas de diversos tamaños y se cuecen a
75 – 85 °C.
Después de la cocción, los productos cárnicos para extender se deben
enfriar tan rápidamente como sea posible. Esto puede presentar un problema
en el caso de patés elaborados en recipientes grandes profundos. Una
solución habitual es usar pulverización de agua fría para bajar la temperatura
inmediatamente después de la cocción, pasándolos después a refrigeradores
de aire forzado” 4
4 VARNAM, Alam; SUTHERLAND, Jane. Carne y productos Cárnicos. Tecnología, Química y Microbiología. Editorial Acribia S.A. Zaragoza (España). 1998.

26
1.3.1. Definición De Paté
“Es un producto cárnico procesado, cocido, embutido o no, homogeneizado,
elaborado con la mezcla de carne y/o vísceras y grasa de animales de abasto
previamente sometidas a cocción.” 5
“Es un producto de origen francés y que en los últimos años su consumo se
ha extendido mucho en España. Está formado por magro, hígados (de cerdo,
conejos etc.), grasa (de pato, oca, cerdo) y excepto en los de primera
calidad, otros despojos como hígados, riñones, corazones y pulmones. Lo
que realmente hace agradable al Pate son los otros ingredientes que se
pueden añadir como vinos, licores, especias, saborizantes, féculas,
azucares, sal y fosfatos.” 6
1.3.2. Origen E Historia Del Paté
“El origen del paté se remonta a la Edad Media en los países occidentales,
especialmente en Galia, donde el Savoir faire del paté era su máximo
exponente. En aquellos tiempos el paté era servido en los banquetes
festivos e iba acompañado con pan. El paté se preparaba troceando las
carnes, amasadas con huevo y condimentadas con cuantas más especias
mejor. Algunos de los patés que se preparaban en esa época eran el de
anguila, buey, paloma y ganso entre otros.
En 1453 surgen las primeras recetas de paté con envoltura de pan, cocidas
simplemente en terrinas ovaladas o rectangulares. El éxito de esta nueva
5 NORMA TECNICA INCONTEC 1325. Industrias alimentarias. Productos cárnicos procesados no enlatados. Cuarta Actualización. Bogotá D. C 6 CARBALLO, Berta, LOPEZ DE TORRE, Guillermo et al. Tecnología de la carne y de los productos cárnicos. Ediciones Mundi prensa y A. Madrid Vicente. 2001. Pag 144 – 146.
27
forma de preparación radica en la amplia gama de e ingredientes y texturas
posibles, así como de permitir la conservación por mayor tiempo. El foire
gras es el más prestigioso de los patés, aparece en Francia bajo el periodo
de Luis XV.” 7
1.3.3. Clasificación Del Paté
1.3.3.1. Según su composición:
o “A base de magro y grasa.
o Aquellos cuya materia básica es el hígado, pero también contiene
otros ingredientes.
o Aquellos cuya materia base es magro, pero también contiene otros
ingredientes.
Entre las diferentes clases de paté según su composición se encuentran:
Ø Paté clásico o Paté campesino: es generalmente de puro cerdo, puede
contener máximo 40% de materia grasa y un mínimo del 13% de hígado y
músculos. Se le puede agregar menudencias (corazón, riñón, lengua etc) y
las partes comestibles de la cabeza, tendones y nervios. Todo esto puede
ser hígado con harina o fécula (menos del 5%), leche, huevos y gelatina.
Además se puede agregar cebolla, especias aromáticas, toda serie de
auxiliares químicos de sales y de sabores como también colorantes y
polifosfatos.
7 QUINTERO R; Johanna Pilar, RINCÓN A; Olga Yamile. Elaboración de producto carnico tipo pate utilizando carne de conejo. Santafe de Bogota, D.C. Universidad de la Salle. Facultad de Ingenieria de Alimentos. Octubre 1996. SINCLAIR, Ives. Producción cacera de paté, terrinas y foreignas. España. Acribia. 1985.

28
Ø Paté de aves y animales de caza: estos patés deben tener por lo menos
15% de carne animal del cual llevan el nombre, los demás componentes son
los mismos que para los patés campesinos.
Ø Paté de menudencias: es de una calidad inferior a los campesinos.
Generalmente son elaborados con puro cerdo y contiene toda clase de
menudencias, incluyendo pulmones, un 15% de piel, tendones, nervios y
hasta un 45% de materia grasa, más todos los aditivos citados
anteriormente.
Ø Paté de hígado: está compuesto de por lo menos 15% de hígado de
cerdo y 45% de grasa. Todo esto se liga con gelatina, leche, huevos,
especias aromáticas más los aditivos citados en el paté campesino.
Ø Le paté en crouté: su parte cárnica debe contener la misma composición
que la gelatina. Esta es una preparación constituida por lo menos de un 20%
de pedazos de carne magra de cerdo, ternera, ave o animal de caza. Todos
los componentes deben estar ligados por un relleno compuesto de carne e
hígado de cerdo, ternera, ave o animal de caza; manteca de cerdo (3545%);
como también leche, huevos, especias aromáticas, eventualmente
sustancias lácticas, tocino o tocineta, para la presentación hígado de ganso o
pato con trufas, pistachos, olivos y aditivos varios.” 8
Ø Pate de foie gras: “Se considera que es un paté de una calidad
excepcionalmente alta. El paté es una especialidad de Estrasburgo y se
8 QUINTERO R; Johanna Pilar, RINCÓN A; Olga Yamile. Elaboración de producto carnico tipo pate utilizando carne de conejo. Santafe de Bogota, D.C. Universidad de la Salle. Facultad de Ingenieria de Alimentos. Octubre 1996. Pates y Galantinas. En: Cocina y Saber. N° 20. 1989
29
obtiene de ocas y patos, que son literalmente forzados a alimentarse para
agrandar el hígado.” 9
“El foie gras es un producto gourmet mítico, representativo de la alta
gastronomía; concede a toda celebración en la que está presenta un toque
de distinción y nobleza. Es una delicia gastronómica que nos ha llegado, con
inevitables altibajos, desde la más remota antigüedad, y sigue siendo capaz
de ennoblecer cualquier mesa y realzar las más variadas elaboraciones sin
perder en ningún momento su personalidad.
En ese aspecto el foie gras sobresale por su aspecto y color apetitosos, con
aroma y sabor complejos y exquisitos y de textura untuosa y suave. El foie
gras de oca tiene una calidad excepcional (a la que únicamente se acerca el
de pato), gracias a su inusitada capacidad para almacenar reservas de grasa
en el hígado.
Superadas todas las expectativas, hoy nuestro país es el primer destino de la
exportación francesa. De oca o de pato, el foie gras ha pasado del rígido
protocolo de la corte a la mesa de los más prestigiosos restaurantes, de un
restringido círculo de privilegiados al disfrute sin concesiones. Eso sí, con
todos los honores.” 10
1.3.3.2. Según su Textura
Ø Patés de pasta fina (mousses y cremas): “El mas conocido es el paté de
hígado o Mouse de hígado para untar, constituido por una emulsión de
hígado caliente. Es posible fabricarlo siguiendo la misma técnica de las
9 VARNAM, Alam; SUTHERLAND, Jane. Carne y productos Carnicos. Tecnología , Química y Microbiologia. Editorial Acribia S.A. Zaragoza (España). 1998 10 http://ideasana.fundacioneroski.es/web/es/10/escuela_2/escuela2_foie.pdf

30
emulsiones carninas como por ejemplo, la Mouse de Jamón. La textura de la
Mouse es, en principio, más aireada que la del paté y el producto es más
húmedo. La dilución de la fase continua aumenta la untabilidad del producto.
Ø Patés de pasta fina con trozos: El mejor ejemplo es el paté de las
Árdenas. Está constituido por una pasta fina en la cual se incluyen
regularmente trozos (o tropezones) de hígado. Los tropezones constan de la
Papada de cerdo en un 28% y el hígado de cerdo en un 19%.
Ø Patés de grano grueso con trozos: Los patés elaborados exclusivamente
con grano grueso y/o trozos son muy raros. Casi siempre se les añade un
relleno fino que asegura la unión de los trozos entre si.
Se distinguen:
o Los productos loncheables como por ejemplo las terrinas de caza o de
conejo. Estas están constituidas por una mezcla de relleno fino y de
trozos, pero predominando los trozos. Frecuentemente, se sitúan en el
corazón del producto láminas de carne de caza o de conejo.
o Los productos untables o, más propiamente dicho teniendo en cuenta
el tamaño de los trozos, aplastables. El mejor ejemplo es el paté de
champagne el cual elaboran con un 30% de hígado de cerdo, 32% de
grasa de tocino, 28% de tropezones y un 10% es estabilizantes y
condimentos.
Ø Galantinas y ballotines: Estos productos que pertenecen a la familia de
los patés, se caracterizan por una forma particular cilíndrica o troncocónica, o
representando un animal, normalmente el que se cita en la denominación

31
comercial (por ej; aves o conejo). Los ballotines son galantinas de pequeño
formato. Su elaboración se hace con frecuencia a mano. En un relleno de
grano más o menos grueso se disponen láminas de carnés o rellenos de
colores diferentes rodeados de láminas de tocino. El conjunto forma al corte
dibujos más o menos regulares.” 11
1.4. DESCRIPCIÓN DE MATERIAS PRIMAS
1.4.1. Materias primas para el proceso de las pastas cárnicas
1.4.1.1. Pulgarejo.
En la industria cárnica el Pulgarejo o también llamado músculo oblicuo
externo del abdomen es poco comerciable, por lo que en este proyecto de
investigación se le dará una utilización apropiada para la industria
alimenticia. “El músculo oblicuo externo del abdomen es el mayor de los
músculos abdominales. Tiene forma triangular irregular, cuyas fibras se
dirigen ventral y caudalmente, pero en la región de la fosa paralumbar pasan
en dirección horizontal. Su porción escariosa, estrecha y la aponeurosis
extensa.
Su origen va desde el borde caudal y superficie lateral de las últimas ocho
costillas y fascia sobre los músculos intercostales. Comienza en la parte
ventral del quinto espacio intercostal y termina en la última costilla, dorsal a
su parte media. La dirección de las fibras, en el flanco es horizontal. No
alcanza la tuberosidad coxal ni una posición tan alta como pueden ser las
apófisis transversas lumbares, ya que en esta región la túnica abdominal
tiene una fuerte inserción en la tuberosidad coxal y en la fascia toracolumbar.
11 DURAND, Paule. Tecnología de los productos de charcutería y salazones. Editorial Acribia, S.A. Zaragoza (España). 2002. Pág 193 – 197.

32
El origen costal es por medio de digitaciones alternantes con las del serrato
ventral toráxico. Este músculo cuando actúa junto con otros músculos
abdominales comprime las vísceras de esta cavidad y, por tanto, contribuye a
la <presión abdominal>. Asimismo flexión y arqueamiento lateral de la
columna vertebral.” 12 (Anexo A)
1.4.1.2. Grasa.
“Las grasas son esteres de ácidos grasos, saturados y no saturados, con el
alcohol trivalente “glicerina”. Como los tres grupos hidroxilicos de cada
molécula son esterificados de ácidos grasos, se obtienen por consiguiente
triglicéridos. Las grasas tienen gran importancia en salchichería y se
consideran ingrediente básico y paralelo a las carnes, en las formulaciones.
El rol trascendental de las grasas es la formación de emulsiones” 13
“La grasa contribuye en gran medida a la palatabilidad de los embutidos,
pero es el origen de muchos problemas de procesado. La grasa también
influye en la dureza y la jugosidad de los embutidos cocidos. La grasa se
añade a las emulsiones en forma de recortes grasos de vacuno o cerdo.”
1.4.1.3. Agua.
“El agua es el componente predominante en los embutidos cocidos, donde
alcanza aproximadamente el 4555% del peso total. El nivel exacto varía,
dependiendo de la cantidad añadida durante la preparación así como
también de la relación carne magra/grasa del embutido.
12 GETTY, Robert. Anatomía de los animales domésticos. Quinta Edición. Tomo I. Editorial Masson S.A. Barcelona. 1982. P. 913 13 MENGANA Y MARTINEZ. Introducción a la bioquímica de la carne. De oriente. Santiago de cuba. 1980.

33
El contenido acuoso de la canal se debe principalmente al tejido muscular
magro: el tejido adiposo es pobre en agua. Cuanto mayor sea el grado de
cebamiento de un animal, tanto menor será el contenido acuoso de la canal.
Puesto que el agua es el medio universal de la reacciones biológicas, su
presencia influye poderosamente en los cambios que ocurren en la carne
en la refrigeración, almacenamiento y procesado.
El agua sirve como solvente de la sal que forma la salmuera necesaria para
extraer las proteínas solubles en disoluciones salinas. Si no hay suficiente
agua en una emulsión, limitamos la capacidad emulsificante potencial de la
carne. El agua influye en la palatabilidad disminuyendo la dureza y la
jugosidad del producto final. El agua y la grasa son los determinantes más
importantes de estos parámetros de calidad. Aumentando el contenido de
agua, aumenta la jugosidad y disminuye la dureza del embutido. El agua
también sirve para impartir las características reológicas apropiadas a la
emulsión. 14
1.4.2. Materias primas para el proceso del paté
1.4.2.1. Pastas Cárnicas
Para la elaboración del paté se utilizó como materia prima principal y no
convencional las pastas cárnicas embutidas escaldadas a base de Pulgarejo
A5, B5 y C5, fundamento y desarrollo primordial de éste trabajo de
investigación.
14 PRICE J. F. Ph.D. Ciencia de la carne y de los productos cárnicos. Editorial Acribia, Zaragoza, España. 1994.
34
1.4.2.2. Hígado de Pollo
“El hígado de pollo posee unas características nutricionales similares a las
del hígado de otras carnes como por ejemplo la ternera y presenta mayor
ligazón al utilizarlo en la elaboración de patés. Contiene 20.5% de proteína,
7% de grasa y 1.6% de carbohidratos. Esta parte del pollo se caracteriza por
ser buena fuente de proteínas, así como por contener buenas cantidades de
algunas vitaminas como la vitamina A, con acción antioxidante, o el ácido
fólico, una vitamina esencial en la dieta de las mujeres embarazadas. Si bien,
es importante tener en cuenta que el hígado posee cantidades importantes
de colesterol, por lo que conviene que personas con niveles elevados de
colesterol en la sangre no abusen de su consumo” 15 .
1.4.2.3. Nacl o Sal
“Entre los ingredientes de uso mas común en la elaboración de una gran
cantidad de alimentos y entre ellos de los alimentos de tipo cárnico, se
encuentra el Cloruro de Sodio o Sal común, Nacl. Sus funciones son
básicamente: (a) Contribuir al sabor del producto, (b) Contribuir a la
conservación del producto, por un lado por reducción de Aw y por el otro por el
efecto toxico que tiene sobre gran variedad de microorganismos la presencia
del Ion Cl y (c) por su contribución a la fuerza iónica del medio. Especialmente
esta última función del Cloruro de Sodio lo vuelve un ingrediente virtualmente
indispensable para la fabricación de productos cárnicos. Para efectos
prácticos, la concentración optima de sal, en el momento de efectuar la
extracción de proteínas cárnicas oscila entre 3.5 y 5%. La dosificación en el
producto terminado normalmente oscila entre 1.5 y 2.5%.” 16
15 Disponible en: http://www.consumer.es/web/es/alimentacion/en_la_cocina/recetas/2004/06/18/104408.php 16 GARTZ, Richard. Aditivos utilizados en solubilizacion de proteínas cárnicas. En: SEMINARIO DE IMPORTANCIA DE LAS MATERIAS PRIMAS Y SU FORMULACIÓN EN LA CALIDAD DE LOS PRODUCTOS CÁRNICOS. (1996: Bogotá). Memorias del Seminario de Importancia de las Materias Primas y su Formulación en la Calidad de los Productos Cárnicos en Tecnas S. A., 1996. p.8.
35
1.5. ADITIVOS UTILIZADOS
“Los aditivos son sustancias que normalmente no se consumen como
alimento y no se usa normalmente como ingrediente característicos del
alimento, tenga o no valor nutritivo, y cuya adición intencional al alimento con
un fin tecnológico (incluso organoléptico) en la fabricación, elaboración,
preparación, tratamiento, envasado, empaque, transporte o conservación de
ese alimento, resulta o es de prever que resulte (directa o indirectamente) en
que el o sus derivados pasen a ser un componente de tales alimentos o
afecten a las características de estos. El termino no comprende los
“contaminantes”, ni las sustancias añadidas a los alimentos para mantener o
mejorar las características nutricionales.” 17
1.5.1. Fosfato
“Es una mezcla técnica balanceada de diferentes polifosfatos, que se
emplean en la fabricación de toda clase de embutidos, la cual por sus
características técnicas tiene unos más bajos índices de dispersibilidad y de
solubilidad lo que hace que este producto, sea más elástico al contacto con
el agua y que también generen reacciones exotérmicas lo que es
determinante en la calidad de los fosfatos para embutidos.
Se puede utilizar en toda clase de carnes; ya sean frescas, almacenadas,
congeladas, y/o con carnes magras o grasas. Aún empleando materias
primas distintas, la adición de 3 a 5 gramos de Fosfato por kilo de carne y
17 INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS. Normas colombianas para la industria alimentaria. Productos cárnicos procesados no enlatados. Cuarta actualización. Bogotá D.C. Icontec, 1998 NTC 1325

36
grasa, garantiza una masa estable bien emulsionada con gran capacidad de
ligazón y por lo tanto, se obtiene un embutido de primera calidad.
El fosfato se adiciona al principio del proceso de trituración en el cutter o en
el molino, también se puede añadir a la carne antes de salarla o a la carne
magra antes de pasarla al cutter. Después de ser triturada la carne el fosfato
actúa sobre la proteína parcialmente disuelta de la fibra cárnica. Una parte
de dicha proteína en solución favorece el reparto uniforme de la grasa,
mientras que la otra parte contribuye a ligar los trocitos dispersos de carne,
así como las partículas de grasa formando una sólida armazón de proteínas.
El fosfato reactiva la proteína muscular de la carne almacenada confiriendo a
esta, una condición similar a la que tenia momentos después de ser
sacrificado el animal. Las masas o pastas fabricadas son elásticas y
homogéneas, el llenado de la tripa es rápido y con muy pocas cavidades de
aire, el reparto de la proteína reduce las perdidas de peso.” 18
1.5.2. Nitratos y Nitritos
“Los mas empleados son los nitritos y nitratos, tanto de sodio como de
potasio. Sus efectos son variados e incluyen la formación de los pigmentos
característicos de las carnes curadas, la formación de los sabores y aromas
característicos de los productos cárnicos elaborados y al efecto inhibidor
sobre el crecimiento de microorganismos del genero Clostridium.“ 19
Adicionalmente, los nitratos fijan el color de la mioglobina y actúan como
fuente de potasio y su uso es de 0.2g/Kg de carne.
18 PRODUCTOS JACOBSEN. Fichas técnicas de Aditivos. Ingeniera de Alimentos Luz Esperanza Cantor. Jefe de producción. 19 GARTZ, Richard. Ingeniero Bioquímico – Director Técnico Tecnas. En su conferencia ADITIVOS EN LA INDUSTRIA CÁRNICA. 28.29 Y 30 DE AGOSTO 1996.
37
1.5.3. Eritorbato de sodio
“Se presenta en forma de cristales pequeños de color blancuzco, de fácil
disolución en agua fría, en donde su pH oscila entre 5,6 y 7. estas soluciones
acuosas son altamente inestables y se oxidan espontáneamente en
presencia de aire, especialmente cuando el pH es mayor a 6. su función es
acelerar la fijación del color o conservar el color durante el almacenamiento.
La adecuada dosificación de agentes aceleradores de la curación permite la
reducción de los nitritos residuales en el producto terminado.
1.5.4. NaCl o Sal
“También llamado cloruro de sodio, compuesto químico de fórmula NaCl. El
término sal también se aplica a las sustancias producidas en la reacción de
un ácido con una base, llamada reacción de neutralización. Las sales se
caracterizan por sus enlaces iónicos, lo que da lugar a puntos de fusión
relativamente altos, conductividad eléctrica en disolución o fundidas y
estructura cristalina en estado sólido.
El uso más común de la sal es la salazón. La sal es un componente esencial
de la dieta de los seres humanos y de otros animales de sangre caliente.
Algunas personas restringen su consumo directo de sal, pero obtienen las
cantidades necesarias comiendo carne y pescados que la contienen. La sal
de mesa común destinada al consumo en zonas continentales alejadas del
mar suele contener pequeñas cantidades de yodo para prevenir el bocio. Los
animales salvajes a menudo se congregan en torno a corrientes saladas o en
superficies con incrustaciones de sal para lamer los depósitos de sal.
38
Industrialmente la sal es la fuente de obtención del cloro y del sodio, así
como de sus respectivos compuestos. Entre los compuestos del cloro de
relevancia comercial se encuentran el ácido clorhídrico, el cloroformo, el
tetracloruro de carbono y el polvo de blanquear. Entre los compuestos de
sodio más importantes se encuentra el carbonato de sodio, el sulfato de
sodio, el bicarbonato de sodio, el fosfato de sodio y el hidróxido de sodio. La
sal se emplea también para preservar carnes y pescados, y en ciertos
métodos de refrigeración para preparar mezclas frigoríficas, así como en los
procesos de teñido y para fabricar jabón y vidrio. Al ser transparentes a los
rayos infrarrojos, los cristales de sal se utilizan para hacer los prismas y
lentes de instrumentos empleados en el estudio de estos rayos” 20 .
1.5.5. Proteína concentrada de soya
“Provesol PS 60® es un producto proteico obtenido por extracción acuosa de
dos componentes solubles de la harina desengrasada de soya, sometida a
un tratamiento térmico adecuado y secado por spraydrier, resultando un
producto de gran poder emulsificante de grasas, se presenta en forma de
polvo fino con alta solubilidad y dispersabilidad. No contiene aditivos
químicos. El PS 60® está diseñado para ser usado en cualquier tipo de
producto cárnico, gracias a su contenido de proteína es capaz de retener
hasta 8 veces su peso en agua.” 21
20 Disponible en: http://html.rincondelvago.com/compuestosquimicos_3.html. Junio, 2006 21 Ibid. Fichas Técnicas.

39
Tabla 1. Composición química de la Proteína Concentrada de Soya PS 60®.
Características Contenido Calorías 349 Kcal
Carbohidratos 24 g Proteína 60 g
Grasa Total 3 g Grasa Saturada 0 g
Colesterol 0 mg Fibra Dietaria 2 g
Calcio 0.2 g Hierro 169 mg Sodio 5.6 mg
Humedad 3.2 mg Cenizas 6 g
Fuente: PRODUCTOS JACOBSEN. Fichas técnicas de Aditivos
1.5.6. Almidón de Papa
“Los almidones tienen como función principal estabilizar productos cárnicos,
son materias primas ricas en carbohidratos y con un bajo contenido de
proteínas. Por lo tanto, su funcionalidad se orienta a incrementar la
capacidad de retención de agua, disminuir las mermas durante la cocción y
almacenamiento, aumentar los rendimientos, reducir costos en la formulación
y proporcionar en algunos casos propiedades edulcorantes.” 22
22 Ibid.
40
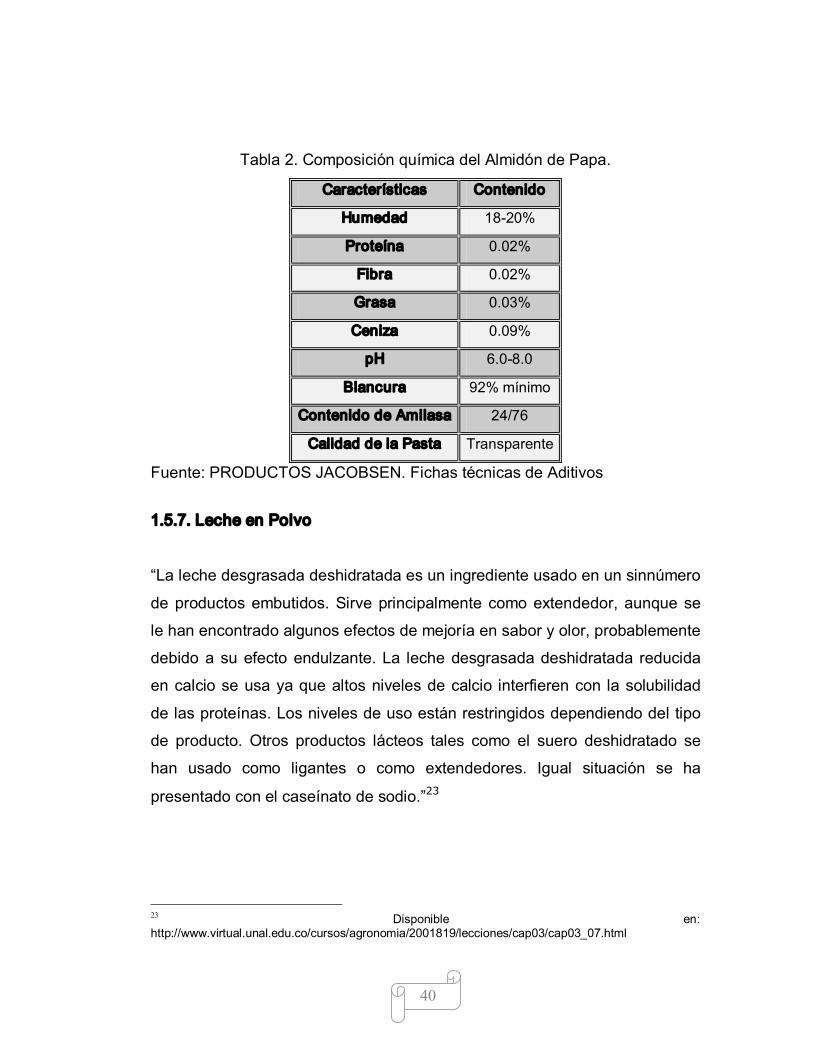
Tabla 2. Composición química del Almidón de Papa.
Características Contenido
Humedad 1820%
Proteína 0.02%
Fibra 0.02%
Grasa 0.03%
Ceniza 0.09%
pH 6.08.0
Blancura 92% mínimo
Contenido de Amilasa 24/76
Calidad de la Pasta Transparente
Fuente: PRODUCTOS JACOBSEN. Fichas técnicas de Aditivos
1.5.7. Leche en Polvo
“La leche desgrasada deshidratada es un ingrediente usado en un sinnúmero
de productos embutidos. Sirve principalmente como extendedor, aunque se
le han encontrado algunos efectos de mejoría en sabor y olor, probablemente
debido a su efecto endulzante. La leche desgrasada deshidratada reducida
en calcio se usa ya que altos niveles de calcio interfieren con la solubilidad
de las proteínas. Los niveles de uso están restringidos dependiendo del tipo
de producto. Otros productos lácteos tales como el suero deshidratado se
han usado como ligantes o como extendedores. Igual situación se ha
presentado con el caseínato de sodio.” 23
23 Disponible en: http://www.virtual.unal.edu.co/cursos/agronomia/2001819/lecciones/cap03/cap03_07.html

41
1.5.8. Especias
“Las especias pueden definirse como productos vegetales que contiene
sustancias saborizantes y aromáticas que pueden conferir características
organolépticas agradables a los alimentos a los cuales se adicionan. Las
especias pueden provenir de diferentes partes de las plantas:
Ø De la raíz: ajo, cebolla, cúrcuma, etc.
Ø Del tallo: canela, parte del cilantro, apio, jengibre, etc.
Ø De las hojas: laurel, cilantro, perejil, tomillo, eucalipto, etc.
Ø De las flores: clavo, etc.
Ø De las semillas: anís, canela, nuez moscada, coriandro, comino etc.” 24
1.6. OPERACIONES UNITARIAS APLICABLES AL PROCESO
“Las operaciones unitarias se basan en la interpretación de secuencias de
pasos que varían ampliamente y que pueden reducirse a operaciones
sencillas, haciendo caso omiso del material que se procesa” 25 .
1.6.1. Molido
“El molido es una operación unitaria que, a pesar de implicar solo una
transformación física de la materia sin alterar su naturaleza, es de suma
importancia en diversos procesos industriales, ya que el tamaño de
24 GARTZ, Richard. Aditivos en la Industria Cárnica. En: SEMINARIO DE IMPORTANCIA DE LAS MATERIAS PRIMAS Y SU FORMULACIÓN EN LA CALIDAD DE LOS PRODUCTOS CÁRNICOS. (1996: Bogotá). Memorias del Seminario de Importancia de las Materias Primas y su Formulación en la Calidad de los Productos Cárnicos en Tecnas S. A., 1996. p. 30. 25 FOUST, Alan; et al. Principios de Operaciones Unitarias. Compañía Editorial Continental S.A. 2001. Pag 18
42
partículas representa en forma indirecta áreas, que a su vez afectan entre
otras cosas las magnitudes de los fenómenos de transferencia.
El molido es una operación unitaria que reduce el volumen promedio de las
partículas de una muestra sólida. La reducción se lleva a cabo dividiendo o
fraccionando la muestra por medios mecánicos hasta el tamaño deseado.
Los métodos de reducción más empleados en las máquinas de molienda
son: compresión, impacto, frotamiento de cizalla y cortado” 26 .
1.6.2. Mezclado
El mezclado es el proceso según el cual “varios ingredientes se ponen en
contacto, de tal forma que al final de la operación se obtenga un sistema
homogéneo a cierta escala” 27 .
“El índice de mezcla es un procedimiento estadístico que indica el grado de
uniformidad de un producto mezclado, medido por el análisis de un número
de muestras puntuales que contendrán un material trazador fácilmente
analizable, las cuales indicarán una medida válida de la eficacia del
mezclado de acuerdo con el tiempo que se requiere y las propiedades del
producto final” 28 .
1.6.3. Cuteado
Es una operación unitaria que consiste en introducir componentes másicos
como: carne, grasa, aditivos y especias en un plato giratorio el cual gira
26 GEANKOPLIS C. J. Procesos de transporte y operaciones unitarias. México. 1998. 27 Enciclopedia Microsoft ® Encarta ® 2003. Mezcla. © 19932002 Microsoft Corporation. 28 MC CABE, Warren, SMITH Julián y HARRIUT Meter. Operaciones básicas de la ingeniería química. MC Graw Hill. Madrid. España. 1991. p.977

43
sobre un eje, y por medio, de un juego de cuchillas se produce el proceso
simultaneo de picado y amasado. Los ingredientes son picados hasta formar
una pasta bien fina o una emulsión cárnica (carne, grasa y agua).
1.6.4. Embutido
Es una operación unitaria que “Consiste en introducir la pasta (mezcla
homogénea de carne e ingredientes) dentro de tripas naturales o artificiales
por medio de la embutidora que puede ser de pistón o al vacío. Esta labor se
facilita mediante el acondicionamiento de boquillas de diversos calibres.
Existen embutidoras manuales, hidráulicas, eléctricas y pueden operar en
forma horizontal o vertical” 29 .
1.6.5. Escaldado
Es una operación unitaria en la cual los productos son sometidos a altas
temperaturas para inactivar su carga microbiana. Con respecto a los
productos cárnicos el escaldado se realiza hasta que el producto interno
alcanza una temperatura de 7275ºC sin dejar que la temperatura externa o
del agua sobrepase los 80ºC.
1.6.6. Porcionado y amarrado
Es una operación unitaria muy sencilla en la cual “el producto embutido en
las tripas naturales o artificiales se divide en presentaciones individuales,
para lo cual se utilizan porcionadoras automáticas o manuales” 30 .
29 TOVAR ROJAS, Alejandro. Guía de procesos para la elaboración de productos cárnicos. Convenio Andrés Bello. Bogotá, Colombia. 2003. p. 14. 30 Ibid. p. 14.

44
1.7. DISEÑO ESTADISTICO
1.7.1. Definición de prueba afectiva o hedónica
“Se entiende por prueba afectiva o hedónica aquélla en la que el juez catador
expresa su reacción subjetiva ante el producto, indicando si le gusta o le
disgusta, si lo acepta o lo rechaza, si lo prefiere a otro o no. Son pruebas
difíciles de interpretar ya que se trata de apreciaciones completamente
personales, con la variabilidad que ello supone.
Para las pruebas afectivas es necesario contar con un mínimo de 30 jueces
catadores no entrenados y estos deben ser consumidores potenciales o
habituales del producto (es interesante que su criterio responda a un cierto
conocimiento del alimento o bebida a catar) y compradores de esa gama de
alimentos.
1.7.2. Estudio hedónico: Conceptos básicos
Los estudios de naturaleza hedónica son esenciales para saber en qué
medida un producto puede resultar agradable al consumidor. Pueden
aplicarse pruebas hedónicas para conocer las primeras impresiones de un
alimento nuevo o profundizar más y obtener información sobre su grado de
aceptación o en qué momento puede producir sensación de cansancio en el
consumidor. El termino hedónico proviene del griego hedond, que significa placer, y hace referencia a la atracción subjetiva del individuo por el producto
a evaluar. En consecuencia el objetivo de una prueba hedónica es obtener
una respuesta personal, ya sea de aceptación o de preferencia, de un
consumidor potencial o real, sobre un producto concreto, una idea o proyecto
de producto o simplemente una característica especifica del mismo.

45
1.7.3. Objetivos de una prueba hedónica
A continuación se describen los principales objetivos de un estudio de
carácter afectivo:
Ø Determinar; el potencial de mercado del producto.
Ø Controlar; la calidad de productos ya existentes, lo que permite asegurar
la uniformidad del producto, comparar un alimentos con sus competidores o
asegurar su vida útil, independientemente del punto de fabricación y del lugar
de venta.
Ø Conocer; la aceptación de un nuevo producto en el mercado. Resulta de
gran interés saber que opinión tienen os consumidores sobre el: la forma, el
sabor, el tamaño, la relación calidadprecio o las características del envase.
Ø Identificar; factores de especial importancia para el empresario. Un
producto puede llegar a venderse muy bien por su sabor, su precio y su
aspecto externo, la promoción y las campañas publicitarias de lanzamiento y
continuidad, su disponibilidad en almacenes y locales de venta habitual o,
simplemente, por una combinación lineal de todos estos factores.” 31
1.8. MARCO LEGAL
31 Disponible en: http:/www.observatorioalimentario.org/especiales/consumidores/3.htm

46
1.8.1. Decretos
Un decreto es una disposición legislativa promulgada por el poder ejecutivo,
con motivo de alguna excepción previamente determinada. Los siguientes
son algunos de los decretos dispuestos para productos cárnicos procesados:
Ø Decreto 3075 de 1997. Por el cual se reglamenta parcialmente la Ley 09
de 1979 en cuanto a las actividades de fabricación, procesamiento,
preparación, envase, almacenamiento, transporte, distribución y
comercialización de alimentos en el territorio nacional.
Ø Decreto 2162 de 1983. Por el cual se reglamenta parcialmente el titulo V
de la ley 09 de 1979, en cuanto a producción, procesamiento, transporte y
expendio de los productos cárnicos procesados.
1.8.2. Normativa
Ø Norma Técnica Colombiana 1662 de 1981, la cual hace referencia a las
industrias alimentarías. Carne y sus productos. Determinación del
contenido de grasa total. Método de referencia.
Ø Norma técnica colombiana 1325 de 1998, la cual establece los requisitos
que deben cumplir los productos cárnicos procesados no enlatados.
Ø Norma técnica colombiana 1663 de 1998, la cual hace especifica un
método de referencia para la determinación del contenido de humedad de
la carne y de los productos cárnicos.

47
Ø Norma Técnica Colombiana 1556 de 1999, la cual hace especifica dos
métodos de referencia para determinar el contenido de nitrógeno de carne
y productos cárnicos.
Ø Norma técnica colombiana 5121 de 2002, la cual establece los requisitos
mínimos de los rótulos o etiquetas de los envases o empaques en que se
expenden los productos alimenticios, incluidos los de hosteleria, para
consumo humano.

48
2. METODOLOGÍA
Para el desarrollo de un nuevo producto es necesario analizar y estandarizar
distintas formulaciones que conlleven a una fórmula única donde se cumpla
con las características organolépticas, fisicoquímicas y nutricionales, con el
fin de garantizar, un producto de calidad que cumpla con la normatividad
estipulada por la legislación alimentaria para la industria cárnica, y a su vez,
se convierta en una herramienta innovadora en el mercado para mejorar los
procesos productivos de otros productos cárnicos.
Los análisis experimentales se desarrollan en el laboratorio de control de
calidad de la Universidad de la Salle, en la laboratorio Bioquilab Ltda y en el
laboratorio Biotrends Ltda.
2.1. MATERIA PRIMA
Se realizó la caracterización de la materia prima cárnica (Pulgarejo),
mediante análisis organolépticos, microbiológicos y fisicoquímicos,
desarrollados en los laboratorios de control de calidad de la Universidad de la
Salle, sede la floresta; como preámbulo a la elaboración de las pastas
cárnicas embutidas escaldadas.
El Pulgarejo es el mayor de los músculos abdominales de la res, llamado
músculo oblicuo externo del abdomen. En la industria cárnica éste corte es
poco comercial y pertenece a las carnes de tercera.

49
2.1.1. PRUEBAS EXPERIMENTALES
2.1.1.1. Microbiológicas
Estas pruebas se realizaron para la materia prima tomando como referencia
los parámetros microbiológicos presentes en la Norma Técnica de Icontec
1325, en las tablas para productos cárnicos procesados crudos frescos y
para procesados cocidos y escaldados. (Anexo B). Se determinaron los
siguientes microorganismos:
Ø Recuento de mohos y levaduras (agar OGGY por profundidad)
informando UFC (Unidades Formadoras de Colonias).
Ø E. coli (Caldo Brila) se informa positivo o negativo.
Ø Staphylococcus aureus (agar salado manitol medio selectivo) se informa positivo o negativo.
Ø Salmonellashiguela (medio SIM por superficie) se informa positivo o negativo.
Ø Recuento de mesófilos (agar plate count por profundidad).
Ø Clostridium perfingens (agar TSN) se informa UFC. Ø Coliformes fecales (Caldo Brila). Ø Listeria monocytogenes (caldo listeria) enriquecer el medio y sembrar.
2.1.1.2. Fisicoquímicas
Estas pruebas se realizaron; con el fin de determinar y caracterizar la materia
prima, ya que no existen referencias bibliográficas al respecto. Esta prueba
sirvió como base para la estandarización de todas las formulaciones con las
que se elaboraron las pastas cárnicas, ya que, conociendo estos valores se
pudo modificar la cantidad de carne, grasa, agua, y estabilizantes para cada
una de las premezclas. Se tomo como referencia los parámetros establecidos
en la Norma Técnica de Icontec 1325, en la tabla de Requisitos de
50
composición y formulación para productos cárnicos crudos frescos. (Anexo
C)
Ø Proteína: esta prueba se realizó por el “Método de Kjeldahl” 32
Ø Grasa: esta prueba se realizó por el “Método de Soxhelt” 33
Ø Humedad: se realizó en la mufla a 100°C y se calculó el % de humedad
en base a la pérdida de peso.
Ø Cenizas: se carbonizó en mechero sobre triángulo de pipa y se calcinó en
mufla a 525ºC hasta obtener cenizas blancas.” 34 .
2.2. ELABORACIÓN DE LAS PASTAS CÁRNICAS
Inicialmente, para el desarrollo de las pastas cárnicas se realizaron tres
tratamientos base: Tratamiento A (70%, 20%, 9.6%), Tratamiento B (80%,
15%, 4.5%) y Tratamiento C (90%, 5%, 4.5%), entre pulgarejo, grasa, agua y
aditivos respectivamente. Cada uno se ejecutó con el fin de observar el
comportamiento que tenían sus materias primas entre sí, es decir, si ligaban
sus componentes sin necesidad de emulsificantes.
Se buscó un estabilizante que mejorara las características de ligazón entre
las materia primas y que además, aumentara el porcentaje de proteína a la
pasta cárnica; por lo tanto, se adicionó Proteína de soya PS 60 en
concentraciones de 15%, 20%, 25%, 30% y 35% a cada tratamiento base A,
B y C, para observar cómo se comportaba la soya en cada una de las
formulaciones.
32 Disponible en: http://www.monografias.com/trabajos/alimentos/alimentos.html. 2005
33 Disponible en: http://www.monografias.com/trabajos/alimentos/alimentos.html. 2005
34 ACEVEDO SÁNCHEZ, Adriana y CASTRO MANOSALVA, Op. cit. p. 5960

51
Se indagó en fuentes teóricas y fichas técnicas otro producto estabilizante
que junto con la proteína de soya optimizara la calidad de ligazón, los
rendimientos en cocción, las características organolépticas de las pastas
cárnicas y, que además; redujera los costos de producción; se encontró
entonces, que el almidón de papa proporcionaba dichas características.
Conservando las premezclas elaboradas con soya; se adicionó a cada una
de las formulaciones A, B y C el 10%, 6% y 3% de almidón de papa
respectivamente, manteniendo los rangos permitidos según la norma NTC
1325 Cuarta actualización para productos cárnicos.
Se escogió una formulación de cada tratamiento: A, B y C, teniendo en
cuenta, los porcentajes de almidón de papa (10%, 6% y 3%), y manteniendo
el mayor porcentaje de proteína de soya (35%); esto con el fin, de establecer
el comportamiento de las pastas cárnicas en el desarrollo del producto
cárnico emulsionado tipo Paté. Conjuntamente, se realizaron los respectivos
balances de materia y energía correspondientes a la elaboración de las
pastas cárnicas y los productos emulsionados tipo paté.
Finalmente, se elaboró la degustación de los patés A5, B5 y C5, para
determinar la aceptación y preferencia de las características: aspecto
externo, color, sabor, aroma y consistencia; del producto cárnico
emulsionado tipo paté en el consumidor.
2.2.1. PRUEBAS EXPERIMENTALES
2.2.1.1. Microbiológicas
Estas pruebas se realizaron para las pastas cárnicas crudas y escaldadas,
en el Laboratorio de Bioquilab Ltda. Para tal fin, se tuvo en cuenta los

52
requisitos microbiológicos para productos cárnicos procesados crudos
frescos y escaldados; citados en la NTC 1325 Cuarta actualización.
2.2.1.2. Fisicoquímicas
Se realizaron los análisis fisicoquímicos (proteína, grasa, humedad, cenizas y
fibra) de cada una de las pastas cárnicas A5, B5 y C5, en el Laboratorio de
Biotrends Ltda con el fin de establecer las características químicas, que
posteriormente, se usaron como base para la elaboración de los productos
emulsionados tipo Paté.
2.2.2. PROCESO DE ELABORACIÓN DE LAS PASTAS CÁRNICAS
EMBUTIDAS ESCALDADAS
El proceso se desarrolló con las siguientes operaciones unitarias: recepción,
selección, troceado, molido, mezclado, embutido, escaldado, choque térmico
y almacenado. A continuación se muestra el respectivo proceso de la
elaboración de la pasta cárnica escaldada en la figura 1.

53
Figura 1. Proceso de elaboración de las pastas cárnicas

54
Ø Recepción: Las materias primas utilizadas para la elaboración de las
pastas cárnicas (pulgarejo y grasa), se adquirieron en el expendio de
vísceras del matadero Guadalupe. A las materias primas se les realizaron
análisis organolépticos para establecer la frescura de las mismas.
Ø Selección: Se limpió la carne retirando los residuos que no pertenecen al
pulgarejo como trozos de grasa y carne de otras partes de la res.
Ø Troceado: Previo al molido, se realizó un troceado manual al pulgarejo y
a la grasa con un cuchillo para mayor facilidad al moler.
Ø Molido: En esta operación se molió el pulgarejo durante 7 minutos, ya
que el molido se realizó dos veces para obtener una pasta fina. Se utilizó un
disco de 0.5 mm.
Ø Mezclado: El mezclado se realizó durante un tiempo de 15 a 20 minutos
en cada una de las pastas, incorporando inicialmente, el pulgarejo, la grasa
y el agua por un intervalo de tiempo de 5 minutos, seguidamente, se
adicionó el fosfato, el nitrato, la proteína de soya y el almidón de papa; por
un intervalo de tiempo restante para la completa homogenización de las
materias primas.
Ø Embutido: Esta operación requiere un tiempo de 15 minutos junto con el
amarrado; se utilizó fibrosa, para formar pastas de 500g cada una. Teniendo
la precaución de no incorporar aire dentro de las pastas embutidas.
Ø Escaldado: La operación de escaldado se realizó para inhibir el
crecimiento de microorganismos, de la pasta cárnica cruda, sometiendo el

55
producto a una temperatura de cocción interna de 72°C por un tiempo de 45
minutos. La temperatura exterior o del agua fue de 80°C.
Ø Choque Térmico: Se realizó con el fin de eliminar los microorganismos
que hayan sobrevivido al escaldado. Se empleó chorros de agua fría para
reducir la temperatura lo más rápido posible por un tiempo de 25 minutos.
Ø Almacenamiento: Se realizó con el fin de mantener el producto en las
condiciones adecuadas de congelación para prolongar su vida útil a una
temperatura de 18ºC.
2.3. ELABORACIÓN DEL PATÉ
Una característica de los productos cárnicos cocidos tipo paté, es que para
su elaboración es necesaria la cocción inicial de las materias primas cárnicas
(carne, grasa e hígado); por tal razón, se utilizó dentro de la formulación del
paté como materia prima no convencional las pastas cárnicas a base de
pulgarejo (A5, B5 y C5) teniendo en cuenta sus variables fisicoquímicas.
La formulación del paté se realizó, teniendo en cuenta, el resultado obtenido
del porcentaje de grasa de los análisis fisicoquímicos realizados a las pastas
cárnicas correspondientes: A5 (13.72%), B5 (19.08%) y C5 (16.73%). Dado
que, para la elaboración del paté se requiere un 40% de grasa en su
formulación y las pastas cárnicas no lo aportan en su totalidad, se modificó la
cantidad de grasa dorsal adicional para cada paté de la siguiente manera: A5
(31.28%), B5 (25.92%) y C5 (28.27%), contribuyendo así, con el porcentaje
total de grasa requerido para las formulaciones de los patés
correspondientes.

56
2.3.1. Proceso de elaboración de paté
El proceso se desarrolló con las siguientes operaciones unitarias: recepción,
selección, troceado, escaldado, cuteado, embutido, amarrado y almacenado.
A continuación se muestra el proceso de la elaboración del paté en la figura
2.
Figura 2. Proceso de elaboración del paté
57
Ø Selección: En esta operación se limpió el hígado de pollo de partes no
comestibles como la hiel y restos de grasa. Adicionalmente, se pesó la
cantidad necesaria de las materias primas: pasta cárnica, grasa, hígado,
aditivos y especias a utilizar para cada formulación de los respectivos patés.
Ø Troceado: En esta operación se troceó con un cuchillo el hígado de pollo
y la grasa adicional, que permitió mayor facilidad al cutear.
Ø Escaldado: En esta operación las materias primas cárnicas fueron
previamente cocidas y enfriadas. Para el producto a procesar se escaldó el
hígado de pollo y la grasa, puesto que, la pasta cárnica ya ha sido escaldada
previamente en su proceso de elaboración. La temperatura de escaldado que
se utilizó para el hígado de pollo y la grasa fue de 92ºC por un tiempo de 15
minutos.
Ø Cuteado: El cuteado se hizo con el fin de picar las materias primas para
formar una masa fina y homogénea. Esta operación se realizó en tres (3)
tiempos de la siguiente manera:
o En esta primera fase, la acción del cutter tiene como finalidad liberar la
máxima cantidad de proteínas después de la destrucción de las paredes
celulares. El primer cuteado se realizó por un tiempo de 3 minutos. En la
cuba fija se colocó las materias primas en el siguiente orden consecutivo:
E La mitad de la pasta cárnica
E La mitad de la grasa
E Los fosfatos y el nitrito previamente disuelto en agua.
o Esta segunda fase, se ejecutó por un tiempo de 3 minutos, a una
temperatura de 1214ºC, procurando que esta no sobrepase una

58
temperatura de 21°C, ya que la emulsión puede romperse y causar la
separación de la grasa. En esta etapa se adicionó:
E La mitad del hielo
E La mitad de la leche en polvo
E La mitad de los hígados
E El eritorbato y los condimentos.
o Esta tercera fase, tuvo un tiempo de cuteado de 5 minutos hasta formar
la integración total de todos los ingredientes consiguiendo una masa fina
y homogénea. Finalmente, se agregó al cutter:
E El restante de la pasta cárnica
E El resto de la grasa
E La leche en polvo, el hígado y el hielo
Ø Embutido y Amarrado: En esta operación, el paté se embutió en fibras
tipo Alifal, formando embutidos de 1Kg de peso, los cuales fueron amarrados
con pita gruesa.
Ø Almacenamiento: Finalmente, el producto se refrigeró a una temperatura
de 4ºC
2.4. BALANCES DE MATERIA
2.4.1. Pastas Cárnicas
El balance de materia se realizó para las pastas cárnicas A5, B5 y C5 con el
fin de determinar las mermas que se presentaron en las siguientes
operaciones unitarias: molido, mezclado, embutido y escaldado. Las pérdidas

59
se calcularon de la siguiente manera: (P * 100%) / Peso total de entrada.
Donde P son las pérdidas como lo indica la figura 3.
Figura 3. Balance de Materia para las pastas cárnicas
Donde: A = Pulgarejo, B = Pulgarejo Molido, C = Grasa entra, D = Grasa
Sale, E = Agua, F = Fosfato, G = Pasta Cárnica, K = Almidón de Papa, L =
Pasta Escaldada, N = Nitrato, P = Perdidas, S = Soya y T = Pasta Embutida.
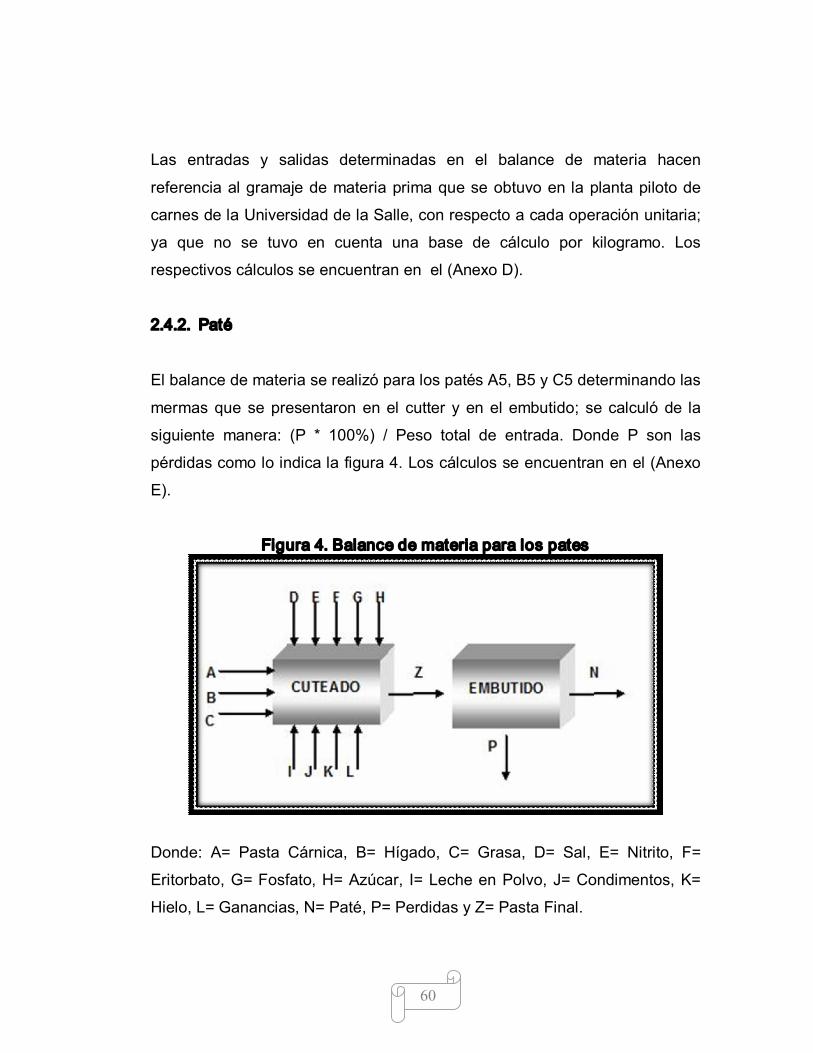
60
Las entradas y salidas determinadas en el balance de materia hacen
referencia al gramaje de materia prima que se obtuvo en la planta piloto de
carnes de la Universidad de la Salle, con respecto a cada operación unitaria;
ya que no se tuvo en cuenta una base de cálculo por kilogramo. Los
respectivos cálculos se encuentran en el (Anexo D).
2.4.2. Paté
El balance de materia se realizó para los patés A5, B5 y C5 determinando las
mermas que se presentaron en el cutter y en el embutido; se calculó de la
siguiente manera: (P * 100%) / Peso total de entrada. Donde P son las
pérdidas como lo indica la figura 4. Los cálculos se encuentran en el (Anexo
E).
Figura 4. Balance de materia para los pates
Donde: A= Pasta Cárnica, B= Hígado, C= Grasa, D= Sal, E= Nitrito, F=
Eritorbato, G= Fosfato, H= Azúcar, I= Leche en Polvo, J= Condimentos, K=
Hielo, L= Ganancias, N= Paté, P= Perdidas y Z= Pasta Final.

61
El balance de energía se realizo teniendo en cuenta el gramaje de referencia
al peso de todos los ingredientes utilizados en el proceso para el cutteado,
así mismo, la pasta final (Z) es la utilizada para el embutido.
2.5. BALANCE DE ENERGIA
2.5.1. Pastas Cárnicas
Los balances de energía para las pastas cárnicas se determinaron con
respecto al calor específico teniendo en cuenta los resultados que se
obtuvieron en los análisis fisicoquímicos de la materia prima, el Cp se cálculo
de la siguiente manera:
Cp= (carbohidrato*%) + (Proteína*%) + (Grasa*%) + (Cenizas*%) +
(Humedad*%)
La siguiente formula determina el calor utilizado en cada operación unitaria:
Q= m * Cp (Tf – To)
Donde m= masa entrante al sistema, Cp= Calor especifico del alimento; Tf=
Temperatura final y To= Temperatura inicial.
Para el embutido se tuvo en cuenta la cantidad en kilogramos de cada una
de las pastas cárnicas embutidas; para el escaldado y el choque térmico se
realizó el cálculo teniendo en cuenta la totalidad de la masa escaldada; el
62
peso total de las pastas cárnicas elaboradas A5, B5 y C5 que es de 2250g.
Los cálculos se encuentran en el (Anexo F).
Se calculó el costo de energía y gas que se utilizó para calentar las pastas
cárnicas durante la operación del escaldado.
2.5.2. Paté
El balance de energía se realizó para las operaciones unitarias de cutteado y
embutido; para el cuteado se tuvo en cuenta la cantidad en kilogramos de
cada una de las pastas cárnicas embutidas y sus respectivos ingredientes
según la formulación; para el embutido se realizó solo un cálculo ya que la
materia prima para los tres pates es la misma cantidad en kilogramos (1kg).
Los respectivos cálculos se encuentran en el (Anexo G).
2.6. COSTOS DE PRODUCCIÓN
Los costos de producción se realizaron para las pastas cárnicas y para el
paté, teniendo en cuenta el cálculo de costo de materia prima, de mano de
obra directa y costos indirectos de fabricación; dentro de los cuales se
determinaron costos de mantenimiento de planta, gastos de servicios
públicos y empaque donde se embutió el producto.
2.7. ANALISIS ESTADISTICO
El análisis estadístico se realizó con el fin de determinar cuál de los tres
patés elaborados tenían mayor aceptabilidad y preferencia por el consumidor
en cuanto a aspecto externo, color, consistencia, aroma y sabor; por lo tanto,
se realizaron 40 encuestas donde se evaluaron las características del

63
producto dándole valores de 1 a 5, donde 5 es el mayor gusto y 1 el más
desagradable. (Anexo H)
De esta forma, se aplicó el método de análisis de varianza con el cual se
evaluó si hubo diferencia significativa entre las medias y la prueba de
Duncan evaluó la diferencia de discriminación, donde se observó la
asociación entre los tres (3) patés elaborados y las cinco (5) características
de referencia.
64
3. RESULTADOS Y ANÁLISIS
Inicialmente, durante el desarrollo de la investigación se realizaron análisis
microbiológicos y fisicoquímicos del pulgarejo para establecer las pautas
necesarias en los procesos de estandarización de los tratamientos base: A, B
y C; los cuales, según sus resultados organolépticos, presentaron resultados
negativos en las pastas cárnicas, lo que llevó, a la búsqueda de
emulsificantes y/o estabilizantes que mejoraran estos efectos. Por lo tanto, se
estableció dos procesos: El primero con diferentes porcentajes de Soya y el
segundo, con soya y diferentes porcentajes de almidón de papa para
optimizar el proceso.
Posteriormente, después de varios análisis se definieron tres pastas cárnicas
(A5, B5 y C5) con las cuales se elaboraron tres productos cárnicos
embutidos tipo paté, para establecer el comportamiento y el rendimiento de
éstas en el producto final.
Finalmente, se elaboraron balances de materia y energía para cada uno de
los procesos realizados tanto, para las pastas cárnicas como para el paté, y
se realizó el diseño estadístico mediante prueba de aceptación, para verificar
el grado de aceptabilidad y preferencia de cada uno de los patés elaborados
a base de las pastas cárnicas.
3.1. CARACTERIZACIÓN MATERIA PRIMA
3.1.1. Microbiológicas
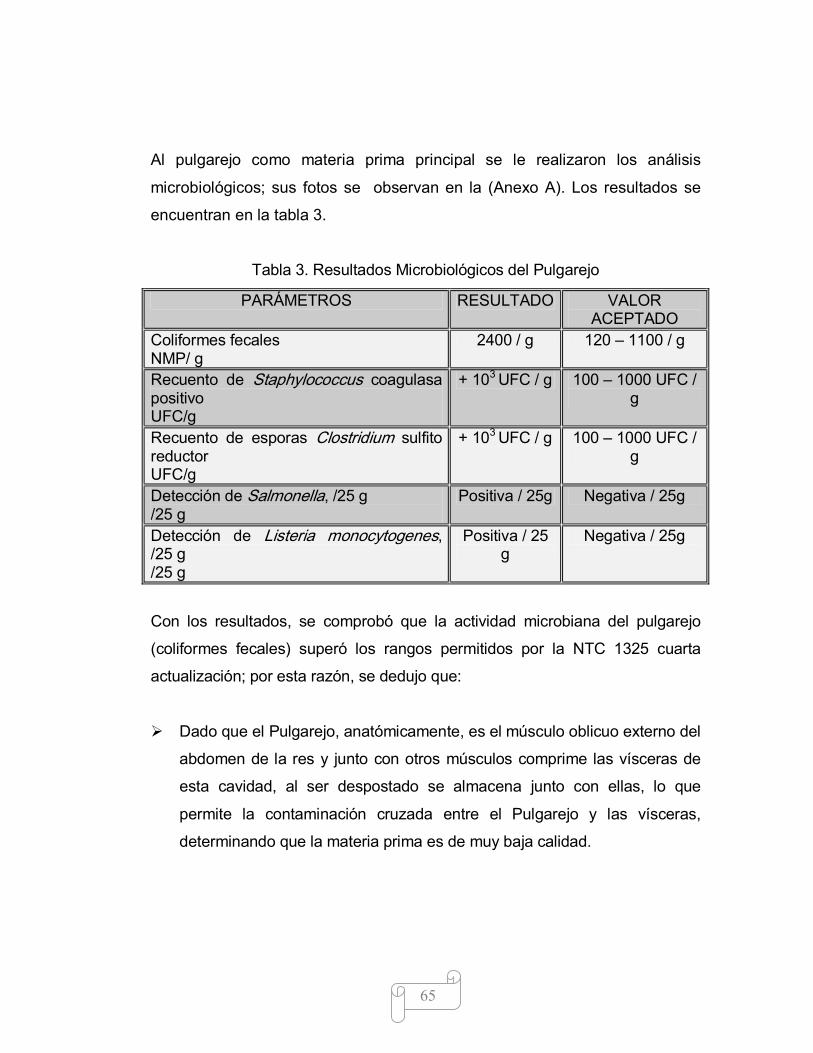
65
Al pulgarejo como materia prima principal se le realizaron los análisis
microbiológicos; sus fotos se observan en la (Anexo A). Los resultados se
encuentran en la tabla 3.
Tabla 3. Resultados Microbiológicos del Pulgarejo
PARÁMETROS RESULTADO VALOR ACEPTADO
Coliformes fecales NMP/ g
2400 / g 120 – 1100 / g
Recuento de Staphylococcus coagulasa positivo UFC/g
+ 10 3 UFC / g 100 – 1000 UFC / g
Recuento de esporas Clostridium sulfito reductor UFC/g
+ 10 3 UFC / g 100 – 1000 UFC / g
Detección de Salmonella, /25 g /25 g
Positiva / 25g Negativa / 25g
Detección de Listeria monocytogenes, /25 g /25 g
Positiva / 25 g
Negativa / 25g
Con los resultados, se comprobó que la actividad microbiana del pulgarejo
(coliformes fecales) superó los rangos permitidos por la NTC 1325 cuarta
actualización; por esta razón, se dedujo que:
Ø Dado que el Pulgarejo, anatómicamente, es el músculo oblicuo externo del
abdomen de la res y junto con otros músculos comprime las vísceras de
esta cavidad, al ser despostado se almacena junto con ellas, lo que
permite la contaminación cruzada entre el Pulgarejo y las vísceras,
determinando que la materia prima es de muy baja calidad.
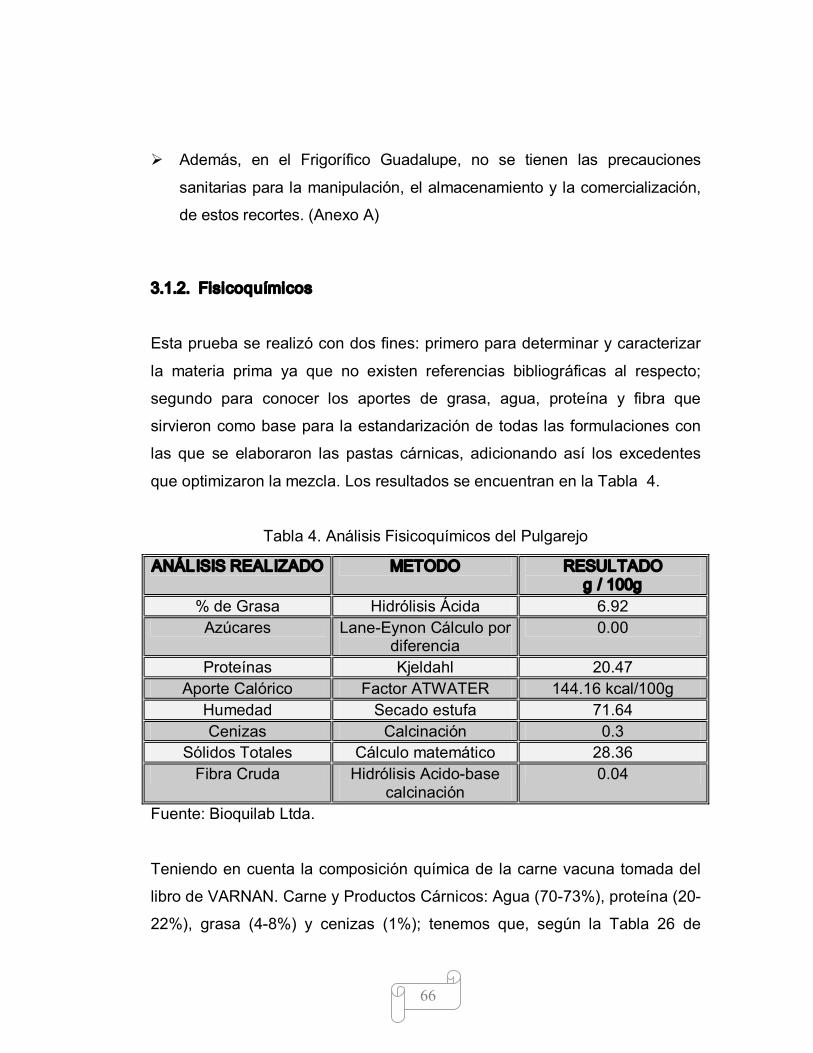
66
Ø Además, en el Frigorífico Guadalupe, no se tienen las precauciones
sanitarias para la manipulación, el almacenamiento y la comercialización,
de estos recortes. (Anexo A)
3.1.2. Fisicoquímicos
Esta prueba se realizó con dos fines: primero para determinar y caracterizar
la materia prima ya que no existen referencias bibliográficas al respecto;
segundo para conocer los aportes de grasa, agua, proteína y fibra que
sirvieron como base para la estandarización de todas las formulaciones con
las que se elaboraron las pastas cárnicas, adicionando así los excedentes
que optimizaron la mezcla. Los resultados se encuentran en la Tabla 4.
Tabla 4. Análisis Fisicoquímicos del Pulgarejo
ANÁLISIS REALIZADO METODO RESULTADO g / 100g
% de Grasa Hidrólisis Ácida 6.92 Azúcares LaneEynon Cálculo por
diferencia 0.00
Proteínas Kjeldahl 20.47 Aporte Calórico Factor ATWATER 144.16 kcal/100g
Humedad Secado estufa 71.64 Cenizas Calcinación 0.3
Sólidos Totales Cálculo matemático 28.36 Fibra Cruda Hidrólisis Acidobase
calcinación 0.04
Fuente: Bioquilab Ltda.
Teniendo en cuenta la composición química de la carne vacuna tomada del
libro de VARNAN. Carne y Productos Cárnicos: Agua (7073%), proteína (20
22%), grasa (48%) y cenizas (1%); tenemos que, según la Tabla 26 de

67
resultados, la caracterización del pulgarejo se encontró entre los rangos
establecidos, con excepción del porcentaje de cenizas que es muy bajo dado
que el resultado que se obtuvo fue de 0,3%
3.2. PASTA CÁRNICA CRUDA Y ESCALDADA
3.2.1. Microbiológicas
Ø Pasta Cárnica Cruda: Durante el proceso de los tratamientos base A, B y
C se observó, que la adición de aditivos no era suficiente para inactivar la
carga microbiana presente en las pastas cárnicas crudas, según los
resultados que se muestran en la Tabla 5, realizados en el Laboratorio
Bioquilab Ltda.
Tabla 5. Análisis Microbiológicos de la Pasta Cárnica Cruda
PARÁMETROS MÉTODO RESULTADO VALOR
ACEPTADO Coliformes Fecales NMP/ g 2400/g 120 – 1100 / g
Recuento de Estafilococo coag.
Positiva UFC/g <100 UFC/g 100 – 1000 UFC /
g Recuento de esporas de Clostridium Sulfito
reductor UFC/g 380 UFC/g 100 – 1000 UFC /
g Investigación de
Salmonella Negativa/25 g Negativa /
25g Negativa / 25g
Fuente: Bioquilab Ltda.
Por lo tanto, se dedujo, que el desarrollo y estandarización de las pastas
cárnicas embutidas a base de pulgarejo, para utilizarlas como materia prima
no convencional en la elaboración de otros productos cárnicos, deben ser
escaldadas, puesto que no existe garantía alguna en cuanto al control

68
consecutivo del producto en el mercado, referente al almacenamiento y a su
proceso de cocción antes de consumirlo. Dado que el resultado anterior
muestra que los Coliformes fecales exceden el rango permitido. (Anexo I)
Ø Pasta Cárnica Escaldada: Los análisis microbiológicos se realizaron en el
Laboratorio de Bioquilab Ltda y los resultados se encuentran en la Tabla 6.
Tabla 6. Resultados Microbiológicos de la Pasta Cárnica Escaldada
PARAMETROS METODO RESULTADO VALOR
ACEPTADO
Recuento de bacterias
mesofilas aerobias
UFC/g 14000 UFC /
g
200000 – 300000
UFC / g
Coliformes Fecales NMP/ g < 3 / g < 3 / g
Coliformes Totales NMP/ g 240 / g 120 – 1100 / g
Recuento de Estafilococo coag. Positiva
UFC/g <100 UFC/g <100 UFC / g
Recuento de esporas de Clostridium Sulfito reductor
UFC/g < 10 UFC/g 100 – 1000 UFC /
g
Investigación de Salmonella Negativa/25
g
Negativa /
25g
Negativa / 25g
Fuente: Bioquilab Ltda.
La Tabla 6 mostró que la actividad microbiana presente en la pasta cárnica
cruda se inactivo durante el escaldado, ya que los resultados de los
parámetros anteriores se encuentran dentro de los rangos establecidos por la
norma; en esta fase del trabajo se concluyó, que los productos cárnicos que
se pueden elaborar a partir de la pasta cárnica escaldada a base de
pulgarejo, son aquellos que para su elaboración es necesario la cocción

69
previa de las materias primas cárnicas; ya que para la mayoría de los
productos embutidos es necesario partir de la materia prima cruda; por tal
razón, se determinó que, con la pasta desarrollada escaldada es posible
elaborar productos cárnicos untables, tipo paté.
3.2.2. Fisicoquímicas
Se realizaron los análisis de cada una de las pastas cárnicas embutidas
escaldadas seleccionadas A5, B5 y C5 , en el laboratorio de Biotrends Ltda.,
con el fin de establecer las características de éstas, los análisis se muestran
en la Tabla 7.
Tabla 7. Análisis fisicoquímicos de las pastas cárnicas A5, B5 y C5
PARÁMETRO RESULTADOS
PASTA
CÁRNICA A5
RESULTADOS
PASTA
CÁRNICA B5
RESULTADOS
PASTA
CÁRNICA C5
UNIDADES
Humedad 59.46 58.46 57.65 g/100g
Sólidos
Totales
40.54 41.54 42.35 g/100g
Proteína 23.61 23.32 23.47 g/100g
Grasa 13.72 19.08 16.73 g/100g
Fibra Cruda 1.58 1.11 1.18 g/100g
Cenizas 1.02 1.01 0.97 g/100g
Carbohidratos 7.61 3.02 0.00 g/100g
Calorías 220 253 244 Kcal/100g
La tabla anterior mostró que la proteína de las pastas cárnicas A5, B5 y C5
era superior al rango permitido para productos cárnicos escaldados, lo que

70
se buscó mejorar en las premezclas (aumento de proteína); y, se determinó
que la cantidad de grasa no era suficiente para las formulaciones de los
patés; por lo tanto, hubo la necesidad de agregar más cantidad de esta para
la optimización de cada formulación.
3.2.3. Estandarización de las pastas cárnicas
3.2.3.1. Tratamientos Base A, B y C
Se realizaron tres tratamientos base denominados con letras A, B y C, donde
se observó el comportamiento de ligazón de las materias primas carne, grasa
y agua entre sí, sin necesidad de emulsificantes. Los tratamientos se señalan
en la tabla 8.
Tabla 8. Tratamientos Base A, B y C
Con estos tratamientos, se observó que las pastas cárnicas escaldadas
presentaron los siguientes defectos: exudación de agua y grasa, y,
disminución en el rendimiento de producción; por lo tanto se dedujo que no
hay suficiente ligazón entre la proteína, la grasa y el agua; lo cual hizo que la
TRATAMIENTO
BASE A
TRATAMIENTO
BASE B
TRATAMIENTO
BASE C
INGREDIENTES % % %
PULGAREJO 70 80 90
GRASA 20 15 5
AGUA 9.6 4.6 4.6
FOSFATO 0.4 0.4 0.4
NITRATO 0.02 0.02 0.02
TOTAL 100 100 100

71
textura de las pastas se tornara seca, con grietas, de mal gusto a simple vista
y al cortar se desmoronara.
3.2.3.2. Tratamientos con Proteína de Soya
Debido a los defectos mencionados anteriormente, se buscó optimizar las
pastas, por lo tanto, se adicionó Proteína de Soya PS 60® en
concentraciones de 15%, 20%, 25%, 30% y 35% a cada tratamiento base A,
B y C. (Anexo J). Las formulaciones porcentuales de los tratamientos se
muestran en las tabla 9.
Tabla 9. Tratamientos A, B y C con Proteína de soya INGREDIENTE PULGAREJO GRASA AGUA ADITIVOS SOYA TOTAL
TRATAMIENTO A % % % % % %
A1 58,77 18,81 7 0,42 15 100
A2 55,8 16,2 7,5 0,42 20 100
A3 53,05 13,53 8 0,42 25 100
A4 50,25 10,83 8,5 0,42 30 100
A5 48,26 7,32 9 0,42 35 100
TRATAMIENTO B % % % % % %
B1 68,43 11,15 5 0,42 15 100
B2 62,48 11,6 5,5 0,42 20 100
B3 59,41 9,17 6 0,42 25 100
B4 56,2 6,88 6,5 0,42 30 100
B5 52,17 6,11 6,3 0,42 35 100
TRATAMIENTO C % % % % % %
C1 78 2,47 4 0,42 15 100
C2 69,08 6,7 6,8 0,42 20 100
C3 65,77 5,11 3,7 0,42 25 100
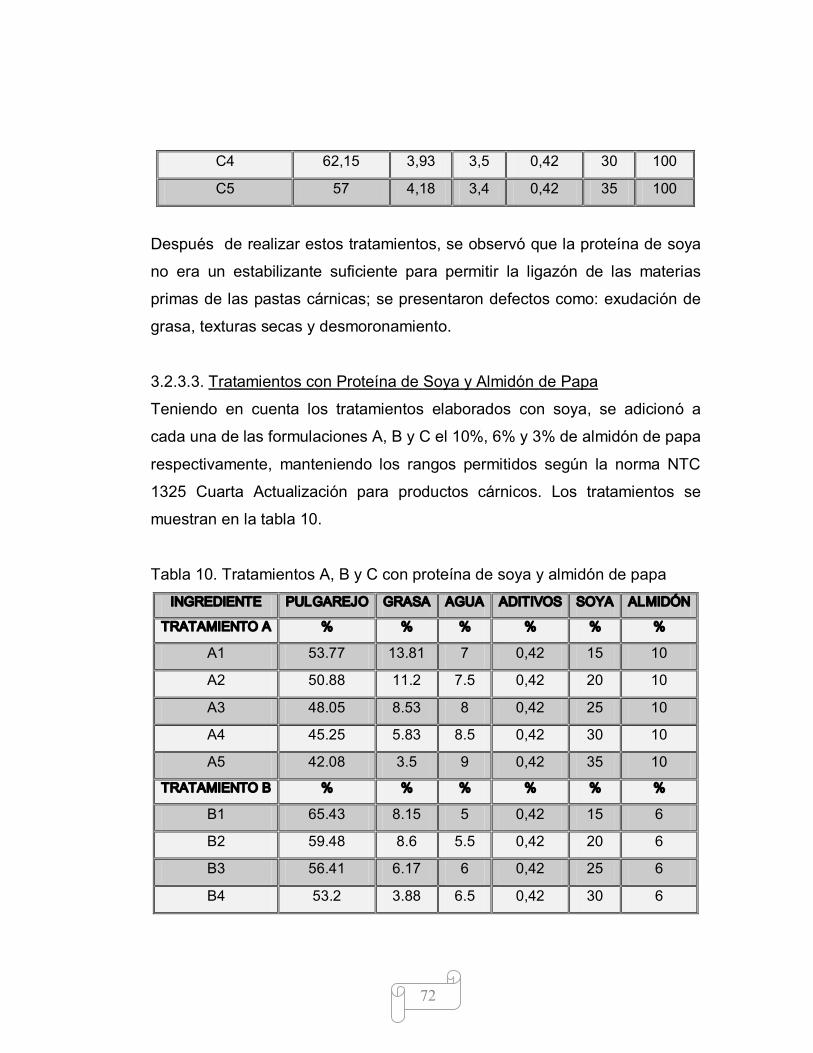
72
C4 62,15 3,93 3,5 0,42 30 100
C5 57 4,18 3,4 0,42 35 100
Después de realizar estos tratamientos, se observó que la proteína de soya
no era un estabilizante suficiente para permitir la ligazón de las materias
primas de las pastas cárnicas; se presentaron defectos como: exudación de
grasa, texturas secas y desmoronamiento.
3.2.3.3. Tratamientos con Proteína de Soya y Almidón de Papa
Teniendo en cuenta los tratamientos elaborados con soya, se adicionó a
cada una de las formulaciones A, B y C el 10%, 6% y 3% de almidón de papa
respectivamente, manteniendo los rangos permitidos según la norma NTC
1325 Cuarta Actualización para productos cárnicos. Los tratamientos se
muestran en la tabla 10.
Tabla 10. Tratamientos A, B y C con proteína de soya y almidón de papa INGREDIENTE PULGAREJO GRASA AGUA ADITIVOS SOYA ALMIDÓN
TRATAMIENTO A % % % % % %
A1 53.77 13.81 7 0,42 15 10
A2 50.88 11.2 7.5 0,42 20 10
A3 48.05 8.53 8 0,42 25 10
A4 45.25 5.83 8.5 0,42 30 10
A5 42.08 3.5 9 0,42 35 10
TRATAMIENTO B % % % % % %
B1 65.43 8.15 5 0,42 15 6
B2 59.48 8.6 5.5 0,42 20 6
B3 56.41 6.17 6 0,42 25 6
B4 53.2 3.88 6.5 0,42 30 6
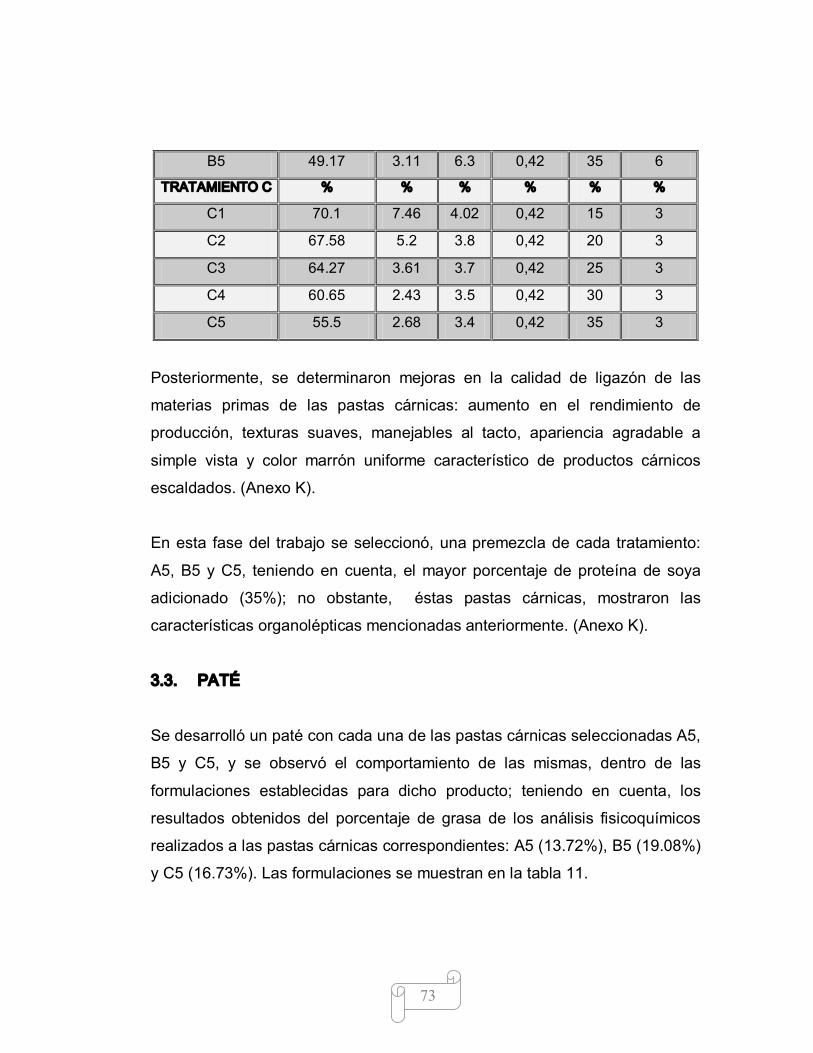
73
B5 49.17 3.11 6.3 0,42 35 6
TRATAMIENTO C % % % % % %
C1 70.1 7.46 4.02 0,42 15 3
C2 67.58 5.2 3.8 0,42 20 3
C3 64.27 3.61 3.7 0,42 25 3
C4 60.65 2.43 3.5 0,42 30 3
C5 55.5 2.68 3.4 0,42 35 3
Posteriormente, se determinaron mejoras en la calidad de ligazón de las
materias primas de las pastas cárnicas: aumento en el rendimiento de
producción, texturas suaves, manejables al tacto, apariencia agradable a
simple vista y color marrón uniforme característico de productos cárnicos
escaldados. (Anexo K).
En esta fase del trabajo se seleccionó, una premezcla de cada tratamiento:
A5, B5 y C5, teniendo en cuenta, el mayor porcentaje de proteína de soya
adicionado (35%); no obstante, éstas pastas cárnicas, mostraron las
características organolépticas mencionadas anteriormente. (Anexo K).
3.3. PATÉ
Se desarrolló un paté con cada una de las pastas cárnicas seleccionadas A5,
B5 y C5, y se observó el comportamiento de las mismas, dentro de las
formulaciones establecidas para dicho producto; teniendo en cuenta, los
resultados obtenidos del porcentaje de grasa de los análisis fisicoquímicos
realizados a las pastas cárnicas correspondientes: A5 (13.72%), B5 (19.08%)
y C5 (16.73%). Las formulaciones se muestran en la tabla 11.

74
Tabla 11. Formulación y porcentaje de grasa adicionado para los pates
INGREDIENTES %
Pasta cárnica 10
Hígado 25
Grasa (pc+g)* 40
Sal 1,8
Aditivos 0,62
Azúcar 0,2
Leche en polvo 6
Especias 2.75
Agua 13,78
TOTAL 100
PASTA
CÁRNICA
GRASA
TOTAL
A5 26.58%
B5 20.92%
C5 23.27%
Dado que, para la elaboración del paté se requiere un 40% de grasa en su
formulación y las pastas cárnicas no lo aportaron en su totalidad; se modificó
la cantidad de grasa adicional para cada paté de la siguiente manera: A5
(26.58%), B5 (20.92%) y C5 (23.27%), contribuyendo así, con el porcentaje
total de grasa requerido para las formulaciones de los patés
correspondientes.
3.4. BALANCES DE MATERIA
3.4.1. Pastas Cárnicas
Se realizaron para cada pasta cárnica A5, B5 y C5, un balance de materia,
con el fin, de establecer las mermas que se obtuvieron durante el proceso de
elaboración. Los resultados se muestran en la Tabla 12.
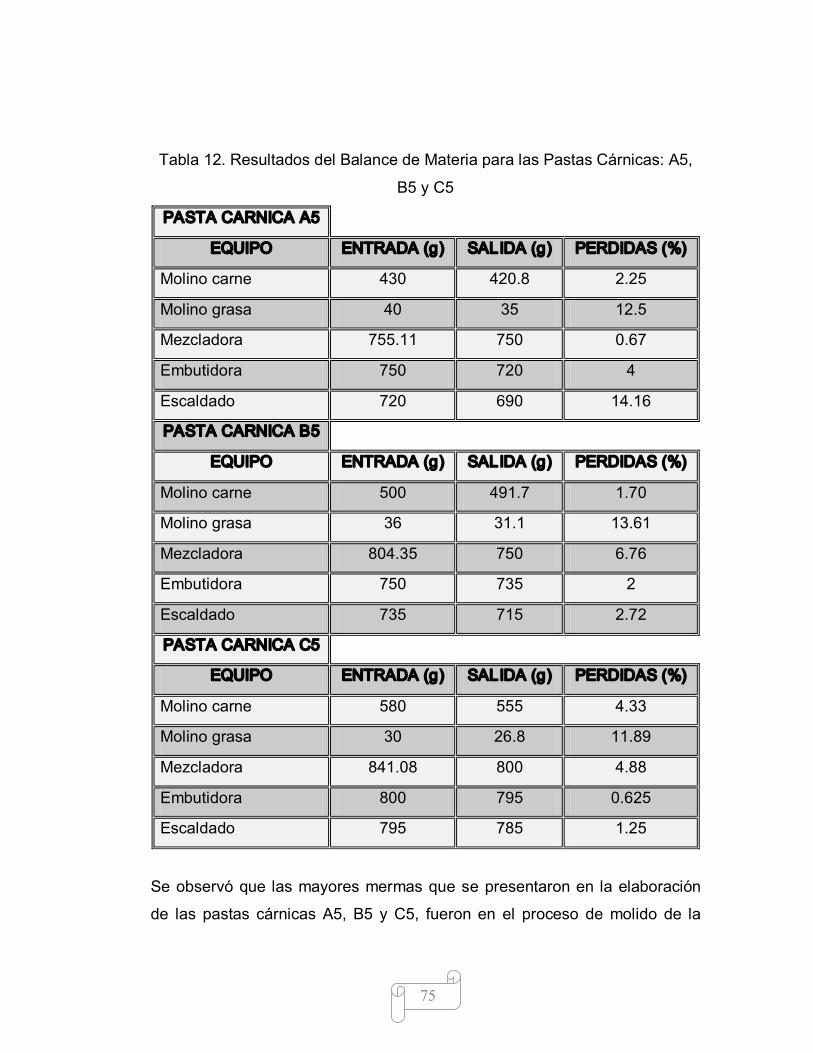
75
Tabla 12. Resultados del Balance de Materia para las Pastas Cárnicas: A5,
B5 y C5
PASTA CARNICA A5
EQUIPO ENTRADA (g) SALIDA (g) PERDIDAS (%)
Molino carne 430 420.8 2.25
Molino grasa 40 35 12.5
Mezcladora 755.11 750 0.67
Embutidora 750 720 4
Escaldado 720 690 14.16
PASTA CARNICA B5
EQUIPO ENTRADA (g) SALIDA (g) PERDIDAS (%)
Molino carne 500 491.7 1.70
Molino grasa 36 31.1 13.61
Mezcladora 804.35 750 6.76
Embutidora 750 735 2
Escaldado 735 715 2.72
PASTA CARNICA C5
EQUIPO ENTRADA (g) SALIDA (g) PERDIDAS (%)
Molino carne 580 555 4.33
Molino grasa 30 26.8 11.89
Mezcladora 841.08 800 4.88
Embutidora 800 795 0.625
Escaldado 795 785 1.25
Se observó que las mayores mermas que se presentaron en la elaboración
de las pastas cárnicas A5, B5 y C5, fueron en el proceso de molido de la

76
carne y la grasa con un 8.28% y 38% en su totalidad respectivamente.
Debido a que, tanto el Pulgarejo como la grasa contienen fibras demasiado
gruesas que no alcanzaban a ser molidas en su totalidad quedando
enredadas en el tornillo y en las cuchillas del equipo. En la Tabla 13
observamos el porcentaje total de mermas.
Tabla 13. Resultados del porcentaje total de mermas en las pastas cárnicas
A5, B5 y C5
PASTAS
CÁRNICAS
% TOTAL
MERMAS
Pasta Cárnica A5 34.25%
Pasta Cárnica B5 26.9%
Pasta Cárnica C5 22.17%
De acuerdo a los resultados de las mermas totales de las pastas cárnicas se
observó, que las mayores mermas se presentaron en la elaboración de la
pasta cárnica A5, ya que al tener mayor cantidad de grasa, ésta se adhería a
las paredes de los equipos y era difícil su recuperación.
3.4.2. Paté
El balance de materia se realizó para cada paté A5, B5 y C5, donde se
establecieron las ganancias y las mermas que se obtuvieron durante el
proceso de las operaciones de cutteado y embutido respectivamente,
teniendo en cuenta, que en el cutter se determinó las ganancias y no las
pérdidas debido a la adición de sustancias de relleno que cumplieron con la
función de retención de agua. Estos resultados se observan en la tabla 14.
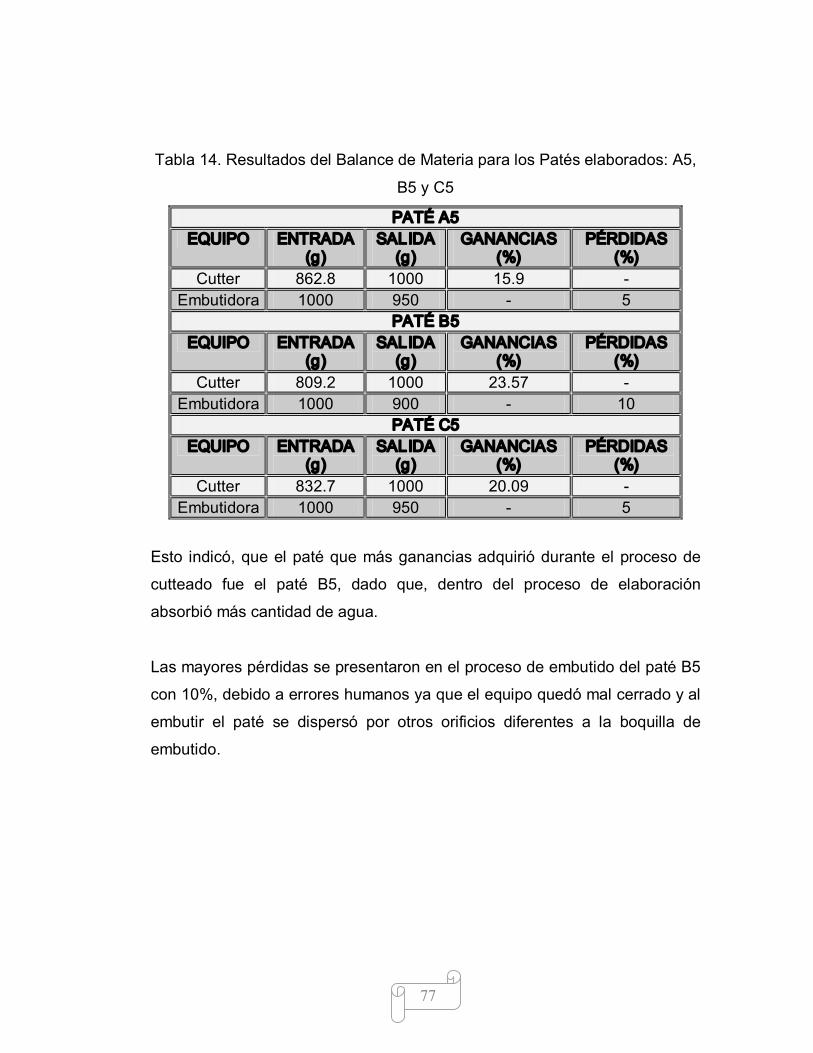
77
Tabla 14. Resultados del Balance de Materia para los Patés elaborados: A5,
B5 y C5
PATÉ A5 EQUIPO ENTRADA
(g) SALIDA
(g) GANANCIAS
(%) PÉRDIDAS
(%) Cutter 862.8 1000 15.9
Embutidora 1000 950 5 PATÉ B5
EQUIPO ENTRADA (g)
SALIDA (g)
GANANCIAS (%)
PÉRDIDAS (%)
Cutter 809.2 1000 23.57 Embutidora 1000 900 10
PATÉ C5 EQUIPO ENTRADA
(g) SALIDA
(g) GANANCIAS
(%) PÉRDIDAS
(%) Cutter 832.7 1000 20.09
Embutidora 1000 950 5
Esto indicó, que el paté que más ganancias adquirió durante el proceso de
cutteado fue el paté B5, dado que, dentro del proceso de elaboración
absorbió más cantidad de agua.
Las mayores pérdidas se presentaron en el proceso de embutido del paté B5
con 10%, debido a errores humanos ya que el equipo quedó mal cerrado y al
embutir el paté se dispersó por otros orificios diferentes a la boquilla de
embutido.
78
3.5. BALANCE DE ENERGÍA
3.5.1. Pastas Cárnicas
Se determinó el Calor específico con los resultados de los parámetros
fisicoquímicos del pulgarejo, ya que la pasta cárnica realizada en este trabajo
es un producto nuevo y la información no se encuentra disponible en libros.
El calor específico para la pasta cárnica fue: Cp= 3.4336353 Kj/Kg°C
Para su cálculo se utilizó la siguiente fórmula:
Cp= (carbohidrato*%) + (Proteína*%) + (Grasa*%) + (Cenizas*%) +
(Humedad*%)
Cp=(1,424*0)+(1,549*0.204)+(1,675*0.0692)+(0,837*0.003)+(4,185*0.7164)
Cp= (0) + (0.3170803) + (0.11591) + (0.002511) + (2.998134)
Cp= 3.4336353 Kj/Kg°C
El balance de energía se realizó para las operaciones de embutido,
escaldado y choque térmico, los resultados se observan en la Tabla 15.

79
Tabla 15. Resultados del balance de energía para las pastas cárnicas A5, B5
y C5
OPERACIÓN UNITARIA PRODUCTO Q (Kj)
Pasta Cárnica A5 2.5725
Pasta Cárnica B5 2.5725
Embutido
Pasta Cárnica C5 2.744
Escaldado Pastas cárnicas A5, B5 y C5 439.8975
Choque térmico Pastas cárnicas A5, B5 y C5 401.31
Según el balance de Energía se determinó que en el embutido cada pasta
A5, B5 y C5 transmitió calor por valor de 2.5725, 2.5725 y 2.744 Kj
respectivamente; en el escaldado se necesitó 439.8975 Kj para elevar la
temperatura del punto frío de la pasta cárnica de 15°C a 72°C, y en el
choque térmico se necesitó 401.31 Kj para enfriar las pastas cárnicas de
72°C a 20°C.
Adicionalmente, se estableció el costo de energía para calentar la pasta
cárnica teniendo en cuenta la cantidad de metano necesaria para calentar el
agua de 15°C a 72°C, y así, junto con el volumen de agua utilizado, se
hallaron los costos del tratamiento térmico por escaldado, obteniendo como
resultado una masa de metano de 6.2253 kg.
Teniendo en cuenta que el calor específico del metano (gas natural) es
19.89kj/kmol°K, se convirtieron unidades:
K kg
kj 1.2397 Cpmetano
16.043kg
1kmol *
K kmol
kj 19.89 Cpmetano
° =
° =

80
Se calculó la masa de metano utilizado:
kg m
K K kg
kj m kj
T T o mCpme Qp
2253 . 6
) 15 72 ( * 2397 . 1 * 8975 . 439
) 1 2 ( * tan
=
° − °
=
− =
Posteriormente, se halló el costo de gas para el escaldado teniendo en
cuenta la relación del costo por kWh que se cobró en la factura de gas en
relación al consumo requerido para escaldar dicho producto. Luego, el
consumo de energía en kWh fue de: 0.1222 kwh y el costo por consumo de
gas para este proceso fue de: $6.9116. A continuación se observan los
cálculos.
Según la facturación del gas 1m 3 equivale a 849.72 kWh y el precio unitario
de kWh es $56.56. El tiempo del escaldado fue de 1 hora, entonces se
necesito 439.8975 kj/h para elevar la temperatura del punto frío de la pasta
cárnica a 72ºC.
Luego, el consumo de energía en kWh es:
0.1222kWh kWh en energía de consumo
600 . 3
1 * 439.8975kj kWh en energía de consumo
=
= kj
kWh
El costo por consumo de gas para este proceso fue:
¿? $ 1222 . 0
56 , 56 $ 1
⇒
⇒
kWh
kWh

81
9116 . 6 $ Gas Costo
1
$56,56 * 0.1222kWh Gas Costo
=
= kWh
3.5.2. Paté
El balance de energía para el cuteado se realizó para cada paté A5, B5 y C5
ya que cada formulación tenía porcentajes diferentes y para el embutido se
realizó en general para los tres debido a que la materia entrante fue la
misma. En la Tabla 16 se observan los resultados.
Tabla 16. Resultados del Balance de energía para los pates
Q (Kj) OPERACION
UNITARIA Paté A5 Paté B5 Paté C5
Cuteado 5.9188 5.551 5.7123
Embutido 3.43 3.43 3.43
Se determinó que el calor adquirido por los patés en la operación de cutteado
fue de 5.9188, 5.551 y 5.7123 Kj respectivamente, dado que en esta
operación no se requirió de tanto gasto de calor; y para el embutido fue de
3.43 Kj para los tres pates ya que la materia prima que entro a embutir fue
sobre una base de cálculo de 1 kg.
82
3.6. COSTOS DE PRODUCCIÓN
3.6.1. Pastas Cárnicas
Se realizó el cálculo de los costos de producción, de fabricación o
manufactura que intervinieron en el proceso de elaboración de las pastas
cárnicas; para lo cual, se tuvo en cuenta la materia prima gastada, la mano
de obra directa y los gastos indirectos de fabricación; esto con el fin, de
determinar que pasta era más económica.
3.6.1.1. Cálculo de costo de la materia prima
El procedimiento a seguir para obtener los costos de la materia prima que se
utilizó en la elaboración de las pastas cárnicas está determinado por los
balances de materias realizados anteriormente.
Inicialmente, se adquirió el Pulgarejo y la grasa en la central de carnes
Guadalupe a un costo de $5600 x kilo y $2000 x kilo respectivamente,
teniendo en cuenta, que para el proceso de producción el Pulgarejo se limpió
y se seleccionó eliminando tejidos adiposos y residuos cárnicos de otras
partes de la res, no aptas para éste proceso; por lo tanto, es necesario
adquirir mayor cantidad de Pulgarejo para la elaboración de las pastas
cárnicas. Los aditivos utilizados se adquirieron en la Empresa Jacobsen’s®
Ltda.
Ø Costos de materia prima para las Pastas Cárnicas: En las Tablas 17, 18 y
19 se observa el cálculo para producir 1 kg de pasta cárnica A5, B5 y C5.

83
Tabla 17. Cálculo para producir 1 Kg de pasta cárnica A5
INGREDIENTES COSTO ($)/(Kg)
CANTIDAD (g)
COSTO TOTAL ($)
Pulgarejo 5600 420.8 2356.4 Grasa 1000 35 35 Agua (ml) 1,53 90 0.1377 Fosfato 4500 4 18 Nitrato 5000 0.2 1 Proteína De Soya 9000 159.53 1435.77 Almidón De Papa 4000 45.58 182.32
TOTAL 4028.7077
Tabla 18. Cálculo para producir 1 Kg de pasta cárnica B5
INGREDIENTES COSTO ($)/(Kg)
CANTIDAD (g)
COSTO TOTAL ($)
Pulgarejo 5600 491.7 2753.5 Grasa 1000 31.10 31.1 Agua (ml) 1,53 63 0.096 Fosfato 4500 4 18 Nitrato 5000 0.2 1 Proteína De Soya 9000 182.9 1646.82 Almidón De Papa 4000 31.37 125.4
TOTAL 4576
Tabla 19. Cálculo para producir 1 Kg de pasta cárnica C5
INGREDIENTES COSTO ($)/(Kg)
CANTIDAD (g)
COSTO TOTAL ($)
Pulgarejo 5600 555 3108 Grasa 1000 26.8 26.8 Agua (ml) 1,53 34 0.05 Fosfato 4500 4 18 Nitrato 5000 0.2 1 Proteína De Soya 9000 203.63 1832.67 Almidón De Papa 4000 17.45 69.81
TOTAL 5056.33

84
Se determino que la pasta cárnica mas económica de elaborar teniendo en
cuenta sus materias primas es la pasta cárnica A5 debido a que lleva más
cantidad de estabilizantes almidón de papa (10%) y proteína de soya (35%).
3.6.1.2. Cálculo de costo de la mano de obra directa
El procedimiento a seguir para obtener los costos de la mano de obra directa
que se utilizó en la elaboración de las pastas cárnicas, “…está definida como
aquella que participa directamente en el proceso de producción, es decir, lo
que se paga a los trabajadores que tienen contacto directo con el producto” 35 .
Por consiguiente, para éste cálculo se estimó: un operario, para elaborar un
Kg de producto. Para lo anterior, se tuvo en cuenta los siguientes datos: 12
meses, 30 días y 8 horas de trabajo y se observan en la Tabla 20.
Tabla 20. Cálculo mano de obra directa
CARGO OPERARIO Salario ($) 408000 Subsidio transporte ($) 47700 TOTAL($) 455700 Salario mes ($) 455700 Salario día ($) 13600 Salario hora ($) 1700
3.6.1.3. Cálculo de costos indirectos de fabricación
Los costos indirectos de fabricación son aquellos que no son directamente
identificables con los productos, es decir; los gastos en los que la empresa
35 GARCÍA, Oscar León. Administración Financiera. Fundamentos de Aplicaciones. Tercera Edición. Prensa Moderna impresores S. A. Cali, Colombia. 2000. p. 157 165
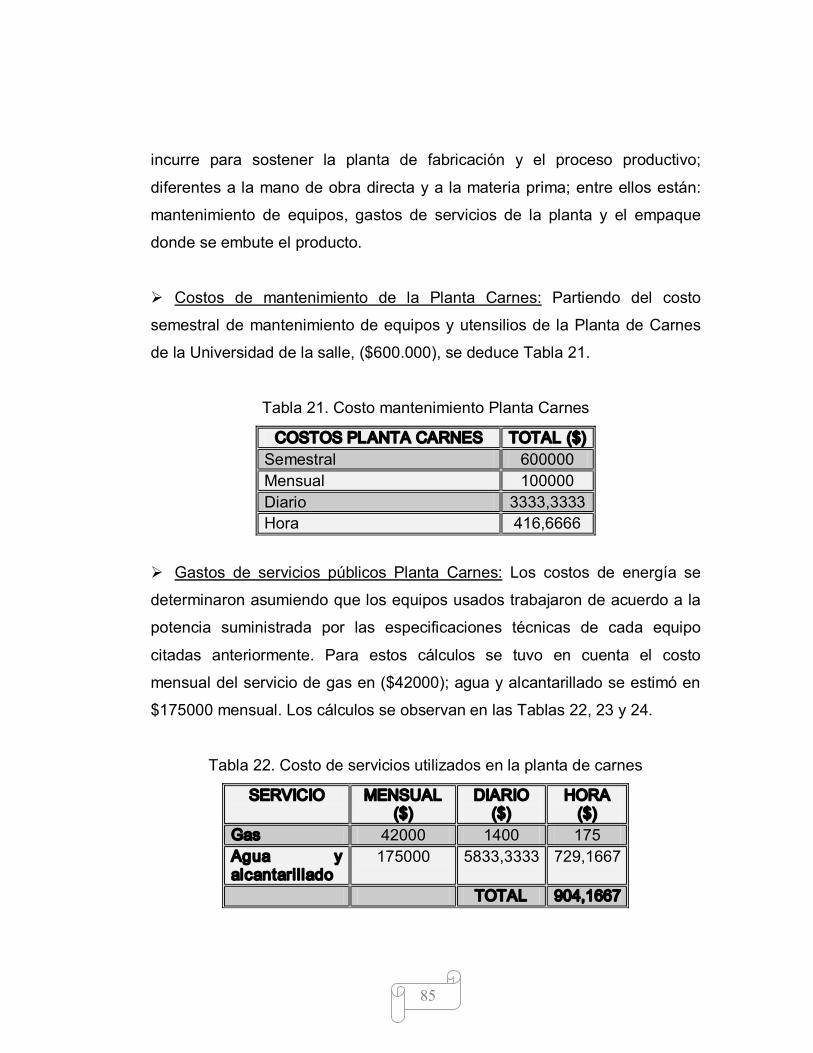
85
incurre para sostener la planta de fabricación y el proceso productivo;
diferentes a la mano de obra directa y a la materia prima; entre ellos están:
mantenimiento de equipos, gastos de servicios de la planta y el empaque
donde se embute el producto.
Ø Costos de mantenimiento de la Planta Carnes: Partiendo del costo
semestral de mantenimiento de equipos y utensilios de la Planta de Carnes
de la Universidad de la salle, ($600.000), se deduce Tabla 21.
Tabla 21. Costo mantenimiento Planta Carnes
COSTOS PLANTA CARNES TOTAL ($) Semestral 600000 Mensual 100000 Diario 3333,3333 Hora 416,6666
Ø Gastos de servicios públicos Planta Carnes: Los costos de energía se
determinaron asumiendo que los equipos usados trabajaron de acuerdo a la
potencia suministrada por las especificaciones técnicas de cada equipo
citadas anteriormente. Para estos cálculos se tuvo en cuenta el costo
mensual del servicio de gas en ($42000); agua y alcantarillado se estimó en
$175000 mensual. Los cálculos se observan en las Tablas 22, 23 y 24.
Tabla 22. Costo de servicios utilizados en la planta de carnes
SERVICIO MENSUAL ($)
DIARIO ($)
HORA ($)
Gas 42000 1400 175 Agua y alcantarillado
175000 5833,3333 729,1667
TOTAL 904,1667
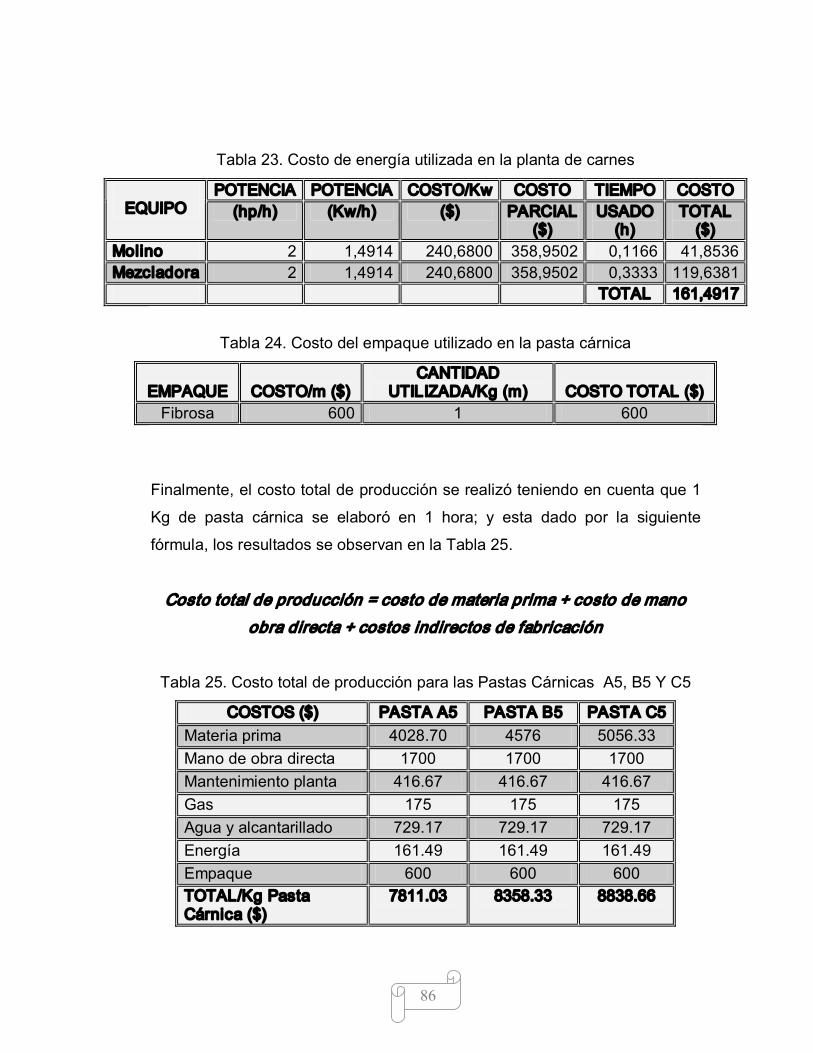
86
Tabla 23. Costo de energía utilizada en la planta de carnes
POTENCIA POTENCIA COSTO/Kw COSTO TIEMPO COSTO EQUIPO (hp/h) (Kw/h) ($) PARCIAL
($) USADO (h)
TOTAL ($)
Molino 2 1,4914 240,6800 358,9502 0,1166 41,8536 Mezcladora 2 1,4914 240,6800 358,9502 0,3333 119,6381
TOTAL 161,4917
Tabla 24. Costo del empaque utilizado en la pasta cárnica
EMPAQUE COSTO/m ($) CANTIDAD
UTILIZADA/Kg (m) COSTO TOTAL ($) Fibrosa 600 1 600
Finalmente, el costo total de producción se realizó teniendo en cuenta que 1
Kg de pasta cárnica se elaboró en 1 hora; y esta dado por la siguiente
fórmula, los resultados se observan en la Tabla 25.
Costo total de producción = costo de materia prima + costo de mano obra directa + costos indirectos de fabricación
Tabla 25. Costo total de producción para las Pastas Cárnicas A5, B5 Y C5
COSTOS ($) PASTA A5 PASTA B5 PASTA C5 Materia prima 4028.70 4576 5056.33 Mano de obra directa 1700 1700 1700 Mantenimiento planta 416.67 416.67 416.67 Gas 175 175 175 Agua y alcantarillado 729.17 729.17 729.17 Energía 161.49 161.49 161.49 Empaque 600 600 600 TOTAL/Kg Pasta Cárnica ($)
7811.03 8358.33 8838.66

87
Concluyendo así, que la pasta más económica de elaborar es la A5 debido a
la adición de sustancias de relleno como almidón de papa y proteína de soya
que aumentan volumen disminuyendo materia prima (pulgarejo, grasa)
3.6.2. Paté
3.6.2.1. Cálculo de costo de la materia prima
El procedimiento a seguir para obtener los costos de la materia prima que se
utilizó en la elaboración del paté está determinado por los balances de
materias realizados anteriormente.
Ø Costos de materia prima para el Paté: en las Tablas 26, 27 y 28 se
observa los cálculos que se elaboraron para producir 1 Kg de pate A5, B5 y
C5.
Tabla 26. Cálculo para producir 1 Kg de Paté A5
INGREDIENTES CANTIDAD (g) COSTO (Kg) % COSTO TOTAL Pasta cárnica 100 4028.70 10 402.87 Hígado 250 1100 25 275 Grasa 400 1000 40 400 Sal 18 680 1.8 12.24 Nitrito 0.2 6000 0.02 1.2 Eritorbato 2 16000 0.2 32 Fosfato 4 4500 0.4 18 Azúcar 2 2500 0.2 5 Leche en polvo 60 8000 6 480 Ajo 2 6500 0.2 13 Cebolla 15 7000 1.5 105

88
Pimienta 2 13000 0.2 26 Sabor a cerdo 1.5 7200 0.15 10.8 Canela 0.25 18000 0.025 4.5 Clavo 0.25 28000 0.025 7 Nuez moscada 1 25000 0.1 25 Genjibre 4 26000 0.4 104 Agua 137.8 1.53 13.78 0.000211
TOTAL PARA 1 Kg 1921.611
Tabla 27. Cálculo para producir 1 Kg de Paté B5
INGREDIENTES CANTIDAD (g) COSTO (Kg) % COSTO TOTAL Pasta cárnica 100 4576.0084 10 457.60 Hígado 250 1100 25 275 Grasa 209.2 1000 40 209.2 Sal 18 680 1.8 12.24 Nitrito 0.2 6000 0.02 1.2 Eritorbato 2 16000 0.2 32 Fosfato 4 4500 0.4 18 Azúcar 2 2500 0.2 5 Leche en polvo 60 8000 6 480 Ajo 2 6500 0.2 13 Cebolla 15 7000 1.5 105 Pimienta 2 13000 0.2 26 Sabor a cerdo 1.5 7200 0.15 10.8 Canela 0.25 18000 0.025 4.5 Clavo 0.25 28000 0.025 7 Nuez moscada 1 25000 0.1 25 Genjibre 4 26000 0.4 104 Agua 137.8 1.53 13.78 0.000211
TOTAL PARA 1 Kg 1785.54

89
Tabla 28. Cálculo para producir 1 Kg de Paté C5
INGREDIENTES CANTIDAD (g) COSTO (Kg) % COSTO TOTAL Pasta cárnica 100 4576.0084 10 457.60 Hígado 250 1100 25 275 Grasa 232.7 1000 40 232.7 Sal 18 680 1.8 12.24 Nitrito 0.2 6000 0.02 1.2 Eritorbato 2 16000 0.2 32 Fosfato 4 4500 0.4 18 Azúcar 2 2500 0.2 5 Leche en polvo 60 8000 6 480 Ajo 2 6500 0.2 13 Cebolla 15 7000 1.5 105 Pimienta 2 13000 0.2 26 Sabor a cerdo 1.5 7200 0.15 10.8 Canela 0.25 18000 0.025 4.5 Clavo 0.25 28000 0.025 7 Nuez moscada 1 25000 0.1 25 Genjibre 4 26000 0.4 104 Agua 137.8 1.53 13.78 0.000211
TOTAL PARA 1 Kg 1833.57
Se determino que la elaboración de los pates es económica para su
utilización en la industria cárnica pero teniendo en cuenta los costos de las
tablas anteriores el paté más económico de elaborar fue el B5 ya que dentro
de su formulación se adiciono menos cantidad de grasa respecto al A5 y al
C5,
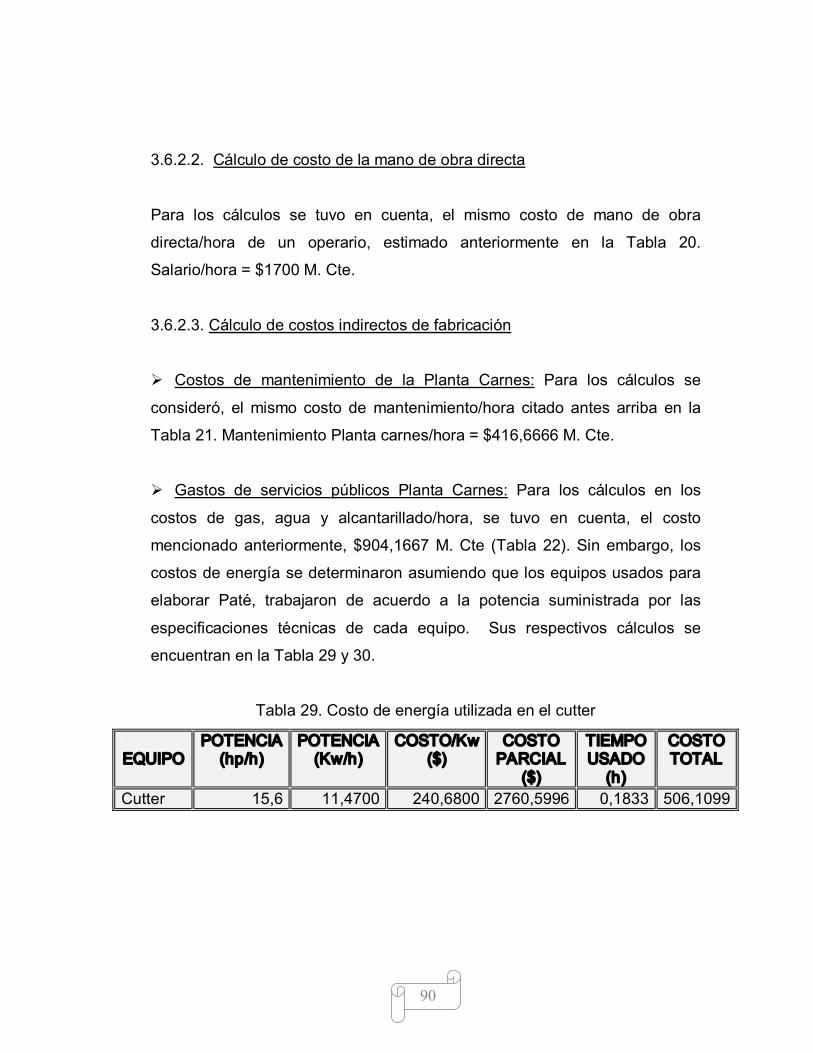
90
3.6.2.2. Cálculo de costo de la mano de obra directa
Para los cálculos se tuvo en cuenta, el mismo costo de mano de obra
directa/hora de un operario, estimado anteriormente en la Tabla 20.
Salario/hora = $1700 M. Cte.
3.6.2.3. Cálculo de costos indirectos de fabricación
Ø Costos de mantenimiento de la Planta Carnes: Para los cálculos se
consideró, el mismo costo de mantenimiento/hora citado antes arriba en la
Tabla 21. Mantenimiento Planta carnes/hora = $416,6666 M. Cte.
Ø Gastos de servicios públicos Planta Carnes: Para los cálculos en los
costos de gas, agua y alcantarillado/hora, se tuvo en cuenta, el costo
mencionado anteriormente, $904,1667 M. Cte (Tabla 22). Sin embargo, los
costos de energía se determinaron asumiendo que los equipos usados para
elaborar Paté, trabajaron de acuerdo a la potencia suministrada por las
especificaciones técnicas de cada equipo. Sus respectivos cálculos se
encuentran en la Tabla 29 y 30.
Tabla 29. Costo de energía utilizada en el cutter
EQUIPO POTENCIA
(hp/h) POTENCIA (Kw/h)
COSTO/Kw ($)
COSTO PARCIAL
($)
TIEMPO USADO (h)
COSTO TOTAL
Cutter 15,6 11,4700 240,6800 2760,5996 0,1833 506,1099

91
Tabla 30. Costo del empaque utilizado en el Paté
EMPAQUE COSTO/m ($)
CANTIDAD UTILIZADA/Kg
(m) COSTO
TOTAL ($) Fibra Alifal® 900 1,5 1350
Finalmente, el costo total de producción se realizó teniendo en cuenta que 1
Kg de paté se elaboró en ½ hora; y esta dado por la siguiente fórmula:
Costo total de producción = costo de materia prima + costo de mano obra directa + costos indirectos de fabricación
Por lo tanto, el costo total de producción para los pates A5, B5 y C5 se
determino en la Tabla 31.
Tabla 31. Costo total de producción para los Patés
COSTOS ($) PATÉ A5 PATÉ B5 PATÉ C5 Materia prima 1921.61 1785.54 1833.57 Mano de obra directa 850 850 850 Mantenimiento planta 208.33 208.33 208.33 Gas 87.5 87.5 87.5 Agua y alcantarillado 364.58 364.58 364.58 Energía 253.05 253.05 253.05 Empaque 1350 1350 1350 TOTAL/ 1Kg Paté ($) 5035.0759 4899.0059 4947.0422
Concluyendo así, que la elaboración de los pates es económica para su
utilización en la industria cárnica pero teniendo en cuenta los costos de la
tabla el paté mas económico de elaborar fue el B5 ya que dentro de su
formulación se adiciono menos cantidad de grasa respecto al A5 y al C5.

92
3.7. ANALISIS ESTADISTICO
El análisis estadístico se determino mediante: análisis de varianza, con el
cual se evaluó si hubo diferencia significativa entre las medias y la prueba de
Duncan evaluó la diferencia de discriminación, donde se observó la
asociación entre los tres (3) patés elaborados y las cinco (5) características
de referencia. En la Tabla 32 se observan los resultados.
Tabla 32. Resultados del Análisis estadístico
Paté A Paté B Paté C P < 0.05
Aspecto Externo 3.07 +/ 0.24 2.65 +/ 0.21 3.37 +/ 0.19 0.0675
Color 2.07 +/ 0.11 2 +/ 0.11 2.35 +/ 0.11 0.0809
Consistencia 2.52 +/ 0.15 b 2.62 +/ 0.16 b 3.15 +/ 0.17 a 0.0167
Aroma 2.2 +/ 0.11 2.17 +/ 0.11 2.17 +/ 0.11 0.9848
Sabor 2.87 +/ 0.22 3.05 +/ 0.22 3.45 +/ 0.23 0.1936
Promedio +/ Error estándar; el promedio es el resultado de 40 replicas por tratamiento. a,b, letras diferentes en sentido horizontal expresan diferencias estadísticamente significativas (P<0.05) Duncan.
Ø Aspecto externo
Ho= Evidencia para afirmar que un tratamiento es igual.
H1= Evidencia para afirmar que uno de los tratamientos se comporta
diferente.
P > 0.05: No hay diferencias estadísticamente significativas.
Según los resultados estadísticos (Anexo L) no hay diferencias
estadísticamente significativas, sin embargo, teniendo en cuenta, la
93
diferencia entre las medias de los tres (3) patés y la probabilidad, se observó
que a la población encuestada le gustó el aspecto externo referente al paté
C5.
Ø Color
Ho= Evidencia para afirmar que un tratamiento es igual.
H1= Evidencia para afirmar que uno de los tratamientos se comporta
diferente.
P > 0.05: No hay diferencias estadísticamente significativas.
Según los resultados estadísticos (Anexo M) no hay diferencias
estadísticamente significativas, sin embargo, teniendo en cuenta, la
diferencia entre las medias de los tres (3) patés y la probabilidad, se observó
que a la población encuestada le es indiferente el color de los patés; es decir
para la gran población no le importa el color si no el sabor y aroma.
Ø Consistencia
Ho= Evidencia para afirmar que un tratamiento es igual.
H1= Evidencia para afirmar que uno de los tratamientos se comporta
diferente.
P < 0.05: Si hay diferencias estadísticamente significativas.
Según los resultados estadísticos (Anexo N) se observó que si hubo
diferencias estadísticamente significativas, debido a que la probabilidad se
encuentra menor a 0.05, lo que indicó en la Prueba de Duncan, que el paté
A5 y B5 son estadísticamente iguales, pero, estadísticamente diferentes del

94
paté C5; dado que presentaba una consistencia buena, no blanda y no
presentaba separaciones de grasa ni grumos.
Ø Aroma
Ho= Evidencia para afirmar que un tratamiento es igual.
H1= Evidencia para afirmar que uno de los tratamientos se comporta
diferente.
P > 0.05: No hay diferencias estadísticamente significativas.
Según los resultados estadísticos (Anexo O) no hay diferencias
estadísticamente significativas, siendo el rango de la característica evaluada
estándar, para los tres (3) patés, es decir, ninguno mostró una significancia
mas alta que la otra.
Ø Sabor
Ho= Evidencia para afirmar que un tratamiento es igual.
H1= Evidencia para afirmar que uno de los tratamientos se comporta
diferente.
P > 0.05: No hay diferencias estadísticamente significativas.
Según los resultados estadísticos (Anexo P) no hay diferencias
estadísticamente significativas, sin embargo, se observó una aumento en la
media del paté C5, lo que indicó, que es la significancia más alta referente al
puntaje que se evaluó “5” lo que demostró que el paté C5 es el mejor y el
que más llamo la atención.
95
4. DESCRIPCIÓN Y ESPECIFICACIÓN DE EQUIPOS Y EMPAQUES
4.1. DESCRIPCIÓN DE LOS EQUIPOS Y EMPAQUES
4.1.1. Molino
El molino se utilizó para reducir de tamaño el Pulgarejo y la grasa
adicionadas a las pastas cárnicas. Las características principales que tiene el
molino de la Universidad de la Salle son: totalmente en acero inoxidable de
alta calidad, de alta potencia y solidez, consta de una boca extraíble, un
reductor de engranajes de acero en baño de aceite, un protector térmico para
el motor, un interruptor de seguridad, un cabezal de corte completo en acero
inoxidable de alta calidad, una bandeja superior con rejilla para protección de
manos para evitar accidentes, una maza de empuje y una llave extractora de
sinfín. Tiene un sistema de corte cuádruple 2 cuchillas de cuatro o más
hojas para su eficiente accionamiento, discos con perforaciones de diferentes
diámetros para controlar el tamaño de las partículas molidas. Los rangos
para los diámetros de perforación son de 5 – 12 milímetros, para el molido
grueso y para triturar carne congelada, de 2 – 5 milímetros se usan para
moler carne no congelada y obtener un molido medio, y los de menos de 4
milímetros se usan para el refinado de carne ya que ha sido triturada con
discos de mayor diámetro. (Anexo Q)
4.1.2. Cutter
“En la Cutter se produce el proceso simultaneo de picado y amasado. La
Cutter mas sencilla se compone de un plato giratorio el cual gira sobre un
eje, y de un juego de cuchillas. Las cuchillas están dispuestas de tal manera

96
que el nivel de cortado presenta una superficie radial a partir del eje del
plato. La velocidad de corte de las cuchillas de la Cutter es de 25 m/s.” 36
El cutter de la Universidad de la Salle es de “Construcción robusta totalmente
en acero inoxidable, consta de una sólida artesa en fundición de acero
inoxidable de gran espesor, alta velocidad de cuchillas, 2 motores
independientes de 2 velocidades cada uno comandados por contactores,
cuadro eléctrico estanco a 24 V, freno automático de cuchillas, reles térmicos
guardamotor, cabezal desmontable de 6 cuchillas y anillos de compensación
para instalar 3, Termómetro masa digital, tapa antisonora abatible de plástico
con disminución CE de la velocidad rápida de las cuchillas al abrir, fondo de
la máquina cerrado, fácil limpieza. Se puede tener la opción de Velocidad
lenta de amasado con cuchillas en dos sentidos y un brazo extractor
motorizado (K80).” 37 (Anexo Q)
4.1.3. Mezcladora
Se empleó para mezclar las materias primas de las formulaciones de las
pastas cárnicas obteniendo pastas homogéneas. Es un equipo robusto
elaborado en acero inoxidable, consta de una rejilla de protección, brazo
mezclador con aspas, botón de velocidades, tina de recepción y mezclado.
Logra excelente ligazón en las masas, procesa masas blandas y duras y
presenta recipiente volcable para descarga. (Anexo Q).
36 WIRTH, F et al. Tecnología de los embutidos escaldados. Editorial Acribia, S.A. Zaragoza – España. 1992 Pág. 109. 37 Disponible en: http://www.talsa.net.com
97
4.1.4. Embutidora
Se usó para embutir la pasta cárnica terminada en fibrosa. Es un equipo
totalmente elaborado en acero inoxidable y su funcionamiento se basa en un
sistema hidráulico. Se coloca en marcha por mando de un rodillo de manejo
suave parando automáticamente la salida de la pasta al dejar de presionar
por retroceso hidrostático del pistón. Dispone de un control de regulación de
presión y velocidad de salida de la carne para adaptarla a cualquier tipo y
calibre de embudo. Consta de: Cilindro para almacenar la masa preparada,
embolo de empuje, pistón o cono de empuje para presionar la masa hacia la
salida, embudos intercambiables de acuerdo al diámetro del empaque y tipo
de masa. Los diámetros pueden ser de 37, 27, 17 y 10 milímetros. (Anexo Q)
4.1.5. Tanque de escaldado
Se utilizó para la cocción de embutidos a altas temperaturas lo que permite la
inactivación de microorganismos. El tanque de escaldado de la Universidad
de la Salle es totalmente fabricado en acero inoxidable. Consta de un tanque
grande a su vez dividido en dos tanques, cada uno con una capacidad de 70
litros, sus medidas son: de largo 1.10 m, de ancho 71 cm y de alto 39 cm.
Cada tanque consta de una salida de agua para su posterior evacuación. El
sistema de calefacción es a gas, mediante una base en acero inoxidable que
contiene cuatro fogones largos cada uno con su válvula de cierre. Las
medidas de la base son: de alto 32 cm, de ancho 54 cm y de largo 90 cm.
(Anexo Q)

98
4.1.6. Fibrosa
Se usó como empaque para embutir las pastas cárnicas. La fibrosa que se
empleó consta de una capa, su resistencia mecánica es muy alta, no es
sellable, se puede presentar en varios colores, su presentación es tubular y
viene en varios diámetros desde 48 mm hasta 119 mm; dentro de sus
funciones se permite el clipeado manual y automático, la refrigeración, el
ahumado, la cocción con vapor y tanque de escaldado, la congelación y
algunos procesos con sistema de microondas.
Sus ventajas son:
Ø Impedir el paso de microorganismos a través de su estructura;
Ø Excelente resistencia mecánica, ideal para procesos de embutido manual
y automático;
Ø Mejoras en la presentación de los productos exhibidos al público,
aumentando su aceptación y comercialización;
Ø Alta resistencia a una gran cantidad de sustancias químicas.
Para ser usado en la industria cárnica como funda para embutidos
moldeados, los cortes o las orugas deberán ser hidratados durante 30
minutos a una temperatura entre 37ºC 49ºC. La funda elegida debe ser
estrictamente la recomendada para el molde que se utilizará para la cocción
del producto. Para cerrar la funda se debe usar un clip metálico que
corresponda al tamaño y al proceso que se llevará a cabo. El material debe
almacenarse según lo exigido por la ley vigente acerca del almacenaje de
materias primas alimentarías (Decreto 3075 de diciembre 27 de 1997,
INVIMA). Sus usos más frecuentes son en Salchichones, Cerveceros,
Salamis, Mortadelas, Pastel de verduras, Productos ahumados y
Jamonadas.

99
4.1.7. Fibra alifal®
“Alifal es la marca registrada de Alico S.A. para fundas fabricadas a partir de
diversas poliamidas. Su principal aplicación esta en el área cárnica y de los
derivados cárnicos especialmente en la industria de los embutidos. El Alifan
es ampliamente utilizado para el embutido de salchichones, mortadelas,
jamonadas, jamones, bolognas, cerveceros, salamis, patés, carnes
adobadas y demás productos típicos de la industria cárnica. El alifan se
caracteriza por: Tener una excelente barrera a los agentes externos como
contaminantes, bacterias, hongos, luz y otros elementos, posee una
excelente barrera a las grasas, oxígeno, vapor de agua y otros gases, La
estabilidad del material garantiza una perfecta presentación del producto
libre de arrugas, su resistencia del material y el perfecto control de diámetro
de la funda, son garantía de excelente uniformidad y adherencia al material
embutido, con la impermeabilidad del material se logran procesos con
ausencia de pérdida de peso, las materias primas utilizadas tienen
aprobación FDA y norma europea para contacto con alimentos, los
productos embutidos en Alifan pueden ser cortados en tajadoras
convencionales, la funda permite ser retirada fácilmente del producto,
además; El Alifan resiste temperaturas de pasteurización, esterilización
congelación y ultracongelación, es elaborado en monocapas o multicapas de
acuerdo con las necesidades del cliente y su presentación final puede ser en
rollos, cortes individuales o corrugado de acuerdo con las necesidades
específicas de cada cliente”. 38
38 ALICO S. A. Fichas Técnicas de Empaques. 2006

100
4.2. ESPECIFICACIONES TÉCNICAS DE LOS EQUIPOS Y EMPAQUES
Las especificaciones técnica se encuentran en las fichas 1, 2, 3, 4, 5, 6 y 7.
Ficha 1. Especificación técnica del molino
MOLINO CARACTERÍSTICAS ESPECIFICACIONES
Marca Ortega Modelo P32 Capacidad 350 400 Kg/h Fuente de Energía Eléctrica Motor 2 HP Monofásico Revoluciones 1800 rpm Voltaje 220 v Peso 51 Kg
Ficha 2. Especificación técnica del cutter
CUTTER CARACTERÍSTICAS ESPECIFICACIONES
Marca Talsa S. A Capacidad Máxima 50 L Capacidad Mínima Aprox/. 7 Kg Peso Neto aprox./. 600 Kg
HP 11.3 / 15.6 HP Potencia Total KW 8.31 / 11.47 KW
MÁQUINA Ancho 750 mm Largo 1135 mm Alto 1115 mm
ARTESA Volumen Artesa 50 L Capacidad Carne Artesa Aprox/. 737 Kg Motor 0.38 / 0.55 HP
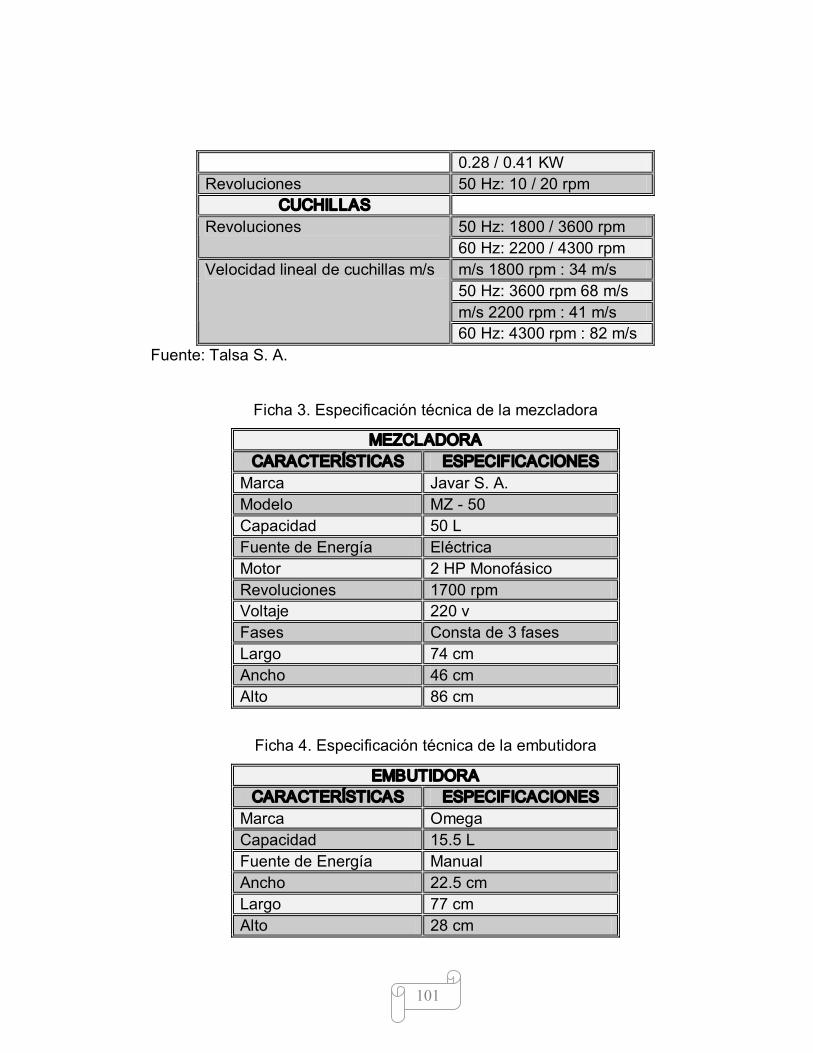
101
0.28 / 0.41 KW Revoluciones 50 Hz: 10 / 20 rpm
CUCHILLAS 50 Hz: 1800 / 3600 rpm Revoluciones 60 Hz: 2200 / 4300 rpm m/s 1800 rpm : 34 m/s 50 Hz: 3600 rpm 68 m/s m/s 2200 rpm : 41 m/s
Velocidad lineal de cuchillas m/s
60 Hz: 4300 rpm : 82 m/s Fuente: Talsa S. A.
Ficha 3. Especificación técnica de la mezcladora
MEZCLADORA CARACTERÍSTICAS ESPECIFICACIONES
Marca Javar S. A. Modelo MZ 50 Capacidad 50 L Fuente de Energía Eléctrica Motor 2 HP Monofásico Revoluciones 1700 rpm Voltaje 220 v Fases Consta de 3 fases Largo 74 cm Ancho 46 cm Alto 86 cm
Ficha 4. Especificación técnica de la embutidora
EMBUTIDORA CARACTERÍSTICAS ESPECIFICACIONES
Marca Omega Capacidad 15.5 L Fuente de Energía Manual Ancho 22.5 cm Largo 77 cm Alto 28 cm

102
Ficha 5. Especificación técnica del tanque de escaldado
TANQUE DE ESCALDADO CARACTERÍSTICAS ESPECIFICACIONES
Capacidad 140 L Fuente de Energía A Gas
MEDIDAS DEL TANQUE Ancho 71 cm Largo 1,10 cm Alto 28 cm
MEDIDAS DE LA BASE Ancho 54 cm Largo 90 cm Alto 32 cm
Ficha 6. Especificación técnica de la fibrosa
EMPAQUE PASTAS CÁRNICAS (FIBROSA) BARRERAS
Oxígeno O2 Baja Dióxido de Carbono CO2 Baja Nitrógeno N2 Baja Vapor de Agua Baja Aromas y Sabores Baja Grasas Media
Fuente: Alico S. A.
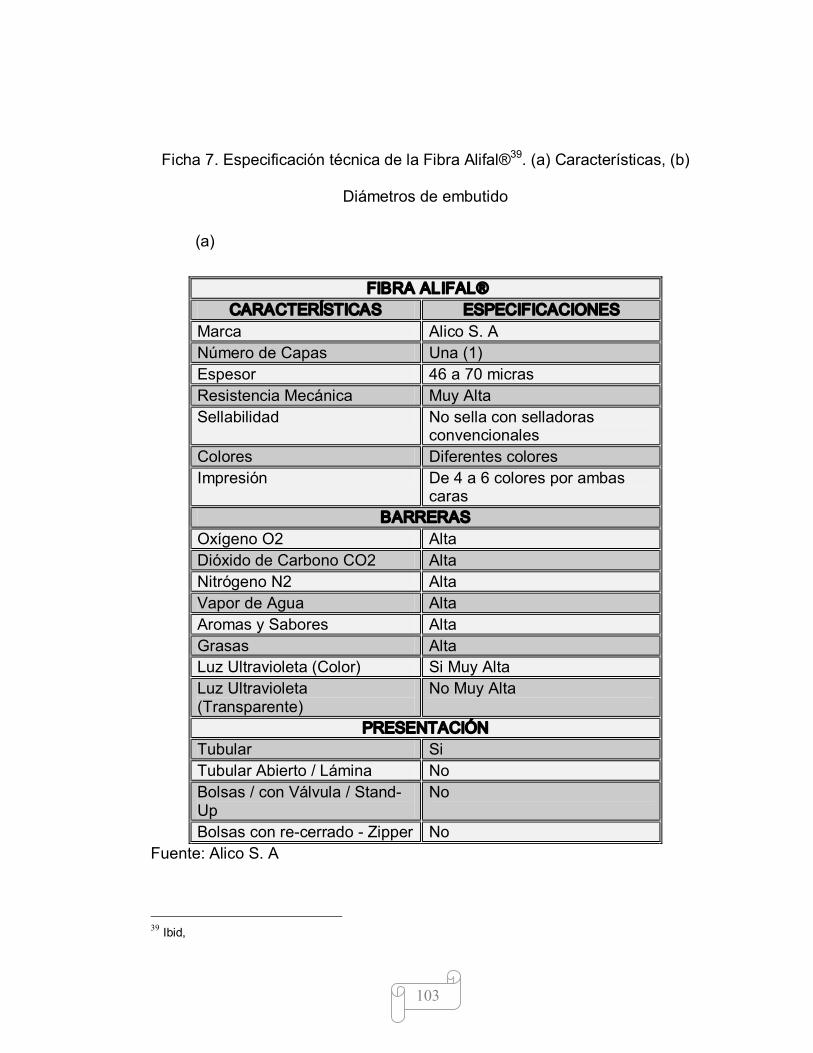
103
Ficha 7. Especificación técnica de la Fibra Alifal® 39 . (a) Características, (b)
Diámetros de embutido
(a)
FIBRA ALIFAL® CARACTERÍSTICAS ESPECIFICACIONES
Marca Alico S. A Número de Capas Una (1) Espesor 46 a 70 micras Resistencia Mecánica Muy Alta Sellabilidad No sella con selladoras
convencionales Colores Diferentes colores Impresión De 4 a 6 colores por ambas
caras BARRERAS
Oxígeno O2 Alta Dióxido de Carbono CO2 Alta Nitrógeno N2 Alta Vapor de Agua Alta Aromas y Sabores Alta Grasas Alta Luz Ultravioleta (Color) Si Muy Alta Luz Ultravioleta (Transparente)
No Muy Alta
PRESENTACIÓN Tubular Si Tubular Abierto / Lámina No Bolsas / con Válvula / Stand Up
No
Bolsas con recerrado Zipper No Fuente: Alico S. A
39 Ibid,

104
(b)
DIÁMETROS DE EMBUTIDO DEL ALIFÁN
Ancho Plano (mm)
Ø Embutido (mm)
Ancho Plano (mm)
Ø Embutido (mm)
50 35 90 64 56,5 40 94 67 60 42 143 101 65 46 154 109 68 48 170 120 70 49 180 127 75 53 190 134 80 57 220 155 84 60 250 178 87 62
Fuente: Alico S. A

105
CONCLUSIONES
Ø Se estableció que dentro de las operaciones unitarias del proceso de
elaboración de las pastas cárnicas era necesario el ESCALDADO de
éstas, para reducir al máximo la actividad microbiana.
Ø Se comprobó que el calor específico del Pulgarejo es igual que al de la
carne fresca de res, dado que el valor obtenido según los cálculos
realizados es 3,43 kj/kg°C.
Ø Se determinó que la Proteína Concentrada de Soya no es suficiente
para ligar la proteína, la grasa y el agua, en el proceso de escaldado
de las pastas cárnicas; presentándose defectos como: exudación de
agua y grasa, y disminución en el rendimiento de producción.
Ø Se comprobó que el almidón de papa al (10%) junto con la Proteína
de Soya (35%) aportaron las mejores características en la calidad de
ligazón de las materias primas de las pastas cárnicas finales (A5, B5 y
C5).
Ø Se observó que las mayores mermas que se presentaron en la
elaboración de las pastas cárnicas A5, B5 y C5, fueron en el proceso
de molido de la carne y la grasa con un 8.28% y 38% en su totalidad
respectivamente. Debido a que, tanto el Pulgarejo como la grasa
contienen fibras demasiado gruesas que no alcanzaban a ser molidas
en su totalidad quedando enredadas en el tornillo y en las cuchillas del
equipo.

106
Ø Se dedujo que el paté que más ganancias adquirió durante el proceso
de cutteado fue el B5 con un 23.57% dado que, dentro de su
elaboración absorbió más cantidad de agua.
Ø Se observo que el paté que mas perdidas tuvo fue el B5 con un 10%
debido a que la maquina quedo mal cerrada y la pasta se disperso por
otros orificios diferentes a la boquilla de embutido.
Ø Se determinó que en el embutido cada pasta A5, B5 y C5 transmitió
calor por valor de 2.5725, 2.5725 y 2.744 Kj respectivamente; en el
escaldado se necesitó 439.8975 Kj para elevar la temperatura del
punto frío de la pasta cárnica de 15°C a 72°C, y en el choque térmico
se necesitó 401.31 Kj para enfriar las pastas cárnicas de 72°C a
20°C.
Ø Se determinó que el calor adquirido por los patés en la operación de
cutteado fue de 5.9188, 5.551 y 5.7123 Kj respectivamente, dado que
en esta operación no se requirió de tanto gasto de calor; y para el
embutido fue de 3.43 Kj para los tres pates ya que la materia prima
que entro a embutir fue sobre una base de cálculo de 1 kg.
Ø Se estableció mediante una prueba de aceptación, que el paté más
aceptado por la población encuestada, hizo referencia al paté C5, ya
que presentó las mejores características en cuanto a: aspecto externo,
color, consistencia, aroma y sabor, comprobando el grado de
aceptabilidad y preferencia de éste por los consumidores.

107
RECOMENDACIONES
Ø Ampliar el estudio de reestructuración de carnes de diferentes
subproductos beneficiados de la res, con el fin, de aumentar el valor
de estos recortes y, por consiguiente, incrementar la utilización de la
canal, siendo este un campo de gran potencial en la elaboración de
embutidos.
Ø Sería interesante continuar con el proyecto realizando el estudio de
factibilidad para la puesta en marcha de la empresa, ya que la pasta
cárnica a base de Pulgarejo solventaría una necesidad nutricional y
económica primordial para el consumidor, ya que actualmente, adquirir
carne fresca y sus derivados resulta muy costoso. Por lo tanto, es
indispensable conseguir productos ricos en proteínas y de bajo costo,
como las pastas cárnicas.
108
BIBLIOGRAFÍA
Ø ACEVEDO SÁNCHEZ, Adriana y CASTRO MANOSALVA, Lida Juliana.
Desarrollo y Elaboración de Génova y Chorizo Cóctel con Carne de
Conejo. Universidad de la Salle. Facultad de Ingeniería de Alimentos.
Bogotá, Colombia. 2004. P. 59, 60, 115,
Ø ALICO S. A. Fichas Técnicas de Empaques. 2006
Ø CARBALLO, Berta, et al. Tecnología de la carne y de los productos
cárnicos. Ediciones Mundi prensa y A. Madrid Vicente. 2001. p. 144 –
146.
Ø DURAND, Paule. Tecnología de los productos de charcutería y
salazones. Editorial Acribia, S.A. Zaragoza (España). 2002. Pág. 193 –
197.
Ø ENCICLOPEDIA MICROSOFT ® Encarta ® 2003. Mezcla. © 19932002
Microsoft Corporation.
Ø FOUST, Alan; et al. Principios de Operaciones Unitarias. Compañía
Editorial Continental S.A. 2001. P. 18
Ø GARCÍA, Oscar León. Administración Financiera. Fundamentos de
Aplicaciones. Tercera Edición. Prensa Moderna impresores S. A. Cali,
Colombia. 2000. p. 157 165

109
Ø GARTZ, Richard. Ingeniero Bioquímico – Director Técnico Tecnas. En su
conferencia ADITIVOS EN LA INDUSTRIA CÁRNICA. 28.29 Y 30 de
agosto 1996.
Ø GEANKOPLIS C. J. Procesos de transporte y operaciones unitarias.
Compañía editorial continental. México. 2000.
Ø GETTY, Robert. Anatomía de los animales domésticos. Quinta Edición.
Tomo I. Editorial Masson S.A. Barcelona. 1982. P. 913
Ø GIRARD, J. P. Tecnología de la carne y de los productos cárnicos.
Editorial Acribia. Zaragoza España. 1991. p. 242.
Ø GÓMEZ DÍAZ, Joaquina. Unidad de Nutrición Clínica y Dietética. Hospital
Universitario La Paz, Madrid. Agosto 2000.
Ø INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS. Normas
Colombianas para Indústria alimentaria. Productos cárnicos procesados
no enlatados. Cuarta Actualización. Bogotá D. C., ICONTEC, 1998 NTC
1325
Ø LÓPEZ DE TORRE, Guillermo. CARBALLO, Berta. Manual de
Bioquímica y tecnología de la carne. España. Madrid. Vicente. 1991.
Ø MADRID VICENTE, A. y OTROS. Tecnología de la Carne y productos
Cárnicos. Ediciones MundiPrensa. 2001. P. 32, 33, 86, 87, 91, 92, 93,
94
110
Ø MC CABE, Warren, SMITH Julián y HARRIUT Meter. Operaciones
básicas de la ingeniería química. MC Graw Hill. Madrid. España. 1991.
p.977
Ø MENGANA Y MARTINEZ. Introducción a la bioquímica de la carne. De
oriente. Santiago de cuba. 1980.
Ø MIRTH, F. Tecnología de los embutidos escaldados. Editorial Acribia.
España, 1992.
Ø MONCADA, Luz Myriam. Manual Bioquímico. Universidad de la Salle.
2003. P. 21, 22, 23
Ø NESTTLÉ. Patés y Galantinas. En: Cocina y Saber. N° 20. 1989
Ø PRICE J. F. Ph.D. Ciencia de la carne y de los productos cárnicos.
Editorial Acribia, Zaragoza, España. 1994.
Ø PRODUCTOS JACOBSEN. Fichas técnicas de Aditivos. Ingeniera de
Alimentos Luz Esperanza Cantor. Jefe de producción.
Ø QUINTERO R; Johanna Pilar y RINCÓN A; Olga Yamile. Elaboración de
producto cárnico tipo pate utilizando carne de conejo. Santa fe de
Bogota, D.C. Octubre, 1996. p. 130. Trabajo de Grado (Ingeniero de
Alimentos). Universidad de la Salle. Facultad de Ingeniería de Alimentos.
Área de Productos Cárnicos.

111
Ø RODRÍGUEZ, Ballén. María Mercedes Manual Técnico de Derivados
Cárnicos II. Universidad Abierta y a Distancia UNAD, Facultad de
Ciencias Agrarias. Santa fé de Bogotá, D. C, Colombia. 2002
Ø SANTANA, S. Humberto. Industrialización de mezcla cárnica para untar.
Bogota. Universidad de los Andes. Facultad de Ingeniería Industrial.
1992.
Ø SINCLAIR, Ivés. Producción cacera de paté, terrinas y foreignas.
España. Acribia. 1985.
Ø TOVAR ROJAS, Alejandro. Guía de procesos para la elaboración de
productos cárnicos. Convenio Andrés Bello. Bogotá, Colombia. 2003. p.
14.
Ø VARNAM, Alam; SUTHERLAND, Jane. Carne y productos cárnicos.
Tecnología, Química y Microbiología. Editorial Acribia S.A. Zaragoza
(España). 1998. p. 117226
Ø VÉLEZ, Marcela. ” La obesidad de los gringos y la desnutrición en el
resto del mundo”. nº 32. noviembrediciembre de 2002. 21 de mayo de
2005.
Ø WIRTH, F et al. Tecnología de los embutidos escaldados. Editorial
Acribia, S.A. Zaragoza, España. 1992 Pág. 109.
Ø http://www.consumer.es/web/es/alimentacion/en_la_cocina/recetas/2004/
06/18/104408.php

112
Ø http://www.deslinde.org.co/Dsl32/Indice_Deslinde_32.htm.
Ø http://ideasana.fundacioneroski.es/web/es/10/escuela_2/escuela2_foie.p
df
Ø http://www.monografias.com/trabajos/alimentos/alimentos.html. 2005
Ø http://html.rincondelvago.com/compuestosquimicos_3.html. Junio, 2006
Ø http://www.science.oas.org/OEA_GTZ/LIBROS/EMBUTIDOS/cap25.htm.
2005
Ø http://www.talsa.net.com
Ø http://www.virtual.unal.edu.co/cursos/agronomia/2001819/lecciones/cap0
3/cap03_07.html. 2005
Ø http://www.virtual.unal.edu.co/cursos/agronomia/2001819/lecciones/cap0
3/cap03_04.html. 2005
Ø http://www.virtual.unal.edu.co/cursos/agronomia/2001819/lecciones/cap0
3/cap03_07.html. 2005

113
114

115
PULGAREJO

116
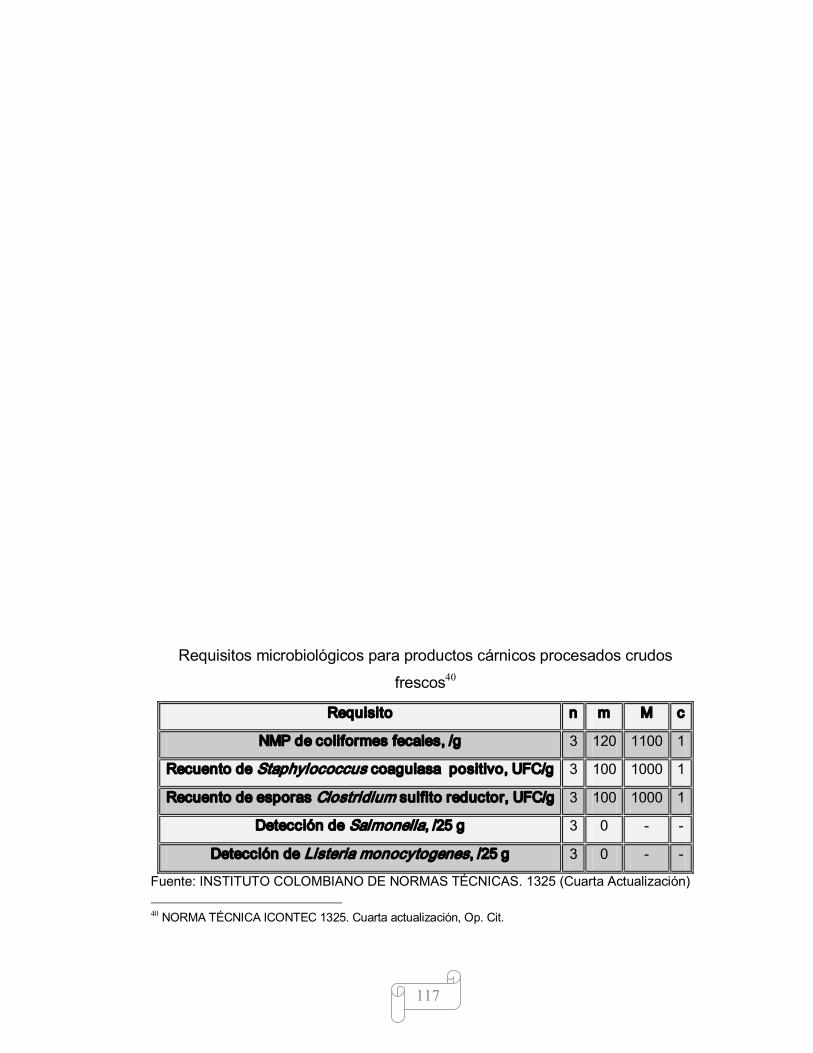
117
Requisitos microbiológicos para productos cárnicos procesados crudos
frescos 40
Requisito n m M c
NMP de coliformes fecales, /g 3 120 1100 1
Recuento de Staphylococcus coagulasa positivo, UFC/g 3 100 1000 1
Recuento de esporas Clostridium sulfito reductor, UFC/g 3 100 1000 1
Detección de Salmonella, /25 g 3 0
Detección de Listeria monocytogenes, /25 g 3 0
Fuente: INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS. 1325 (Cuarta Actualización)
40 NORMA TÉCNICA ICONTEC 1325. Cuarta actualización, Op. Cit.
118
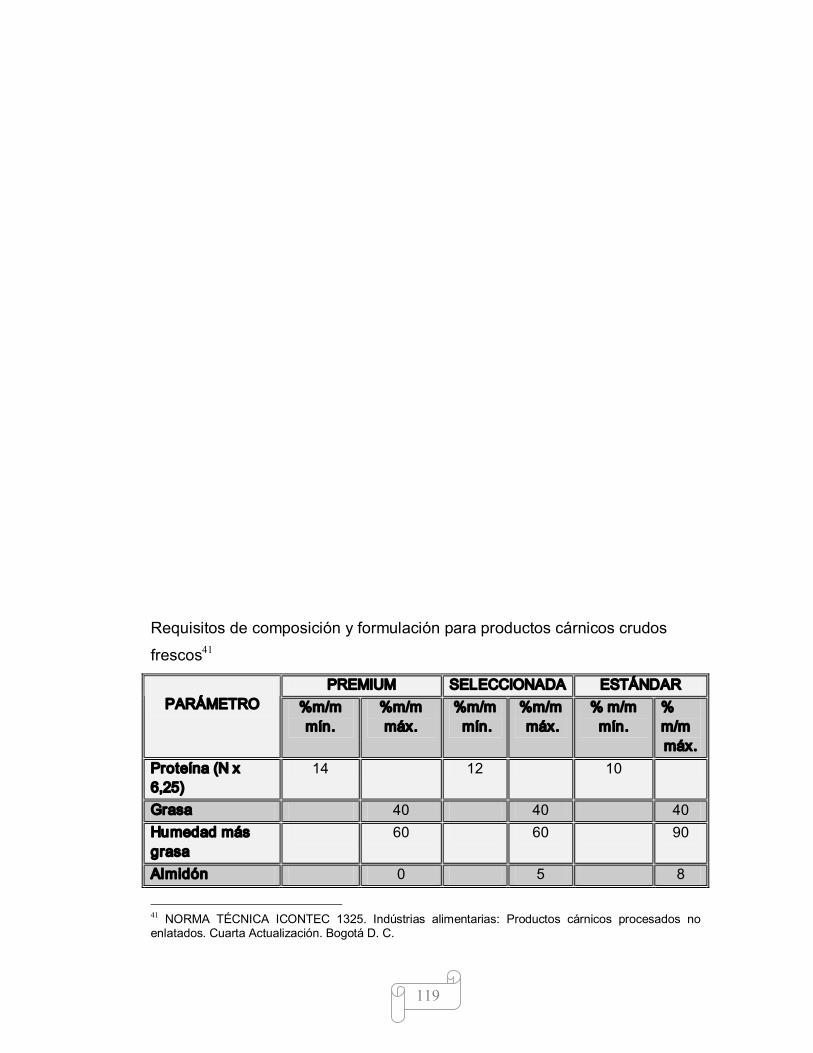
119
Requisitos de composición y formulación para productos cárnicos crudos
frescos 41
PREMIUM SELECCIONADA ESTÁNDAR PARÁMETRO %m/m
mín. %m/m máx.
%m/m mín.
%m/m máx.
% m/m mín.
% m/m máx.
Proteína (N x 6,25)
14 12 10
Grasa 40 40 40 Humedad más grasa
60 60 90
Almidón 0 5 8
41 NORMA TÉCNICA ICONTEC 1325. Indústrias alimentarias: Productos cárnicos procesados no enlatados. Cuarta Actualización. Bogotá D. C.
120
Proteína no cárnica
0 3 6
Fuente: INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS. 1325 (Cuarta Actualización)
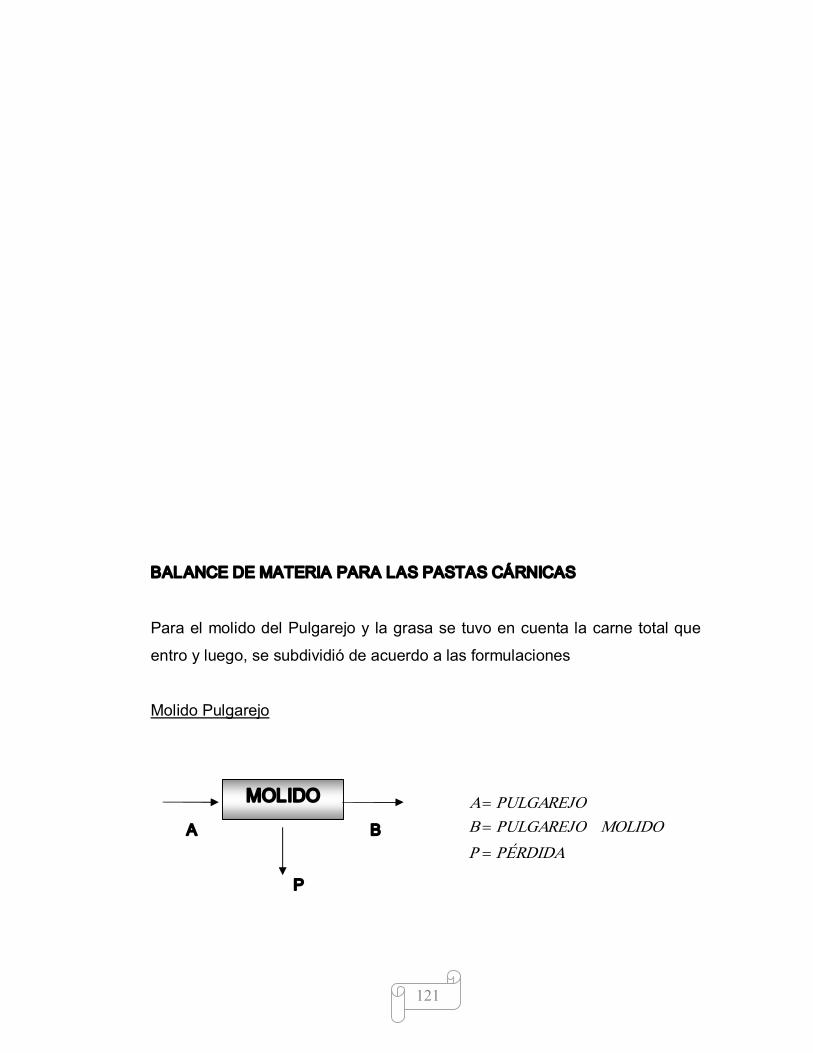
121
BALANCE DE MATERIA PARA LAS PASTAS CÁRNICAS
Para el molido del Pulgarejo y la grasa se tuvo en cuenta la carne total que
entro y luego, se subdividió de acuerdo a las formulaciones
Molido Pulgarejo
A B
P
PÉRDIDA P MOLIDO PULGAREJO B
PULGAREJO A
=
= = MOLIDO

122
Pulgarejo
% 28 . 8 % 1600 / ) 100 * 5 . 132 ( %
5 . 132 5 . 1467 1600 5 . 1467 1600
= =
= = − + =
+ =
P g g P
P g P g g P g g
P B A
Molido grasa
grasa
% 38 % 150 / ) 100 * 1 . 57 ( %
1 . 57 9 . 92 150 9 . 92 150
= =
= = − + =
+ =
P g P
P g P g g P g g
P D C
Mezclado
C D
P PÉRDIDA P SALE GRASA D ENTRA GRASA C
=
= = MOLIDO

123
Ø Pasta cárnica A5:
% 67 . 0 % 11 . 755 / ) 100 * 11 . 5 ( %
11 . 5 750 11 . 755
750 53 . 159 90 2 . 0 58 . 45 4 35 8 . 420
= =
= = −
+ = + + + + + + + = + + + + + +
P g g P
P g P g g
P g g g g g g g g P G S E N K F D B
Ø Pasta cárnica B5:
% 76 . 6 % 35 . 804 / ) 100 * 35 . 54 ( %
35 . 54 750 35 . 804
750 98 . 182 63 37 . 31 2 . 0 4 1 . 31 7 . 491
= =
= = −
+ = + + + + + + + = + + + + + +
P g g P
P g P g g
P g g g g g g g g P G S E N K F D B
Ø Pasta cárnica C5:
F K N
B
G
D
E P S
CÁRNICA PASTA G PÉRDIDAS P
PAPA ALMIDON K SOYA S AGUA E NITRATO N FOSFATO F GRASA D
MOLIDO PULGAREJO B
=
=
= = = = = = =
MEZCLADO

124
% 88 . 4 % 08 . 841 / ) 100 * 08 . 41 ( %
08 . 41 800 08 . 841
800 63 . 203 34 2 . 0 45 . 17 4 8 . 26 555
= =
= = −
+ = + + + + + + + = + + + + + +
P g g P
P g P g g
P g g g g g g g g P G S E N K F D B
Embutido
Pasta cárnica A5 Pasta cárnica B5 Pasta cárnica C5
% 4 % 750 / ) 100 * 30 ( %
30 720 750 720 750
= = =
= − + =
+ =
P g g P
P g P g g P g g
P T G
% 2 % 750 / ) 100 * 15 ( %
15 735 750 735 750
= = =
= − + =
+ =
P g g P
P g P g g P g g
P T G
% 625 . 0 % 800 / ) 100 * 5 ( %
5 795 800 795 800
= =
= = − + =
+ =
P g g P
P g P g g P g g
P T G
G T
P
PÉRDIDAS P EMBUTIDA PASTA T CÁRNICA PASTA G
=
= =
EMBUTIDO
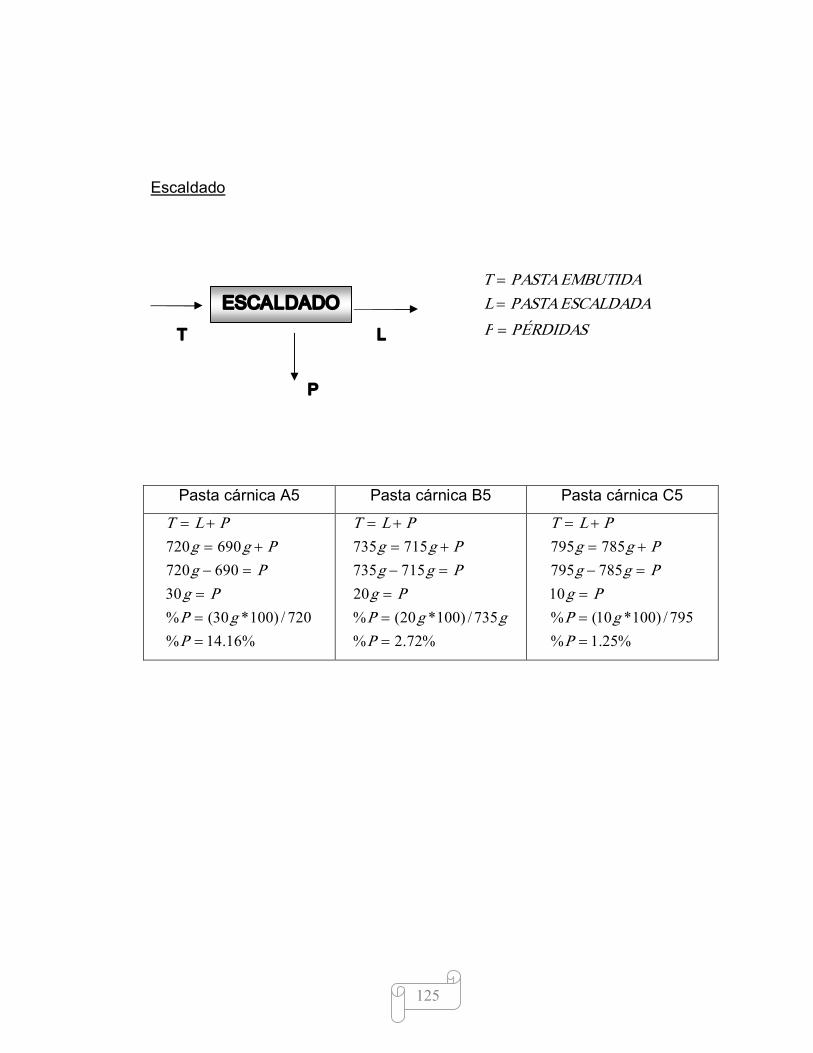
125
Escaldado
Pasta cárnica A5 Pasta cárnica B5 Pasta cárnica C5
% 16 . 14 % 720 / ) 100 * 30 ( %
30 690 720 690 720
= = =
= − + =
+ =
P g P
P g P g P g g
P L T
% 72 . 2 % 735 / ) 100 * 20 ( %
20 715 735 715 735
= = =
= − + =
+ =
P g g P
P g P g g P g g
P L T
% 25 . 1 % 795 / ) 100 * 10 ( %
10 785 795 785 795
= = =
= − + =
+ =
P g P
P g P g g P g g
P L T
T L
P
PÉRDIDAS P ESCALDADA PASTA L EMBUTIDA PASTA T
=
= =
ESCALDADO

126
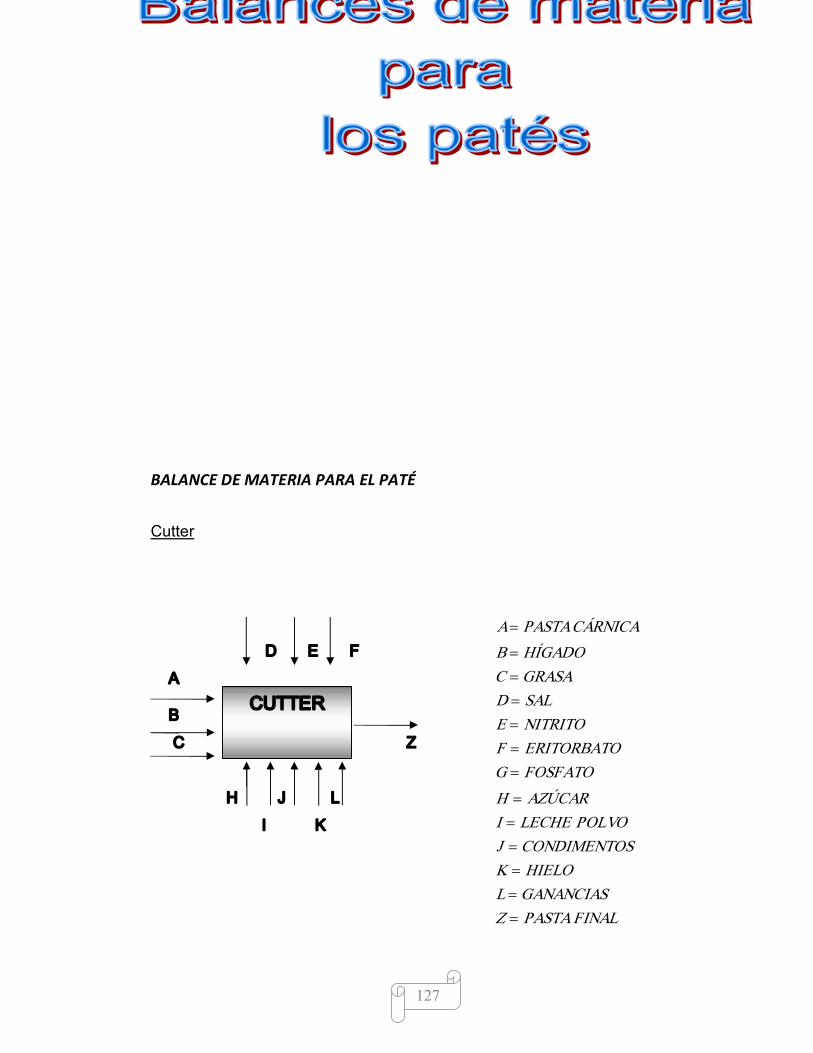
127
BALANCE DE MATERIA PARA EL PATÉ
Cutter
D E F
A
B
C Z
H J L
I K
FINAL PASTA Z GANANCIAS L HIELO K
S CONDIMENTO J POLVO LECHE I
AZÚCAR H FOSFATO G ERITORBATO F NITRITO E SAL D GRASA C HÍGADO B
CÁRNICA PASTA A
= = = = = =
= = = = = =
=
CUTTER

128
Ø Paté A5:
% 9 . 15 % 8 . 862 / ) 100 * / 2 . 137 ( %
2 . 137 8 . 862 1000 1000 8 . 862
1000 8 . 137 26 60 2 4 2 2 . 0 18 8 . 262 250 100
= =
= = −
= + = + + + + + + + + + + +
= + + + + + + + + + + +
G g g G
g L L g g L g
g L g g g g g g g g g g g Z L K J I H G F E D C B A
Ø Paté B5:
% 57 . 23 % 2 . 809 / ) 100 * 8 . 190 ( %
8 . 190 2 . 809 1000 1000 2 . 809
1000 8 . 137 26 60 2 4 2 2 . 0 18 2 . 209 250 100
= =
= = −
= + = + + + + + + + + + + +
= + + + + + + + + + + +
G g g G
g L L
g L g g L g g g g g g g g g g g
Z L K J I H G F E D C B A
Ø Paté C5:
% 09 . 20 % 7 . 832 / ) 100 * 3 . 167 ( %
3 . 167 7 . 832 1000 1000 7 . 832
1000 8 . 137 26 60 2 4 2 2 . 0 18 7 . 232 250 100
= =
= = −
= + = + + + + + + + + + + +
= + + + + + + + + + + +
G g g G
g L L g g L g
g L g g g g g g g g g g g Z L K J I H G F E D C B A
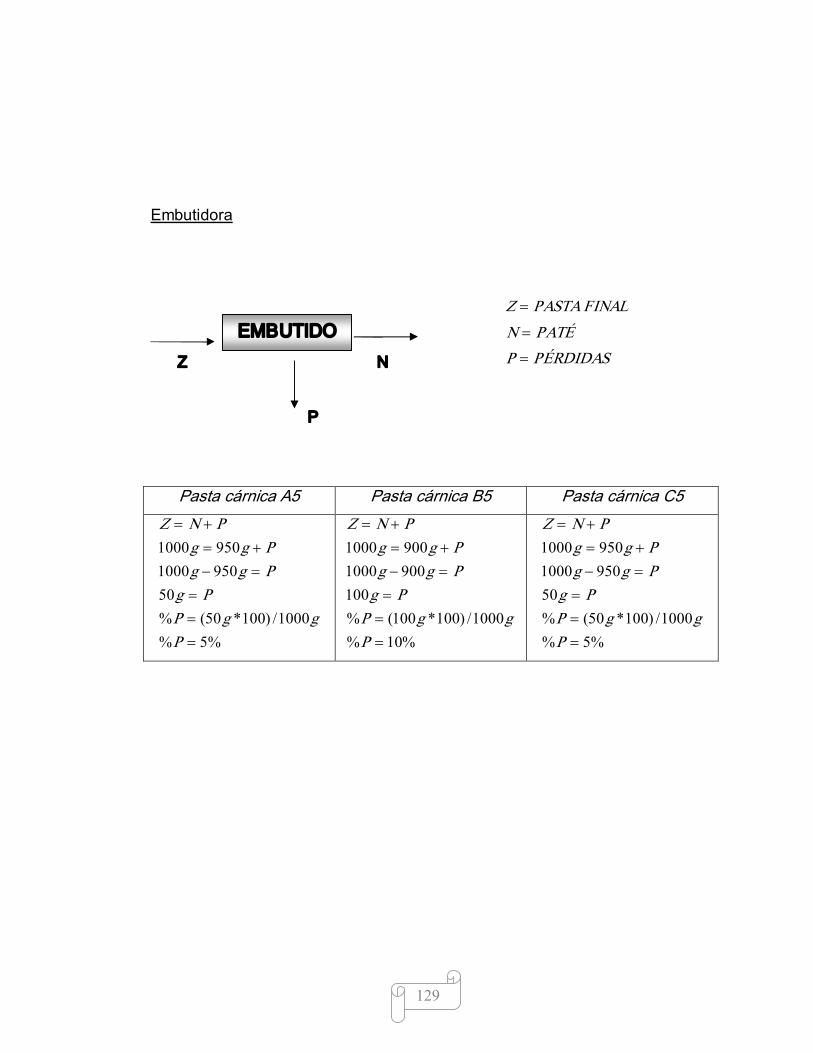
129
Embutidora
Pasta cárnica A5 Pasta cárnica B5 Pasta cárnica C5
% 5 % 1000 / ) 100 * 50 ( %
50 950 1000 950 1000
= = =
= − + =
+ =
P g g P
P g P g g P g g
P N Z
% 10 % 1000 / ) 100 * 100 ( %
100 900 1000 900 1000
= =
= = − + =
+ =
P g g P
P g P g g P g g
P N Z
% 5 % 1000 / ) 100 * 50 ( %
50 950 1000 950 1000
= = =
= − + =
+ =
P g g P
P g P g g P g g
P N Z
Z N
P
PÉRDIDAS P PATÉ N
FINAL PASTA Z
=
=
=
EMBUTIDO

130

131
BALANCE DE ENERGIA PARA LAS PASTAS CÁRNICAS
Embutidora
Ø Pasta cárnica A5:
Kwh Q Kj
Kwh kj Q
kj Q
C C Kg
Kj Kg Q
C T C T
00071 . 0 1 1000 * 6 . 3
1 * 5725 . 2
5725 . 2
) 14 15 ( * 43 . 3 * 750 . 0
º 15 2 º 14 1
=
=
=
° − °
=
= =
Ø Pasta cárnica B5:
132
Kwh Q Kj
Kwh kj Q
kj Q
C C Kg
Kj Kg Q
C T C T
00071 . 0 1000 * 6 . 3
1 * 5725 . 2
5725 . 2
) 14 15 ( * 43 . 3 * 750 . 0
º 15 2 º 14 1
=
=
=
° − °
=
= =
Ø Pasta cárnica C5:
Kwh Q Kj
Kwh kj Q
kj Q
C C Kg
Kj Kg Q
C T C T
00076 . 0 1000 * 6 . 3
1 * 744 . 2
744 . 2
) 14 15 ( * 43 . 3 * 8 . 0
º 15 2 º 14 1
=
=
=
° − °
=
= =
Escaldado
Se realizó el cálculo del balance de energía teniendo en cuenta la totalidad
de la masa escaldada, es decir; el peso total de las pastas cárnicas
elaboradas A5, B5 y C5 que es de 8100g.
Kwh Q Kj
Kwh kj Q
kj Q
C C Kg
Kj Kg Q
C T C T
1222 . 0 1000 * 6 . 3
1 * 8975 . 439
8975 . 439
) 15 72 ( * 43 . 3 * 25 . 2
º 72 2 º 15 1
=
=
=
° − °
=
= =

133
Lo cual indicó, que se necesitó 1583.631 kj para elevar la temperatura del
punto frío de la pasta cárnica de 20°C a 72°C.
Choque térmico
Kwh Q Kj
Kwh kj Q
kj Q
C C Kg
Kj Kg Q
C T C T
1114 . 0 1000 * 6 . 3
1 * 31 . 401
31 . 401
) 72 20 ( * 43 . 3 * 25 . 2
º 20 2 º 72 1
− =
− =
− =
° − °
=
= =

134

135
Balance de Energía para el Paté
) ( * ) (
* * * *
To Tf Cp m Q To Tf Cp H
H m Q H m Ep m Ec m W Q
Qp Qg
− = − = ∆
∆ = ∆ + ∆ + ∆ = −
=
Cutter
Ø Paté A5:
Kwh Q Kj
Kwh kj Q
kj Q
C C Kg
Kj Kg Q
C T C T
001644 . 0 1000 * 6 . 3
1 * 9188 . 5
9188 . 5
) 12 14 ( * 43 . 3 * 8628 . 0
º 14 2 º 12 1
=
=
=
° − °
=
= =
136
Ø Paté B5:
Kwh Q Kj
Kwh kj Q
kj Q
C C Kg
Kj Kg Q
C T C T
001541 . 0 1000 * 6 . 3
1 * 7123 . 5
7123 . 5
) 12 14 ( * 43 . 3 * 8092 . 0
º 14 2 º 12 1
=
=
=
° − °
=
= =
Ø Paté C5:
Kwh Q Kj
Kwh kj Q
Kj Q
C C Kg
Kj Kg Q
C T C T
001586 . 0 1000 * 6 . 3
1 * 7123 . 5
7123 . 5
) 12 14 ( * 43 . 3 * 8327 . 0
º 14 2 º 12 1
=
=
=
° − °
=
= =
Embutidora
Ø Paté A5, B5 Y C5

137
Kwh Q Kj
Kwh kj Q
kj Q
C C Kg
Kj Kg Q
C T C T
0009527 . 0 1 1000 * 6 . 3
1 * 43 . 3
43 . 3
) 14 15 ( * 43 . 3 * 1
º 15 2 º 14 1
=
=
=
° − °
=
= =
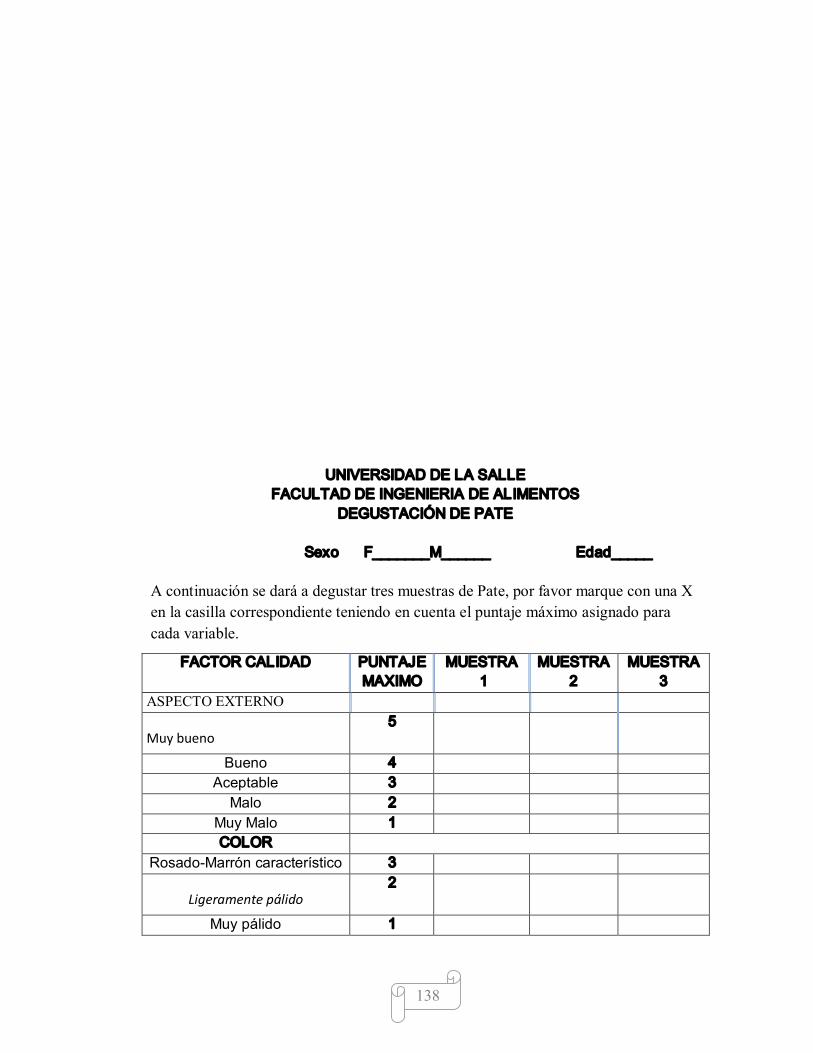
138
UNIVERSIDAD DE LA SALLE FACULTAD DE INGENIERIA DE ALIMENTOS
DEGUSTACIÓN DE PATE
Sexo F_______M______ Edad_____
A continuación se dará a degustar tres muestras de Pate, por favor marque con una X en la casilla correspondiente teniendo en cuenta el puntaje máximo asignado para cada variable.
FACTOR CALIDAD PUNTAJE MAXIMO
MUESTRA 1
MUESTRA 2
MUESTRA 3
ASPECTO EXTERNO
Muy bueno 5
Bueno 4 Aceptable 3 Malo 2
Muy Malo 1 COLOR
RosadoMarrón característico 3
Ligeramente pálido 2
Muy pálido 1
139
CONSISTENCIA Intachable, buena textura 4 Blandura o dureza excesiva 3 Separación de gelatina y
grasa 2
Ligazón deficiente 1 AROMA
Muy aromático 3 Aroma débil e insuficiente 2
Atípico 1 SABOR
Muy bueno y característico 5 Bueno 4
Aceptable 3 Algo Insípido 2
Muy débil, muy condimentado 1
140
PASTA CÁRNICA CRUDA A
PASTA CÁRNICA CRUDA B
141
PASTA CÁRNICA CRUDA C

142
PASTAS CÁRNICAS EMBUTIDAS CRUDAS A, B, C
143
TRATAMIENTO CON PROTEINA DE SOYA A

144
TRATAMIENTO CON PROTEINA DE SOYA B

145
TRATAMIENTO CON PROTEINA DE SOYA C

146

147
TRATAMIENTO CON PROTEINA DE SOYA Y ALMIDON DE PAPA A

148
TRATAMIENTO CON PROTEINA DE SOYA Y ALMIDON DE PAPA B
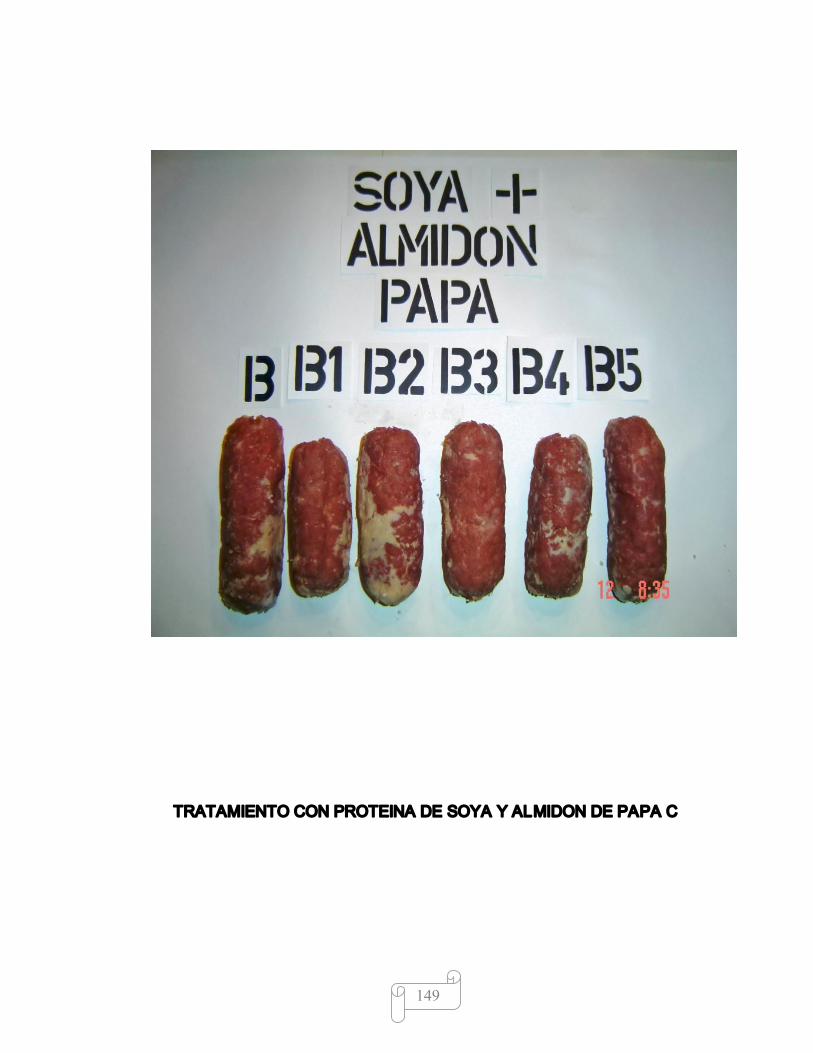
149
TRATAMIENTO CON PROTEINA DE SOYA Y ALMIDON DE PAPA C

150

151
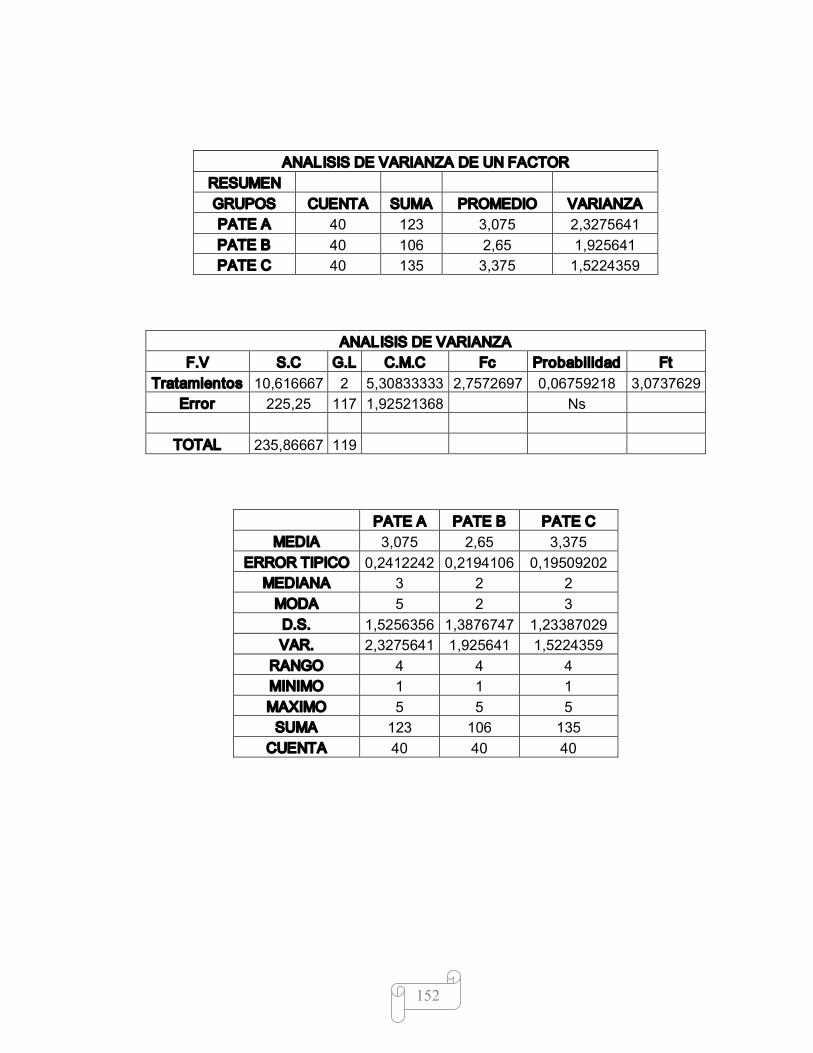
152
ANALISIS DE VARIANZA DE UN FACTOR RESUMEN GRUPOS CUENTA SUMA PROMEDIO VARIANZA PATE A 40 123 3,075 2,3275641 PATE B 40 106 2,65 1,925641 PATE C 40 135 3,375 1,5224359
ANALISIS DE VARIANZA F.V S.C G.L C.M.C Fc Probabilidad Ft
Tratamientos 10,616667 2 5,30833333 2,7572697 0,06759218 3,0737629 Error 225,25 117 1,92521368 Ns
TOTAL 235,86667 119
PATE A PATE B PATE C MEDIA 3,075 2,65 3,375
ERROR TIPICO 0,2412242 0,2194106 0,19509202 MEDIANA 3 2 2 MODA 5 2 3 D.S. 1,5256356 1,3876747 1,23387029 VAR. 2,3275641 1,925641 1,5224359
RANGO 4 4 4 MINIMO 1 1 1 MAXIMO 5 5 5 SUMA 123 106 135
CUENTA 40 40 40

153
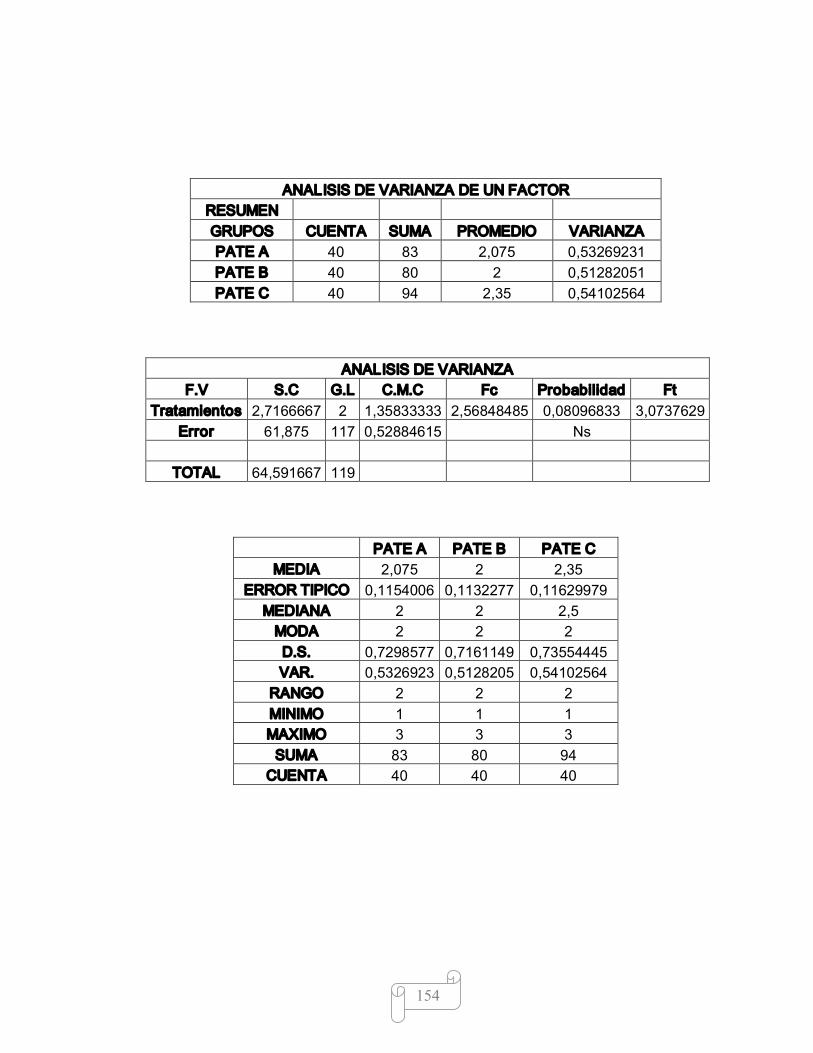
154
ANALISIS DE VARIANZA DE UN FACTOR RESUMEN GRUPOS CUENTA SUMA PROMEDIO VARIANZA PATE A 40 83 2,075 0,53269231 PATE B 40 80 2 0,51282051 PATE C 40 94 2,35 0,54102564
ANALISIS DE VARIANZA F.V S.C G.L C.M.C Fc Probabilidad Ft
Tratamientos 2,7166667 2 1,35833333 2,56848485 0,08096833 3,0737629 Error 61,875 117 0,52884615 Ns
TOTAL 64,591667 119
PATE A PATE B PATE C MEDIA 2,075 2 2,35
ERROR TIPICO 0,1154006 0,1132277 0,11629979 MEDIANA 2 2 2,5 MODA 2 2 2 D.S. 0,7298577 0,7161149 0,73554445 VAR. 0,5326923 0,5128205 0,54102564
RANGO 2 2 2 MINIMO 1 1 1 MAXIMO 3 3 3 SUMA 83 80 94
CUENTA 40 40 40

155
ANALISIS DE VARIANZA DE UN FACTOR RESUMEN GRUPOS CUENTA SUMA PROMEDIO VARIANZA PATE A 40 101 2,525 0,97371795

156
PATE B 40 105 2,625 1,06089744 PATE C 40 126 3,15 1,15641026
ANALISIS DE VARIANZA F.V S.C G.L C.M.C Fc Probabilidad Ft
Tratamientos 9,0166667 2 4,50833333 4,23844918 0,01670675 3,0737629 Error 124,45 117 1,06367521 s
TOTAL 133,46667 119
PATE A PATE B PATE C MEDIA 2,525 2,625 3,15
ERROR TIPICO 0,1560223 0,1628571 0,17003016 MEDIANA 2 3 4 MODA 2 2 4 D.S. 0,9867715 1,0299988 1,07536517 VAR. 0,973718 1,0608974 1,15641026
RANGO 3 3 3 MINIMO 1 1 1 MAXIMO 4 4 4 SUMA 101 105 126
CUENTA 40 40 40
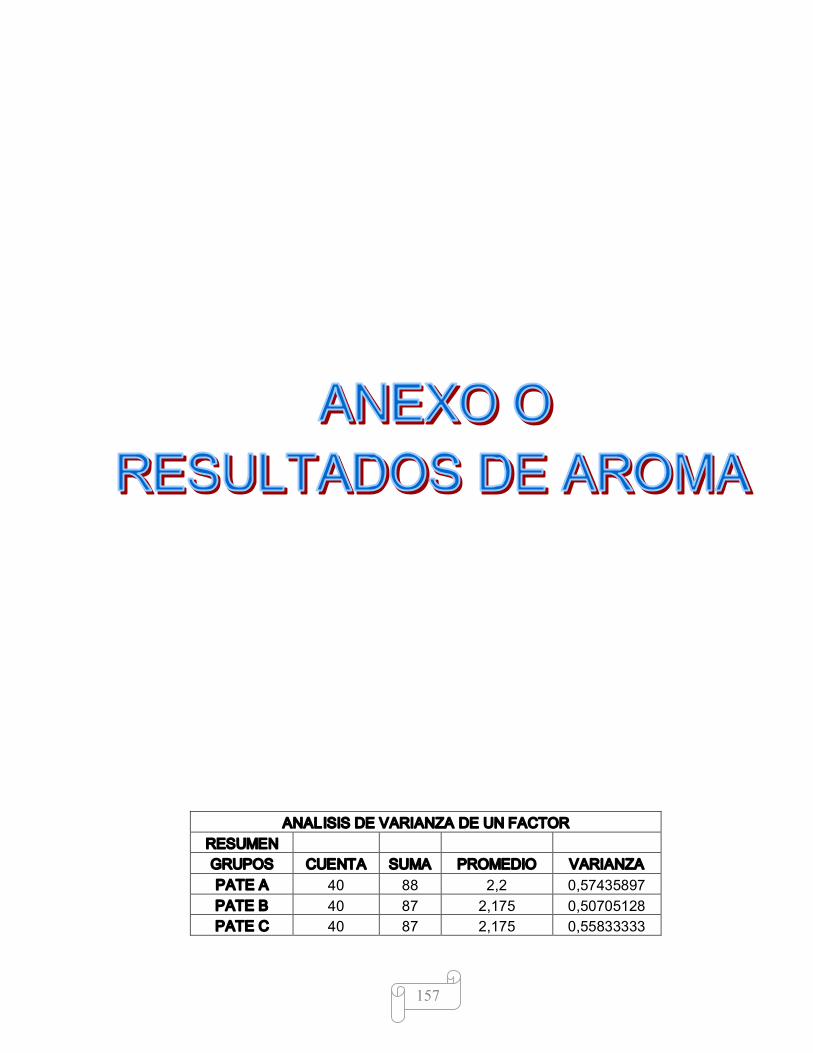
157
ANALISIS DE VARIANZA DE UN FACTOR RESUMEN GRUPOS CUENTA SUMA PROMEDIO VARIANZA PATE A 40 88 2,2 0,57435897 PATE B 40 87 2,175 0,50705128 PATE C 40 87 2,175 0,55833333

158
ANALISIS DE VARIANZA F.V S.C G.L C.M.C Fc Probabilidad Ft
Tratamientos 0,0166667 2 0,00833333 0,01524629 0,98487131 3,0737629 Error 63,95 117 0,5465812 Ns
TOTAL 63,966667 119
PATE A PATE B PATE C MEDIA 2,2 2,175 2,175
ERROR TIPICO 0,1198289 0,112589 0,11814539 MEDIANA 2 2 2 MODA 3 2 2 D.S. 0,7578648 0,7120753 0,74721706 VAR. 0,574359 0,5070513 0,55833333
RANGO 2 2 2 MINIMO 1 1 1 MAXIMO 3 3 3 SUMA 88 87 87
CUENTA 40 40 40

159
ANALISIS DE VARIANZA DE UN FACTOR RESUMEN GRUPOS CUENTA SUMA PROMEDIO VARIANZA PATE A 40 115 2,875 2,06089744 PATE B 40 122 3,05 2,04871795 PATE C 40 138 3,45 2,15128205

160
ANALISIS DE VARIANZA F.V S.C G.L C.M.C Fc Probabilidad Ft
Tratamientos 6,95 2 3,475 1,66509675 0,19362344 3,0737629 Error 244,175 117 2,08696581 Ns
TOTAL 251,125 119
PATE A PATE B PATE C MEDIA 2,875 3,05 3,45
ERROR TIPICO 0,2269855 0,2263138 0,23190958 MEDIANA 2,5 3 4 MODA 2 2 5 D.S. 1,4355826 1,4313343 1,46672494 VAR. 2,0608974 2,048718 2,15128205
RANGO 4 4 4 MINIMO 1 1 1 MAXIMO 5 5 5 SUMA 115 122 138
CUENTA 40 40 40

161
MOLINO
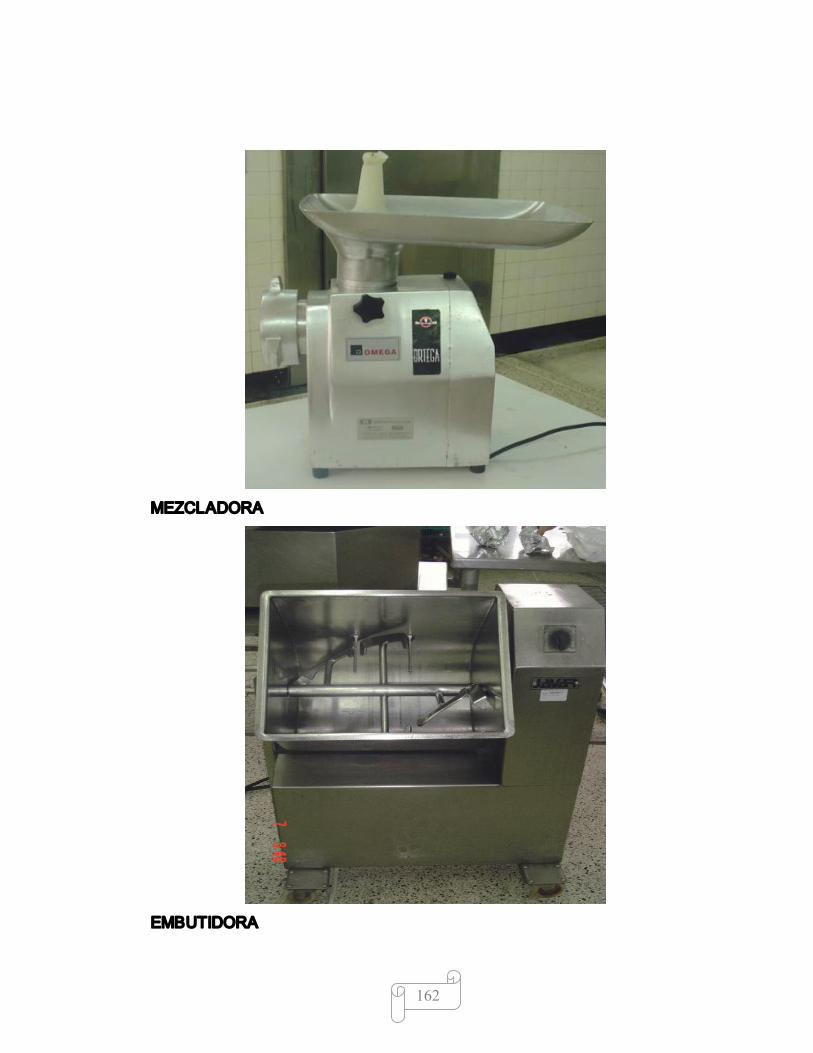
162
MEZCLADORA
EMBUTIDORA

163
TANQUE DE ESCALDADO
BALANZA TRIPLE BRAZO

164
BASCULA


















