ENSAMBLE MECÁNICO
91
ENSAMBLE MECÁNICO
-
Upload
eirick-wayne-zunigga-de-itzel -
Category
Documents
-
view
454 -
download
8
Transcript of ENSAMBLE MECÁNICO

ENSAMBLE
MECÁNICO

En el ensamble mecánico se usan diferentes métodos de sujeción
para sostener juntas en forma mecánica dos (o más) piezas.
En la mayoría de los casos, los métodos de sujeción implican el
uso de componentes de hardware separados, llamados
sujetadores, que se agregan a las piezas durante la operación de
ensamblado.
En otros casos, el mecanismo de sujeción implica el formado o
reformado de uno de los componentes que se van a ensamblar y
no requieren sujetadores separados.
Los métodos de sujeción mecánica pueden
dividirse en dos clases principales:
Los que permiten el desensamble
Por ejemplo: tornillos, pernos y tuercas
Los que crean una unión permanente
Por ejemplo: Remaches
Existen razones por las que se prefiere el ensamble
mecánico sobre otros procesos de unión
La facilidad de ensamble
La facilidad de desensamble
VENTAJAS
El ensamble mecánico lo realizan con relativa
facilidad trabajadores no calificados, con un mínimo
de herramienta especiales y en un tiempo
relativamente corto.
La tecnología es simple y los resultados se
inspeccionan con facilidad
Los métodos de ensamble mecánico se han
clasificado en las siguientes categorías:
Sujetadores roscados
Remaches
Ajustes de interferencia
Otros métodos de sujeción mecánica
Insertos en moldeado y sujetadores integrales.

SUJETADORES
ROSCADOS
Los sujetadores roscados son componentes
separados de hardware que tienen roscas externas o
internas para el ensamble de piezas.
Los tipos más comunes de sujetadores roscados
son los tornillos, los pernos y las tuercas.
TORNILLOS, PERNOS Y TUERCAS
Los tornillos y los pernos son de rosca externa.
Diferencia entre un tornillo y un perno:
Un tornillo es un sujetador con rosca externa que, por lo
general, se ensambla en un orificio roscado ciego. Algunos
tipos llamados tornillos autorroscantes poseen formas que
les permiten formar o cortar las roscas correspondientes
en el orificio.
Un perno es un sujetador con rosca externa que se
inserta a través de orificios en las piezas y se “atornilla”
con una tuerca el lado opuesto.
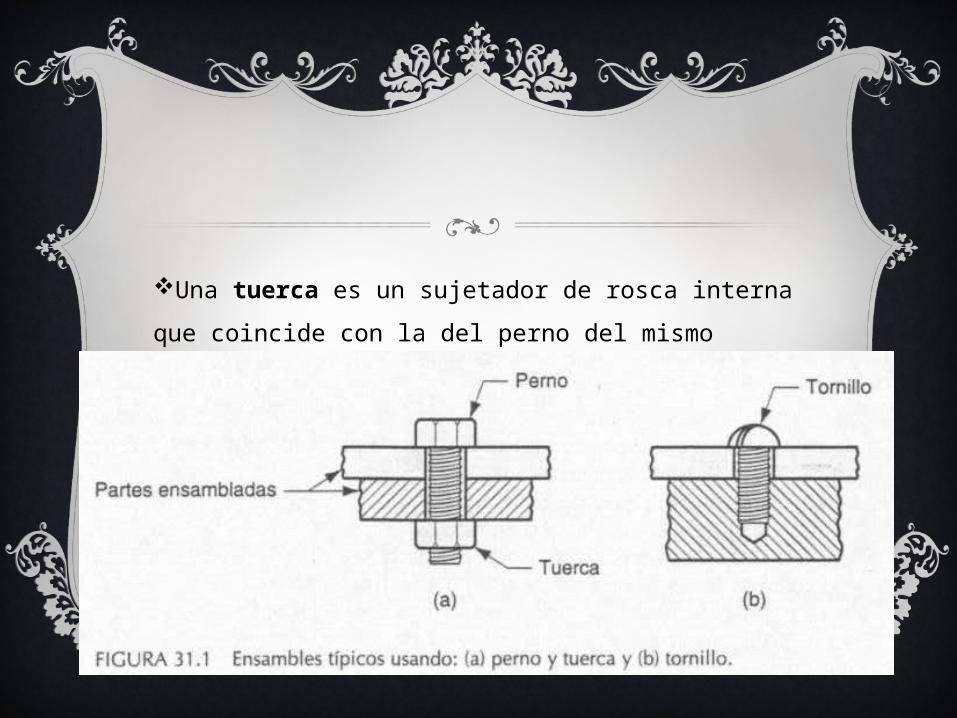
Una tuerca es un sujetador de rosca interna que
coincide con la del perno del mismo diámetro, paso y
forma de rosca.
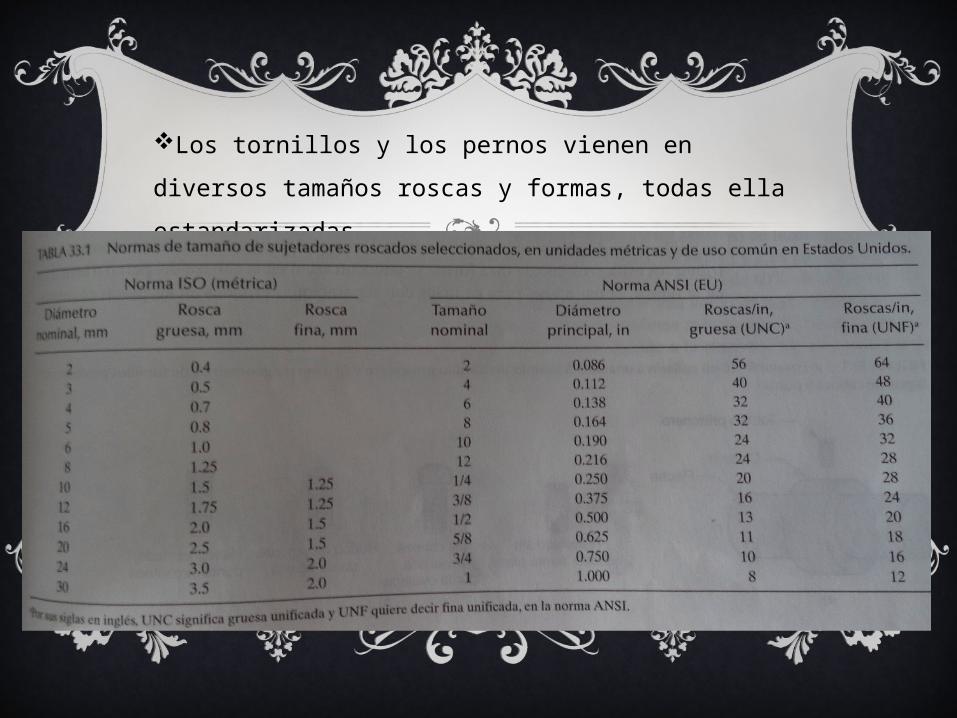
Los tornillos y los pernos vienen en diversos
tamaños roscas y formas, todas ella estandarizadas.
Los tornillos se fabrican en una mayor variedad y
configuraciones que los pernos, puesto que sus funciones son
más variadas.
Los tipos incluyen:
Tornillos para máquina
Tornillos de cabeza cuadrada
Tornillos prisioneros
Tornillos autorroscantes
Los tornillos para máquinas son del tipo general,
diseñados para ensamble en huecos roscados. En
ocasiones se ensamblan a tuercas, y en este uso
coinciden con los pernos.
Los tornillos de cabeza cuadrada tienen la misma
forma que los tornillos para máquina, pero están hechos
de metales con mayor resistencia y tolerancias más
estrechas.
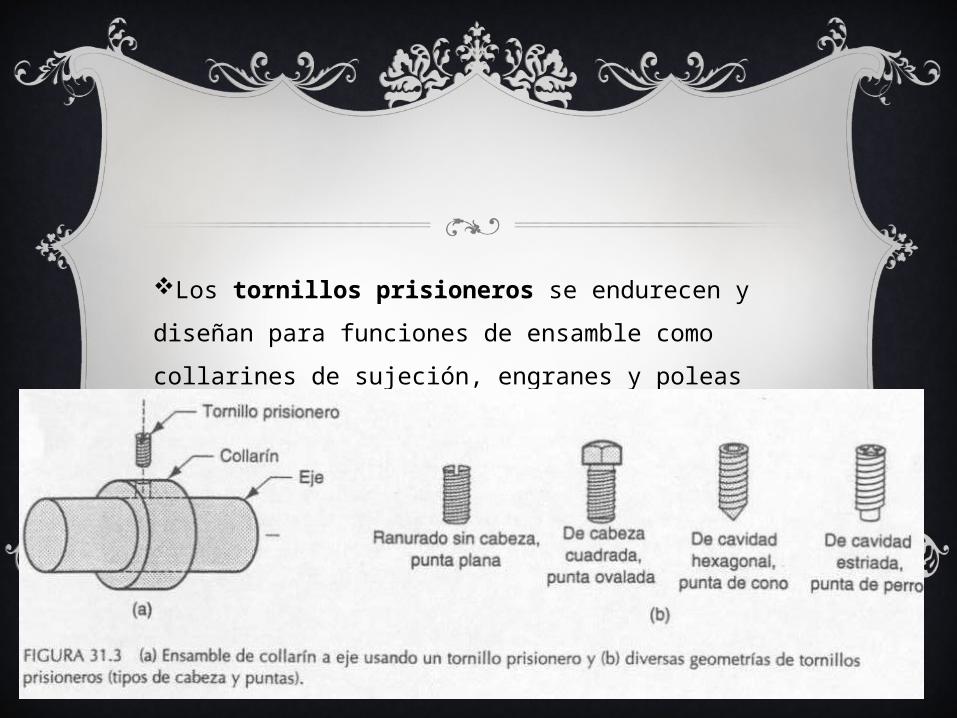
Los tornillos prisioneros se endurecen y diseñan
para funciones de ensamble como collarines de
sujeción, engranes y poleas para flechas. Se fabrican
de diversas formas.
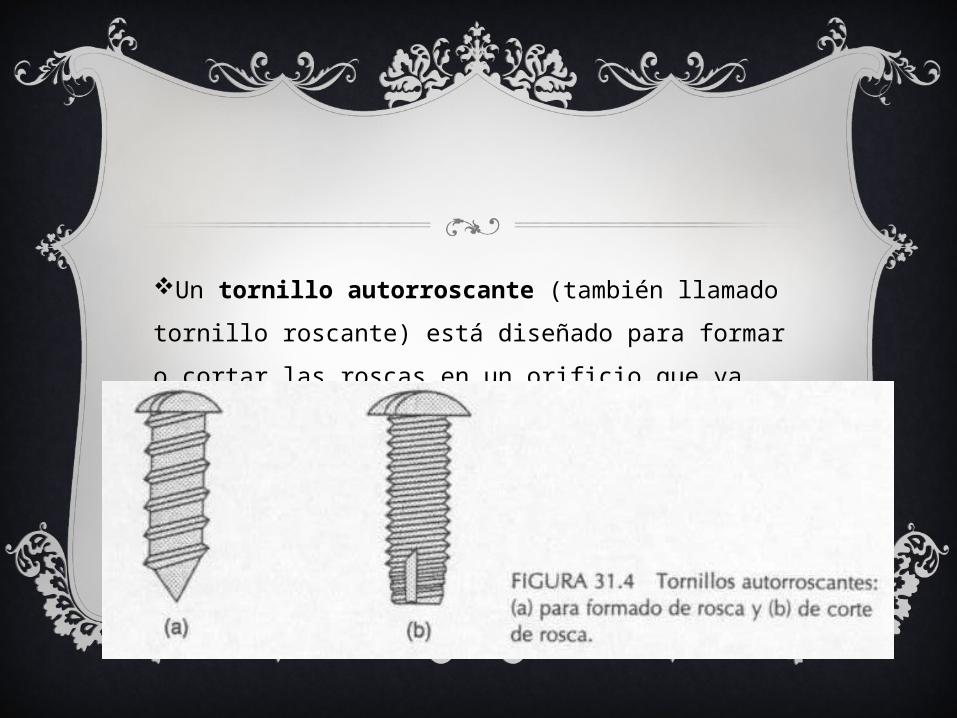
Un tornillo autorroscante (también llamado
tornillo roscante) está diseñado para formar o cortar
las roscas en un orificio que ya existe, dentro del
cual se hace girar.
La mayoría de los sujetadores roscados se produce
mediante formado en frío. Algunos son maquinados pero es
un proceso más costoso por la elaboración de roscas.
Se usa variedad de materiales para hacer sujetadores
roscados, y los aceros están entre los más comunes debido a
su buena resistencia y bajo costo.
Éstos incluyen aceros al bajo y medio carbono, así como
aleaciones de acero.
Los sujetadores hechos de acero se chapean o recubren
para que su superficie resista la corrosión.
Se usan recubrimientos de níquel, cromo, zinc, óxido
negro entre otros.
Cuando la corrosión u otros factores impiden el uso de
sujetadores de acero, se deben usar otros materiales que
incluyen aceros inoxidables, aleaciones de aluminio,
aleaciones de níquel y plásticos.
OTROS SUJETADORES ROSCADOS Y EQUIPO RELACIONADO
Entre los tipos de sujetadores roscados y equipo
relacionado adicionales se incluyen:
Los pernos sin cabeza
Los insertos con rosca de tornillo
Los sujetadores roscados prisioneros
Las arandelas
PERNO SIN CABEZA
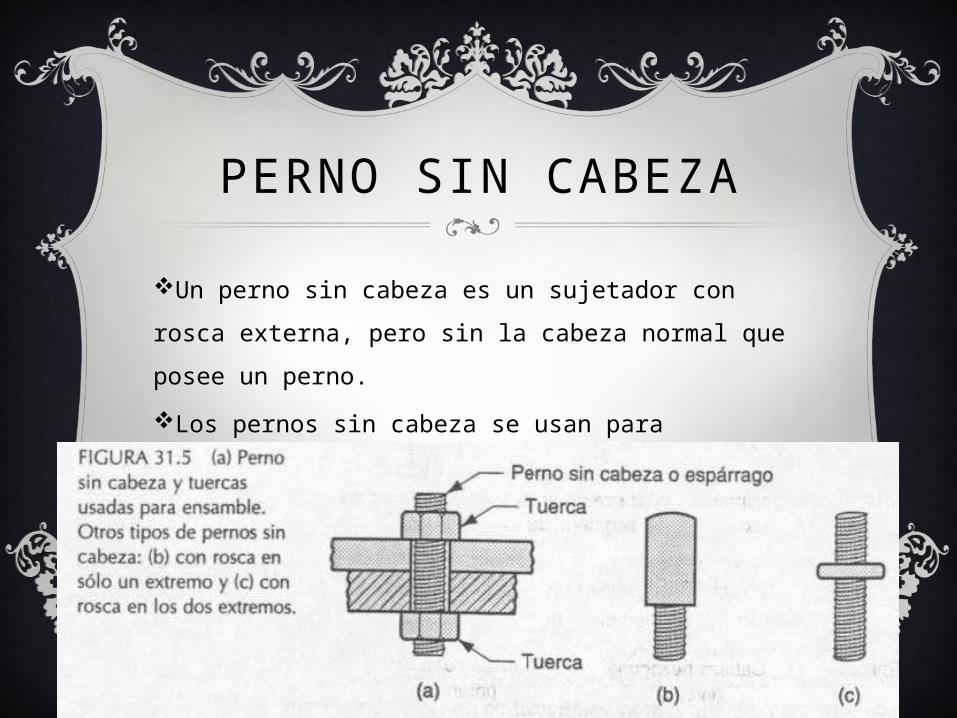
Un perno sin cabeza es un sujetador con rosca
externa, pero sin la cabeza normal que posee un
perno.
Los pernos sin cabeza se usan para ensamblar dos
piezas mediante dos tuercas.
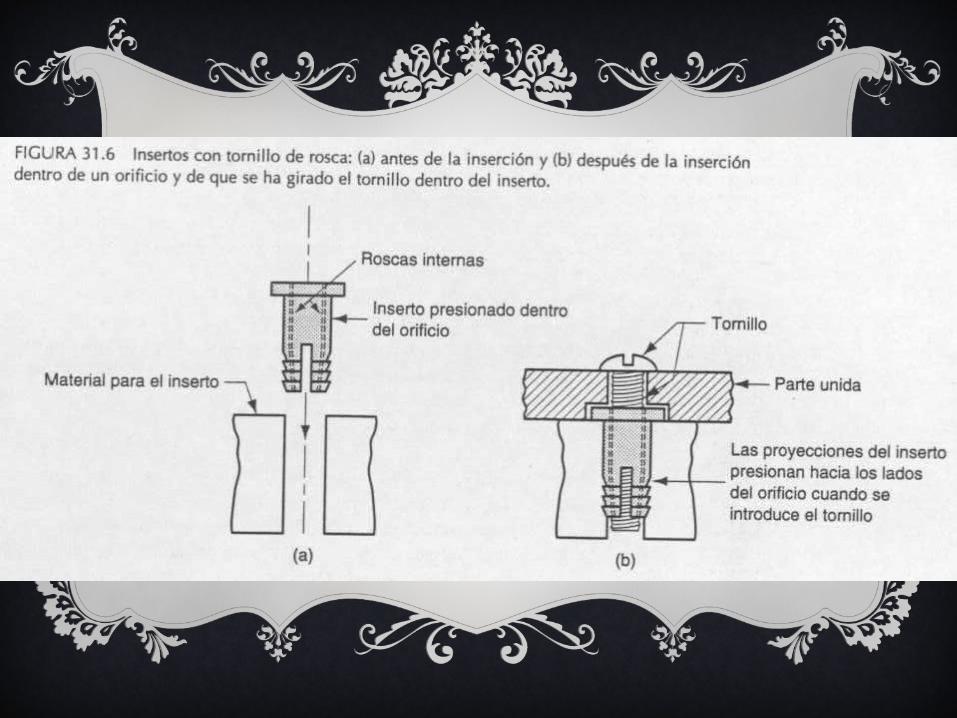
INSERTOS CON ROSCA DE TORNILLO
Los insertos con rosca de tornillo son machos con rosca interna o
rollos de alambre hechos para insertarse en un orificio sin rosca y
para aceptar un sujetador con rosca externa.
Se ensamblan en materiales más débiles para proporcionar
roscas fuertes
Por ejemplo: plástico, madera y metales ligeros como el magnesio.
Después del subsecuente ensamble del tornillo dentro del
inserto, el cañón del inserto se expande hacia los lados del orificio
asegurando el ensamble.
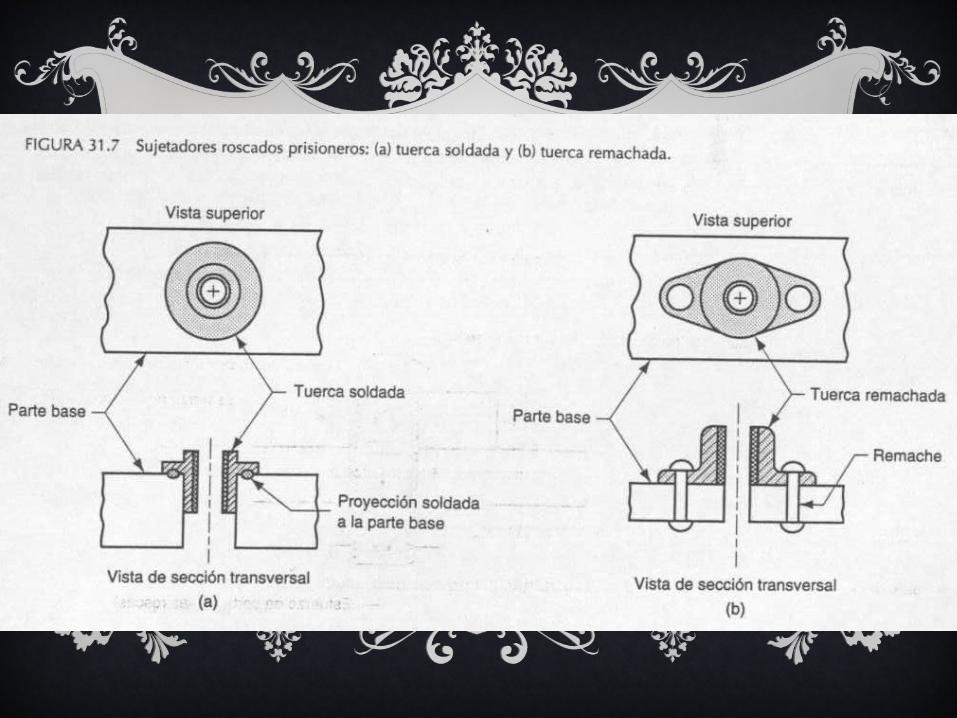
SUJETADORES ROSCADOS PRISIONEROS
Los sujetadores roscados prisioneros son
sujetadores con rosca que se han prensamblado de
manera permanente a una de las piezas que se van a
unir.
Los procesos de ensamblado posibles incluyen la
soldadura por fusión, la soldadura dura, el ajuste en
prensa o el formado en frío.
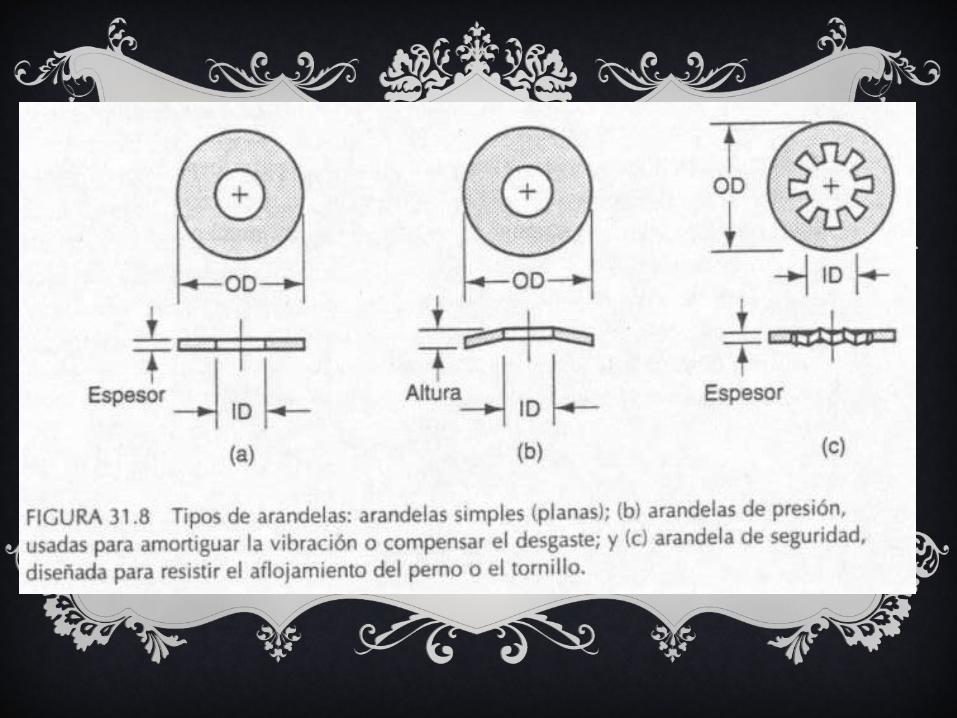
ARANDELA
Una arandela es un componente de equipo que se
usa con frecuencia en los sujetadores roscados para
asegurar la firmeza de la unión mecánica.
En su forma mas simple es, un anillo delgado plano
de lámina metálica.
FUNCIONES DE LA ARANDELA
Distribuir los esfuerzos que de otra forma se concentrarían
en la cabeza del perno o tornillo y en la tuerca.
Dar apoyo para orificios con separaciones grandes en las
piezas ensambladas.
Aumentar la tensión del resorte.
Proteger las superficies de las piezas.
Sellar la unión.
Resistir el aflojamiento inadvertido.
ESFUERZOS Y RES IS TENCIAS EN LAS UNIO NES CON PERNO S
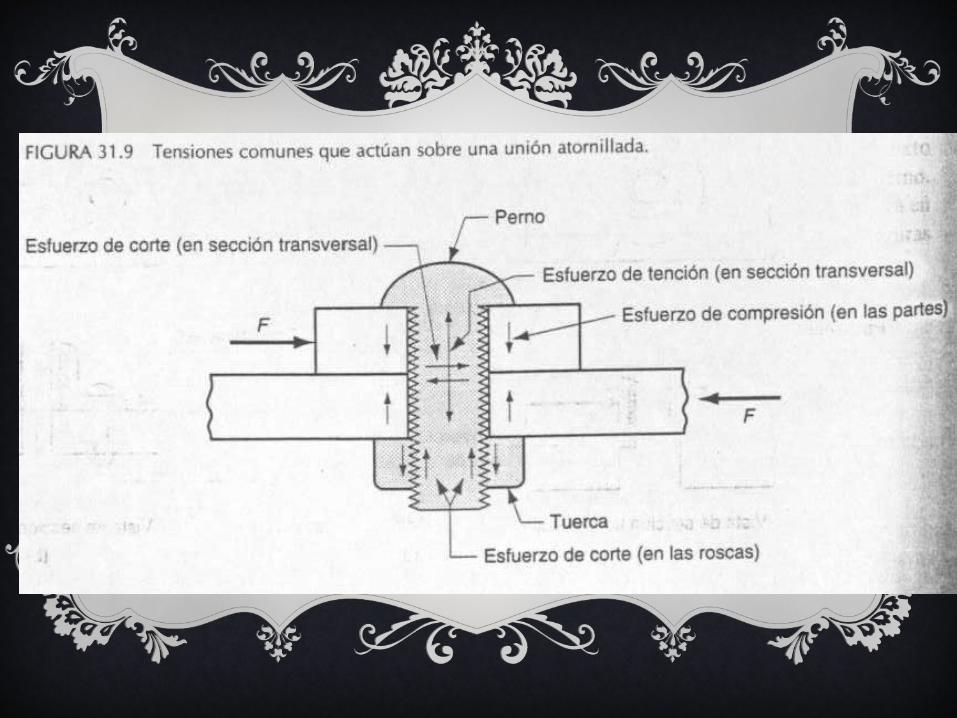
Los esfuerzos comunes que actúan sobre una unión atornillada
pueden ser tanto de tensión como de corte.
Una vez apretado el perno se carga bajo tensión y las piezas se
cargan en compresión.
Las fuerzas pueden actuar en direcciones opuestas en las piezas, lo
que produce un esfuerzo de corte en la sección transversal del perno.
Se aplican esfuerzos en las roscas a lo largo de la unión, con la
tuerca con dirección paralela al eje del perno. Estos esfuerzos de
corte pueden hacer que se barran las roscas.
La resistencia de un sujetador roscado
generalmente se especifica mediante dos medidas:
La resistencia a la tensión
La resistencia de prueba
RESISTENCIA DE PRUEBA
La resistencia de prueba equivale a la resistencia
permitida; en forma precisa, es la tensión máxima
que permite un sujetador roscado externamente sin
ninguna deformación permanente.
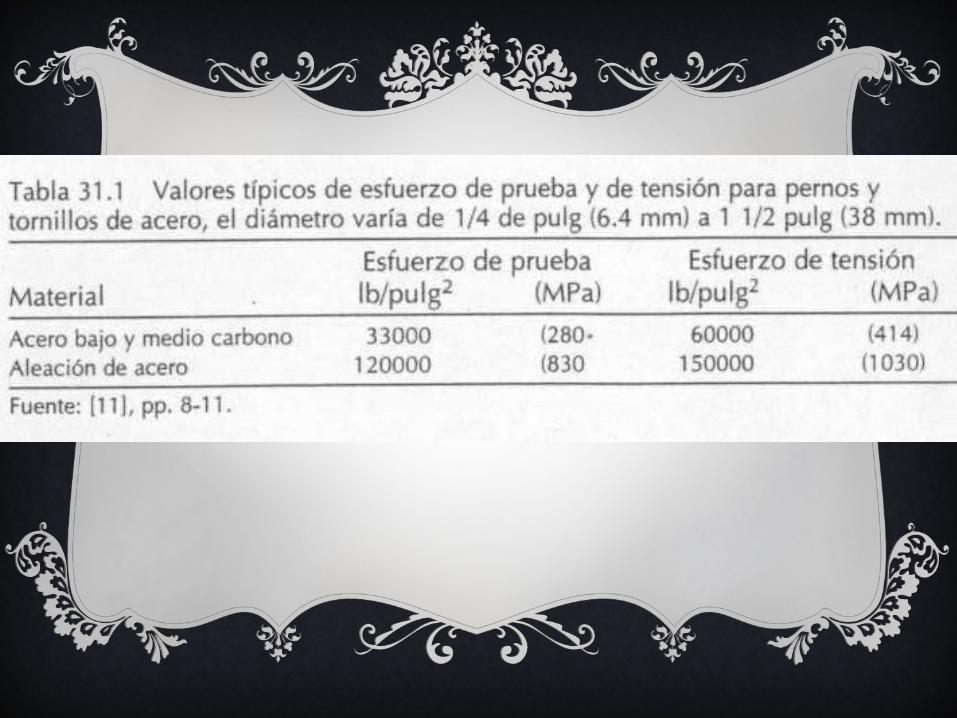
Los valores típicos de resistencias de tensión y de
prueba para pernos de acero se dan en la tabla:
El problema que puede surgir durante el ensamble es que
los sujetadores roscados se aprieten en exceso, lo cual
provoca esfuerzos que exceden la resistencia del material del
sujetador.
Si se supone un ensamble de perno y tuerca, la falla puede
ocurrir en alguna de las siguientes formas:
1. Barrido de las roscas externas (perno o tornillo)
2. Barrido de las roscas internas (tuerca)
3. Ruptura del perno debido a un esfuerzo de tensión
excesivo en su área de sección transversal
En el barrido de la rosca, las fallas 1 y 2, es una falla de corte
que ocurre cuando la longitud de la unión es muy corta (menos
del 60% del diámetro nominal del perno). Esto puede evitarse al
proporcionar una unión de rosca adecuada en el diseño del
sujetador.
La falla de tensión 3 es el problema más común. El perno se
rompe cuando llega a 85% de su resistencia de tensión, debido a
la combinación de esfuerzos de tensión y de torsión durante el
apretado.
El esfuerzo de tensión al que está sujeto un perno
se calcula como la carga de tensión aplicada a la
unión, dividida entre el área aplicable:
Donde:
El área de esfuerzo de tensión para el sujetador
roscado es el área de sección transversal de la
sección roscada y se calcula directamente de una de
las siguientes ecuaciones, dependiendo de si el
perno está en el estándar métrico o en el de Estados
Unidos.
Para el estándar métrico (ISO), la fórmula es:
Donde:
D= tamaño nominal (diámetro principal básico) del
perno o el tornillo, mm.
ρ= el paso de la rosca, mm.
Para la norma estadounidense (ANSI), la fórmula es:
Donde:
D= tamaño nominal (diámetro principal básico) del
perno o el tornillo, in.
n= número de roscas por pulgada.
H E R R A M I E N TA S Y M É T O D O S PA R A E N S A M B L A R S UJ E TA D O R E S R O S C A D O S
La función básica de las herramientas y métodos para
ensamblar sujetadores roscados es proporcionar una
rotación relativa entre las roscas externa e interna y aplicar
suficiente torque para asegurar el ensamble.
Las herramientas disponibles van desde desarmadores
simples o llaves de tuercas manuales hasta herramientas
propulsadas con sofisticados sensores eléctricos para
asegurar una presión conveniente.
Es importante que la herramienta coincida en estilo y
tamaño con el tornillo, el perno o la tuerca debido a que
existen muchos tipos de cabeza de pernos.
Las herramientas manuales se hacen con una sola punta
u hoja, pero las herramientas eléctricas están diseñadas
para usar juntas intercambiables. Las herramientas
propulsadas operan mediante energía neumática,
hidráulica o eléctrica.

REMACHES Y OJILLOS
Los remaches son sujetadores que se utilizan ampliamente para
obtener una unión permanente sujeta en forma mecánica
La aplicación de remaches es un método de sujeción que ofrece
altas velocidades de producción, simplicidad, confiabilidad y bajo
costo.
La aplicación de remaches se usa como uno de los procesos de
sujeción primordiales en las industrias aeronáutica y aeroespacial
para unir el fuselaje a canales y otros elementos estructurales
REMACHE
Un remache es una punta con cabeza y sin rosca que se
usa para unir dos (o más) piezas al pasar el pasador a través
de orificios en las piezas y después formar una segunda
cabeza en la punta del lado opuesto.
La operación de deformación se ejecuta en caliente o en
frio, y utiliza el martilleo o presión estable.
Una vez deformado, el remache no puede removerse, a
menos que una de las cabezas se rompa.
Los remaches se especifican por su longitud, diámetro cabeza y
tipo.
El tipo de remache se refiere a las cinco configuraciones
geométricas básicas que afectan la manera en que esté se recalcará
para formar la segunda cabeza.
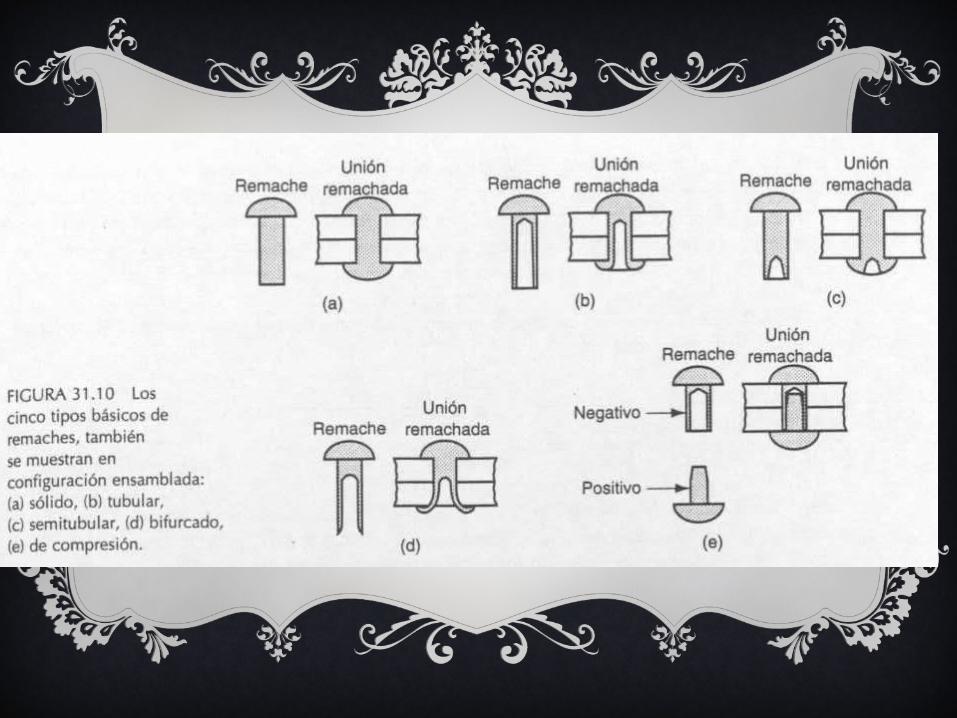
Los 5 tipos básicos son:
Sólido
Tubular
Semitubular
Bifurcado
Compresión
Además, existen remaches especiales para aplicaciones especificas
Las herramientas y los métodos usados en la aplicación de
remaches se divide en las siguientes categorías:
Por impacto, en el cual un martillo neumático realiza
golpes sucesivos para recalcar el remache
De compresión uniforme, en el cual la herramienta para
aplicar el remache efectúa una presión continua para
recalcar el remache
Una combinación de impacto y compresión
Mucho del equipo usado para aplicar remaches es
portátil y de operación manual.
Existen máquinas automáticas para taladrar y
remachar, las cuales preparan los orificios y después
insertan y recalcan los remaches.
OJILLOS
Los ojillos son sujetadores tubulares de pared
delgada con un reborde en un extremo, y generalmente
están hechos de lámina metálica.
Se usan para producir una unión empalmada
permanente entre dos (o más) piezas planas.
Los ojillos se sustituyen con remaches en aplicaciones
de baja tensión para ahorrar material, peso y costos.
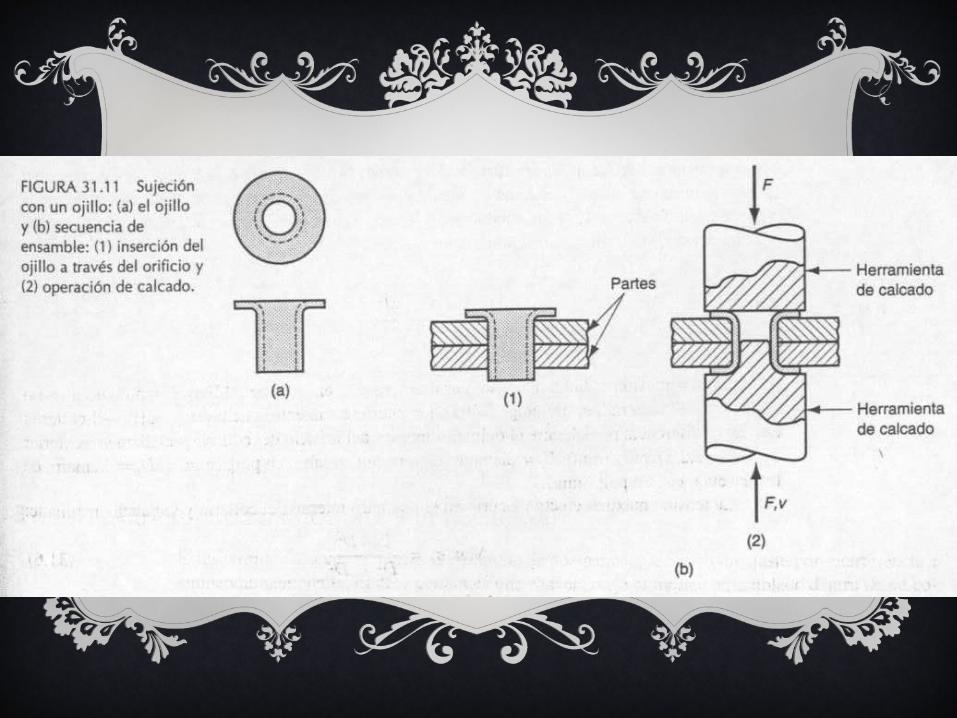
Durante la sujeción, el ojillo se inserta a través de orificios en
las piezas y el extremo recto se dobla para asegurar el ensamble.
La operación de armado se denomina calcado y se ejecuta
mediante herramientas opuestas que sostienen al ojillo en
posición y doblan la pieza que sobresale de su cañón.
Las aplicaciones de este método de sujeción incluyen los
subensambles automotrices, componentes electrónicos, juguetes
y ropa.
MÉTODOS DE ENSAMBLE
BASADOS EN AJUSTES POR
INTERFERENCIA
Los métodos incluyen:
El ajuste con prensa
Dispositivos de ajuste por contracción y expansión
Dispositivos de ajuste automático y anillos de
retención
AJUSTE CON PRENSA
Un ensamble de ajuste con prensa es aquel donde
los dos componentes tiene un dispositivo de ajuste
por interferencia entre ellos.
Se fabrican pasadores estándar de distintos tamaños para
realizar diversas funciones como:
Localizar y asegurar los componentes, usados para
aumentar los sujetadores roscados por medio de la sujeción
de dos (o más) piezas en alineaciones fijas entre sí.
Servir de puntos pivote, para permitir la rotación de un
componente en relación con el otro.
Como pasadores de corte.
Los pasadores de corte están hechos de metales
más suaves, de modo que se rompan bajo una carga
de corte repentina o severa para salvar al resto del
ensamble.
Otras aplicaciones del ajuste con prensa incluyen
el ensamble de collarines, engranes, poleas y
componentes similares en flechas.
ANÁLISIS DE PRESIONES Y TENSIONES
Las presiones y esfuerzos en un ajuste de
interferencia pueden estimarse mediante varias
fórmulas aplicables.
Si el ajuste consiste en un pasador o una flecha
sólida y redonda dentro de un collarín, los
componentes están hechos del mismo material, la
presión radial entre el pasador y el collarín puede
determinarse por medio de :
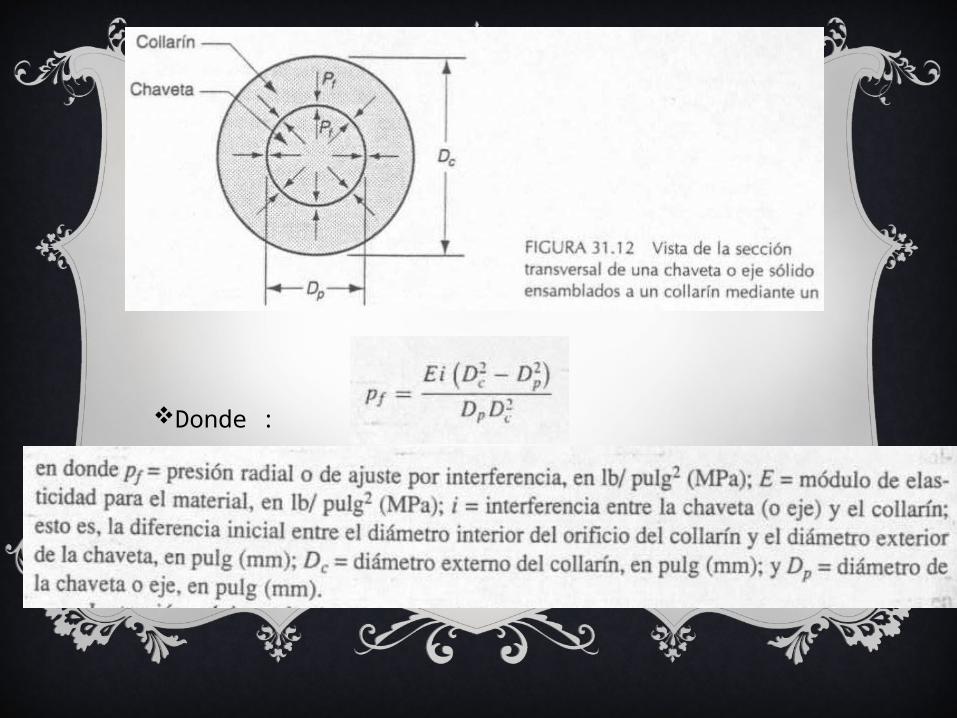
Donde :
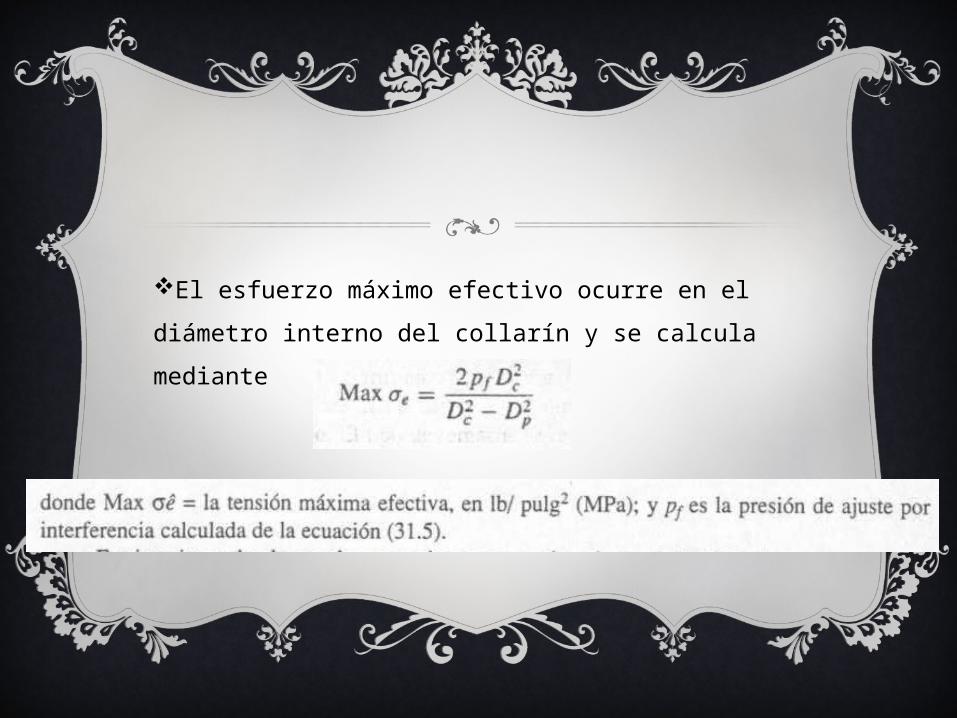
El esfuerzo máximo efectivo ocurre en el diámetro
interno del collarín y se calcula mediante
En situaciones donde una flecha o pasador recto se
presiona dentro del orificio de una pieza grande con
una forma diferente a la del collarín, pueden alternarse
las ecuaciones anteriores si se considera el diámetro
externo Dc como infinito, por lo que la ecuación para la
presión por interferencia se reduce a
Y el esfuerzo máximo efectivo correspondiente se
convierte en
En la mayoría de los casos, en particular para
metales dúctiles, el esfuerzo máximo efectivo debe
compararse con la resistencia a la fluencia del
material, aplicando un factor de seguridad
apropiado, como en la ecuación siguiente:
Donde:
Existen diferentes formas de pasador para los ajustes con
dispositivos de interferencia:
Pasador recto, generalmente hecho de alambre o barras de acero
al carbono estirado en frío que varia en diámetro de 1.6 a 25 mm
(1/16 a 1.0 in). No tienen conexión a tierra, y poseen extremos
biselados o cuadrados.
Pasadores en bisel, se fabrican con especificaciones más precisas
que los pasadores rectos y pueden conectarse a tierra y endurecerse.
Se usan para fijar la aleación de componentes ensamblados en
troqueles, instalaciones fijas y maquinaria.
Pasadores ahusados, poseen un ahusamiento de
6.4 mm (0.25 in) por pie y se introducen en el orificio
para establecer una posición relativa fija entre las
piezas. Su ventaja es que pueden sacarse del oficio
con facilidad.
Existen otras formas geométricas adicionales de pasadores
disponibles, incluidos los pasadores con surcos, rectos, sólidos,
con tres surcos longitudinales en los cuales el metal se levanta en
algún lado de cada surco para provocar interferencia cuando estos
se presionan dentro del orificio, pasadores moleteados los
cuales tienen un patrón moleteado que produce interferencia en el
orificio correspondiente, y pasadores enrollados, también
llamados pasadores de espiral, que están hechos de materia
prima en tiras enroscadas dentro de un resorte enrollado
AJUSTES POR CONTRACCIÓN Y EXPANSIÓN
Ajuste por concentración, se calienta la pieza
externa para agrandarla mediante expansión térmica
y la parte interna permanece a temperatura
ambiente o se enfría para contraer su tamaño.
Posteriormente se ensamblan las piezas y se
devuelven a la temperatura ambiente para que la
pieza externa se encoja, y si se enfría previamente,
la pieza interna se expande para formar un ajuste
por interferencia fuerte.
El ajuste por expansión ocurre cuando soló la
pieza interna se enfría y se contrae para un
ensamble; una vez que se inserta en el componente
correspondiente, se calienta a temperatura
ambiente, expandiéndola para crear el ensamble por
interferencia.
Estos métodos de ensamble se usan para ajustar engranes,
poleas, mangas y otros componentes sobre flechas sólidas y
huecas.
Para obtener el calentamiento o enfriamiento de las piezas
de trabajo se usan varios métodos. El equipo incluye
sopletes, hornos, calentadores por resistencia eléctrica y
calentadores por inducción eléctrica.
Los métodos de enfriamiento incluyen la refrigeración
convencional, el empacado en hielo seco y la inmersión en
líquidos fríos , incluso el nitrógeno liquido.
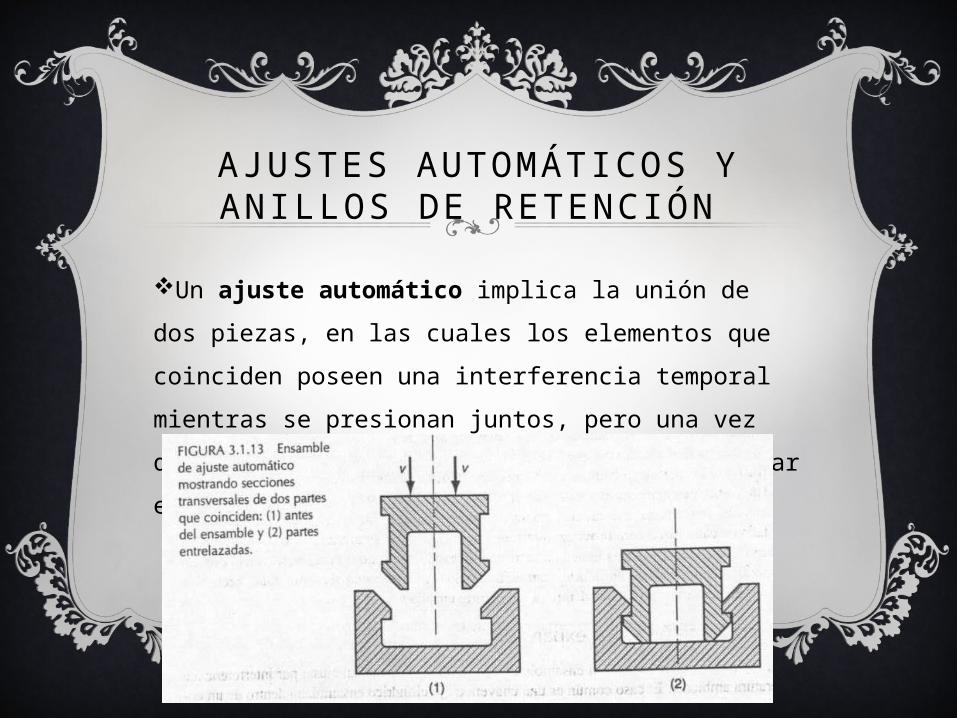
AJUSTES AUTOMÁTICOS Y ANILLOS DE RETENCIÓN
Un ajuste automático implica la unión de dos
piezas, en las cuales los elementos que coinciden
poseen una interferencia temporal mientras se
presionan juntos, pero una vez que se ensamblan se
entrelazan para conservar el ensamble.
VENTAJAS DEL AJUSTE AUTOMÁTICO
Las piezas pueden diseñarse con características de
auto alineación
No se requieren herramientas especiales
El ensamble puede realizarse con mucha rapidez
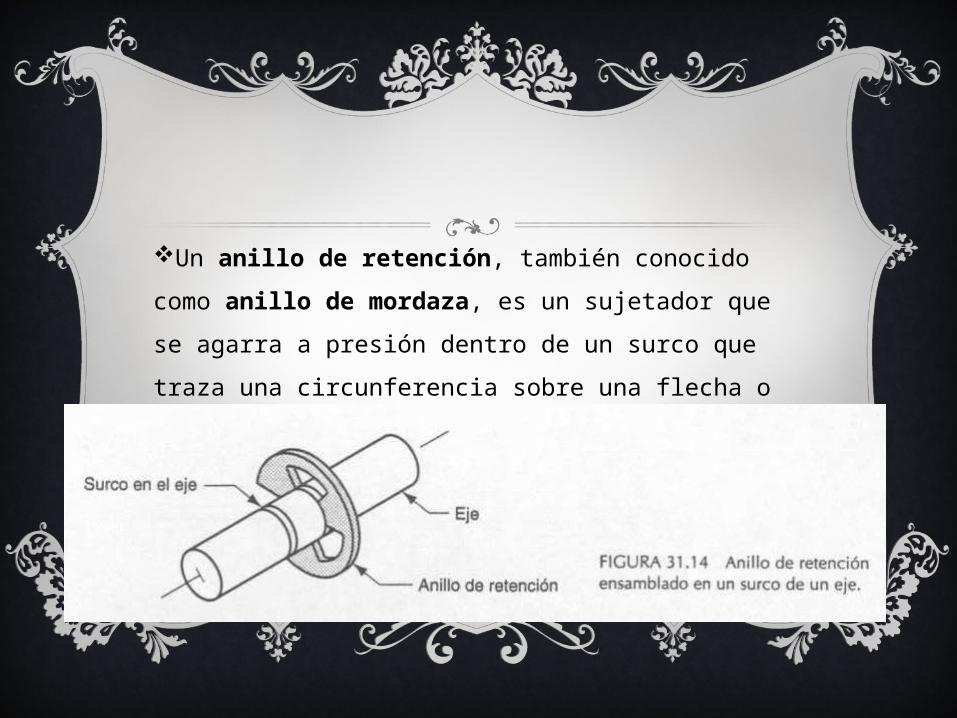
Un anillo de retención, también conocido como
anillo de mordaza, es un sujetador que se agarra a
presión dentro de un surco que traza una
circunferencia sobre una flecha o tubo para formar
un hombro.
El ensamble puede usarse para ubicar o eliminar el
movimiento de piezas montadas sobre la flecha.
Existen anillos de retención para aplicaciones
externas (flechas) e internas (perforaciones).
Están hechos de laminas metálicas o de alambres
sometidos a tratamiento térmico para obtener
dureza y rigidez .
OTROS MÉTODOS DE
SUJECIÓN MECÁNICA
PUNTILLADO, ENGRAPADO Y COSIDO
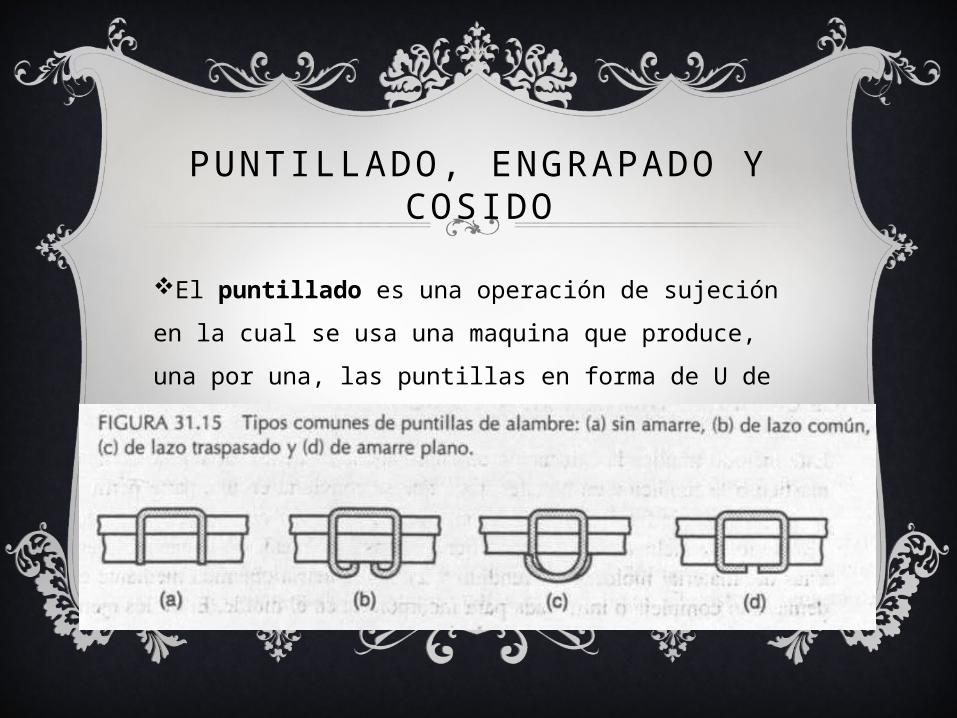
El puntillado es una operación de sujeción en la
cual se usa una maquina que produce, una por una,
las puntillas en forma de U de acero, y de inmediato
las inserta a través de las dos piezas que se van a
unir.
Las piezas que se van a unir deben ser
relativamente delgadas y consistentes con el tamaño
de la puntilla; el ensamble puede implicar varias
combinaciones de materiales metálicos y no
metálicos.
Las aplicaciones del puntillado industrial incluyen
el ensamble de laminas metálicas ligeras, bisagras
metálicas, conexiones eléctricas, encuadernación de
revistas, cajas de cartón corrugado y empaque final
de productos.
En el engrapado se clavan grapas en forma de U a través de
las dos piezas que se van a unir.
Las grapas individuales se pegan ligeramente juntas para
formar la tira, pero la engrapadora las separa antes de
colocarlas.
Las grapas se fabrican con diferentes estilos de puntas para
facilitar su entrada en el trabajo
Las grapas se aplican mediante pistolas neumáticas
portátiles que contienen tiras con varios cientos de grapas.
Las aplicaciones del engrapado industrial incluyen los
muebles y tapicería, el ensamble de asientos de automóviles y
diversos trabajos de ensamble con laminas metálicas de
calibre ligero y plásticos.
El cosido es un método común de unión para
piezas suaves y flexibles como telas y piel. El método
implica el uso de un cordón o hilo largo entrelazado
con las piezas para producir una costura continua
entre ellas
El proceso se usa extensamente en la industria
para ensamblar ropa
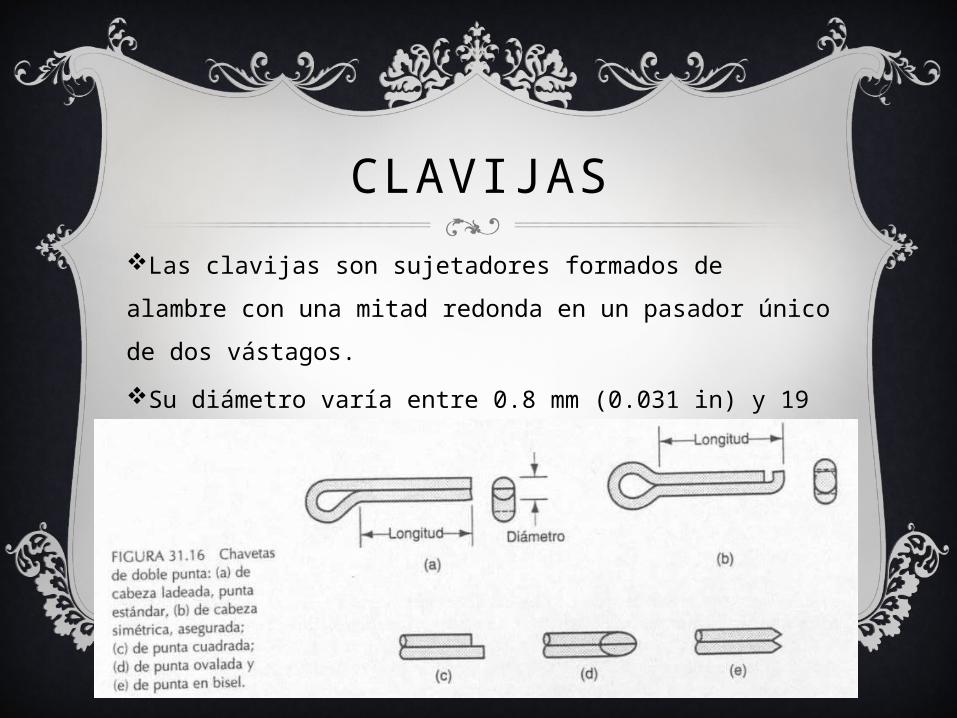
CLAVIJAS
Las clavijas son sujetadores formados de alambre con
una mitad redonda en un pasador único de dos vástagos.
Su diámetro varía entre 0.8 mm (0.031 in) y 19 mm
(0.75 in) y tienen diversos estilos de punta, varios de los
cuales se muestran en la figura.
Las clavijas se insertan en los huecos de las piezas
que coinciden y sus extremidades se separan para
fijar el ensamble.
Se usan para asegurar piezas en flechas y para
aplicaciones similares.
INSERTOS EN MOLDEADO Y SUJETADORES INTEGRALES
INSERTOS EN MOLDEADOS Y FUNCIONES
Este método implica la colocación de un componente dentro de
un molde antes del moldeado de plásticos o la fundición de
metales, para que se convierta en una pieza permanente e integral
del moldeado o de la fundición.
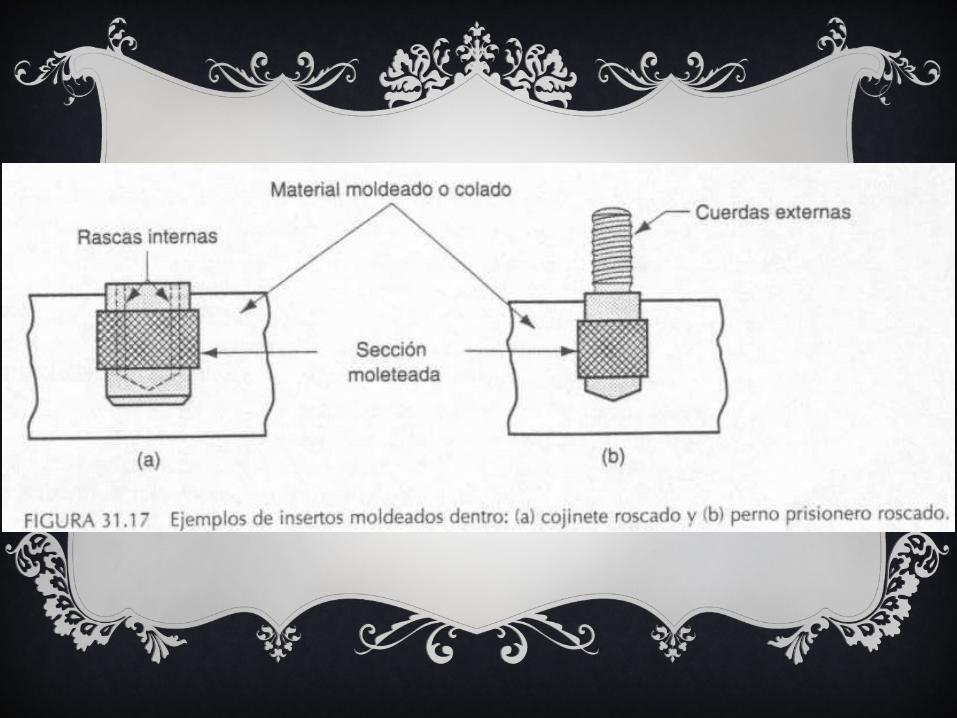
Los ejemplos de insertos en piezas moldeadas o fundidas
incluyen los bujes y tuercas con rosca interna, los pernos
prisioneros, los cojinetes y los contactos eléctricos con rosca
externa
Los insertos con rosca interna deben colocarse dentro del molde
con chavetas roscadas para evitar que el material de moldeo fluya
dentro del orificio roscado.
DESVENTAJAS INSERTOS DENTRO DE UN MOLDE
El diseño del molde se vuelve más complicado
El manejo y la colocación del inserto dentro de la
cavidad requiere tiempo, lo que reduce la tasa de
producción
Los insertos introducen un material ajeno a la
fundición o moldeado y, en el caso de un defecto, el
metal fundido o el plástico no puede recuperarse ni
reciclarse con facilidad.
SUJETADORES INTEGRALES
Los sujetadores integrales implican la deformación
de partes de los componentes para que estos se
entrelacen y así crear una unión sujeta en forma
mecánica.
Este método de ensamble es más común para
piezas de lamina metálica.
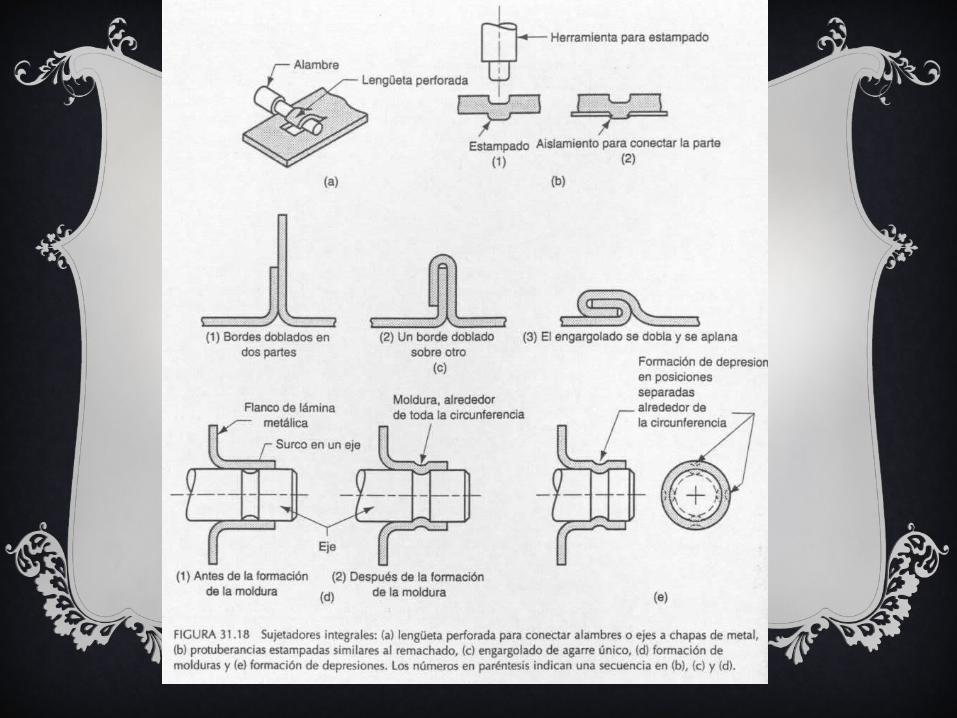
Las posibilidades que muestra la figura incluyen:
Lengüetas perforadas, para conectar alambres o flechas a
piezas de lamina metálica
Protuberancias estampadas, se forman protuberancias en
una pieza y se aplanan sobre la pieza ensamblada
correspondiente
Costura, donde los bordes de dos piezas de lamina metálica
separadas, o los bordes opuestos de la misma pieza, de doblan
para formar la costura de sujeción; el metal debe ser dúctil
para que sea factible el doblado
Formación de molduras, en la cual una pieza con
forma de tubo se conecta a una flecha mas pequeña,
y el diámetro exterior se deforma para producir una
interferencia alrededor de toda la circunferencia
Formación de depresiones, formación de simples
indentaciones redondas en una pieza externa para
que retenga una pieza interna.
DISEÑO PARA ENSAMBLES(D
FA)
La clave para un diseño de ensamble exitoso se
plantea en términos simples:
Diseñar el producto con la menor cantidad de
piezas posibles
Diseñar las piezas restantes para que se ensamblen
con facilidad
PRINCIPIOS GENERALES DEL DFA
Usar la menor cantidad de piezas para reducir
la cantidad de ensambles requeridos. Se realiza
al combinar funciones dentro de la misma pieza.
Reducir la cantidad de sujetadores roscados
requeridos. Los componentes se deben diseñar para
utilizar ajustes de agarre automático, anillos de
retención, sujetadores integrales y mecanismos de
sujeción similares.
Estandarizar los sujetadores.
Reducir dificultades de orientación de las
piezas. Esto permite que el manejo y la inserción
sean fáciles durante el ensamble.
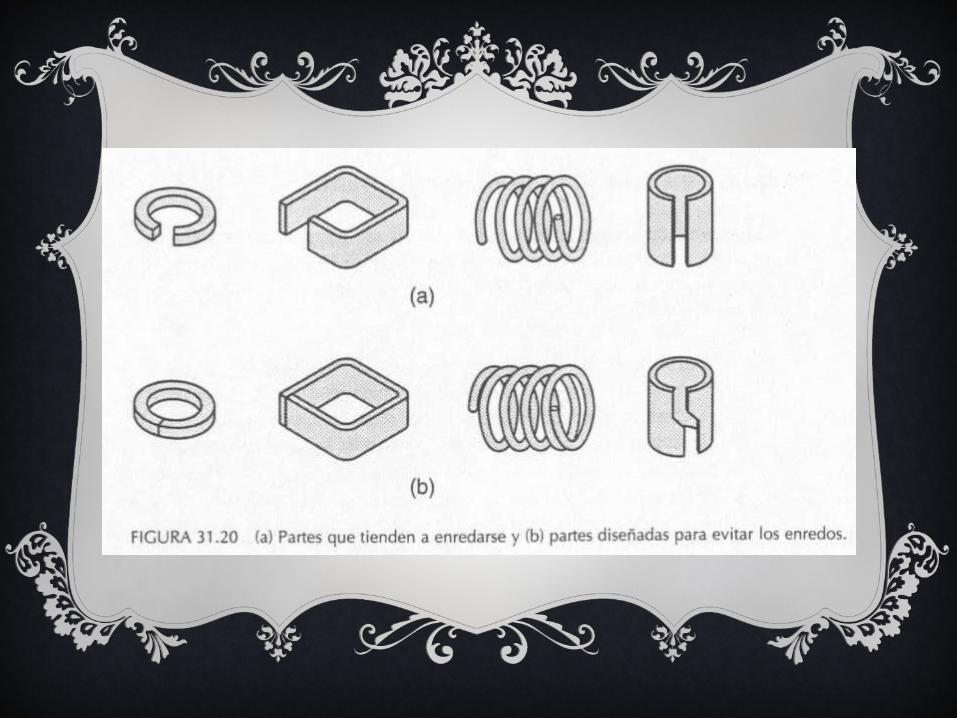
Evitar las piezas que se enreden. Ciertas
configuraciones de piezas tienen mayor probabilidad
de enredarse en secciones de piezas, lo que frustra a
los ensambladores o atora a los alimentadores
automáticos.
DISEÑO PARA ENSAMBLE AUTOMATIZADO
Las siguientes son algunas recomendaciones y principios que
se aplican en el diseño de productos para facilitar el ensamble
automatizado:
Usar la modularidad en el diseño de productos. Aumenta
la cantidad de tareas separadas que se realizan mediante un
sistema de ensamble automatizado reducirá la confiabilidad del
sistema.
Reducir la necesidad de que se manejen varios
componentes a la vez. Separar las operaciones en estaciones
diferentes, en lugar de manejar y sujetar simultáneamente
varios componentes en la misma estación de trabajo.
Limitar las direcciones requeridas de acceso.
Esto significa que debe reducirse el numero de
direcciones en las cuales se añaden componentes
nuevos en el subensamble existente.
Componentes de alta calidad.
Usar ajustes de agarre automático. Elimina la
necesidad de sujetadores roscados. El ensamble se
realiza mediante la inserción simple.