Ensayos no destructivos para determinación de grietas de ...
54
1 Ensayos no destructivos para determinación de grietas de juntas adhesivas David Fernando Mancilla Galán [email protected] Estudiante de Ingeniería Mecánica 200912204 Asesor: Juan Pablo Casas Rodríguez, PhD. Profesor Asistente de Ingeniería Mecánica [email protected] DEPARTAMENTO DE INGENIERÍA MECÁNICA BOGOTA, COLOMBIA JUNIO 10 DEL 2013 PRIMER SEMESTRE DEL 2013
Transcript of Ensayos no destructivos para determinación de grietas de ...

1
Ensayos no destructivos para determinación de grietas de juntas adhesivas
David Fernando Mancilla Galán
Estudiante de Ingeniería Mecánica
200912204
Asesor: Juan Pablo Casas Rodríguez, PhD.
Profesor Asistente de Ingeniería Mecánica
DEPARTAMENTO DE INGENIERÍA MECÁNICA BOGOTA, COLOMBIA JUNIO 10 DEL 2013
PRIMER SEMESTRE DEL 2013

2

3
AGRADECIMIENTOS
En la búsqueda del éxito, no solo en este proyecto de grado sino en mi desarrollo personal, quisiera agradecerles a todas aquellas personas que me brindaron ayuda y apoyo incondicional. A mis padres, Fernando y Cristina, por confiar siempre en mí y apoyarme en todas la decisiones tomadas. A mi hermano, Eduardo, porque estar siempre ahí en el momento que lo necesitaba. Al profesor Juan Pablo Casas, por apoyarme a lo largo del proyecto brindándome su asesoría, confianza y amistad. A la empresa Amcol Ingenieria Ltda, por el interés en este proyecto y disposición de todos los equipos y servicios utilizados a lo largo de este. Por último, a todos mis amigos que estuvieron pendientes del desarrollo de este proyecto y su preocupación por sacarlo adelante.

4
Contenido Listado de ilustraciones .............................................................................................................................. 6
Listado de gráficas ...................................................................................................................................... 7
Listado de tablas ......................................................................................................................................... 8
Listado de símbolos .................................................................................................................................... 9
Capítulo 1 .................................................................................................................................................. 10
Introducción ............................................................................................................................................. 10
Objetivos del proyecto ......................................................................................................................... 11
1.1 Objetivo General ..................................................................................................................... 11
1.2 Objetivos Específicos ............................................................................................................... 11
Capítulo 2 .................................................................................................................................................. 12
Marco Teórico .......................................................................................................................................... 12
2.1. Introducción ............................................................................................................................. 12
2.2. Uniones adhesivas ................................................................................................................... 13
2.3. Técnicas No Destructivas ......................................................................................................... 15
2.3.1. Técnicas no ultrasónicas...................................................................................................... 15
Termografía .......................................................................................................................................... 15
Radiografía ........................................................................................................................................... 16
Liquido Penetrantes ............................................................................................................................. 17
2.3.2. Técnicas Ultrasónicas .......................................................................................................... 18
Pulse Echo Ultrasonido ........................................................................................................................ 18
Ultrasonido Transmisor – Receptor ..................................................................................................... 19
Ultrasonido por inmersión ................................................................................................................... 19
Bond Testers ......................................................................................................................................... 20
Capítulo 3 .................................................................................................................................................. 22
Ultrasonido en Uniones Adhesivas .......................................................................................................... 22
3.1. Introducción ............................................................................................................................. 22
3.2. Teoría de la propagación en uniones adhesivas ..................................................................... 23
3.3. Implementación de la técnica ................................................................................................. 25
3.4. Modos de onda ........................................................................................................................ 27
3.5. Campo de Sonido ..................................................................................................................... 27
3.6. Reflexión y Refracción ............................................................................................................. 28
3.7. Representación de los resultados ........................................................................................... 29
3.7.1. Scan – A ................................................................................................................................ 29

5
3.7.2. Scan – C ................................................................................................................................ 29
3.7.3. Scan - S ................................................................................................................................. 30
Capítulo 4 .................................................................................................................................................. 31
Materiales y Desarrollo Experimental ..................................................................................................... 31
4.1. Introducción ............................................................................................................................. 31
4.2. Materiales ................................................................................................................................ 31
4.3. Manufactura de probetas ....................................................................................................... 32
4.4. Equipos utilizados .................................................................................................................... 34
4.5 Procedimiento Experimental .................................................................................................. 35
4.6 Simulación por elementos finitos ........................................................................................... 38
4.7 Método acústico estructural ................................................................................................... 38
4.8 Geometría ................................................................................................................................ 38
4.9 Malla y Tipo de Elemento ........................................................................................................ 39
4.10 Definición del problema .......................................................................................................... 40
Capítulo 5 .................................................................................................................................................. 41
Resultados y Análisis ................................................................................................................................ 41
5.1 Introducción ............................................................................................................................. 41
5.2 Barrido de Pruebas .................................................................................................................. 41
5.3 Pruebas ultrasónicas en Probeta tipo I ................................................................................... 43
5.4 Pruebas ultrasónicas en Probeta tipo II .................................................................................. 44
5.5 Probeta con elemento metalico .............................................................................................. 46
5.6 Probeta tipo II con error de experimentador ......................................................................... 47
5.7 Simulación de elementos finitos COMSOL ............................................................................. 48
Capítulo 6 .................................................................................................................................................. 51
Conclusiones ............................................................................................................................................. 51
Trabajos Futuros .................................................................................................................................. 52
Referencias ............................................................................................................................................... 53

6
Listado de ilustraciones Ilustración 1. Modelo de unión adhesiva y falla (Cohesiva – Adhesiva)[4] ............................................... 14
Ilustración 2. Resultados experimentales Dattoma .................................................................................. 16
Ilustración 3. Resultados de pruebas rayos X Doyum ............................................................................... 17
Ilustración 4. Prueba de ultrasonido [4] ................................................................................................... 18
Ilustración 5. Prueba de adhesión “Bond Tester” con un equipo comercial ............................................ 21
Ilustración 6. Defectos que pueden ser encontrados en adhesivos. ........................................................ 22
Ilustración 7. Régimen ultrasónico ........................................................................................................... 22
Ilustración 8. Representación esquemática de la interacción planar en unión adhesiva ......................... 24
Ilustración 9. Prueba de ultrasonido básica .............................................................................................. 26
Ilustración 10. Pulso incidente, reflejado y transmitido ........................................................................... 26
Ilustración 11. Onda longitudinal .............................................................................................................. 27
Ilustración 12 Onda transversal o de corte ............................................................................................... 27
Ilustración 13. Campo de sonido .............................................................................................................. 28
Ilustración 14. Ejemplo de Scan - A ........................................................................................................... 29
Ilustración 15. Representación ultrasónica Scan - C ................................................................................. 30
Ilustración 16. Representación Scan – A y Scan S. .................................................................................... 30
Ilustración 17. Ilustración esquemática de las probetas usadas .............................................................. 32
Ilustración 18. Probeta con defecto 1 ....................................................................................................... 33
Ilustración 19. Probeta con defecto 2 ....................................................................................................... 33
Ilustración 20. Probeta con elemento metálico como defecto ................................................................ 33
Ilustración 21. Probeta con error por parte del experimentador ............................................................. 33
Ilustración 22. Transductor angular. Ilustración 23. Transductor lineal .............................................. 34
Ilustración 24. Desarrollo de prueba con Encoder ................................................................................... 34
Ilustración 26. Representación Scan - S .................................................................................................... 35
Ilustración 25. Representación Scan - A.................................................................................................... 35
Ilustración 28. Modelo CAD del adhesivo analizado ................................................................................. 39
Ilustración 27. Modelo CAD ...................................................................................................................... 39
Ilustración 29. Scan – S probeta defecto I ................................................................................................ 43
Ilustración 30. Espectro Scan – A probeta defecto I ................................................................................. 43
Ilustración 31. Patrón de frecuencia esperado ......................................................................................... 43
Ilustración 32. Vista sectorial y Scan – A para probeta tipo II .................................................................. 44
Ilustración 33. Vista sectorial y Scan – A para probeta con elemento metálico ....................................... 46
Ilustración 34. Barrido Scan – C para probeta II con error ....................................................................... 48
Ilustración 35. Resultados gráficos de COMSOL y representación con modelo CAD (Vista Superior) ..... 48
7
Listado de gráficas Gráfica 1. Cambio del espesor de la cinta aislante a distintas frecuencias. ............................................. 44
Gráfica 2. Cambio del espesor de teflón a distintas frecuencias usadas .................................................. 45
Gráfica 3. Cambio de espesor del elemento mecánico a distintas frecuencias usadas para la probeta con
elemento mecánico .................................................................................................................................. 47
Gráfica 4. Resultados COMSOL ................................................................................................................. 49

8
Listado de tablas Tabla 1. Propiedades adhesivo ................................................................................................................. 31
Tabla 2. Propiedades aluminio (Adherente) ............................................................................................. 31
Tabla 3. Dimensiones de los especímenes de prueba .............................................................................. 32
Tabla 4. Generalidades de la prueba ultrasónica lineal ............................................................................ 35
Tabla 5. Modificaciones a la norma ASTM E1495 ..................................................................................... 36
Tabla 6. Generalidades de la prueba ultrasónica angular. ....................................................................... 36
Tabla 7. Liquido acoplante empleado en las pruebas. .............................................................................. 36
Tabla 8. Propiedades del transductor lineal ............................................................................................. 37
Tabla 9. Propiedades del transductor angular de doble elemento .......................................................... 37
Tabla 10. Límite de prueba para probeta con defecto 1. ......................................................................... 42
Tabla 11. Límite de prueba para probeta con defecto 2. ......................................................................... 42
Tabla 12. Límite de prueba para probeta con elemento metálico. .......................................................... 42

9
Listado de símbolos
λ Longitud de Onda
c Velocidad del sonido
Frecuencia
Angulo de incidencia del transductor
Angulo de refracción deseado
Velocidad del sonido en el transductor
Velocidad del sonido de la onda transversal en el material de prueba
µ Parámetro de Lame
Vector de desplazamiento
Velocidad de onda longitudinal
Velocidad de onda transversal

10
Capítulo 1 Introducción
El diseño de uniones para ensamblar piezas separadas se ha convertido en un área de investigación de
gran importancia, debido a la eficiencia estructural que se debe establecer. Las uniones adhesivas,
están jugando un papel muy importante en un amplio rango de aplicaciones, ya que el uso de estas se
da gracias a que distribuyen la carga sobre un área mayor, no requieren agujeros y agregan una
pequeña cantidad de peso además de tener una resistencia superior a fatiga. En vista de que estas
uniones tienen una vida útil prolongada, el diseño y prueba de juntas adhesivas ha sido de vital
importancia en los últimos años, no solamente en el sector aeronáutico, sino también en el área
automotriz, marina y de construcción. Un claro ejemplo, es el amplio uso de estas uniones en el sector
de automóviles, ya que disminuye el peso del vehículo en comparación al uso de uniones mecánicas,
mejorando la rigidez del chasis, resistencia a los choques en caso de un impacto, permitiendo la unión
de materiales disimiles. El diseño de juntas adhesivas está definido por las propiedades físicas del
adhesivo, y por los esfuerzos estáticos y cíclicos a los que la pieza va a estar sometida. [1]
Un parámetro relevante para el diseño de uniones adhesivas, es la predicción de la iniciación y
propagación de grietas en el adhesivo. En la industria aeroespacial y automotriz, los adhesivos son
usados de una manera muy cautelosa debido a las consecuencias tan extremas en caso de falla, razón
por la que en muchos casos de sobre diseñan los elementos con el fin de tener valores de factores de
seguridad aceptables. Es allí donde los ensayos no destructivos, que se entienden como métodos que
permiten obtener información sobre propiedades, estructuras, condiciones de una material o
componente sin modificar la integridad física para el servicio, aseguran las condiciones de
funcionalidad y contabilidad de un producto dentro de requerimientos y especificaciones de diseño.
Estos ensayos, permiten detectar discontinuidades sin destrucción de piezas, es decir, un primer paso
de detención. Seguidamente se procede con un paso de evaluación, donde se determina la ubicación,
orientación, forma, tamaño y tipo de discontinuidad, y por último, un paso de clasificación, que
permite establecer la calidad del material, teniendo en cuenta el estudio de los resultados obtenidos y
en el estado crítico de los defectos de acuerdo a normas de calidad y objetivos de diseño,
representando de esta manera un control de calidad a las piezas. [4]
A pesar de las potenciales ventajas que ofrecen las uniones adhesivas, el uso de estas ha sido limitada
debido a la falta de procedimientos no destructivos que garanticen la confiabilidad de las uniones
adhesivas. Existen tres tipos de defectos que pueden ser inspeccionados, el primero, porosidades o

11
“disbonds” en la capa adhesiva, el segundo tipo, baja cohesión, por ejemplo una capa de adhesivo débil
y por último, la baja adhesión entre el adhesivo y los adherentes. Dentro de las técnicas no destructivas
más utilizadas en la industria, se encuentra el ultrasonido, dado a que este permite medir y cuantificar
gran cantidad de los defectos mencionados anteriormente, además de ser el más adecuado en cuanto
a su facilidad y resultados inmediatos.
Dado a que no existe una técnica no destructiva apropiada, confiable y con una amplia investigación en
la industria nacional, que permita determinar el control de calidad en uniones adhesivas para la
determinación de defectos como grietas y porosidades, en este proyecto de grado, se hará uso del
ultrasonido en uniones adhesivas, para la medición de defectos en configuraciones de traslape simple
de metal-adhesivo-metal.
Objetivos del proyecto
1.1 Objetivo General
Identificación de grietas en uniones adhesivas, vistas a través del uso de ensayos no
destructivos, específicamente ensayos ultrasónicos.
1.2 Objetivos Específicos
Identificación y selección de prueba(s) no destructiva(s) para visualización de defectos al
interior del adhesivo y selección de normas estandarizadas para diseño y manufactura de
especímenes de prueba.
Realización de pruebas no destructivas a especímenes para evaluación y comprobación de
análisis de resultados
Desarrollo de simulación por elementos finitos para la comparación con resultados
experimentales.

12
Capítulo 2 Marco Teórico
2.1. Introducción
En ingeniería, el correcto funcionamiento y control de calidad se asegura mediante la implementación
de ensayos no destructivos, estos además permiten determinar la integridad del material o pieza que
se está inspeccionando. Los ensayos no destructivos juegan un papel crucial, al asegurar el costo
efectivo de operación, seguridad y confiabilidad. Estos ensayos tienen un amplio rango de aplicabilidad
en la industria y pueden ser implementados en cualquier etapa o ciclo de vida de los componentes que
se desean analizar. Algunas áreas de aplicabilidad son, aeroespacial, generación de energía, sector
automotriz petroquímico y especialmente sector petrolero. La implementación de estos ensayos es
importante ya que describe que puede ser aceptado y que puede ser rechazado en la industria, esto se
determina mediante la especificación de parámetros y normas estandarizadas, como las ASTM, ASNT
entre otras, donde se enuncian los requerimientos mínimos que deben cumplir las piezas para evitar
que fallen.
Los adhesivos estructurales son métodos de sujeción que además de poder mantener el peso del
adherente, pueden soportar cargas mayores. La mayoría de adhesivos estructurales al ser
implementados o después de un cierto tiempo de uso, pueden presentar defectos que mediante el uso
de pruebas no destructivas se pueden detectar y evitar la falla por fluencia o fatiga.
Este capítulo tiene como objetivo hacer una descripción de los conceptos relacionados a los ensayos no
destructivos en uniones adhesivas con el fin de tener un mejor entendimiento del proyecto, estos son:
Juntas adhesivas de traslape simple (SLJ)
Ensayos no destructivos utilizados en la industria.

13
2.2. Uniones adhesivas
Las juntas adhesivas, son uniones entre materiales con propiedades distintas o materiales disimiles.
Debido a su alta fuerza de unión y confiabilidad las uniones adhesivas ofrecen ventajas importantes
sobre otros métodos de sujeción como soldadura, uso de remaches o sujeciones mecánicas. Algunas
ventajas son:
Distribuye los esfuerzos de manera más uniforme y minimiza las áreas donde existen
concentradores de esfuerzos.
Permite una superficie y construcción más aerodinámica, es decir, sin tantos cambios
superficiales.
Permite unir materiales disimiles y minimiza la posibilidad de corrosión.
Facilita la fabricación de piezas complejas.
Provee buen amortiguamiento y vibraciones en la estructura.
Puede ser usado como sellante de líquidos o gases, además de un buen aislante eléctrico.
Puede reducir el costo de fabricación y manufactura de una pieza.
Sin embargo, las uniones adhesivas también presentan desventajas y limitaciones:
No permiten la examinación visual de la zona de unión and como resultado el control de
calidad es más difícil.
Generalmente el servicio se restringe a temperaturas mayores a 180°C.
Requiere de un proceso estricto para la manufactura y curado.
Las uniones adhesivas han sido ampliamente usadas en la fabricación de componentes para el sector
aeroespacial, aviones, helicópteros misiles etc. La primera razón se su implementación es la
disminución en el peso, como se ve en el fuselaje, alas entre otros. Adicionalmente, las uniones
adhesivas han sido ampliamente usadas en otras industrias como la automotriz o electrónica donde la
implementación de estas facilita la manufactura de una pieza o componente especifico.
Como sistema de unión de materiales, los adhesivos ocupan un lugar que en ocasiones comparten con
otros sistemas de unión. Sin embargo, los adhesivos requieren conocimientos básicos para un
adecuado uso y sólo a través de un diseño adecuado de la unión se logran resultados satisfactorios. La
necesidad de conocer la condición del adhesivo, se ha convertido en motivación para el desarrollo y
mejoramiento de pruebas no destructivas, determinando así una aproximación de la vida remanente
de ciertas piezas.
14
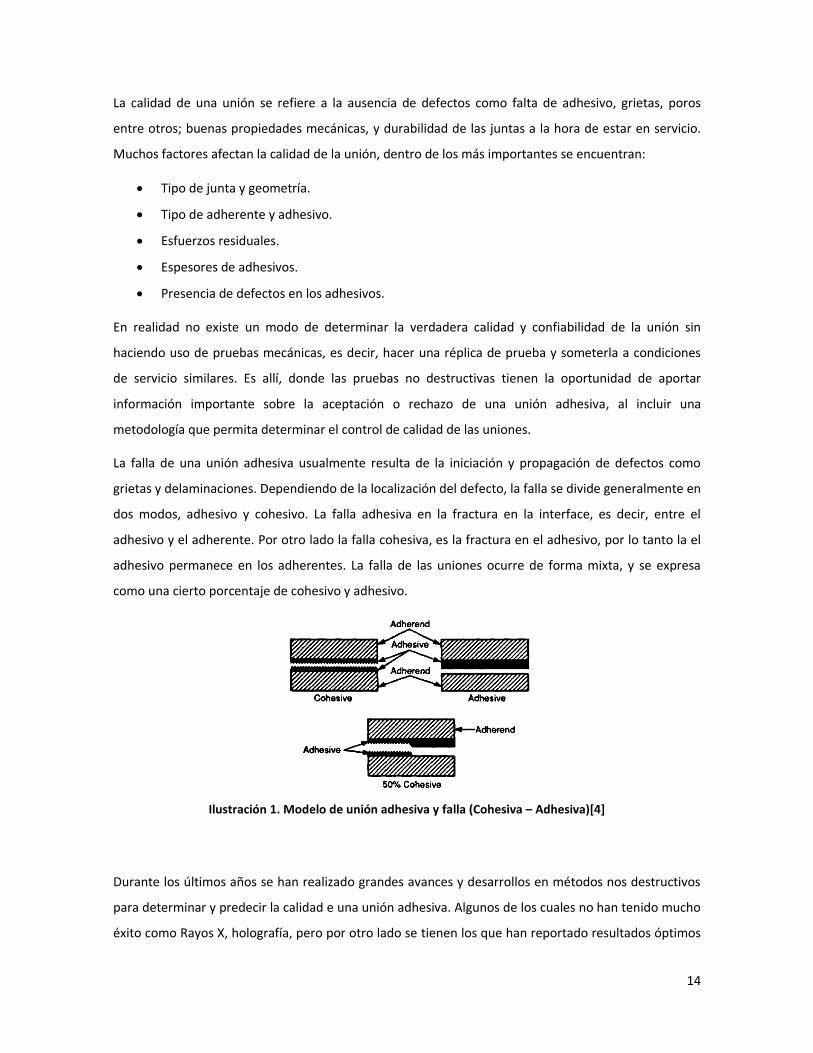
La calidad de una unión se refiere a la ausencia de defectos como falta de adhesivo, grietas, poros
entre otros; buenas propiedades mecánicas, y durabilidad de las juntas a la hora de estar en servicio.
Muchos factores afectan la calidad de la unión, dentro de los más importantes se encuentran:
Tipo de junta y geometría.
Tipo de adherente y adhesivo.
Esfuerzos residuales.
Espesores de adhesivos.
Presencia de defectos en los adhesivos.
En realidad no existe un modo de determinar la verdadera calidad y confiabilidad de la unión sin
haciendo uso de pruebas mecánicas, es decir, hacer una réplica de prueba y someterla a condiciones
de servicio similares. Es allí, donde las pruebas no destructivas tienen la oportunidad de aportar
información importante sobre la aceptación o rechazo de una unión adhesiva, al incluir una
metodología que permita determinar el control de calidad de las uniones.
La falla de una unión adhesiva usualmente resulta de la iniciación y propagación de defectos como
grietas y delaminaciones. Dependiendo de la localización del defecto, la falla se divide generalmente en
dos modos, adhesivo y cohesivo. La falla adhesiva en la fractura en la interface, es decir, entre el
adhesivo y el adherente. Por otro lado la falla cohesiva, es la fractura en el adhesivo, por lo tanto la el
adhesivo permanece en los adherentes. La falla de las uniones ocurre de forma mixta, y se expresa
como una cierto porcentaje de cohesivo y adhesivo.
Ilustración 1. Modelo de unión adhesiva y falla (Cohesiva – Adhesiva)[4]
Durante los últimos años se han realizado grandes avances y desarrollos en métodos nos destructivos
para determinar y predecir la calidad e una unión adhesiva. Algunos de los cuales no han tenido mucho
éxito como Rayos X, holografía, pero por otro lado se tienen los que han reportado resultados óptimos

15
como los métodos ultrasónicos. A continuación, se enunciaran y explicaran brevemente algunas de
estas técnicas No Destructivas.
2.3. Técnicas No Destructivas
Desafortunadamente una gran desventaja de las uniones adhesivas una vez ya ensambladas, radica en
que no es posible o es muy complicado, realizar una inspección visual de la pieza. Inicialmente, se
realizan pruebas mecánicas donde se hace una réplica de la pieza, donde los resultados obtenidos son
comparados con requerimientos o estándares específicos para determinar si estas son o no aceptadas.
Adicionalmente se realizan pruebas No-Destructivas que son las que definen la aceptación o rechazo
final de las piezas. Con estas pruebas se conoce el estado interno de las piezas y determinar qué tan
buenas o malas están para la respectiva aplicación. Estas pruebas son económicas, además de que se
pueden hacer sobre cualquier ensamble.
2.3.1. Técnicas no ultrasónicas
Termografía
Técnicas termografías utilizan la energía para calentar una pieza, y se monitorea y analiza la interacción
de esta energía con cuando esta atraviesa el objeto que se está inspeccionando.
Esta técnica puede es pasiva cuando se utiliza una fuente de calor externa, y activa cuando se usa
energía interna que se genera cuando una fuerza externa es aplicada generando calentamiento dentro
de la pieza. En la práctica, se usan cámaras infrarrojas para ver el comportamiento térmico, cuando
existe algún defecto, este se evidencia porque aparece una conductividad térmica menor o distinta la
del material de la pieza inspeccionada. También se pueden ver a través de la cámara térmica cuando la
temperatura es más alta (roja) ya que no existe una conductividad del material
Trabajos realizados por McLaughlin y Reynolds [13] muestran que la termografía puede ser utilizada
para determinar delaminaciones y falta de adhesivo, sin embargo, muy poco trabajo se ha hecho con
esta técnica para determina la calidad de la unión.

16
En un procedimiento experimental realizado por Dattoma et al [1], se usa la técnica de termografía
para la determinación de defectos típicos en uniones adhesivas con compuestos. Después de realizar
estas pruebas a diferentes configuraciones de especímenes, este fue aplicado en la estructura de una
turbina de aire. Los resultados cumplieron las expectativas y confirmaron la credibilidad de esta técnica
en distintos ambientes, en laboratorio y en servicio.
Ilustración 2. Resultados experimentales Dattoma
Radiografía
Esta técnica es muy usada en detectar defectos en uniones adhesivas metal – metal. Esta técnica se
refiere a la penetración de partículas nucleares o atómicas para obtener una imagen del objeto, los
métodos más comunes son usando fuentes de rayos gama, tubos de rayos x o fuentes de neutrones.
Cada una de estas tiene energía para iluminar el objeto. La radiación pasa a través del material de
prueba y usualmente se refleja en una película radiográfica En este caso para ver los defectos del
adhesivo, este debe tener un relleno de metal, con el fin de que lo opaque y crear el suficiente
contraste para poder ver los defectos. Durante el desarrollo de la técnica el radiólogo puede detectar
concentraciones de adhesivos y evaluar la calidad del adhesivo, controlando el paso de rayos x al
material. Otros resultados observables son burbujas de aire. Dance y Petersen [14] demostraron que
usando una fuente radioactiva de Californio – 252 es posible detectar defectos en adhesivos tales como
grietas, también detectaron el daño en estructuras Honeycomb que contiene presencia de
contaminantes y falta de adhesivo debido a la ausencia de adhesivo. Se hicieron pruebas en
Honeycomb ya que, sus propiedades permiten un buen flujo de rayos-Gamma y rayos-X y los
resultados son comparables con otras pruebas no destructivas.

17
Estudios recientes realizados por Doyum [19], muestran la efectividad y sensibilidad de métodos de
rayos X para la caracterización y clasificación de defectos en honeycomb. Se determinó que la
radiografía es una técnica muy confiable para determinar defectos o daños, intrusiones de fluidos y
espacios de aire que ocurren durante el llenado con adhesivo. Esta técnica tuvo como resultado la
caracterización adecuada de la mayoría de defectos en honeycombs. A continuación se muestra una
porosidad en el adhesivo, vista en el negativo de una impresión realizada a por medio de rayos x.
Ilustración 3. Resultados de pruebas rayos X Doyum
Liquido Penetrantes
Esta tecnica se basa en el fenomeno de capilaridad que permite evidenciar rapida y confiablemente
defectos en la superficie tales como fisura, grietas, pliegues entre otros sobre cualquier componente
independientemente de la geometria y material de la pieza.
Generalmente, la superficie se debe limpiar exhaustivamente permietiendo que el liquido entre en
contacto con la superficie, posteriormente se procede la aplicación de un solvente que deja los
penertantes en el defecto y por ultimo se usa un revelador que permite que los penetrantes brillen de
tal forma que los defectos sean mas faciles de ver. Para uniones adhesivas esta tecnica no ha ido
analizada ni estudiada debido a que unicamente sirve para detectar defectos en la superficie, esta se
implementa en gran medida en superficies metalicas. De igual forma no existen trabajos que
implementen esta tecnica.

18
2.3.2. Técnicas Ultrasónicas
Las técnicas ultrasónicas se refieren al proceso de inspección en el que se usa un transductor
piezoeléctrico el cual genera e induce energía ultrasónica en el material. Esta energía interactúa con el
material que se está inspeccionando propagandoce a lo largo de este y retornando la energia cada ves
que exista un cambio en las propiedades acusticas del material. La condicion del material afecta la
amplitud y frecuencia de la onda, asi como la propagación de la onda. En algunos casos unicamente se
usa la aomlitud de la onda para evaluar la calidad del adhesivo, en otros, unicamente la frecuencia
empleada.
Gran cantidad de trabajo se ha realizado implementado técnicas ultrasónicas para determinar la
calidad de las uniones adhesivas. El trabajo consiste en estudiar la respuesta del material a distintos
tipos de ondas, ya sean, longitudinales, transversales, de superficie o de interferencia. A continuación
se muestra una pequeña descripción técnicas ultrasónicas que son implementadas en uniones
adhesivas:
Pulse Echo Ultrasonido
Esta técnica permite determinar la calidad del adhesivo evaluando la interacción del haz
ultrasónico con los bordes del adhesivo. En este sao pueden ocurrir distintas reflexiones. Si existe una
buena adhesión, una pequeña reflexión se debe observar. Si existe algún defecto en el adhesivo, la
reflexión aumentara debido a no solamente el cambio de impedancias entre los materiales, sino
también debido a la presencia de aire. Como se ve en la siguiente ilustración:
Ilustración 4. Prueba de ultrasonido [4]

19
Trabajos realizados por Tattersall [15] muestran que las grietas son comúnmente detectadas, ya que
estas reflejan una buena porción de la energía ultrasónica inducida al transductor/recibidor. Sin
embargo con sus estudios no es posible determinar cuándo una unión buena o mala. El desarrollo una
teoría que indica la amplitud reflejada de una unión adhesiva:
(
)
( )
Donde Z son las impedancias acústicas del adhesivo y del adherente y K es una constante
Ultrasonido Transmisor – Receptor
Las técnicas de ultrasonido utilizan un piezoeléctrico transductor para generar energía ultrasónica en la
pieza que se desea probar. Esta energía viaja a través del material, es decir se propaga, y vuelve a ser
recibida por el transductor (puede ser otro). Esta energía puede ser transmitida en varios modos, como
por ejemplo, longitudinal, cortante o en ondas superficiales. La condición del material afecta la
amplitud y la frecuencia de la onda que viaja atreves de este, en muchos casos se usa la información de
la amplitud para evaluar la calidad de la unión.
Con esta técnica, Alers y Flynn predijeron la calidad cohesiva y adhesiva de uniones adhesivas
basándose en el hecho que los cambios medibles en las propiedades elásticas del adhesivo están
asociadas a los cambios propiedades adhesivas. Este trabajo mostro que estas predicciones se pueden
lograr midiendo la velocidad del sonido y la atenuación en la capa de adhesivo. [17]
Ultrasonido por inmersión
Esta técnica es igual a la mencionada antes, con la única diferencia de que el objeto que se desea
probar está sumergido en un líquido que generalmente es agua, con el fin de mejorar la transferencia
de energía ultrasónica, y la propagación de la onda en el material. Esta técnica se usa cuando la
geometría es muy rugosa o tiene una curvatura especial que requiere de un transductor o palpador
especial. Como ventajas se tiene que es muy fácil ajustar el ángulo de incidencia de la onda y la
velocidad de la prueba es más rápida.
Rose y Meyer [16] utilizaron procedimientos de ultrasonido por inmersión para la predicción y
evaluación de la calidad de la unión en probetas de aluminio – aluminio en traslape simple con un
adhesivo estructural Scotch-Weld 2216. Estas pruebas se realizaron con transductores de ¼’ de

20
diámetro y frecuencias de 10MHz. Los resultados indicaron que es posible detectar defectos tales como
grietas debido a que la energía ultrasónica se propaga a lo largo de todo el adhesivo. También
demostraron que la variación de la calidad de la unión dependía del espesor del adhesivo, que en este
caso lo fijaron en 0.01in, en la preparación superficial de la probeta y en la inspección, análisis y
procesamiento de las señales generadas.
Guyott [1], usó técnicas ultrasónicas para medir frecuencias resonantes en distintas configuraciones de
uniones adhesivas. Desarrollo un modelo que permitía predecir las frecuencias y los modos de
respuesta de distintas uniones, los valores reportados muestran gran concordancia entre lo medido y
lo calculado sobre una gran variedad de adhesivos. De igual forma, reporta que esta técnica puede ser
usada para detectar cambios en el espesor del adhesivo con una precisión que está entre el 10 y el
20%. Como gran conclusión, reporta que esta técnica puede ser usada para monitorear las propiedades
cohesivas de una junta, indicando cuando fallas cuando se hace un proceso de control de calidad y una
reducción de la fuerza de unión entre adhesivo y metal.
Guillemenet & Bistac [3] desarrollaron pruebas en varios especímenes con diferentes configuraciones,
con el objetivo de analizar el desempeño de la unión adhesiva teniendo en cuenta la velocidad la
propagación de la grieta y en la energía que libera al fallar. Esta última hace uso de ensayos no
destructivos como el ultrasonido, aunque se indica que en muchos casos los resultados no fueron
satisfactorios.
Por último, Mark Allin [12] en su tesis de doctorado, usa la técnica de ultrasonido en adhesivos
industriales para automóviles con el fin detectar “disbonds”. Para esto desarrolla un transductor piezo-
eléctrico no resonante, no comercial, que opera en un rango de frecuencias entre 200 – 400 kHz ya que
a bajas frecuencias es posible detectar esta clase de defectos, como resultado, sus pruebas y análisis
fueron implementados en una productora de automóviles en el Reino Unido.
Bond Testers
Estos equipos surgen desde la implementación de los adhesivos en la industria aeroespacial, con el fin
de detectar defectos en adhesivos. El uso de estos equipos es limitado debido a que no son muy
apropiados para la determinación de defectos muy pequeños; estos equipos usan frecuencias
ultrasónicas y basándose en el principio de que la presencia de defectos en la unión altera las
características de la resonancia a través del espesor del adhesivo es posible identificar las
imperfecciones.

21
Con esta técnica, Budenkov et al. Demostró que los bond testers trabajan solamente donde la las
propiedades adhesivas son mayores a las propiedades cohesivas, de esta forma, se puede determinar
una correlación entre la adhesión y las características de la impedancia para cada uno de los
materiales de la unión adhesiva.
Ilustración 5. Prueba de adhesión “Bond Tester” con un equipo comercial

22
Capítulo 3 Ultrasonido en Uniones Adhesivas
3.1. Introducción
Las pruebas de ensayos no destructivos para uniones adhesivas son de gran importancia práctica, la
mayoría de técnicas asociadas con uniones adhesivas son hechas después de que la junta ha sido hecha
o usualmente durante servicio. Aunque diversos ensayos han sido investigados, los métodos
ultrasónicos tienen un gran potencial comparado con los demás, esto se debe a que la ondas
ultrasónicas son sensibles no solamente a defectos como grietas, poros, falta de adherencia, etc, sino
también al comportamiento elástico y visco elástico de los materiales que se están analizando. [9]
Existen tres aplicaciones de métodos ultrasónicos en uniones adhesivas:
Detectar defectos como poros, grietas y desuniones.
Evaluación de las propiedades cohesivas del adhesivo.
Análisis de propiedades entre adhesivo-adherente.
Ilustración 6. Defectos que pueden ser encontrados en adhesivos.
El ultrasonido consiste en introducir ondas de alta frecuencia, es decir mayores a 20kHz, al material,
que serán reflejadas por superficies o grietas (defectos). Esta frecuencia no puede ser detectada por el
oído humano.
Ilustración 7. Régimen ultrasónico
23
Actualmente, no existe un método confiable para detectar defectos en el adhesivo, ni para caracterizar
la fuerza de los adhesivos con métodos no destructivos [7], y a pesar de las muchas ventajas que los
métodos ultrasónicos brindan, existe la falta de investigación y técnicas que permitan evaluar de forma
acertada la degradación del material frente al uso que se le da y a las condiciones ambientales a las
cuales está sometido.
El objetivo principal de este capítulo es describir toda la teoría del modelo ultrasónico para uniones
adhesivas. Este capítulo contiene:
Propagación de la onda ultrasónica en uniones adhesivas.
Implementación de la técnica.
Campo de sonido
Energía reflejada, transmitida y refractada.
Resultados arrojados por los equipos ultrasónicos.
3.2. Teoría de la propagación en uniones adhesivas
El modelamiento de la interacción de las ondas ultrasónicas con juntas adhesivas ha sido estudiado por
Lowe [10], quien desarrollo un método matricial muy general para múltiples capas de adhesivos.
El modelo de la propagación de onda en un material solido homogéneo isotrópico parte de la ecuación
de movimiento de Navier, con la ausencia de fuerzas externas.
( )
Donde los parámetros de Lame están definidos como λ y µ (Modulo Transversal), es la densidad y
es el vector de desplazamiento. Las constantes de Lame con constantes elásticas que caracterizan por
completo el comportamiento elástico de un sólido isotrópico para pequeñas deformaciones.
Al descomponer el desplazamiento en campos longitudinales (primer término) y transversales
(Segundo término), expresándolo como la suma del gradiente de un campo escalar, y un campo
vectorial:
Combinando las ecuaciones 1 y 2 es posible obtener las ecuaciones de onda longitudinal y transversal.

24
Donde los coeficientes son las velocidades de onda longitudinales y transversales en el medio
respectivamente, y se calculan:
√
√
En el caso de estructuras con múltiples capas, se asume que el ancho de la estructura es mucho más
grande que la longitud de la onda ultrasónica, para que el análisis en dos dimensiones sea válido, y por
lo tanto es suficiente considerar cuatro ondas en cada capa, dos longitudinales y dos transversales, las
cuales corresponden al campo incidente y al campo reflejado. El campo incidente es la onda ultrasónica
que entra al material (1), y el campo reflejado es aquel que rebota una vez la onda incidente encuentra
un defecto o imperfección, estos campos se explicaran con más detalle en capítulos posteriores. [10]
Ilustración 8. Representación esquemática de la interacción planar en unión adhesiva
Al enviar una onda ultrasónica al material, una parte será reflejada y transmitida (No reflejada) en la
zona de contacto adherente-adhesivo. Las amplitudes de onda reflejada y onda transmitida para una
señal incidente están en función de las impedancias acústicas de los materiales en contacto; y se
determinan a partir de:

25
Siendo Z la impedancia acústica que está dada por la densidad y la velocidad del sonido en el material
que se está evaluando. Los subíndices 1 y 2 denotan los materiales que se encuentran en la zona de
contacto.
Si un defecto contiene aire o alguna sustancia con densidad baja, este tendrá una baja impedancia
acústica, en relación con la del adhesivo y el adherente. Las burbujas de aire en el adhesivo, pueden ser
causadas por la falta de adhesivo o por la presencia de materiales distintos al adhesivo. La porosidad
del adhesivo es simular a las burbujas de aire, con la única diferencia de que son más pequeñas,
generalmente pueden ser menores a De igual forma, la zonas de “cero-Volumen”
ocurren por errores en la manufactura o por la presencia de contaminantes como, grasa, pegantes
entre otros sobre el adherente. La medida de la energía reflejada o transmitida a través del material,
indica la presencia de un defecto. Los modelos más simples de ultrasonido son válidos cuando el
defecto es superior a una longitud de onda. Por ejemplo, la porosidad generalmente tiene ordenes de
magnitud mucho menores a los de la longitud de onda, por lo que muchas veces es muy difícil
detectarlos y requieren un análisis distinto debido a que la energía se libera en todas las direcciones
atenuando la onda que se está propagando.
3.3. Implementación de la técnica
Ondas de alta frecuencia son introducidas al material de prueba mediante el uso de un transductor,
que usualmente está en contacto con la superficie del material mediante agua o algún líquido que
mejore el contacto entre superficies. El transductor convierte impulsos eléctricos en energía sonora de
alta frecuencia. Al inducirse energía ultrasónica al material, alguna o gran parte de esta es reflejada
discontinuamente.
La reflexión de la energía está en función de relación entre la impedancia acústica de la discontinuidad
y el material base. La impedancia acústica de un material está dada por el producto de la densidad y la
velocidad del sonido del mismo.
Es decir, en la medida que la impedancia sea mayor, se reflejara más energía. En la siguiente ilustración
se muestra una prueba de ultrasonido básica.

26
Ilustración 9. Prueba de ultrasonido básica
La ilustración 9 muestra una prueba de ultrasonido básica. Inicialmente se tiene la inducción de energía
ultrasónica al material a través de un transductor que convierte energía eléctrica (Voltaje) en energía
ultrasónica y viceversa. Se genera una gráfica de tiempo en segundos vs amplitud (Voltaje o Voltaje-s) o
Scan – A, donde se ve que apenas entra una onda ultrasónica, se genera un pulso inicial, al encontrar
una grieta o defecto parte de esta energía se devuelve (Generando G) y otra parte sigue
inspeccionando el material, esta es la energía transmitida; y una vez termina el material, toda la
energía se devuelve generando ER o eco retornado.
De igual forma, a continuación se encuentra una ilustración que explica los fenómenos de reflexión y
transmisión; estos ocurren cuando la onda interactúa con materiales con propiedades acústicas
diferentes.
Ilustración 10. Pulso incidente, reflejado y transmitido

27
3.4. Modos de onda
Existen unas ondas llamadas, ondas longitudinales, estas consisten de partículas que vibran en la
dirección de movimiento de la onda. Estas ondas se pueden propagar en sólidos, líquidos y gases.
Ilustración 11. Onda longitudinal
De igual forma, en materiales solidos es posible que el movimiento de la partícula este a ciertos
ángulos de la dirección de la propagación de la onda, estas con conocidas como ondas de corte o
transversales.
Ilustración 12 Onda transversal o de corte
La longitud de onda está dada por:
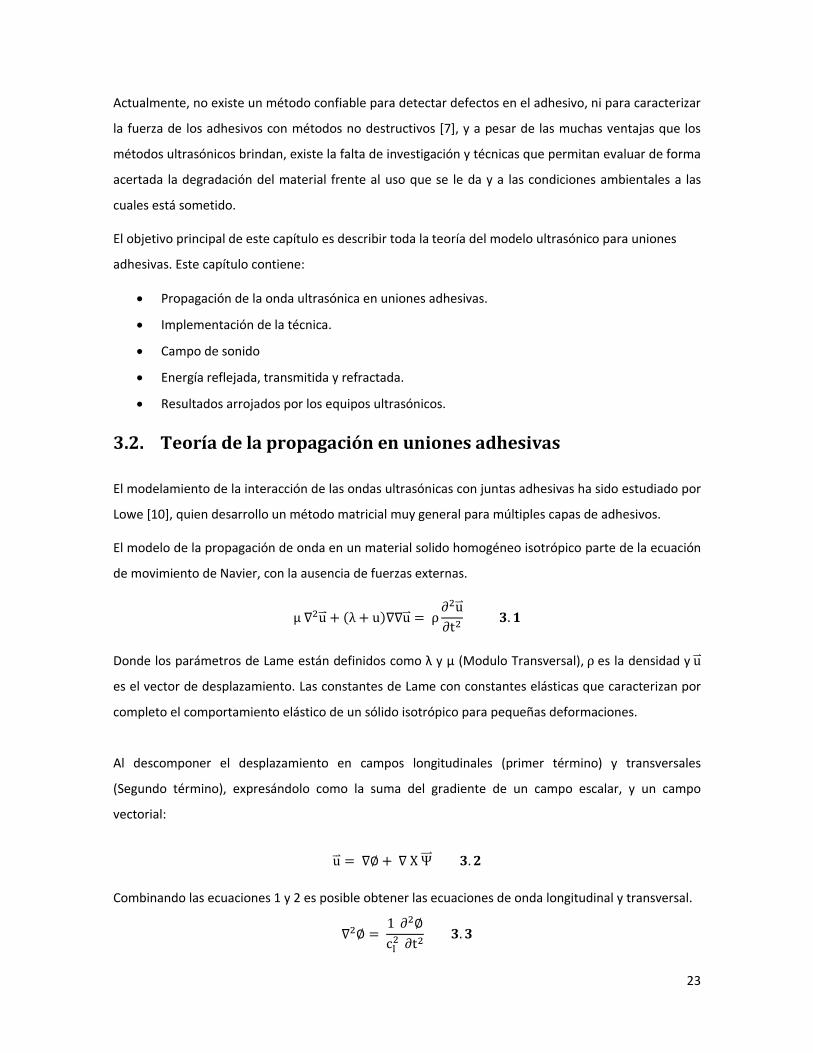
3.5. Campo de Sonido
El campo de sonido o forma del haz, está definido por el diámetro y la frecuencia del cristal del
transductor, además de la velocidad del sonido en la pieza de prueba. La sensibilidad es máxima
cuando el haz es lo más estrecho posible, es decir, tan pronto sale del transductor. El diámetro del haz
tiende a incrementarse respecto al ángulo de incidencia o refracción. La ilustración 13 muestra cómo
cambia la intensidad del campo de sonido en dos direcciones. En la gráfica de la parte izquierda se
pude ver la intensidad definiendo el diámetro del transductor, donde se ve que la máxima intensidad
del campo ocurre en la mitad del eje. En la parte superior esta la intensidad del campo de sonido que
28
sale del diámetro transductor a lo largo del material que se está analizando, este campo va
disminuyendo a medida que se avanza.
Ilustración 13. Campo de sonido
3.6. Reflexión y Refracción
Si una onda ultrasónica entra a una superficie a un ángulo distinto a 90º, la reflexión, refracción y modo
de conversión1ocurren de acuerdo a la ley de Snell.
A medida que la velocidad de las ondas longitudinales es mayor que la transversal, los ángulos de
reflexión y refracción longitudinales también van a ser mayores.
Mientras si la incidencia de la onda ultrasónica se hace a 90º entre dos materiales disimiles, parte de
esta energía será reflejada a la interface, y las amplitudes de las componentes reflejadas y transmitidas
serán definidas por la impedancia acústica de los dos materiales.
1 Proceso en el cual una onda de un modo dado de propagación es causada para generar onda de otro modo
de propagación ya sea por reflexión o propagación.
29
3.7. Representación de los resultados
La información de las pruebas ultrasónicas puede ser representada en tres formatos básicos, estos son:
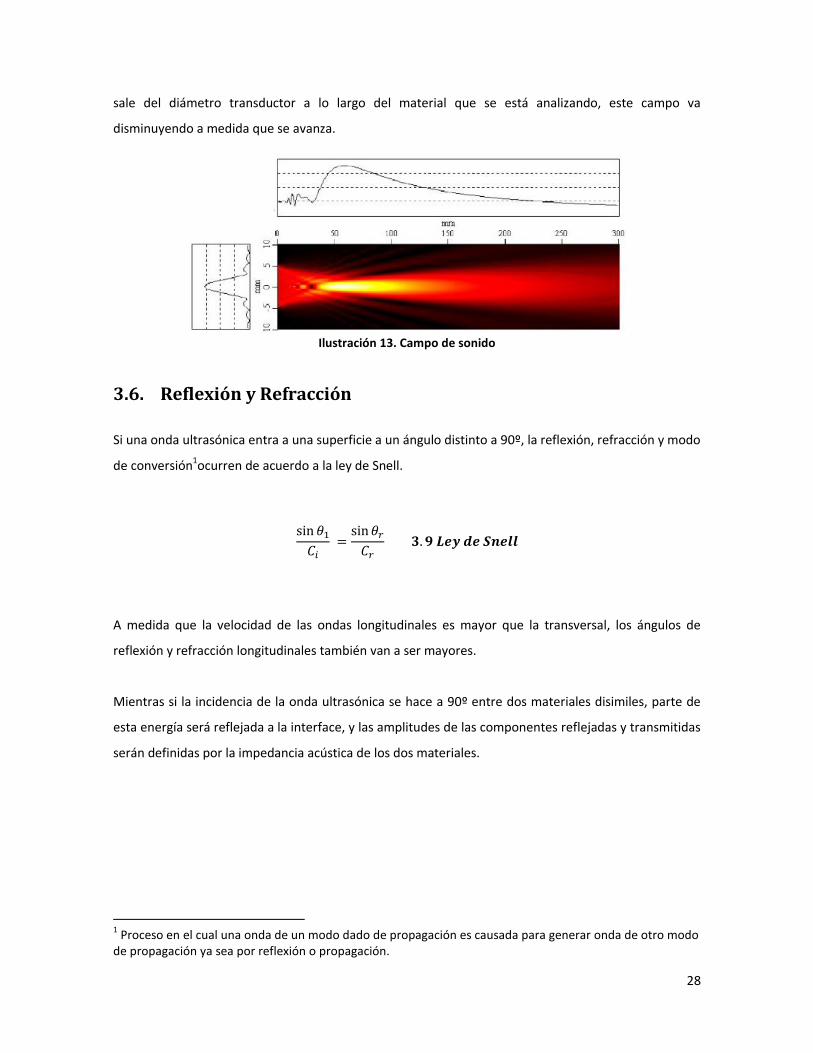
3.7.1. Scan – A
Esta es una representación la cual recibe un impulso de amplitud que es graficado en el eje Y. El tiempo
de viaje de la onda ultrasónica es representado como un desplazamiento en el eje X. En otras palabras,
este formato muestra la cantidad de energía ultrasónica recibida en función del tiempo, donde la
discotinuidad o defecto se puede estimar comparando la amplitud de la señal y la distancia entre
amplitudes (Eje horizontal).
Ilustración 14. Ejemplo de Scan - A
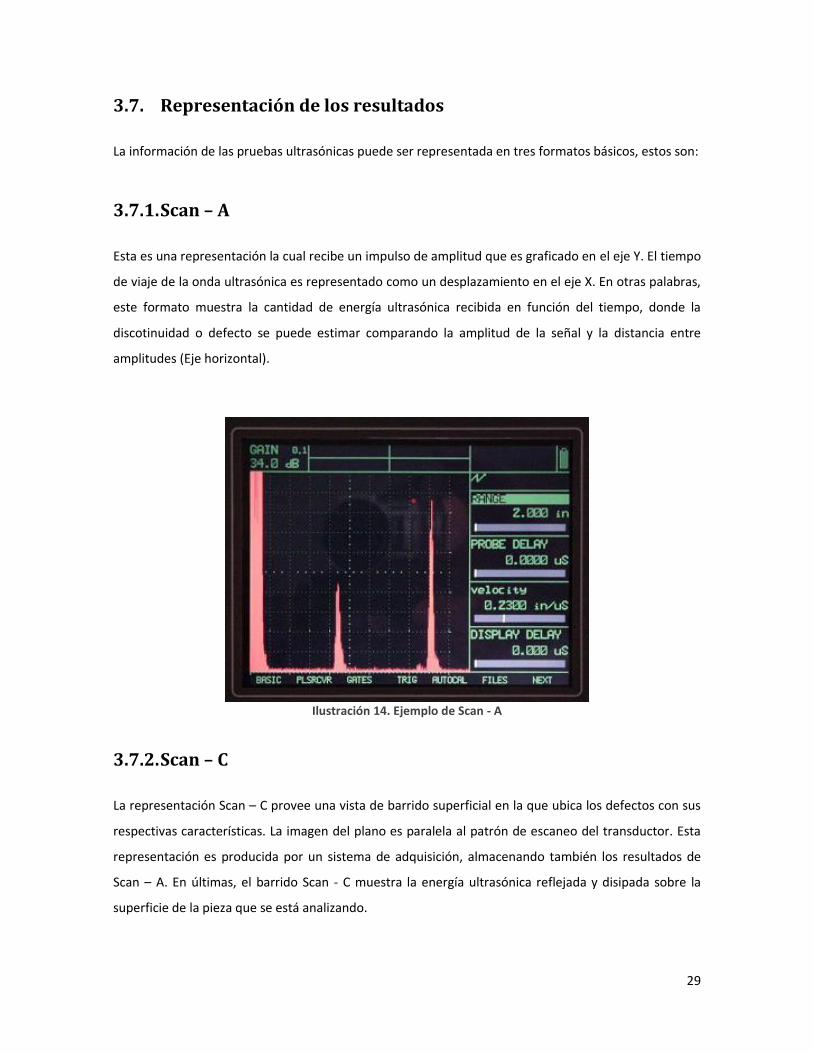
3.7.2. Scan – C
La representación Scan – C provee una vista de barrido superficial en la que ubica los defectos con sus
respectivas características. La imagen del plano es paralela al patrón de escaneo del transductor. Esta
representación es producida por un sistema de adquisición, almacenando también los resultados de
Scan – A. En últimas, el barrido Scan - C muestra la energía ultrasónica reflejada y disipada sobre la
superficie de la pieza que se está analizando.
30
Ilustración 15. Representación ultrasónica Scan - C
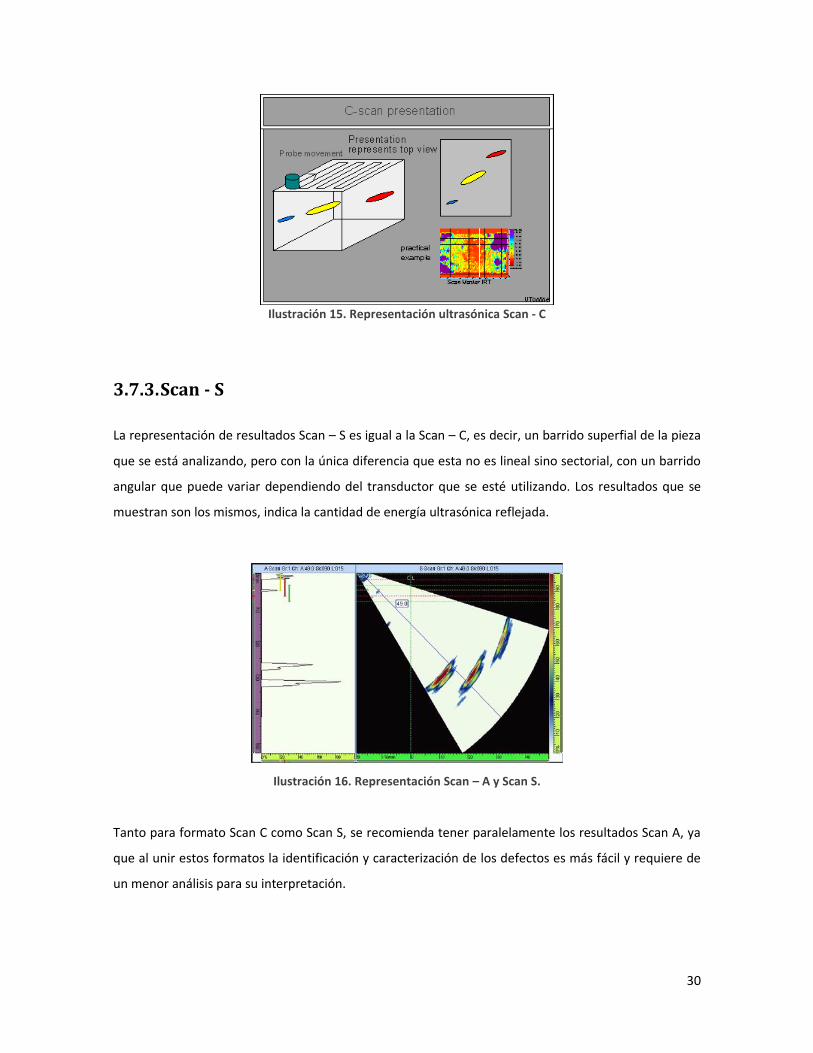
3.7.3. Scan - S
La representación de resultados Scan – S es igual a la Scan – C, es decir, un barrido superfial de la pieza
que se está analizando, pero con la única diferencia que esta no es lineal sino sectorial, con un barrido
angular que puede variar dependiendo del transductor que se esté utilizando. Los resultados que se
muestran son los mismos, indica la cantidad de energía ultrasónica reflejada.
Ilustración 16. Representación Scan – A y Scan S.
Tanto para formato Scan C como Scan S, se recomienda tener paralelamente los resultados Scan A, ya
que al unir estos formatos la identificación y caracterización de los defectos es más fácil y requiere de
un menor análisis para su interpretación.

31
Capítulo 4 Materiales y Desarrollo Experimental
4.1. Introducción
En esta sección se describe la metodología que se siguió en este proyecto, los materiales, equipos,
configuraciones utilizadas y procedimientos experimentales. Como primera consideración se
implementaron dos técnicas ultrasónicas, incidencia longitudinal e incidencia transversal, además de
un escaneo de las probetas usadas que esencialmente es dar información espacial de las dos primeras
técnicas sobre probetas con distintos espesores tanto de adhesivo como de adherente con grietas
inducidas a la unión de traslape simple. El capítulo contiene:
Descripción de los materiales utilizados incluyendo propiedades.
Descripción de las probetas usadas.
Descripción de los equipos utilizados.
Descripción del procedimiento experimental empleado.
4.2. Materiales
Se seleccionó aluminio 2024 – T4 ya que se consigue fácilmente en el mercado. Este es un material que
pertenece al grupo de los “Duraluminios”. Se trata de una aleación de alta resistencia mecánica y que
es obtenida por tratamientos de temple y maduración. La principal aplicación de esta serie de aluminio
es en la industria aeronáutica y militar ya que tiene una muy buena relación resistencia mecánica-peso,
además de propiedades de resistencia a la fatiga relativamente buenas, también puede ser utilizado
para obtener tornillos, pernos, remaches. Por otro lado se escogió un adhesivo epóxico estructural
SIKAFLEX 252, debido a que fue caracterizado en trabajos anteriores realizados en la universidad. [11]
Aluminio 2024 - T4
Densidad [kg/m^3] 2680
Velocidad Sonido [m/s] 6400
Tabla 2. Propiedades aluminio (Adherente)
2 http://www.bamr.co.za/velocity%20of%20materials.shtml
Tabla 1. Propiedades adhesivo
SIKAFLEX 252
Densidad [kg/m^3] 1200
Velocidad Sonido [m/s]2 2650

32
4.3. Manufactura de probetas
Ilustración 17. Ilustración esquemática de las probetas usadas
Las probetas se diseñaron en base a la norma ASTM D3163 “Standard test method for determining
strength of adhesively bonded rigid Lap shear Joints in shear by tension loading”, con distintos
espesores de adhesivo y de adherentes, como se muestra a continuación:
Constantes Variables
L[in] 2 t[mm] 1.5 2 2.5 3
b[in] 1 ta[mm] 0.5 1.5 2.5 3 Tabla 3. Dimensiones de los especímenes de prueba
Se realizaron probetas las probetas con las dimensiones presentadas en la tabla 3, con el fin de hacer
un barrido y determinar en qué condiciones es posible ver los defectos de la unión. En los defectos
inducidos a la probeta están:
1. Cinta aislante
2. Cinta de teflón
3. Elemento metálico
4.
Para los dos primeros defectos, las cintas se ubicaron en el borde de una de las láminas, además de
ubicar un cuadrado pequeño de dimensiones 2 x 2 mm en la mitad del área de unión, tal como se
muestra a continuación:

33
Ilustración 18. Probeta con defecto 1
Ilustración 19. Probeta con defecto 2
Para el defecto 3, el elemento metálico de dimensiones 6.35mm de ancho y 3.5mm de alto se ubicó en
la mitad de la zona de adhesión:
Ilustración 20. Probeta con elemento metálico como defecto
Durante el proceso de manufactura de las probetas de teflón (Defecto 2), el adhesivo que se aplicó no
cubrió toda el área de contacto, generando una zona en la que no hay adhesivo (Ilustración 21). Este
fue un error por parte del experimentador, el cual no estaba planeado, sin embargo permite observar
la falta de adhesión o los lugares donde se carece de adhesivo.
Ilustración 21. Probeta con error por parte del experimentador
34
4.4. Equipos utilizados
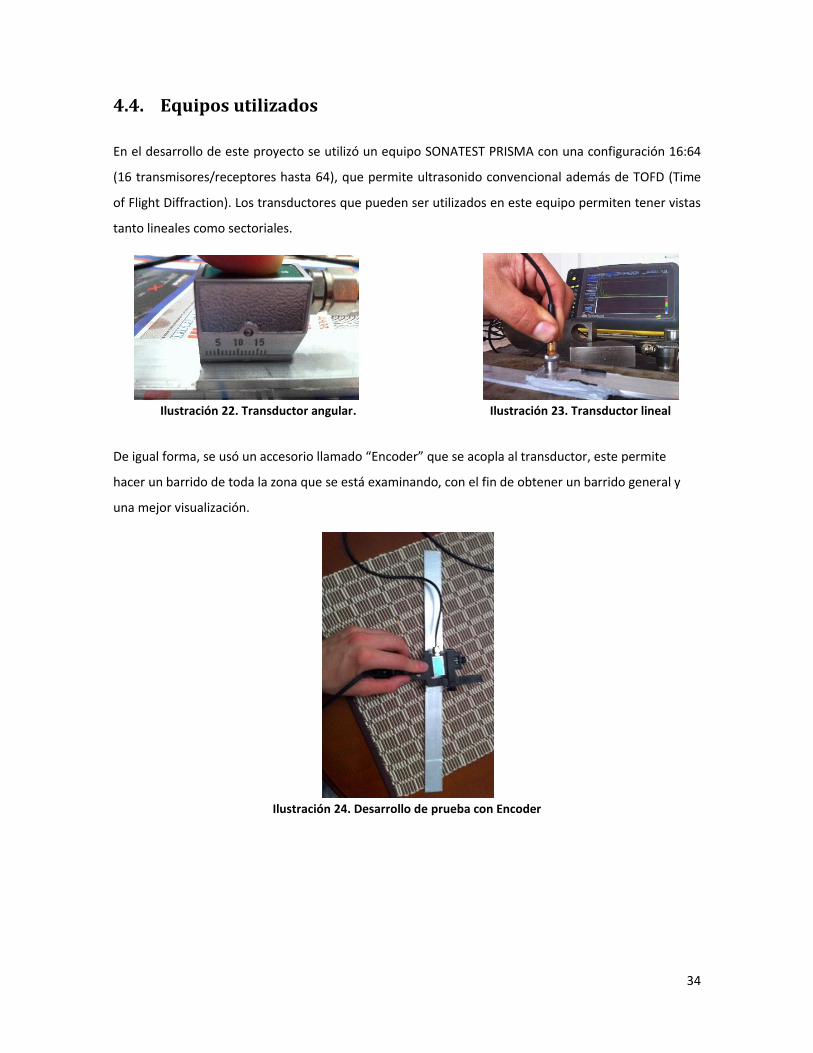
En el desarrollo de este proyecto se utilizó un equipo SONATEST PRISMA con una configuración 16:64
(16 transmisores/receptores hasta 64), que permite ultrasonido convencional además de TOFD (Time
of Flight Diffraction). Los transductores que pueden ser utilizados en este equipo permiten tener vistas
tanto lineales como sectoriales.
Ilustración 22. Transductor angular. Ilustración 23. Transductor lineal
De igual forma, se usó un accesorio llamado “Encoder” que se acopla al transductor, este permite
hacer un barrido de toda la zona que se está examinando, con el fin de obtener un barrido general y
una mejor visualización.
Ilustración 24. Desarrollo de prueba con Encoder

35
4.5 Procedimiento Experimental
Para cada una de las probetas diseñadas se realizó un barrido de pruebas con distintos valores de
frecuencia y ganancia, cambiando el transductor y la configuración del equipo.
Con los transductores lineales es posible obtener un espectro de la energía que se refleja en función
del tiempo o más conocido como Scan-A. Por otro lado, los transductores angulares además de mostrar
Scan-A muestran también Scan-B, esta es una representación gráfica del tiempo de viaje de los
impulsos ultrasónicos a un movimiento uniaxial del transductor, y Scan-C que es muy similar a Scan-B
con la única diferencia que el movimiento del transductor en dos ejes, es decir, haciendo un barrido
sobre toda la superficie que se desea inspeccionar. Por último, el equipo permite ver una vista
sectorial, o Scan-S.
Ilustración 26. Representación Scan - S
Con estos métodos ultrasónicos, se determinará en que configuraciones, es decir, que espesor de
adhesivo y adherente, y con qué parámetros (frecuencia transductor etc), los defectos inducidos son
observados con más facilidad y con una exactitud y precisión alta, dando la medida del defecto y su
ubicación espacial en la zona de unión. La tabla 4 muestra la descripción de la prueba y los parámetros
y características utilizados en esta.
Prueba Ultrasonido
Transductor Lineal
Frecuencias [MHz] 0.9 - 8
Ganancia [dB] 20-40
Tabla 4. Generalidades de la prueba ultrasónica lineal
Esta prueba se basó en la norma ASTM E1495 “Acoustic-Ultrasonic assessment of Composites,
Laminates and Bonded Joints”, sin embargo hicieron algunas correcciones para el desarrollo de este
proyecto.
Ilustración 25. Representación Scan - A

36
Modificación Razón Objetivo Solución
Espesor de las muestras
Lograr el espesor con una
exactitud de 0.000mm es muy
complicado
Facilitar la manufactura
del espécimen
Lograr espesores en
milímetros
Frecuencia (Ancho de
Banda)
Para materiales epóxidos las
frecuencias deben estar entre
0.5 - 3 MHz, pero el equipo
utilizado no permite frecuencias
tan bajas.
Permite observar mejores
resultados y más su se
usan transductores
piezoeléctricos no
resonantes
Uso de frecuencias en el
rango de 0.7MHz a 8MHz
Tabla 5. Modificaciones a la norma ASTM E1495
Para las pruebas sectoriales se siguieron los siguientes parámetros.
Prueba Ultrasonido TOFD
Transductor Angular
Frecuencias [MHz] 0.9 - 8
Ganancia [dB] 20-60
Angulo del barrido De 35° a 70°
Tabla 6. Generalidades de la prueba ultrasónica angular.
Esta prueba también se hizo basándose en la norma ASTM E1495 y con las modificaciones enunciadas
en la tabla 5.
Para mejorar la transmisión de la energía del sonido se usó un acoplante que generalmente en un
líquido que disminuye la fricción y hace que los transductores tengan un mejor envió y recepción de las
ondas. Otra razón de su uso, es que las ondas ultrasónicas no son efectivas si se transmiten a través del
aire.
Tabla 7. Liquido acoplante empleado en las pruebas.

37
El acoplante empleado es glicerina, este es de uso general. Su viscosidad es elevada lo que permite una
impedancia acústica más alta ( ), haciéndolo eficiente para materiales con
superficies rugosas, especialmente en compuestos y adicionando un incremento en la fuerza de la
señal (Ganancia) entre 3 – 6 dB.
Una desventaja del uso de este acoplante es que si no se remueve una vez terminado el ensayo de
ultrasonido, este puede generar corrosión o deterioro de la superficie donde se aplicó.
Antes de comenzar el ensayo ultrasónico, el equipo deber ser calibrado. La calibración se realiza con un
bloque de calibración de acero (Sonatest EN12223), este bloque permite hacer la calibración de toda
clase de transductores determinando el ángulo al cual se refleja la onda, sensibilidad y resolución. En
este caso se realizó la calibración del equipo, sin embargo el equipo estaba nuevo por lo que la
calibración del fabricante, certificada es muy confiable.
Los transductores escogidos para esta aplicación
Single Contact Transducer (SLF)
Diámetro Cristal [in] Frecuencia [MHz]
0,5
1
2,25
5
10
Tabla 8. Propiedades del transductor lineal
Dual Element Transducers (DE)
Diámetro Cristal [in] Frecuencia [MHz]
0,375
1
2,25
5
10
Tabla 9. Propiedades del transductor angular de doble elemento
El primero permite tener buenos resultados en superficies irregulares y están diseñados para tener
ganancias altas con un ruido pequeño. Por otro lado, el transductor de doble elemento es muy útil para
defectos ubicados cerca a la superficie y especialmente para medición de espesores.

38
4.6 Simulación por elementos finitos
Debido a la complejidad del fenómeno que se está analizando, se realizaron simulaciones
computacionales a través del método de los elementos finitos. Este método llega a la aproximación del
fenómeno, resolviendo ecuaciones diferenciales con condiciones iniciales definidas, o condiciones de
frontera específicas. Para la solución, el MEF hace un proceso de enmallado, es decir, la partición del
dominio Ω de solución de la ecuación diferencial en subdominios más pequeños llamados mallas, que
luego serán parte del elemento finito del método. Los objetivos de esta simulación son:
Determinar el espectro de frecuencia para una probeta en específico.
Poder analizar el comportamiento de la onda ultrasónica cuando se atraviesa el material.
4.7 Método acústico estructural
Para determinar el comportamiento de la onda ultrasónica cuando atraviesa el material, se realizó un
modelo 3D usando el módulo de COMSOL acústico estructural, el cual resuelve el problema en el
dominio de la frecuencia, tal como el equipo usado muestra los resultados. Al realizar la simulación se
le prestó atención a la energía ultrasónica que fue absorbida por la unión adhesiva.
4.8 Geometría
La geometría 3D que se utilizó para resolver el problema por MEF, fue la de la probeta con un error del
experimentador, ya que se consideró que es un claro ejemplo de lo que puede pasar en la vida real y en
donde es necesario hacer un control de calidad de la pieza.
Esta probeta se cortó transversalmente, se midieron los errores de adhesión a la hora de la
manufactura de la probeta y se replicó esta probeta en un modelo CAD, como se ve a continuación:

39
Ilustración 27. Modelo CAD
Ilustración 28. Modelo CAD del adhesivo
analizado
Las condiciones de frontera usadas en esta simulación fueron:
A la parte inferior de la probeta se le restringió el movimiento en todos los ejes.
La aplicación de la onda ultrasónica se realizó en toda la superficie de la lámina superior de la
probeta.
Se escogieron materiales de la biblioteca que está disponible en COMSOL. Allí se encuentran los
materiales aluminio 2024-T4 y adhesivo epóxico como materiales isotrópicos con comportamiento
lineal elástico, con propiedades homogéneas en todo lado.
4.9 Malla y Tipo de Elemento
A razón de que la simulación es en 3D, se decidió hacer una malla volumétrica, ya que la mayor parte
de programas para esta clase de simulaciones incluyen tetraedros o hexaedros rectos o curvilíneos
generando mejores resultados.
Los módulos de enmallado de los programas de MEF ofrecen una gran diversidad de algoritmos para
enmallar, de forma maso menos automática en un dominio definido. Esta parte puede tomar mucho
tiempo ya que un buen enmallado requiere de experiencia e intuición y conocimiento del método, sin
embargo para esta etapa se respetaron reglas generales de enmallado:
Proporcionalidad de las mallas: Esto quiere decir que la razón entre las dimensiones más
grandes y más pequeñas (Distorsión), no sean superior a 1 en lo posible. Es por esto que para
mallas superficiales las mallas ideales son equiláteros triángulos o rectángulos, mientras que
para dominios volumétricos, es más conveniente usar elementos como tetraedros regulares,
cubos y hexaedros.

40
Mallas inútilmente finas: Debe existir una cantidad de nodos en la que los valores que se
están midiendo converjan a un valor estable, evitando de esta forma el costo computacional,
costo del cálculo y por supuesto el tiempo solución.
El método de enmallado empleado fue el “mallado Delaunay”, que es un algoritmo muy general pero
potente que al usarlo garantiza una baja distorsión, una alta finura en lugares donde la es geometría
complicada y buen acople entre los subdominios que se generan.
4.10 Definición del problema
Para la simulación se definieron varios parámetros:
La frecuencia utilizada es de 3MHz ya que con esa fue con la que se realizó el ensayo
ultrasónico.
Los valores de la velocidad del sonido para los materiales usados fueron los de las tablas 1 y 2.
Se calculó la impedancia acústica y se incluyó en el modelo que se deseaba solucionar.
41
Capítulo 5 Resultados y Análisis
5.1 Introducción
Esta sección tiene como propósito presentar y cuantificar los defectos observados mediante el ensayo
no destructivo del ultrasonido para diferentes probetas de traslape simple (Metal-Adhesivo-Metal). Se
presentarán resultados de pruebas realizadas a probetas de aluminio con adhesivo epóxico con
distintos espesores, variando parámetros de inspección como frecuencias transductores y ganancias.
Para poder lograr el procedimiento experimental planteado y los objetivos propuestos, se mostraran
los siguientes resultados obtenidos:
Resultados del barrido de pruebas con distintos espesores tanto de aluminio como de
adhesivo epóxico.
Resultados de pruebas ultrasónicas a probetas de traslape simple con defecto inducido de
cinta aislante.
Resultados de pruebas ultrasónicas a probetas de traslape simple con defecto inducido de
teflón.
Resultado de pruebas ultrasónicas a probetas de traslape simple con elemento metálico como
defecto.
Resultados de pruebas ultrasónicas a probetas de traslape simple con defecto inducido de
teflón pero con error en la manufactura.
Resultados de simulaciones por método de elementos finitos.
5.2 Barrido de Pruebas
El barrido de pruebas ultrasónicas fue realizado como se enuncio en la sección 5.4 de procedimiento
experimental. Se tomaron probetas con distintos espesores para cada uno de los defectos y se
determinó si es posible ver el defecto. A continuación se presentan unas tablas que indican para cada
una de las probetas inspeccionadas que tan bueno o que tan mala fue la medición del defecto.

42
Tabla 10. Límite de prueba para probeta con defecto 1.
Tabla 11. Límite de prueba para probeta con defecto 2.
Tabla 12. Límite de prueba para probeta con elemento metálico.
Las tablas 10,11 y 12 muestran el límite de prueba o la calidad de la inspección para cada una de las
probetas, es decir, indica hasta qué punto es visible ver el defecto inducido.
Los criterios de calidad se definieron de la siguiente manera:
El color verde significa que el defecto se ve muy “Bien”, es decir, el error entre la medición y el
valor real es menor al 1%.
El blanco es normal significa “Normal”, es decir, el error está entre el 1% - 10%.
El color amarillo significa “Erróneo”, es decir, el error es superior al 10%
El error en este caso fue calculado como un error relativo, teniendo en cuenta que para el caso de las
probetas I y II el espesor de las cintas fue medido con micrómetro y que para el elemento metálico,
este fue medido con calibrador.
Estas pruebas de hicieron con un rango de frecuencias entre 0.7MHz y 8MHz con un transductor lineal
y aumentando la ganancia en el equipo, generando más contraste facilitando de esta manera la
visualización del defecto.
43
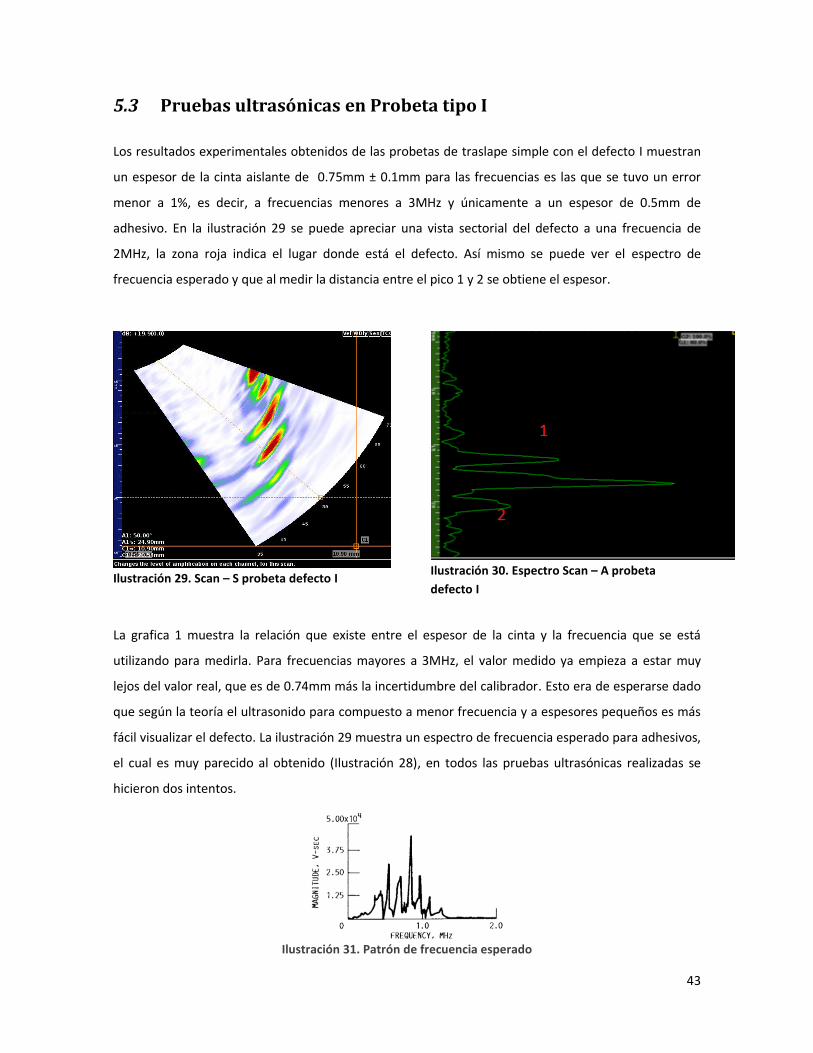
5.3 Pruebas ultrasónicas en Probeta tipo I
Los resultados experimentales obtenidos de las probetas de traslape simple con el defecto I muestran
un espesor de la cinta aislante de 0.75mm ± 0.1mm para las frecuencias es las que se tuvo un error
menor a 1%, es decir, a frecuencias menores a 3MHz y únicamente a un espesor de 0.5mm de
adhesivo. En la ilustración 29 se puede apreciar una vista sectorial del defecto a una frecuencia de
2MHz, la zona roja indica el lugar donde está el defecto. Así mismo se puede ver el espectro de
frecuencia esperado y que al medir la distancia entre el pico 1 y 2 se obtiene el espesor.
Ilustración 29. Scan – S probeta defecto I
Ilustración 30. Espectro Scan – A probeta
defecto I
La grafica 1 muestra la relación que existe entre el espesor de la cinta y la frecuencia que se está
utilizando para medirla. Para frecuencias mayores a 3MHz, el valor medido ya empieza a estar muy
lejos del valor real, que es de 0.74mm más la incertidumbre del calibrador. Esto era de esperarse dado
que según la teoría el ultrasonido para compuesto a menor frecuencia y a espesores pequeños es más
fácil visualizar el defecto. La ilustración 29 muestra un espectro de frecuencia esperado para adhesivos,
el cual es muy parecido al obtenido (Ilustración 28), en todos las pruebas ultrasónicas realizadas se
hicieron dos intentos.
Ilustración 31. Patrón de frecuencia esperado

44
Gráfica 1. Cambio del espesor de la cinta aislante a distintas frecuencias.
5.4 Pruebas ultrasónicas en Probeta tipo II
Ilustración 32. Vista sectorial y Scan – A para probeta tipo II
0,7
0,75
0,8
0,85
0,9
0,95
1
0 1 2 3 4 5 6 7 8 9
Esp
eso
r C
inta
ad
hes
iva
[mm
]
Frecuencia [MHz]

45
En la ilustración 32 se puede apreciar la vista sectorial y de Scan-A para la probeta con teflón. En este
caso los resultados fueron mejores debido a que el aumento del espesor del adhesivo, de 0.5mm a
1.5mm no afectó en la medición del defecto, sin embargo para espesores de 2.5 y 3mm el error
empieza a aumentar. De hecho, el error relativo a fue menor a 1% nuevamente para frecuencia
menores a 3MHz. La razón de porque en el teflón no afecta tanto la medición es porque este no
contiene una superficie adhesiva, como en el caso de la cinta aislante.
Al analizar el espectro de frecuencia se obtiene que el cambio de este en función de las frecuencias
usadas se evidencia en la gráfica 2.
El espesor promedio de las mediciones que fueron seleccionadas como buenas fue de 0.458 ± XX
mm contra un valor real de 0.42mm
Gráfica 2. Cambio del espesor de teflón a distintas frecuencias usadas
0
0,2
0,4
0,6
0,8
1
1,2
0 1 2 3 4 5 6 7 8 9
Esp
eso
r Te
flo
n [
mm
]
Frecuencia [MHz]

46
5.5 Probeta con elemento metalico
Ilustración 33. Vista sectorial y Scan – A para probeta con elemento metálico
En la vista sectorial de la ilustración 33, se puede ver el perfil del elemento metálico, ya que se realizó
con un transductor angular, además permite ver la ubicación espacial de este en el adhesivo, Este se
encuentra en la mitad de la zona de traslape.
En esta misma ilustración se ve el espectro de frecuencias, el cual al medir el ancho del pico de abajo,
se obtiene el espesor del defecto.
Para estas probetas el cambio de espesores tanto de adhesivo como de aluminio no tuvo repercusiones
en la medición del defecto, dado que lo que se estaba inspeccionando era un metal dentro de un
adhesivo y su inspección se facilita ya que muchos transductores pueden logar esto, y porque se
pueden usar frecuencias más altas.

47
Gráfica 3. Cambio de espesor del elemento mecánico a distintas frecuencias usadas para la probeta con
elemento mecánico
En este caso todo los valores medidos fueron buenos (error menor al 1%), con un promedio de 3,53mm
± 0.1mm y un valor real medido con calibrado de 3.51mm. Como se ve en la gráfica 3 el cambio del
espesor es muy pequeño a medida que se cambia la frecuencia.
5.6 Probeta tipo II con error de experimentador
Esta es una única probeta de 3mm de espesor de aluminio y 0.5mm de espesor de adhesivo. En el
desarrollo de esta inspección, al transductor angular que se estaba usando se le acoplo un “Encoder”,
para hacer un barrido de toda la zona de unión.
La ilustración 34 muestra el barrido realizado. La zona roja muestra el lugar donde están las
imperfecciones, la parte más grande es la zona en la que está ubicado el teflón. Al hacer el análisis se
puede determinar el ancho de la imperfección y se obtiene que el valor es muy parecido al real, con
frecuencias bajas, es decir, inferiores a 3MHz.
Por otro lado, el error en la manufactura del adhesivo se midió correctamente a bajas frecuencias. Este
error se puede considerar como una falta de adhesión, o falta de adhesivo ya que está lleno de aire y la
onda ultrasónica a entrar en contacto con ningún material rebota completamente. El color rojo indica
que ninguna cantidad de energía acústica atravesó el adhesivo.
3,5
3,505
3,51
3,515
3,52
3,525
3,53
3,535
3,54
3,545
3,55
0 2 4 6 8 10 12 14
Esp
eso
r El
emen
to M
etál
ico
[m
m]
Frecuencia [MHz]

48
Para asegurarse que no había adhesivo en esa zona, se inspeccionó el otro lado opuesto, obteniendo
los mismos resultados.
Ilustración 34. Barrido Scan – C para probeta II con error
5.7 Simulación de elementos finitos COMSOL
La simulación mediante el método de elementos finitos del módulo acústico de COMSOL permite
comparar los resultados obtenidos para la última probeta. En esta parte se usó el modelo CAD
mostrado anteriormente, especificando condiciones de frontera y materiales.
Ilustración 35. Resultados gráficos de COMSOL y representación con modelo CAD (Vista Superior)
Al comparar los resultados de la simulación con el barrido mostrado en la ilustración 33, se ve que las
zonas rojas (defectos) ( la zona punteada es la grieta) están ubicadas en el mismo lugar, siendo estos

49
resultados muy similares y comparables con los resultados obtenidos experimentalmente. Al exportar
los valores de la solución de COMSOL y graficándolos, se puede reconstruir el sonido que es absorbido
por la zona inspeccionada (Grafica 4).
Gráfica 4. Resultados COMSOL
La anterior grafica muestra el espectro de frecuencia para la parte en la que no hay adhesivo. El primer
pico indica que existe una pequeña incidencia durante el recorrido de la onda, y el segundo pico
(Grande) muestra que toda o gran parte de la energía enviada es devuelta, indicando que existe un
defecto en esta zona.
El análisis de resultados proporciona información sobre la medición acertada de los defectos en el
adhesivo. Las gráficas del cambio del espesor en función de la frecuencia utilizada revelan que a
frecuencias menores a 3MHz el valor medido tiene un error asociado muy pequeño, para todas las
probetas. Sin embargo, al comparar las distintas probetas se tiene que el defecto afecta en la medición.
La probeta con el elemento metálico fue muy fácil de determinar el defecto , debido a que lo que se
estaba buscando era metal y las propiedades acústicas de este son totalmente diferentes a las del
adhesivo, en este caso se puedo determinar el defecto a cualquier valor de espesor. Por otro lado, la
probeta tipo I solo fue posible obtener resultados correctos con espesor de adhesivo pequeño, debido
a que la cinta aislante contiene una cara que es adhesiva dificultando de esta forma la medición. Por
último, la probeta II de teflón, permite medir el defecto con espesores un poco más grandes dando de

50
esta forma un rango de inspección más amplio. Dada esta condición, es posible concluir que los
defectos en uniones adhesivas pueden ser visualizados usando el ensayo no destructivo ultrasónico en
un rango de frecuencias menores a 3MHz con espesores de adhesivos menores a 1.5mm, estos
parámetros pueden varias dependiendo del defecto que se quiera encontrar.
Por otro lado, al analizar los resultados obtenidos por medio de la simulación de elementos finitos, se
puede decir que tanto los espectros de frecuencia como el formato de resultados Scan - C son muy
simulares. Indicando que el lugar donde está la grieta o el defecto es el correcto, además las
amplitudes obtenidas permiten el dimensionamiento de la grieta inducida.

51
Capítulo 6 Conclusiones
El presente proyecto de grado, ha permitido concluir que con la realización de ensayos no destructivos
como lo son los ensayos ultrasónicos es posible llegar a la identificación y cuantificación de defectos en
uniones adhesivas de traslape simple, tales como las grietas. Para esos ensayos se deben tener en
cuenta parámetros como rangos de espesores tanto de adhesivos como de adherentes, rango de
frecuencias en las que el defecto es visible y análisis de los resultados reportados por pruebas
ultrasónicas.
Existe unan gran combinación de espesores de adhesivos para las probetas diseñadas, para cada una
de las probetas con los distintos defectos inducidos, se tiene un rango óptimo de frecuencias en el que
el defecto se puede visualizar. Las probetas con defectos no metálicos que mostraron buenos
resultados, es decir, el error del dimensionamiento de la grieta es menor al 1%, fueron aquellas en las
que el espesor del adhesivo tiene valores entre 0.5mm – 1.5mm para cualquier espesor de adherente o
lamina de aluminio. Las frecuencias utilizadas en la medición de defectos de estas probetas están en el
rango de 0.7Mhz – 3Mhz. Por otro lado, la probeta con defecto metálico, tiene la particularidad que el
defecto se puede observar con todos los espesores estudiados tanto de aluminio como de adhesivo, de
igual forma, las frecuencias a las que este defecto se determina son mayores debido a la naturaleza de
que el defecto que se está midiendo es metálico y las propiedades acústicas son significativamente
diferentes si se compara con las propiedades del adhesivo.
Con las pruebas de ultrasonido realizadas en este proyecto, fue posible determinar y cuantificar las
grietas en el adhesivo. Tanto los resultados de los formatos Scan A como Scan S fueron los esperados al
ser comparados con patrones similares de espectros de frecuencia. De igual forma, el valor esperado
de la medición del defecto tanto dimensionalmente como espacialmente estuvo dentro del rango
esperado, validando la teoría al confirmar que a espesores de adhesivo pequeños y frecuencia pequeña
es posible visualizar correctamente los defectos.

52
La simulación por elementos finitos permitió analizar correctamente el fenómeno estudiado. Los
resultados fueron óptimos, al encontrar que son muy parecidos a los experimentales debido a que las
zonas en las que están los defectos se muestran espacialmente donde deberían ser, y los valores de
energía recibida y espectro obtenido son consistentes y similares a los encontrados con pruebas
ultrasónicas experimentales
Trabajos Futuros
Como se pudo apreciar en este trabajo, se logró identificar defectos en uniones adhesivas de traslape
simple, cuantificando los mismo. Proyectos futuros podrían realizarse sobre distintas configuraciones
de uniones variando los materiales como por ejemplo fibra de carbono reforzada y adhesivo usados en
la industria aeroespacial. Dado al enfoque dado en este proyecto, sería importante simular también
como podría afectar el ambiente en la detección e identificación de defectos en el adhesivo y ver como
los resultados podrían cambiar.
De igual forma, se podría trabajar en el desarrollo de un transductor piezoeléctrico de muy baja
frecuencia no resonante con el que se pueda llegar a frecuencias del orden de 300 kHz facilitando la
identificación de defectos.
Para el desarrollo de futuros proyectos, se debe dominar la teoría básica del fenómeno ultrasónico y el
correcto manejo de los equipos para asegurar el funcionamiento y los buenos resultados. Igualmente la
selección de los transductores es importante a la hora de hacer las pruebas.

53
Referencias [1]Guyott C.C.H, “The Non-Destructive Testing of Adhesively Bonded Structures”, Imperial Collegue
London of Science and Technology. Noviembre 1996
[2]YangQ.D & Thouless M.D, “Elastic-plastic mode-II fracture of adhesive joints”, International Journal
of Solids and Structures 38 (2001)
[3]Guillemenet & Bistac, “Crack propagation in adhesively bonded steel assemblies”, International
Journal of Adhesion & Adhesives 21 (2001)
[4] Light G.M & Kwun, “Nondestructive evaluation of adhesive bond quality”, Nondestructive Testing
Information Analysis Center (NTIAC). (1989)
[5] C. Dasch, K. Lazarz, and R. Agarwal, “Using Quantitative Ultrasonic NDE to Accurately redict
Adhesive Bond Strengths”, Review of Progress in Quantitative Nondestructive Evaluations”, Chicago IL
(2008)
[6] R.E. Green & McIntire Ultrasound. “Nondestructive Testing Handbook” Vol. 7, 2nd ed ASNT, USA
(1991)
[7] Moore et al, “Non-Destructive Inspection of Adhesive Bonds in Metal-Metal Joints” Sandia National
Laboratories (2006)
[8]Ebnesajjad S, “Adhesives Technology Handbook” 2nd ed, William Andrew, Norwich, NY, USA (2008)
[9] Packam, D. E., Handbook of Adhesion, Longman Scientifc & Technical. Harlow, England, 1992.
[10] Lowe, M. J. S., ''Matrix techniques for modelling ultrasonic waves in multilayered media", IEEE
Transactions on Ultrasonics, Ferroelectrics, and Frequency Control, Vol. 42.
[11] Cabulo, I. C, “Modelado y simulación de fatiga en materiales adhesivos usando la teoría de
mecánica del daño continuo CDM”. Tesis de maestría. Enero de 2011.
[12] Mark Allin, J. “Disbond detection in adhesive joints using low-frequency ultrasound”. Imperial
College Science Technology, London. Mayo 2002
[13] McLaughlin P.V et al. “Nondestructive examination of fiber composite structures by thermal field
techniques” NDT International 13 (1980).
[14] Dance, W.E., y D.H Petersen “Verification of the structural inetrigty of laminates skin-to-Spar
adhesive bondlines by neutron radiography” Journal of Applied Polymer Science (1977)

54
[15] Tattersall, H. G “The Ultrasnic Pulse-Echo technique as applied to adhesive testing” Journal of
physics (1973)
[16] Meyer, Rose “Ultrasonic determination of bond strength due to surface preparation variation in
aluminum – aluminum adhesive bond systems” Journal od Adhesion (1976).
[17] Alers, G., P.L, Flynn “Ultrasonic techniques for measuring the strength of adhesive bonds”
Materials evaluation (1977).
[18] Dattoma, et al “Thermographic invetigacino of sandwiched structure made of composite material”
NDT & E International. Volume 34, Issue 8 (2001)
[19] Doyum, Durer “Defect Characterization of Composite Honeycomb Panels by Non-Destructive
Inspection Methods” Middle East Technical University Ankara (2002)