Estado del arte sobre planificación agregada de la producción
40
Estado del arte sobre planificación agregada de la producción Orlando Dante Boiteux; Albert Corominas; Amaia Lusa EOLI: Enginyeria d’Organització i Logística Industrial IOC-DT-P-2007-4 Febrer 2007
Transcript of Estado del arte sobre planificación agregada de la producción

Estado del arte sobre planificación agregada de la producción Orlando Dante Boiteux; Albert Corominas; Amaia Lusa EOLI: Enginyeria d’Organització i Logística Industrial IOC-DT-P-2007-4 Febrer 2007

Estado del arte sobre plani�cación agregada de la
producción
Instituto de Organización y Control de Sistemas Industriales
Universidad Politécnica de Cataluña
Doctorando: Orlando Dante BoiteuxDirectores: Dr. Albert Corominas Subias y Dra. Amaia Lusa García
Barcelona, marzo de 2007
1

Índice
1. Introducción 4
2. Plani�cación agregada en la jerárquia de la plani�cación 6
3. Características principales de la plani�cación agregada 73.1. Características temporales: Horizonte temporal, periodos, plazo de
rigidez y plazo de revisión. . . . . . . . . . . . . . . . . . . . . . . . . 73.2. Criterios de evaluación . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3.2.1. Criterios económicos . . . . . . . . . . . . . . . . . . . . . . . 83.2.2. Otros criterios . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3.3. Variables de decisión . . . . . . . . . . . . . . . . . . . . . . . . . . . 103.4. Restricciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
4. Métodos para la plani�cación agregada propuestos en la literatura 114.1. Métodos de comparación de alternativas . . . . . . . . . . . . . . . . 11
4.1.1. Métodos grá�cos de plani�cación agregada . . . . . . . . . . . 114.1.2. Proceso de plani�cación agregada mediante una hoja de cálculo 12
4.2. Métodos con reglas de decisión . . . . . . . . . . . . . . . . . . . . . . 134.2.1. Regla de decisión lineal (LDR) (1955) . . . . . . . . . . . . . . 134.2.2. Modelo de los coe�cientes de la dirección (1963) . . . . . . . . 134.2.3. LDR y la capacidad de la planta (1967) . . . . . . . . . . . . . 144.2.4. Método de la regla de decisión por búsqueda (1968) . . . . . . 144.2.5. LDR con múltiples productos y ciclos largos de producción (1970) 15
4.3. Modelos de programación lineal . . . . . . . . . . . . . . . . . . . . . 154.3.1. Método del transporte de Bowman (1956) . . . . . . . . . . . 154.3.2. La LDR y el modelo de programación lineal de Hanssmann-
Hess (1960) . . . . . . . . . . . . . . . . . . . . . . . . . . . . 164.3.3. Plani�cación agregada mediante programación lineal . . . . . 16
5. Reseña de la plani�cación agregada en los cursos de grado 18
6. Referencias de plani�cación agregada en Handbooks 23
7. Aportaciones recientes en revistas especializadas 23
8. Análisis del estado del arte 30
9. Conclusiones 32
2

10.Referencias 34
3

1. Introducción
La plani�cación de la producción es un proceso continuo cuyo objeto es determinaranticipadamente decisiones que permitan optimizar el uso de los recursos productivos.
Urwich y Brech (1984) introducen la primera referencia sobre la plani�cación dela producción y a�rma que forma parte del esquema de Rathenau W. y no de Tayloro Fayol. Rathenau en 1918, en su libro The New Economy , según Urwich y Brech(1984), indica que toda aquella persona que esté familiarizada con la industria apre-ciará la enorme ventaja que se obtiene de un análisis de las necesidades, si es posible,para todo el año. Indica que cuando uno conoce, a intervalos regulares de tiempo, lacantidad de producción que será demandada, es posible desarrollar programas parala manufactura y distribuir el trabajo, con el resultado de que la compañía o fábricaalcance un pleno rendimiento, la producción se abarate enormemente, que no seanecesario mantener grandes stocks en tiempos excesivos, que el capital y el interés seeconomicen, y que, en general, aumente la e�cacia. Rathenau a�rma que la industriapuede estimar la magnitud de la demanda.
Sin una plani�cación no es posible gestionar de manera correcta el sistema produc-tivo. La plani�cación debe poseer pronósticos sobre la demanda, es decir, debemosconocer bien las circunstancias que se producirán (y cuándo) para poder anticiparsea ellas. Esto signi�ca que se debe disponer fundamentalmente de información sobrela demanda, las capacidades y la disponibilidad de recursos, y los costes. Frente alproblema de la plani�cación de producción, Alford (1945) propone que la compañíadebe invertir mucho esfuerzo en pronosticar la demanda y sugiere trabajar medianteun análisis estadístico teniendo en cuentas la propia experiencia de la empresa encuanto a las condiciones generales mercantiles. Mani�esta que una vez formulado unplan de producción en función de la demanda pronosticada (plan agregado), se debetraducir en cantidad de producción por periodos dentro de un horizonte de tiempo,plazos y fechas de entregas, cantidad de recursos necesarios y fuerza laboral.
La plani�cación es un proceso complejo, en el que hay que tener en cuenta mu-chos factores y considerar ciertos objetivos. Precisamente por este motivo no es posi-ble tenerlos en cuenta a la vez y, por lo tanto, se debe establecer una metodologíaracional si se desean obtener resultados útiles. Por eso, se consideran diferentes nive-les de plani�cación relacionados entre sí, con distintos niveles de detalle, y plazos detiempo para llevarlos a cabo. Estos diferentes niveles de plani�cación se explican enel apartado 2.
A continuación se presenta una de�nición de plani�cación agregada:
Plani�cación agregada es un método para determinar la cantidad de producción y
su desarrollo en el tiempo a medio plazo (Heizer y Render, 2001).
4

La plani�cación agregada se re�ere a la determinación de la fuerza laboral, ala cantidad de producción y niveles de inventario en orden a satisfacer la demandapara un horizonte temporal de plani�cación especí�co a medio plazo. La plani�caciónagregada puede desempeñar un papel dominante en la gestión de la empresa, debido aque plani�ca los recursos de la misma e integra todos los aspectos de la organización,ligando las operaciones de producción, la contabilidad, el área �nanciera, con lagestión de la tesorería, las políticas de la gerencia de recursos humanos, a cargo de losniveles de fuerza laboral, empleo y despidos, el área comercial, con la responsabilidadde introducir el producto al mercado empleando diferentes estrategias, como porejemplo: políticas de precios, promociones, discriminación de precios, entre otras.
El término �agregada� hace referencia a que la plani�cación de la producción amedio plazo no desglosa la cantidad de producción por detalles de productos sino quelos considera en varias familias de productos, sin importar sus diferentes variantesde diseño o modelo (ejemplo; color �nal de cada producto, si el coche debe o nollevar aire acondicionado, etc.). De igual manera son considerados los recursos parala producción; éstos se agrupan en familias de recursos (por ejemplo; materia prima,las instalaciones, procesos productivos, la tecnología, entre otros). Con respecto altiempo de plani�cación, no se detalla el trabajo día a día sino que la producciónse plani�ca en periodos de tiempo (meses o quincenas) que conforman un horizontetemporal de plani�cación, que puede ser de 6 a 18 meses. La producción, los recur-sos y tiempos agregados son posteriormente desagregados a un nivel detallado, encantidades de productos según sus características particulares, en los recursos nece-sarios para cada producto, y en periodos de tiempo reducidos y controlados. Conesta desagregación se genera una plani�cación detallada desde el plan agregado.
El objetivo de este documento es ofrecer una visión de la plani�cación agregaday métodos, desde sus inicios hasta la actualidad, destacando las referencias y laspropuestas de cada autor que trata sobre este tema en libros de texto y publicacionesen revistas de prestigio internacional. En el apartado 2 se muestra la plani�caciónagregada situada en la jerarquía de plani�cación; en el apartado 3 se introducen lascaracterísticas de la plani�cación agregada; en el apartado 4 se indican los métodosy modelos para determinar la plani�cación agregada publicados en libros de textos ymanuales; en el apartado 5 se muestran tablas resúmenes con autores y trabajos quehacen reseña de la plani�cación agregada en los cursos de grado; en el apartado 6se dan las aportaciones recientes de interés para el desarrollo del estado del arte, enrevistas especializadas; en el apartado 7 se realiza un análisis critico sobre el estadodel arte de la plani�cación agregada; y en el apartado 8 se da una conclusión de estetrabajo de investigación, destacando los aportes de interés.
5

2. Plani�cación agregada en la jerárquia de la plani�cación
Plani�car la producción en función de la demanda es complejo de abordar enun solo nivel, debido a la gran cantidad de detalles que se deben contemplar paraalcanzar los objetivos deseados. Debido a ello, el proceso de plani�cación y control dela producción debe seguir un enfoque jerárquico, en el que se logre una integraciónvertical entre los objetivos estratégicos, tácticos y operativos del sistema productivoy además se establezca su relación horizontal con el resto de áreas funcionales de laempresa (Companys y Corominas, 1989; Miranda et al., 2005).
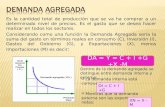
La jerarquía de los planes de la función productiva, como se aprecia en la �gura1, se inicia con la plani�cación estratégica o a largo plazo, con un horizonte tem-poral superior al año. En este nivel se determina la capacidad instalada (instala-ciones, proveedores, procesos productivos, etc.), que se convierte en restricción paralos planes de orden inferior. El siguiente nivel lo constituye la plani�cación agregada
o a medio plazo, que con un horizonte temporal de entre 6 y 18 meses, determinala fuerza de trabajo necesaria, la tasa de producción, el nivel de stock, contratos desuministros a medio plazo, etc. (Miranda et al., 2005).
En corto plazo se desarrolla el plan maestro de producción, que partiendo de lasrestricciones establecidas en el plan agregado, determina la cantidad a fabricar decada artículo, así como el momento en que se debe iniciar dicha producción. Lajerarquía de planes �naliza con la programación y control de la producción a corto
plazo, en la que se procede a asignar la producción a cada centro de trabajo, seconsideran los tiempos de servicio de los procesos, se controla el correcto cumplimentode los plazos de entrega, etc. (Hax, 1978; Companys y Corominas, 1989; Chase etal., 2000; Gallien y Jennings, 2004; Miranda et al., 2005).
6

Figura 1: Plani�cación jerárquica de la producción, (Miranda et al., 2005)
3. Características principales de la plani�cación agregada
En el momento de desarrollar un plan agregado de producción es necesario teneren cuenta determinadas características referidas en especial al tiempo que se deseaplani�car, a los criterios de evaluación, las variables necesarias y las restricciones quedeben contemplarse.
3.1. Características temporales: Horizonte temporal, periodos, plazo derigidez y plazo de revisión.
El horizonte temporal es el periodo de tiempo que se tiene en cuenta en el plan;para la plani�cación a nivel agregado es normalmente entre 6 y 18 meses.
Los periodos o segmentos temporales son segmentos de tiempo que componen alhorizonte temporal para determinar el nivel especí�co de fuerza de trabajo, la tasa deproducción, los niveles de stocks aceptables para ese periodo de tiempo, entre otrasdecisiones. Estos periodos normalmente se establecen desde un par de semanas a unmes.
Los plazos de rigidez son periodos de tiempo en los que se de�nen las decisionesde plani�cación, y una vez tomadas no se pueden modi�car; generalmente van de 2a 4 meses.
El tiempo que transcurre entre dos versiones sucesivas del plan se denomina fre-cuencia o ritmo de revisión, depende de aspectos tecnológicos y organizativos del
7

sistema productivo: las decisiones se caracterizan por una determinada inercia queimpide cambiarlas de manera instantánea; además, es frecuente que la frecuencia derevisión sea diferente para un cierto tipo de aspectos que para otro, e incluso puederesultar variable con el tiempo.
Para determinar el horizonte temporal, los periodos de tiempo, la frecuencia oritmo de revisión y los plazos de rigidez se deben considerar factores tales comolas características de los mercados, de los proveedores de materias primas y de lanaturaleza de las operaciones y controles internos. Si el mercado en el que se debecompetir es estacional por cualquier razón, este factor puede ser dominante en laselección de un intervalo temporal para la plani�cación, según Bu�a y Taubert (1972);Hax (1978); y Bu�a y Sarin (1992).
3.2. Criterios de evaluación
En el momento de elaborar la plani�cación agregada se deben tener en cuenta unaserie de criterios, los cuales se observan a continuación.
3.2.1. Criterios económicos
Maximización del bene�cio El bene�cio es la diferencia entre el ingreso (ventas)y los costes totales. Maximizar el bene�cio cuando el ingreso es constante (se cubretoda la demanda y los precios de venta son constantes), es equivalente a minimizarlos costes. Entre los costes se suelen considerar todos o algunos de los siguientes:
Mano de obra
• Conforme aumenta el nivel de producción, es necesario un mayor volumende mano de mano de obra directa, por lo tanto mayores costes en salarios.
• El aumento de producción requiere turnos extras, por lo tanto una plantillade personal mayor.
Contratación
• Entrevistas y selección: consumo de tiempo en las entrevistas, gastos deo�cina, publicidad, etc.
• Investigación, referencias y comprobaciones.
• Exámenes de aptitud física.
• Preparación de plantillas de admisión.
• Adiestramiento del nuevo personal.
Despidos
8

• Compensación por cesantía.
• Relaciones con la comunidad.
Horas extras
Subcontratación
Stock: no todos los costes por stock implican pagos, pero sí se ven re�ejados encostes de mantenimiento del mismo, dependiendo de la naturaleza del producto(por ejemplo; alimentos perecederos), de utilización de espacio físico para sucontención (uso de espacios propios, pudiéndolo emplear para actividades demayor rendimiento, o alquiler).
• Los costes del dinero invertido en stock deben estimarse tomando por baseel rendimiento que se obtendría si el capital estuviese invertido en algunaotra forma.
• Las existencias están sujetas a costes por daños, deterioro de artículos ycaída en desuso de los mismos.
• Seguridad y almacenamiento.
• Alquiler de instalaciones para el almacenamiento.
Ruptura de stock: esto ocurre cuando el stock y la producción no son su�cientespara cumplir con los pedidos. En estos casos puede recurrirse a perder demandao a diferir la demanda o parte de ella, esto es dependiendo de los tiempos quelos clientes acepten esperar.
Costes de oportunidad: son costes que no generan pagos pero que sí existen enrealidad cuando se toma una decisión dejando de lado otra que podría haberproporcionado una mayor rentabilidad (por ejemplo el dinero invertido en stocken un determinado periodo, tal vez podría haber entregado una mayor rentabi-lidad invirtiéndolo en renta �ja).
Costes �nancieros: se producen cuando se debe recurrir a una �nanciación ex-terna, como por ejemplo: créditos bancarios para pagar a proveedores, salarios,horas extras de producción, entre otras.
3.2.2. Otros criterios
Aparte de los criterios puramente económicos se pueden mencionar algunos otrosque, de forma indirecta, también tienen in�uencia en la economía de la empresa:
Minimizar las demoras en las entregas de los pedidos
9

Minimizar las variaciones en el nivel de fuerza de trabajo
Minimizar las variaciones en el nivel de producción
3.3. Variables de decisión
Entre las principales variables de decisión para la plani�cación agregada se puedenmencionar las siguientes:
Stock
Nivel de fuerza laboral
Nivel de producción
Subcontratación
Horas de trabajo
3.4. Restricciones
Todo sistema en el cual es necesario asignar recursos para llevar a cabo una seriede tareas, está sujeto a restricciones de diversos tipos; según Eilon (1982):
Especi�caciones del producto, que se re�eren a sus características físicas,químicas y de calidad.
Restricciones técnicas, impuestas por la capacidad de las máquinas y laspersonas para realizar ciertas tareas.
Requerimientos del mercado, respecto a las fechas de entrega y a la necesi-dad de evitar la ruptura de stock.
Aspectos de operación, relacionados con la capacidad y disponibilidad deinstalaciones, con los problemas de �ujo y almacenamiento debido a la distribu-ción de las instalaciones y al medio físico, con las limitaciones impuestas a lashoras extras y/o a la subcontratación, con la rapidez con que el sistema se puedeadaptar a los cambios del ritmo de producción y de la mezcla de productos, ycon la �exibilidad en el uso de la mano de obra.
Al tener en cuenta las restricciones en el momento de llevar a cabo la plani�caciónse debe conocer el entorno de producción de la compañía. El entorno de producciónpuede contemplar múltiples productos que compiten por los mismos recursos, comopor ejemplo máquinas, mano de obra, dinero, etc.; múltiples procedimientos, queson variantes posibles para la obtención de determinados productos, como son rutas
10

alternativas en la misma planta, plantas de fabricación distintas, etc.; y múltiplesetapas o fases de fabricación, es decir, productos en cuya elaboración intervienendistintos centros de producción.
4. Métodos para la plani�cación agregada propuestos en la literatura
Para la resolución del problema de la plani�cación agregada de la producción, lamayoría de los métodos se pueden clasi�car en tres grupos: en primer lugar métodosde comparación de alternativas; en segundo lugar, métodos que utilizan reglas dedecisión; y por último métodos basados en modelos de programación matemática.
4.1. Métodos de comparación de alternativas
Los métodos de comparación de alternativas consisten en generar varios planesalternativos y seleccionar uno en función de ciertos criterios. Para ello se puede haceruso de herramientas que faciliten la evaluación de los planes, como métodos grá�cos,hojas de cálculo, entre otros. Debido a los resultados obtenidos a través de estosmétodos y la sencillez de aplicación, son ampliamente utilizados por la dirección deempresas. Son de amplia utilidad para evaluar estrategias, no para crearlas. Paracrear estrategias es necesario un método sistemático que considere todos los costesy ofrezca una solución efectiva, como son los métodos matemáticos para la plani�-cación.
4.1.1. Métodos grá�cos de plani�cación agregada
Alford (1945) propone un método de plani�cación de la producción agregada a lolargo de un periodo de tiempo, mediante una grá�ca en la que relaciona cantidad deproducción con tiempo. En ésta presenta una curva representando a la producción yal stock acumulado a lo largo del tiempo, en contraste con una curva que representalas ventas acumuladas, una recta representando el índice de producción (lo proponeconstante, de forma de no variar la plantilla del personal), y coloca las cantidades deproductos vendidos por cada periodo de tiempo que conforma al horizonte temporal.Propone mantener un determinado nivel de stock de seguridad, pero para el casoen que la demanda supere la cantidad de producción y stock, se deberá recurrir atiempo de trabajo extra, y si es de forma contraria sugiere la pérdida de ventas.
Este enfoque se puede aplicar a la generación de alternativas. En primer lugar setraza la curva de los requerimientos acumulados de producción, como se observa enla �gura 2. Luego se trazan diferentes alternativas , por ejemplo: la alternativa 1,que se adapta muy bien a la demanda, pero este proceso requiere de variación de lacantidad de producción dos veces a lo largo del horizonte temporal de plani�cación;
11

la alternativa 2, sólo cambia una vez la cantidad de producción, nunca se produceruptura de stock, pero en la segunda mitad del horizonte temporal genera un altonivel de stock; y la tercera alternativa permanece con un índice de producción (pro-ducción/unidad de tiempo) �jo en todo el horizonte temporal, pero en la primeramitad se produce ruptura de stock, y en la segunda mitad genera altos niveles destock.
Figura 2: Alternativas grá�cas para la plani�cación agregada
4.1.2. Proceso de plani�cación agregada mediante una hoja de cálculo
Es una herramienta para desarrollar un plan, comparar el plan obtenido con otrosplanes y, por último modi�carlo según se requiera hasta estar satisfechos con los re-sultados. La hoja de cálculo muestra los valores de entrada, que re�ejan los requisitosde demanda y las alternativas propuestas para cada periodo. Otra parte muestra losvalores derivados, que deben provenir de los valores de entrada. En otra sección de lahoja de cálculo se muestran los costes calculados del plan. La hoja de cálculo facilitael análisis de los planes y ofrece una nueva serie de posibilidades para desarrollarplanes agregados.
Con este proceso se logra encontrar soluciones, por medio de comparaciones delcoste total luego de una serie de revisiones y correcciones de los datos propuestos porel plani�cador, pero no dan garantía de que la solución determinada sea óptima.
12

4.2. Métodos con reglas de decisión
Son métodos que proporcionan un plan agregado (nivel de producción, nivel defuerza de trabajo, horas extras, stock, etc.) a partir de los datos (pronósticos de de-manda, costes, stock actuales, etc.), mediante un conjunto de expresiones matemáti-cas que pueden ser lineales o no.
4.2.1. Regla de decisión lineal (LDR) (1955)
La regla de decisión lineal (LDR), desarrollada por Holt, Modigliani, Muth ySimon (1955), es una importante aportación al desarrollo de modelos matemáticospara la plani�cación agregada. Singhal y Singhal (2006) a�rman que la plani�caciónagregada en la actualidad es de utilidad para la plani�cación de ventas y operaciones,ya que cumple una función de pivote para la integración de las funciones de operaciónde producción, de comercialización y �nancieras. El método se basa en el desarrollode una función cuadrática de los costes asociados con la nómina regular, cambios enla cantidad de producción, stock, horas extras, nuevas contrataciones y despidos, dela cual se obtienen, derivando e igualando a cero para minimizar el coste total, dosreglas de decisión lineal para calcular la tasa de producción y el nivel de la fuerzalaboral del siguiente periodo, usando pronósticos agregados de ventas.
Estas reglas de decisión lineal son ecuaciones que están compuestas de una seriede términos con los pronósticos de demanda para un número de periodos futuros,acompañado cada uno por coe�cientes constantes, y cada regla tiene en cuenta losniveles actuales de fuerza de trabajo y de stock.
Si bien el método produce resultados óptimos, éstos dependen de que la función decostes sea cuadrática, lo cual con frecuencia no es cierto. Otra limitación del métodoes que las variables de decisión no están restringidas, y esto es poco representativode la realidad.
4.2.2. Modelo de los coe�cientes de la dirección (1963)
Bowman (1963), que había recibido muchas críticas a su modelo basado en elalgoritmo del transporte (que se explica en el apartado 3.3.1) estudió un enfoqueenteramente distinto que consiste en modelizar directamente el proceso de decisiónde las personas que toman decisiones de plani�cación según el procedimiento quesigue. Se debe notar que se pasa de un enfoque prescriptivo, en el que se buscanlos valores óptimos de las variables de decisión a base de tratar matemáticamenteun modelo en el que aparecen una función objetivo y unas restricciones con dichasvariables, a uno descriptivo en el que se busca la forma en que los expertos agregan,informaciones disponibles para transformarlas en decisiones.
13

Inicialmente se debe de�nir cuáles son las variables de acción y las informacionesque se utilizan para establecer su valor, considerando las primeras como variablesdependientes de las segundas, variables independientes. Mediante entrevistas con losexpertos se procura estructurar un modelo que represente la relación entre dichasvariables. Dicho modelo contendrá unos coe�cientes cuyos valores representarán lospesos que los decisores asignan a los distintos elementos de información. Para estimarlos valores de dichos coe�cientes se pueden utilizar técnicas tales como la regresiónmúltiple a partir de datos históricos, probando estadísticamente la signi�cación dela in�uencia de los distintos elementos de información en las decisiones tomadas,lo cual permitirá simpli�car el modelo eliminando los elementos de poca in�uencia.Este modelo podrá usarse en el futuro para preveer lo que habría hecho el decisorenfrentándose a una situación descripta por determinados elementos de información.
El interés de disponer de un modelo que describe el comportamiento del decisorestriba en la idea de que éste conoce su o�cio y por consiguiente toma decisionesacertadas en promedio pero que, impulsado por las urgencias y presiones, altera aveces poco hábilmente el peso que da a los datos de un periodo a otro. La utilizaciónde métodos estadísticos permite paliar dicha variabilidad de criterio y estimar losvalores reales de los coe�cientes de ponderación, con lo cual se puede ayudar aldecisor a o incluso en algunos casos substituirle.
4.2.3. LDR y la capacidad de la planta (1967)
Bu�a y Taubert (1972) hacen referencia a que Sypkens (1967) elaboró una exten-sión del modelo LDR, donde se identi�ca la capacidad de la planta como una variablede decisión además de la fuerza de trabajo y el índice de producción. Aunque se re-conoce que la capacidad a corto plazo del sistema se �ja en el modelo convencional dela LDR mediante la determinación de la fuerza de trabajo, hay algunos casos en quetambién se pueden hacer con ventaja algunos ajustes fundamentales de la capacidadfísica.
4.2.4. Método de la regla de decisión por búsqueda (1968)
Taubert (1968), desarrolló la metodología básica de la regla de decisión porbúsqueda (SDR), utilizando como funciones de prueba los datos de una fábrica depinturas con las soluciones de la LDR.
El enfoque de Taubert propone la construcción del modelo de costes o bene�-cios lo más real posible, expresándolo en la forma de una subrutina de computadoraque tenga la capacidad de calcular el coste asociado con cualquier conjunto dadode valores de las variables de decisión. Matemáticamente, la subrutina de�ne unasuper�cie de respuesta de coste con una dimensionalidad determinada por el número
14

de variables de decisión y el número de periodos de tiempo incluidos en el horizontetemporal de la plani�cación agregada. En resumen, el modelo de costes forma unmodelo de sistemas de decisión de múltiples etapas, y en cada etapa representa laestructura de costes de la operación en el momento en que se toman las decisiones,sea cada mes, cada trimestre, etc. Luego se utiliza una rutina de análisis por com-putadora para examinar sistemáticamente la super�cie de respuesta del modelo decostes, en búsqueda del punto (combinación de decisiones) que represente el menorcoste total en todo el horizonte temporal de plani�cación. No garantiza una solu-ción óptima, pero el método encuentra soluciones que en su momento no se podíanmejorar fácilmente.
4.2.5. LDR con múltiples productos y ciclos largos de producción (1970)
Chang y Jones (1970), generalizaron el método LDR para aplicarlo a la plani-�cación tanto agregada como detallada, en una situación de múltiples productos yampliaron el marco conceptual para manejar situaciones en que el inicio y �n de laproducción no puede veri�carse en el mismo periodo. El inicio y �nal de la producciónen un periodo es factible para procesos a granel o de grandes cantidades (por ejemplo,de pintura, bebidas, entre otros) y para productos pequeños, pero no para productostales como aviones, barcos, turbinas de vapor, etc., que implican ciclos prolongadosde fabricación, ensamble y prueba. El enfoque de Chang y Jones supone el empleode una matriz de distribución de mano de obra Dit, la cual especi�ca la fracción delesfuerzo total de la fuerza de trabajo que requiere el producto i en un mes t del ciclode producción. Conceptualmente el método supone que el producto i está listo parasu venta, en un periodo, k, por ejemplo, y luego calcula los requerimientos de manode obra en los periodos, k, k − 1, k − 2, etc., usando la matriz Dit.
4.3. Modelos de programación lineal
Uno de los métodos más importantes para resolver el problema de la plani�caciónagregada es la programación lineal. A continuación se explican los modelos y/o méto-dos más referenciados.
4.3.1. Método del transporte de Bowman (1956)
Bowman (1956), propone un modelo de programación lineal para la plani�caciónde la producción agregada, que es conocido como el modelo del transporte de Bow-
man. En el cual propone como origen los binomios formados por la alternativa deproducción (producción en horas regulares, en horas extras y subcontratación) y elperiodo en que se produce; y como destino los periodos a los a los que asignará laentrega de dichas producciones. Al trabajar con este modelo se considera el númeromáximo de unidades que se pueden producir durante un periodo determinado con
15

tiempo de trabajo regular, con horas extras, y unidades subcontratadas, el número deunidades del producto terminado que se entregarán durante el periodo determinado,los costes por almacenamiento unitario por periodo, costes de producción unitario entiempo regular, costes de producción con horas extras, y los costes por subcontratar.
4.3.2. La LDR y el modelo de programación lineal de Hanssmann-Hess(1960)
Hanssmaan y Hess (1960) construyeron un modelo de programación lineal parala plani�cación agregada, que es equivalente al modelo de la LDR en su estructurageneral. En ambos modelos las decisiones se toman de acuerdo con la fuerza de tra-bajo y la tasa de producción; la función de criterio del coste incluye exactamentelos mismos componentes: costes de la nómina regular, de contratación, liquidación,horas extras, stock y escasez. La diferencia básica se encuentra entonces en el hechode que en el modelo de programación lineal de Hanssmann-Hess la función del costees lineal, mientras que en el modelo LDR es cuadrática. De�nieron curvas lineales(lineales a tramo) de coste con base en las curvas cuadráticas de coste empleadas enla aplicación de LDR en el mismo caso de estudio de una fábrica de pinturas pro-puesta por Holt et al. (1955), también los cambios de la cantidad de producción sonlineales por tramo. Hanssmann y Hess no informaron sobre cómo aplicar extensa-mente su modelo en un marco industrial, pero Kolenda (1970) realizó un trabajo decomparación, sin obtener conclusiones relevantes, entre el modelo LDR y el modelode programación lineal de Hanssmann y Hess, ambos implementados al caso de lafábrica de pinturas.
4.3.3. Plani�cación agregada mediante programación lineal
La programación lineal (PL), la programación lineal entera (PLE) y la progra-mación lineal entera mixta (PLEM) constituyen herramientas muy poderosas pararesolver los modelos de plani�cación agregada.
Las características relevantes de los problemas de plani�cación modelizados me-diante PL, PLE y/o PLEM se presentan en el cuadro 1. En ésta tabla se indica queel horizonte temporal de plani�cación puede estar compuesto por un solo periodo,o por múltiples periodos de plani�cación para llevar a cabo el plan agregado. Laorganización puede producir un solo producto, o múltiples productos que compitenpor los mismos recursos, esto se debe de�nir a la hora de diseñar el plan. Los recursoscríticos pueden ser uno o múltiples, por ejemplo; máquinas, materia prima, mano deobra especializada, dinero, entre otros. Las etapas o fases de fabricación, es decir,productos en cuya elaboración intervienen distintos centros de fabricación o sólo uno.En unas organizaciones se puede admitir la ruptura de stock tomando otras alterna-tivas ante esta situación, como es diferir demanda o retrasos en los pedidos, pero en
16

otros no se permite. A la hora de realizar un plan de producción se pueden encontrarsituaciones en que la demanda es conocida, determinista, pero en otras existe incer-tidumbre sobre el futuro, no determinista. La plantilla de la fuerza laboral puede serconsiderada �ja, sin tener que recurrir al empleo y despido de personal, o variable.Las instalaciones en una organización pueden ser �jas, o variables dependiendo dela �exibilidad, del nivel de producción necesario y de los tipos de productos, comoson: rutas alternativas en la misma planta; plantas de fabricación distintas; métodosdistintos de producción, etc. El nivel de producción, dependiendo de las estrategiasde plani�cación implementadas, puede ser constante o variable. En una compañíadependiendo de la naturaleza del producto que elabora, perecedero o no, de la ca-pacidad de la instalación y de los costes que producen, se puede mantener stock ono. La función objetivo del modelo puede contemplar un solo criterio, o múltiplescriterios de plani�cación agregada.
Cuadro 1: Características de los modelos lineales de plani�cación
17

5. Reseña de la plani�cación agregada en los cursos de grado
En este apartado se presentan cuadros resumen (cuadro 2 y cuadro 3) sobre laliteratura dedicada a la plani�cación agregada, desde el año 1955, citada en libros detexto, manuales y cursos de grado. Se indica si cada autor trata los diferentes temasconsiderados en la plani�cación agregada, cómo han evolucionado en el tiempo segúntrabajos del mismo autor, y la importancia dedicada a cada tema, por cada uno delos autores citados (cuadro 2) y a qué métodos o modelos de plani�cación agregadahacen referencia o simplemente mencionan en sus trabajos (cuadro 3). A continuaciónse presenta una simple descripción de cada tema a los que hacen referencia los autoresen sus trabajos.
Naturaleza de la plani�cación agregada: en ella los autores explican quées la plani�cación agregada y a qué se re�eren con el término �agregado�. Lamayoría de los autores emplean un ejemplo de un caso real, con datos de pro-ducción y las características de los productos, para entender la agregación deproductos individuales a familias de productos. Proponen el horizonte temporalde plani�cación e identi�can las variables de entrada necesarias para desarro-llar el plan agregado (pronósticos de demanda, capacidad de las instalaciones,los niveles totales de stock actuales, la plantilla disponible, materias primas, latecnología, etc.), y describen las variables de salida (cantidades a producir encada periodo de tiempo, los niveles de fuerza laboral necesaria, tiempos extrasde trabajo, subcontrataciones, niveles de stock, etc.) que este plan entrega a losniveles de plani�cación detallada.
Jerarquía de la plani�cación: los autores presentan la plani�cación agrega-da dentro de una estructura de relación jerárquica entre los distintos niveles deplani�cación que una organización tiene en cuenta a la hora de plantear sus ob-jetivos desde largo plazo (años) hasta muy corto plazo (horas). Algunos autoresproponen estructuras grá�cas con bloques unidos por �echas indicando el �ujode información, órdenes y restricciones en el marco jerárquico de plani�cación.Se indican los periodos de tiempo con que cada sector de la compañía, a cargode un nivel de plani�cación, dispone para cumplir con sus objetivos. Se observacomo cada nivel de plani�cación de mayor plazo genera entradas hacia el nivelinmediato inferior, desde la plani�cación estratégica de años hasta de�nir lashoras necesarias en una determinada máquina, con un operador especí�co, paraelaborar cierta cantidad de productos por unidad de tiempo.
Proceso de plani�cación agregada: algunos autores exponen un procesode plani�cación agregada e indican etapas para este proceso. En este procesodesarrollan una serie de pasos en los que analizan las previsiones de la demanda
18

dentro de un horizonte temporal establecido, determinan la demanda agregadapara cada familia de productos y calculan a partir de estos datos la necesidad delos recursos, para satisfacer el plan agregado, desarrollando planes y evaluandosus resultados.
Estrategias o alternativas de plani�cación agregada: se proponen dis-tintas estrategias para hacer frente al problema de la plani�cación agregada.Algunas apuntan a actuar sobre la demanda, tratando de nivelar picos de alta obaja demanda, elaborando acciones de marketing, modi�cando precios, promo-ciones, etc.; otras estrategias apuntan a la capacidad de la organización, comoson las estrategias puras denominadas de caza o persecución (tratan de adap-tarse lo mejor posible a la demanda) y de nivelación (producción o fuerza detrabajo constante), y las estrategias mixtas (combinación de estrategias puras).
Criterios u objetivos en la plani�cación agregada: en el momento de re-solver el problema de la plani�cación agregada deben �jarse criterios u objetivosa medio plazo, sobre los que se conduce la toma de decisiones. Los autores en sustrabajos enumeran distintos criterios u objetivos a alcanzar con este plan agre-gado, entre otros mencionan los criterios económicos (minimización de costes),de servicio al cliente, mantener constante la plantilla laboral, etc.
En la búsqueda de asignaturas, dictadas en carreras de grado de universidades, que ensus programas involucren la plani�cación agregada de la producción, se ha encontradouna pequeña cantidad (diez universidades) debido a que vía Internet la mayoría de lasuniversidades no disponen, en detalles, las materias y sus programas. Las referenciasde la bibliografía que emplean en estas asignaturas se basan en autores mencionadosen el cuadro 2. Ninguna de las asignaturas halladas informa de manera detalladacómo tratan el tema de plani�cación agregada de producción, pero observando labibliografía a la que hacen referencia se puede obtener un per�l de la forma enque estudian este tema en las carreras de ingeniería industrial o licenciaturas enadministración de empresas, en donde se forman los futuros profesionales del sectorindustrial. En los cursos de grado de universidades españolas son muy referenciadoslos trabajos de Bu�a y Taubert (1972), Chase y Aquilano (1973, 1992 y 2000),Krajewski y Ritzman (2000 y 2005), Domínguez et al. (1995), Heizer y Render (1997y 2001) y Miranda et al. (2005). Buscando en cursos del Massachusetts Institute ofTechnology, Graves (1999) y Gallien y Jennings (2004), se encontró acceso a algunosprogramas de asignaturas y algunas exposiciones sobre el tema, observando tambiénalgunos trabajos de consulta y bibliografía empleada, en la cual son mencionadoslos trabajos de Holt et al. (1955 y 1960), Hax (1978), Bu�a y Taubert (1975), entreotros.
19

Autores Temas
Naturaleza
Jerarquía
Procesos
Estrategias
Criterios
Holt C.C. et al. (1960) x x x x x
Bu�a E.S. (1968a) x x x x
Bu�a E.S. (1968b) x x x x
Bu�a E.S. y Taubert W. H. (1972) x x x
Bu�a E.S. y Sarin R.K. (1992) x x x x
Mize J.H. et al. (1971) x x x x
Chase R.B. y Aquilano N.J. (1973) x x
Chase R.B. y Aquilano N.J. (1992) x x x
Chase R.B. et al. (2000) x x x x
Davis M.M. et al. (2001) x x x x
Hax A.C. (1978) x x x x
Meal H.C. (1978) x x x
Johnson L.A. y Montgomery D.C. (1974) x x
Eilon S. (1982) x
Krajewski L.J. y Ritzman L.P. (1987) x x x x
Krajewski L.J. y Ritzman L.P. (2000) x x x x x
Krajewski L.J. y Ritzman L.P. (2005) x x x x x
Larrañeta J. et al. (1988) x x x
Fogarty D.W. et al. (1989) x x x
Fogarty D.W. et al. (1991) x x x x x
Companys R. y Corominas A. (1989) x x x x x
Blocher J.D. y Chand S. (1992) x x x
Dominguez M. J. et al. (1995) x x x x x
Heizer J. y Render B. (1997) x x x x x
Heizer J. y Render B. (2001) x x x x x
Algeo M.E. y Barkmeryer E.J. (2001) x
Miranda G. F. et al. (2005) x x x x x
Cuadro 2: Autores y los temas tratados en plani�cación agregada de la producción.
Como conclusión de la tabla 2, se observa que la mayoría de los autores queen sus diferentes trabajos se re�eren a la plani�cación agregada de la producción,mantienen un mismo per�l en cuanto a cómo tratan el tema, como lo hace Bu�a(1968a y 1968b) y Bu�a y Sarin (1992), Chase y Aquilano (1973) en su primera obrano tratan el tema en profundidad, pero después de muchos años Chase y Aquilano(1992 y 2000), y en un trabajo en conjunto con Davis, Davis et al (2001), exploran almáximo el tema dando ejemplos reales y manteniendo una misma estructura en cadaobra, pero actualizando sus ejemplos. Hax (1978) trabaja en profundidad el tema ypresenta el trabajo de Meal (1978), pero en años posteriores no actualiza este tema.
20

Krajewski y Ritzman (1987, 2000 y 2005) actualizan ejemplos y datos reales. Porsu parte, Fogarty (1991), demuestra mayor importancia y dedicación en el tema deplani�cación agregada que en su bibliografía anterior, Fogarty (1989). Otros autoresmuy citados en la actualidad son Heizer y Render (1997 y 2001), quienes en estas dosobras presentan una estructura clara del tema, y proponen ejemplos de casos paraanalizar.
En el cuadro 3 se resumen los métodos de plani�cación agregada más importantesdesde el año 1955 hasta la actualidad, y se relacionan con la bibliografía que hacereferencia a cada uno de ellos.
Como es posible observar en el cuadro 3, se han presentado los autores y susrespectivos trabajos más referenciados en universidades y publicaciones de revistas,desde los inicios de los años 50. Como conclusión de esta revisión se observa queel método de plani�cación agregada más sugerido en los libros y manuales es el deprogramación lineal desde los años 80. Esto se debe al surgimiento de nuevas he-rramientas de programación que hacen posible una mayor aplicación de este método.En segundo lugar la técnica más citada y que ha sido base de otros métodos es dela regla de decisión lineal (LDR) con una notable importancia en la literatura en losaños 90. Luego los métodos grá�cos; de transporte; de simulación; el de coe�cientesgerenciales; y la regla de decisión por búsqueda son bastante citados. Los demásmétodos tienen sus aportes e importancia, pero no son muy tratados en la literaturareferenciada.
21

Autores
Métodos
Métodográ�co
Hoja
decalculo
LDR
ExtensionesdeLDR
Métododetransporte
Coe�cientesgerenciales
SDR
Programaciónlineal
Holt C.C. et al. (1960) x
Bu�a E.S. (1968a) x x x
Bu�a E.S. (1968b)
Bu�a E.S. y Taubert W. H. (1972) x x x x x x
Bu�a E.S. y Sarin R.K. (1992) x x x x
Mize J.H. et al. (1971) x x
Chase R.B. y Aquilano N.J. (1973) x x x x x x
Chase R.B. y Aquilano N.J. (1992) x x x x x x
Chase R.B. et al. (2000) x x x x x
Davis M.M. et al. (2001) x x
Hax A.C. (1978) x x x x
Meal H.C. (1978)
Johnson L.A. y Montgomery D.C. (1974) x x
Eilon S. (1982) x x x
Krajewski L.J. y Ritzman L.P. (1987) x x x
Krajewski L.J. y Ritzman L.P. (2000) x x x
Krajewski L.J. y Ritzman L.P. (2005) x x x x
Larrañeta J. et al. (1988) x
Fogarty D.W. et al. (1989) x x
Fogarty D.W. et al. (1991) x x x x
Companys R. y Corominas A. (1989) x x x x x x x
Blocher J.D. y Chand S. (1992) x x x x
Dominguez M. J. et al. (1995) x x x x x
Heizer J. y Render B. (1997) x x x x x x
Heizer J. y Render B. (2001) x x x x x x
Algeo M.E. y Barkmeryer E.J. (2001)
Miranda G. F. et al. (2005) x x
Cuadro 3: Los métodos de plani�cación agregada propuestos por cada autor en su trabajo.
Como conclusión sobre el contenido del cuadro 3, los autores presentan los méto-dos grá�cos y tablas, indicando que no proporcionan soluciones óptimas pero sí sonimplementados en la industria por su fácil entendimiento e implementación. Losmétodos de programación lineal sí alcanzan soluciones óptimas, pero resaltan que elresponsable de plani�car, en una industria, no comprende con claridad los modelosmatemáticos, y es ésta la causa por la que no optan por esforzarse en utilizarlos.
22

En la práctica de la industria, los que ofrecen grandes oportunidades también, sonlos métodos de simulación (por búsqueda de soluciones factibles) que reproducen,en cierto grado razonable, el proceso de adopción de decisiones típico del directivo.También tienen en cuenta que los supuestos que concurren en un modelo de simu-lación se pueden establecer con mayor libertad, lo cual contribuye en gran medidaa minimizar las di�cultades con que se tropieza a la hora de llevarlo a la práctica.En los libros y manuales investigados, la mayoría de los publicados en los últimos 25años dedican mucho espacio a ejemplos prácticos y la mayoría resueltos con méto-dos de comparación de alternativas (técnicas gra�cas y hoja de cálculo) y comparanlos resultados con soluciones dadas con el método del transporte. Esto es a modopráctico para que los estudiantes logren ejercitar, con mayor claridad posible, planesagregados de producción aunque que las soluciones alcanzadas no sean las óptimas.
6. Referencias de plani�cación agregada en Handbooks
Como conclusión de las aportaciones sobre plani�cación agregada en Handbooks,el primero es el de Alford (1945), en donde se mani�esta el problema de la plani�-cación de la cantidad de producción por periodos dentro de un horizonte de tiempode medio plazo, un año, plazos y fechas de entrega, cantidad de recursos necesariosy fuerza laboral. En este manual como ya se ha explicado en el apartado 4.1.1, elautor desarrolla un método grá�co para realizar un plan agregado.
Maynard (1956) presenta la primera edición del Industrial Engineering Handbook ,pero al igual que en las ediciones posteriores (segunda edición (1963), y terceraedición (1971)) no hace referencia al plan agregado, solo desarrolla el tema de laprogramación de producción a muy corto plazo.
Salvendy (1982) edita el Handbook of Industrial Engineering , en el que se detallael problema de plani�cación agregada, planteando su naturaleza, caracteristicas, ymétodos de plani�cación. Manteniendo el mismo marco de la plani�cación agregada,pero con ejemplos actualizados, Salvendy (1992) presenta la segunda edición de estemanual. Salvendy (2001) presenta la tercera y última edición de este manual, en estano trata el problema de la plani�cación agregada, como se aprecia en el apartado 5del presente trabajo, se focaliza en la programación de la producción a corto plazo.
7. Aportaciones recientes en revistas especializadas
Nam y Logendran (1992), mediante un survey , presentan un esquema de clasi�-cación de las técnicas de plani�cación agregada en dos grandes grupos; uno repre-senta a las técnicas que alcanzan soluciones óptimas y el otro a las técnicas que nogarantizan soluciones óptimas. Con este esquema presentan la investigación sobre el
23

problema de plani�cación agregada entre los años 1953 y 1990, dejando a disposi-ción la información sobre algunos métodos de plani�cación agregada, sin mencionartodas, tanto para los que deseen llevarlas a la industria como para los investigadoresque requieran información en este tema.
En su primera clasi�cación (técnicas de solución óptima) se re�eren a los modelosde programación lineal; la regla de decisión lineal; modelos de programación pormetas, entre otros, y muestran tablas con cada autor y métodos implementados.En la segunda clasi�cación (técnicas de solución no-óptima) mencionan la regla dedecisión por búsqueda, métodos heurísticos de cambio de producción, el métodode los coe�cientes gerenciales, y propuestas de simulación, también con cuadros deautores y métodos utilizados. No hacen referencia a las técnicas de comparación dealternativas.
En este survey Nam y Logendran (1992) han investigado la bibliografía en librosdesde el año 1953 hasta el año 1985, y artículos hasta el año 1990. En nuestro tra-bajo hemos profundizando más la investigación remontándonos al año 1918, cuandoRathenau hizo la primera referencia al problema de la plani�cación agregada, hastala actualidad.
Con una búsqueda actualizada de artículos sobre el problema de plani�caciónagregada, se describirán estos trabajos siguiendo un orden cronológico.
Damon y Schramm (1972) a�rman que el modelo de plani�cación agregada dela producción de Holt, Modigliani, Muth and Simon (1950) se puede extender in-corporando variables que representan al área comercial y a la gerencia �nanciera.Proponen modelos secuenciales con métodos de programación no-lineal, basados enlas reglas de decisión del modelo HMMS, que contemplan en un modelo las decisionesde producción, en otro las decisiones del área comercial, y por último las decisiones �-nancieras. Estos modelos secuenciales posteriormente son incorporados en un modelosimultaneo pero sin lograr una integración total de las diferentes áreas de la empresa,y sin alcanzar soluciones óptimas.
Kirca y Köksalan (1996) frente a la necesidad de proponer un plan de produc-ción y su implementación en una compañía manufacturera, proponen un modelo deprogramación lineal que integra la plani�cación de la producción y la plani�cación�nanciera. En este modelo integran un plan de producción, para el cual contemplanposibles contrataciones y despidos de mano de obra, el empleo de horas extras, ygenerar inventarios para enfrentar las variaciones de la demanda. No tienen en cuen-ta una plani�cación del tiempo de trabajo de la plantilla para lograr una mayor�exibilidad de trabajo. En su modelo proponen una plani�cación �nanciera, contem-plando los cobros de los clientes, y algunos pagos. Entre sus pagos tienen en cuentalos salarios del personal, y contemplan dentro del salario el pago de la seguridad
24

social, los pagos de horas extras, y los costes de despedir personal, el pago del im-puesto al valor añadido (IVA), y un coste �jo por impuestos sin ser mencionados.No contemplan los pagos de la retención de la renta a la persona física, del cual sepueden obtener bene�cios al postergar el pago de dichas retenciones, y los pagos dela seguridad social también. Proponen en la función objetivo maximizar el valor deldinero futuro, es decir, la diferencia entre el dinero invertido para ganar intereses enperiodos futuros y los créditos por préstamos pedidos a los bancos. No introducenuna serie de elementos en la gestión de la tesorería que pueden dar mayores bene�ciosal plan agregado integrado a la hora de pedir créditos o de gestionar los excedentesmonetarios.
Tadei et al. (1995) frente a un caso real de una empresa con productos múltiples,algunos estacionales y otros no, proponen para resolver el problema de la plani�caciónagregada de la producción en un año un modelo de programación lineal entera mix-ta cuya función objetivo es minimizar los niveles de stock necesarios, sin permitirruptura de stock, para satisfacer una demanda conocida, determinando la cantidadde personal necesario para cada mes del año, de este modo conocer la cantidad depersonal que se debe subcontratar en los meses de demanda alta. Utilizan variablesenteras para el número de líneas, para la cantidad de los diferentes productos a serprocesados en cada línea, el número total de días laborales en cada mes y la cantidadde cambios de productos en cada línea por día. Proponen un procedimiento heurís-tico para encontrar las soluciones, basado en un algoritmo de búsqueda local congeneración de soluciones vecinas y comparándolas hasta hallar soluciones factiblespróximas a las óptimas.
Dobos (1996) obtiene los diferentes niveles de producción (mono-producto) paracada uno de los meses que contribuyen el horizonte de plani�cación (un año) segúnlos niveles de demanda conocidos. Para satisfacer dicha demanda no recurre al usode stock, sólo propone hacer uso del empleo y despido de personal, también utilizarhoras extras y tiempo de oscio. Con un modelo propuesto en base a una ley decontrol de óptimo continuo, alcanzan una solución �nal que es minimizar los costestotales generados de emplear y despedir personal, y de las horas extras y tiempode ocio, disponiendo de una plantilla de personal totalmente �exible sin considerarrestricciones. Con este trabajo el autor logra implementar su propuesta de una leyde control óptimo en tiempo continuo, sin la necesidad de recurrir al control discreto,en un caso de plani�cación agregada de producción observado como un problema decontrol.
Hsieh y Wu (2000) proponen un modelo estocástico de programación lineal paraconsiderar la incertidumbre en la demanda y los costes involucrados en el plan agre-gado. Emplean un método de distribución estocástica triangular, en el que cadacoe�ciente, restricción y variables pueden tomar tres valores posibles: uno se deno-
25

mina valor más posible (es la probabilidad de un valor normalizado), otro puede serel valor más pesimista (el peor de los casos), y el tercero es el valor más optimista(el mejor de los casos). Hacen uso del modelo clásico de Holt et al. (1955) y el deHanssman-Hess (1969), pero contemplando por cada variable valores estocásticos.Para el plan agregado tienen en cuenta variaciones de la fuerza de trabajo por cadaperiodo, niveles de empleo y despidos, cantidades de horas extras por trabajadorpor periodo, variaciones en el nivel de stock y recurrir a pedidos pendientes en casosnecesarios. En la función objetivo minimizan los costes totales, logrando solucionesrobustas, pero no óptimas.
Fung et al. (2003) y Tang et al. (2003) consideran el problema de la incertidumbrede la demanda del mercado y la incertidumbre en las capacidades de producción. Paraenfrentarse a este problema plantean un modelo de programación no-lineal con lógicadifusa para la plani�cación de la producción agregada con múltiples productos. Paraeste modelo formulan la demanda y la capacidad difusas, y proponen una ecuaciónde balance de producción y stock para un mismo periodo, y una ecuación de balancedinámico; son ecuaciones difusas, que representan los niveles posibles que puedetomar la demanda incierta del mercado. Determinan los niveles de producción, defuerza de trabajo, de stock, y pedidos pendientes, que logren un valor esperado delcoste total mínimo, utilizando el método de programación paramétrica. No utilizanhoras extras ni tiempo de ocio, pero sí consideran la posibilidad de modi�car laplantilla de personal respetando ciertas restricciones.
Techawiboonwong y Yenradee (2003) ante el problema de manejar la capacidadde producción disponible, �ja, junto con el plan de transferencia de mano de obra(trabajadores polivalentes), proponen un modelo de plani�cación agregada formula-do en base al formato de una hoja de cálculo (método de comparación de solucionesalternativas) usada como herramienta, con una opción dinámica de corrección, porparte del plani�cador, entre diferentes datos posibles de parámetros ante la obser-vación de las soluciones halladas. El propósito de este modelo de productos múltipleses minimizar los costes totales de producción (fuerza de trabajo, niveles de stock,y horas extras), tratando de optimizar la capacidad de las instalaciones disponiblespara satisfacer la demanda conocida de antemano. Mantiene los niveles de fuerza detrabajo constante, reorganizando los trabajadores en los puestos de trabajo requeri-dos, y recurriendo al empleo de stock. Se implementó con datos de un caso real, elcual no se detallada en el artículo.
Leung et al. (2003) se enfrentan al problema de plani�car la producción de unacompañía multinacional de ropa interior en Hong Kong. La compañía posee insta-laciones en diferentes países, es decir con producción en múltiples fases o etapas.Los autores proponen un modelo de plani�cación agregada de múltiples etapas conmúltiples objetivos, entre ellos maximizar el bene�cio, reduciendo las penalizaciones
26

por impuesto de exportación e importación de la producción por los requisitos deregulación de las diferentes naciones involucradas en la cadena de suministro, hacien-do minimos los costes totales, y minimos los cambios en el nivel de fuerza laboral.El modelo contempla además productos múltiples, la posibilidad de despedir y con-tratar fuerza de trabajo para periodos de alta demanda y recurrir a generar nivelesde stock para satisfacer una demanda pronosticada. El modelo es desarrollado enprogramación lineal por metas. Leung et al. (2006) enfrentan el mismo problemade la plani�cación agregada de producción en la compañía multinacional de HongKong, pero en este trabajo proponen un modelo estocástico con distribuciones pro-babilísticas sobre los pronósticos de la demanda, empleando el mismo método deprogramación por metas para su resolución.
Corominas et al. (2002), Corominas et al. (2004), y Corominas et al. (2007a) re-�riendose al problema de adaptar la capacidad de producción a las variaciones dela demanda en un horizonte temporal de un año, abordan el problema de la plani�-cación del tiempo de trabajo con jornada anualizada (el tiempo de trabajo se puededistribuir de forma irregular a lo largo del año), analizando y clasi�cando las prin-cipales características del problema. Resaltan la importancia de la �exibilidad queproporciona la anualización a la empresa, ya que tiene la oportunidad de plani�carel tiempo de trabajo de forma e�ciente, pero a la vez genera nuevos problemas deplani�cación del tiempo de trabajo, de programación de horarios y, en el caso máscomplejo, de asignación de tareas a trabajadores. Lusa (2003) describe y formalizalos problemas de plani�cación del tiempo de trabajo de una plantilla de trabajadorescon jornada anualizada, en empresas de servicios y de manufactura; describe deta-lladamente y de forma estructurada el modo de formular los modelos en programaciónlineal entera mixta (PLEM) apropiados para cada uno de los casos que se derivande la clasi�cación propuesta; propone un procedimiento de resolución basado en laprogramación lineal entera mixta (PLEM) y realiza una amplia experiencia com-putacional comprobando que para la mayoría de los casos, los modelos propuestosson totalmente operativos, y propone alternativas de resolución para los casos enque la PLEM no siempre proporciona la solución exacta en tiempos satisfactorios.Por otro lado, Lusa (2003) modeliza y resuelve un caso en el que los productos sonperecederos (es decir, pueden estar almacenados durante un tiempo limitado). Paraello, considera la posibilidad de que tanto el precio de venta como el coste de mante-nimiento del stock dependan de la edad del producto. Indica que el coste de posesiónde stock puede ser constante o aumentar con la vida del producto, pudiendo ser elcaso de productos perecederos que necesiten un mantenimiento especial conforme seacerca su fecha de caducidad. En Corominas et al. (2007b) tratan un caso industrial,con posibilidad de diferir demanda (productos no perecederos) y, además, presentanlos modelos de plani�cación como herramienta de negociación de las condiciones de
27

anualización (por ejemplo �exibilidad semanal y número de horas anuales) entre laempresa y los trabajadores.
Singhvi et al. (2004) consideran un modelo de programación lineal entera mix-ta para resolver el problema de la plani�cación agregada recurriendo a la subcon-tratación, a contratar y despedir fuerza laboral, a horas extras y mantener stock,sin y con rupturas de éste, para satisfacer los pronósticos de demanda conocidos.La función objetivo del modelo maximiza los bene�cios reduciendo los costes totalesinvolucrados en la plani�cación. Proponen un horizonte temporal de seis meses conperiodos de un mes. En primer lugar proponen un modelo mono-producto con el ob-jetivo de maximizar el bene�cio sin aceptar la ruptura de stock recurriendo a horasextras y subcontratación, y en segundo lugar desarrollan otro modelo mono-producto,cuya función objetivo también es maximizar el bene�cio, aceptando la ruptura destock (coste de diferir demanda) a cambio de no recurrir a la subcontratación deunidades de producción y a horas extras.
Wang y Liang (2004) adoptan la posibilidad de variar la fuerza laboral por mediode despidos y contratación, permitiendo mantener stock y si es necesario considerarrupturas de stock para satisfacer una demanda incierta en un horizonte temporalde un año para la plani�cación agregada. Para alcanzar las soluciones del plan de-sarrollan un modelo de programación lineal de múltiples objetivos para un entornode variables de lógica difusa. Proponen un algoritmo de cinco pasos en los que selinealiza por partes la función objetivo, obteniendo una serie de funciones lineales yluego aplican la programación lineal a cada una, generan una función de satisfacciónen función de los resultados obtenidos para que la persona que toma la decisión pue-da evaluar y si es necesario modi�car parámetros del modelo original hasta alcanzarcierto grado de satisfacción. Entre los múltiples objetivos que se proponen están laminimización del coste total de producción; minimizar los costes de transporte ypedidos pendientes, y minimizar el índice de cambios en el nivel de fuerza laboral.Evalúan este algoritmo con datos reales. Luego Wang y Liang (2005a) presentaronuna aplicación de este modelo a un caso de la corporación tecnológica Daya, con estodemuestran la �abilidad de este modelo para el problema de plani�cación agregadade la producción.
Leung y Wu (2004) indican que es muy frecuente que la gerencia encuentre in-certidumbre y ruidos en los datos de la demanda pronosticada, y en los costes deproducción, por esto las variables y parámetros que ellos plantean son estocásticos.Los autores desarrollan un modelo estocástico de optimización robusta para resolverun problema de plani�cación agregada de la producción en un ambiente altamenteincierto, en el que disponen de la posibilidad de generar y mantener stock, sin llegara la ruptura, proponen variar la fuerza laboral cuando necesiten modi�car los nivelesde producción debido al aumento incierto en los niveles de la demanda, recurriendo
28

al empleo y despido de personal, respetando ciertas restricciones por convenios. Pro-ponen un método de programación paramétrica para minimizar el valor esperado delcoste total (la suma de los costes de producción, de mantener stock, y de variar lafuerza laboral) a través de penalización de parámetros en un horizonte temporal deun año, de manera que la persona responsable de decidir sobre el plan agregado pue-da determinar una estrategia de producción favorable, niveles de producción, nivelesde stock, y cantidad de fuerza de trabajo necesaria que alcancen un mínimo coste,satisfaciendo los posibles niveles de demanda.
Ganesh y Punniyamoorthy (2005) introduciéndose en la plani�cación agregadade un producto simple, encuentran los niveles de producción y sus variaciones, con-siderando las posibilidades de empleo y despido de personal, recurrir a la subcontra-tación de productos, hacer uso de horas extras y stock, para satisfacer los pronósticosconocidos de la demanda. Desarrollan un modelo de programación lineal entera conuna función objetivo que minimiza los costes totales involucrados en la plani�caciónagregada y minimizar los cambios en el nivel de fuerza laboral. Implementan métodosheurísticos para encontrar las soluciones, como son los algoritmos genéticos (GA), derecocido simulado (SA) y algoritmos híbridos, combinación (GA-SA). Desarrollan yprueban el modelo propuesto con estos métodos sólo para demostrar que los algorit-mos híbridos alcanzan mejores soluciones que los algoritmos puros para el problemade plani�cación agregada, sin analizar otros métodos o soportes de programación,como es CPLEX (software para la resolución de PL, PLE y PLEM).
Wang y Liang (2005b) con las mismas características del caso planteado en Wang yLiang (2004), consideran el problema de la imprecisión de los pronósticos de demanday los costes de operación y capacidad en la plani�cación agregada de la producción.Proponen un modelo de programación lineal estocástica, desarrollando un métodocon una función objetivo resuelta por medio de un proceso de seis pasos dirigidos porla persona encargada de tomar las decisiones de forma interactiva con el ordenador. Elmodelo es de múltiples objetivos entre ellos: minimizar los costes totales, maximizarla probabilidad de obtener costes totales más bajos, y minimizar el riesgo de obtenercostes totales muy altos. Este modelo es aplicado al caso de estudio de la corporacióntecnológica Daya.
Gomes da Silva et al. (2006) consideran tres aspectos importantes para teneren cuenta en la plani�cación agregada de la producción, que son el bene�cio dela compañía, la satisfacción del cliente, y el ambiente de trabajo. Para alcanzarestos tres objetivos los autores proponen, ante un caso real de una compañía queelabora materiales para la construcción en Portugal, el desarrollo de un modelo deprogramación lineal entera mixta con múltiples criterios. En este modelo consideranlos siguientes aspectos: las restricciones legales sobre la reducción o aumento deltamaño de la fuerza laboral, y las horas extras, adoptan la posibilidad de subcontratar
29

producción y de almacenar stock, también aceptan la ruptura de stock. Con estasconsideraciones ante una demanda determinista proponen tres funciones objetivo porseparado, la primera maximiza el bene�cio de la compañía, la segunda minimiza losretrasos de los pedidos de los clientes, y la tercera minimiza las variaciones en lafuerza laboral, todas estas a lo largo de un horizonte temporal de un año dividido enperiodos mensuales. Para encontrar soluciones a este problema los autores desarrollanun método de generación, evaluación y comparación de soluciones vecinas, a travésde un ambiente interactivo, en el cual el responsable de tomar la decisión puedeir agregando, quitando o modi�cando datos hasta hallar una solución satisfactoria,aunque no necesariamente óptima.
8. Análisis del estado del arte
Como se mani�esta en el apartado de la introducción, la plani�cación agregadapuede desempeñar un papel dominante en la gestión de la empresa, pero no sólo enel área de producción, sino que puede integrar todas las áreas de la organización.
Singhal y Singhal (2006) expresan que la plani�cación agregada, surgiendo comopropuesta desde el año 1955 por Holt, Modigliani, Muth y Simon, en la actualidad esuna buena referencia para la plani�cación de ventas y operaciones, en la cual puedecumplir la función de pivote al integrar las funciones de operaciones de producción, decomercialización y �nancieras. Durante los pasados 50 años la idea de integrar estasfunciones ha provocado un fuerte impacto en la evolución de las operaciones de laproducción, la gerencia de la cadena de suministros y en la administración de rentasde la compañía, pero no se ha llegado a concretar trabajos con dichas integracionessimultáneamente. No obstante se debe resaltar el trabajo de Kirca y Köksalan (1996)quienes si han logrado un plan de producción agregado integrado, pero sin tener encuenta la plani�cación del tiempo de trabajo y con un plan �nanciero en el que tienenen cuenta los instrumentos de tesorería, pero algunos de ellos de manera super�cial.
Entre los trabajos encontrados sobre plani�cación agregada y presentados en esteestado del arte, todos contemplan el aspecto de producción, pero sin integrar simul-taneamente las áreas que conforman la gestión de la empresa, que son la producción,la plantilla, el tiempo de trabajo, y la gestión de la tesorería.
Desde el aspecto de la integración de las operaciones de producción y tesoreríase mencionan los trabajos de Badell et al. (1998); Badell et al. (2004); Badell et al.(2005); Guillén et al. (2006) y Guillén et al. (2007), pero no tratan el problema deplani�cación agregada, sino de programación de la producción.
Badell et al. (1998) desarrollan un primer paso hacia la integración de la progra-mación de la producción con la tesorería. Proponen la programación de la produc-
30

ción respetando un límite mínimo y uno máximo, impuestos sobre la liquidez de lacompañía. Siguiendo en la misma linea Badell et al. (2004) y Badell et al. (2005)desarrollan una propuesta de análisis y evaluación en la inversión sobre la capaci-dad de la planta de producción de una compañía química con procesos de hornada.Los autores optimizan de manera simultánea la cadena de suministro (programaciónde la producción, fechas de pedidos de materiales, fechas de entrega debidas a losclientes, etc.), las decisiones de modernizar la planta (inversiones), y las operaciones�nancieras con un modelo de programación lineal entera mixta.
Guillén et al. (2006), y Guillén et al.(2007) alcanzan la intergación total de unmodelo de programación de la producción con un modelo de tesorería. Dividen estetrabajo en dos partes, una en el que desarrollan el modelo de programación de laproducción, cuyos resultados obtenidos se introducen a un modelo de tesorería. En lasegunda parte integran completamente ambos modelos, obteniendo como conclusiónuna mejora amplia de los resultados obtenidos en comparación con el primer trabajo.
Chien y Cunningham (2000) contemplan la importancia de una plani�cación agre-gada integrada a las áreas de comercialización y de �nanzas. Para lograr una apro-ximación a esta integración proponen trabajar con hojas de cálculo vinculadas entresí. En una hoja de cálculo determinan los pronósticos de ventas por cada mes conbase en la información recaudada de tres años anteriores por el área comercial. Es-tos pronósticos son introducidos en una segunda hoja donde se determina el planagregado de la producción de menor coste total, entre tres planes diferentes. En unatercera hoja de cálculo ligada a la segunda se ingresan los datos del plan agrega-do seleccionado y en función de datos �nancieros previos determinan el presupuestonecesario para desarrollar este plan de producción. Con este método solo determinanun plan agregado de producción con su respectivo presupuesto sin que sea el óptimo,solo se conforman con el plan de menor coste total obtenido de la comparación detres alternativas.
Haciendo referencia a la integración del área comercial a la plani�cación agregada,no se encuentra ningún trabajo que logre dicha integración. Pero sí es importantemencionar propuestas que se pueden tener en cuenta para ser integradas en la pla-ni�cación agregada. Britan y Caldentey (2003) presentan una revisión de los modelosde precios para la gerencia de ingresos de la compañía. Entre los trabajos destacadosen esta revisión está el trabajo de Gallego y Van Ryzin (1994) y Britan y Mond-schein (1997) quienes desarrollan una propuesta hacia el problema de la �jación deprecios dinámica a cargo de la gerencia de ingresos o rentas, proponiendo un modelomatemático que resuelven mediante programación dinámica. Estos modelos encuen-tran una política de precios que maximiza la esperanza matemática del ingreso. Sepermiten los cambios de precios, dentro de un horizonte temporal establecido parala venta de productos y se considera una demanda estocástica.
31

Gallego y Van Ryzin (1997) siguen en la misma línea del método propuesto enel año 1994 para la �jación de precios, proponen en este otro trabajo múltiplesproductos y trabajan con demanda determinista.
Maglaras y Meissner (2006) proponen un modelo en la misma línea de Gallegoy Van Ryzin (1994, 1997), logrando maximizar los ingresos previstos totales de unacompañía sobre un horizonte temporal �nito, mediante el desarrollo de estrategiasdinámicas y estáticas para cada producto, de múltiples productos, y para el casode optar por precios �jos, se puede optar por seleccionar una regla dinámica quecontrola la asignación de la capacidad de producción a los pedidos de los diferentesproductos.
Baker y Collier (2003) realizan una comparación de un método de �jación deprecios �jos tradicional con un método de �jación de precios dinámicos, obteniendomuy buenos resultados con el segundo método respecto al ingreso de efectivo a lacompañía. La implementación y comparación la realizan mediante un caso de estudioreal de una compañía de servicios hoteleros.
Geo�rion (2002) reconoce la importancia de la incorporación de nuevas tecnologíasy métodos de optimización para la gerencia de operaciones, y determina que la �-jación de precios dinámica �dynamic pricing� de los productos es fácil de implementarespecialmente en empresas de servicios, logrando mejorar los precios �jados en tiem-po real. El autor como conclusión de su trabajo de investigación considera que la�jación de precios dinámica es un punto de convergencia entre la gerencia de comer-cialización y la gerencia de operaciones de producción como disciplinas gerenciales.La �jación de precios se convierte cada vez menos en una clase de decisión tomadaesporádicamente por especialistas de comercialización y cada vez más en un procesode la gestión de producción, en el cual las decisiones de �jar precios están integradasdinámicamente con los pasos de operaciones y decisiones que son una preocupacióntradicional de la gerencia de operaciones.
9. Conclusiones
Con este trabajo se presenta un estado del arte sobre plani�cación agregada quecontiene información de la bibliografía desde el año 1918 hasta el año 2006. Seha investigado los libros y manuales relevantes a este tema que son citados, entreotros, en la bibliografía de los programas de grado de carreras universitarias,y también de postgrados, se han revisado algunas presentaciones de clases encursos de grados sobre plani�cación agregada. Se ha realizado una revisión yanálisis de los artículos que plantean métodos para trabajar en plani�caciónagregada hasta el año 2006, logrando ofrecer una idea sobre el panorama actualde la plani�cación agregada desde el aspecto cientí�co.
32

En concordancia con la idea obtenida de cómo se plantea la plani�cación agrega-da en los libros a que hacen referencia los cursos de grado, el panorama obtenidodesde el análisis de las aportaciones en artículos de revistas demuestran una ten-dencia similar en cuanto a la importancia dada a cada técnica de plani�caciónen el transcurso del tiempo. Entre 1950 y 1980, surgieron y se analizaron conmás importancia las técnicas grá�cas y los modelos matemáticos de muy sim-ple aplicación, debido en gran parte a las limitaciones computacionales. Desdeel año 1980 la tendencia es hacia la programación lineal con múltiples obje-tivos. Analizando las aportaciones recientes en revistas, se observa claramenteesta tendencia, debido a que la mayoría de los trabajos citados se basan en lametodología de la programación lineal, y programación lineal entera mixta.
Se resaltan las propuestas de Corominas et al. (2002), Lusa (2003), Corominaset al. (2004), Corominas et al. (2007a), y Corominas et al. (2007b) explicadasantes, para la implementación de la plani�cación del tiempo de trabajo conjornada anualizada en el método de plani�cación agregada de la produccióncon plantilla de trabajadores �ja. Con estos trabajos se dispone de una opciónventajosa y relativamente nueva a la hora de realizar un modelo integrado deplani�cación agregada, y evaluar estas propuestas junto con las opciones dela subcontratación, del uso de horas extras, de recurrir a ampliar o reducirla plantilla laboral con empleos y despidos respectivamente, de los modelosclásicos, para encontrar una solución óptima en cuanto a los diferentes criteriosde evaluación que se planteen.
Como se explica en el apartado 8, al realizar el estado del arte sobre pla-ni�cación agregada solo se ha encontrado un trabajo que integra las áreas deproducción, la plantilla y la tesorería (Kirca y Köksalan, 1996), pero ningunoque integra la producción, la plantilla, el tiempo de trabajo, y la gestión detesorería simultaneamente. Pero si se hace referencia a trabajos de investigaciónque determinan la importancia de una integración entre las áreas que formanparte de la gerencia de la empresa (Singhal y Singhal, 2006; Badell et al., 1998;Badell et al., 2004; Badell et al., 2005; Guillén et al., 2006; Guillén et al., 2007;Chien y Cunningham, 2000; Damon y Sachramm, 1972; y Geo�rion, 2002).
33

10. Referencias
Alford, L.P. (1945). Production Handbook . The Ronald Press Co.
Algeo M.A. y Barkmeyer E.J. (2001). Capitulo 11, Enterprise Resource Plan-ning Systems in Manufacturing en Gavriel Salvendy ed. Handbook of industrial
engineering. Technology and Operations Management . John Wiley & Sons.
Badell, M.; Nougués, J.M.; Puigjaner, L. (1998). Integrated on line productionand �nancial scheduling with intelligent autonomous agents based informationsystem. Computers & Chemical Engineering , 22, S271-S278.
Badell, M.; Romero, J.; Huertas, R.; Puigjaner, L. (2004). Planning schedulingand budgeting value-added chains. Computers & Chemical Engineering , 28, 45-61.
Badell, M.; Romero, J.; Puigjaner, L. (2005). Optimal budget and cash �owsduring retro�tting periods in batch chemical process industries. InternationalJournal of Production Economics , 95, 359-372.
Baker, T.K.; Collier, D.A. (2003). The bene�ts of optimizing prices to ma-nage demand in hotel revenue management systems. Production and Operations
Management , 12, 502-518.
Bitran, G.R.; Mondschein, S. (1997). Periodic pricing of seasonal product inretailing. Management Science, 43, 427-443.
Bitran, G.R.; Caldentey, R. (2003). An overview of pricing models for revenuemanagement. Manufacturing and Service Operations Management , 5, 203-229.
Blocher, J.D.; Chand, Z. (1992). Capitulo 78; Resource Planning for AggregateProduction en Gavriel Salvendy ed. Handbook of Industrial Engineering . JohnWiley & Sons.
Bowman, E.H. (1956). Production Scheduling by the Transportation Method ofLinear Programing. Operations Research, 4-1, 100-103.
Bowman, E.H. (1963). Consistency and Optimality in Managerial Decision Ma-king. Management Science, 9-2, 310-321.
Bu�a, E.S (1968a). Production-Inventory Systems: planning and control . Irwin.
Bu�a, E.S (1968b). Operations Management; Problems and Models . John Wiley& Sons.
Bu�a, E.S; Taubert, W.H. (1972). Production-Inventory Systems . Irwin.
34

Bu�a E.S. y Taubert W.H. (1975). Sistemas de Producción e Inventario. Pla-
ni�cación y Control . Limusa.
Bu�a, S.; Sarin, R.K. (1992). Administración de la producción y de las opera-
ciones . Limusa.
Chang, R. H.; Jones, C.M. (1970). Production and Workforce Scheduling Ex-tensions. AIIE Transactions , 2-4, 326-333.
Chase, R.B.; Aquilano, N.J. (1973). Production and Operations Management .Irwin.
Chase, R.B.; Aquilano, N.J. (1992). Production and Operations Management .6a edition. Irwin.
Chase, R.B.; Aquilano, N.J.; Jacobs, F.R. (2000). Administración de Producción
y Operaciones. Manufactura y Servicios . Mc Graw-Hill Co.
Chien, Y.I.; Cunningham, W.H.I. (2000). Incorporating production planning inbusiness planning: a linked spreasheet approach. Production Planning & Con-
trol , 11-3, 299-307.
Companys, R. y Corominas, A. (1989). Organización de la producción I: Direc-
ción de operaciones . Edicions UPC.
Corominas, A.; Lusa, A.; Pastor, R. (2002). Using MILP to plan annualisedhours. Journal of the Operational Research Society , 53, 1101-1108.
Corominas, A.; Lusa, A.; Pastor, R. (2004). Planning Annualised Hours with aFinite Set of Weekly Working Hours and Joint Holidays. Annals of OperationsResearch, 128, 217-233.
Corominas, A.; Lusa, A.; Pastor, R. (2007a). Planning annualised hours with a�nite set of weekly working hours and cross-trained workers. European Journal
of Operational Research, 176, 1, 230-239.
Corominas, A.; Lusa, A.; Pastor, R. (2007b). Using a MILP model to establish aframework for an annualised hours agreement. European Journal of Operational
Research, 177, 3, 1495-1506.
Damon, W.W.; Schramm, R. (1972). A simultaneous decision model for pro-duction, marketing and �nance. Management Science, 9, 2, 161-172.
Davis, M.M.; Chase, R.B.; Aquilano, N.J. (2001). Fundamentals of Operations
Management . 3a ed. McGraw-Hill Co.
35

Dobos, I. (1996). Aggregate planning with continuous time. International Jour-nal of Production Economics , 43, 1-9.
Dominguez Machuca, J.A.; Alvarez Gil, M.J.; Dominguez Machuca, M.A.; Gar-cia Gonzalez, S.; Ruiz Jiménez, A. (1995). Dirección de Operaciones. Aspectos
tácticos y operativos en la producción y los servicios . McGraw-Hill.
Eilon, S. (1982). Capitulo 11.3; Programación de la producción agregada deGavriel Salvendy ed. Handbook of industrial engineering . John Wiley & Sons.
Fogarty, D.W.; Ho�mann, T.R.; Stonebraker, P.W. (1989). Production and O-
perations Management . South-Western Publising Co.
Fogarty, D.W.; Blackstone, J.H.; Ho�mann, T.R. (1991). Production & Inven-
tory Management . South-Western Publising Co.
Fung, R.Y. K.; Tang, J.; Wang, D. (2003). Multiproduct aggregate productionplanning with fuzzy demands and fuzzy capacities. IEEE Transactions on Sys-
tems, Man, and Cybernetics-Part A: Systems and Human, 33-3, 302-313.
Gallego, G.; Van Ryzin, G. (1994). Optimal dynamic pricing of inventories withstochastic demand over �nite horizons. Management Science, 40, 999-1020.
Gallego, G.; Van Ryzin, G. (1997). A multiproduct dynamic pricing problemand its applications to network yield management. Operations Research, 45,24-41.
Gallien, J.; Jennings O. (2004). Introduction to Operations Management. Mas-sachusetts Institute of Technology (MIT). http://web.mit.edu. Página web delos cursos del MIT. 14/03/06.
Ganesh, K.; Punniyamoorthy, M. (2005). Optimization of continuous-time pro-duction planning using hybrid genetic algorithms-simulated annealing. Interna-tional Journal of Advanced Manufacturing Technology , 26 (1-2), 148-154.
Geo�rion, A.M. (2002). Progress in operations management. Production and
Operations Management , 11, 92-100.
Gomes da Silva, C.; Figueira, J.; Lisboa, J.; Barman, S. (2006). An interactivedecision support system for an aggregate production planning model based onmultiple criteria mixed integer linear programming. Omega 34, 167-177.
Graves, S. (1999). Manufacture planning and control. Massachusetts Instituteof Technology (MIT). http://mit.ocw.universia.net. Página web de los cursosdel MIT. 14/03/06.
36

Guillén, G.; Badell, M.; Espuña, A.; Puigjaner, L. (2006). Simultaneous opti-mization of process operations and �nancial decisions to enhance the integratedplanning/scheduling of chemical supply chains. Computers & Chemical Engi-
neering , 30, 421-436.
Guillén, G.; Badell, M.; Puigjaner, L. (2007). A Holistic framework for short-term supply chain management intergrating production and corporate �nancialplanning. International Journal of Production Economics , 106, 288-306.
Hanssmann, F.; Hess S.W. (1960). A Linear Programming Approach to Pro-duction and Employment Scheduling. Management Technology , 1, 46-54.
Hax, A.C. (1978). Handbook of Operations Research. Models and Applications .Litton Educational Publishing ed.
Heizer J. y Render B. (1997). Dirección de la producción-Decisiones Tácticas .4a ed. Prentice-Hall Iberia.
Heizer, J.; Render, B. (2001). Dirección de la producción-Decisiones tácticas . 6a ed. Prentice-Hall Iberia.
Holt, C.C.; Modigliani, F.; Muth J.F.; Simon H.A. (1955). A Linear DecisionRule for Production and Employment Scheduling. Management Science, 2-1,1-30.
Holt, C.C.; Modigliani, F.; Muth J.F.; Simon H.A. (1960). Planning Production,Inventories and Work Force. Prentice-Hall.
Hsieh, S.; Wu, M. (2000). Demand and cost forecast error sensitivity analysesin aggregate production planning by possibilistic linear programming models.Journal of Intelligent Manufacturing , 11, 355-364.
Johnson, L.A.; Montgomery, D.C. (1974). Operations research in production
planning, scheduling and inventory control . John Wiley & Sons.
Kirca, Ö.; Köksalan, M.M. (1996). An integrated production and �nancial plan-ning model and an application. IIE Transactions , 28, 677-686.
Kolenda, J. F. (1970). A Comparison of Two Aggregate Planning Models . Tesisde Maestría inédita, Wharton School of Finance and Commerce.
Krajewski, L.J.; Ritzman, L.P. (1987). Operations Management. Strategy and
Analysis . Addison-Wesley Publishing Co.
Krajewski, L.J.; Ritzman, L.P. (2000). Administración de Operaciones. Estrate-
gia y análisis . 5a ed. Pearson Educación.
37

Krajewski, L.J.; Ritzman, L.P. (2005). Operations Management. Processes and
Value Chains . 7a ed. Pearson Education.
Larrañeta J.; Onieva L. y Lozano S. (1988).Métodos modernos de gestión de la
producción. Alianza Universidad Textos ed.
Leung, S.C.H.; Wu, Y.; Lai, K.K. (2003). Multi-site aggregate production plan-ning with multiple objectives: a goal programming approach. Production Plan-
ning & Control , 14-5, 425-436.
Leung, S.C.H.; Wu, Y. (2004). A robust optimization model for stochastic ag-gregate production planning. Production Planning & Control , 15-5, 502-514.
Leung, S.C.H.; Wu, Y.; Lai, K.K. (2006). A stochastic programming approachfor multi-site aggregate production planning. Journal of the Operational Re-
search Society , 57-2, 123-132.
Lusa, A. (2003). Plani�cación del tiempo de trabajo con jornada anualizada.Tesis doctoral. Universidad Politécnica de Cataluña.
Maglaras, C.; Meissner, J. (2006). Dynamic pricing strategies for multiproductrevenue management problems. Manufacturing & Service Operations Manage-
ment , 8-2, 136-148.
Maynard, H.B. (1956). Industrial engineering handbook, 1a ed. McGraw-HillBook.
Maynard, H.B. (1963). Industrial engineering handbook, 2a ed. McGraw-HillBook.
Maynard, H.B. (1971). Industrial engineering handbook, 3a ed. McGraw-HillBook.
Meal H.C. (1978). Capitulo 9; A study of multi-stage production planning enHax A.C. ed. Studies in Operations Management . North-Holland, Elsevier.
Miranda Gonzalez, F.J.; Rubio, S.; Chamorro, A.; Bañegil, T. (2005). Manual
de dirección de operaciones . Thomson.
Mize, J.H.; White, C.R.; Brooks, G.H. (1971). Plani�cación y Control de O-
peraciones . Prentice Hall.
Nam, S.; Logendran, R. (1992). Aggregate production planning - A survey ofmodels and methodologies. European Journal of Operational Research, 61, 255-272.
38

Salvendy G. (1982). Handbook of industrial engineering. John Wiley & Sons.
Salvendy G. (1992). Handbook of industrial engineering. John Wiley & Sons.
Salvendy G. (2001). Handbook of industrial engineering. John Wiley & Sons.
Singhal, J.; Singhal, K. (2006). Holt, Modigliani, Muth, and Simons work andits role in the renaissance and evolution of operations management. Journal ofOperations Management, doi:10.1016/j.jom.2006.06.003.
Sinhvi, A.; Madhavan, K.P.; Shenoy, U.V. (2004). Pinch analysis for aggregateproduction planning in supply chains. Computers & Chemical Engineering , 28,993-999.
Sypkens, H. A. (1967). Planning of Optimal Plant Capacity. Tesis de Maestríainédita, Sloan School of Management, MIT.
Tadei, R.; Trubian, M.; Avendaño, J.L.; Della Crose, F.; Menga, G. (1995).Aggregate planning and scheduling in the food industry: A case study. EuropeanJournal of Operational Research, 87, 564-573.
Tang, J.F.; Fung, R.Y.K.; Yung, K.L. (2003). Fuzzy modelling and simulationfor aggregate production planning. International Journal of Systems Science,34 (12-13), 661-673.
Taubert, W. H. (1968). A Search Decision Rule for the Aggregate SchedulingProblem. Management Science, 14-6, 343-359.
Techawiboonwong, A.; Yenradee, P. (2003). Aggregate production planning withworkforce transferring plan for multiple product types. Production Planning &
Control , 14-5, 447-458.
Urwick, L.; Brech, E.F.L. (1984). La historia del management . Orbis.
Wang, R.; Liang, T. (2004). Application of fuzzy multi-objective linear program-ming to aggregate production planning. Computers & Industrial Engineering ,46, 17-41.
Wang, R.C.; Liang, T.F. (2005a). Aggregate production planning with multiplefuzzy goals. International Journal of Advanced Manufacturing Technology , 25(5-6), 589-597.
Wang, R.C.; Liang, T.F. (2005b). Applying possibilistic linear programming toaggregate production planning. International Journal of Production Economics ,98, 328-341.
39