ESTUDIO DEL ACOPLAMIENTO DE UNA PLANTA DE … · 2007-09-13 · Índice 1 proyecto fin de carrera...
233
Índice 1 PROYECTO FIN DE CARRERA ESTUDIO DEL ACOPLAMIENTO DE UNA PLANTA DE DESALACIÓN MED A UN REACTOR PBMR. AUTOR: EDUARDO BARROS MERINO MADRID, septiembre 2007 UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI) INGENIERO INDUSTRIAL
Transcript of ESTUDIO DEL ACOPLAMIENTO DE UNA PLANTA DE … · 2007-09-13 · Índice 1 proyecto fin de carrera...

Índice
1
PROYECTO FIN DE CARRERA
ESTUDIO DEL ACOPLAMIENTO DE
UNA PLANTA DE DESALACIÓN MED A
UN REACTOR PBMR.
AUTOR: EDUARDO BARROS MERINO
MADRID, septiembre 2007
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL

Índice
2
1.- ALCANCE..................................................................................................................4
2.- OBJETO .....................................................................................................................5
3.- GENERALIDADES ..................................................................................................6
3.1.- CONSUMO HÍDRICO.....................................................................................9 3.2.- RECURSOS HÍDRICOS................................................................................12 3.3.- CONCLUSIONES........................................................................................15
4.- CONCEPTO DE DESALACIÓN ..........................................................................17
5.- PROCESOS DE DESALACIÓN...........................................................................20
5.1.- PROCESOS TÉRMICOS...............................................................................21 5.1.1.- Destilación súbita.............................................................................23 5.1.2.- Destilación por múltiple efecto .........................................................32 5.1.3.- Destilación por compresión de vapor...............................................39 5.1.4.- Destilación solar ..............................................................................40 5.1.5.- Congelación.....................................................................................42 5.1.6.- Formación de hidratos .....................................................................44 5.1.7.- Destilación por membranas .............................................................44
5.2.- PROCESOS MECÁNICOS ............................................................................45 5.2.1.- Compresión mecánica de vapor ......................................................45 5.2.2.- Osmosis inversa ..............................................................................49
5.3.- PROCESOS ELÉCTRICOS ...........................................................................72 5.3.1.- Electrodiálisis...................................................................................72 5.3.2.- Electrodiálisis reversible ..................................................................80
5.4.- PROCESOS QUÍMICOS: INTERCAMBIO IÓNICO .......................................85 5.5.- SISTEMAS HÍBRIDOS..................................................................................86
5.5.1.- Combinación de ósmosis inversa con procesos de destilación .......86 5.5.2.- Combinación de la compresión de vapor con procesos de destilación....................................................................................................................88
6.- OTROS ASPECTOS DE LA DESALACIÓN ......................................................90
6.1.- COGENERACIÓN .......................................................................................90 6.2.- PROBLEMÁTICA MEDIOAMBIENTAL DE LOS VERTIDOS....................................92
6.2.1.- Eliminación de la salmuera ..............................................................92 6.2.2.- Otros vertidos ..................................................................................94
6.3.- CALIDAD DE LAS AGUAS.............................................................................95 6.3.1.- Condiciones del agua bruta .............................................................95 6.3.2.- Calidad requerida al agua................................................................97 6.3.3.- Calidad obtenida con la desalación .................................................99
6.4.- ECONOMÍA .............................................................................................101 6.4.1.- Costes de inversión .......................................................................102 6.4.2.- Costes de explotación....................................................................103
6.5.- NORMATIVA ...........................................................................................105 6.6.- ELECCIÓN DEL PROCESO OPTIMO DE DESALACIÓN .....................................105 6.7.- COMPARACIÓN DE LOS PROCESOS DE DESALACIÓN ...................................107
7.- ACOPLAMIENTO DE REACTORES NUCLEARES A SISTEMAS DE DESALACIÓN ............................................................................................................109
7.1.- DESCRIPCIONES TÉCNICAS DE ALGUNOS ASPECTOS DEL ACOPLAMIENTO.....112

Índice
3
7.1.1.- Planta desaladora acoplada eléctricamente a un reactor ..............112 7.1.2.- Planta desaladora acoplada térmicamente a un reactor................113 7.1.3.- Plantas desaladoras acopladas a un reactor en cogeneración......114
8.- EL REACTOR PBMR ..........................................................................................116
8.1.- INTRODUCCIÓN.......................................................................................116 8.2.- CARACTERÍSTICAS GENERALES ...............................................................118
8.2.1.- Estado del proyecto .......................................................................121 8.2.2.- Combustible y Moderador..............................................................122 8.2.3.- Refrigerante ...................................................................................127 8.2.4.- Estructura interna del reactor.........................................................129 8.2.5.- Procesos energéticos ....................................................................131 8.2.6.- Sistema de operación ....................................................................134
8.3.- ESTRUCTURA DE LA CENTRAL ..................................................................135 8.4.- SEGURIDAD............................................................................................136 8.5.- VENTAJAS E INCONVENIENTES .................................................................138 8.6.- CIRCUITO DE ACOPLAMIENTO……………………………………………… ..140
8.6.1.- Alimentación con vapor..................................................................141 8.6.2.- Alimentación con agua caliente .....................................................144
9.- MODELADO DE UNA PLANTA DESALADORA CON ECOSIMPRO .......146
9.1.- ECOSIMPRO COMO HERRAMIENTA DE MODELADO. .................................146 9.1.1.- La librería de Balance Térmico para EcosimPro............................147 9.1.2.- Componentes utilizados para la simulación de la planta desaladora..................................................................................................................150
9.2.- MODELADO DE LA PLANTA DESALADORA CON TECNOLOGÍA MED ................163 9.2.1.- Elección del número de etapas......................................................166 9.2.2.- Ejemplo de una planta MED modelada con EcosimPro.................167
9.3.- MODELADO DEL ACOPLAMIENTO ..............................................................174 9.3.1.- Alimentación con vapor al MED.....................................................174 9.3.2.- Alimentación MED con agua caliente ............................................179
9.4.- MODELADO DE LA PLANTA MED...............................................................181 9.4.1.- Variación del número de efectos de la planta MED .......................181 9.4.2.- Variación del salto de temperatura de la corriente de agua de mar en el condensador .........................................................................................195 9.4.3.- Variabilidad de las características de la fuente de energía............200
10.- CONCLUSIONES: ACOPLAMIENTO PBMR – MED .................................227
BIBLIOGRAFÍA.........................................................................................................232

Alcance
4
1.- ALCANCE
El alcance de este proyecto es exponer los conceptos básicos de la desalación
y realizar un análisis de los principios que gobiernan los procesos de
desalación más importantes. También se procederá a un análisis comparativo
entre los diversos métodos poniendo de relieve las ventajas e inconvenientes
de cada uno de ellos frente al resto.
Posteriormente al ya mencionado análisis de la diversas técnicas de
desalación, se incluye un capítulo sobre el reactor PBMR. En dicho capítulo se
describen aspectos del reactor como sus principios de funcionamiento, y de
operación, medidas de seguridad y estado del proyecto.
En una segunda parte se elabora un estudio más en profundidad del
acoplamiento de una planta de destilación MED (destilación multiefecto) a un
reactor PBMR y de la planta de desalación en sí misma. Para dicho estudio se
empleará como herramienta de simulación el programa EcosimPro, que
facilitará notablemente el análisis.

Objeto
5
2.- OBJETO
Uno de los objetivos principales de este documento es el análisis de las
diversas técnicas de desalación actualmente existentes y como éstas pueden
suponer una alternativa totalmente viable y sostenible para la solución de la
problemática del agua en multitud de zonas del planeta.
Todos los procesos a continuación descritos necesitan de un gran aporte
energético, lo cual en un primer momento podría suponer un problema desde el
punto de vista ecológico, ya que el gasto energético podría no compensar las
ganancias posteriores. Sin embargo, todos estos procesos tienen la gran
ventaja de ser muy fácilmente acoplables a centrales de generación eléctrica
previamente existentes. En dichas plantas se podría, o se puede, aprovechar el
calor residual que en otras condiciones sería sencillamente evacuado al medio
ambiente para poner en funcionamiento plantas de desalación. De esta manera
dichos procesos no supondrían un empleo y combustión extra de combustibles
fósiles, que implicaría problemas de contaminación. En esta línea se podría
pensar en centrales de todo tipo, como centrales nucleares, ciclos combinados
e incluso ya existen sistemas de desalación mediante energías renovales. Así
se manifiesta la gran versatilidad del acoplamiento energético de los procesos
de desalación con una gran variedad de centrales de generación eléctrica.
En este proyecto se analizará la viabilidad técnica del acoplamiento entre una
planta MED y un reactor PBMR, aprovechando el calor residual procedente de
la refrigeración del reactor.

Generalidades
6
3.- GENERALIDADES
Uno de los grandes retos del nuevo siglo XXI es la escasez de agua, pero no
sólo en cantidad, sino también en la calidad suficiente para satisfacer las
necesidades humanas. Se puede afirmar que el agua es un elemento básico en
el desarrollo industrial, agrícola, social y demográfico de cualquier región o
país, siendo por ello un factor limitante para la mejora de las condiciones de
vida y el bienestar social.
En algunas zonas los déficits hídricos pueden ser paliados mediante la
regulación de los ríos o mediante trasvases desde cuencas excedentarias
próximas. Dichas soluciones se plantean desde la perspectiva de la ingeniería
hidráulica tradicional, es decir mediante obras faraónicas tales como la
construcción de grandes trasvases, presas y embalses, todos ellos proyectos
de gran complejidad técnica, económica y social. La problemática de dicha
estrategia es que debido a la tendencia climática actual, de constantes y
bruscas variaciones en cuanto al régimen de precipitaciones, no se pueden
asegurar las transferencias provenientes de la cuenca cedente puesto que en
cualquier instante esta puede ser deficitaria. De alguna manera la desalación
proporciona un aporte de agua que es totalmente independiente al ciclo natural
del agua.
En este contexto, la desalación de agua de mar (o la menos extendida
desalación de agua salobre y residual) podría ser una alternativa muy atractiva
para la solución del problema de la falta de agua. El desarrollo al que ha
llegado la tecnología de desalación permite actualmente la producción masiva
de agua a coste moderado, aportando soluciones flexibles y adaptadas a cada
tipo de necesidad, aunque con ciertas limitaciones.
La desalación es una técnica muy interesante para todas aquellas zonas donde
se dan, simultáneamente, una escasez de agua de calidad y abundancia de
agua de mar y/o salobre. El mayor ejemplo del alto interés que suscita la
desalación de agua como medio de producción de agua de calidad es que el
número de plantas de desalación en funcionamiento a finales de 1991 era de
8.886, con una capacidad total de 15,58 millones de m3/día, y a finales de 1993

Generalidades
7
el número de plantas era de 9.900, con una capacidad instalada de 19 millones
de m3/día de acuerdo con el informe de la Asociación Internacional de
Desalación (IDA) publicado en 1992, un aumento de más del 10% en el número
de centrales y del 20% en cuanto a producción diaria se refiere, en un plazo de
tan sólo 2 años.
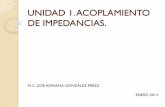
La figura 3.1 muestra la evolución del mercado de plantas de desalación,
donde se ve claramente el crecimiento exponencial de la capacidad instalada,
pasando de 1 millón de m3/día en el año en el año 1969, a nueve millones de
m3/día en el año 1982, y al doble diez años después. Se puede afirmar que por
tanto que es una tecnología que parece encontrarse en sus inicios y de la que
se espera un gran desarrollo e implantación en los próximos años. A pesar de
como ya se ha mencionado anteriormente el uso de la desalación para
producción masiva de agua es relativamente reciente, sus inicios son mucho
más antiguos, teniéndose indicios que apuntan a que ya se conocían los
principios básicos del proceso en el siglo V antes de Jesucristo.
Producción mundial
Figura 3. 1 Evolución de la producción mundial de agua potable
Año
1960 1965 1970 1975 1980 1985 1990 1995
20
15
10
5
0

Generalidades
8
Las cifras reflejadas en la figura 3.1 engloban tanto las plantas que desalan
agua de mar, como las que desalan agua salobre de ríos y/o pozos
subterráneos. Hay que decir que en torno al 60% de la capacidad total
instalada corresponde a la desalación de agua de mar.
En lo que se refiere a la distribución geográfica, la mayor capacidad de
desalación se encuentra instalada en Oriente Medio: Arabia Saudita, Emiratos
Árabes Unidos y Kuwait disponen del 44% de la capacidad mundial total. Sin
embargo, el número de plantas instaladas en estos tres países es sólo el 22%
del total. La explicación a este hecho reside en el gran tamaño de las plantas
instaladas en esta zona. Al mismo tiempo, Estados Unidos posee el mayor
número de plantas instaladas (21% del total) aunque su capacidad es sólo el
15% de la capacidad mundial total, debido al pequeño tamaño que suelen tener
las plantas instaladas en ese país.
Considerando la cifra mundial total, cerca del 25% de las unidades desaladoras
instaladas corresponde al tramo de 100-2.000 m3/día, alcanzándose el 56%
para plantas menores de 10.000 m3/día. El tramo de unidades entre 22.100 y
24.100 m3/día alcanzan el 14% de la capacidad total. Actualmente, las plantas
que se construyen están en el entorno de los 40.00-45.000 m3/día.
En España, la primera planta de desalación de agua de mar se instaló en el
año 1966 en Ceuta, con una capacidad de 4.000 m3/día. En la década de los
sesenta comenzaron a instalarse plantas desaladoras en las Islas Canarias,
continuando con un crecimiento regular durante la década de los ochenta, y
con una importante aceleración en los noventa, instalándose las mayores
plantas bajo la promoción de las corporaciones municipales. Actualmente, la
capacidad total instalada en España es de unos 2.060.000 m3/día, de los
cuales el 38% corresponden a Canarias. Se prevé una capacidad de 3.950.000
m3/día para finales del año 2009, gracias al programa A.G.U.A., duplicándose
así en tan sólo dos años la capacidad actual existente.
El alto requerimiento energético que el proceso de desalación exige podría
hacer pensar que dicho sistema no es adecuado como solución para el

Generalidades
9
problema de la escasez de agua, ya que teóricamente conlleva una demanda
adicional en la capacidad de generación energética. Por esta razón, una futura
estrategia basada solamente en el uso de combustibles fósiles no es en la
práctica planteable por motivos tanto ecológicos, debido a las emisiones de
sustancias nocivas como el SO2, el NOx, y partículas sólidas, como
económicos, debido a los precios record que están alcanzando en los últimos
años los combustibles fósiles y al simple hecho de depender de un recurso no
renovable y de carácter limitado. Este es el principal motivo por el cual se
plantea la desalación como parte de un proceso de cogeneración en centrales
eléctricas (nucleares, térmicas,…). Es más, actualmente, ya existen métodos
para la desalación de aguas mediante el uso de sistemas basados en fuentes
de energías renovables como la energía solar y/o la eólica.
Por ejemplo, si se asume una producción de 10 millones de m3 al año, la
utilización de la energía nuclear frente a la energía fósil, con las tecnologías de
desalación más innovadoras, provocaría la no emisión a la atmósfera de
20.000.000 t/año de CO2, 200.000 t/año de SO2, 60.000 t/año de NOx y 16.000
t/año de otros hidrocarburos
3.1.- Consumo hídrico
Todas las facetas de la vida humana en su más amplio sentido están basadas
y dependen del agua, es decir, es imposible concebir la industria actual, los
servicios, la vida cotidiana y muchas otras actividades sin dicho elemento. En
esta línea, la Organización Mundial de la Salud (OMS), organismo dependiente
de la ONU, establece un mínimo de 150 litros por persona y día para mantener
un límite de higiene que permita el desarrollo humano sin perjuicio de
enfermedades infecciosas. De ellos, tan sólo 0.75 litros es el mínimo necesario
a beber (2.5 litros es lo normal), y el resto para cocinar, lavar, ducharse, etc.
(Al-Gobaisi, 1997)
Un factor de gran confianza para conocer el nivel de desarrollo de una zona o
país es el consumo de agua potable per capita, ya que el desarrollo socio-

Generalidades
10
económico tiene una incidencia fundamental sobre dicho ratio. Sin embargo,
nos encontramos con unos valores límites que son los que marca la
climatología, es decir, en teoría es de lógica pensar que no se puede consumir
más de lo que la naturaleza proporciona en forma de precipitaciones. La
siguiente tabla resume el consumo per cápita anual a finales de 1992 de
algunos de los países considerados más desarrollados del mundo, donde se
puede apreciar que en España el consumo de agua dulce es uno de los más
altos del mundo:
Tabla 3. 1 Consumo de agua en el mundo
Fuente: Lanz (1997)
DATOS SOBRE EL CONSUMO DE AGUA EN EL MUNDO Las cifras corresponden a todos los usos: industriales,
agrícolas, y domésticos PAIS millones de litros / día litros /persona
Estados Unidos 1440000 6320 Canadá 100000 4130 Australia 50000 3220 Holanda 39000 2730 Italia 150000 2690 España 100000 2650 Japón 290000 2530 Bélgica 25000 2510 Alemania 115000 1870 Francia 78000 1370 Suecia 11000 1310 Nueva Zelanda 3000 1050 Gran Bretaña 36000 700 Dinamarca 3000 650 Suiza 2900 290
De este consumo, la mayoría se destina a la agricultura ( en España supone el
80% del consumo total, aunque parte del mismo retorna a sus cuencas
hidrográficas procedentes), a la industria (en nuestro país se evalúa en un 5%)
y al consumo humano propio (el 15% restante para España, incluido el
consumo turístico de carácter marcadamente estacional). Esta tendencia es

Generalidades
11
similar en otros países. El grado de desarrollo incide en un mayor peso en el
consumo industrial (en USA es de un 49%) en detrimento del consumo agrario
( en China llega al 87% del total).

Generalidades
12
3.2.- Recursos hídricos.
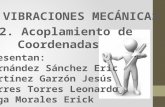
Las reservas de agua en el planeta son inmensas. Estimaciones actualizadas
calculan que la hidrosfera supone un volumen de cerca de 1.386 millones de
km3, sin embargo los océanos, que representan las tres cuartas partes de la
superficie terrestre y el 97.5% del total, tienen una salinidad media de más de
un 3% en peso, lo que los hace inservibles para cualquier tipo de uso (agrícola,
industrial o humano). Dentro de la proporción de agua dulce, en torno al 2.5%
del total, el 68.9% de esta agua se encuentra en forma de hielo y nieve
permanentes en las regiones polares y cadenas montañosas, ( por lo tanto de
uso imposible debido al difícil acceso). El resto de agua dulce disponible, tan
sólo el 29.9% (0.75% del total) se halla en forma de acuíferos subterráneos.
Así, el agua dulce superficial, que se encuentra básicamente en ríos y lagos,
representa tan sólo el 0.3% del total del agua dulce, siendo ésta la única que
puede ser utilizada sin limitaciones técnicas ni económicas.
97.5%
2.5%
Agua dulceAgua salada
Otros1%
Agua dulce en lagos y rios
0.3%
Agua dulce subterranea
29.9%
Glaciares y nieves
permanentes68.9%
Figura 3. 2 Recursos globales de la Tierra

Generalidades
13
El valor medio de los recursos hídricos renovables mundiales se calculan en
42.750 km3 por año, pero este valor es muy variable con el espacio y el tiempo.
Ciñéndonos a la variabilidad espacial de dichos recursos, la tabla 3.2 muestra
la distribución por continentes y de algunos países como dato significativo de
dicha desigual reparto alrededor del planeta.
Tabla 3. 2 Recursos híbridos anuales renovables locales y per cápita de diferentes países y por continentes
Fuente: Shiklomanov (1990) y WRI (1999)
País o continente Anual (km3)Per cápita (m3/hab)
Alemania 96 1.165
España 110,3 2.775
Francia 180 3.065
Irlanda 47 13.187
Noruega 384 87.691
Reino Unido 71 1.219
Rusia 4.312,7 29.115
Suiza 42,5 5.802
EUROPA 6.142,9
Canadá 3.287 120.000
Estados Unidos 2.930 11.500
NORTE AMÉRICA 6.217
Argentina 270 17.000
Brasil 6.220 45.200
Colombia 1.200 35.500
Cuba 34,7 3.110
Méjico 345 3.670
Perú 1.100 50.300
Venezuela 856 36.830
CENTRO Y SUR AMÉRICA 10.683
Argelia 13,87 460
Angola 184 15.376

Generalidades
14
Camerún 286 18.711
Egipto 2,8 43
Guinea 226 29.454
Libia 0,6 100
Sierra Leona 160 34.957
Sudáfrica 44,8 1.011
ÁFRICA 3.988,1
Arabia Saudita 2,4 119
China 2.800 2.231
Emiratos Árabes 0,15 64
India 1.850 1.896
Indonesia 2.530 12.251
Japón 547 4.344
Kuwait 0,02 11
Malasia 456 21.259
Turquía 196 3.074
ASIA 12.686,5
Australia 343 18.596
Nueva Zelanda 313 89.596
OCEANÍA 1.539,3
Como puede verse en esta tabla, hay seis países que acaparan casi el 50% de
los recursos hídricos totales: Brasil, Canadá, Rusia, Estados Unidos, China e
India. Hay cinco grandes ríos que concentran el 27% de dichos recursos
renovables: Amazonas, Ganguees-Brahmaputra, Congo, Amarillo y Orinoco.
Queda patente la desigual distribución de recursos en el planeta, dándose
zonas muy ricas en cuanto a recursos hídricos se refiere, con densidades de
población extremadamente bajas.
La cifra anual de 1.000 m3/hab. de recursos hídricos renovables se considera el
límite a partir del cual una zona o país se considera que tiene estrés hídrico y
por lo tanto se impide su desarrollo (Al-Gobaisi, 1997), ya que ello implica la

Generalidades
15
utilización de recursos de naturaleza no renovable (principalmente acuíferos
sobre explotados, los cuales van perdiendo su calidad paulatinamente). De
acuerdo a esta definición, todos los países situados en Oriente Medio y en el
Magreb sufren de estrés hídrico. La situación de España es claramente
superior a este valor límite. La distribución de los recursos en las cuencas
hidrográficas españolas también es muy heterogénea, circunstancia que se ve
agravada por el déficit estructural, debido principalmente a la agricultura
intensiva de regadío en zonas de alto déficit hídrico.
La realidad actual es que en torno a 300 millones de personas de 26 países no
ven cubiertas sus necesidades mínimas diarias de agua ,y lo peor está por
venir pues las proyecciones para el año 2050 son mucho más pesimistas, con
66 países afectados , es decir, en torno a las 2/3 partes de la población
mundial.
Además, la existencia de recursos suficientes no implica que su calidad o
disponibilidad permita su simple uso: así puede ponerse como ejemplo que hay
1.500 millones de personas que dedican de 3 a 4 horas diarias a conseguir
agua (Intermón, 1998), generalmente en los países africanos y asiáticos; y
también pueden destacarse los problemas de salobridad de regiones de la
India, donde se concentra un alto porcentaje de la población mundial.
3.3.- Conclusiones.
• Casi tres cuartas partes de la superficie terrestre está cubierta de agua
salada y, aunque este agua es importante para el transporte y la pesca,
su salobridad es demasiado alta para las necesidades vitales del ser
humano o para la actividad agrícola.
• Las aguas que generalmente han sido aceptadas para el suministro no
superan los 1.000 miligramos por litro de contenido en sales disueltas.
Esta característica ha limitado el tamaño y la localización de las
poblaciones en aquellos emplazamientos que no disponen de aguas
potables en sus cercanías. La aplicación de las tecnologías de
desalación durante los últimos cuarenta años ha modificado esta

Generalidades
16
tendencia, de tal forma que muchas poblaciones y áreas industriales se
han desarrollado o crecido en zonas áridas o de escasos recursos
contando con la disponibilidad de recursos hídricos a partir de agua de
mar o salobre. Este cambio ha sido particularmente notable en zonas
áridas del Medio Oriente, África del Norte y algunas islas, en las que la
disponibilidad de agua potable limita severamente la actividad.
• Las técnicas de desalación han incrementado el porcentaje de recursos
hídricos disponibles para la actividad humana
• La desigualdad patente entre los recursos y el consumo hídrico en las
diferentes zonas del planeta provoca situaciones de insostenibilidad muy
claras, en aquellos lugares con menores recursos hídricos renovables
que el consumo demandado.
• Queda claro que es necesario ahorrar agua en todos los sectores
consumidores, desde la utilización de técnicas de riego más avanzadas
que eviten el despilfarro de la misma, el ahorro en el consumo humano,
la posterior depuración y reutilización del recurso para, por ejemplo,
riego de jardines, y el control de las emisiones contaminantes.
• Pero aún así hay zonas del planeta que tienen fuerte dependencia de
fuentes externas de agua para su aprovisionamiento y desarrollo. La
desalación es un proceso que permite aumentar dichos recursos, pero
tiene un coste económico que solo pueden asumir los países ricos. El
tratamiento de aguas residuales para su depuración también es una
nueva fórmula para incrementar los recursos, que suele conllevar un
proceso de con características similares al utilizado para la desalación.

Concepto de desalación
17
4.- CONCEPTO DE DESALACIÓN
El proceso de desalación se define como la separación de las sales de una
disolución acuosa. Dicha definición puede ampliarse y entenderse como la
disgregación total del elemento disolvente, es decir el agua, de la disolución
inicial, con el fin último de separar totalmente ambos componentes para
obtener agua apropiada para el uso humano.
La desalación es un proceso que se da de forma natural y continua y constituye
una parte esencial del ciclo hidrológico. La lluvia precipita sobre el terreno y,
una vez en él, fluye hacia el mar en forma principalmente de ríos, aunque
también es el caso de los glaciares, aportando diversas posibilidades de uso en
su recorrido. Sin embargo, no todo el agua llovida termina desembocando en el
mar, sino que parte en el proceso de escorrentía hacia el mar, se filtra hacia el
interior del terreno. Mientras se mueve sobre y en el interior del terreno, el agua
disuelve minerales y otros materiales haciéndose cada vez más salina. Una vez
llega a los mares y océanos, una parte de ella se evapora debido a la energía
solar, dejando detrás las sales y transformándose en de vapor de agua
ambiental, que posteriormente dará origen a las nubes, y consecuentemente a
las precipitaciones con las que iniciábamos esta breve descripción del ciclo
completo.
Por otra parte, la idea de utilizar el agua de mar para el aprovechamiento
humano no es nueva. Hay que recordar que Aristóteles en ‘Los Meteorológicos’
(Libro II) describe el proceso de transformación de agua del mar en agua
potable por evaporación de aquella. Igualmente narran las crónicas que Julio
Cesar utilizó la evaporación solar en Egipto, durante la primera centuria, para
abastecer a sus soldados. Hay referencias de textos árabes del s. IX sobre
destilación. El avance en el conocimiento de los procesos de desalación
recibió impulso a lo largo del s. XIX debido a la demanda de agua no corrosiva
para las calderas por parte de la navegación a vapor. Los barcos de vapor de
largo recorrido destilaban agua de mar con el calor desprendido de las cocinas
o motores. Como esta técnica era muy difícil y costosa debido al alto calor
específico de ebullición del agua, se buscaron procesos alternativos más

Concepto de desalación
18
asequibles para su instalación. Se puede concluir que la primera barrera que la
desalación tuvo que superar en su desarrollo fue la económica, debido al alto
coste que en sus inicios tenía el proceso.
Junto a las primeras tecnologías evaporativas, que como se acaba de ver se
pueden considerar las más antiguas utilizadas por el hombre, la naturaleza, ha
utilizado la desalación mediante membranas biológicas en lo que se conoce
como procesos de ósmosis. Las plantas marinas, los peces y los pájaros
marinos desarrollan y/o viven en el mar con excelentes sistemas de ósmosis
inversa en sus organismos.
Figura 4. 1 Esquema de un proceso de desalación
Superficial SUBTERRÁNEA AGUA RESIDUAL DEPURADA (A.R.D.)
Agua de mar
Agua bruta o de alimentación
Agua salobre (no marina o continental)
TÉCNICA DE
DESALACIÓN
Agua producto/permea
Agua concentrada /desecho /rechazo / salmuera
CONSUMO
Útil repitiendo proceso
VERTIDO

Concepto de desalación
19
Desde el punto de vista termodinámico, la desalación de agua se obtiene
aplicando la energía necesaria para separar las sales que contiene,
previamente mezcladas en un proceso natural. La energía mínima necesaria
para desalar pude obtenerse por lo tanto siguiendo el camino inverso del
proceso de desalación, midiendo la energía que se desprende en la disolución
de sales en agua pura, y puede representarse por la fórmula:
wLnaTRW **min =
donde Wmin es la energía desprendida en el proceso de mezcla (kWh/m3), R es
la constante universal de los gases ( R= 0.082 atm*l/K*mol), T es la
temperatura absoluta de la mezcla y aw es la actividad de los electrolitos que
componen la disolución salina, de valor muy cercano a la unidad para aguas
marinas. Como la actividad depende fuertemente de la concentración de dichos
electrolitos, la energía mínima desprendida en el proceso y por lo tanto la
necesaria a aplicar para desalar depende de la concentración del agua de
aporte. Para un agua bruta media del mar de 35.000 ppm de sólidos disueltos
(TDS), dicha energía a 25ºC es de 0.88 kWh/m3, pero baja hasta los 0.3
kWh/m3 en el caso de una concentración de 15.000 ppm.
Pero ningún proceso tiene el carácter de reversibilidad total lo que implica que
no se puede desalar agua salada con estos costes energéticos tan bajos: si ello
fuera posible podríamos obtener agua dulce a menos de 0,04 eu/m3 para el
caso de agua marina, suponiendo un coste medio del kWh de 0,09 euros. Ello
implicaría un proceso extremadamente lento y cerca del equilibrio, algo que es
imposible de materializar físicamente. La tecnología actual sólo permite desalar
a un coste energético al menos cinco veces mayor que el mínimo para cada
concentración (existen rozamientos, fricciones, flujos de calor que no son
convertibles totalmente en trabajo…) con lo que el desarrollo futuro es
esperanzador, ya que realmente el coste mínimo hace que el coste energético
asociado a la desalación sea menor que el coste de amortización o de
mantenimiento de una instalación desaladora.

Procesos de desalación
20
5.- PROCESOS DE DESALACIÓN
Como anteriormente se mencionó, en la desalación se puede separar el agua
de las sales ó viceversa. Por lo tanto la primera clasificación de los métodos de
desalación se atendrá a la forma de separación de sales y agua. Las siguientes
clasificaciones se harán según el tipo de energía utilizada en el proceso, y
finalmente por el proceso físico de desalación. La tabla siguiente muestra dicha
clasificación:
Tabla 5. 1 Métodos de desalación existentes en el mercado
Separación Energía Proceso Método Agua de sales Térmica Evaporación Destilación súbita Destilación multiefecto Termocompresión de vapor Destilación solar Cristalización Congelación Formación de hidratos Filtración y evaporaciónDestilación con membranas Mecánica Evaporación Compresión mecánica vapor Filtración Ósmosis inversa Sales de agua Eléctrica Filtración selectiva Electrodiálisis Química Intercambio Intercambio iónico
Antes de profundizar en cada uno de los métodos de desalación que aparecen
a continuación, es necesario centrar la atención en el consumo energético
necesario para obtener agua dulce en condiciones de potabilidad. Si
obtenemos agua pura evaporando agua salada (desde luego uno de los
métodos más ineficientes), la cantidad de energía necesaria para dicho cambio
de fase es nada menos que 2.258 kJ/kg a presión atmosférica. Ello supone
0.627 kWh/kg, es decir, alrededor de 0,0314 euros por litro de agua desalada
(tomando el precio del kWh a 0,05 eu/kWh). Lógicamente, a este precio sólo
podría pagarse el agua para la ingestión, pero no para el resto de usos
cotidianos. Por lo tanto, en todos los métodos son especialmente importantes
los sistemas de recuperación de energía utilizados para evitar este consumo
tan desmesurado que haría totalmente inviable utilizar la desalación como una
alternativa real para solventar el problema.

Procesos de desalación
21
5.1.- Procesos térmicos
Aproximadamente el 60 por ciento de las aguas obtenidas por desalación en el
mundo se producen destilando agua de mar con aportación de calor. El
proceso de destilación imita el del ciclo natural del agua, ya que el agua salina
se calienta produciéndose vapor de agua, que se condensa, posteriormente,
para producir agua potable. En laboratorio o en una planta industrial el agua se
calienta hasta el punto de ebullición para producir la máxima cantidad de vapor
de agua.
Para abaratar costos, este proceso se realiza en una planta de destilación
donde se controla el punto de ebullición, ajustando la presión del agua, ya que
la temperatura necesaria para alcanzar el punto de ebullición disminuye a
medida que se reduce la presión del agua. La reducción del punto de ebullición
es fundamental en los procesos de desalación por dos procesos
fundamentales: ebullición múltiple y control de las incrustaciones.
Ebullición múltiple:
Para vaporizar el agua se necesita alcanzar la adecuada temperatura en
relación a la temperatura ambiental y suficiente energía para mantener el
proceso. Cuando se calienta el agua hasta alcanzar el punto de ebullición es
necesario seguir aportando energía si se pretende seguir evaporándola. Una
vez que el agua deja de hervir se puede reiniciar el proceso añadiendo más
calor o reduciendo la presión ambiental sobre ella.
Para reducir significativamente la cantidad de energía necesaria para la
evaporación, los procesos para obtener agua por destilación utilizan una serie
de calderas operando a temperaturas y presiones descendentes, generándose
así un proceso de ebullición en cascada.
Control de las incrustaciones:
Junto a la ebullición múltiple el otro factor importante es el control de las
incrustaciones. Aunque algunas sustancias se disuelven mejor al aumentar la
temperatura, otras sin embargo tienen el comportamiento opuesto, se disuelven

Procesos de desalación
22
mejor al reducirla. Desgraciadamente algunas de estas sustancias como, por
ejemplo, los carbonatos y sulfatos se encuentran en el agua de mar. Una de las
más importantes es el SO4Ca que empieza a disolverse cuando el agua
alcanza los 95ºC. Este material forma fuertes incrustaciones revistiendo las
tuberías o los recintos en los que se aloja el agua y llegando a producir grandes
perjuicios sobre las conducciones y los distintos elementos empleados en el
proceso.
Figura 5. 1 Variación del porcentaje de sales disueltas en función de la
temperatura
La incrustación crea problemas térmicos y mecánicos y, una vez formada, es
difícil de eliminar. Una forma de evitar la formación de estas incrustaciones es
el control de la temperatura y el punto de ebullición, manteniéndolos constantes
por debajo de los valores críticos. Estos dos conceptos son la base de los
diferentes sistemas de desalación que se utilizan en la actualidad.
Para poder analizar y comparar unos procesos de desalación con otros se
define el parámetro Gain Output Ratio (GOR) o toneladas de agua dulce

Procesos de desalación
23
producidas por toneladas de vapor consumido. Se trata de un parámetro que
da una idea del consumo energético, desde una perspectiva térmica, necesario
en las plantas.
5.1.1.- Destilación súbita
(multi-stage flash distillation – M.S.F.)
El proceso fue desarrollado simultáneamente por Silver y Frankel en 1957, y la
primera planta MSF a escala comercial fue instalada en Kuwait en 1960, con
una capacidad de 4560 m3, y 19 etapas, operaba con una relación de
economía de 5.6.
La desalación obtenida por destilación consiste en evaporar agua para
conseguir vapor que no contiene sales. El vapor se condensa posteriormente
en el interior o exterior de los tubos de la instalación. Los sistemas de
desalación suelen funcionar por debajo de la presión atmosférica, por lo que
necesitan un sistema de vacío (bombas ó eyectores), para la extracción del aire
y gases no condensables.
En el proceso M.S.F. el agua de mar se calienta en un recipiente denominado
calentador de salmuera. Esta operación se realiza generalmente condensando
el vapor en un intercambiador de calor de tal manera que el agua a desalar
absorbe el calor de condensación del vapor previamente mencionado. Este
vapor, utilizado para calentar el agua de mar, es de baja o media calidad
proveniente de una planta de generación eléctrica. El agua de mar calentada
se dirige hacia otro recipiente, llamado etapa, donde la presión ambiental es
inferior a la atmosférica, de tal forma que la temperatura de ebullición del agua
se ve reducida y ésta hierve inmediatamente. Esta introducción rápida del agua
caliente en la cámara causa una evaporación rápida, casi explosiva (flashing),
de ahí el nombre del proceso. Tan sólo una pequeña parte de este agua se
convierte en vapor, dependiendo de la presión mantenida en la etapa. El vapor
producido se circula hacia la siguiente etapa, condensándose en su recorrido.

Procesos de desalación
24
Figura 5. 2 Esquema de funcionamiento de una planta MSF típica
El vapor generado por evaporación súbita (flashing) se transforma en agua
potable condensándose gracias a los tubos intercambiadores de calor que
contienen agua de mar proveniente de la siguiente etapa. Los tubos se
calientan por el calor aportado al condensarse el vapor generado en la propia
etapa. De esta forma el agua de mar se va calentando a medida que se acerca
al calentador de salmuera, por lo que el calor que éste ha de aportar se reduce
sensiblemente. Por lo tanto, la evaporación del agua en cada efecto no se
produce directamente mediante el aporte de energía térmica en un
intercambiador de calor, sino por la expansión brusca de agua caliente
presurizada hasta una presión inferior a la de saturación.
Los componentes principales del sistema son los evaporadores, de paredes
planas, y que incluyen las cámaras flash, separadas por las compuertas,
además de los tubos de intercambio, los separadores de humedad. Cada
evaporador tiene dos secciones, denominadas de rechazo de calor y de
recuperación de calor, respectivamente.
Los recalentadores son condensadores del vapor externo, habitualmente de
carcasa y tubos. Las bombas de recirculación de salmuera son de gran
potencia por el alto caudal que han de circular. Asimismo son necesarias las
bombas de aportación de agua de mar y las de agua producto, así como los
eyectores de vapor, para la producción de agua de mar y las de agua producto,
así como los eyectores de vapor, para la producción del vacío necesario en el

Procesos de desalación
25
interior de las cámaras. Por último, los equipos de pretratamiento, consistentes
en bombas dosificadoras de ácido y de antiincrustante, además de las torres
descarbonatadas para eliminar el dióxido de carbono formado por el ácido.
Estos gases no son convenientes pues le dan un carácter ácido al agua, lo cual
facilita la corrosión: para evitarla, el carbónico se descarga a la atmósfera.
A continuación se presentan de forma resumida, los principales parámetros que
intervienen en el proceso, y los conceptos relacionados:
• Relación de circulación
21
+∆⋅
≅Fc
hmm fg
p
r
donde mr es el caudal de salmuera recirculada en el evaporador (m3/h), mp es
el caudal de producto (m3/h), hfg es el calor de evaporación (kJ/kg), c es la
capacidad térmica específica del agua (kJ/kg*K), y ∆F es el intervalo de
temperaturas de salmuera en el que tiene lugar la evaporación súbita (K).
Esta expresión nos indica el caudal de salmuera que ha de recircularse a
través de las distintas etapas, y en condiciones típicas de una unidad MSF
suele alcanzar valores de entre 8 y 10 veces el caudal de producto. De forma
que es necesario mover a través del evaporador un gran caudal de salmuera,
con lo que esto implica de energía de bombeo, diseño de tubería, etc.
• Relación de economía
Este parámetro ya se ha definido de forma general para cualquier proceso que
utilice vapor como
⎟⎟⎠
⎞⎜⎜⎝
⎛=
fg
p
hq
mRE
donde RE es la relación de economía, q es la velocidad de transferencia de
calor (potencia térmica) en el intercambiador. La relación de economía

Procesos de desalación
26
representa la masa de agua producto que puede obtenerse por unidad de
vapor utilizado, lo cual es una medida de la eficiencia energética.
En el caso de MSF, la relación de economía tiene una forma aproximadamente
igual a
( )Thc
FT
hmq
RE fgfgp
∆⋅⋅
+∆∆
=⋅
=2
1
donde ∆T es el intervalo de temperaturas de salmuera entre la entrada y la
salida del recalentador de salmuera.
Esto indica que la economía depende fundamentalmente del rango de
evaporación, y no del número de etapas. Esto es particularmente relevante,
pues indica que la eficiencia energética del proceso (alta RE) radica en
aumentar al máximo posible la temperatura de la salmuera.
• Número de etapas
Aunque el número de etapas no viene condicionado por la relación de
economía, hay un número mínimo determinado por la necesidad de una
velocidad de transmisión de calor adecuada. El número total de etapas suele
estar en un compromiso entre nmin y n=2 a 3 veces el valor de RE.
En cambio, si hay una relación entre el número de etapas en la sección de
rechazo de calor y el número total, con la relación de economía, según la
expresión:
REnn j 1
≅
donde n es el número total de etapas del evaporador, mientras que nj es el
número de etapas de rechazo de calor.
Se muestran ahora las principales características de operación y constructivas:
A Parámetros de operación
Vamos a revisar las características generales del proceso y las condiciones
habituales o típicas de funcionamiento, desde diversos puntos de vista:

Procesos de desalación
27
• Agua de alimentación
Dado que se evapora agua, el proceso es insensible a la salinidad de la
alimentación. La necesidad de energía es prácticamente la misma para
cualquier salinidad de la alimentación. No tiene mucho sentido utilizar este
proceso para aguas salobres, que pueden ser tratadas por otros medios
(membranas) con menor consumo de energía y a menor coste. El único caso
en que se podría aplicar destilación con aguas salobres es cuando se requiere
agua producto de gran calidad (agua industrial, calderas,...).
El agua de mar considerada estándar tiene una salinidad total de una 35000
ppm. Por su parte, el agua producto es agua destilada, de muy buen calidad,
de menos de 50 ppm (normalmente de 20 a 30 ppm).
• Presión y temperatura
Los sistemas MSF operan en dos rangos de temperaturas. Los de alta
temperatura, caracterizados por una temperatura máxima de salmuera de 115
o 120 ºC, mientras la mínima es de unos 10ºC por encima de la temperatura
del mar. El pretratamiento es mediante ácido, o antiincrustante de alta
temperatura. En cambio, en los sistemas de baja temperatura, el unto máximo
de la salmuera no sobrepasa los 90ºC, manteniéndose la mínima. Esta
tendencia a las altas temperaturas es obligada, buscando una alta economía,
pero con riesgo de corrosión e incrustaciones.
Desde la temperatura máxima, la salmuera se va enfriando hasta unos 10ºC
por encima del agua de mar, es decir hasta unos 30-32ºC. La gama de
presiones correspondientes a este rango de temperaturas va desde 2 bar para
120 ºC (0.71 bar para 90ºC) hasta 0.04 bar absolutos. Esto indica que la mayor
parte de la evaporación súbita se produce en condiciones de vacío, lo cual
exige la utilización de eyectores de vapor para producirlo.
• Conversión
Por razón de las incrustaciones, hay una limitación en el factor de
concentración, y por tanto en la conversión, que es típicamente del 50%.

Procesos de desalación
28
• Consumo energético
El consumo de vapor es relativamente alto, puesto que la relación de economía
no puede aumentarse indefinidamente. Dicha relación no está relacionada con
el número de etapas, sino con la temperatura máxima de salmuera.
Aumentando esta, se pueden alcanzar valores para la relación de economía de
hasta 10-11 kg agua/kg vapor en algunos casos.
Además del vapor de calefacción en baja presión, hay que añadir la electricidad
auxiliar necesaria para bombeo (entre 3 y 5 kWh/m3), y el vapor de media
presión para los eyectores de producción de vacío.
• Durabilidad de materiales
Por trabajar a altas temperaturas, existen serios problemas de corrosión y de
incrustaciones, lo cual exige utilizar materiales de alta calidad en calderería
(inoxidables, latones navales, revestimientos para los aceros,...), y un
mantenimiento cuidadoso.
• Campo de aplicación
Por las características señaladas, la aplicación típica de MSF es en plantas
cuyas unidades tengan capacidades mas bien altas (mínimo de unos 5000
m3/día y máximo de unos 40000 m3/día por unidad). El sistema es solo
adecuado para agua de mar, y no para aguas salobres. Requiere vapor de baja
presión, típicamente procedente de una turbina. Por tanto solo es de aplicación
en plantas duales o de cogeneración. Dado que produce aguas de calidad
(destilada), en muchos casos será conveniente la mezcla posterior con aguas
algo mas salinas antes de su distribución al abastecimiento público.
B Materiales
Las unidades MSF operan a alta temperatura, teniendo en cuenta que en
desalación se considera alta temperatura los casos en que la máxima
temperatura del agua alcanza los 120ºC, mientras que por baja temperatura se
consideran aquellos casos en que la temperatura máxima de trabajo oscila
alrededor de unos 60-70ºC.

Procesos de desalación
29
Por otro lado las condiciones de trabajo son muy favorables para la corrosión.
Por tanto se requiere el uso de materiales especialmente resistentes. Aceros
de alta calidad, incluidos todo tipo de inoxidables, aleaciones Cu/Ni, latones,
etc., además de pinturas y recubrimientos adecuados. En la tabla siguiente se
detallan algunos de estos materiales de uso típico:

Procesos de desalación
30
Tabla 5. 2 Lista de materiales más comunes en los distintos componentes

Procesos de desalación
31
Por último, respecto a las dimensiones típicas de una instalación MSF, se trata
de unidades muy voluminosas, con una obra importante de calderería, tubería,
bombas, etc. Son instalaciones de gran envergadura. A título de ejemplo en la
planta de Las Palmas II, cada uno de los evaporadores de 9000 mcd tiene unas
dimensiones de 20.3 m longitud x 7.8 m anchura x 6 m altura.
En conclusión, las principales ventajas del método MSF son:
• Es especialmente válido cuando la calidad del agua bruta no es buena
(alta salinidad, temperatura y contaminación del agua aportada)
• Su acoplamiento con plantas de potencia para formar sistemas de
cogeneración es muy fácil y permite una gran variabilidad de rangos de
operación en ambas plantas.
• Su robustez en la operación diaria frente a otros procesos de destilación
es notoria.
Sin embargo, las plantas M.S.F. tienen también otros inconvenientes:
• Su consumo específico, definido como la cantidad de energía
consumida para producir 1 m3 de agua desalada, es de los más altos de
los procesos estudiados. A este consumo contribuyen el consumo
térmico proveniente de la planta productora de electricidad, más alto
que otros procesos de destilación debido al efecto flash; y el consumo
eléctrico debido al gran número de bombas necesarias para la
circulación de los flujos de la planta.
• En una planta M.S.F., la cantidad de agua de mar introducida en el
proceso debe ser de 5 a 10 veces superior a la del destilado que se
desea producir, lo que implica que la cantidad de agua que hay que
bombear para conseguir una misma producción de destilado que
mediante otro tipo de proceso es mayor
• Además de su alto coste de operación, su coste de instalación es
equiparable al de otros procesos de desalación.

Procesos de desalación
32
5.1.2.- Destilación por múltiple efecto
(mutiple effect distillation M.E.D.)
Al contrario que en el proceso de destilación por efecto flash (MSF), en la
destilación por múltiple efecto (M.E.D.) la evaporación se produce de forma
natural en una cara de los tubos de un intercambiador aprovechando el calor
latente desprendido por la condensación del vapor en la otra cara del mismo.
Las plantas de M.E.D utilizan condensadores de evaporación de tubo horizontal
y película descendente en una serie de disposiciones para producir, mediante
pasos repetidos de evaporación y condensación, cada uno de ellos a una
menor temperatura y presión, una cantidad de destilado a partir de una
cantidad dada de vapor motriz. Este vapor procede de un sistema recuperativo,
una turbina de contrapresión ó extracción de una de condensación. Por lo tanto
las plantas M.E.D. también pueden funcionar gracias a sistemas de
cogeneración al igual que las M.S.F. consumiendo una porción de energía
destinada a priori a la producción eléctrica.
Se puede incorporar cualquier cantidad de condensadores-evaporadores
(efectos) a la sección de recuperación de calor de las plantas, según la
temperatura y el costo del calor de baja calidad disponible y el punto óptimo de
intercambio entre inversión y economía de vapor. Aunque cuanto mayor es el
número de efectos utilizados mayor será el agua potable producida, en la
práctica, por razones económicas, el número de efectos no suele ser mayor de
14.
La figura 5.3 representa el proceso seguido en la planta M.E.D y a partir de la
cual se explica el proceso evaporación-condensación.

Procesos de desalación
33
Figura 5. 3 Esquema de funcionamiento de una planta MED típica

Procesos de desalación
34
El agua de mar se desarena y precalienta en el condensador de rechazo de
calor a partir de calor procedente del destilado, y luego se divide en dos
corrientes. Una vuelve al mar en forma de descarga refrigerante y la otra se
convierte en la alimentación del proceso de destilación. Esta agua de
alimentación se hace pasar por una serie de precalentadores, situados en cada
uno de los efectos, con el objeto de aumentar la temperatura hasta aproximarla
a la de evaporación existente en el efecto 1º, a cambio de condensar y enfriar
el vapor generado en cada etapa, y que da lugar al condensado.
Tras pasar por el último precalentador, el agua de alimentación es introducida
en la 1ª etapa, pulverizándose sobre un intercambiador de calor de haz tubular.
Por el interior de los tubos de este intercambiador circula el fluido caliente que
aporta la energía térmica que requiere el proceso. Este fluido puede ser vapor
o agua caliente procedente de un sistema de generación de eléctrica, como por
ejemplo un sistema turbina de vapor – alternador.
Como consecuencia de la pulverización del agua de alimentación sobre el
evaporador de la 1º etapa, se evapora una fracción de la misma. Este vapor
pasa a la zona de la 1ª celda donde se encuentra el precalentador
correspondiente; al entrar en contacto con la superficie externa del
precalentador, el vapor condensa parcialmente y pasa a la 2ª etapa.
El resto de agua de alimentación que no se evaporó en la 1º etapa pasa a la 2ª,
donde se evapora otra fracción de la misma, gracias al calor que le cede la
mezcla de condensado y vapor que proviene de la 1ª etapa. Esta evaporación
se produce a una temperatura algo inferior a la de la 1ª etapa, ya que la presión
existente en las sucesivas celdas es diferente y decreciente desde el primer
hasta el último efecto.
El vapor producido en la 2ª etapa se condensa parcialmente sobre la superficie
externa del precalentador correspondiente, pasando la mezcla de vapor y
condensando al evaporador de la 3ª celda o etapa, donde acaba de condensar
completamente. De este modo se producen una serie de evaporaciones y
condensaciones sucesivas que conducen a la producción de una determinada

Procesos de desalación
35
cantidad de destilado, de tal modo que de la cantidad total de agua de
alimentación, Ma, se obtiene una cierta cantidad de destilado, Md, y el resto se
convierte en una salmuera de rechazo, Mb, con una alta salinidad. En
condiciones estables se cumple pues, que: Ma = Md + Mb
Con el objeto de eliminar al máximo la formación de depósitos e incrustaciones
en el interior de las celdas, las temperaturas de trabajo en las mismas es del
orden de los 70 ºC. Como es lógico, para que se produzcan evaporaciones y
condensaciones a estas temperaturas, es preciso que exista un cierto grado de
vacío en las celdas, de manera que se baja la temperatura de evaporación
hasta el valor deseado.
Existen otras configuraciones y modos de operación en una planta de
desalación con tecnología M.E.D. Se muestra una de ellas en la figura 5.4
Figura 5. 4 Esquema de una planta de desalinización con tecnología MED
La corriente de alimentación es pretratada con un aditivo inhibidor de
incrustaciones y es introducida en el grupo de efectos de recuperación de calor
de menor temperatura. Un sistema de toberas rociadoras distribuye el agua

Procesos de desalación
36
sobre las hileras superiores de los tubos de cada efecto, donde fluye en forma
de finas películas por cada grupo de tubos; parte del mismo se vaporiza a
medida que absorbe el calor latente liberado por la condensación del vapor
dentro de los tubos. La alimentación remanente, ahora levemente concentrada,
es bombeada al siguiente grupo de efectos, que operan a temperatura más
elevadas. La alimentación remanente se vuelve a bombear hacia delante, hasta
que sale del grupo de efectos más calientes en forma de salmuera
concentrada.
El vapor de entrada es alimentado al interior de los tubos del efecto más
caliente. Allí se condensa, dando su calor latente al agua de mar que fluye por
la superficie exterior de los tubos. Mientras la condensación tiene lugar en el
interior de los tubos, se produce una cantidad prácticamente igual de
evaporación en el exterior. Después de pasar por el separador de gotitas de
salmuera para mantener la pureza del destilado, el vapor se introduce en los
tubos del próximo efecto, que opera a temperatura y presión algo menores.
El proceso de evaporación-condensación se repite a lo largo de toda la serie de
efectos, cada uno de los cuales contribuye en una cantidad significativa de
destilado adicional. El vapor del último efecto se condensa en el condensador
de rechazo de calor por medio del agua de mar de enfriamiento.
El condensado del primer efecto se recoge y parte del destilado es retornado al
generador de vapor; el exceso sobre la cantidad original de vapor motriz se
introduce en la primera de una serie de cámaras especiales, cada una de las
cuales está conectada mediante conductos a la sección de condensación mas
fría del próximo efecto. Parte del destilado se evapora súbitamente,
refrigerando la corriente de producto remanente, a la vez que devuelve el calor
emitido al cuerpo principal de los efectos de recuperación de calor. La corriente
de producto es entonces descargada y evaporada súbitamente en etapas
sucesivas. El calor cedido aumenta la eficiencia total del proceso. El destilado
refrigerado es descargado finalmente para su almacenamiento por la bomba de
descarga de producto. El producto es agua totalmente pura. Es fresca, potable
y suave, con un promedio de 20 ppm.

Procesos de desalación
37
La salmuera concentrada del efecto de mayor temperatura, al igual que el
destilado, se procesan en cascada por una seria de cámaras de evaporación
súbita y se refrigeran sucesivamente para recuperar su calor. Después de ser
refrigerada, se retorna al mar a través de la bomba de salmuera.
Los gases no condensables se purgan de cada tubo y fluyen colectivamente de
un efecto al siguiente. Eventualmente, se concentran en el extremo más frío del
condensador de rechazo de calor y son evacuados por un eyector a chorro de
vapor o una bomba de vacío mecánica
La mayor parte de las plantas M.E.D. construidas últimamente operan a una
temperatura máxima de 70 grados centígrados lo que reduce la posibilidad de
incrustaciones dentro de la planta. Como contraprestación son centrales que
necesitan disponer de mayor superficie de transferencia de calor.
Comparación entre plantas MSF y MED
Las plantas desaladoras de flashing en múltiple efecto (MSF) tienen grandes
similitudes con las plantas MED. Sin embargo existen algunas diferencias que
deben ser tenidas en cuenta:
a) la evaporación del agua en cada efecto no se produce mediante el aporte de
energía térmica en un intercambiador de calor, sino por flashing (expansión
brusca de agua caliente presurizada hasta una presión inferior a la de
saturación). Con esto se elimina un intercambiador de calor (el evaporador) en
cada etapa.
b) la temperatura superior de trabajo en una planta MSF es del orden de los
115-120ºC, mientras que en una planta MED es del orden de los 70ºC. La
existencia de temperaturas más altas en una planta MSF obliga a un
pretratamiento inicial del agua más complicado y costoso (acidificación,
desgasificación y neutralización). Esto implica mayores costes de operación y
mantenimiento.

Procesos de desalación
38
c) en una planta MSF, la cantidad de agua de mar introducida en el proceso
debe ser de 5 a 10 veces superior a la del destilado que se desea producir, lo
que implica que la cantidad de agua que hay que bombear para conseguir una
misma producción de destilado, es mucho mayor en una planta MSF que en
una MED, donde se tiene una relación de 1:2 aproximadamente. Esto conlleva
el uso de bombas de mayor potencia para la impulsión del líquido.
La capacidad de plantas tipo MED suele ser más reducida que las M.S.F.
(nunca suelen superar los 15.000 m3/día). Las M.S.F. más grandes se instalan
en Oriente Medio y las mayores M.E.D. están instaladas en las islas del Caribe
para abastecer de agua estas zonas de gran presión turística.
Es habitual que las plantas M.E.D. disponga de un número de efectos
comprendidos entre 8 y 16, a excepción de las M.E.D. con múltiples efectos
integrados en cada uno de ellos, llegando en este caso a un número total de
más de 50.
Sin embargo, tienen un mejor rendimiento global con respecto a una M.S.F.: el
GOR de este tipo de plantas puede llegar a 15 sin ningún problema, reduciendo
por lo tanto el consumo específico de este proceso respecto de una planta
M.S.F. con idénticas capacidades. Ello se debe principalmente a la
irreversibilidad asociada al proceso de separación flash que aparece en los
procesos M.S.F. Además el consumo eléctrico es menor que en la M.S.F. ya
que necesita menos bombas de circulación al no existir recirculación de
salmuera.
A pesar de las aparentes ventajas que presenta este proceso frente a las
plantas M.S.F., el peso del sistema MED en el contexto mundial de la
desalación es mucho menor que el del M.S.F. ó la ósmosis inversa.
La destilación por múltiple efecto no es un proceso solamente utilizado para la
desalación. También tiene aplicaciones de fin industrial, como por ejemplo la
evaporación de zumo de azúcar para producir azúcar o la producción de sal
con procesos de evaporación.

Procesos de desalación
39
5.1.3.- Destilación por compresión de vapor
(Vapor Compression Distillation, TVC)
La compresión térmica de vapor obtiene el agua destilada con el mismo
proceso que una destilación por múltiple efecto (M.E.D.), pero se utiliza una
fuente de energía térmica diferente: son los llamados compresores térmicos o
termocompresores, que consumen vapor de media presión (entre 2 y 10
atmósferas) proveniente de la planta de producción eléctrica (si tenemos una
planta dual, sino sería de un vapor de proceso obtenido expresamente para
ello) y que succiona parte del vapor generado en la última etapa a muy baja
presión, comprimiéndose y dando lugar a un vapor de presión intermedia a las
anteriores adecuado para aportarse a la primera etapa, que recordemos era la
única que consume energía en el proceso.
El sistema de eyección de vapor (termocompresor) crea un chorro de vapor a
través de un orificio tipo Venturi y extrae el vapor de agua del interior del
recipiente creando un ambiente de baja presión en él. El vapor extraído es
comprimido por el eyector. Esta mezcla condensa en la pared de los tubos
suministrando energía térmica (calor de condensación) para evaporar el agua
de mar que se encuentra en la otra cara de la pared de los tubos del recipiente.
Figura 5. 5 Esquema del sistema de eyección de vapor
El rendimiento de este tipo de plantas es similar a las plantas M.E.D., sin
embargo su capacidad desaladora puede ser mucho mayor al permitirse una
Condensador final
Vapor proceso alta presión
Vapor de baja presión del último
Vapor a media presión a 1ª etapa

Procesos de desalación
40
mayor adaptabilidad de toma de vapor de las plantas productoras del mismo.
Muchas veces se las considera el mismo proceso, pero aquí se tratarán
individualmente ya que el consumo de energía de la planta se realiza por un
equipo diferente. Este tipo de plantas se emplea generalmente en plantas
desaladoras de pequeña o media escala.
5.1.4.- Destilación solar
La energía solar es el método ideal para producir agua en zonas áridas y muy
aisladas del resto de poblaciones. A pesar de un coste energético nulo y
escasa inversión necesaria, presenta una rentabilidad muy baja debido
principalmente a su escasa producción por metro cuadrado de colector al
destilarse tan sólo unos litros al día en el caso de condiciones meteorológicas
favorables. Por lo tanto no se han desarrollado a gran escala en lugares con un
alto consumo de agua dulce.
Una aplicación para este tipo de procesos se encuentra en la desalación de
aguas salinas a pequeña escala para una familia o una pequeña población en
la que la energía solar sea abundante y no se disponga de electricidad.
Estos procesos generalmente imitan una parte del ciclo hidrológico natural, ya
que el agua salina es calentada por los rayos solares produciendo vapor de
agua que es condensado posteriormente sobre una superficie fría,
recolectándose este condensado como agua producto.
Hay varias formas de producir agua dulce usando la energía solar, una de ellas
son las balsas-invernadero o destilación por colectores. El principio básico es
el del efecto invernadero: el sol calienta una cámara de aire a través de un
cristal transparente, en cuyo fondo tenemos agua salada en reposo.
Dependiendo de la radiación solar y otros factores como la velocidad del viento
(que enfría el vidrio exterior), una fracción de esta agua salada se evapora y se
condensa en la cara interior del vidrio. Como dicho vidrio está colocado
inclinado, las gotas caen en un canal que van recogiendo dicho condensado

Procesos de desalación
41
evitando que vuelvan a caer otra vez en la salmuera de la lámina inferior.
Aunque pueden utilizarse técnicas de concentración de los rayos solares, como
pueden ser lentes o espejos (parabólicos o lisos), no suele compensar las
mayores pérdidas de calor que ello acarrea y su mayor coste económico.
Figura 5. 6 Esquema de una planta de evaporación solar
Se han estudiado muchas variantes sobre este proceso tratando de mejorar su
eficiencia, pero todas ellas tienen una serie de dificultades que restringen su
uso para producciones de gran escala. Alguna de dichas dificultades son las
siguientes:
• Se necesitan grandes superficies
• Inversión muy elevada
• Vulnerabilidad a las inclemencias del tiempo
Como norma general, en las balsas solares se puede considerar que de un
metro cuadrado de superficie se puede obtener diariamente 4 litros de agua, lo
que supone la necesidad de disponer de grandes superficies, que son escasas
y caras si se localizan cerca de la ciudad.

Procesos de desalación
42
La construcción es cara y, aunque la energía térmica es gratis, la energía
adicional necesaria para bombear el agua a y desde la instalación es
significativa. Además de ello, se precisa mantenimiento costoso para prevenir
la formación de incrustaciones, consecuencia del secado de piscinas, y la
reparación y limpieza de los cristales.
Pero la energía solar también puede ser la fuente de energía de un proceso de
destilación, incluso de producción de energía eléctrica para pequeñas
instalaciones de osmosis inversa. Por ejemplo, el uso de colectores de
concentración parabólicos (PTC) pueden usarse en procesos MSF ó MED
dependiendo del coste de los colectores, que son los que determinan la
producción de agua por metro cuadrado de PTC (de media producen 10 m3 de
agua dulce por m2 de colector) y factores climáticos tales como el porcentaje
del día en que la planta consume energía solar (factor solar SF).
Un reciente estudio de recopilación de plantas de destilación solar muestra una
realidad nada halagüeña: el total de capacidad instalada a escala mundial se
sitúa en torno a los 10.000 m3/día, generalmente con colectores parabólicos
acoplados a pequeñas unidades MSF ó MED (García y Gómez, 2000). Queda
claro que estos métodos no son nada competitivos actualmente, tan sólo en
lugares aislados de suministro eléctrico y de agua es factible pensar en estas
instalaciones.
5.1.5.- Congelación
El proceso de congelación es un fenómeno natural que se contempla con
mucha facilidad en nuestro Planeta, como se indico en el apartado 3.2,
alrededor del 70% del agua dulce está contenida en los polos terrestres pero la
utilización del hielo de los polos para el consumo humano es muy poco
conveniente para la conservación del equilibrio térmico del planeta.
La congelación del agua del mar (-1.9 C) suministra cristales de hielo puro que
se separan de la solución, la cual, a su vez, se concentra en sales.

Procesos de desalación
43
Existen dos procedimientos de congelación directa:.
a) Por expansión del agua (congelación en vacío). El agua de mar se congela
parcialmente a una presión absoluta de 3mm de mercurio, a -4 C. A esta
presión se produce una evaporación, acompañada del enfriamiento
correspondiente, que es el que provoca la congelación. Para mantener el vacío
necesario es preciso aspirar de continuo el vapor de agua formado, pudiendo
realizarse esta operación bien por un compresor mecánico, o por absorción en
una solución higroscópica. En la práctica, los problemas de compresión del
gran volumen de vapor producido a baja presión son considerables
b) Congelación con ayuda de un agente refrigerante. Se utiliza un refrigerante
auxiliar cuya tensión de vapor sea netamente superior a la del agua y que no
sea miscible con ella. El butano satisface estas condiciones. El agua de mar se
congela parcialmente por la expansión del butano. Este procedimiento evita los
problemas de compresión de la congelación del vacío.
Teóricamente, la congelación tiene algunas ventajas sobre la destilación en
base a su menor consumo energético, menor efecto corrosivo y menor
incrustación o precipitación. Pero también presenta grandes problemas de
adaptación para su implantación a escala industrial ya que el aislamiento
térmico para mantener el frío y los mecanismos para la separación de los
cristales de hielo deben mejorarse para que este proceso sea algún día
competitivo, así como para adaptar la tecnología a intercambiadores de frío.
Durante los años 50 y 60 se trabajó intensamente en el desarrollo de la
desalación por congelación y aunque se han construido algunas plantas de
este tipo durante los últimos cuarenta años, no ha habido un desarrollo
comercial suficiente para la producción de agua potable. El ejemplo reciente
más significativo de una planta de desalación por congelación es la
experimental de energía solar construida en Arabia Saudita a finales de los 80.
El experimento terminó y se desmontó la instalación. Probablemente, esta
tecnología puede tener una mejor aplicación para el tratamiento de vertidos
industriales, más que para la obtención de agua potable

Procesos de desalación
44
5.1.6.- Formación de hidratos
Es otro método basado en el principio de la cristalización, que consiste en
obtener, mediante la adición de hidrocarburos a la solución salina, unos
hidratos complejos en forma cristalina, con una relación molécula de
hidrocarburo/molécula de agua del orden de 1/18
Al igual que el proceso anterior, su rendimiento energético es mayor que los de
destilación, pero conlleva una gran dificultad tecnológica a resolver en cuanto a
la separación y el lavado de los cristales que impide su aplicación industrial.
5.1.7.- Destilación por membranas
Se trata de un proceso de evaporación y filtración. El agua salada bruta se
calienta para mejorar la producción de vapor, que se expone a una membrana
que permita el paso de vapor pero no del agua (membrana hidrófoba). Después
de atravesar la membrana el vapor se condensa, sobre una superficie fría, para
producir agua desalada. En estado líquido, esta agua no puede retroceder
atravesando la membrana por lo que es recogida y conducida hacia la salida.
La destilación con membranas requiere más espacio y debe utilizar una
energía de bombeo considerable por unidad de producto. Puesto que
esencialmente se trata de un proceso de destilación, tiene las mismas
limitaciones en su instalación que otros procesos de destilación.
La principal ventaja de la destilación con membranas está en su simpleza y en
el uso de pequeños diferenciales térmicos para operar. Probablemente su
mejor aplicación en la desalación de aguas salinas se encuentra en aquellas
situaciones en las que se disponga de energía térmica de baja temperatura
barata, así como en la industria o en los colectores solares.

Procesos de desalación
45
5.2.- Procesos mecánicos
5.2.1.- Compresión mecánica de vapor
La destilación por compresión de vapor es, inherentemente, el más eficiente
proceso de destilación. Logra una elevada eficiencia de una manera sencilla,
sin necesidad de utilizar un diseño complejo basado en una gran cantidad de
etapas o efectos.
La aplicación del principio de la “bomba de calor” recicla y mantiene de manera
continua el calor latente intercambiado en el proceso de evaporación-
condensación dentro del sistema. En esta disposición, el calor requerido para
evaporar parte del agua de alimentación procesada – que fluye por un lado de
una superficie de transferencia de calor- es suministrado por la condensación
simultánea del vapor que se transforma en destilado en el otro lado de esa
misma superficie.
Un compresor que actúa como “bomba de calor” es la fuerza impulsora de esta
transmisión de calor y suministra la energía requerida para separar la solución
y sobreponerse a las pérdidas de caída de presión dinámica y otros procesos
irreversibles. El vapor generado de la solución es bombeado al nivel de mayor
presión entálpica requerido en el lado de condensación.
Figura 5. 7 Esquema del proceso de compresión mecánica de vapor

Procesos de desalación
46
Este trabajo, más la fracción requerida para bombeo de los líquidos, es la única
energía consumida en el proceso. La compresión mecánica se alimenta
eléctricamente, permitiendo así, obtener agua destilada utilizando solamente
energía eléctrica. Este proceso no requiere calor adicional.
El requerimiento de baja energía ha sido reducido al mínimo por algunos
fabricantes, debido al uso de un condensador-evaporador de tubos horizontales
de película descendente de gran eficiencia. La incorporación de grandes
superficies de transmisión de calor conjuntamente con la integración del
compresor en el evaporador reduce las pérdidas de presión parásitas. Debido a
este diseño del evaporador, la carga de bombeo del compresor es baja –
solamente 2.5ºC
Figura 5. 8 Esquema del proceso MVC (Compresión Mecánica de Vapor)

Procesos de desalación
47
5.2.1.1.- Principios de operación El agua marina de alimentación es pretratada con una dosis mínima de aditivo
inhibidor de incrustaciones y pasa por un intercambiador de calor, donde se
recupera el calor de las corrientes de descarga de salmuera y producto.
El agua de mar se mezcla con la salmuera recirculada y se rocía sobre la parte
exterior de los tubos de transferencia de calor a un ritmo suficiente para crear
películas de líquido continuas y finas. El compresor proporciona, a través de su
succión, una presión inferior a la presión de equilibrio de la salmuera. Como
resultado de ello, parte de la salmuera se evapora. El compresor, por lo tanto,
comprime el agua salada lo suficiente para que, se evapore en un lado de los
tubos de transferencia de calor y se condense el vapor generado en el otro
lado, además debe proporcionar la presión necesaria para salvar las pérdidas
del proceso y la elevación de la temperatura de ebullición del agua salada
respecto de la pura (Boiling Point Elevation, BPE)
Después de pasar por un desnebulizador para eliminar el arrastre de gotitas, el
vapor se comprime y se descarga al interior de los tubos, donde se condensa,
suministrando el calor latente requerido para el proceso de evaporación. (ver
figura 5.8)
En las unidades más grandes, que pueden contener dos o tres efectos, el
compresor retira el vapor del último efecto (el de menor temperatura) y lo
comprime llevándolo al primer efecto (el más caliente), donde se condensa. El
vapor generado en este primer efecto fluye al interior de los tubos del segundo
efecto y se condensa, dando su calor latente a la salmuera de este efecto. En
el caso de una planta de 3 efectos, el proceso de condensación-evaporación se
repite por tercera vez. El (Los) condensado (s), con una pureza de 1-5 ppm de
total de sólidos disueltos (TDS), y la salmuera concentrada se extraen por
bombeo, después de intercambiar su calor con la alimentación.

Procesos de desalación
48
Los gases no condensables (GNC) se concentran primero en un condensador
auxiliar y luego se descargan mediante una bomba de vacío, que también sirve
para crear el vacío inicial de la planta.
La tabla siguiente muestra los datos típicos de una planta MVC (datos
facilitados por AQUAPORT)
Tabla 5. 3 Datos típicos de una planta MVC
Modelo Nº AQ100 AQ500 AQ1000 AQ1500 AQ2000 AQ3000
Capacidad
nominal (toneladas/día) 100 500 1000 1500 2000 3000
Nº efectos 1 1 2 2 3 3
Alimentación de agua
de mar (toneladas/día) 10 50 100 150 200 300
Consumo específico de
energía
(kWh / tonelada)*
16.0 11.5 9.5 8.5 7.5 9.5
Consumo nominal de
potencia(kW)* 66.7 240 396 531 625 1190
Dimensiones
Largo (m) 5.2 9.5 21 22 30.5 30.5
Ancho (m) 3.2 5.5 5.4 6.5 6.5 6.5
Altura (m) 5.0 6.5 7.5 9.0 9.0 9.0 * excluyendo bombeo de suministro de agua de mar
5.2.1.2.- Economía de la planta MVC
Aunque su consumo específico es con mucho el menor de las instalaciones de
destilación, tiene un gran inconveniente. La inexistencia de compresores
volumétricos de vapor de baja presión de tamaño suficiente para una
producción considerable. Así no se conocen unidades CV mayores de 5.000
m3/día, y estos compresores sólo permiten un máximo de tres etapas a
diferentes presiones conectadas en cascada (si fueran necesarias mas etapas
harían falta instalar nuevos compresores). Normalmente existen

Procesos de desalación
49
intercambiadores de precalentamiento del agua de aporte con destilado y la
salmuera tirada al mar (como el número de etapas es reducido hay que
recuperar la energía de salida de la salmuera), ayudados por una resistencia
eléctrica en los arranques, así como todos los dispositivos de tratamiento de
agua anteriores y posteriores al proceso de desalación.
El consumo eléctrico equivalente está sobre los 10 kWh/m3 (la mitad que una
planta MSF). Para acabar, señalar que la compresión mecánica de vapor es un
proceso muy utilizado en la industria alimentaría para procesos de
concentración (zumos, quesos, etc.)
5.2.2.- Osmosis inversa
Dentro de los procesos de desalación clasificados como mecánicos, se
encuentra la desalación por osmosis inversa. Se trata de un proceso en el que
las membranas juegan un papel importante ya que la filtración es la técnica
utilizada para la separación de las sales.
La ósmosis es un proceso natural que ocurre en plantas y animales. De forma
esquemática (figura 5.9) podemos decir que cuando dos soluciones con
diferentes concentraciones se unen a través de una membrana semipermeable
el solvente pasa a través de la membrana en un porcentaje mayor que los
sólidos disueltos hasta igualar las concentraciones de ambas disoluciones. La
dirección del flujo del solvente se determina por su potencial químico, que es
función de la presión, temperatura y concentración de los sólidos disueltos. El
contacto del agua pura con ambas caras de una membrana ideal
semipermeable a igual presión y temperatura no produce flujo a través de la
membrana porque el potencial químico es igual en ambas caras. Si se añade
una sal soluble en uno de los lados, el potencial químico de esta solución se
reduce. Se producirá un flujo osmótico desde el lado que se encuentra el agua
pura hacia el lado de la solución salina a través de la membrana hasta que se
restablece el equilibrio del potencial químico. Existe, pues una circulación
natural de la solución menos concentrada para igualar las concentraciones

Procesos de desalación
50
finales, con lo que la diferencia de alturas obtenida (suponemos los recipientes
de cada soluto al mismo nivel inicial) se traduce en una diferencia de presión,
llamada osmótica.
Figura 5. 9 Proceso natural de ósmosis
Sin embargo aplicando una presión externa que sea mayor a la presión
osmótica de una disolución respecto de la otra, el proceso se puede invertir,
haciendo circular agua de la disolución más concentrada y purificando la zona
de menor concentración (ver figura 5.10), obteniendo finalmente una pureza
admisible, aunque no comparable a la de los procesos de destilación. Por eso
es altamente recomendable para la filtración de aguas salobres, en las que la
sal a rechazar es mucho menor que en aguas marinas. La cantidad de
permeado depende de la diferencia de presiones aplicada a la membrana, sus
propiedades, la concentración del agua bruta, y la calidad del agua producto,
que suele estar en torno a los 300-500 ppm de TDS, cifra un orden de
magnitud mayor al agua obtenida en un proceso de evaporación (en torno a 20
ppm).
Agua concentrada en sales
Membrana semipermeable
Agua diluida en sales
?

Procesos de desalación
51
Figura 5. 10 Proceso de ósmosis inversa
Una membrana para realizar osmosis inversa debe resistir presiones mucho
mayores a la diferencia de presiones osmóticas de ambas soluciones. Por
ejemplo un agua bruta de 35.000 ppm de TDS a 25ºC tiene una presión
osmótica de alrededor de 25 bar, pero son necesarias 70 bar para obtener
permeado. Además debe ser permeable al agua para permitir el flujo y
rechazar un porcentaje elevado de sales. Sin embargo no se puede considerar
la ósmosis inversa como un proceso de filtración normal, ya que la dirección del
flujo del agua bruta es paralela y no perpendicular como un caso cualquiera de
filtración. Ello implica que tan sólo una parte del agua bruta de alimentación
pasa realmente a través de la membrana (un proceso de filtración lo haría en
su totalidad), y que no se acumulen en la membrana las sales de la parte de
agua bruta que no pasa por ella y que por tanto no es filtrada.
5.2.2.1.- Componentes de un sistema de Osmosis Inversa
La ósmosis inversa, como ya se ha comentado, es un proceso de separación
por filtración en el que una solución salina a presión se separa de los
elementos disueltos al fluir a través de una membrana. No necesita aporte de
calor, ni cambio de fase, para conseguir la separación, sino que requiere
energía para dar la presión necesaria al agua de alimentación del proceso.
Agua concentrada en sales
Membrana semipermeable
Agua diluida en sales
presión

Procesos de desalación
52
Figura 5. 11 Esquema de los componentes básicos de una planta de OI
En la práctica se bombea el agua salina de aportación al interior de un recinto
en el que es presionada contra la membrana. Puesto que una parte atraviesa la
membrana, el resto de agua suministrada aumenta su contenido proporcional
en sales, siendo eliminada como salmuera sin atravesar la membrana.
Si no se eliminara la salmuera, el agua de alimentación presurizada continuaría
incrementando su salinidad, creando problemas de precipitación o súper
saturación de sales, aumentando la presión osmótica necesaria para atravesar
la membrana debido al aumento de la colmatación de la misma. La cantidad de
agua de alimentación eliminada (conversión) como salmuera varía entre el 20 y
el 70 por ciento de volumen total aportado, dependiendo del contenido de sales
del agua bruta.
Los componentes básicos de un sistema de ósmosis inversa son:
• Pretratamiento
• Bombeo de alta presión
• Bastidor de membranas
• Post-tratamiento
El pretratamiento es fundamental en la ósmosis inversa puesto que el agua de
alimentación debe pasar a lo largo de estrechos pasos durante el proceso, y,
por ello, los sólidos en suspensión deben ser eliminados, por tanto, el agua
pretratada debe tener las características adecuadas para evitar la precipitación
Agua de mar
Pretratamiento
Bomba de alta presión
Bastidor de membranas
Descarga de salmuera
Agua potable estabilizada
Agua potable
Post-tratamiento

Procesos de desalación
53
de sales o el crecimiento de microorganismos en la membrana. Generalmente
el pretratamiento consiste en:
− Clorado para reducir la carga orgánica y bacteriológica del agua bruta.
− Filtración con arena para reducir la turbidez.
− Acidificación para reducir el PH y limitar la formación de depósitos
calcáreos.
− Inhibición con polifosfatos de la formación de sulfatos de calcio y
bario.
− Declorado para eliminar el cloro residual.
− Cartuchos de filtrado de partículas (requeridos por los fabricantes de
membranas).
− Microfiltración y ultrafiltración en el caso de aplicaciones industriales
muy específicas ó de reutilización de aguas residuales.
Como se ha dicho con anterioridad, la etapa de bombeo debe proporcionar una
presión que permita superar la presión osmótica. La presión osmótica (Posm.)
se puede determinar experimentalmente midiendo la concentración de las sales
disueltas en ella:
Posm = 1,19 * (T + 273) * ∑(mi)
donde Posm. es la presión osmótica en p.s.i., T la temperatura, y ∑ (mi) es la
suma de las molaridades de todos los componentes en una solución. Se puede
aproximar el valor de Posm. considerando que 100 ppm de sólidos totales
disueltos (TDS) equivale a 1 p.s.i. de presión osmótica.
En una instalación las bombas a presión deben admitir presiones de 17 a 27
atmósferas, para las agua salobres, y 54 a 80 atmósferas para las agua de
mar.
El bastidor de membrana cosiste en un recipiente a presión y una membrana
en una disposición tal que permita la presión del agua de alimentación contra la

Procesos de desalación
54
membrana, que debe ser capaz de resistir esta presión permitiendo que el
agua la atraviese. Las membranas semipermeables son frágiles y variables en
cuanto al paso del agua a través de ella y el rechazo de sales. Ninguna
membrana es perfecta en lo que al rechazo de sales se refiere y, por ello, es
habitual que atraviese la membrana una pequeña cantidad de sales que queda
contenida en el agua producto.
Las membranas de ósmosis inversa se pueden clasificar según:
− Su estructura (simétricas y asimétricas)
− Su naturaleza (integrales y compuestas de capa fina)
− Su forma (planas, tubulares, de fibra hueca)
− Su composición química (orgánicas e inorgánicas)
− Su carga superficial (neutras, catiónicas y aniónicas)
− Su morfología superficial (lisas y rugosas)
− Su presión de trabajo (baja presión, media presión y alta presión)
− Su técnica de fabricación (de máquina y dinámicas o de fabricación
“insitu”)
En la actualidad se comercializa una amplia gama de membranas de ósmosis
inversa, entre las que cabe señalar las de arrollamiento en espiral y las de fibra
hueca. Estos dos tipos de membranas son adecuadas para tratar aguas
salobres y aguas de mar, aunque la construcción de la membrana y del
recipiente (tubo de presión) varía dependiendo del fabricante y de las
características del agua de alimentación (agua bruta).
El post-tratamiento consiste en un tratamiento complementario para conseguir
las condiciones de potabilidad requeridas para el agua potable.
Dicho tratamiento se reduce a la estabilización del agua y la preparación para
la distribución, eliminando gases tales como el sulfuro de hidrógeno y
ajustando el ph.

Procesos de desalación
55
Los avances de esta tecnología durante la última década se han basado en dos
aspectos:
• Desarrollo de sistemas de bombeo de alta eficiencia y sistemas de
recuperación de energía cada vez más rentables
• Perfeccionamiento de las membranas en cuanto a su permeabilidad y su
rechazo de sales
Los equipos de recuperación de energía utilizan el agua de rechazo al
abandonar el recipiente (tubo de presión). El agua en su recorrido desde la
bomba de alta presión hasta que abandona el tubo de presión pierde
solamente entre 1 y 4 atmósferas, por lo que este agua de rechazo dispone de
una presión importante que puede ser recuperada. Los equipos de
recuperación de energía son mecánicos y consisten generalmente en turbinas
o bombas, que pueden convertir presión disponible en energía de rotación. Los
diferentes sistemas de recuperación de energía más utilizados o de reciente
aparición son los siguientes:
• Utilización de turbinas Pelton convencionales o Francis, acopladas al eje
del motor de la bomba. Existen equipos integrados que contienen los
dos elementos. El ahorro medio conseguido es del 40%.
• Introducción de turbinas de contrapresión, o más bien bombas
centrífugas que pueden girar en sentido inverso aprovechando la presión
de la salmuera y van por lo tanto de forma integrada en el grupo de alta
presión.
• Uso de un intercambiador de presión o también conversor hidráulico
centrífugo, que por el principio del desplazamiento positivo presuriza
parte del agua bruta con la salmuera a presión rechazada en el proceso
y permite ahorros de hasta el 50-65% del consumo.

Procesos de desalación
56
Figura 5. 12 Esquema de un proceso de OI con intercambiador de presión
• Uso de conversores hidráulicos dinámicos o cámaras isobáricas, que por
el carácter incompresible de los líquidos y la utilización de un conjunto
de válvulas transmiten la presión al agua de alimentación de la salmuera
de rechazo.
• Aprovechamiento de la presión del rechazo para instalar un segundo
paso de membranas que soporten muy altas presiones (>90 bar), con la
ayuda de una bomba Booster para salvar la diferencia de presiones
osmóticas generada en ese segundo paso.
Figura 5. 13 Esquema de una instalación de segundo paso para aprovechar la
presión de salmuera
Rechazo
Módulo OI (2º paso)
PermeadoBomba Booster
Módulo OIAporte
Bomba AP
Rechazo
Intercambiador de presión
Permeado Bomba Booster
Módulo OI
Aporte
Salmuera

Procesos de desalación
57
El proceso de ósmosis inversa es predominante en nuestro país. Las razones
de su imposición con respecto a otras tecnologías son las siguientes:
• El consumo eléctrico específico de una instalación de ósmosis inversa
es el menor de los vistos hasta ahora (6-8 kWh/m3). Además se puede
aprovechar la energía contenida en la salmuera rechazada a alta presión
para rebajar esa cifra hasta por debajo de 3 kWh/m3. Ello supone un
coste económico en torno a 0,15 eu/m3, considerando un coste de la
electricidad de 0,05 eu. / kWh.
• Al ser un proceso de filtración, el coste energético depende de la
concentración del agua bruta, cosa que no ocurre con las tecnologías de
evaporación. Esto permite una mayor flexibilidad en las características
de obtención del permeado.
• Permite una adaptabilidad mayor que otras plantas a una ampliación de
su capacidad si la demanda es creciente en la zona debido al carácter
modular de la instalación.
• Los costes de inversión de una instalación de ósmosis inversa están por
debajo de otras tecnologías de destilación.
Sin embargo, las limitaciones tecnológicas asociadas a las membranas con
algunos tipos de aguas marinas, impiden su implantación total en el resto del
mundo.
5.2.2.2.- Ecuaciones básicas y parámetros característicos.
a) Flujo de agua
El porcentaje de agua que atraviesa una membrana semipermeable se define
por la siguiente ecuación:
dSKwdelPosmdelPQw /**)( −=
donde Qw es el porcentaje de flujo que atraviesa la membrana, delP es la
presión hidráulica diferencial a través de la membrana, delPosm es la presión

Procesos de desalación
58
osmótica diferencial a través de la membrana, Kw es el coeficiente de
permeabilidad al agua de la membrana, S es el área de la membrana y d es su
espesor.
b) Flujo de sales
El porcentaje de flujo de sales a través de la membrana se define por la
siguiente ecuación:
dSKsdelCQs /**=
donde Qs es el porcentaje de flujo de sales a través de la membrana, Ks es el
coeficiente de permeabilidad a la sal de la membrana, delC es la concentración
diferencial a través de la membrana, S es el área de la membrana y d es su
espesor.
Las ecuaciones de Qs y Qw demuestran que para cada tipo de membrana se
cumple que:
• El porcentaje de flujo de agua a través de una membrana es
proporcional a la presión diferencial neta a través de la membrana
• El porcentaje de flujo de sal es proporcional a la concentración
diferencial e independiente de la presión aplicada
La salinidad del permeado Cp depende del porcentaje de transporte de agua y
sal a través de la membrana de ósmosis inversa
Cp = Qs / Qw
El hecho de que el agua y la sal tengan diferentes porcentajes de transferencia
de masas a través de una determinada membrana crea el fenómeno de
rechazo de sales.
Las ecuaciones de Qs, Qw y Cp contienen los criterios básicos de diseño en
los sistemas de ósmosis inversa. Por ejemplo, un incremento en la presión de

Procesos de desalación
59
operación aumentará el flujo de agua sin modificar el flujo de sales,
obteniéndose así un permeado de baja salinidad.
c) Paso de sales.
El paso de sales se define como el índice de concentración de sal en el
permeado en relación con la concentración media del agua bruta.
Matemáticamente se expresa por la ecuación:
SP = (Cp / Cfm)*100
donde SP es el paso de sales (en tanto por ciento), Cp es la concentración de
sal del permeado, y Cfm es la concentración de sal del agua bruta.
La aplicación de las ecuaciones fundamentales indicadas para el flujo de agua
y sal conforma alguno de los principios básicos de las membranas de ósmosis
inversa.
Por ejemplo, el paso de sales es función inversa de la presión, es decir, la
variación del paso de sales es descendente al aplicar una presión. Esto es
debido a que la reducción de la presión reduce el porcentaje de flujo de
permeado, y por lo tanto la dilución de sal (la sal fluye a caudal constante a
través de la membrana y su flujo es independiente de la presión)
d) Rechazo de sales
El rechazo de sales es opuesto al paso de sales, y se define por la ecuación:
SR = 100 – SP
donde SR es el rechazo de sales (en tanto por ciento) y SP es el paso de sales
e) Índice de conversión de permeado
La conversión es otro parámetro importante en el diseño y operación de los
sistemas de ósmosis inversa. La conversión del agua como producto
(permeado) a partir de un agua bruta se define por la ecuación:

Procesos de desalación
60
R = (Qp / Qf) * 100
donde R es la conversión en tanto por ciento, Qp es el caudal de agua
producto, y Qf es el caudal de agua bruta. La conversión afecta al paso de
sales y al agua producto. A medida que la conversión aumenta, la
concentración de sales de la salmuera aumenta, lo que causa un incremento
en el índice de paso de sales de acuerdo con la ecuación de Qs. Por otro lado,
el aumento de la concentración de sales en la solución de salmuera aumenta la
presión osmótica, reduce la presión o fuerza neta de operación de la
transferencia de masa a través de la membrana y como consecuencia se
reduce el índice de flujo de agua producto de acuerdo con la ecuación de Qw
f) Polarización de la concentración
A medida que el agua fluye a través de la membrana y las sales son
rechazadas por la membrana, se forma un lecho cerca de la superficie de la
membrana en el que la concentración de sales excede a la concentración de
sales del volumen total de la solución. Este incremento de la concentración de
sales se llama polarización de la concentración, que tiene como efecto la
reducción del caudal de agua producto y de rechazo de sales en base a
estimaciones teóricas. Los efectos de la polarización son los siguientes:
• Mayor aumento de la presión osmótica en la superficie de la membrana
que en la masa de agua bruta, delPosm, y reducción de la presión neta
diferencial de operación a través de la membrana (delP – delPosm)
• Reducción del flujo de agua a través de la membrana (Qw)
• Aumento del flujo de sales a través de la membrana (Qs)
• Aumento de la probabilidad de solubilidad excesiva de las sales poco
solubles en la superficie de la membrana, y la distinta posibilidad de
precipitación causa la formación de escamas en la membrana.
El factor de polarización de la concentración (CPF) se puede definir como la
parte de concentración de sales en la superficie de la membrana, Cs, en
relación con la concentración del agua bruta, Cb.

Procesos de desalación
61
CPF = Cs / Cb
Un aumento del flujo del permeado incrementará el índice de reparto de iones
en la superficie de la membrana y aumento de Cs. Por otro lado, el aumento
del caudal de alimentación aumenta la turbulencia y reduce el espesor de la
capa de alta concentración cerca de la superficie de la membrana. Por lo tanto,
CPF es directamente proporcional al flujo de permeado, Qp, e inversamente
proporcional al caudal medio de alimentación, Qfavg.
CPF = Kp * exp (Qp / Qfavg)
donde Kp es una constante dependiente de la geometría del sistema.
Un valor de 1,2 para el factor de polarización de la concentración (CPF) es un
límite recomendado por algunos fabricantes de membranas, lo que equivale a
un 18% de conversión de permeado para membranas de 40 pulgadas de
longitud.
5.2.2.3.- Tipos de membranas utilizadas en aplicaciones de ósmosis inversa Las membranas semipermeables de las aplicaciones de ósmosis inversa
consisten en una delgada película de material polimérico de varios miles de
ángstrom de espesor apoyada en una capa soporte.
Todos los parámetros anteriormente citados y constantes dependen del tipo de
membrana empleado. Las membranas que se fabrican actualmente se montan
dentro de tubos horizontales de diámetros normalizados formando módulos. La
estructura modular presenta varias ventajas:
• Mejor rendimiento y facilidad de limpieza.
• Minimización de la polarización.
• Mayor compactación.
• Mayor facilidad de sustitución.

Procesos de desalación
62
Figura 5. 14 Sección de un tubo de presión con tres membranas
El grado de comercialización de una membrana se basa en su grado de
semipermeabilidad, es decir, en el porcentaje de transporte de agua en relación
al porcentaje de transporte de iones disueltos. Además, la membrana debe ser
estable para un amplio campo de ph y temperaturas, y tener un buen
comportamiento mecánico. El mantenimiento de estas características en un
periodo de tiempo en condiciones de trabajo define la vida comercial útil de la
membrana, que generalmente se sitúa de 3 a 5 años.
Hay dos grupos principales de polímeros que se usan satisfactoriamente en la
producción de membranas de ósmosis inversa: acetato de celulosa (CA) y
poliamida (PA).
Las membranas de poliamida son estables en un campo de ph mayor que las
de acetato de celulosa. Sin embargo, las membranas de poliamida son
susceptibles a la degradación por oxidación por cloro libre, mientras que las de
acetato de celulosa pueden tolerar mayores niveles, aunque aún limitados, de
exposición al cloro libre.
En comparación con las membranas de poliamida, la superficie de las
membranas de acetato de celulosa es más suave y tiene poca carga
superficial. Debido a la neutralidad superficial y su tolerancia al cloro libre, la
membrana de acetato de celulosa tiene generalmente características más
estables que la de poliamida en aplicaciones en las que el agua de
alimentación tiene un alto nivel de contaminación, tales como aguas urbanas y
superficiales.

Procesos de desalación
63
5.2.2.4.- Configuraciones de los módulos de membranas Las dos principales configuraciones de los módulos de membranas usadas en
las aplicaciones de ósmosis inversa son las de fibra hueca y arrollamiento en
espiral.
Otras dos configuraciones, las tubulares y las de disco y planas, han resultado
aceptables en la industria de la alimentación de la leche y otras aplicaciones
especiales, pero este tipo de configuraciones han sido mucho menos utilizadas
en las aplicaciones de ósmosis inversa.
5.2.2.4.1.- Membranas de fibra hueca (hallow fine fiber: HFF)
Esta configuración utiliza membranas en forma de fibra hueca obtenidas bien a
partir de materiales celulósicos o no celulósicos. La fibra es asimétrica en
estructura y tan delgada como el pelo humano (entre 42 y 85 micras). Se
presenta en forma de un haz de millones de fibras dobladas por la mitad de una
longitud aproximada de cuatro pies, dentro de un tubo de plástico por el que se
suministra el agua de alimentación, sellando los extremos con epoxi separando
así el flujo de salmuera del agua producto.

Procesos de desalación
64
Figura 5. 15 Tubo de membrana de fibra hueca
El haz de membranas de fibra hueca, de 4 a 8 pulgadas de diámetro, se aloja
en un recinto cilíndrico de 54 pulgadas de largo y de 6 a 12 pulgadas de
diámetro. El ensamblaje se denomina permeator. El agua de alimentación entra
presurizada por el extremo de alimentación del permeator hacia el distribuidor
central del tubo, atraviesa la pared del tubo, y fluye radialmente alrededor del
haz de fibras hacia el orificio de salida del permeator. El agua permeada desde
la pared exterior de las fibras hacia su corazón, sale por el extremo final del haz
de fibras del permeator.
En un módulo de fibra hueca, el flujo de agua filtrada por unidad de área de
membrana es bajo, y sin embargo, la polarización de la concentración no es
alta en la superficie de la membrana. El resultado neto es que las unidades de
fibra hueca operan en un régimen de flujo no turbulento o laminar. Las
membranas de fibra hueca deben operar bajo un flujo de mínimo rechazo para
minimizar la polarización de la concentración y mantener correctamente la
distribución de flujo a través del haz de fibras. Es habitual que el permeator
opere a un 50% de conversión y se consiga el mínimo rechazo requerido. Las
unidades de fibra hueca disponen de gran superficie de membrana por

Procesos de desalación
65
volumen de permeator como resultado de la compacidad del sistema. Estos
permetors son adecuados para aplicaciones de aguas salobres y de mar.
Debido a la compacidad y tortuosidad del flujo en el interior de los módulos de
fibra hueca se requiere mayor calidad del agua de alimentación (baja
concentración de sólidos disueltos en suspensión) que en la configuración en
módulos de arrollamiento espiral
5.2.2.4.2.- Membranas de arrollamiento espiral.
En la configuración de arrollamiento espiral dos láminas lisas de membranas
quedan separadas por un material colector permeable formando una hoja. Este
ensamblaje se sella por tres lados dejando el cuarto lado abierto para permitir
la salida del permeado. Se añade una lámina espaciadora para el flujo de
salmuera entre cada dos hojas.
Figura 5. 16 Tubo de membrana arrollada en espiral
El paquete formado por hojas separadas por los espaciadores se enrolla
alrededor de un tubo central de plástico permeable, perforado para recolectar el
permeado proveniente de las hojas ensambladas. Las membranas típicas

Procesos de desalación
66
industriales de arrollamiento espiral son aproximadamente 40 o 60 pulgadas de
largo y 4 u 8 pulgadas de diámetro.
El flujo de salmuera a través del elemento tiene una dirección axial directa
desde que entra en la hoja (alimentación) hasta que sale de ella (salmuera),
con recorrido paralelo a la superficie de la membrana. El canal espaciador
alimentador crea turbulencia y reduce la polarización de la concentración. Las
especificaciones de los fabricantes en relación al flujo de salmuera para
controlar la polarización de la concentración limitan la conversión por elemento
a un 10-20 %.
Por lo tanto, la conversión es función de la longitud del recorrido del flujo
alimentación–salmuera. Para conseguir conversiones aceptables, los sistemas
espirales se suelen instalar con tres o seis elementos conectados en serie en el
interior de un tubo a presión. La salmuera efluente del primer elemento se
transforma en alimentación del siguiente elemento, y así sucesivamente para
cada elemento del tubo a presión.
La salmuera efluente del último elemento sale del tubo a presión para su
eliminación. El permeado de cada elemento entra en el tubo colector
permeable y sale del recinto como un permeado efluente mezclado. Un tubo de
presión con 4 a 6 elementos de membranas conectadas en serie puede operar
con una conversión superior al 50 % bajo condiciones normales de diseño. El
sellado del canal de salmuera evita que la salmuera fluyente se infiltre en el
siguiente elemento.
Los elementos de arrollamientos espiral se fabrican generalmente con
membranas lisas planas de mezcla de diacetato o triacetato de celulosa o de
una composición pelicular delgada consistente en un delgado lecho activo de
un polímero sobre un lecho soporte de mayor espesor de un polímero diferente.
Estas membranas compuestas presentan generalmente mayor rechazo a
presiones bajas que las de acetato de celulosa, y se fabrican con poliamidas,
polisulfonas, poliureas, u otros polímeros.

Procesos de desalación
67
Las diferencias principales entre los dos tipos de membranas se pueden
resumir en estos puntos:
• Las membranas de fibra hueca tienen más capacidad ya que ocupan
mucha más superficie en el mismo volumen de módulo, aunque sean
menos permeables.
• Las de fibra hueca necesitan mayor presión para operar que las de
espiral, con lo que su consumo es también mayor.
• La mayor compactación de las membranas de fibra hueca presupone
una mayor posibilidad de ensuciamiento de las mismas, con lo que ello
conlleva (mejor pretratamiento y sistemas de limpieza)
• El porcentaje de rechazo de las membranas de fibra hueca suele ser
ligeramente menor a las de arrollamiento en espiral, aunque siempre
mayor del 99%
5.2.2.5.-Utilización de sistemas de recuperación de energía en la desalinización con osmosis inversa
Desde los comienzos de la aplicación de la osmosis inversa para la
desalinización es bien conocida la aplicación de sistemas de recuperación de
energía. La investigación sobre sistemas que permitieran reducir el consumo
específico de las desaladoras rápidamente fijó su atención en la recuperación
de la energía residual de la salmuera.
Han sido diversos los sistemas de aprovechamiento de energía residual. Entre
los más importantes destacan:
• Utilización de la corriente de salmuera residual para la impulsión de una
turbina tipo Pelton, que acciona un generador para la producción de energía
eléctrica.
• Utilización de la corriente de salmuera residual para impulsar turbinas tipo
Pelton que accionen el eje motriz de las bombas de alta presión. Suponen
un eje común turbina-bomba.
• Turbina de álabes de entrada variable.

Procesos de desalación
68
• Bombas en funcionamiento invertido.
Entre estos sistemas, es el uso de la turbina Pelton el que ofrece una mayor
eficiencia, aunque supone una inversión inicial superior, además de tener una
limitación práctica por tamaño.
En general, estos sistemas siempre se han aplicado a plantas de ósmosis
inversa de agua de mar ya que el aprovechamiento de la energía residual solo
es posible con caudales importantes y trabajando a presiones elevadas.
A diferencia de las plantas de ósmosis inversa de agua de mar, los rechazos de
plantas de ósmosis inversa de agua salobre suponen únicamente un 25-35%
del caudal aportado (frente al 50-60% en agua de mar), y las presiones
alcanzadas se encuentran en valores entre 10-20 Kg/cm2, muy inferiores a las
presiones de trabajo con agua de mar. En estas condiciones es difícil encontrar
un sistema de recuperación que presente rendimientos aceptables.
Descripción de la turbina recuperadora.
La turbina HYDRAULIC TURBOCHANRGERTH ó TURBOTH es un sistema de
recuperación de energía hidráulica que transfiere la energía producida por la
presión en una corriente (la de rechazo) a otra corriente diferente.
La TURBOTH está constituida por dos secciones, cada una de las cuales
contiene un impulsor. El impulsor de rechazo o turbina extrae la energía
hidráulica del rechazo y la convierte en energía mecánica. El impulsor de
alimentación reconvierte dicha energía mecánica en forma de incremento de
presión en la corriente de alimentación.
Existen dos formas de instalación de la turbina recuperadora;
• Un acoplamiento directo al eje de la bomba de alta presión, reduciendo así
la presión que es necesario aportar a la misma.
• Colocada entren las etapas de ósmosis inversa, incrementando la presión
en segunda etapa. En esta posición se consigue además equilibrar

Procesos de desalación
69
hidráulicamente ambas etapas, especialmente cuando la salinidad es
elevada.
Figura 5. 17 Esquema de situación de las turbobombas de recuperación
En las siguientes gráficas se presentan los resultados en tanto por ciento de
recuperación o ahorro energético (expresado en términos de disminución de la
presión de trabajo) de las turbinas de recuperación instaladas. Se ha
representado la variación de dicha recuperación con el incremento de aporte y
de la conductividad

Procesos de desalación
70
Figura 5. 18 Porcentaje de recuperación en función de la conductividad y de la
presión
Se puede concluir que:
• Los ahorros energéticos producidos por las turbinas recuperadoras pueden
oscilar entre un 20 a 35%
• La eficiencia de ahorro energético aumenta con el incremento de la presión
de aporte
• Estudios económicos realizados demuestran que la inversión de las turbinas
se recupera con el ahorro energético de las mismas en un periodo inferior a
2 años
• La instalación de una turbina recuperadora mejora el equilibrio hidráulico del
sistema de dos etapas, ya que a salinidades elevadas se incrementa la

Procesos de desalación
71
diferencia relativa entre el caudal de permeado de la primera etapa de
membranas y el de segunda etapa
5.2.2.6.- Factores de evaluación de la ósmosis inversa contra otros procesos La ósmosis inversa, no es necesariamente la solución para todos los
problemas de desalación, pero puede tener muchas ventajas sobre otros
procesos. Alguno de estos aspectos se tratan a continuación:
• Flexibilidad del proceso de ósmosis
La gran ventaja de la ósmosis sobre otras tecnologías como el intercambio
iónico y la electrodiálisis reversible, es que a un costo prácticamente constante,
la ósmosis puede remover hasta el 99,5% de las sales que le llegan, sin
afectarle mucho que el agua se tome más salobre de lo que se consideró en el
diseño.
• Ahorro de energía
Cuando se evalúa la ósmosis frente a los procesos de evaporación, hay que
tener en cuenta que la osmosis de agua salobre utilizando membranas de baja
presión logra tener un consumo de energía de 1 a 1.5 kWh/m3 y la ósmosis de
agua de mar con recuperación de energía, tiene un consumo de energía
eléctrica de 4 a 5 kWh/m3 . Sin embargo, la evaporación tiene un consumo de
energía total de unos 15 kWh/m3 de producto.
• Costo de inversión competitivo.
El costo específico (por metro cúbico producido por día) de las membranas de
osmosis inversa de agua de mar, en términos reales, ha disminuido a razón de
15% por año durante los últimos diez años. Esto repercute en costos más
atractivos, no sólo en una reducción en el costo de inversión de las plantas de
osmosis inversa, sino también en el costo de reposición de membranas que se
ha hecho más accesible.

Procesos de desalación
72
5.3.- Procesos eléctricos
La electrodiálisis y la electrodiálisis reversible son procesos que permiten la
desalación de aguas marinas haciendo que los iones de diferente signo se
muevan hacia zonas diferentes aplicando campos eléctricos con diferencias de
potencial aplicados sobre electrodos, y utilizando membranas selectivas que
permitan sólo el paso de los iones en una solución electrolítica como es el agua
salada.
5.3.1.- Electrodiálisis
La electrodiálisis se introdujo comercialmente a principios de los años sesenta,
unos diez años antes que la ósmosis inversa. Su desarrollo supuso la
disponibilidad de desalar el agua salobre a costos razonables y se implantó
rápidamente como una solución viable.
La electrodiálisis depende de los siguientes principios generales:
• La mayoría de las sales disueltas en el agua son iónicas, cargadas
positivamente (catiónicas) o negativamente (aniónicas)
• Estos iones son atraídos hacia electrodos con carga eléctrica contraria
• Las membranas se diseñan y construyen para permitir el paso selectivo
bien de aniones o de cationes
Los constituyentes iónicos disueltos en una solución salina tales como el sodio
(+), cloro (-), calcio (++) y carbonatos (--), se presentan dispersos en el agua,
neutralizándose efectivamente sus cargas individuales. Cuando en un
recipiente con contenido de agua salina se introducen dos electrodos
conectados a una fuente de energía como, por ejemplo, una batería, la
corriente eléctrica atraviesa la solución desplazando los iones hacia el
electrodo de carga opuesta.
Por esta razón las membranas utilizadas en este proceso permiten el paso de
aniones o cationes (pero no los dos) y se colocan entre un par de electrodos.
Se sitúan así alternativamente membranas aniónicas y catiónicas, colocando

Procesos de desalación
73
una tela espaciadora entre cada par de membranas de tal forma que el agua
pueda fluir a lo largo de la superficie de la membrana.
Un espaciador crea un canal por el que circula el agua de alimentación (que se
transforma en agua producto al desplazarse los iones), y el siguiente, crea otro
canal por el que circula la salmuera. Si los electrodos están cargados y se
mantiene un flujo de agua salina a lo largo del canal creado por el espaciador,
los aniones contenidos en el agua son atraídos y desplazados hacia el
electrodo positivo, con lo que se diluye la sal contenida en el agua de
alimentación. Los aniones atraviesan la membrana selectiva aniónica, pero no
pueden atravesar la membrana selectiva catiónica, bloqueando su paso y
atrapando los aniones en el canal de salmuera.
De igual forma, bajo la influencia del electrodo negativo, los cationes se
desplazan en sentido opuesto a través de la membrana selectiva catiónica
hacia el canal de salmuera en la otra cara, quedando atrapados los cationes
debido a la selectividad aniónica de la otra membrana permitiendo así el
desplazamiento hacia el otro electrodo.
Con este funcionamiento se consiguen soluciones concentradas y diluidas en
los espacios creados entre las membranas situadas alternativamente
(aniónicas y catiónicas). Estos espacios existentes entre cada dos membranas
(una aniónica y otra catiónica) se denominan celdas. Un par de celdas está
formada por dos celdas; una, desde la que emigran los iones (celda que
contiene el agua diluida que se transforma así en agua producto) y la otra, en la
que se encuentran los iones (celda que contiene el agua concentrada o
salmuera).

Procesos de desalación
74
Figura 5. 19 Proceso de electrodiálisis
La unidad básica de un proceso de electrodiálisis consiste en un paquete
formado por varios cientos de pares de celdas con electrodos opuestos en el
exterior, y se denomina pila.
El agua de alimentación atraviesa simultáneamente en paralelo todas las
celdas creándose así un flujo continuo de agua desalada y otro de salmuera al
abandonar la pila.
Una unidad de electrodiálisis debe contener los siguientes elementos básicos:
• Línea de pretratamiento adecuada a la calidad del agua de alimentación.
• Pila de membranas.
• Bomba para circulación a baja presión.
• Potencia eléctrica para corriente continua (con rectificador).
• Post-tratamiento.
Anodo --
Rechazo
Aporte
Cátodo +
Producto
Membranas selectivas
Movimiento de cationes Movimiento de aniones

Procesos de desalación
75
El agua de alimentación debe ser pretratada para reducir su agresividad con
las membranas y la posibilidad de obstrucción de los estrechos canales en los
que se subdividen las celdas.
La circulación del agua a través de la pila requiere el suministro de una
pequeña presión aportada por una bomba para contrarrestar la pérdida de
carga del agua en un flujo a través de los canales de las celdas. También se
hace necesario instalar un rectificador para transformar la corriente alterna en
continua y alimentar adecuadamente los electrodos situados en el exterior de
las pilas.
5.3.1.1.- Membranas
Como ya se ha comentado en el proceso de electrodiálisis se utilizan dos tipos
de membranas: aniónicas y catiónicas. Ambas membranas se parecen
físicamente a una hoja de plástico, son esencialmente impermeables al agua
bajo presión, y están reforzadas con un material de fibra sintético. Debido a que
las membranas son translucidas, dicho material es visible, y las superficies son
uniformemente planas con una textura lisa. Ciertas propiedades son comunes a
ambas membranas de transferencia:
• Baja resistencia eléctrica
• Insoluble en soluciones acuosas
• Semirígida para facilitar el manejo durante el montaje de la pila
• Resistente a cambios de ph entre 1 y 10
• Utilizable a temperaturas superiores a 46ºC
• Resistente al paso osmótico cuando se coloca entre dos soluciones
salinas, una de 220 ppm y otra de 30.000 ppm
• Vida útil elevada
• Resistente al ensuciamiento
• Impermeable al agua bajo presión

Procesos de desalación
76
A.- Membranas catiónica
La membrana catiónica es esencialmente una resina de intercambio catiónico
en forma de lámina con las características químicas necesarias para permitir el
paso de cationes e impedir el paso de agua e iones negativos.
Las membranas catiónicas son de color ámbar. Sobre la superficie de la
membrana puede leerse, en tinta azul, la palabra “CATION” junto con el
número de serie de producción y número de código. Durante la fabricación de
la membrana catiónica, se fijan cargas negativas en distintas posiciones de la
membrana base.
Las cargas negativas fijadas son grupos sulfatados que repelen a los iones
negativos (aniones) y permiten la transferencia de los iones positivos (cationes)
a través de la membrana. La figura que sigue muestra la estructura química de
una membrana catiónica típica
Figura 5. 20 Estructura química de una membrana catiónica
B.- Membrana aniónica
La membrana aniónica es esencialmente una resina de intercambio aniónico en
forma de lámina, con las características químicas para permitir el paso de

Procesos de desalación
77
aniones e impedir el paso tanto de agua como de cationes. Las membranas
aniónicas son blanquecinas con un tinte amarillo pálido. Sobre la superficie de
la membrana puede leerse, en tinta roja, la palabra “ANION” junto con un
número de serie de producción y un número de código.
Durante la fabricación de la membrana aniónica, se fijan cargas positivas en
distintos puntos de la membrana base. Estas cargas positivas son iones de
amonio cuaternario que repelen los iones negativos (aniones) a través de la
membrana. La figura que a continuación se presenta representa una
membrana aniónica típica
Figura 5. 21 Estructura química de una membrana aniónica
La membrana aniónica tiene la misma forma, tamaño y orificios de distribución
que la catiónica. Las dos membranas pueden distinguirse visualmente por el
color.

Procesos de desalación
78
5.3.1.2.- Diseño de la pila de membrana
Cada sistema de electrodiálisis se diseña para unas necesidades de aplicación
particulares. La cantidad necesaria de agua tratada determina el
dimensionamiento de la unidad de electrodiálisis, es decir, bombas, tuberías y
tamaño de la pila. La fracción de sal a extraer determina la disposición de las
pilas de membranas.
La manera en la que se dispone el conjunto de pilas se denomina etapas. El
propósito de las etapas es el de prever suficiente área de membrana y tiempo
de retención para eliminar una fracción específica de sal del flujo
desmineralizado. Se usan dos tipos de etapas: etapas hidráulicas y etapas
eléctricas. La pila de membrana básica es un ejemplo de una pila de una etapa
hidráulica y una etapa eléctrica. Esto es, el flujo de agua que entra en la pila,
hace un solo recorrido a través de las membranas, entre un único par de
electrodos y sale al exterior.
A) Etapas hidráulicas
Típicamente, la máxima extracción de sal de una etapa hidráulica es del 55-
60% con valores normales de diseño del 40-50%. Para aumentar la cantidad de
sal extraída de un sistema de electrodiálisis, deben incorporarse etapas
hidráulicas adicionales. En sistemas donde es preciso altas capacidades, se
incorporan etapas hidráulicas adicionales simplemente adicionando más pilas
en serie para obtener la pureza del agua deseada. En esta disposición cada
pila sólo tiene una etapa eléctrica, es decir, un ánodo y un cátodo.
En sistemas donde las adicionales etapas hidráulicas se incorporan en el
interior de una única pila, se utiliza una o más membranas interetapas. Esta
membrana es una membrana catiónica gruesa con todas las propiedades de
una membrana catiónica normal.
Un ejemplo ilustrará las etapas hidráulicas. Si el agua de entrada tiene 2.000
ppm y la salinidad del agua producto deseada es de 250 ppm, se requerirán

Procesos de desalación
79
tres etapas hidráulicas, suponiendo una extracción de sal por etapa del 50%.
La eliminación de sal por etapa sería la siguiente:
Tabla 5. 4 Eliminación de sales en cada etapa
Puede verse en este ejemplo que la cantidad de sal extraída en cada etapa
sucesiva disminuye.
La extracción de sal de un volumen de agua dado es directamente proporcional
a la corriente e inversamente proporcional a la proporción de flujo a través de
cada par de células. Corrientes más altas transferirán mayores cantidades de
sal. Proporciones de flujo más altas disminuirán las cantidades de sal a ser
extraídas de una cantidad de agua dada debido al menor tiempo de retención
en la pila.
B) Etapas eléctricas
Las etapas eléctricas se llevan a cabo insertando pares de electrodos
adicionales en una pila de membranas. Esto da flexibilidad en el diseño del
sistema, previendo las proporciones máximas de extracción de sales mientras
que se evitan polarizaciones y las limitaciones de presiones hidráulicas.
5.3.1.3.- Problemas del sistema de electrodiálisis
El tipo de sistema visto es un sistema unidireccional, esto es, el movimiento
iónico es sólo en una dirección (los aniones se moverán hacia el cátodo fijo, y
los cationes se moverán hacia el ánodo fijo). En tal sistema, se necesita,
normalmente, la adicción de productos químicos para evitar la incrustación
producida por la precipitación del carbonato cálcico y el sulfato de calcio sobre
las superficies de las membranas.
Etapa hidráulicaSalinidad entrada
(ppm) Salinidad salida
(ppm)
1 2.000 1.000
2 1.000 500
3 500 250

Procesos de desalación
80
La incrustación de carbonato cálcico se controla inyectando ácido a la
recirculación del concentrado, y la incrustación de sulfato de calcio se controla
inyectando un agente inhibidor tal como el hexametafosfato de sodio al flujo de
concentrado. Además de la formación de incrustaciones, partículas coloidales o
barros, al ser ligeramente electronegativos, pueden acumularse sobre la
superficie de las membranas de transferencia aniónicas y causar
obstrucciones.
El control de las incrustaciones y de los materiales extraños es crítico en la
operación de sistemas desaladores unidireccionales de cualquier tipo. El costo
de instalar, operar y mantener los sistemas de alimentación química para
ácidos fuertes y la viabilidad de conseguir estos ácidos y otros productos
químicos particularmente en áreas remotas, presenta muchos problemas
prácticos operacionales. Estos problemas, generalmente se traducen, en altos
costes de operación y mantenimiento
5.3.2.- Electrodiálisis reversible
5.3.2.1.- Descripción del proceso
Los sistemas de electrodiálisis reversibles (E.D.R.) están diseñados para
producir agua desmineralizada sin adicción constante de productos químicos
durante la operación normal, eliminando, por tanto, el mayor problema
encontrado en los sistemas unidireccionales. El sistema E.D.R. utiliza la
inversión de polaridad eléctrica para controlar continuamente las incrustaciones
y la suciedad de las membranas.
En este sistema la polaridad de los electrodos se invierte 3 ó 4 veces cada
hora. Este cambio de polaridad invierte la dirección del movimiento de iones
dentro de la pila de membranas, controlando de este modo la formación de la
película de suciedad y la formación de incrustaciones. Esto se muestra en la
figura en la que la polaridad de los electrodos cambia.

Procesos de desalación
81
Tabla 5. 5 Esquema de las etapas hidráulicas y eléctricas en una membrana
En un sistema corriente, la inversión tiene lugar aproximadamente cada 15
minutos y se lleva acabo automáticamente. Después de que se ha producido la
inversión, los flujos que anteriormente ocupaban los compartimentos
desmineralizados, se convierten en flujos concentrados y los flujos que
anteriormente ocupaban los compartimentos de concentrado, ahora llegan ha
ser desmineralizados. Por tanto, en la inversión, válvulas operadas
automáticamente, cambian los dos flujos de entrada y salida, de modo que el
agua de alimentación entrante fluye en los nuevos compartimentos
desmineralizadores y el flujo de concentrado fluye en los nuevos
compartimentos de concentrado.
5.3.2.2.- Condiciones optimas de funcionamiento
El buen funcionamiento del sistema E.D.R. se consigue introduciendo el
pretratamiento del agua bruta que a continuación se describe:

Procesos de desalación
82
• CONTROL DE LA MATERIA EN SUSPENSION
Se realiza en tres etapas sucesivas:
− Decantación-floculación con recirculación de fangos y dosificación de
cloruro férrico como coagulante
− Filtración sobre lecho de arena de baja granulometría y baja velocidad de
filtración
− Microfiltración, a base de filtros de cartuchos de diez micras de paso.
• CONTROL DEL CRECIMIENTO BIOLÓGICO
Para evitar la proliferación de vida biológica en el sistema de una planta con
proceso E.D.R., se ha dispuesto de una dosificación de hipoclorito sódico a la
salida de los decantadores manteniendo así esterilizado todo el sistema. Para
el caso de que en un momento determinado no se mantuviera el residual de
cloro mínimo, se puede prever otra dosificación hipoclorito sódico en los filtros
de arena.
A la entrada de la instalación E.D.R. se instala un medidor de cloro residual al
objeto de garantizar un cloro residual mínimo.
• CONTROL DE INCRUSTACIONES Y PRECIPITACIONES
El control de incrustaciones y precipitación de sales en los circuitos de
recirculación de salmueras se realiza mediante la dosificación química de ácido
sulfúrico e inhibidores de incrustación.
5.3.2.3.- Limites de incrustaciones en el concentrado
El límite de recuperación de agua en las plantas de E.D.R. está condicionado
por el potencial de precipitación que poseen las sales de baja solubilidad
presentes en el concentrado.
La reversibilidad de la E.D.R. origina una serie de fenómenos físicos de
desincrustación que permiten operar en un sistema alternante de incrustación-
desincrustación.

Procesos de desalación
83
El sistema, por tanto, puede manejar fluidos supersaturados hasta límites
específicos, sin necesidad de añadir productos químicos para prevenir la
incrustación. Lógicamente, si se añaden productos químicos se pueden
conseguir mayores niveles de superincrustación.
Carbonato cálcico
El límite de diseño para el carbonato cálcico sin usar anti-incrustante es de un
Indice de Langelier (I.L.) de + 1,8.
La precipitación comienza alrededor de un I.L. de + 2,2. Este límite es lo
suficientemente alto como para permitir que la mayor parte de las plantas
E.D.R. no necesiten la adición de los productos químicos.
Cuando se usa ácido o dióxido de carbono, el objeto lógicamente es alcanzar
un I.L. de + 1,8. Cuando se usa anti-incrustante se suele operar a niveles de
I.L. de + 3.
Sulfato cálcico
El límite de diseño en E.D.R. para la saturación de sulfato cálcico sin adicción
de anti-incrustante es de un producto iónico de 2,25 x kps, aunque el límite real
donde comienza la precipitación esta alrededor de 4 x kps.
Sílice
La sílice es esencialmente no iónica por debajo de ph 9,5 y por lo tanto no es
removida por la E.D.R.
Dado que los niveles de sílice en el concentrado son iguales que los del agua
de alimentación, no hay limitación en obtener altos niveles de recuperación en
aguas de gran contenido en sílice, algo frecuente en zonas como las Islas
Canarias.
La planta de “Maspalomas I” es un ejemplo perfecto de lo anteriormente
expuesto. El agua de alimentación posee un contenido de sílice entre 50 y 60
mg/l y opera a una recuperación del 85%.

Procesos de desalación
84
La osmosis inversa operaría a un costo energético menor con este agua de alta
salinidad, pero su recuperación tendría que ser mucho menor. Dado que el
agua de alimentación tiene un costo alto, la ventaja del costo energético se
vería anulada ampliamente por el mayor volumen de agua de alimentación
necesaria para producir la misma cantidad de producto
La E.D.R. tiene la habilidad de operar con aguas supersaturadas y a su vez no
es afectado por la sílice, lo que se traduce en la posibilidad de obtener altas
recuperaciones de agua sin la adición de productos químicos.
5.3.2.4.- Adición química
En el caso de sistemas E.D.R. que no usan productos químicos para evitar
precipitaciones, la salinidad máxima permisible del concentrado, está
determinada principalmente por los valores límites de saturación del CaSo4 y
CaCO3.
La combinación de la inyección química con la inversión de polaridad es tan
efectiva en el control de la precipitación, que el límite para la saturación del
CaSo4 en el flujo del concentrado, se incrementa desde el 150 – 170% para
unidades sin adición química hasta el 300 – 400% para unidades con dosaje
de hexametafosfato de sodio. Si es necesario, las incrustaciones de CaCO3 se
pueden controlar usando inyección de ácido para rebajar el ph del concentrado
del sistema, de modo que el índice de Langelier (I.L.) sea menor que + 1.8 (el
valor máximo recomendado para unidades sin adición química).
5.3.2.5.- Ventajas de la electrodiálisis reversible
La elección del proceso de electrodiálisis reversible en un proyecto frente a
otros procesos alternativos, se realiza por las siguientes razones:
• Pretratamiento más sencillo.
El proceso E.D.R. requiere un pretratamiento más simple debido a:

Procesos de desalación
85
− La buena tolerancia de las membranas al cloro libre y cloraminas utilizados
para el control biológico del proceso. Esta característica evita la decloración
posterior necesaria en otros procesos sensibles a tales componentes.
− La alta resistencia de las membranas E.D.R. a los tanques bacterianos.
− La geometría de los canales hidráulicos de los espaciadores intermembrana
del sistema E.D.R. es de paso superior al paso de malla equivalente del
sistema de osmosis inversa. En consecuencia las pilas E.D.R. se obstruyen
más difícilmente siendo más apropiadas para el tratamiento de aguas
residuales.
• Productividad
El proceso E.D.R. cambia de polaridad varias veces por hora realizando un
auto enjuague de sus membranas con agua producto; en consecuencia el
sistema no pierde capacidad de producción debido a ensuciamiento de tipo
biológico. Por esta razón el índice de conversión de agua habitual en el
proceso E.D.R. es superior al obtenido con otros procesos.
• Flexibilidad de operación
El proceso E.D.R. se caracteriza por su robustez y flexibilidad de operación. El
sistema es capaz de suministrar un caudal constante de agua producto de
calidad aceptable durante períodos de tiempo prolongados y sin
interrupciones.
El sistema, por otra parte, se adapta bien a situaciones de operación con
frecuentes paradas y arranques así como a largos períodos de parada
combinada (estacionalidad).
• Menores costes
El costo de instalación suele ser mayor y el de operación menor, siendo el
costo total en la mayoría de los casos menor que el de ósmosis inversa.
5.4.- PROCESOS QUÍMICOS: Intercambio iónico

Procesos de desalación
86
Dentro de este grupo se encuentra la desalación por Intercambio iónico. Este
proceso se basa en la utilización de resinas.
Las resinas de intercambio iónico son sustancias insolubles, que cuentan con
la propiedad de que intercambian iones con la sal disuelta si se ponen en
contacto. Hay dos tipos de resinas: aniónicas que sustituyen aniones del agua
por iones OH- (permutación básica), y resinas catiónicas que sustituyen
cationes por iones H+ (permutación ácida)
La desmineralización por intercambio iónico proporciona agua de gran calidad
si la concentración de sal es menor de 1gr/l. Por lo tanto se utiliza para
acondicionar agua para calderas a partir de vapores recogidos o acuíferos, o
en procesos industriales con tratamiento de afino. Las resinas normalmente
necesitan regeneración con agentes químicos para sustituir los iones originales
y los fijados en la resina, y terminan por agotarse. Su cambio implica un coste
difícilmente asumible para aguas de mar y aguas salobres.
5.5.- Sistemas híbridos.
Hay muchas formas de mejorar la eficiencia y el coste de producción de agua
en las plantas de desalación. Una forma es combinar dos o más sistemas de
desalación resultando una planta híbrida. Los sistemas híbridos pueden ofrecer
mejoras en el funcionamiento, ahorro en el pretratamiento y reducción en el
coste total del agua.
5.5.1.- Combinación de ósmosis inversa con procesos de destilación

Procesos de desalación
87
La unión de sistemas de ósmosis inversa - MSF o ósmosis inversa - MED en el
mismo emplazamiento ofrece la oportunidad de reducir costes y producir agua
potable con distintos requisitos de calidad. La aplicación ideal es aquella en la
que el consumidor final necesita agua potable de dos calidades diferentes,
tales como, un agua con un TDS muy bajo para un proceso industrial (por
ejemplo, el sistema de vapor de una caldera) y otra con un TDS moderado para
un uso menos exigente. Una parte del agua desalada por la planta puede
utilizarse como agua de proceso donde una gran pureza es requerida. El agua
restante puede ser mezclada con el agua producto de la planta de ósmosis
inversa de un alto TDS para otros usos. Diferentes tasas de mezcla pueden ser
realizadas, dependiendo de la calidad del agua que sea requerida.
Los costes pueden ser reducidos usando la salmuera rechazada en la planta
de ósmosis inversa como alimentación en la planta de destilación (MSF o
MED), de esta forma se reduce el pretratamiento químico y los costes. Otra
opción es usar la salmuera de rechazo de la planta de destilación como
alimentación de la planta de ósmosis inversa. Esta opción puede no ser la más
idónea ya que un TDS más alto en la entrada de la planta de ósmosis inversa
provoca una disminución en el flujo que atraviesa las membranas, sin embargo,
por otro lado, la mayor temperatura de la purga incrementa el flujo y compensa
el efecto negativo. Además, la salmuera rechazada desde la planta de
destilación está tratada químicamente y desaireada. Se requiere solamente una
filtración (<5µm), para reducir todos los costes de pretratamiento de la planta
híbrida.
En caso del MED, el agua de mar, requerida como agua fría para condensar el
vapor producido en el último efecto, es calentada 3 – 5ºC. Este ligero
calentamiento del agua de mar puede ser usado como alimentación para la
ósmosis inversa.. Un aumento de 5ºC en la temperatura de agua implica
alrededor de un 15 – 20% menos de la superficie de membrana requerida. Es
decir, la salmuera rechazada de la planta de ósmosis inversa puede ser usada
como alimentación para la LT – MED, produciendo una agua de alta calidad.

Procesos de desalación
88
Los sistemas híbridos MSF - OI y MED – OI ofrecen algunas propuestas
interesantes para la reducción del coste del agua.
5.5.2.- Combinación de la compresión de vapor con procesos de destilación
El acoplamiento del sistema de compresión de vapor a los procesos de
destilación ofrece la posibilidad de incrementar el GOR. Este sistema (ME-VC)
ha sido utilizado en la planta de Roswell, Nuevo México, que proporciona 3790
m3/día de agua potable. Esta planta consiste en una planta VTE acoplada a un
sistema VC. Otra combinación de MSF/ME-VC propuesta por Structhers Co.
incluye una turbina de gas, una turbina de vapor y una caldera. La ventaja es la
reducción del consumo de energía, aumento del GOR, menor necesidad de
tratamiento químico y mayor temperatura de operación. Un número importante
de sistemas híbridos que acoplan sistemas de compresión de vapor y procesos
de destilación se están utilizando en todo el mundo para usos industriales.
5.5.3.- Otras combinaciones.
Las tecnologías de ósmosis inversa (RO) y compresión de vapor (VC) pueden
estar integradas en sistemas híbridos con el mismo conjunto de ventajas que
las ofrecidas por las plantas híbridas de ósmosis inversa y destilación. Además
ambas unidades consumen energía eléctrica y no requieren fuente de calor.
Investigaciones realizadas para utilizar la ultrafiltración (UF) como un
pretratamiento para las plantas de ósmosis inversa y la nanofiltarción (NF) han
probado mejoras en el funcionamiento de MSF y RO. La utilización de sistemas
de ultrafiltración reduce el ensuciamiento y las incrustaciones en las plantas de
ósmosis inversa, aumentando la vida de las membranas. Recientes estudios
indican que la nanofiltración mejora la recuperación de las plantas de ósmosis
inversa debido a la parcial eliminación de la sal y de la mayoría de los
elementos que generan las incrustaciones. Permiten también que se pueda
superar temperatura límite máxima de la salmuera en el caso de MSF. Una

Procesos de desalación
89
combinación de nanofiltración, ósmosis inversa y MSF parece ser una solución
prometedora para un futuro.
Otras combinaciones pueden ser técnicamente posibles pero no
económicamente debido al alto coste de la producción de agua. Si se considera
la producción de subproductos, tales como la fabricación de magnesio o cloruro
de sodio a partir del agua de mar, la adicción de un sistema de electrodiálisis
para la producción de agua potable puede ser económicamente viable. La
electrodiálisis reversible es menos sensible a valores altos de TDS y a la
saturación de otros sistemas.

Otros aspectos de la desalación
90
6.- OTROS ASPECTOS DE LA DESALACIÓN
6.1.- Cogeneración
Ciertos procesos de desalación, especialmente los de destilación, se pueden
diseñar con criterios de cogeneración. La mayor parte de las plantas de
destilación instaladas en Medio Oriente y Norte de África operan bajo este
principio. Estas instalaciones fueron construidas como parte de un conjunto que
produce a la vez energía eléctrica y agua de mar desalada para su uso en los
territorios próximos.
La electricidad se produce con vapor a alta presión para hacer girar a las
turbinas y, estas a los generadores eléctricos. Normalmente las calderas
producen vapor a alta presión a temperaturas del orden de los 540ºC. A
medida que el vapor se expande en la turbina se reduce su nivel de
temperatura y energía.
Las plantas de destilación necesitan vapor a temperaturas inferiores a los
120ºC que se puede obtener extrayendo vapor a baja temperatura en el
extremo final de la turbina a baja presión después de que la mayor parte de su
energía se usa para generar electricidad. Este vapor se suministra al
calentador de salmuera de la planta de destilación donde condensa en tubos,
aumentando la temperatura del agua de mar que fluye en sentido contrario.
En las siguientes figuras se pueden observar algunos sistemas de
cogeneración

Otros aspectos de la desalación
91
Figura 6. 1 Operación de una turbina de vapor de contrapresión con un sistema
MED
Figura 6. 2 Recuperación de calor residual del generador Diesel con un sistema
híbrido TVC y MVC

Otros aspectos de la desalación
92
Figura 6. 3 Disposiciones para recuperación de calor: Generador Diesel, turbina
de gas e incinerador de desechos sólidos
6.2.- Problemática medioambiental de los vertidos
6.2.1.- Eliminación de la salmuera
En todo proceso desalador, tenemos una porción del agua, previamente
introducida, que es rechazada y devuelta normalmente al lugar original de
donde se aportó el agua bruta a desalar.
El problema de estos vertidos debe tratarse cuidadosamente dependiendo del
tipo de proceso utilizado, y de las características del lugar donde se tira la
salmueras de rechazo. En este apartado se va a analizar dos situaciones
especialmente interesantes: la situación en el Golfo Pérsico y la española en al
mar Mediterráneo.
Si hablamos de aguas desaladas del Golfo Pérsico con una media de 45.000
ppm de TDS, la salmuera rechazada devuelta al mar (BD) en plantas MSF
suele tener una concentración de 60.000 – 65.000 ppm y un caudal menor a la
mitad que el aportado, teniendo en cuenta que tan sólo la décima parte de
agua bruta introducida se desala y que existe recirculación del agua bruta. El

Otros aspectos de la desalación
93
resto del caudal que equilibra el balance de masa de la instalación es el agua
bruta precalentada en la sección de rechazo (CW), que no es concentrada
respecto a la inicial. En resumen, la unión de la contaminación térmica (tanto el
BD como el CW de la mayoría de plantas desaladoras MSF se tiran con 3-4 y
7-10ºC de calentamiento con respecto al Golfo) y contaminación química de los
vertidos de salmuera en este mar cerrado de tan sólo 35 metros de profundidad
media, 239.000 km2 de extensión y un tiempo de residencia medio de 2 – 5
años, hace pensar que el Golfo Pérsico va a tener serios problemas
medioambientales en un futuro próximo. Ello se agrava por sus especiales
condiciones: una temperatura media de 18 – 35ºC, un altísimo índice de
evaporación (excede en un factor de 10 el aporte de los ríos) y una salinidad de
36.000 a 50.000 ppm, dependiendo de la cercanía a la desaladora y a los
grandes ríos que vierten en él (Tigris y Eúfrates)
Pero este no es el caso de España, con un inventario de plantas mucho más
reducido al de Oriente Medio, donde la mayoría son plantas de ósmosis inversa
que vierten sus rechazos a mares abiertos como el Mediterráneo o el océano
Atlántico, a una temperatura prácticamente igual a la aportada.
Una planta desaladora con una conversión media del 45% y un agua marina de
aporte de 38.000 ppm debe verter al mar una salmuera de alrededor de 70.000
ppm. Se sabe que la fauna marina no queda afectada significativamente por la
existencia de emisarios de esta agua, incluso hay experiencias de una mayor
cuota de captura pesquera alrededor de desagües de plantas desaladoras. Sin
embargo hay que tratar con especial atención la flora marina existente en el
litoral mediterráneo, en concreto las praderas de “Posidonia Oceánica”, una
fanerógama marina que recubre los fondos con un calado de 5 a 30 metros
(dependiendo de la transparencia del agua y de la granulometría del fondo) de
extraordinaria productividad y diversidad, pero a su vez de extraordinaria
rareza. Tanto es así que aparece en la lista de habitats naturales de interés
comunitario que es preciso proteger (Directiva del Consejo 92/43/CEE de Mayo
de 1992).

Otros aspectos de la desalación
94
De entre las posibilidades de actuación en cuanto a la evacuación de la
salmuera al mar, no hay soluciones concluyentes, sobre todo en cuanto a la
cuantificación del efecto de cada una de ellas sobre la flora marina, se
muestran aquí las soluciones comúnmente adoptadas:
• Vertido directo al mar a través de ramblas y cauces. Esta posibilidad puede
ser la más adecuada en zonas de corrientes y vientos considerables, ya que en
zonas más cercanas a la costa los oleajes y la mayor temperatura de las aguas
favorecen la mayor dilución de las descargas de salmuera.
• Construcción de emisarios submarinos que sobrepasen la pradera de
Posidonia. No está muy claro si el efecto de la obra necesaria para construir el
emisario va a ser más perjudicial para la pradera que su vertido en la costa.
• Utilización de emisarios ya existentes de aguas residuales.
6.2.2.- Otros vertidos
Las plantas desaladoras consumen gran cantidad de energía. Tanto si
consumen energía eléctrica como si extraen energía térmica en el caso de una
planta dual, las emisiones de CO2, NOx y otros componentes derivados de la
combustión de estas centrales térmicas deben asociarse a la planta
desaladora. Sólo en el caso de que la energía eléctrica utilizada en los
procesos desaladores sea de origen renovable, no debe asignarse este
impacto ambiental al proceso desalador.
En el caso de tener una planta de ósmosis inversa, aunque no tienen la misma
importancia que los vertidos de salmuera, gracias a la ínfima relación de
volúmenes evacuados (no se alcanza el 1% del total), existen otros tipos de
vertidos:
• Agua de lavado de los filtros de arena: constituyen una agua muy
cargada de arenas y materia orgánica, en general se vierten una vez al
día.

Otros aspectos de la desalación
95
• Productos de limpieza de las membranas. Su frecuencia depende
mucho del tipo de membrana, pero en general al menos se realiza una
vez al año con detergentes de naturaleza biodegradable.
• Aditivos provenientes del pre/postratamiento del agua bruta/producto
como puedan ser algún tipo de floculante, anti-incrustante,
anticorrosivos. Su carácter poco degradable hace que deban ser
controlados periódicamente.
Finalmente, también hay que destacar la contaminación acústica de una planta
desaladora, que no suele mencionarse debido a su relativa lejanía de
poblaciones y zonas habitadas.
6.3.- Calidad de las aguas
6.3.1.- Condiciones del agua bruta
Se ha constatado en el apartado anterior que la calidad del agua producto
requerida, así como la del agua bruta aportada al proceso de desalación es
fundamental a la hora de elegir uno u otro proceso. Por ejemplo, se puede
señalar que los procesos de desalación consumen la misma cantidad de
energía independientemente de la salinidad del agua aportada y que aguas
especialmente puras para aplicaciones específicas industriales, como el circuito
de vapor de una central térmica convencional, necesitan procesos específicos
como el intercambio iónico o postratamiento si utilizamos inicialmente un
proceso de osmosis inversa.
Se muestra a continuación una clasificación del agua de mar en función de la
cantidad de sólidos totales disueltos en el agua

Otros aspectos de la desalación
96
Tabla 6. 1 Rangos de salinidad de los diferentes tipos de agua
Denominación del agua Salinidad (ppm de TDS)
Ultrapura 0,03
Pura (calderas) 0,3
Desionizada 3
Dulce (potable) < 1000
Salobre 1.000 - 10.000
Salina 10.000 - 30.000
Marina 30.000 - 50.000
Salmuera > 50.000
En cuanto a la salinidad de los mares y océanos del planeta. Tampoco es ni
mucho menos constante, tal y como se aprecia en la siguiente tabla
Tabla 6. 2 Salinidad media de los mares y océanos principales del planeta
Fuente: Medina (2000)
Mar / océano Salinidad (ppm de TDS)
Mar Báltico 28.000
Mar del Norte 34.000
Océano Pacífico 33.600
Océano Atlántico Sur 35.000
Mar Mediterráneo 36.000
Mar Rojo 44.000
Golfo Pérsico 43.000 – 50.000
Mar Muerto 50.000 – 80.000
Media Mundial 34.800
A la vista de estos datos, está claro que la salinidad y la temperatura de aporte
influyen mucho a la hora de elegir el proceso desalador que pueda eliminarlos
convenientemente. Por ejemplo, la dureza y la temperatura de las aguas de
Golfo Pérsico siempre han condicionado fuertemente el uso de membranas de
ósmosis inversa hasta hace muy pocos años. El pretratamiento de este agua

Otros aspectos de la desalación
97
bruta necesario para cada proceso desalador es a veces más costoso y
complejo que el proceso desalador en sí, por lo que aunque un pretratamiento
pueda suplir las deficiencias que plantea ese proceso, su coste y complejidad
puede finalmente hacer inviable esa instalación. La tabla 6.3 resume el tipo de
proceso básico a utilizar en función del tipo de agua de aporte especificada
Tabla 6. 3 Proceso desalador a aplicar en función del tipo de agua bruta
Proceso Agua de mar Agua salobre
MSF
MED
TVC
CV
OI
ED
6.3.2.- Calidad requerida al agua
La calidad requerida al agua depende claramente de su uso. Así para ciertos
procesos industriales aguas de hasta 5.000 ppm pueden usarse pero en otros
como centrales eléctricas (ver tabla 6.4) el límite máximo es mucho más
reducido. En agricultura, algunos cultivos toleran hasta las 2.000 ppm, aunque
ello depende de la tierra, clima, composición del agua salobre, método de riego
y fertilizantes aplicados. En cuanto al consumo humano, su límite es de 1.000
ppm, aunque en climas excesivamente cálidos un aporte extra de sales puede
ser beneficioso para el cuerpo humano. Aunque el consumo humano es de sólo
unos 2 – 3 litros para ingestión, la desalación no sería ningún problema para
este uso, si hubiera otro sistema de abastecimiento de agua de peor calidad
para otros servicios propios tales como lavado, riego de jardines, cocinado, etc.
La normativa vigente española referida a la calidad de las aguas requeridas, el
Real Decreto 1138/1990 de 14 de Septiembre adapta a la legislación española
la Directiva Europea 80/778/CEE de 15 de Julio sobre la misma materia. En él

Otros aspectos de la desalación
98
se definen las características de un agua potable, con las concentraciones
máximas que no pueden ser rebasadas y además fija unos niveles guía para el
agua potable. El decreto divide los parámetros en:
− Organolépticos
− Físico-químicos
− Sustancias no deseables
− Sustancias tóxicas
− Microbiológicos
− Radiactividad
y menciona que las Comunidades Autónomas pueden fijar excepciones
siempre que no entrañen un riesgo para la salud pública. El apartado específico
sobre aguas ablandadas o desaladas se fija en tres parámetros:
− PH: debe estar equilibrado para que el agua no sea agresiva
− Alcalinidad: debe tener al menos 30 mg/l de HCO3-
− Dureza: debe tener al menos 60 mg/l de Ca++ que implica un
acondicionamiento químico del agua producto desalada.
Posteriormente, la Directiva Europea 98/83/CEE de 3 de Noviembre establece
unos nuevos requisitos mínimos a cumplir a partir de dos años después de su
edición. Incluye una serie de parámetros divididos en tres partes:
− Microbiológicos
− Químicos
− Indicadores (valores guía)
Finalmente, existe una propuesta del EUREAU sobre reglamento Técnico
Sanitario para suprimir los niveles guía, revisar las concentraciones máximas
admisibles del sodio, sulfatos y nitritos, basándose en estudios científicos-
sanitarios. También pide reconsiderar la inclusión de un nivel fijo para el calcio
y el potasio, y una concentración máxima para los nitritos.

Otros aspectos de la desalación
99
Tabla 6. 4 Comparativa de parámetros más significativos del agua según
normas
Fuente: Rueda, Zorrilla, Bernaola y Hervás (2000)
(*) valor sólo recomendado
6.3.3.- Calidad obtenida con la desalación
La tabla 6.5 muestra la calidad el agua obtenida por los procesos de ósmosis
inversa de un único y doble paso, y los procesos de evaporación.
PARÁMETRO 80/778/CEE 98/83/CEE OMS (guía)
Cloruros (máximo como ión) 200 (*) 250 250
Sulfatos (máximo como ión) 250 250 400
Nitratos (máximo como ión) 50
Alcalinidad (máximo como
mg/l de HCO3-
30 30
Sodio (máximo como ión) 175 (150) 200 200
Magnesio (máximo como ión) 50 -
Dureza total (min. como mg/l
Ca++ ) 60 - 200
TDS (ppm) 1.500 1.500 1.000.
pH 6,5 a 8,5 6,5 a 9,5 6,5 a 8,5
Otros Agua no
agresiva

Otros aspectos de la desalación
100
Tabla 6. 5 Calidad media del agua obtenida por desalación
ANALISIS TIPICO DEL AGUA EN UNA PLANTA DESALINIZADORA
Agua de entrada del mar: 37.000 ppm Agua de salida de la planta: < 400 ppm
Dureza en(CO3Ca) 60 ppm Na+ 100 ppm
CO3H- 37 ppm Mg+ 3 ppm pH 7-8 Cl- 180 ppm
El agua de mar entra con unos valores medios de 37.000 ppm. ( partes por millón ), saliendo de la planta con menos de 400 ppm. Además, para
adaptar sus características al código alimentario es necesario rectificar su
acidez y su dureza.
Por lo tanto, viendo la calidad obtenida con los procesos y los requerimientos
legales, en el postratamiento de las aguas desaladas se tienen que considerar
dos aspectos. El primero contemplará el equilibrio químico del agua con el fin
de eliminar su alta agresividad y así proteger las redes de distribución, para ello
es necesario reducir el alto contenido de CO2 con la adicción de cal, Ca(OH)2,
para conseguir un agua ligeramente incrustante. El segundo aspecto se refiere
al contenido de dureza de agua de abastecimiento, con el mínimo de 60 mg/l
como se puede ver en la tabla 6.5
La práctica más habitual es su mezcla con aguas superficiales con alto
contenido de Ca y Mg, y en el caso de que esto no sea posible se dosifican
sales cálcicas como CaCl2 o CaSO4, aunque suponga un incremento de Cl – o
SO4= en el agua de abastecimiento. El coste del postratamiento es
prácticamente despreciable frente a los de la desalación propiamente dicha.
Se puede concluir que la calidad del agua obtenida por cualquier método de
desalación es apta para el consumo humano tan sólo con un pequeño

Otros aspectos de la desalación
101
postratamiento en algunos casos. El pretratamiento es necesario para el
adecuado funcionamiento de la instalación desaladora.
6.4.- Economía
Es necesario distinguir, a la hora de evaluar el coste del agua, cual es el uso al
que va a ser destinada:
• Aplicación para uso doméstico (abastecimiento)
• Usos industriales
• Usos agrícolas (riego)
Dado que cada uno de estos usos requiere una calidad de agua distinta, el
coste de obtención del agua es diferente.
En el caso de las aplicaciones industriales y agrícolas se trata,
fundamentalmente, de mejorar la calidad de un agua con la que se cuenta pero
que no es adecuada para el uso al que va a ser destinada; en el caso de la
industria, la desalación es una alternativa generalmente para obtener agua de
elevada pureza.
Debería compararse asimismo la desalación de agua de mar con la de aguas
salobres; lógicamente, en zonas donde sea posible, es preferible la utilización
del agua de mar, que es un recurso ilimitado, a la utilización de aguas salobres,
que puede dar lugar a la sobreexplotación e incluso agotamiento de los
acuíferos. Sin embargo, la aplicación de agua de mar a usos agrícolas es
difícilmente viable dado el elevado coste que se debe soportar, solo mantenible
por productos de muy alto valor añadido.
En cuanto a la potabilización de agua para consumo humano, la desalación
generalmente se utiliza cuando el abastecimiento no está asegurado y se debe
recurrir a otros recursos (agua de mar, aguas superficiales de mala calidad); en

Otros aspectos de la desalación
102
este caso es de interés destacar el nivel de competitividad que ha alcanzado la
desalación frente a otras alternativas, fundamentalmente en zonas costeras
(desalación de agua de mar).
Es evidente que la desalación no es la solución única a los problemas de
abastecimiento de agua, pero sí debe reconocerse que es un complemento
muy interesante en zonas donde otras aplicaciones son complicadas o
costosas.
6.4.1.- Costes de inversión
Es difícil establecer un coste por m3 de agua tratada debido a la gran
variabilidad de instalaciones en cuanto a tamaño de planta, tecnología, diseño,
tipo de toma, pretratamiento elegido, automatización requerida, postratamiento,
etc. Parece evidente, sin embargo, que en cuanto a los costes de inversión,
existe una economía de escala, lo que se traduce en un menor coste relativo
de las grandes instalaciones.
Fundamentalmente los aspectos que fijan el coste de inversión son:
• Obra civil necesaria
• Pretratamiento elegido
• Equipos de desalación
• Postratamiento (si es necesario)
• Nivel de instrumentación y control
• Materiales utilizados
A lo cual habría que añadir, en los casos en que se utilice, los costes de
inversión de instalaciones de autogeneración eléctrica.
Todos los casos de desalación de aguas marinas requieren un mayor coste de
inversión que la desalación de aguas salobres, debido principalmente a los

Otros aspectos de la desalación
103
materiales a utilizar (aceros y aleaciones especiales, bombeos de alto
rendimiento con sistemas de recuperación de energía, etc.).
El coste de inversión de las desaladoras de agua de mar por osmosis inversa
(para instalaciones medianas-grandes, superiores a 10.000 m3/d), si
atendemos a los últimos concursos públicos (por ejemplo: desaladora de
Almería, 50.000 m3/d), se sitúa entorno a 700 euros. por m3/día instalado,
precio en el que se incluyen los equipos, la obra civil, la toma de agua de mar e
instalaciones eléctricas y complementarias. Es de destacar la disminución de
estos costes en pocos años, debida fundamentalmente a la reducción del coste
de las membranas y a la extensión de esta tecnología al sector privado, donde
se ha producido una mayor competitividad y abaratamiento de costes.
6.4.2.- Costes de explotación
Los costes del agua desalada, al igual que en cualquier planta de tratamiento
de aguas se dividen en una serie de costes fijos (personal, amortización de la
instalación, término de potencia de la energía) y variables (consumibles,
productos químicos, energía eléctrica, mantenimiento y reposición de
membranas en el caso de osmosis inversa).
Costes de explotación:
• Productos químicos
• Consumibles
• Membranas (osmosis inversa)
• Energía
• Personal
• Mantenimiento
• Amortización

Otros aspectos de la desalación
104
Los costes de explotación en el caso de la osmosis inversa, como ya se ha
comentado, se incrementan gradualmente a medida que aumenta la salinidad
del agua a tratar debido a los mayores costes energéticos.
Sin duda el coste de la energía es el componente mayoritario de los costes de
explotación para cualquier tecnología de desalación. Es por ello que las
tendencias actuales de desarrollo de la tecnología van encaminadas a la
reducción de los costes energéticos:
• desarrollo de membranas de baja presión
• desarrollo de sistemas de recuperación de energía
• optimización energética del proceso (utilización de sistemas de bombeo
de mayor eficacia, uso de variadores de frecuencia)
En la situación actual, asimismo, hay una cierta tendencia a las tecnologías de
autogeneración (auto producción de energía) para, de este modo, reducir el
coste del kW producido y poder disminuir los costes de explotación. Sin
embargo, es una reivindicación de todos los sectores implicados en la
tecnología la reducción del precio del kW-h para la producción de agua.
Los costes de productos químicos se basan fundamentalmente en el consumo
de productos anti-incrustantes, que evitan la precipitación de sales, así como
reactivos destinados a reducir el ensuciamiento de las membranas
(desinfectantes, ácidos para la reducción del ph, antioxidantes, etc.). Del mismo
modo debe incluirse los costes de los reactivos de limpieza de membranas y
los productos para post-tratamiento.
En cuanto al personal de explotación depende de la capacidad y complejidad
de la instalación. Dada la alta automatización de las instalaciones la tendencia
actual es que estos costes se vayan reduciendo paulatinamente.
En la reposición de membranas la tasa estimada es de un 15 % anual, si bien
en la actualidad se está reduciendo a valores del 8-10, debido a la mejora en

Otros aspectos de la desalación
105
las calidades. Lógicamente esta tasa de reposición dependerá de las
condiciones de funcionamiento de las membranas, su ensuciamiento (es decir,
calidad del agua de aporte), etc.
Existen otros costes, como los de consumibles (por ejemplo: reposición de
cartuchos de filtración), o los costes de mantenimiento, que si bien son de
inferior envergadura, no deben ser olvidados.
6.5.- Normativa
En lo referente a la desalación parte de la normativa de interés es la siguiente:
• Ley 12/1990, de 26 de julio, de aguas de Canarias.
• Real Decreto 1327/1995, de 28 de julio, sobre las instalaciones desaladoras de agua de mar o agua salobre.
• Ley 22/1988, de 28 de julio, de costas.
• Real Decreto 1.471/1989, de 1 de diciembre por el que se aprueba el
Reglamento General para el desarrollo y ejecución de la Ley 22/1988 de Costas.
• Real Decreto 1112/1992, de 18 de septiembre, por el que se modifica
parcialmente el Reglamento General para el desarrollo y ejecución de la Ley 22/1988, de 28 de julio, de Costas, aprobado por el Real Decreto 1.471/1989.
6.6.- Elección del proceso optimo de desalación
Cada uno de los procesos mediante los cuales se puede desalar el agua, tiene
sus propias características diferenciadoras, que lo hace mas o menos
adecuado para cada caso. Todos tienen ventajas e inconvenientes, por ello es
necesario hacer un cuidadoso análisis de todos los factores antes de tomar una
decisión.

Otros aspectos de la desalación
106
Entre los factores que hay que considerar cabe destacar los siguientes:
salinidad del agua a tratar, precio del dinero (intereses de los préstamos
bancarios), disponibilidad de mano de obra cualificada para la operación de la
planta, precio de la energía térmica y eléctrica, disponibilidad de calor residual
a baja temperatura, etc..
Como característica general, se tiene que el consumo energético de los
procesos de desalación mediante cambio de fases no depende de la salinidad
del agua a tratar. La cantidad de energía térmica (calor) necesaria para obtener
un Kg. de agua destilada es prácticamente independiente de la salinidad inicial
del agua. En cambio, los procesos sin cambio de fase (Osmosis Inversa y
Electrodiálisis) consumen tanta más energía cuanto mayor es la salinidad del
agua de partida. Este es el motivo por el que estos procesos resultan más
ventajosos cuando se trabaja con aguas salobres del subsuelo, cuya salinidad
es muy inferior a la del agua del mar (35.000 ppm).
Otra característica de los procesos sin cambio de fases es que requieren un
cuidadoso pretratamiento del agua de proceso, ya que en caso contrario se
vería gravemente amenazada la vida útil de las membranas de Osmosis o
Electrodiálisis. Hay que tener presente que el coste de las membranas
constituye una parte importante (20% aproximadamente) del coste total de la
planta. Este es el motivo por el que estas plantas requieren mano de obra de
cierta cualificación para operarlas adecuadamente.
Unos intereses bancarios elevados penalizan la implementación de plantas de
destilación, ya que el coste inicial de la inversión es superior al de otros tipos
de plantas. Pero tienen la ventaja de que pueden utilizar energía residual a baja
temperatura, como la que se tiene en los circuitos de refrigeración de las
máquinas alternativas. Esto hace que las plantas MED y MSF sean las mas
adecuadas para plantas de cogeneración.
En resumen, hay una diversidad de factores que hay que tener presentes antes
de elegir el proceso más adecuado a nuestras necesidades y particularidades.
No existe un proceso absolutamente mejor que los demás, siendo este el

Otros aspectos de la desalación
107
motivo de que no exista un proceso que haya desplazado del mercado a los
demás.
6.7.- Comparación de los procesos de desalación
A finales del año 1993, el 52% de la capacidad instalada mundial correspondía
a plantas del tipo MSF, mientras que las plantas de Osmosis Inversa suponían
un 34%. Las plantas de Electrodiálisis, Compresión de Vapor y MED abarcaban
el 14% restante. No obstante, debe indicarse aquí que la mayor parte de las
plantas de Osmosis y Electrodiálisis se destinaban al tratamiento de aguas
salobres y de río. Por el contrario, las plantas MED estaban dedicadas casi
exclusivamente a la desalación de agua de mar, ya que es para aguas con alta
salinidad donde este tipo de plantas resulta más competitivo si se compara con
las demás tecnologías.
De las cuatro tecnologías mencionadas (MSF, Osmosis, MED y Electrodiálisis),
cada una tiene su propia cuota de mercado. Esto se debe a que para cada
caso concreto hay que evaluar muy cuidadosamente todas las ventajas e
inconvenientes de cada uno de los procesos si se quiere elegir el proceso más
adecuado. Por consiguiente, como ya se ha explicado, hay que analizar
cuidadosamente todos los factores antes de poder decidir cual es el proceso
óptimo para cada caso concreto.
Dentro de los procesos evaporativos (con cambio de fase), se puede decir que,
actualmente, las plantas de compresión de vapor están claramente enfocadas
al mercado de plantas con una capacidad inferior a los 4.000 m3/día, mientras
que para plantas de gran capacidad que trabajan con agua de mar, solo se
instalan plantas MSF y MED. Los problemas técnicos que presentaban las
plantas MED al principio han sido solucionados y en la actualidad las plantas
MED están avanzando en el mercado frente a las plantas MSF. Esto se debe a
las ventajas energéticas de las plantas MED, ya que aunque el consumo de
energía térmica es similar en ambas plantas, la energía equivalente derivada
del consumo de vapor a menor temperatura en una planta MED es

Otros aspectos de la desalación
108
prácticamente del 50%. Solo en los países árabes, donde no existe problema
energético alguno, se siguen instalando grandes plantas MSF. Otra ventaja
adicional de las plantas MED frente a las MSF son sus menores costes de
operación y mantenimiento (derivados de la menor temperatura de operación).
En lo que respecta a las plantas de Osmosis, están teniendo un rápido
crecimiento en los últimos años para el tratamiento de aguas con baja
salinidad, ya que su consumo energético resulta muy pequeño en estos casos.
Puesto que no puede decirse de forma general que un proceso es mejor que
otro, a continuación se exponen algunas nociones básicas que pueden ser
útiles a la hora de elegir el proceso óptimo para un caso determinado.
Tabla 6. 6 Comparación de los cuatro procesos principales
MSF MED CV Osm. Inv. Estado comercial Desarrollado Desarrollado En desarrollo DesarrolladoCapacidad mundial 8 MM m3/d 0,8 MM m3/d 0,6 MM m3/d 5 MM m3/dPlanta de mayor tamaño 45.000 m3/d 18.000 m3/d 3.000 m3/d 9.000 m3/dFabricantes muchos pocos pocos muchos Consumo de energía - Vapor 125ºC 70ºC
- Electricidad 3-6 kWh/m31,5-2,5 kWh/m3 8-12 kWh/m3 6-7 kWh/m3
Temp. Máxima 120ºC 75ºC 75ºC Conversión (producto/agua mar bombeada) 10-25% 25-40% 40-50% 35-45% Flexibilidad de operación 60-100% 30-100% modular Mantenimiento (limpiezas/año) 2-4 0,5-2 0,5-2 1-2 Pretratamiento moderado muy simple muy simple exigente Requerimientos de operación medio bajo bajo muy alto

Acoplamiento de reactores nucleares a sistemas de desalación
109
7.- ACOPLAMIENTO DE REACTORES NUCLEARES A SISTEMAS DE DESALACIÓN
El reactor nuclear suministra energía a los sistemas de desalación bien en
forma de calor (MSF o MED) o en forma de energía eléctrica / mecánica ( OI,
MVC o MED / VC). Además de la energía básica para la desalación, todo
proceso requiere electricidad para el bombeo y otros servicios auxiliares.
La energía nuclear es utilizada para producir energía en 32 países, 444 plantas
con una capacidad total de 372 GWe estaban en operación en Diciembre de
2005, y su participación en la producción mundial de electricidad era en torno al
17%. Unas pocas de estas plantas estaban siendo usadas para la
cogeneración de agua caliente y / o vapor para sistemas de “district heating”,
desalación de agua de mar y otros procesos industriales. La capacidad
calorífica total de estas plantas es alrededor de 5GWt. Importantes
experiencias en la cogeneración de electricidad y calor existen en Bulgaria,
Canadá, Alemania, Hungría, Japón, Kazajstán, la Federación Rusa,
Eslovaquia, Ucrania y los Estados Unidos de América.
Las perspectivas de utilizar energía nuclear en la desalación del agua de mar
en gran escala son atractivas, ya que se trata de un proceso de alto consumo
energético. Como tal, el calor proveniente de un reactor nuclear y/o la
electricidad generada por esas centrales pueden utilizarse en las instalaciones
de desalación. La eficaz explotación de una central nuclear refrigerada por
sodio (BN-350) en Aktau, Kazajstán ha demostrado la viabilidad técnica, el
cumplimiento de los requisitos de seguridad y la fiabilidad de esos reactores
nucleares de cogeneración. Asimismo, a menor escala, Japón cuenta con unas
diez instalaciones de desalación conectadas a reactores de agua a presión
(PWR) que han funcionado satisfactoriamente.
La implantación comercial a gran escala de la desalación nuclear dependerá
principalmente de su competitividad económica frente a otras opciones de
suministro energético, así como de la demanda del mercado en países donde
las necesidades de agua y energía son más agudas.

Acoplamiento de reactores nucleares a sistemas de desalación
110
Para ampliar la experiencia operacional adquirida en Japón y Kazajstán, se
prevé establecer nuevas plantas de desalación nuclear con fines de
demostración en varios países. Por ejemplo, la República de Corea ha hecho
progresos en el diseño de una planta de cogeneración de desalación nuclear
que funciona junto con un reactor de 330 MW(t) denominado SMART, acoplado
a una central PBMR. Rusia ha emprendido un proyecto de desalación nuclear
utilizando una serie de unidades montadas sobre barcazas, conocidas como
KLT-40C. La India se ha puesto a la vanguardia de la demostración de la
desalación nuclear mediante el acoplamiento de nuevas instalaciones de
desalación de MSF-OI a sus actuales reactores de agua pesada a presión de
170 MW(e) (PHWR). Ya han comenzado los trabajos de construcción en
Kalpakkam, al sur de Chennai.
En 1999, el OIEA inició un proyecto interregional de cooperación técnica
denominado "Diseño de un sistema integrado de energía nucleoeléctrica y
desalación nuclear", para facilitar la colaboración entre los poseedores de la
tecnología y los posibles usuarios finales. El proyecto se propone ofrecer un
foro para que los proveedores y posibles receptores de la tecnología puedan
desarrollar conjuntamente conceptos integrados de desalación nuclear con
miras a demostrar la viabilidad de esta técnica en lugares específicos. En este
marco, Indonesia, Túnez, el Pakistán y el Irán han formulado solicitudes
concretas de asistencia técnica para iniciar o planificar estudios de viabilidad en
condiciones locales específicas. Algunos otros países en desarrollo, que
prevén mayores problemas de energía y agua, también han manifestado un
marcado interés en participar en el proyecto. Entre los posibles proveedores de
tecnología que participan en las actividades internacionales de cooperación
figuran la República de Corea, Rusia, Argentina, Canadá, Francia y China.
De conformidad con esas actividades del OIEA, en varios países se planifican y
evalúan proyectos de demostración destinados a demostrar la viabilidad del
empleo de la energía nuclear para aplicaciones de desalación en condiciones
específicas.

Acoplamiento de reactores nucleares a sistemas de desalación
111
En 1998, Marruecos, conjuntamente con China, terminó su estudio previo al
proyecto utilizando un reactor de calor de 10 MW(t) que produce 8000 metros
cúbicos diarios de agua potable mediante un proceso de destilación de efecto
múltiple en Tan-Tan. En 1999, Egipto inició un estudio de viabilidad relacionado
con una planta de cogeneración para generar electricidad y producir agua
potable en El-Dabaa a lo largo de la costa del Mediterráneo.
El Centro de Investigaciones Atómicas de Bhabha (BARC) se ha dedicado a la
investigación y el desarrollo de la desalación desde los años setenta con el
objetivo de aumentar las fuentes de agua en zonas donde ésta escasea. De
esta manera, se han desarrollado en el país las tecnologías de evaporación
instantánea en etapas múltiples (MSF) y la osmosis inversa (RO).
A fin de utilizar ventajosamente la experiencia y los conocimientos
especializados en diversos aspectos de la actividad de desalación, el BARC
está tratando de establecer una planta de demostración híbrida MSF-RO,
acoplada a las unidades de PHWR de 170 MW(e) que funcionan en la central
atómica de Madras (MAPS), ubicada en Kalpakkam, en la India suroriental.
El Proyecto de demostración de la desalación nuclear (NDDP) incluye una
planta MSF de 4500 metros cúbicos diarios de capacidad y una planta RO de
1800 metros cúbicos diarios de capacidad, que en conjunto proporcionarían
suficiente agua desalada para satisfacer dos necesidades: agua para uso
industrial en la central nuclear y agua potable para la población de los
alrededores. Los objetivos de la planta de demostración son:
• Crear capacidad autóctona para el diseño y la fabricación, instalación y
explotación de plantas de desalación nuclear.
• Generar los insumos de diseño necesarios y parámetros de proceso
óptimos para una planta de desalación nuclear en gran escala.
• Servir de proyecto de demostración para los Estados Miembros
interesados del OIEA, cuya participación es acogida con agrado.

Acoplamiento de reactores nucleares a sistemas de desalación
112
Para el despliegue en gran escala de la desalación nuclear, uno de los
principales factores decisivos, aunque no el único, es la competitividad
económica. La experiencia operacional de Kazajstán y el Japón quizás no sean
un indicador convincente de la viabilidad económica en muchos países en
desarrollo que ahora consideran la opción de la desalación nuclear. Es
necesario demostrar con urgencia en más países la viabilidad económica en
las condiciones locales. El éxito de la puesta en servicio y el funcionamiento de
la planta Kalpakkam en la India profundizarán la confianza técnica y económica
en la desalación nuclear. Más importante aún es que la experiencia de
funcionamiento y mantenimiento de la planta se compartirá con otros países
interesados.
7.1.- Descripciones técnicas de algunos aspectos del acoplamiento.
Las plantas de desalinización pueden estar acopladas a un reactor nuclear con
una única intención o propósito o como un sistema cogenerador. En el primer
caso, la energía es exclusivamente utilizada para el proceso de desalación, y el
agua potable es el único producto obtenido. El reactor nuclear está
enteramente dedicado a proporcionar energía para la desalación. En el caso de
un sistema de cogeneración, solamente una parte de la energía es utilizada
para desalar. Se produce electricidad y agua potable simultáneamente.
Cuando una reactor nuclear es utilizado para suministrar vapor para la
desalación (acoplamiento térmico), el modo de acoplamiento tiene un
importante impacto técnico y económico. El método óptimo de acoplamiento
depende del tamaño y tipo de reactor, de las características específicas del
proceso de desalación y valor de la generación de la electricidad como co-
producto.
7.1.1.- Planta desaladora acoplada eléctricamente a un reactor

Acoplamiento de reactores nucleares a sistemas de desalación
113
Los reactores de potencia son adecuados para procesos de desalación que
requieren energía en forma de electricidad. Este es el caso de la bomba de alta
presión en el proceso de ósmosis inversa (OI) y del compresor principal del
proceso de compresión mecánico de vapor (MVC). El acoplamiento del reactor
nuclear con la planta de desalación por OI o MVC es sencillo, se requiere
solamente una conexión eléctrica. Este tipo de acoplamientos permite una
cierta flexibilidad con respecto al emplazamiento y tamaño de la planta. Así, no
es necesario que el reactor nuclear se encuentre en el mismo emplazamiento
que la planta desaladora o en sus cercanías. Además como la conexión
eléctrica es un punto de conexión exterior a ambas plantas, el riesgo de que se
produzca contaminación radiactiva del agua producida es mínimo.
No obstante, la localización del reactor nuclear y la planta desaladora en el
mismo emplazamiento ofrece importantes ventajas. Por ejemplo ambas plantas
pueden compartir estructuras de entrada / salida de agua de mar, instalaciones
y personal. En estas condiciones la planta desaladora se denomina una “planta
contigua”.
En el funcionamiento del reactor, el agua de la rama fría es normalmente
descargado al mar como calor residual. Si se tiene una planta desaladora
contigua, es posible aprovechar este agua de mar caliente para alimentar la
planta desaladora por osmosis inversa, así mejoramos el funcionamiento de la
desaladora y aumentamos su rendimiento: el aumento de la temperatura de
operación conduce a un mayor flujo a través de las membranas, lo que
conduce a una mayor producción de agua potable con el misma área de
membrana. Usando un pretratamiento apropiado en la alimentación, un diseño
del sistema y técnicas de optimización adecuadas se consigue mejorar la
eficiencia y los costes.
7.1.2.- Planta desaladora acoplada térmicamente a un reactor
En este tipo de acoplamiento, el vapor o agua caliente producido por el reactor
es directamente suministrado a un proceso de desalación térmica. La

Acoplamiento de reactores nucleares a sistemas de desalación
114
electricidad requerida para el bombeo de agua y otros sistemas auxiliares debe
ser suministrada por otra fuente, como por ejemplo la red eléctrica. Es
deseable tener juntos el reactor nuclear y la planta desaladora para minimizar
las pérdidas de calor y la longitud de las tuberías.
En los reactores nucleares el vapor es generado a alta temperatura y presión,
sin embargo para este tipo de acoplamiento se necesita vapor a baja
temperatura o agua caliente. Los procesos de desalación térmicos tienen un
limite superior para la temperatura que se encuentra alrededor de los 140ºC
debido a la excesiva aparición de incrustaciones más allá de esta temperatura.
7.1.3.- Plantas desaladoras acopladas a un reactor en cogeneración
En el caso de tener un reactor nuclear que genere vapor y electricidad, el vapor
puede ser extraído de un punto adecuado del circuito secundario para ser
introducido en la planta desaladora (teniendo en cuenta los requerimientos de
Tª y presión del proceso de desalación elegido). No obstante, las barreras de
protección deben estar consideradas en cualquier modelo de acoplamiento
para prevenir cualquier escape de radioactividad.
Existen dos modelos de acoplamiento: en paralelo y en serie en función del
punto en el que el vapor es extraído del reactor nuclear para alimentar el
proceso de desalación. En el acoplamiento en paralelo, la electricidad es
producida como un producto junto al agua potable. En este caso una parte del
vapor de la turbina es utilizado para generar electricidad de una manera
convencional y otra parte del vapor se utiliza en la planta desaladora. Esta
configuración permite incrementar la flexibilidad en el uso de la energía. Sin
embargo, el consumo total de energía sería el mismo que en el caso de que el
vapor para la desalación y la electricidad hubieran sido producidos
separadamente.
En el acoplamiento serie, primero se produce la electricidad cuando el vapor se
expande al atravesar una turbina con una elevada contrapresión y a

Acoplamiento de reactores nucleares a sistemas de desalación
115
continuación, dicho vapor, alimenta la planta desaladora. Este modelo
proporciona un consumo menor de energía en comparación con el modelo en
paralelo. Desde el punto de vista termodinámico, es útil convertir la mayoría de
la entalpía del vapor en energía mecánica / eléctrica mediante un generador
antes de usar el vapor como medio para proporcionar el calor necesario en el
proceso de desalación. Aumentando la contrapresión de la turbina se aumenta
la energía disponible para la planta desaladora pero se reduce la cantidad de
energía generada.

El reactor PBMR
116
8.- EL REACTOR PBMR
8.1.- Introducción
El reactor PBMR (Pebble Bed Modular Reactor) es un reactor de grafito-gas
(helio) de alta temperatura cuyo proyecto ha suscitado gran interés en la
industria nuclear. La casi totalidad de la información que circula sobre este tipo
de reactores nos remite a la South African Pebble Bed modular reactor
Company (Pty) Ltd, creada en 1999 con el fin de desarrollar el mercado
nacional e internacional de reactores de alta temperatura de pequeño tamaño.
Pese a no ser el único proyecto en marcha, el sudafricano es reconocido como
el de mayor seriedad y envergadura por el momento, y las expectativas acerca
del mismo son muy altas.
Llama la atención que, mientras gran cantidad de esfuerzos económicos y de
investigación son dedicados al desarrollo de reactores de características de lo
más variadas (reactores subcríticos, de alta temperatura, tipo IRIS, de gas...),
nos encontramos con que las centrales “convencionales” (PWR, BWR)
suponen más del 90% de la potencia nuclear generada a nivel mundial (243 y
83 GW las PWR y BWR respectivamente, frente a aproximadamente 45 GW el
resto en 2002, según Nuclear Engineering International Handbook). Salta a la
vista, pues, que el futuro de la energía nuclear pasa por el desarrollo de nuevos
modelos de reactores y centrales basados en nuevos conceptos de seguridad
intrínseca y sostenibilidad que permitan que ésta tenga cabida en una sociedad
compleja y cambiante, a la que de alguna manera habrá que tratar de
amoldarse. Los modelos “tradicionales”, pese a las mejoras que se han ido
introduciendo a lo largo de los años y al alto grado de confianza que los
ingenieros nucleares puedan tener en ellos no tienen una acogida suficiente
como para que la industria se cruce de brazos en cuanto a investigación y
apueste incondicionalmente por estas tecnologías para futuros
emplazamientos.

El reactor PBMR
117
Figura 8. 1 Corte a un módulo PBMR
Es interesante la manera en la que el PBMR afronta las cuestiones claves del
presente y el futuro de la energía nuclear. Además de las dos cuestiones
“clásicas” que toda persona con un mínimo de conocimiento se plantea (gestión
de residuos, seguridad en operación) la realidad es que hay otras variables de
carácter socioeconómico y geopolítico de enorme peso y que condicionan
enormemente el desarrollo de esta industria. Además del indispensable
respaldo político, del control sobre los residuos para evitar la proliferación de
armamento nuclear, hay que tener en cuenta la situación económica (en el
caso de Sudáfrica, al igual que en la mayoría de los países occidentales, la
liberalización del sector eléctrico, y por tanto de las centrales, es un factor muy
a tener en cuenta) y cómo una reducción del tiempo que tarde en amortizarse
la central puede suponer que el inversor se decida a apoyar el proyecto o que
no lo haga y se decante por otras alternativas de producción eléctrica. En este
sentido, la M de “modular” es de alguna manera una declaración de
intenciones; el esquema clásico de una gran central con uno o varios grandes
grupos de aproximadamente 1000 MW cada
uno sería sustituido por una idea más flexible, “modular”, de central de varios
pequeños grupos de 165 MW cada uno, en la que el tiempo de construcción de

El reactor PBMR
118
la central pudiera reducirse notablemente y la producción pudiera amoldarse a
las necesidades de cada momento, siendo posible incorporar nuevos grupos a
medida que creciera la demanda, sin que esto supusiera una gran
complicación, como lo es de hecho en las centrales convencionales.
En cuanto a seguridad, el PBMR hace suyos los planteamientos de la IV
Generación y se constituye como uno de los reactores más avanzados del
momento en este aspecto. Su seguridad intrínseca se basa, como se verá
posteriormente, en un diseño, unos materiales, un combustible y una física
utilizados que hacen que, en caso de accidente severo, no tenga por qué haber
intervención humana en corto-medio plazo.
Puesto que en este trabajo estamos tomando como referencia el proyecto
Sudafricano, sería conveniente destacar algunas características del mismo
como aproximación a la realidad de un proyecto de este tipo:
• Oportunidades internacionales: posibilidad de abastecer el mercado
mundial con 100 PBMR sólo en los 10 primeros años, lo que supondría
un volumen de ventas de 3000 millones $.
• Cubrir 4000-5000 MW de demanda interna en Sudáfrica.
• Potencial de crecimiento gracias a la flexibilidad de incorporar nuevos
grupos.
• Reducción de emisiones contaminantes (necesaria por la inminente
aplicación del protocolo de Kyoto).
8.2.- Características Generales
• El PBMR es un reactor de lecho de bolas de alta temperatura, cuyo
refrigerante es helio gas. Está diseñado para producir 165 MW de
potencia eléctrica a plena carga. El combustible (uranio enriquecido) se
encuentra en forma de pequeñas partículas rodeadas de grafito (que
actúa como moderador) en esferas de aproximadamente 6 cm de
diámetro.

El reactor PBMR
119
• El hecho de emplear estas bolas como combustible permite que la
recarga sea continua, es decir, que no haga falta llevar a parada segura
el reactor cada 12-18 meses; continuamente se va recargando con bolas
frescas por la parte superior, mientras que por la inferior se van
extrayendo las gastadas.
• El PBMR tiene unas dimensiones relativamente reducidas, que unido a
la compacidad de la instalación y su carácter modular, permite añadir
nuevos grupos a los ya existentes en un determinado emplazamiento
con relativa facilidad.
Figura 8. 2 Maqueta de una futura instalación PBMR.
• El grado de quemado del PBMR es superior al de reactores
convencionales, mientras que tiene una baja densidad de potencia
respecto a dichos reactores (PWR y BWR fundamentalmente).

El reactor PBMR
120
• El rendimiento de las centrales que empleen reactores de este tipo
también será superior que el de las convencionales. Esto se debe a dos
motivos principalmente: la alta temperatura de operación (900º C a la
salida del reactor, que implican un enorme salto térmico respecto a la
entrada) y a la utilización de una turbina de gas, que al emplear un ciclo
Brayton modificado logra aumentar aún más el rendimiento.
• La alta temperatura de funcionamiento no sólo supone un aumento del
rendimiento, sino que de cara al futuro y a la posible irrupción de la
economía del hidrógeno, las centrales que operen a estos rangos de
temperatura podrán ser utilizados para obtener hidrógeno a partir de
agua mediante procesos de “rotura termoquímica del agua” (por
ejemplo, con el “iodine-sulfur process”, que requiere cerca de 1000º C y
que produce hidrógeno a partir de agua, que reacciona sucesivamente
con yodo y dióxido de azufre).

El reactor PBMR
121
8.2.1.- Estado del proyecto
El proyecto se inició en torno a 1993 y contemplaba la construcción de un
reactor de demostración cerca de Ciudad del Cabo y de una fábrica de
combustible cerca de Pretoria. El plan actual es el de empezar a construir la
planta piloto en el 2007, para estar lista en el 2011. Los primeros módulos
comerciales podrían estar listos en 2013.
En cuanto a la fabricación de combustible se refiere, la organización
sudafricana de la energía nuclear (Necsa), está actualmente en aras de firmar
un contrato con el equipo del proyecto del PBMR para ser la encargada de
fabricar el combustible usando la tecnología establecida en Alemania. Las
instalaciones están situadas cerca de Pretoria, que es el lugar donde los
elementos combustibles solían ser fabricados para la empresa eléctrica del
país (Eskom), en concreto para la central nuclear de Koeberg cerca de Ciudad
del Cabo.
Todos los procesos importantes en el proceso de fabricación de kernels,
partículas TRISO y esferas combustibles (pebbles) en escala de laboratorio
están en Necsa. Las primeras bolas de combustible, conteniendo uranio, ya
han sido fabricadas. Las previsiones son de fabricar más bolas durante la
primera mitad del año 2006 para ser sometidas a tests de irradiación. Estos
laboratorios incluyen a su vez laboratorios para el control de calidad del
producto.
En Marzo de 2005, PMBR (Pty) Ltd adjudicó un contrato para el diseño,
suministro, construcción y puesta en marcha (en frío) de la infraestructura y del
equipamiento de la planta piloto a UDHE, una filial sudafricana de la compañía
Germany’s Thyssenkrupp Engineering (Pty) Ltd. La planta tendrá una
capacidad inicial de 270.000 esferas al año. Las instalaciones que dan servicio
a la planta serán proyectadas e instaladas como parte de este contrato,
planificado para ser terminado en el 2007.

El reactor PBMR
122
8.2.2.- Combustible y Moderador
El reactor PBMR, tiene una particularidad y es que tanto combustible como
moderador forman un mismo todo: El moderador forma parte de los
elementos combustibles, que tienen en este caso configuración esférica. El
combustible es uranio enriquecido y el moderador grafito. Cada bola está
formada por pequeñas partículas de combustible rodeadas de distintas
capas (“coated particles”, en este caso TRISO) inmersas en una bola de
grafito. Es por ello que en los PBMR no podemos hablar de combustible sin
hablar de moderador y viceversa. Conviene resaltar que no solo las bolas
(pebbles) poseen grafito sino que el propio reactor estructuralmente está
configurado con grafito como se comentará mas adelante.
Como combustible para el proyecto del PBMR se escogió usar el ciclo del
uranio convencional (uranio enriquecido), aunque pudiera haberse optado
por el uso del torio como material fértil junto con material fisible como uranio
altamente enriquecido(U-233) o plutonio(Pu-239), o incluso U-233
proveniente de otros reactores de alta temperatura o rápidos reproductores.
Ésta opción se basaba en la idea de aprovechar la larga vida del elemento
combustible en el moderador y en las excelentes propiedades neutrónicas
del U-233 (mejor material fisible en reactores térmicos, un 10% mejor que el
U-235 convencional). Es posible que la adopción de la primera opción haya
sido para eliminar plutonio y también por su ya implantación a nivel de otros
países, especialmente Alemania, en donde se fija Sudáfrica para el proceso
de fabricación de combustible.
Más concretamente, el reactor PBMR utiliza partículas de dióxido de uranio
enriquecido, recubiertas de carburo de silicio y carbono pirolítico. Las
partículas se distribuyen en una esfera de grafito, de dimensiones similares
a las de una bola de tenis (Figura 8. 3 Bolas de Combustible). Éste combustible
de alta calidad es de diseño alemán.

El reactor PBMR
123
Figura 8. 3 Bolas de Combustible
-Proceso de Fabricación y Estructura de las bolas
En el proceso de fabricación, una solución de nitrato de uranio se inyecta en
forma de spray para generar microesferas, que posteriormente son convertidas
a gel y calcinadas (recocidas a alta temperatura) para producir las partículas de
dióxido de uranio enriquecido, llamadas “kernels”. Mas tarde se las hace pasar
por un horno, denominado depositor de vapor químico (CDV) que usa
típicamente argón a alta temperatura ( unos 1000 ºC) en donde las capas de
los distintos componentes químicos son añadidas con gran precisión.
La primera capa que se deposita sobre los kernels es el carbono poroso, cuya
principal función es la de alojar a los productos de fisión sin originar
sobrepresiones en las partículas. A continuación se dispone una fina capa de
carbono pirolítico, carbono de alta densidad tras previo tratamiento térmico.
Después se añade una capa de carburo de silicio, un material altamente
refractario, y por último, otra capa de carbono pirolítico. A esta configuración se
la denomina partícula TRISO.
El carbono poroso absorbe los esfuerzos mecánicos que el kernel de dióxido
de uranio pudiera generar durante su vida útil y también permite que se
difundan los productos gaseosos de fisión. El carbono pirolítico y el carburo de
silicio actúan como barrera de contención frente a los productos de fisión

El reactor PBMR
124
radiactivos y transuránidos que resultan de las distintas reacciones nucleares
en el kernel.
También existen otro tipo de partículas construidas a capas, las denominadas
BISO. Éstas son típicamente usadas para albergar material fértil y difieren en el
numero de capas, tan sólo dos. El PBMR no usa éstas partículas que son
utilizadas en otros reactores de alta temperatura cuyas bolas se encuentran
introducidas en varillas, no directamente en el reactor.
Aproximadamente unas 15.000 de éstas partículas (kernels con sus
respectivas capas), que alcanzan ahora un diámetro aproximado de 1 mm, son
mezcladas con grafito en polvo y resina fenolítica y sometidas a altas presiones
de tal modo que quedan comprimidas hasta formar una esfera de unos 50 mm
de diámetro. A éstas bolas se les añade una capa de 5 mm de espesor de
carbono puro, creando así una zona que no es de combustible puramente
dicho. Estas esferas son tratadas para hacerlas más resistentes y duraderas.
Finalmente las esferas son mecanizadas para poseer un diámetro uniforme de
60 mm, el tamaño de una bola de tenis.
Cada bola de (pebble) pesa 210 gramos, de los cuales tan solo 9 gramos
corresponden a uranio. El uranio total en el reactor es aproximadamente de 4,1
toneladas. Para poder mantener la reacción en cadena el uranio es enriquecido
aproximadamente al 9 % en U-235.

El reactor PBMR
125
Figura 8. 4 Composición del elemento combustible
-Ciclo de combustible
El PBMR también es comúnmente llamado reactor “de lecho de bolas” porque
las bolas (pebbles) están directamente dispuestas en el reactor sin ningún otro
elemento estructural, para posibilitar así la recarga continua y facilitar la
refrigeración, mediante el paso de un gas entre los huecos que dejan éstas;
helio en nuestro caso, como se describe más adelante. El PBMR no es el único
reactor mundial de este tipo, también existe un proyecto alemán: el THTR-300
y el y HTR-10 de origen Chino.
La principal ventaja de este tipo de combustible es el de la recarga continua. El
reactor se está continuamente rellenando de bolas frescas o reutilizables por la
parte superior, mientras que el combustible gastado se recoge por la parte
inferior. Después de cada pasada a través del reactor las bolas son medidas
para estimar la cantidad de material fisionable que queda. Si todavía queda
suficiente se puede someter la bola a otro ciclo. Cada ciclo dura
aproximadamente unos 6 meses.

El reactor PBMR
126
Cada bola pasa aproximadamente unas 6 veces por el reactor y dura unos 3
años antes de ser completamente gastada, lo que significa que el reactor utiliza
unas 12 “recargas totales” durante toda su vida útil. Nótese que estas “recargas
totales” son ficticias, ya que en operación normal habrá bolas con distinto
número de ciclos a sus espaldas; tan sólo sirven para hacernos una idea del
combustible nuevo que hay que fabricar para abastecer al reactor. En total,
suponiendo una vida útil de 40 años y un reactor (un solo módulo, de unos 100
MW eléctricos), serán necesarias unos dos millones y medio de bolas.
El grado de quemado del PBMR es netamente superior al de otro tipo de
reactores convencionales. El material fisionable a extraer de bolas gastadas es
mínimo, además el nivel tecnológico y económico necesario para romper las
distintas barreras que circundan las partículas de combustible gastado hacen
difícil la posibilidad de proliferación nuclear para usos no civiles, factor
importante en materia de seguridad.
El combustible es transportado al almacén de combustible gastado en el
edificio del reactor por un mecanismo neumático. El almacén de combustible
gastado consta de 10 tanques, cada uno con un diámetro de 3,2 metros y una
altura de 18 metros. Cada tanque es capaz de almacenar 600.000 bolas. Estos
tanques están diseñados para albergar combustible gastado incluso hasta 40 o
50 años después del cierre de la central.
Las bolas de combustible son más fáciles de almacenar que los elementos
combustibles convencionales de los reactores de agua ligera, por varias
razones: la capa de carburo de silicio aislará a los productos que vayan
decayendo durante hipotéticamente un millón de años y dada su configuración
alrededor de la bola, la permitirán ser almacenada no sólo directamente en la
planta, sino también pensando en el almacenamiento definitivo (AGP), cuya
solución no está del todo resuelta. En EEUU, por ejemplo, si deciden apostar
por el proyecto del PBMR, como parece presumible hagan en un futuro el
almacén definitivo se realizaría en Yucca Mountain.

El reactor PBMR
127
8.2.3.- Refrigerante
El PBMR es un reactor avanzado de grafito-gas; es decir que el refrigerante (el
medio encargado para el transporte de la energía) es, en este caso, un gas.
El gas, como medio de transporte de la energía, tiene una eficiencia más baja
frente a los reactores convencionales de agua, lo que requiere grandes
superficies de intercambio térmico, esto hace disminuir la densidad de
potencia; pero la posibilidad de emplear ciclos Brayton, como es el caso del
PBMR, hace mucho más eficiente la planta de producción de energía eléctrica,
aumentando el rendimiento del ciclo desde un 30% en reactores
convencionales de agua a prácticamente un 40% en el PBMR. Éste aspecto se
comentará con mayor detalle más adelante al tratar el ciclo termodinámico de
la central.
El refrigerante usado en el PBMR es helio. El helio debe usarse en ciclos
cerrados, sin embrago presenta notables ventajas frente a su principal
predecesor en los antiguos reactores de gas (GCR): el dióxido de carbono,
buen transmisor de calor pero de fácil activación neutrónica.
Es precisamente la baja sección eficaz frente a las reacciones neutrónicas el
principal atractivo de helio como refrigerante. Así se consigue que la
radiactividad en el primario sea muy baja, prácticamente inexistente (esto unido
al blindaje que supone la configuración de las partículas TRISO, convierten al
PBMR en un reactor muy seguro como se comentará más adelante)
Además el helio es químicamente inerte, pudiendo trabajar por ello a muy altas
temperaturas. Sin embargo, durante la operación normal pueden surgir
impurezas en el helio, que no deben reaccionar con otros elementos del
sistema, para ello existe un sistema de purificación del helio que está
continuamente en funcionamiento.

El reactor PBMR
128
El helio, aunque por ser gas no pueda ser considerado un gran refrigerante,
posee buenas propiedades de transmisión del calor a presiones modestas (de
20 a 50 atm), con un coste aceptable de bombeo.
El helio asimismo posee la función de control durante la operación normal. La
temperatura del núcleo se modera mediante subidas y bajadas de la presión
del helio. Con más helio en la vasija la presión se incrementa y la transmisión
de calor es mayor, lo que refrigera más el núcleo. Mayor refrigeración del
núcleo hace aumentar la potencia. Y, por el contrario, si extraemos helio se
reduce la presión, la transmisión de calor es peor, el núcleo se calienta y
disminuye la potencia.
Tabla 8. 1 Propiedades físicas del Helio
Densidad 0,1785 km/m3
Peso atómico 4,002602 umas
Radio atómico calculado/covalente 31pm/32pm
Configuración electrónica 1s2
Estructura cristalina Hexagonal
Estado de la materia Gas
Punto de fusión 0,95K (a 26 atm)
Punto de Ebullición 4,22 K
Entalpía de vaporización 0,0845 KJ/mol
Entalpía de fusión 5,23 KJ/mol
Velocidad del sonido 970 m/s a 293,15 K
Calor específico 5193 J/(Kg·K)
Conductividad térmica 0,152 W/(m·K)
Isótopo más estable 4He (99,999863%) estable

El reactor PBMR
129
8.2.4.- Estructura interna del reactor
Un reactor PBMR se compone esencialmente de una vasija de acero
presurizada (RPV), que mide 6,2 m de diámetro interior y sobre 27 m de altura
y contiene alrededor de 450.000 esferas de combustible. La RPV consiste en
una vasija de acero recubierta interiormente de 1 m de ladrillos de grafito, que
sirve como medio reflector de neutrones y aislante térmico pasivo. El
combustible se estructura en anillos cilíndricos concéntricos en cuyo eje existen
también ladrillos de grafito reflectores de neutrones. El grafito esta perforado
verticalmente en la parte superior para introducir los diferentes elementos de
control, que informaran básicamente del estado de criticidad del reactor.
Existen dos sistemas distintos para el control de la criticidad del reactor, unas
varas que se insertan en los orificios del reflector periférico, y unas pequeñas
bolas de un absorbente neutrónico que se cuelan por los orificios del reflector
central (Figura 8. 5 Esquema del reactor con corte en su parte superior.).

El reactor PBMR
130
Figura 8. 5 Esquema del reactor con corte en su parte superior.

El reactor PBMR
131
Figura 8. 6 Reactor PBMR en posición horizontal.
8.2.5.- Procesos energéticos
Cada reacción nuclear produce aproximadamente 200 MeV de energía, esta
energía se deposita en forma de calor en las esferas de combustible. En estos
elementos se produce un proceso de conducción hacia la periferia de las bolas
y luego un proceso de convección desde ese borde al refrigerante. La
extracción del calor generado por la reacción nuclear se realiza mediante gas
helio. El helio entra en la vasija a una temperatura de unos 500 ºC y 9 MPa de
presión. El gas entra en contacto con el combustible caliente y sale de la vasija
calentado a una temperatura de aproximadamente 900ºC. A esta temperatura
el gas puede tener distintas aplicaciones, puede utilizarse para procesos de
calefacción, generación de hidrógeno, desalinización de aguas o lo que es mas
habitual, iniciar un proceso termodinámico cuyo objetivo sea realizar un trabajo.
Para ello el gas se expande en una turbina, que esta conectada a un
alternador a través de una caja de cambios por un lado, y por el otro a un
compresor. El refrigerante sale de la turbina a 500ºC y 2,6 MPa, después el gas
es enfriado en un recuperador, enfriado de nuevo en un cambiador de calor con
agua del secundario, comprimido en dos etapas y recalentado en el
recuperador para aumentar el rendimiento termodinámico, finalmente el gas

El reactor PBMR
132
vuelve a ser enviado al reactor. Este, excluyendo el recuperador, es un típico
ciclo Brayton (figura 7) con un circuito secundario de agua para el enfriamiento.
El hecho de poder trabajar con un refrigerante gaseoso que se expanda en una
turbina de gas aumenta significativamente el rendimiento termodinámico.
Mientras que un típico LWR tiene un rendimiento de un 33% aprox., el PBMR
consigue rendimientos de más del 40%. La mejora de los materiales podría
elevar las temperaturas de operación elevándose así el rendimiento del ciclo
hasta valores de un 50%
.
Figura 8. 7 Ciclo termodinámico Brayton sin recuperador de un reactor PBMR.
1-2: Calentamiento dentro de la vasija.
2-3: Expansión en la turbina.
3-4: Primer enfriamiento.
4-5: primera compresión.
5-6: Segundo enfriamiento.
6-1: Segunda compresión.
h
s
1
2
3
4
5
6

El reactor PBMR
133
Figura 8. 8 Dibujo 3D del ciclo del gas. Si seguimos la figura podemos analizar el circuito del refrigerante: El gas sale del reactor caliente por la tubería amarilla, se expande en la turbina, circula por la tubería morada al recuperador donde pierde calor, a través de las tuberías rojas va a los enfriadores, después hacia el compresor por las tuberías rosas, y es enviado por las verdes finitas hacia el recuperador donde absorbe calor, por último sale de los recuperadores por los conductos azules hacia el reactor de nuevo.

El reactor PBMR
134
Figura 8. 9 Esquema de una central PBMR.
8.2.6.- Sistema de operación
El combustible se transporta del fondo de la vasija a la parte superior, se
comprueba el grado de quemado y se introduce de nuevo si el combustible no
esta gastado o se envía a tanques de combustible quemado. Todo esto se
realiza con el reactor operando a máxima potencia. Por cada elemento
combustible eliminado se introduce una nueva en la vasija.
La idea es operar ininterrumpidamente durante 6 años, antes de realizar
ninguna prueba de mantenimiento. De todas maneras como este es el primer
modelo habrá que hacer paradas para realizar diferentes pruebas de
evaluación de sistemas y componentes.
Podemos considerar dos tipos de paradas, las llamadas: parada fría y parada
caliente. La parada se realizará introduciendo las barras de control y la puesta
en marcha haciendo el reactor crítico que empezará a generar calor, a una
temperatura definida conectamos el ciclo Brayton y el sistema se autosostiene.

El reactor PBMR
135
8.3.- Estructura de la central
El edificio modular que alberga toda la producción de potencia esta diseñado
para soportar importantes esfuerzos externos como impacto de aviones,
tornados, o explosiones causadas por saboteadores.
El grosor del hormigón armado de techo y paredes de esta estructura es de
1m. Dentro del edificio modular, hay otra barrera de hormigón también llamada
ciudadela que contiene la RPV y la unidad de conversión de potencia (PCU). El
grosor de pared alrededor de la RPV es de 2,2 m. La PCU contiene las dos
turbinas de alta y de baja y los cambiadores de calor.
Figura 8. 10 Esquema de la central en módulos.

El reactor PBMR
136
Figura 8. 11 Edificio que contiene la PCU, unidad de producción de potencia.
8.4.- Seguridad
El reactor PBMR es intrínsecamente seguro debido a diseño, materiales,
combustible y física implicada. Por ello en caso de accidente severo no es
necesaria la actuación humana en el corto y medio plazo.
Normalmente los accidentes nucleares vienen ocasionados por un
sobrecalentamiento. Después de una parada, el reactor continúa generando un
calor residual debido a la desintegración radiactiva de los productos de fisión, si
este calor no se libera podría ocasionar graves daños al combustible y podrían
liberarse productos radiactivos en caso de roturas. En los reactores
convencionales el calor se libera de una manera activa, por ejemplo, por
bombeo de refrigerante agua. Un sistema así puede fallar, por eso en reactores
convencionales se necesita duplicar este sistema por si el primer sistema falla.
En un reactor PBMR este daño por sobrecalentamiento se trata de diferente
manera al estar refrigerado por un gas. El PBMR combina una muy baja
densidad de potencia (1/30 de la densidad de un PWR) y un combustible
fragmentado en millones de partículas independientes. La transmisión de calor
se produce casi de manera inmediata, pudiéndose considerar nulo el gradiente

El reactor PBMR
137
térmico en cada partícula combustible, de manera que en caso de pérdida de
refrigerante, la convección natural impone una temperatura tope, inferior al la
de dañado de materiales ni a la de fusión.
El sistema de protección del reactor se dispara cuando ciertos parámetros
exceden un cierto nivel como: flujo neutrónico (proporcional a la potencia) y
temperatura del reactor. El sistema de instrumentación da información sobre
parámetros importantes durante y después de algún “accidente base de
diseño”. Llamamos “accidente base de diseño” a todos aquellos accidentes
tenidos en cuenta durante el diseño de la planta y que podrían considerarse
como una amenaza para el núcleo, el personal o las poblaciones colindantes.
Los sistemas están desarrollados según los estándares reconocidos por la
Comisión de Regulación Nuclear (NRC) en USA, que marca universalmente los
estándares de seguridad.
La seguridad de una planta PBMR se regirá según una regulación de enero
2006, que afectará a:
1. Construcción e instalación
2. Transporte de combustible, llenado de la vasija, alcanzar criticidad y
ascensión a potencia nominal
3. Operación
4. Desmantelamiento
Para la obtención de licencias se deberán cumplimentar informes demostrando
la completa seguridad de las instalaciones, y estos ser aprobados por el
consejo de regulación nuclear.

El reactor PBMR
138
8.5.- Ventajas e inconvenientes
En el plano técnico, nos encontramos ante un reactor con varios atributos de la
IV Generación incorporados a su diseño, y que aprovecha décadas de
investigación de distintas potencias nucleares acerca de reactores de gas de
alta temperatura (Francia, EEUU, Alemania...), por lo que cabe esperar más
ventajas, o mejor dicho, innovaciones en el diseño que supongan algún valor
añadido respecto a reactores tradicionales de gas y alta temperatura.
En el económico, hay que reconocer que según la fuente consultada
encontramos datos y perspectivas prácticamente contrapuestos; para Eskom
(la empresa eléctrica sudafricana que explotará las centrales) y la South African
PBMR Company Ltd, las expectativas son inmejorables, se trata poco menos
que de una auténtica revolución en el mercado de la generación de energía
nuclear, mientras que numerosas organizaciones (muchas de ellas ecologistas
o en contra de la energía nuclear), así como profesores de distintas
universidades cuestionan en sus artículos la viabilidad económica del proyecto.
En el lado de las ventajas, podemos decir del proyecto PBMR que:
• Es un diseño intrínsecamente seguro: existe un techo para la
temperatura que puede alcanzar el combustible gracias a que, por un
lado, la densidad de potencia es mucho más baja que la de centrales
convencionales (1/30 que una PWR), y por otro el material fisible se
encuentra totalmente disperso en las bolas de combustible, en forma de
miles de millones de pequeñas partículas independientes.
• Además, al usar helio, que es un gas inerte, como refrigerante, se evita
la presencia de oxígeno en el reactor, por lo que se eliminan dos
posibles fuentes de problemas como son la oxidación y las reacciones
químicas.

El reactor PBMR
139
• El aumento continuado de demanda de energía a nivel mundial supone
una excelente oportunidad comercial, de la que esperan obtener 3000
millones $ al año, a razón de entre 20 y 30 unidades vendidas/año.
• El diseño modular permite adaptarse a las necesidades de producción
incorporando nuevos grupos con relativa facilidad.
• El material fisionable a extraer de las bolas gastadas es mínimo;
además, dado que se encuentra disperso en forma de miles de
pequeñas partículas, resulta casi imposible separarlo y que pueda ser
utilizado para fabricar armamento nuclear.
• El rendimiento del proceso es mayor que el de las centrales
convencionales, lo cual revierte en un mejor aprovechamiento del
combustible y por tanto un menor volumen de residuos generado.
Además, las altas temperaturas que se manejan en la operación
permitirían que además de producir electricidad, el calor obtenido
sirviera para producción de hidrógeno, calefacción y desalinización.
• La tecnología nuclear (lógicamente, el PBMR también) presenta una
alternativa a la producción masiva de electricidad con combustibles
fósiles con importantes ventajas, como son el hecho de que haya
materias primas (Uranio, Torio...) para miles de años y que no emita
gases de efecto invernadero en su operación.
En cuanto a las desventajas, destaca que:
• La recarga continua en teoría es ventajosa, dado que aumenta los
factores de carga y disponibilidad, pero en la práctica no se ha
conseguido todavía llevarla a cabo satisfactoriamente, sin que se
presentaran problemas de distinto tipo en este proceso.
• Además, la recarga continua supone una manipulación del combustible
mucho más continuada, que se traduce en más transportes con mayor
frecuencia (la empresa afirma que dos camiones abastecerían
semanalmente 22 reactores PBMR, frente aun único transporte anual
para centrales convencionales).
• Los precedentes comerciales de reactores de gas de alta temperatura
son poco halagüeños; Alemania, EEUU, Japón... han tenido que

El reactor PBMR
140
abandonar proyectos de este tipo de centrales con enormes costes
económicos para los contribuyentes.
• En cuanto a las perspectivas de exportación, es difícil saber hasta qué
punto es realista la previsión de exportar en torno a 20 unidades al año,
puesto que unido a que la mayoría de los gobiernos no apuestan en
estos momento por la tecnología nuclear, de hacerlo es esperable que
prefieran apostar por tecnologías tradicionales (PWR, BWR...) que le
hayan dado resultados satisfactorios en el pasado.
• La baja densidad de potencia de estas instalaciones proporciona
ventajas en cuanto a seguridad, pero aumenta de forma drástica el
tamaño de la instalación; dos grupos completos ocuparían la superficie
de un campo de fútbol, para producir “tan sólo” 330 MW.

El reactor PBMR
141
8.6.- Circuito de acoplamiento Para extraer la energía del ciclo del reactor es necesario un circuito de
refrigeración que alimente a precooler e intercooler. Además, dicho circuito
constituye la segunda barrera impuesta por los criterios de seguridad. Las
características del circuito dependen, en primer lugar, de sí se alimenta el MED
con vapor o con agua caliente.
Para el modelado del circuito de acoplamiento se emplean intercambiadores de
calor, (HEAT EXCHANGER), y tanques de flash, (FLASH TANK). El
componente FLASH TANK representa un tanque donde el agua sufre una
expansión brusca y, como consecuencia, se vaporiza. En su formulación se
emplean ecuaciones de balance térmico.
8.6.1.- Alimentación con vapor
Se consideran dos posibles disposiciones: disposición serie (Fig. 7.2) y
disposición paralelo (Fig. 7.3)
La disposición serie consiste en mezclar las corrientes de salida de precooler e
intercooler para introducirlas directamente en el intercambiador intermedio
denominado HEAT TRANSFORMER. Al mezclar las corrientes, la temperatura
disponible a la entrada de dicho intercambiador es la media de las de salida de
precooler e intercooler. En la disposición paralelo, las corrientes de precooler e
intercooler discurren independientemente hacia dos intercambiadores
separados (el HT1 conectado al precooler y el HT2 al intercooler). La
temperatura disponible a la entrada del HT1 es superior a la del esquema serie.
A cambio, el agua por los tubos viene ya caliente del HT2, lo que impide el
aprovechamiento eficiente de la energía extraída del precooler. Además, el
esquema paralelo requiere dos intercambiadores intermedios, lo que supone
una menor fiabilidad y un mayor coste. Por estos motivos se opta normalmente
por el esquema de acoplamiento serie.

El reactor PBMR
142
Para producir el vapor se emplea un tanque de expansión flash. El vapor
alimenta al MED y, una vez condensado, se incorpora a la corriente de agua
potable.
En el vapor condensado queda cierta cantidad de calor que sería pensable
aprovechar en un segundo MED alimentado con agua. Sin embargo, los
caudales de trabajo son demasiado pequeños como para que esta opción
resultase rentable.
Figura 8. 12 Esquema del acoplamiento serie para suministro de vapor al MED
INTERCOOLERPRECOOLER
HEATTRANSFORMER
HEAT SINK
FLASH TANK
COUPLING SCHEME 1GT-MHR to MED COUPLING
BLOWDOWN
MAKE UP
REACTOR
Steam to MED
SEAWATER
HEAT SINK

El reactor PBMR
143
Figura 8. 13 Esquema de acoplamiento paralelo para suministro de vapor al
MED
Las pérdidas de agua en el tanque de flash se compensan mediante un caudal
de reposición alimentado por agua de mar, lo que obliga, a su vez, a establecer
un caudal de purga para evitar que la salinidad en el ciclo supere los valores
admisibles.
La salinidad máxima corresponde a la corriente de salida del tanque de flash.
Para el valor máximo admisible de ésta (Smáx), se puede calcular la salinidad
del flujo de entrada al tanque (Sciclo) y ajustar los caudales de purga y
reposición.
1. Salinidad a la entrada del tanque:
Sciclo = ciclo
vaporciclo
FFF −
. Smáx
PRECOOLER
HEATTRANSFORMER 1
HEAT SINK
FLASH TANK
COUPLING SCHEME 2GT-MHR to MED COUPLING
BLOWDOWN
MAKE UP
REACTOR
Steam to MED
SEAWATER
INTERCOOLER
HEATTRANSFORMER 2
HEATSINK
HEATSINK

El reactor PBMR
144
2. Variación de la salinidad del ciclo:
∆S = Freposición . Sm – Fpurga . Sciclo
3. Caudal en el ciclo constante:
Freposición = Fpurga + Fvapor
Se considerará como valor máximo de salinidad en el ciclo 65,000 ppm.
8.6.2.- Alimentación con agua caliente
En caso de alimentar al MED directamente con agua, el circuito intermedio se
simplifica notablemente, dado que no es necesario introducir el tanque de flash,
y, al no haber pérdidas que compensar, tampoco lo son los caudales de
reposición y purga.
Figura 8. 14 Esquema de acoplamiento serie para suministro de agua caliente
al MED
INTERCOOLERPRECOOLER
HEATTRANSFORMER
HEAT SINK
COUPLING SCHEME 3GT-MHR to MED COUPLING
REACTOR
MED
HEATSINK

El reactor PBMR
145
Otra de las ventajas de alimentar con agua es que permite disminuir
considerablemente el tamaño de los conductos. Por el contrario, obliga a
trabajar con caudales muy superiores: la energía liberada por la condensación
de 1 kg. de vapor a 50 ºC equivale a la aportada por un salto desde 60 a 50 ºC
de 57 kg. de agua. Ahora bien, el volumen que ocupa el vapor es de 12.05 m3,
frente a los 0.057 m3 que ocupa el agua. Esto supone unos conductos de un
tamaño 15 veces superior para el vapor que para el agua (considerando una
velocidad de flujo de 2 m/s).
El esquema de acoplamiento sería como el que se muestra en la figura 7.4. El
acoplamiento paralelo se ha desestimado por los motivos ya expuestos.
Para que el MED tenga una buena eficiencia, es preciso extraer el agua del
mismo a una temperatura relativamente alta. Esto posibilita el aprovechamiento
del calor remanente en un segundo MED más pequeño. Un esquema típico se
muestra en la figura 7.5
Fig. 7.5 – Esquema de acoplamiento serie para dos MED en cascada
Figura 8. 15 Acoplamiento serie con dos MED colocados en serie
En cualquier caso es necesario refrigerar la corriente para un buen
aprovechamiento del calor disponible en el HEAT TRANSFORMER.
INTERCOOLERPRECOOLER
HEATTRANSFORMER
HEAT SINK
COUPLING SCHEME 4GT-MHR to MED COUPLING
REACTORMED 1
MED 2

Modelado de una planta desaladora con ECOSIMPRO
146
9.- MODELADO DE UNA PLANTA DESALADORA CON ECOSIMPRO
9.1.- ECOSIMPRO como herramienta de modelado.
EcosimPro es una herramienta matemática de modelado y simulación de
sistemas dinámicos representables por ecuaciones algebraico-diferenciales y
eventos discretos.
Mediante un lenguaje propio (EL) el modelador crea librerías de componentes
(válvulas, tuberías, calderas, condensadores, controladores, intercambiadores
de calor, etc.). Estos componentes se pueden reutilizar después para crear
otros más complejos basados en ellos. El lenguaje EL permite expresar de
forma sencilla las ecuaciones y eventos que gobiernan cada componente. EL
esté orientado al objeto y pueden heredarse unos componentes de otros
(herencia simple y múltiple), agregar instancias, etc.
EcosimPro se encarga internamente de extraer las ecuaciones del modelo final,
transformarlas simbólicamente, detectar problemas de exceso de variables,
resolver automáticamente lazos algebraicos lineales y no lineales y reducir el
índice (por medio de derivación simbólica) cuando se encuentre problemas
predeterminados.
Finalmente son los resolvedores de ecuaciones lineales, no lineales y
ecuaciones algebraico-diferenciales los encargados de obtener la solución de
cada problema particular, aunque este proceso permanece oculto al
modelador, con lo cual se puede concentrar en el sistema físico, dejando a
EcosimPro preocuparse de los aspectos complejos de manejo y optimización
del modelo matemático.
EcosimPro proporciona la capacidad de crear nuevos componentes
gráficamente, mediante SmartSketch, una herramienta CAD. Para cada
componente puede definirse un icono que después permitirá su reutilización,
sin más que arrastrar, soltar y conectar, para crear nuevos componentes.

Modelado de una planta desaladora con ECOSIMPRO
147
EcosimPro dispone de un monitor desde el que se puede ejecutar las
simulaciones y seguir la evolución de cualquier variable gráficamente, bien en
función del tiempo, bien en función de otra variable. Desde este monitor se
permite interactuar con el modelo en tiempo de ejecución y, por ejemplo, con
ayuda de cursores, cambiar datos con el ratón de forma dinámica. Los gráficos
son exportables a paquetes de ofimática estándar como Word o Excel,
simplemente copiando y pegando.
Para reutilizar un modelo hecho con EcosimPro el usuario tiene dos
posibilidades:
• Trabajar como una clase C++ generada automáticamente por
EcosimPro con todo el código de simulación
• Trabajar con un control Actives generado por EcosimPro. Por ejemplo
para, mediante una programación muy simple en Visual Basic, ejecutar
simulaciones desde Excel.
Las librerías disponibles actualmente son: Circuitos Eléctricos, Control,
Turborreactores, Balance Térmico de plantas y Control Ambiental de Naves
Espaciales (ECLSS). En este proyecto se utiliza la librería de Balance Térmico,
THERMAL _ BALANCE, a la que se han añadido algún componente definido
por el usuario para el correcto modelado de la planta desaladora.
9.1.1.- La librería de Balance Térmico para EcosimPro
La librería de componentes THERMAL_BALANCE, especialmente
confeccionada para realizar análisis de balance térmico con EcosimPro se ha
desarrollado basada en la formulación de los antiguos componentes de HBAL
(programa interno de Empresarios Agrupados) corregida – donde corresponde
– para, aprovechando la potencia de los algoritmos de resolución de sistemas
de ecuaciones algebraico diferenciales que incorpora EcosimPro, dotarla de
capacidad de análisis en régimen transitorio. Con ello se integran las ventajas
de uno de los más modernos y efectivos paquetes de simulación del mercado

Modelado de una planta desaladora con ECOSIMPRO
148
actual con la experiencia de HBAL, habiendo obtenido un producto final de fácil
uso y gran utilidad que permite realizar y rodar modelos en tiempos
verdaderamente reducidos dentro de un entorno fácilmente manejable para el
usuario.
Actualmente la librería THERMAL BALANCE dispone de los siguientes
componentes:
Tabla 9. 1 Componentes de la librería Termal Balance
COMPONENTES ABSTRACTOS
COMPONENTE
FUNCION
Channel Componente con un puerto de entrada y otro de salida de
tipo water
Adiabatic
Channel Channel con igualdad de entalpías de entrada-salida
Burneo Componente de gas en el que se produce combustión
COMPONENTES OPERATIVOS
COMPONENTE
FUNCIÓN
Airlnlet Suministro de aire
Alternator Alternador eléctrico
Aux_turbine Turbina auxiliar
Boiler Caldera
Chamber Cámara de combustión
Compressor Compresor
Conden_SPE Condensador no principal
Condenser Condensador principal

Modelado de una planta desaladora con ECOSIMPRO
149
Deaerator Desaireador
Dereheat Desrecalentador
Divider Divisor de agua
DrainCooler Enfriador de drenajes
Drum Calderín
Economizer Economizador
Evaporator Evaporador
FeedWaterHeater Calentador de ciclo
Flash_Tank Tanque de vaporización instantánea
Gas_inlet Entrada de gas
Gas_Turbox Turbina de gas
Gpipe_nat Tubería de gas
Heater Intercambiador de calor
Mixer Mezclador
MoistSeparator Separador de humedad
Motor Motor de combustión interna
Pipe Tubería
Pump Bomba
Split Divisor de gas
Reheater Recalentador de vapor (con vapor)
Superheater Sobrecalentador
Tower Torre de refrigeración
Turbine Escalón turbina de vapor
Turblp Turbina de baja presión
Turbhp Turbina de alta presión
Valve Válvula

Modelado de una planta desaladora con ECOSIMPRO
150
Los símbolos de estos componentes vienen representados en la siguiente
figura:
Figura 9. 1 Componentes predefinidos en la librería Termal Balance
9.1.2.- Componentes utilizados para la simulación de la planta desaladora
Para la simulación de la planta desaladora se han utilizado algunos de los
elementos que viene definidos en la librería TERMAL_BALANCE , y además se
ha tenido que definir un elemento nuevo que represente cada uno de los
efectos de la tecnología MED.
Los elementos utilizados son:

Modelado de una planta desaladora con ECOSIMPRO
151
• Condensador
• Mezclador de corrientes
• Divisor de corrientes
• Efecto MED
9.1.2.1.- Condensador ( Componente Conden_SPE ) Descripción Simula condensadores no principales como pueden ser los de off gas,
condensador de vapor de eyectores, condensador de vapor de sellos, etc..
Icono
Figura 9. 2 Símbolo del componente Conden_SPE Puertos:
Tabla 9. 2 Puertos del componente Conden_SPE
NOMBRE TIPO DIRECCION DESCRIPCIÓN
w_in water IN Entrada de agua
w_out water OUT Salida de agua
st_in water IN Entrada de vapor
dr_out water OUT Salida de drenaje
w_in
w_out
dr_out
st_in

Modelado de una planta desaladora con ECOSIMPRO
152
Variables externas:
Tabla 9. 3 Variables externas del componente Conden_SPE
NOMBRE TIPO UNIDADES DESCRIPCIÓN
D[3] ARRAY REAL - Coeficientes de pérdida de
carga
TÍTULO REAL TPU Calidad de la salida de
drenajes
eff REAL TPU Rendimiento del intercambio
térmico
presión_oper REAL bar,kg/cm2,Psia Presión de operación
num_cond INTEGER - Número de condensadores
en paralelo
dP_ref REAL bar,kg/cm2,PsiaPérdida de carga de
referencia
Q_ref REAL kg/s, Tn/h, Lb/h Caudal de referencia de
dP_ref
D : coeficientes de pérdida de carga lado tubos [ ] [ ] [ ] 2321 wDwDDP ⋅+⋅+=∆
siendo w el caudal de entrada al condensador
TÍTULO : Calidad del drenaje de salida
eff : eficiencia del intercambio térmico: Qintercambiado = Qaportado * eff
Presion_oper : definición de la presión de carcasa del condensador
num_cond : número de condensadores en paralelo simulados, de forma que
varios condensadores en paralelo se pueden simular como un solo equipo
dP_ref : pérdida de carga de referencia, que se sumará a la definida en el
dato D
Q_ref : Caudal de referencia de la pérdida de carga dP_ref de forma que la
pérdida de carga debida a dP_ref será:
2
2
___
refQuniwrefdP ⋅
siendo w_uni, el caudal por cada condensador igual a w_total / num_cond
Y la pérdida de carga total lado tubos será, por tanto

Modelado de una planta desaladora con ECOSIMPRO
153
[ ] [ ] [ ] 2
22
____3_21_
refQuniwrefdPuniwDuniwDDLOSSPRES ⋅+⋅+⋅+=
Parámetros:
Tabla 9. 4 Parámetros del componente Conden_SPE
NOMBRE TIPO DESCRIPCIÓN
Type ENUM Con_SPE_Type Tipo de condensador
Variables internas:
Tabla 9. 5 Variables internas del componente Conden_SPE
NOMBRE TIPO DESCRIPCIÓN
PRES_LOSS REAL Pérdida de carga
W_uni REAL Caudal por cada condensador
Formulación: Igualdad de caudales lado condensado y lado vapor:
w_in.W = w_out.W
st_in.W = dr_out.W
Caudal unitario por cada condensador:
condnumWinwuniw
_.__ =
Pérdida de carga lado agua:
[ ] [ ] [ ] 2
22
____3_21_
refQuniwrefdPuniwDuniwDDLOSSPRES ⋅+⋅+⋅+=
w_out.P = w_in.P – PRES_LOSS
Pérdida de carga lado vapor, según se haya definido type, tendremos:
Si type = Cond_Norm : dr_out.P = st_in.P
Si type= Cond_pres : dr_out.P = Presion_oper
Balance energético

Modelado de una planta desaladora con ECOSIMPRO
154
Se calcula la entalpía del drenaje en función de la presión y el título con la
función H2O_H_vs_PX
dr_out.H = H2O_H_vs_PX (dr_out.P, TÍTULO)
( ) effWinw
HoutdrHinstWinstHinwHoutw ⋅−⋅
+=._
._._._._._
9.1.2.2.- Mezclador de corrientes ( Mixer)
Descripción Representa un mezclador de flujo entre corrientes de agua
Icono
Figura 9. 3 Símbolo del componente Mixer
Puertos : Tabla 9. 6 Puertos del componente Mixer
NOMBRE TIPO DIRECCION DESCRIPCIÓN
w1_in water IN Primera entrada de fluido
w2_in Water IN Segunda entrada de fluido
w_out water OUT Salida de fluido
Variables No tiene
w_out
w1_in w2_in

Modelado de una planta desaladora con ECOSIMPRO
155
Formulación :
Balance de masas:
w_out.W = w1_in.W + w2_in.W
Balance de energía
w_out.WH = w1_in.WH + w2_in.WH
Balance de presiones
w_out.P = w1_in.P
Téngase en cuenta que la presión de salida se iguala a la de la primera entrada
siendo, por tanto, independiente de la presión de la segunda corriente de
entrada que, en este componente pierde su significado.
9.1.2.3.- Divisor de corrientes ( Divider) Descripción Representa un divisor de caudal (utilizable solamente para corrientes de agua /
vapor).
Icono
Figura 9. 4 Símbolo del componente Divider
Puertos: Tabla 9. 7 Puertos del componente Divider
NOMBRE TIPO DIRECCIÓN DESCRIPCIÓN
w_in water IN Entrada de fluido
w1_out water OUT Salida principal de fluido
w_in
w1_out w2_out

Modelado de una planta desaladora con ECOSIMPRO
156
w2_out water OUT Salida secundaria de fluido
Variables
Tabla 9. 8 Variables del componente Divider
NOMBRE TIPO UNIDADES DESCRIPCIÓN
W_fij REAL Kg/s, Tm/h, lb/h Caudal por salida
secundaria
W_por REAL TPU Tanto por uno de caudal
salida secundaria
H_out REAL KJ/kg, Kcal/kg, Btu/lb Entalpía por salida
secundaria
W_fij : caudal fijo por salida secundaria utilizado cuando divider_type es
distinto de Div_por
W_por : tanto por uno de caudal por salida secundaria. Utilizado cuando
divider_type = Div_por
H_out: Entalpía de salida secundaria. Utilizado cuando divider_type = Div_H
Parámetros: Tabla 9. 9 Parámetros del componente Divider
NOMBRE TIPO DESCRIPCIÓN
Type ENUM Divider _Type Tipo de Divisor
Formulación: Si el divisor es de tipo distinto de Div_por
w2_out.W = w_fij
Si es del tipo Div_por
w2_out.W = W_por * w_in.W
Si el divisor es de tipo distinto a Div_H
w2_out.H = w_in.H
w1_out.H = w_in.H

Modelado de una planta desaladora con ECOSIMPRO
157
Si el divisor es del tipo Div_H
w2_out.H = H_out
w_in.WH = w1_out.WH + w2_out.WH
En cualquier caso :
w_in.W = w1_out.W + w2_out.W
w1_out.P = w_in.P
w2_out.P = w_in.P
Este componente, que no es estrictamente necesario dentro del entorno
ECOSIM, dado que se admiten entradas de corrientes múltiples a un puerto, sí
es interesante en el caso muy particular de querer dividir un caudal con una
entalpía distinta al de la entalpía de entrada al equipo.
9.1.2.4.- Efectos del MED
9.1.2.4.1.- Efectos con precalentamiento (Efecto_med_pr)
Descripción
En cada uno de estos efectos se produce una alimentación de agua salada
(brine_in) que se pulveriza sobre una superficie de tubos por cuyo interior
circula el vapor generado en el efecto anterior (steam_in). Este vapor
proporciona calor para que una parte del agua salada se evapore. Otra parte
del agua salada se evapora debido a la menor presión que existe por la
presencia de una cámara flash.
El vapor generado (steam_out) y el agua salada no evaporada (brine_out)
pasarán al siguiente efecto. El vapor (steam_in), que se condensa (destilado)
en el efecto proporcionando energía para la evaporación, es el agua potable
producto final. Además, para aumentar la eficiencia del conjunto, el agua de
mar que se dirige hacia el primer efecto va sufriendo precalentamientos
sucesivos en cada una de los efectos (sea_in, sea_out).

Modelado de una planta desaladora con ECOSIMPRO
158
Icono:
Figura 9. 5 Símbolo del componente Efecto_med_pr
Puertos: Tabla 9. 10 Puertos del componente Efecto_med_pr
NOMBRE
TIPO
DIRECCION
DESCRIPCIÓN
sea_in water IN Entrada del agua de mar en el
precalentamiento
sea_out water OUT Salida del agua de mar del precalentamiento
brine_in water IN Corriente de agua salada que entra al efecto
brine_out water OUT Porción de agua salada que no se evapora en
la cámara
steam_in water IN Vapor que circula por el interior de los tubos
steam_out water OUT Porción de agua de salada que se evapora en
la cámara
destilado water OUT Corriente de condensado a la salida de los
tubos
brine_out
steam_out
destilado
brine_in
steam_in
sea_out sea_in

Modelado de una planta desaladora con ECOSIMPRO
159
Variables externas: Tabla 9. 11 Variables externas del componente Efecto_med_pr
NOMBRE
TIPO
UNIDADES
DESCRIPCIÓN
Pres_op REAL bar Presión de operación de las cámaras de
evaporación súbita
PCD REAL bar Pérdida de carga en la corriente de destilado
en la parte interior de los tubos
PCS REAL bar Pérdida de carga en la corriente de agua de
mar durante los precalentamientos
eff_ft REAL Eficiencia del intercambio térmico durante la
expansión
eff_pr REAL Eficiencia del intercambio térmico en el
precalentamiento
Variables internas: Tabla 9. 12 Variables internas del componente Efecto_med_pr
NOMBRE
TIPO
DESCRIPCIÓN
X1 REAL Calidad del vapor de la corriente de la porción de agua
salada no evaporada tras el paso por el efecto
X2 REAL Calidad del vapor de la corriente de la porción de agua
salada evaporada tras el paso por el efecto
Formulación: El balance de caudales entre todas las corrientes es:
sea_in.W = sea_out.W
steam_in.W = destilado.W
brine_out.W = brine_in.W - steam_out.W

Modelado de una planta desaladora con ECOSIMPRO
160
El balance de presiones en las corrientes es:
sea_out.P = sea_in.P - PCS
destilado.P = steam_in.P - PCD
brine_out.P = Pres_op
steam_out.P = Pres_op
Se imponen las condiciones de la calidad de vapor para dos de las corrientes
que salen del efecto, la del vapor evaporado, X2=1, y para la porción de agua
salada no evaporada, X1=0.
Conocida la calidad del vapor y las presiones en ambas corrientes se
determina la entalpía:
brine_out.H = H2O_H_vs_PX(brine_out.P,X1,IU())
steam_out.H = H2O_H_vs_PX(steam_out.P,X2,IU())
Por ultimo se realiza el balance de energía de todas las corrientes que entran y
salen de la cámara:
brine_in.WH - brine_out.WH - steam_out.WH + (sea_in.WH - sea_out.WH) *
eff_pr +(steam_in.WH - destilado.WH) * eff_ft = 0
9.1.2.4.2.- Efecto sin precalentamiento (Efect_med)
Descripción
En este efecto se realizan las mismas operaciones que se han descrito en los
efectos con precalentamiento. La diferencia se encuentra en que en estos
efectos no se produce el precalentamiento de la corriente de agua de mar que
se dirige hacia el efecto más caliente. Este tipo de cámara se sitúa como primer
y último efecto.

Modelado de una planta desaladora con ECOSIMPRO
161
Icono
Figura 9. 6 Símbolo del componente Efecto_med
Puertos: Tabla 9. 13 Puertos del componente Efecto_med
NOMBRE
TIPO
DIRECCION
DESCRIPCIÓN
Brine_in water IN Corriente de agua salada que entra al
efecto
Brine_out water OUT Porción de agua salada que no se evapora
en la cámara
Steam_in water IN Vapor que circula por el interior de los tubos
Steam_out water OUT Porción de agua de salada que se evapora
en la cámara
Destilado water OUT Corriente de condensado a la salida de los
tubos
brine_out
steam_out
steam_in
brine_in
destilado

Modelado de una planta desaladora con ECOSIMPRO
162
Variables externas: Tabla 9. 14 Variables externas del componente Efecto_med
NOMBRE
TIPO
UNIDADES
DESCRIPCIÓN
Pres_op REAL bar Presión de operación de las cámaras de
evaporación súbita
PCD REAL bar Pérdida de carga en la corriente de destilado
en la parte interior de los tubos
eff_ft REAL Eficiencia del intercambio térmico durante la
expansión
Variables internas. Tabla 9. 15 Variables internas del componente Efecto_med
NOMBRE
TIPO
DESCRIPCIÓN
X1 REAL Calidad del vapor de la corriente de la porción de agua
salada no evaporada tras el paso por el efecto
X2 REAL Calidad del vapor de la corriente de la porción de agua
salada evaporada tras el paso por el efecto
Formulación: El balance de caudales entre las distintas corrientes viene dado por las
siguientes ecuaciones:
steam_in.W = destilado.W
brine_out.W = brine_in.W - steam_out.W
El balance de presiones en las corrientes viene dado por:
destilado.P = steam_in.P – PCD
brine_out.P = Pres_op
steam_out.P = Pres_op

Modelado de una planta desaladora con ECOSIMPRO
163
Se impone la condición de la calidad del vapor en dos de las corrientes de
salida: el vapor generado en le efecto, X2=1 y el agua salada que no se
evapora, X1=0.
Conocidas las presiones y las calidades de vapor de estas dos corrientes se
determina la entalpía de las mismas:
brine_out.H = H2O_H_vs_PX(brine_out.P,X1,IU())
steam_out.H = H2O_H_vs_PX(steam_out.P,X2,IU())
Por último, se realiza el balance de energía entre todas las corrientes que
entran y salen del efecto:
brine_in.WH - brine_out.WH - steam_out.WH + (steam_in.WH - destilado.WH) *
eff_ft = 0
9.2.- Modelado de la planta desaladora con tecnología MED
Para la realización del programa que simula la planta desaladora con
tecnología MED, se han utilizado los elementos descritos en el apartado
anterior. En la Figura 9. 7 Esquema de una planta desaladora con tecnología MED se
muestra el esquema general de la planta.
El proceso que sigue el agua de mar es el siguiente: el agua salada es
aspirada y pasa por el condensador donde condensa el destilado del último
efecto. En este punto sufre un primer calentamiento de alrededor de 8 a 10 ºC.
El calor necesario para este calentamiento lo proporciona la condensación del
vapor generado en el último efecto que circula por el interior de los tubos del
condensador.
A continuación la corriente de agua se divide en dos, una de ellas alimenta el
módulo MED mientras que la otra es rechazada y vertida al mar. La corriente
que alimenta el MED sufre una serie de precalentamientos consecutivos en

Modelado de una planta desaladora con ECOSIMPRO
164
cada uno de los efectos por los que pasa, con el objeto de aumentar la
temperatura hasta aproximarla a la de evaporación existente en el 1º efecto.
Tras pasar por el último precalentador, el agua de alimentación es introducida
en el 1er efecto, pulverizándose sobre un intercambiador de calor de haz
tubular. Por el interior de los tubos de este intercambiador circula el fluido
caliente (vapor o agua caliente) que aporta la energía térmica que requiere el
proceso inicialmente.
Como consecuencia de la pulverización del agua de alimentación sobre el
intercambiador del 1er efecto, se evapora una fracción de la misma. El resto
de agua de alimentación que no se evaporó en el 1er efecto pasa al 2º, donde
se evapora otra fracción de la misma, gracias al calor que le cede el vapor que
proviene del 1er efecto. Esta evaporación se produce a una temperatura algo
inferior a la del 1er efecto, ya que la presión existente en las sucesivas celdas
es diferente y decreciente desde el primero hasta el último efecto. De este
modo se producen una serie de evaporaciones y condensaciones sucesivas
que conducen a la producción de una determinada cantidad de destilado.

Modelado de una planta desaladora con ECOSIMPRO
165
FUE
NTE
DE
CA
LOR
SA
LMU
ERA
DE
STI
LAD
O
VAPO
R
A GU
A D
E M
AR
Figu
ra 9
. 7 E
sque
ma
de u
na p
lant
a de
sala
dora
con
tecn
olog
ía M
ED

Modelado de una planta desaladora con ECOSIMPRO
166
9.2.1.- Elección del número de etapas
Como se verá mas adelante, el número de etapas o efectos que hay en una
planta de desalación es un parámetro fundamental a la hora del diseño de la
misma.
Para elegir el número de efectos que se van a utilizar se tienen en cuenta
varios factores:
• Condiciones de temperatura de la fuente de calor (TVAP) La temperatura del vapor o del agua caliente va a definir la temperatura del
primer efecto, ya que esta temperatura tiene que ser inferior a la de la fuente de
calor para que el vapor se condense o el agua caliente se enfríe.
• Salto de temperatura que sufre la corriente del agua de mar a su paso por cada efecto en el precalentamiento (Tpreh) El estudio de la variación de Tpreh nos llevará a comprobar como cuanto mayor
es este salto, menor energía se tiene para evaporar el agua de mar que llega al
efecto, consecuentemente menor vapor se produce.
• Diferencia de temperaturas entre efectos.
En una planta MED la evaporación se realiza por un lado a través de un
intercambiador, por cuyo interior se condensa el vapor producido en el efecto
anterior; y por otro, mediante el salto de presión que sufre la corriente de agua
de mar al pasar de un efecto a otro.
• Salto de temperatura que sufre el agua de mar en el condensador
(∆TCOND)
El primer calentamiento que sufre la corriente de agua de mar es en el
condensador gracias a la condensación del vapor generado en el último efecto.
El calentamiento será mayor o menor en función del caudal de agua de mar
que sea aspirado. Por lo tanto, el ∆TCOND define el caudal de agua de mar
aspirada, pero no la introducida a la instalación desaladora. Además queda
definida la temperatura a la que se encuentra el último efecto, pues como es
lógico dicho salto no puede ser superior a la temperatura de trabajo del primer
efecto con precalentamiento, ya que en tal caso la transferencia de calor
ocurriría en la dirección inversa a la deseada.

Modelado de una planta desaladora con ECOSIMPRO
167
Para obtener un valor del número de efectos se toma el número entero más
próximo dado por la siguiente ecuación:
(Tvap−TDD) − (20 + ∆Tcond + TDD)∆Tpreh
+1
donde se ha tomado un TDD, diferencia de temperaturas entre el flujo de
alimentación de calor y la temperatura de trabajo del primer efecto, de 5ºC, la
temperatura del vapor, Tvap, será un valor que quede fijado con la elección de la
fuente, y los valores del salto de temperatura que sufre la corriente de agua de
mar en el condensador, Tcond, y en los efectos, Tpreh, son variables.
9.2.2.- Ejemplo de una planta MED modelada con EcosimPro
Para visualizar como trabaja el programa EcosimPro se analiza el programa de
una planta de 5 etapas. El programa tiene dos partes bien diferenciadas. En la
primera parte se definen los elementos que van a ser utilizados y en la segunda
se desarrollan las ecuaciones que representan los procesos físicos que tienen
lugar
LIBRARY THERMAL_BALANCE
COMPONENT MED_serie_5
PORTS
IN THERMAL_BALANCE.Water heat_source
IN THERMAL_BALANCE.Water sea_water
OUT THERMAL_BALANCE.Water fresh_water
OUT THERMAL_BALANCE.Water salmuera
OUT THERMAL_BALANCE.Water rebuff_water
TOPOLOGY
THERMAL_BALANCE.Efecto_med Efecto_med_1 ( Pres_op = P1,
PCD = 0, eff_ft = 1)

Modelado de una planta desaladora con ECOSIMPRO
168
THERMAL_BALANCE.Efecto_med_pr Efecto_med_pr_2(Pres_op= P2,
PCD = 0, PCS = 0, eff_ft = 1,eff_pr = 1)
THERMAL_BALANCE.Efecto_med_pr Efecto_med_pr_3(Pres_op = P3,
PCD = 0, PCS = 0,eff_ft = 1, eff_pr = 1)
THERMAL_BALANCE.Efecto_med_pr Efecto_med_pr_4 (Pres_op =P4,
PCD = 0, PCS = 0, eff_ft = 1, eff_pr = 1)
THERMAL_BALANCE.Efecto_med Efecto_med_5 ( Pres_op = P5,
PCD = 0,eff_ft = 1)
THERMAL_BALANCE.mixer mixer1
THERMAL_BALANCE.mixer mixer2
THERMAL_BALANCE.mixer mixer3
THERMAL_BALANCE.mixer mixer4
THERMAL_BALANCE.Conden_SPE ( type = Cond_norm) Condenser (
dP_ref = 0, Q_ref = 1000, D = {0, 0, 0}, TITULO = 0, efficiency = 1,
presion_oper = 0.95, num_cond = 1)
THERMAL_BALANCE.Divider ( type = Div_fij) Divider (
W_fij = 1936667, W_por = 0, H_out = 0)
CONNECT Efecto_med_1.brine_out TO Efecto_med_pr_2.brine_in
CONNECT Efecto_med_1.steam_out TO Efecto_med_pr_2.steam_in
CONNECT Efecto_med_pr_2.steam_out TO Efecto_med_pr_3.steam_in
CONNECT Efecto_med_pr_3.brine_out TO Efecto_med_pr_4.brine_in
CONNECT Efecto_med_pr_3.steam_out TO Efecto_med_pr_4.steam_in
CONNECT Efecto_med_pr_4.brine_out TO Efecto_med_5.brine_in
CONNECT Efecto_med_pr_4.steam_out TO Efecto_med_5.steam_in
CONNECT Efecto_med_pr_2.brine_out TO Efecto_med_pr_3.brine_in
CONNECT heat_source TO Efecto_med_1.steam_in
CONNECT mixer4.w_out TO fresh_water
CONNECT mixer3.w_out TO mixer4.w2_in
CONNECT mixer2.w_out TO mixer3.w2_in
CONNECT mixer1.w_out TO mixer2.w2_in
CONNECT Condenser.dr_out TO mixer4.w1_in
CONNECT Efecto_med_5.steam_out TO Condenser.st_in
CONNECT Efecto_med_5.destilado TO mixer3.w1_in

Modelado de una planta desaladora con ECOSIMPRO
169
CONNECT Efecto_med_pr_4.destilado TO mixer2.w1_in
CONNECT Efecto_med_pr_3.destilado TO mixer1.w1_in
CONNECT Efecto_med_pr_2.destilado TO mixer1.w2_in
CONNECT sea_water TO Condenser.w_in
CONNECT Condenser.w_out TO Divider.w_in
CONNECT Efecto_med_pr_4.sea_out TO Efecto_med_pr_3.sea_in
CONNECT Efecto_med_pr_2.sea_out TO Efecto_med_1.brine_in
CONNECT Efecto_med_pr_3.sea_out TO Efecto_med_pr_2.sea_in
CONNECT Divider.w2_out TO Efecto_med_pr_4.sea_in
CONNECT Efecto_med_5.brine_out TO salmuera
CONNECT Divider.w1_out TO rebuff_water
END COMPONENT
El programa de simulación EcosimPro, como ya se ha dicho, nos permite la
modelización de la planta gracias a la aplicación gráfica SmartSketch. Una vez
que se tiene dibujada la planta se genera el programa con el que se realizaran
los diferentes experimentos.
En el programa se definen las presiones a las que se encuentran cada uno de
los efectos (P1, P2, P3, P4, P5) y el caudal que alimentará el modulo MED se
fija en el divisor de corriente. En los experimentos se tomará siempre un caudal
de alimentación de agua salada al MED de 1.000 Kg/s. De esta forma se
igualarán las condiciones de trabajo de las diferentes plantas a ensayar, para
poder compararlas.
En el caso de una planta con 5 efectos, el programa pedirá 14 variables como
dato. Existirán múltiples combinaciones de catorce variables que permitan
resolver el problema. El programa ofrece una combinación de variables, pero
en cada caso se tendrá que tener en cuenta los datos de los que se dispone.
Cada conjunto de 14 variables formará una partición, dentro de la cual se
realizarán los experimentos, que consistirán en dar diferentes valores a las
variables.

Modelado de una planta desaladora con ECOSIMPRO
170
Figura 9. 8 Pantalla de dialogo del programa EcosimPro en la que se eligen las
variables que serán datos
En la figura anterior se observa la pantalla donde se eligen las variables de la
partición. El programa da una combinación de variables que se pueden utilizar,
aunque no es necesario que sean esas mismas variables las que se utilizan.
Para el modelo que se quiere diseñar (ver Figura 9. 9 Modelo de la planta MED de 5
etapas) hay que considerar los siguientes aspectos:
• El salto de temperatura que sufre la corriente de agua de mar en el
condensador viene determinado por el caudal que se haga circular por el
mismo (punto a). Se tiene, que para la misma cantidad de vapor a
condensar, un mayor caudal de agua salada implicará un menor salto de
la temperatura de la corriente. Conviene dejar la temperatura a la salida
del condensador variable, para poder ajustarla al salto deseado, con el
caudal de agua salada. No se tomará, por tanto, la temperatura a la
salida del condensador como dato. Si se introduce directamente la

Modelado de una planta desaladora con ECOSIMPRO
171
temperatura a la salida del condensador como dato, el experimento
presenta luego mayores problemas de convergencia y exigirá un mayor
número de variables a inicializar.
• Se fija el salto de temperatura que la corriente de agua salada sufre en
cada calentamiento en los distintos efectos. Esto obliga a dar las
entalpías de los puntos b, c y d.
• El vapor generado en cada efecto se condensa en el siguiente efecto (y
en el condensador para el caso del último efecto). Para tener en cuenta
este hecho hay que definir la entalpía del destilado, y para ello hay que
considerar que el vapor se condensa y además se enfría hasta la
temperatura que existe en el efecto, de esta manera se gana en
rendimiento, ya que, se proporciona más energía para evaporar más
líquido. Definimos las entalpías de los puntos e, f, g, h.
• Se definen las condiciones del agua de mar (punto i): caudal,
temperatura y presión; y las de la fuente de calor (punto j): vapor o agua
caliente, presión, temperatura y caudal.
• Por último, se define la temperatura a la que se condensa el vapor de la
fuente de calor o la temperatura a la que se enfría el agua caliente, en el
primer efecto (punto k)

Modelado de una planta desaladora con ECOSIMPRO
172
Figu
ra 9
. 9 M
odel
o de
la p
lant
a M
ED
de
5 et
apas

Modelado de una planta desaladora con ECOSIMPRO
173
Una vez que se han elegido las variables que van a actuar como datos, se
realiza un experimento dando valores a las variables. A continuación se
compila el experimento y se ejecuta. Se obtiene los valores de todas las
variables en todos los puntos del sistema: presión, P, temperatura, T, calidad
del vapor, X, entalpía, H, entropía, S, densidad, rho, caudal, W y energía, WH.
Figura 9. 10 Pantalla de dialogo del programa EcosimPro en la que se dan los
valores a las variables elegidas como datos
En la figura anterior se muestra la pantalla del programa en la que aparece el
experimento. En un primer lugar, aparecen las variables que van a ser
utilizadas como datos (BOUNDS) y a continuación esta el cuerpo (BODY) del
experimento.

Modelado de una planta desaladora con ECOSIMPRO
174
9.3.- Modelado del Acoplamiento
El reactor utilizado es un reactor de tipo PBMR con una potencia térmica de
400 MW que desarrollan una potencia eléctrica de 175 MWe. De la
refrigeración del reactor se obtiene un caudal de agua de 1000 Kg/s a dos
temperaturas distintas (el agua procede del precooler y del intercooler) de 61 y
54 ºC respectivamente. Es posible aumentar dicha temperatura a costa de
disminuir el caudal de refrigeración. Esta opción tendría que ser estudiada
desde el punto de vista de la seguridad del reactor. En este modelo, dicho
caudal permanece fijo en el valor estándar del reactor PBMR estudiado, puesto
que se desconoce como variaría el funcionamiento del reactor en caso de
variar dicho caudal y las consecuencias que se tendría de cara a la seguridad
de su operación.
9.3.1.- Alimentación con vapor al MED
Como ya se comento en la pregunta 7.3, el vapor que se genera en el reactor
no alimenta directamente la planta desaladora. Este vapor alimenta un
intercambiador de calor (HEAT TRANSFORMER), de forma que se transfiere el
calor latente del vapor a una corriente de agua, que en este caso es agua de
mar, que se dirigirá a un tanque de evaporación súbita. El vapor que se
produce en este tanque es el que alimentará la planta desaladora. De cara a la
producción de vapor sería mucho más eficiente emplear directamente el agua
procedente de precooler e intercooler. Sin embargo, y con el ánimo de mejorar
los niveles de seguridad, se intercala un intercambiador de calor que hace de
barrera de seguridad. Las presiones a ambos lados del refrigerados se ajustan
para tener controladas las fugas, haciéndose así mayor en el lado del circuito
de acoplamiento que en el lado del circuito de refrigeración del reactor. Estas
medidas de seguridad son de vital importancia puesto que la llegada de
elementos radiados a la planta MED desde el núcleo tendría efectos nefastos.

Modelado de una planta desaladora con ECOSIMPRO
175
En las siguientes tablas se analiza la cantidad de vapor que se produce en el
tanque de flash en función del caudal y la temperatura de entrada a dicho
tanque. Los caudales que aparecen se refieren a los caudales que circulan por
el circuito de acoplamiento. Para cada temperatura se van variando los
caudales hasta que Ecosim deja de converger. Esta multiplicidad de caudales
es posible gracias a la variación de los flujos de refrigeración en los
condensadores de rechazo de calor del circuito de acoplamiento. Dichas tablas
se agrupan en función de la temperatura de operación del tanque flash: 65ºC,
70ºC, 75ºC y 80ºC.
Tª operación = 65ºC
Tabla 9. 16 Caudales de vapor obtenidos para Tª op=65ºC FLUJOS MÁSICOS DE AGUA DEL CIRCUÍTO DE ACOPLAMIENTO (kg/s)
Tª in Flash 100 200 300 400 500 600 120 ºC 9,872746937 19,74549387 29,61824081 39,49098775 49,364 0 110 ºC 8,064712283 16,12942457 24,19413685 32,25884913 40,32356142 48,3882737 100 ºC 6,274633821 12,54926764 18,82390146 25,09853528 31,31688819 37,6478029390 ºC 4,467724359 8,935448719 13,40317308 17,87089744 22,3386218 26,8063461680 ºC 2,676806265 5,35361253 8,030418795 10,70722506 13,38403133 16,0608375975 ºC 1,782824033 3,565648065 5,348472098 7,131296131 8,914120164 10,6969442 70 ºC 0,88967717 1,779354341 2,669031511 3,558708681 4,448385851 5,338063022
(continúa debajo) Tª in Flash 700 800 900 1000 1100 1200
120 ºC 0 0 0 0 0 0 110 ºC 0 0 0 0 0 0 100 ºC 43,84364346 0 0 0 0 0 90 ºC 31,27407052 35,74179487 40,20951923 0 0 0 80 ºC 18,73764386 21,41445012 24,09125639 26,76806265 29,44486892 32,1216751875 ºC 12,47976823 14,26259226 16,04541629 17,82824033 19,61106436 21,3938883970 ºC 6,227740192 7,117417362 8,007094533 8,896771703 9,786448873 10,67612604
(continúa debajo)
Tª in Flash 1300 1400 1500 1800 120 ºC 0 0 0 0 110 ºC 0 0 0 0 100 ºC 0 0 0 0 90 ºC 0 0 0 0 80 ºC 0 0 0 0 75 ºC 23,17671243 24,95953646 0 0 70 ºC 11,56580321 12,45548038 13,34515755 16,01418907

Modelado de una planta desaladora con ECOSIMPRO
176
Tª operación = 70ºC
Tabla 9. 17 Caudales de vapor obtenidos para Tª op=70ºC FLUJOS MÁSICOS DE AGUA DEL CIRCUÍTO DE ACOPLAMIENTO (kg/s)
Tª in Flash 100 200 300 400 500 600 120 ºC 9,027538821 18,05507764 27,083 36,110 45,138 0 110 ºC 7,209909202 14,4198184 21,62972761 28,83963681 36,04952053 43,25945521100 ºC 5,399015146 10,79803029 16,19704544 21,59606058 26,99504997 32,3940908890 ºC 3,593832609 7,187665217 10,78149783 14,37533043 17,96913699 21,5629956580 ºC 1,793410384 3,586820767 5,380231151 7,173641535 8,967025586 10,7604623 75 ºC 0,894683923 1,789357257 2,68405177 3,578735693 4,473393142 5,36810354
(continúa debajo)
Tª in Flash 700 800 900 1000 1100 1200
120 ºC 0 0 0 0 0 0 110 ºC 0 0 0 0 0 0 100 ºC 37,79310602 0 0 0 0 0 90 ºC 25,15682826 28,75066087 32,34449348 0 0 0 80 ºC 12,55387269 14,34728307 16,14069345 17,93410384 19,72751422 21,5209246 75 ºC 6,262787463 7,157471386 8,05215531 8,946839233 9,841523156 10,73620708
(continúa debajo)
Tª in Flash 1300 1400120 ºC 0 0 110 ºC 0 0 100 ºC 0 0 90 ºC 0 0 80 ºC 0 0 75 ºC 11,630891 12,52557493

Modelado de una planta desaladora con ECOSIMPRO
177
Tª operación = 75ºC
Tabla 9. 18 Caudales de vapor obtenidos para Tª op=75ºC FLUJOS MÁSICOS DE AGUA DEL CIRCUÍTO DE ACOPLAMIENTO (kg/s)
Tª in Flash 100 200 300 400 500 600 120 ºC 8,173067631 16,346 24,519 32,692 40,865 0 110 ºC 6,345652995 12,6913146 19,03695899 25,38261198 31,7282865 38,07391797100 ºC 4,525010183 9,050029075 13,57503055 18,10004073 22,62507269 27,1500611 90 ºC 2,710109637 5,420228081 8,130328912 10,84043855 13,5505702 16,2606578280 ºC 0,89999503 1,799990061 2,699985091 3,599980121 4,49999741 5,399970182
(continúa debajo)
Tª in Flash 700 800 900 1000 1100 1200
120 ºC 0 0 0 0 0 0 110 ºC 0 0 0 0 0 0 100 ºC 31,67507128 0 0 0 0 0 90 ºC 18,97076746 21,6808771 24,39098673 0 0 0 80 ºC 6,299965212 7,199960243 8,099955273 8,999950303 9,899945334 10,79994036
Tª operación = 80ºC
Tabla 9. 19 Caudales de vapor obtenidos para Tª op=80ºC FLUJOS MÁSICOS DE AGUA DEL CIRCUÍTO DE ACOPLAMIENTO (kg/s)
Tª in Flash 100 200 300 400 500 600 120 ºC 7,309025123 14,61805387 21,9270808 29,23610773 36,54512562 0 110 ºC 5,471625176 10,94324669 16,41487553 21,88650071 27,35811673 32,82975106100 ºC 3,641032252 7,2820608 10,92309676 14,56412901 18,205152 21,8461935190 ºC 1,816212976 3,632422206 5,448638929 7,264851906 9,081055516 10,89727786
(continúa debajo)
Tª in Flash 700 800
120 ºC 0 0 110 ºC 0 0 100 ºC 25,48722577 0 90 ºC 12,71349084 14,52970381
Hay que tener en cuenta que la temperatura de la corriente que llega al tanque
de flash tiene que ser mayor que la temperatura a la que se encuentra el
tanque.

Modelado de una planta desaladora con ECOSIMPRO
178
En la siguiente gráfica se muestran los caudales máximos obtenidos para las
distintas temperaturas de entrada al tanque flash, para cada una de las
temperaturas de operación de dicho tanque:
Caudales de vapor máximos del acoplamiento
0
10
20
30
40
50
60
120 ºC 110 ºC 100 ºC 90 ºC 80 ºC 75 ºC 70 ºC
Tªin Tanque Flash
Tª op=80 ºCTª op=75 ºCTª op=70 ºCTª op=65 ºC
Figura 9. 11 Caudales de vapor máximos para cada temperatura de operación
del tanque flash
Con la observación de los cuadros anteriores se concluye:
• Los flujos máximos de vapor obtenidos para cada temperatura de
entrada al tanque no siguen una relación lineal como se ve en la figura,
de tal forma que a medida que aumenta la temperatura de entrada al
tanque flash menor diferencia existe entre los caudales del
acoplamiento. Así para una Tª op=65ºC, la diferencia entre los caudales
obtenidos para las temperaturas de entrada al tanque flash de 120ºC y
110ºC es mucho menor que la existente entre las temperaturas de
entrada de 80ºC y 70ºC.
• A medida que aumenta la temperatura de operación del tanque flash,
hemos de aumentar la temperatura de entrada del flujo de agua a dicho
tanque.
• A medida que aumenta la temperatura de operación del tanque flash, se
reduce el rango de caudales posibles en el circuito de acoplamiento para
cada una de las distintas temperaturas de entrada al tanque.
• La producción de vapor también aumenta al disminuir la temperatura de
operación del tanque de flash. El inconveniente se encontraría en que

Modelado de una planta desaladora con ECOSIMPRO
179
este vapor se introduce en el primer efecto de la instalación desaladora y
su temperatura determina el número de efectos. Cuanto más baja sea la
temperatura del vapor producido, mayor caudal se producirá pero menor
será el número de efectos que se pueden utilizar. Consecuentemente,
menor será la producción de agua potable.
9.3.2.- Alimentación MED con agua caliente
Para el caso de alimentación del MED con agua caliente, el circuito de
acoplamiento se simplifica bastante, al no tener que contar con un tanque flash,
mejorando así la fiabilidad de la instalación. En este caso el circuito consta tan
sólo de un intercambiador, mediante el cual se evacua el calor procedente del
agua de refrigeración de precooler e intercooler. Las condiciones a las que se
puede aportar agua caliente al MED se muestran en la siguiente tabla.
Tabla 9. 20 Caudales obtenidos para el acoplamiento con agua caliente
Tª in MED (ºC)
Caudal Acoplamiento
(Kg/s) 120 467,7 110 530,15 100 611,72 90 726,08 80 888,3 70 1136,05 60 1590,48 50 2650,79
Para que el caudal de agua caliente cumpla su función de fuente de calor para
el MED, el agua ha introducir ha de estar necesariamente a mayor temperatura
que el primer efecto del MED. Sin embargo ahora contamos con una variable
que no aparecía con el vapor, el salto de temperatura que sufrirá el agua a su
paso por el MED. Controlando esta variable podremos trabajar inyectando
menos calor al MED (menor salto de temperatura), pero incluyendo más

Modelado de una planta desaladora con ECOSIMPRO
180
efectos en la planta de destilación (el primer efecto podrá estar a mayor
temperatura).
Si reflejamos en la misma gráfica los distintos caudales hallados y la energía
introducida a la planta MED en función de la temperatura:
0
500
1000
1500
2000
2500
3000
1201101009080706050T» in MED (¼C
Caudal Acoplamiento
Figura 9. 12 Caudales de agua caliente en función de las distintas temperaturas
Cómo se aprecia en la gráfica el aumento de la temperatura de entrada al MED
del agua caliente supone la disminución del caudal. Además también implica la
disminución de la energía introducida en la planta de desalación. Pero la figura
pone de manifiesto algo mucho más importante, que es que la relación entre el
caudal aportado y la temperatura no es lineal, sino que la disminución del
caudal introducido es mucho más acusada en las temperaturas bajas que en
las altas. Por tanto el mismo salto relativo de temperaturas entre dos puntos
distintos, implicará un distinto aporte de temperatura al MED. Así se aprecia
como al aumentar la temperatura de 50ºC a 60ºC el caudal casi se divide por
dos, mientras que la diferencia entre los 110ºC y los 120ºC es mínima.
Por otro lado la temperatura máxima para la cual Ecosim convergía era de
120ºC, se intentó hallar el caudal para 130ºC pero con las condiciones
impuestas al circuito de acoplamiento no se encontró solución posible.

Modelado de una planta desaladora con ECOSIMPRO
181
9.4.- Modelado de la planta MED
En el diseño de una planta desaladora MED intervienen multitud de variables:
características de la fuente de energía, condiciones del agua de mar, número
de efectos que se utilizan, presiones a las que se encuentran los efectos. Esto
significa que no se puede proporcionar una regla fija para determinar el
número de efectos óptimo para la instalación. Debe realizarse un estudio
particular de cada caso, utilizando como datos de partida la cantidad de agua
potable que se quiere obtener y las condiciones de la fuente de energía que se
va a utilizar.
En los apartados siguientes se va a realizar un análisis que permita discutir la
influencia de las condiciones de diseño en el rendimiento y la producción de la
planta desaladora.
9.4.1.- Variación del número de efectos de la planta MED
Los experimentos que a continuación se añaden intentan determinar como
afecta la variación del número de efectos de la planta en la producción de agua
desalada de la planta. Además también se podrán extraer conclusiones sobre
la influencia de los sucesivos precalentamientos que el agua sufre antes de
entrar al primer efecto del ciclo MED.
Para la realización de los distintos experimentos se ha tomado una fuente de
energía con las siguientes características: un caudal de vapor de 49.364 kg/s a
65 ºC. Dicho caudal es el valor máximo que se obtuvo en los ensayos del
circuito de acoplamiento a la temperatura de 65ºC. Las características físico-
químicas del agua de mar también se han mantenido constantes a lo largo de
todos los experimentos: se toma agua a 20ºC y con una salinidad de 41 g/kg.
El valor límite para la salinidad que en teoría se debería no superar es de 75
g/Kg, por problemas de incrustaciones principalmente.

Modelado de una planta desaladora con ECOSIMPRO
182
Se procederá a simular una planta MED de 8, 10, 12 y 16 efectos usando vapor
como fuente de calor. Se ha considerado que el precalentamiento que sufre el
agua a su paso por los sucesivos efectos es igual a la diferencia en la
temperatura de trabajo de efectos sucesivos, así en el caso de 8 efectos el
precalentamiento es de 3 ºC, en el de 10 de 2,5 ºC, en el de 12 de 2 ºC y en el
de 16 de 1,5 ºC.

Modelado de una planta desaladora con ECOSIMPRO
183
9.4.1.1.- Planta MED de 8 efectos
Datos de entrada:
Temperatura (ºC) 65 Fuente de calor:
VAPOR Caudal (kg/s) 49,364
Temperatura (ºC) 20
Caudal alimentación
MED (kg/s)
1000
Agua de mar
Salinidad (g/kg) 41
Datos de diseño:
TTD (ºC) 5
∆TPREH (ºC) 3
∆Tcond (ºC) 8

Modelado de una planta desaladora con ECOSIMPRO
184
N¼
efe
cto
T» F
lujo
alim
enta
ci—
n F
lujo
alim
enta
ci—
n (K
g/s)
T»ef
ecto
Fluj
o sa
lmue
ra(K
g/s)
Vapo
r pro
duci
do (K
g/s)
145
,854
1000
,000
60,0
2197
5,98
924
,011
260
,021
975,
989
55,7
1794
9,54
526
,444
0869
355
,717
2792
794
9,54
4702
451
,418
1866
992
1,30
1771
428
,242
931
451
,418
1866
992
1,30
1771
447
,125
8124
189
1,48
6679
629
,815
0918
25
47,1
2581
241
891,
4866
796
42,8
2367
543
859,
8881
747
31,5
9850
497
642
,823
6754
385
9,88
8174
738
,512
9928
827,
1516
706
32,7
3650
407
738
,512
9928
827,
1516
706
34,2
0808
971
793,
0395
402
34,1
1213
037
834
,208
793,
040
29,9
1275
2,95
740
,082
Res
ulta
dos:
Agu
a Po
tabl
e (K
g/s)
GO
RSa
linid
ad M
ax (g
/Kg)
Salin
idad
Max
(g/K
g)24
7,04
2955
55,
0045
7551
,7
Tabl
a 9.
21
Res
ulta
dos
para
la p
lant
a M
ED
de
8 ef
ecto
s al
imen
tada
con
vap
or a
65º
C

Modelado de una planta desaladora con ECOSIMPRO
185
El agua de mar sufre un primer calentamiento de 8ºC (desde los 20ºC hasta los
28ºC) en el condensador y luego va sufriendo precalentamientos de 3ºC en
cada efecto en su recorrido hacia el primer efecto. A éste llega con una
temperatura de casi 46 ºC.
La salinidad de la salmuera final resulta de 51,7 g/Kg, inferior al límite máximo
establecido en 75 g/Kg.
La producción de agua potable es de 247,043 Kg/s (889.354,8 l/h), que
corresponde a un 24,7% de la inicialmente introducida.
9.4.1.2.- Planta MED de 10 efectos
Datos de entrada:
Temperatura (ºC) 65 Fuente de calor:
VAPOR Caudal (kg/s) 49,364
Temperatura (ºC) 20
Caudal alimentación
MED (kg/s)
1000
Agua de mar
Salinidad (g/kg) 41
Datos de diseño:
TTD (ºC) 5
∆TPREH (ºC) 2,5
∆Tcond (ºC) 8

Modelado de una planta desaladora con ECOSIMPRO
186
N¼
efe
cto
T» F
lujo
alim
enta
ci—
n F
lujo
alim
enta
ci—
n (K
g/s)
T»ef
ecto
Fluj
o sa
lmue
ra(K
g/s)
Vapo
r pro
duci
do (K
g/s)
147
,768
1000
,000
60,0
2197
2,57
827
,421
9398
52
60,0
2148
101
972,
5780
602
56,7
2640
876
943,
6435
445
28,9
3451
567
356
,726
4087
694
3,64
3544
553
,324
6483
591
3,61
1496
230
,032
0482
84
53,3
2464
835
913,
6114
962
50,0
2405
746
882,
4056
801
31,2
0581
609
550
,024
0574
688
2,40
5680
146
,715
4338
585
0,19
3320
832
,212
3592
76
46,7
1543
385
850,
1933
208
43,3
3223
607
817,
4681
076
32,7
2521
326
743
,332
2360
781
7,46
8107
640
,012
6862
278
4,09
7856
933
,370
2506
88
40,0
1268
622
784,
0978
569
36,7
8269
1875
0,80
5855
733
,292
0011
59
36,7
8269
1875
0,80
5855
733
,320
5194
371
6,90
6049
333
,899
8064
510
33,3
2051
943
716,
9060
493
29,9
1152
976
678,
7150
328
38,1
9101
645
Res
ulta
dos:
Agu
a Po
tabl
e (K
g/s)
GO
RSa
linid
ad M
ax (g
/Kg)
Salin
idad
Max
(g/K
g)32
1,28
4967
26,
508
7557
,19
Tabl
a 9.
22
Res
ulta
dos
para
la p
lant
a M
ED
de
10
efec
tos
alim
enta
da c
on v
apor
a 6
5ºC

Modelado de una planta desaladora con ECOSIMPRO
187
En el caso de la planta de 10 efectos, la producción total de agua desalada es
de 321,285 Kg/s (1.156.626 l/h), que corresponde a un 32,1% de la inicialmente
introducida.
La salmuera permanece por debajo del límite marcado (75 g/Kg), obteniéndose
un valor de 57,19 g/Kg.
Se observa cómo en este caso, la corriente de agua de mar llega al primer
efecto a 47,77ºC. Existe, por lo tanto, una diferencia de unos 12 ºC entre la
temperatura a la que llega el agua de mar y la del efecto. En el caso de 8
efectos, dicha diferencia era mayor, de unos 14 ºC (el agua llegaba a unos
45ºC al primer efecto), produciéndose menos vapor y, por tanto, menos agua
desalada en el primer efecto.
9.4.1.3.- Planta MED de 12 efectos
Datos de entrada:
Temperatura (ºC) 65 Fuente de calor:
VAPOR Caudal (kg/s) 49.364
Temperatura (ºC) 20
Caudal alimentación
MED (kg/s)
1000
Agua de mar
Salinidad (g/kg) 41
Datos de diseño:
TTD (ºC) 5
∆TPREH (ºC) 2
∆Tcond (ºC) 8

Modelado de una planta desaladora con ECOSIMPRO
188
N¼
efe
cto
T» F
lujo
alim
enta
ci—
n Fl
ujo
alim
enta
ci—
n (K
g/s)
T»ef
ecto
Fluj
o sa
lmue
ra(K
g/s)
Vapo
r pro
duci
do (K
g/s)
147
,768
1000
,000
60,0
2197
2,57
827
,422
260
,021
4810
197
2,57
8060
257
,324
7535
694
3,83
2820
228
,745
2399
73
57,3
2475
356
943,
8328
202
54,6
2452
847
913,
9002
743
29,9
3254
591
454
,624
5284
791
3,90
0274
351
,920
5456
888
3,34
2296
130
,557
9781
95
51,9
2054
568
883,
3422
961
49,2
2731
894
851,
8930
145
31,4
4928
155
649
,227
3189
485
1,89
3014
546
,526
4407
681
9,69
3648
332
,199
3662
746
,526
4407
681
9,69
3648
343
,829
4578
578
7,32
2973
232
,370
6751
843
,829
4578
578
7,32
2973
241
,127
5405
875
4,51
4324
932
,808
6483
29
41,1
2754
058
754,
5143
249
38,4
3109
438
721,
4191
966
33,0
9512
831
1038
,431
0943
872
1,41
9196
635
,722
1965
268
8,59
4299
832
,824
8967
711
35,7
2219
652
688,
5942
998
33,0
2186
428
655,
7812
399
32,8
1305
992
1233
,022
655,
781
29,9
1152
976
619,
3820
047
36,3
9923
523
Res
ulta
dos:
Agu
a Po
tabl
e (K
g/s)
GO
RSa
linid
ad M
ax (g
/Kg)
Salin
idad
Max
(g/K
g)38
0,61
87,
7175
66,1
95
Tabl
a 9.
23
Res
ulta
dos
para
la p
lant
a M
ED d
e 12
efe
ctos
alim
enta
da c
on v
apor
a 6
5ºC

Modelado de una planta desaladora con ECOSIMPRO
189
Para la planta de 12 efectos se ha obtenido una producción de 360.62 Kg/s
(1,298,232 Kg/h), es decir se ha desalado un 36 % del agua introducida al
MED.
La salinidad además permanece en sus límites, quedando por debajo del límite
de los 75 g/Kg, con un valor de 66,195 g/Kg.
9.4.1.4.- Planta MED de 16 efectos Datos de entrada:
Temperatura (ºC) 65 Fuente de calor:
VAPOR Caudal (kg/s) 49.364
Temperatura (ºC) 20
Caudal alimentación
MED (kg/s)
1000
Agua de mar
Salinidad (gr/kg) 41
Datos de diseño:
TTD (ºC) 5
∆TPREH (ºC) 1.5
∆Tcond (ºC) 8

Modelado de una planta desaladora con ECOSIMPRO
190
N¼
efe
cto
T» F
lujo
alim
enta
ci—
n F
lujo
alim
enta
ci—
n (K
g/s)
T»ef
ecto
Fluj
o sa
lmue
ra(K
g/s)
Vapo
r pro
duci
do (K
g/s)
148
,964
0517
810
0060
,021
4810
197
0,45
8127
429
,541
8726
52
60,0
2148
101
970,
4581
274
58,0
2661
037
940,
3960
531
30,0
6207
427
358
,026
6103
794
0,39
6053
156
,024
3816
790
9,49
0577
430
,905
4757
14
56,0
2438
167
909,
4905
774
54,0
2474
363
877,
3136
072
32,1
7697
017
554
,024
7436
387
7,31
3607
252
,025
7584
843,
9493
286
33,3
6427
862
652
,025
7584
843,
9493
286
50,0
2405
746
809,
9152
957
34,0
3403
289
750
,024
0574
680
9,91
5295
748
,014
3514
977
4,89
4984
935
,020
3107
58
48,0
1435
149
774,
8949
849
46,0
0821
076
738,
9908
113
35,9
0417
364
946
,008
2107
673
8,99
0811
344
,021
0539
570
4,84
5706
434
,145
1048
810
44,0
2105
395
704,
8457
064
42,0
2670
704
668,
0243
184
36,8
2138
803
1142
,026
7070
466
8,02
4318
440
,012
6862
263
0,65
4136
437
,370
1819
612
40,0
1268
622
630,
6541
364
37,9
3301
937
594,
4822
983
36,1
7183
816
1337
,933
0193
759
4,48
2298
336
,030
6813
456
0,19
0386
634
,291
9117
214
36,0
3068
134
560,
1903
866
34,0
0662
166
527,
3111
956
32,8
7919
095
1534
,006
6216
652
7,31
1195
632
,024
6886
749
5,81
1389
631
,499
8060
516
32,0
2468
867
495,
8113
896
29,9
1246
3,32
5352
832
,486
0368
Res
ulta
dos:
Agu
a Po
tabl
e (K
g/s)
GO
RSa
linid
ad M
ax (g
/Kg)
Salin
idad
Max
(g/K
g)53
6,67
4610
,872
075
,000
088
,490
0
Tabl
a 9.
24
Res
ulta
dos
para
la p
lant
a M
ED
de
16 e
fect
os a
limen
tada
con
vap
or a
65º
C

Modelado de una planta desaladora con ECOSIMPRO
191
Con una planta de 16 efectos se obtiene una producción de agua desalada de
536,67 Kg/s (1.932.012 Kg/h), que supone un 53,67 % de la introducida
inicialmente.
En este caso la salinidad de la salmuera de rechazo supera el valor límite
marcado (75 g/Kg), situándose en 88,49 g/Kg.
El flujo de agua entra en el primer efecto a una temperatura de casi 49 ºC, 11ºC
por debajo de la temperatura del primer efecto, evaporándose en éste 29.54
Kg/s de agua.
9.4.1.5.- Conclusiones
En la siguiente tabla se resumen los principales resultados obtenidos en lo que
a producción de agua y GOR se refiere:
Tabla 9. 26 Producciones y GOR obtenidos en cada planta
Tpreh (ºC)
Nº Efectos
Agua
desalada (Kg/s)
GOR
Salinidad
(g/Kg)
3 8 247.043 5.004 51,7
2.5 10 321.285 6.508 57,19
2 12 380.618 7.71 66,195
1.5 16 536.675 10.872 88,49
Dentro de un rango de temperaturas dado, al ir aumentando el número de
efectos, aumenta la cantidad de agua desalada producida. Cómo las
características de la fuente de vapor y el caudal del mismo son constantes para
todos los casos, el GOR aumenta, aumentando así la eficiencia de la planta.
Por otro lado, la fiabilidad de la misma disminuye pues se vuelve más compleja,
y su precio se encarece al tener que disponer de mayor número de elementos
(efectos MED, eyectores, tuberías,…).

Modelado de una planta desaladora con ECOSIMPRO
192
0
100
200
300
400
500
600
8 10 12 16
Nº Efectos
0
2
4
6
8
10
12
14
16
18
20
Producción agua desaladaGOR
Figura 9. 13 Producción de agua y GOR en función del número de efectos
Como se observa en el gráfico, la producción aumenta de manera proporcional
al número de efectos, de tal forma que para 16 efectos la producción es
aproximadamente el doble que la obtenida con 8 efectos. La eficiencia de la
planta también se ve aumentada hasta algo más del doble (el GOR pasa de
5.004 a 10.874).
En este sentido parece que al no haber considerado pérdidas de carga en la
planta, suposición que por las condiciones de trabajo de la misma no está muy
alejada de la realidad, se puede establecer de manera directa una regla de
proporcionalidad entre el número de efectos, producción de agua y rendimiento
entre plantas que funcionen en las mismas condiciones establecidas en los
cuatro experimentos anteriores.
A parte de las conclusiones obtenidas de manera directa tan sólo fijándonos en
los resultados principales, merece la pena también el estudio del producción de
vapor en los distintos efectos, y la comparación entre las distintas plantas:
• La salinidad lógicamente aumenta conforme aumenta el número de
efectos, y la producción. El límite de los 75 g/Kg es superado al pasar de
12 a 16 efectos. Aunque no simulamos una planta de 14 efectos,
observando la relación lineal que existe entre el número de efectos y la

Modelado de una planta desaladora con ECOSIMPRO
193
producción de agua desalada podemos interpolar para obtener la
producción en dicho caso, y consecuentemente su salinidad. Para una
planta de 14 efectos se obtendría una producción de 449,83 Kg/s, que
supone una salinidad a la salida de 74,53 g/Kg, justo en el límite para así
poder optimizar la producción de agua desalada al máximo.
• La planta de 16 efectos es la que tiene mayor producción en el primer
efecto (29.542 Kg/s), en contraposición a la de 8 efectos (24.011 Kg/s).
Tabla 9. 27 Producción de vapor en el primer efecto en cada planta MED
Esta diferencia se debe al mayor calentamiento que sufre el agua en la
planta de 16 efectos, lo que hace que ésta entre a mayor temperatura en
el primer efecto. Al entrar a mayor temperatura en el primer efecto se
evapora más cantidad de agua, con lo que existe un mayor caudal de
vapor al siguiente efecto, aumentando la energía introducida en los
efectos sucesivos.
Tpreh (ºC) Temperatura
primer efecto(ºC)
Temperatura de la corriente que llega el 1er
efecto (ºC)
Producción vapor 1er efecto
(kg/h)
1.5 60 48.964 29,542
2 60 47.768 27,422
2.5 60 47.768 27,421
3 60 45.854 24,011

Modelado de una planta desaladora con ECOSIMPRO
194
• Si calculamos el valor medio de la producción de vapor por efecto para
cada una de las plantas se tiene:
Tabla 9. 28 Producción promedio por efecto en cada planta MED
Nº Efectos 8 10 12 16
Producción
promedio por
efecto
(Kg/s)
30,880
32,129
31,718
33,542
En la tabla se observa cómo, a pesar de producir más en total, la
producción media, en el caso de las plantas de 10 y 12 efectos, no sigue
la tendencia lógica. Dicha tendencia parece indicar que a mayor número
de efectos, mayor producción promedio por efecto.
• La cantidad de vapor producido en el último efecto disminuye a medida
que aumenta el número de efectos del MED:
Tabla 9. 29 Producción en el último efecto en función del número de efectos
Nº Efectos 8 10 12 16
Producción
último efecto
(Kg/s)
40,082
38,191
36,399
32,486
Esto se debe a que la temperatura de entrada del agua al último efecto
será mayor cuanto menor sea el número de efectos, pues el salto de
temperatura entre los mismos será mayor. De esta forma habrá más
energía disponible en el último efecto. Por otro lado una mayor
producción de vapor en el último efecto posibilita un mayor aporte de
energía a la corriente de mar absorbida.

Modelado de una planta desaladora con ECOSIMPRO
195
9.4.2.- Variación del salto de temperatura de la corriente de agua de mar en el condensador.
En este apartado se discute la influencia del salto de temperatura que sufre la
corriente de agua de mar en el condensador de precalentamiento de la
corriente de agua, debida a la condensación del vapor producido en el último
efecto.
Hay que decir en este punto que este salto de temperatura puede controlarse
con la variación del caudal de agua de mar que se aspira, ya que, después del
condensador, se produce una división de la corriente; una parte se introduce en
los efectos y la otra es vertida de nuevo al mar.
Se tiene que considerar que existe un límite para la temperatura del agua que
sale del condensador y que es rechazada. Debido a que dicha agua es
devuelta al mar, hay que cumplir las normas medioambientales que protegen el
medio.
Como en ocasiones anteriores se han tomado unas características fijas para la
fuente de energía: un caudal de 49,364 kg/s de vapor a 65ºC. Los resultados
de los experimentos quedan reflejados en la tabla de la página siguiente. Las
variables que se han mostrado son: el número de efectos que deben utilizarse,
el agua potable (kg/h), y el GOR.
Como es lógico el agua absorbida no puede calentarse por encima del valor de
la temperatura de trabajo del primer efecto con precalentamiento. La
temperatura de salida del condensador está condicionada por la temperatura
de trabajo del último efecto.
Para 4 plantas de 8, 10, 12, y 16 efectos se aplicaron 4 saltos distintos de la
temperatura en el condensador: 2º, 4º, 6º y 8 ºC. A continuación se muestran
los resultados obtenidos en las simulaciones.

Modelado de una planta desaladora con ECOSIMPRO
196
9.4.2.1.- Variación de ∆Tcond para MED de 8 efectos
Tabla 9. 30 Producción en MED de 8 efectos en función de ∆Tcond
8 EFECTOS
∆Tcond Prod. (Kg/s) GOR
2ºC 168,183
3,407
4ºC 195,349
3,957
6ºC 221,451
4,486
8ºC 247,043
5,004
9.4.2.2.- Variación de ∆Tcond para MED de 10 efectos
Tabla 9. 31 Producción en MED de 10 efectos en función de ∆Tcond
10 EFECTOS
∆Tcond Prod.
(Kg/s)
GOR
2ºC 227,007
4,599
4ºC 257,799
5,222
6ºC 289,378
5,862
8ºC 321,285
6,508

Modelado de una planta desaladora con ECOSIMPRO
197
9.4.2.3.- Variación de ∆Tcond para MED de 12 efectos
Tabla 9. 32 Producción en MED de 12 efectos en función de ∆Tcond
12 EFECTOS
∆Tcond Prod.
(Kg/s)
GOR
2ºC 269,582
5,461
4ºC 307,953
6,238
6ºC 343,867
6,966
8ºC 380,618
7,71
9.4.2.4.- Variación de ∆Tcond para MED de 16 efectos
Tabla 9. 33 Producción en MED de 16 efectos en función de ∆Tcond
16 EFECTOS
∆Tcond Prod.
(Kg/s)
GOR
2ºC 388,638
7,873
4ºC 438,204
8,877
6ºC 488,740
9,901
8ºC 536,675
10,872

Modelado de una planta desaladora con ECOSIMPRO
198
9.4.2.5.- Conclusiones sobre la variación de ∆Tcond
De la observación de las tablas anteriores se deduce:
• La disminución ∆Tcond provoca que el GOR y la producción disminuyan
debido a que la temperatura del agua de mar que entra al primer efecto
se reduce, con lo que se evapora menos agua. Además esto implica que
en los siguientes efectos haya menos energía disponible: el caudal
introducido en el primer efecto tiene menor temperatura y por tanto la
proporción evaporada que pasa al siguiente efecto para ser condensada
es menor, disminuyendo por tanto la energía introducida en los
sucesivos efectos.
0
100
200
300
400
500
600
2 ºC 4 ºC 6 ºC 8 ºC
Variación del salto de temperatura en el condesador
8 efectos10 efectos12 efectos16 efectos
Figura 9. 14 Evolución de la producción en función del salto en el condensador
para las plantas simuladas
Como se aprecia en la figura superior, la disminución de la producción con
el salto en el condensador sigue una relación totalmente lineal.
• La disminución de 2ºC en el salto de temperatura del condensador
produce una disminución de la producción en un 10% aproximadamente
para todos los casos, obteniéndose hasta casi un 35% menos para el

Modelado de una planta desaladora con ECOSIMPRO
199
salto de 2ºC que para el de 8ºC, con lo que se pone de manifiesto la
importancia de dicho parámetro.
• Lo ideal es poder aumentar el salto de temperatura en el condensador.
Pero existen varias limitaciones, la primera de tipo normativo, puesto
que el agua rechazada de nuevo al mar, tiene que tener una
temperatura controlada para que la carga térmica no sea perjudicial para
el medio ambiente. Por otro lado existe una segunda limitación de tipo
operativo, aumentar el salto de temperatura en el condensador implica
disminuir el caudal absorbido por la planta, con lo que el caudal
introducido al MED puede verse reducido hasta el punto de disminuir la
producción, o de hacerse ésta inviable.
• En los modelos desarrollados para este apartado, la temperatura del
último efecto se mantenía constante a 30ºC aproximadamente, por lo
que la temperatura máxima permitida de salida del condensador estaba
definida por este último efecto. De esta forma al disminuir el salto de
temperatura en el condensador, sencillamente disminuimos la
temperatura de precalentamiento del agua de alimentación al MED. Si la
temperatura del último efecto estuviera fijada por la de salida del
condensador, un menor salto de en el mismo podría suponer una mayor
producción, pues el último efecto del MED trabajaría a menor
temperatura, y tendría por tanto mayor rendimiento.
• El aumento de Tpreh implica un aumento de GOR siempre y cuando el
número de efectos se mantenga constante. Esto se debe a que cuanto
mayor sea Tpreh a mayor temperatura llega el agua salada al primer
efecto, produciéndose más vapor en el mismo. Se tiene, por lo tanto,
más energía para efectos siguientes.
Según estos resultados se consiguen mejores resultados cuanto mayor es
Tcond, pero por motivos anteriormente explicados no se puede aumentar todo lo
que se desearía.

Modelado de una planta desaladora con ECOSIMPRO
200
9.4.3.- Variabilidad de las características de la fuente de energía
Una planta desaladora tipo MED puede ser alimentada por un vapor que se
encuentre entre 0,2 y 0,4 atm, o bien puede ser alimentada con agua a más de
50ºC.
Como se comprobará es los próximos apartados, la alimentación con agua
caliente sólo es eficiente con caudales importantes de agua para conseguir
valores rentables en la planta desaladora.
Para realizar el estudio de cómo afectan las características de la fuente de
energía en el funcionamiento de la planta se han realizado experimentos con
cinco tipos de fuentes diferentes:
• Un caudal de 49,364 kg/s de vapor a 65ºC
• Un caudal de 45,138 kg/s de vapor a 70ºC
• Un caudal de 40,865 kg/s de vapor a 75ºC
• Un caudal de 36,545 Kg/s de vapor a 80ºC
• Agua caliente
a) Un caudal de 49.364 kg/s de vapor a 65ºC
Tabla 9. 34 Producciones para vapor a 65ºC en las distintas plantas MED
Tpreh (ºC) Número de efectos
Agua Potable (Kg/s)
GOR
1,5 16 536,675 10,872
2 12 380,618 7,71
2,5 10 321,285 6,508
3 8 247,043 5,004
b) Un caudal de 45.138 kg/s de vapor a 70ºC

Modelado de una planta desaladora con ECOSIMPRO
201
Tabla 9. 35 Producciones para vapor a 70ºC en las distintas plantas MED
Tpreh (ºC) Número de efectos
Agua Potable (Kg/s)
GOR
1,5 16 472,717 10,473
2 12 332,379 7,386
2,5 10 280,172 6,207
3 8 214,043 4,742
c) Un caudal de 40.865 kg/s de vapor a 75ºC
Tabla 9. 36 Producciones para vapor a 75ºC en las distintas plantas MED
Tpreh (ºC) Número de efectos
Agua Potable (Kg/s)
GOR
1,5 16 409,276 10,015
2 12 284,608 6,965
2,5 10 240,255 5,879
3 8 181,336 4,437
d) Un caudal de 36,545 kg/s de vapor a 80ºC
Tabla 9. 37 Producciones para vapor a 80ºC en las distintas plantas
Tpreh (ºC) Número de efectos
Agua Potable (Kg/s)
GOR
1,5 16 341,482 9,344
2 12 236,582 6,474
2,5 10 199,582 5,461
3 8 148,129 4,053

Modelado de una planta desaladora con ECOSIMPRO
202
Análisis de los resultados obtenidos para la variación de las condiciones del vapor:
Si agrupamos los resultados obtenidos en los experimentos para cada planta
por separado:
• Planta MED de 8 efectos
Tabla 9. 38 Producción en función de las condiciones del vapor en MED de 8
efectos
Temperatura
Vapor (ºC)
Caudal Vapor
(Kg/s)
Producción (Kg/s) GOR
65 49,364 247,043 5,004
70 45,138 214,043 4,742
75 40,865 181,336 4,437
80 36,545 148,129 4,053
• Planta MED de 10 efectos
Tabla 9. 39 Producción en función de las condiciones del vapor en MED de 10
efectos
Temperatura
Vapor (ºC)
Caudal Vapor
(Kg/s)
Producción (Kg/s) GOR
65 49,364 321,285 6,508
70 45,138 280,172 6,207
75 40,865 240,255 5,879
80 36,545 199,582 5,461

Modelado de una planta desaladora con ECOSIMPRO
203
• Planta MED de 12 efectos
Tabla 9. 40 Producción en función de las condiciones del vapor en MED de 12
efectos
Temperatura
Vapor (ºC)
Caudal Vapor
(Kg/s)
Producción (Kg/s) GOR
65 49,364 380,618 7,71
70 45,138 332,379 7,386
75 40,865 284,608 6,965
80 36,545 236,582 6,474
• Planta MED de 16 efectos
Tabla 9. 41 Producción en función de las condiciones del vapor en MED de 16
efectos
Temperatura
Vapor (ºC)
Caudal Vapor
(Kg/s)
Producción (Kg/s) GOR
65 49,364 536,675 10,872
70 45,138 472,717 10,473
75 40,865 409,276 10,015
80 36,545 341,482 9,344

Modelado de una planta desaladora con ECOSIMPRO
204
A continuación se muestra la evolución del GOR en función de la temperatura
del vapor aportado, para cada planta MED:
Evolución del GOR con la fuente de calor
0
2
4
6
8
10
12
65 70 75 80
Tª vapor
8 Efectos10 Efectos12 Efectos16 Efectos
Figura 9. 15 Evolución del GOR con la fuente de calor
• Cómo se puede apreciar, cuanto mayor es la temperatura del
vapor menor es el rendimiento y la producción de la planta.
• Una reducción de 5ºC en la temperatura del vapor de agua (con
el consiguiente aumento de caudal de vapor) supone una
reducción media del 13% de la producción y el GOR en todas las
plantas.
• Por otro lado cuanto mayor es la temperatura del vapor que se
utiliza, menor es el caudal necesario para conseguir resultados
similares. Además, se pueden introducir más efectos ya que, la

Modelado de una planta desaladora con ECOSIMPRO
205
temperatura del vapor que se utiliza como fuente de energía
define la temperatura a la que se encuentra el primer efecto.
El problema radica en el origen de este vapor, es decir, no siempre se dispone
del caudal necesario a la temperatura requerida. Así que se debe encontrar un
punto de consenso entre las necesidades de la planta desaladora y las
características del vapor que puede suministrar el acoplamiento.
e) Agua caliente
La planta desaladora puede ser alimentada con agua caliente, pero esta debe
encontrarse a una temperatura superior a los 50ºC para que la eficiencia de la
planta no disminuya demasiado y deje de ser rentable.
Por otra parte la alimentación de la planta desaladora con agua caliente
implicará mayores caudales para conseguir resultados similares. A nivel
económico mayores caudales implican mayores diámetros de tuberías y
mayores potencia en las bombas, aunque por otro lado el circuito de
acoplamiento se simplifica al no existir el tanque flash. Tras un estudio de las
producciones de agua, se procederá a evaluar las producciones de plantas
MED concatenadas, como una posible manera de aumentar la eficiencia de la
planta. Dicha opción se verá que queda totalmente descartada en el caso del
vapor debido a los grandes caudales que se necesitan de agua líquida para
equiparar las producciones obtenidas con el vapor. Esta disposición puede
verse en la siguiente figura.

Modelado de una planta desaladora con ECOSIMPRO
206
Figura 9. 16 Acoplamiento en serie de dos MED
• RESULTADOS CON AGUA CALIENTE COMO FUENTE DE CALOR
Los experimentos realizados desarrollan varios casos, considerando diferentes
valores para la temperatura de entrada (obtenidos a partir del estudio del
circuito de acoplamiento) y distintos saltos de temperatura, teniendo siempre
como límite inferior el valor de 60 ºC, temperatura de trabajo del primer efecto
de los distintos MED planteados. Los resultados para la producción, en Kg/s,
quedan reflejados en la tabla adjunta en la siguiente página.
INTERCOOLERPRECOOLER
HEATTRANSFORMER
HEAT SINK
COUPLING SCHEME 4GT-MHR to MED COUPLING
REACTORMED 1
MED 2

Modelado de una planta desaladora con ECOSIMPRO
207
Cau
dale
s (K
g/s)
T» in
T» o
utM
ED 8
efe
ctos
MED
12
efec
tos
MED
16
efec
tos
467,
712
0¼C
90¼
C68
,806
123,
022
186,
350
467,
712
0¼C
80¼
C13
0,33
421
2,63
430
8,08
346
7,7
120¼
C70
¼C
190,
637
300,
010
427,
562
467,
712
0¼C
60¼
C25
3,53
739
0,22
255
2,64
753
0,15
110¼
C90
¼C
0,00
00,
000
0,00
053
0,15
110¼
C80
¼C
93,6
0115
7,47
723
4,95
153
0,15
110¼
C70
¼C
162,
073
258,
090
370,
734
530,
1511
0¼C
60¼
C23
3,50
035
9,87
051
1,17
661
1,72
100¼
C90
¼C
0,00
00,
000
0,00
061
1,72
100¼
C80
¼C
0,00
087
,915
138,
688
611,
7210
0¼C
70¼
C12
4,14
520
2,79
029
6,34
561
1,72
100¼
C60
¼C
206,
250
320,
859
457,
131
726,
0890
¼C
80¼
C0,
000
0,00
00,
000
726,
0890
¼C
70¼
C71
,615
126,
440
190,
228
726,
0890
¼C
60¼
C16
6,72
326
5,49
938
2,46
188
8,3
80¼
C70
¼C
0,00
00,
000
0,00
088
8,3
80¼
C60
¼C
114,
128
187,
739
274,
643
1590
,48
70¼
C60
¼C
0,00
00,
000
0,00
0
Tabl
a 9.
42
Pro
ducc
ione
s de
los
dist
into
s M
ED
en
func
ión
de d
ifere
ntes
∆Tª
del
agu
a ca
lient
e

Modelado de una planta desaladora con ECOSIMPRO
208
Análisis de los resultados obtenidos con agua caliente como fuente de calor:
Como puede apreciarse en la tabla anterior pueden alcanzarse producciones
similares a las obtenidas con vapor. Las 3 plantas alcanzan sus producciones
máximas para el rango de temperaturas de entrada-salida de 120-60 ºC, el
mayor de los saltos, con un caudal de alimentación de 467,7 Kg/s, llegándose a
producir 522,647 Kg/s para 16 efectos, 359,87 Kg/s para 12 efectos y 233,5
Kg/s para 8 efectos.
El salto desde los 70ºC hasta los 60ºC no produce agua en ninguno de los
casos por no incorporar energía suficiente al MED.
Cómo se aprecia en la tabla de resultados, a partir de 110 ºC el salto hasta los
90 ºC ya no proporciona energía necesaria para el funcionamiento de la planta,
dicho efecto se ve exagerado conforme se reduce la temperatura de entrada,
necesitándose cada vez un salto mayor para intentar mantener la producción
de agua desalada.
Si representamos en gráficas las producciones de agua desalada de cada
planta para cada temperatura de entrada al MED en función de las
temperaturas de salida se obtiene.

Modelado de una planta desaladora con ECOSIMPRO
209
MED de 8 efectos
0,000
50,000
100,000
150,000
200,000
250,000
300,000
90ºC 80ºC 70ºC 60ºC
Tª de salida del MED
Tª in = 120ºCTª in = 110ºCTª in = 100ºCTª in = 90ºCTª in = 80ºC
Figura 9. 17 Producción de MED de 8 efectos en función del salto del agua
caliente fuente de calor
• Para el MED de 8 efectos todos los saltos de temperatura son operables
cuando la temperatura de entrada es de 120ºC, al igual que para 110ºC.
Para 100ºC, la producción se ve más limitada, requiriendo un salto
mínimo de 20ºC.
MED de 12 efectos
0,000
50,000
100,000
150,000
200,000
250,000
300,000
350,000
400,000
450,000
90ºC 80ºC 70ºC 60ºC
Tª de salida del MED
Tª in = 120ºCTª in = 110ºCTª in = 100ºCTª in = 90ºCTª in = 80ºC
Figura 9. 18 Producción de MED de 12 efectos en función del salto del agua
caliente fuente de calor
• Para el MED de 12 efectos todos los saltos de temperatura son
operables cuando la temperatura de entrada es de 120ºC. Sin embargo
ahora nos vemos más limitados ya que la temperatura de entrada de

Modelado de una planta desaladora con ECOSIMPRO
210
110ºC, no es válida para saltos inferiores a 20ºC. Para 100ºC ahora se
tiene producción con saltos superiores a los 10ºC.
MED de 16 efectos
0,000
100,000
200,000
300,000
400,000
500,000
600,000
90ºC 80ºC 70ºC 60ºC
Tª de salida del MED
Tª in = 120ºCTª in = 110ºCTª in = 100ºCTª in = 90ºCTª in = 80ºC
Figura 9. 19 Producción de MED de 16 efectos en función del salto del agua
caliente fuente de calor
• Para el MED de 16 las condiciones en cuanto a los saltos de
temperatura que generan agua desalada se mantienen respecto al MED
de 12 efectos, aunque con producciones superiores al contar con mayor
número de efectos.
Las tres gráficas ponen de manifiesto un detalle que se escapa observando las
tablas, como se aprecia en las tres gráficas a medida que se disminuye la
temperatura de entrada del flujo de agua caliente, la producción de agua
desalada es más sensible a la temperatura de salida de dicho caudal.
En el caso de la alimentación con agua, el GOR no puede aplicarse al igual que
se hizo con el vapor, pues ahora los caudales de alimentación son 10 veces
mayores que en el caso del vapor, y además, no se contempla en dicho
indicador la variabilidad que puede tener la temperatura de salida del agua del
MED.
La posibilidad de alimentar un segundo MED con la corriente de agua caliente
para aprovechar el calor remanente será una opción que tendrá que ser

Modelado de una planta desaladora con ECOSIMPRO
211
estudiada, ya no sólo desde el punto de vista técnico sino también desde el
económico.
• CONCATENACIÓN DE UN SEGUNDO MED A 50ºC
En la primera tabla se muestran las producciones del segundo MED
suponiendo diferente número de efectos y para todos los saltos de temperatura
posibles. Las producciones vienen dadas en Kg/s de agua desalada.
Tabla 9. 43 Producciones de segunda planta MED (50ºC) en función del
número de efectos
Caudales (Kg/s) Tª inter Tª out MED 8 efectos MED 12 efectos MED 16 efectos 467,7 90 60 126,4337099 201,2133641 272,8269166 467,7 80 60 0 0 0 467,7 70 60 0 0 0
530,15 90 60 151,7589908 237,7487176 320,3145967 530,15 80 60 0 0 0 530,15 70 60 0 0 0
611,72 90 60 184,6882817 285,5590928 382,5850097 611,72 80 60 102,2588088 165,3792251 263,4520122 611,72 70 60 0 0 0
726,08 80 60 132,7381367 209,5196669 283,7943826 726,08 70 60 0 0 0
888,3 70 60 0 0 0
1590,48
Análisis de los resultados obtenidos para la concatenación de un segundo MED a 50ºC
En dicha tabla se observan varias circunstancias:
• Las producciones máximas que se consiguen son todas para el salto
de 90ºC a 60ºC con un caudal de agua caliente de 611,72 Kg/s.
Dichas producciones máximas fueron:

Modelado de una planta desaladora con ECOSIMPRO
212
Tabla 9. 44 Producciones máximas obtenidas
Nº Efectos 8 12 16
Prod. Max
(Kg/s)
184,688 285,559 382,585
• Las producciones mínimas que se consiguen, aparte de en las que
no se consigue nada, para cada planta se dan para el caudal de
611,72 Kg/s y un salto de 80º-60ºC. Dichas producciones son:
Tabla 9. 45 Producciones mínimas obtenidas
Nº Efectos 8 12 16
Prod. Max
(Kg/s)
102,258 165,379 0
• Los únicos saltos que han proporcionado energía suficiente para que
se produzca la desalación han sido los de 90º-60ºC para todos los
caudales disponibles en dicho salto, y el de 80º-60º para los caudales
de 611,72 Kg/s y 726,08 Kg/s.
• Se aprecia como al trabajar a menor temperatura que los MEDs
antes considerados, se trata de plantas mucho más eficientes. Esta
afirmación se apoya en la siguiente comparación: si observamos la
producción de los 3 MEDs a 60ºC alimentados con un caudal de 726
Kg/s con un salto de 90º a 60ºC, con la producción obtenida para el
mismo salto de Tª, pero un caudal inferior de 611,72 Kg/s, por los
MEDs a 50ºC, se observa que la producción es mayor en el caso de
8(184,688 Kg/s frente a 166,73 Kg/s) y 12 efectos(285,559 Kg/s
frente a 265,499 Kg/s) y casi la misma para 16 efectos (en torno a
382 Kg/s).

Modelado de una planta desaladora con ECOSIMPRO
213
• PRODUCCIÓN CONJUNTA DE DOS PLANTAS MED DE 60ºC Y 50ºC CONCATENADAS
Para ver la producción conjunta de la concatenación de los dos MEDs se
muestran las siguientes tablas con las producciones totales:
o Un primer MED de 8 efectos:
Tabla 9. 46 Producción conjunta de plantas MED trabajando a 50ºC
concatenadas con una planta de 8 efectos
Tª in Tª intermd 8+8 8+12 8+16 120 90 195,2397072 270,0193613 341,6329139 120 80 130,3336864 130,3336864 130,3336864 120 70 190,6365221 190,6365221 190,6365221 120 60 253,5369656 253,5369656 253,5369656 110 90 151,7589908 237,7487176 320,3145967 110 80 93,60101064 93,60101064 93,60101064 110 70 162,0733232 162,0733232 162,0733232 110 60 233,5002377 233,5002377 233,5002377 100 90 184,6882817 285,5590928 382,5850097 100 80 102,2588088 165,3792251 0 100 70 124,1450868 124,1450868 124,1450868 100 60 206,2501239 206,2501239 206,2501239 90 80 132,7381367 209,5196669 283,7943826 90 70 71,61514798 71,61514798 71,61514798 90 60 166,722751 166,722751 166,722751 80 70 0 0 0 80 60 114,1281198 114,1281198 114,1281198 70 60 0 0 0

Modelado de una planta desaladora con ECOSIMPRO
214
o Un primer MED de 12 efectos:
Tabla 9. 47 Producción conjunta de plantas MED trabajando a 50ºC
concatenadas con una planta de 12 efectos
Tª in Tª intermd 12+8 12+12 12+16 120 90 249,4559693 324,2356234 395,849176 120 80 212,6340831 212,6340831 212,6340831 120 70 300,0103775 300,0103775 300,0103775 120 60 390,221918 390,221918 390,221918 110 90 151,7589908 237,7487176 320,3145967 110 80 157,4766494 157,4766494 157,4766494 110 70 258,0903596 258,0903596 258,0903596 110 60 359,8695806 359,8695806 359,8695806 100 90 184,6882817 285,5590928 382,5850097 100 80 190,1740098 253,2944262 351,3672133 100 70 202,7899081 202,7899081 202,7899081 100 60 320,8593278 320,8593278 320,8593278 90 80 132,7381367 209,5196669 283,7943826 90 70 126,439847 126,439847 126,439847 90 60 265,4993132 265,4993132 265,4993132 80 70 0 0 0 80 60 187,7387585 187,7387585 187,7387585 70 60 0 0 0

Modelado de una planta desaladora con ECOSIMPRO
215
o Un primer MED de 16 efectos:
Tabla 9. 48 Producción conjunta de plantas MED trabajando a 50ºC
concatenadas con una planta de 16 efectos
Tª in Tª intermd 16+8 16+12 16+16 120 90 312,7833115 387,5629657 459,1765182 120 80 308,0829059 308,0829059 308,0829059 120 70 427,5616065 427,5616065 427,5616065 120 60 552,6467677 552,6467677 552,6467677 110 90 151,7589908 237,7487176 320,3145967 110 80 234,9508853 234,9508853 234,9508853 110 70 370,7341154 370,7341154 370,7341154 110 60 511,1762986 511,1762986 511,1762986 100 90 184,6882817 285,5590928 382,5850097 100 80 240,9467049 304,0671213 402,1399084 100 70 296,3449764 296,3449764 296,3449764 100 60 457,1311769 457,1311769 457,1311769 90 80 132,7381367 209,5196669 283,7943826 90 70 190,2278216 190,2278216 190,2278216 90 60 382,4607104 382,4607104 382,4607104 80 70 0 0 0 80 60 274,6425824 274,6425824 274,6425824 70 60 0 0 0
Al colocar la temperatura de trabajo del segundo MED en 50ºC la única
configuración que permite que ambos MEDs trabajen, es decir que ambos
produzcan agua desalada, independientemente del número de efectos, es con
una Tªin de 120ºC, una Tªinter de 90 ºC y una Tªout de 60ºC. De esta forma se
consiguen los valores, en Kg/s:

Modelado de una planta desaladora con ECOSIMPRO
216
Tabla 9. 49 Producciones del conjunto con Tªin de 120ºC, una Tªinter de 90 ºC
y una Tªout de 60ºC
MED-1
MED-2
8
EFECTOS
12
EFECTOS
16
EFECTOS
8
EFECTOS
195,239
249,456
312,783
12
EFECTOS
270,019
324,236
387,563
16
EFECTOS
341,633
395,849
459,176
También se obtienen resultados válidos para una temperatura de entrada de
100ºC, una temperatura intermedia de 80ºC y una de salida de 60ºC, excepto
para el MED de 8 efectos, que no produce nada, trabajando a 60ºC:
Tabla 9. 50 Producciones del conjunto con Tªin de 100ºC, una Tªinter de 80 ºC
y una Tªout de 60ºC
MED-1
MED-2
8 12 16
8 - 190,174
240,947
12 - 253,294
304,067
16 - 351,367
402,140
De esta forma, se ha comprobado que la concatenación con un MED de 50ºC
no mejora le eficiencia de la planta pues se genera más aplicando un único
salto de agua desde los 120ºC a los 60ºC de manera directa en un MED de 16
efectos. Si bien es cierto que una planta con dos MEDs en serie tiene mejor

Modelado de una planta desaladora con ECOSIMPRO
217
fiabilidad que si sólo hubiera una, sobretodo si la temperatura de trabajo de los
MED es variable, de tal forma que en caso de parada de uno, éste se puentee
y el otro pueda trabajar en otras condiciones para mantener la producción. Esta
solución sin embargo parece a primera vista más costosa económicamente
hablando.
Por ello, a continuación nos planteamos como cambiaría la eficiencia del
conjunto si el segundo MED trabaja a 40ºC, 10ºC menos de lo planteado hasta
ahora.
• CONCATENACIÓN DE UN SEGUNDO MED A 40ºC
Para esta nueva temperatura de trabajo del segundo MED, estudiaremos tres
posibilidades: una planta de 11 efectos con precalentamientos de agua de 1ºC,
una planta de 8 efectos con precalentamientos de agua de 1,5ºC y una última
planta de 6 efectos con precalentamientos de 2ºC. Todas las plantas trabajan
entre los 40º y los 30ºC, al igual que todas las plantas trabajan con un salto de
temperatura en el condensador de 8ºC.
En la siguiente tabla se muestran las producciones obtenidas mediante
simulación para cada una de las tres plantas antes mencionadas:

Modelado de una planta desaladora con ECOSIMPRO
218
Tabla 9. 51 Producciones de segunda planta MED (40ºC) en función del
número de efectos
Caudales (Kg/s) Tª inter Tª out MED 6 efectos MED 8 efectos MED 11 efectos 467,7 90 60 105,352102 144,8985661 201,7509584 467,7 80 60 0 0 0 467,7 70 60 0 0 0
530,15 90 60 124,8183443 170,4274231 235,9454124 530,15 80 60 0 0 0 530,15 70 60 0 0 0
611,72 90 60 149,2112976 202,8808498 281,1852411 611,72 80 60 85,97460423 119,7858763 0 611,72 70 60 0 0 0
726,08 80 60 109,1741905 150,0847337 209,2255015 726,08 70 60 0 0 0
888,3 70 60 0 0 0
1590,48
De nuevo queda patente en este experimento cómo al reducir la temperatura
de la fuente de calor, hay que reducir el número de efectos.

Modelado de una planta desaladora con ECOSIMPRO
219
• PRODUCCIÓN CONJUNTA DE DOS PLANTAS MED DE 60ºC Y 40ºC CONCATENADAS
o Un primer MED de 8 efectos
Tabla 9. 52 Producción conjunta de plantas MED trabajando a 40ºC
concatenadas con una planta de 8 efectos
Tª in Tª intermd 8+6 8+8 8+11 120 90 174,1580993 213,7045634 270,5569556 120 80 130,3336864 130,3336864 130,3336864 120 70 190,6365221 190,6365221 190,6365221 120 60 253,5369656 253,5369656 253,5369656 110 90 124,8183443 170,4274231 235,9454124 110 80 93,60101064 93,60101064 93,60101064 110 70 162,0733232 162,0733232 162,0733232 110 60 233,5002377 233,5002377 233,5002377 100 90 149,2112976 202,8808498 281,1852411 100 80 85,97460423 119,7858763 0 100 70 124,1450868 124,1450868 124,1450868 100 60 206,2501239 206,2501239 206,2501239 90 80 109,1741905 150,0847337 209,2255015 90 70 71,61514798 71,61514798 71,61514798 90 60 166,722751 166,722751 166,722751 80 70 0 0 0 80 60 114,1281198 114,1281198 114,1281198 70 60 0 0 0

Modelado de una planta desaladora con ECOSIMPRO
220
o Un primer MED de 12 efectos
Tabla 9. 53 Producción conjunta de plantas MED trabajando a 40ºC
concatenadas con una planta de12 efectos
Tª in Tª intermd 12+6 12+8 12+11 120 90 228,3743614 267,9208255 324,7732177 120 80 212,6340831 212,6340831 212,6340831 120 70 300,0103775 300,0103775 300,0103775 120 60 390,221918 390,221918 390,221918 110 90 124,8183443 170,4274231 235,9454124 110 80 157,4766494 157,4766494 157,4766494 110 70 258,0903596 258,0903596 258,0903596 110 60 359,8695806 359,8695806 359,8695806 100 90 149,2112976 202,8808498 281,1852411 100 80 173,8898053 207,7010773 87,91520106 100 70 202,7899081 202,7899081 202,7899081 100 60 320,8593278 320,8593278 320,8593278 90 80 109,1741905 150,0847337 209,2255015 90 70 126,439847 126,439847 126,439847 90 60 265,4993132 265,4993132 265,4993132 80 70 0 0 0 80 60 187,7387585 187,7387585 187,7387585 70 60 0 0 0

Modelado de una planta desaladora con ECOSIMPRO
221
o Un primer MED de 16 efectos
Tabla 9. 54 Producción conjunta de plantas MED trabajando a 40ºC
concatenadas con una planta de 16 efectos
Tª in Tª intermd 16+6 16+8 16+11 120 90 291,7017036 331,2481677 388,10056 120 80 308,0829059 308,0829059 308,0829059 120 70 427,5616065 427,5616065 427,5616065 120 60 552,6467677 552,6467677 552,6467677 110 90 124,8183443 170,4274231 235,9454124 110 80 234,9508853 234,9508853 234,9508853 110 70 370,7341154 370,7341154 370,7341154 110 60 511,1762986 511,1762986 511,1762986 100 90 149,2112976 202,8808498 281,1852411 100 80 224,6625004 258,4737724 138,6878962 100 70 296,3449764 296,3449764 296,3449764 100 60 457,1311769 457,1311769 457,1311769 90 80 109,1741905 150,0847337 209,2255015 90 70 190,2278216 190,2278216 190,2278216 90 60 382,4607104 382,4607104 382,4607104 80 70 0 0 0 80 60 274,6425824 274,6425824 274,6425824 70 60 0 0 0
Al igual que pasó con el segundo MED trabajando a 50ºC, son muy pocos los
casos en los que ambos MEDs producen agua simultáneamente: sólo para el
caso de 120º-90º-60º producen los dos MEDs independientemente del número
de efectos. Dichas producciones se recogen a continuación en la siguiente
tabla:

Modelado de una planta desaladora con ECOSIMPRO
222
Tabla 9. 55 Producciones del conjunto con Tªin de 120ºC, una Tªinter de 90 ºC
y una Tªout de 60ºC
MED-1
MED-2
8
EFECTOS
12
EFECTOS
16
EFECTOS
6
EFECTOS
174,1580993
228,3743614
291,7017036
8
EFECTOS
213,7045634
267,9208255
331,2481677
11
EFECTOS
270,5569556
324,7732177
388,10056
Para el caso 100º-80º-60º sólo producen de manera simultánea los dos MEDs
cuando el primero tiene 12 efectos y el segundo 8 efectos.
Tabla 9. 56 Producciones del conjunto con Tªin de 100ºC, una Tªinter de 80 ºC
y una Tªout de 60ºC
MED-1
MED-2
8 12 16
6 -
-
-
8 -
207,7010773
-
11 -
-
-
Dicho resultado se interpreta como un fallo en la convergencia del Ecosim,
puesto que aparentemente no tiene sentido que se no genere agua desalada
con un segundo MED de 11 o de 8 efectos, ni tampoco cambiando el primer
MED de 12 efectos por el de 16.
Las producciones siguen manteniéndose por debajo de las ofrecidas por un
solo MED aprovechando todo el salto desde los 120ºC hasta los 60ºC.

Modelado de una planta desaladora con ECOSIMPRO
223
f) Vapor vs Agua Caliente
Las producciones máximas obtenidas con cada uno de los tipo de fuente de
alimentación fueron:
Tabla 9. 57 Producciones máximas para cada planta MED en función de las
fuentes de calor planteadas
8 Efectos (Kg/s)
10 Efectos (Kg/s)
12 Efectos (Kg/s)
16 Efectos (Kg/s)
Vapor a 65ºC (49,365 Kg/s)
247,043 321,285 380,618 536,675
Vapor a 70ºC (45,138 Kg/s)
214,043 280,172 332,379 472,717
Vapor a 75ºC (40,865 Kg/s)
181,336 240,255 284,608 409,276
Vapor a 80ºC (36,545 Kg/s)
148,129 199,582 236,582 341,482
Agua Caliente
(467,7 Kg/s) Tªin=120ºC Tªout=60ºC
253,537
-
390,222
552,647
Las producciones obtenidas para las plantas concatenadas no superan las
obtenidas por las plantas individuales. En el siguiente cuadro se incluyen las
producciones máximas obtenidas para las configuraciones de MEDs
concatenados estudiadas:

Modelado de una planta desaladora con ECOSIMPRO
224
Tabla 9. 58 Producción de agua desalada en las diferentes concatenaciones
estudiadas
CONFIGURACIÓN Producción Agua Desalada (Kg/s)
8+8 195,239
8+12 270,019
8+16 341,633
12+8 249,456
12+12 324,236
12+16 395,849
12+16 312,783
16+8 312,783
16+12 387,563
Segu
ndo
MED
a 5
0ºC
16+16 459,176
8+6 174,1580993
8+8 213,7045634
8+11 270,5569556
Segu
ndo
MED
a 4
0ºC
12+6 228,3743614

Modelado de una planta desaladora con ECOSIMPRO
225
12+8 267,9208255
12+11 324,7732177
16+6 291,7017036
16+8 331,2481677
16+11 388,10056
Para poder apreciar mejor las diferentes producciones obtenidas con las
diferentes fuentes de calor se presentan en el siguiente gráfico de barras:
0
100
200
300
400
500
600
8 efectos 10 efectos 12 efectos 16 efectos
Nº de efectos
Vapor a 65ºCVapor a 70ºCVapor a 75ºCVapor a 80ºCAgua Caliente
Figura 9. 20 Producciones de las diferentes plantas MED para cada fuente de
calor
Como se puede apreciar los resultados obtenidos con agua caliente para un
solo MED son equiparables e incluso superiores a las producciones para vapor
a 65ºC. Además, la alimentación con agua caliente tiene una serie de ventajas

Modelado de una planta desaladora con ECOSIMPRO
226
adicionales. La principal es que el circuito de acoplamiento se hace más
sencillo, pues no hace falta un tanque flash, aunque las conducciones tendrán
que ser de mayor tamaño pues los caudales aumentan, llegando a ser más de
10 veces los caudales para alimentación con vapor. Otra de las ventajas de la
alimentación con agua es que siempre se puede plantear el acoplamiento de
un segundo MED para producción de agua para la alimentación de sistemas
tanto de la planta como de la propia central nuclear.
En cuanto al número de efectos a instalar, dependerá básicamente de la
producción deseada y de las limitaciones económicas.

Conclusiones: Acoplamiento PBMR - MED
227
10.- CONCLUSIONES: ACOPLAMIENTO PBMR – MED
Primeramente se comentará los aspectos más destacados del acoplamiento
para pasar posteriormente a la planta de desalación en sí.
Se estudió el acoplamiento térmico, dejando el acoplamiento eléctrico de lado
pues el acoplamiento eléctrico tiene poco sentido en un planta MED, donde los
requerimientos térmicos son altos. De esta forma el acoplamiento térmico
aprovecha la energía del agua de refrigeración como fuente de calor, evitando
así el uso de hidrocarburos.
Como se vio, los circuitos de acoplamiento son notablemente distintos en
función de si alimentamos con agua caliente o con vapor. En el caso del vapor
la gran diferencia es la existencia de un tanque flash en el que se produce la
evaporación, y la necesidad de regeneración del caudal del circuito de
acoplamiento para mantener dicho caudal constante. En el caso del
acoplamiento con agua caliente el circuito se simplifica bastante pues ya no
hay tanque flash, y como el caudal es constantes no es necesario aportar más
agua. Es cierto, sin embargo que al manejar caudales mucho mayores,
necesarios como se vio para mantener la eficiencia de la desalación, los
diámetros de las tuberías y las potencias de bombeo serán mucho mayores
que en el caso del vapor.
Al simular con Ecosim el acoplamiento con vapor se obtuvieron múltiples
soluciones de caudal de vapor para la misma temperatura de entrada al tanque
flash, el mismo caudal por el circuito de acoplamiento y la misma temperatura
de operación del tanque flash, lo cual se debió a la variación de los flujos
externos de refrigeración del circuito de refrigeración. En las posteriores
simulaciones sólo se emplearon los caudales máximos obtenidos para cada
temperatura de trabajo del tanque flash. Tras las simulaciones pertinentes se
observó que el caudal de aporte al MED se reducía a medida que
aumentábamos la temperatura de trabajo del MED, pasando de unos 49 Kg/s a
65ºC a hasta unos 39 Kg/s. Se puso de manifiesto que la relación entre los
flujos máximos de vapor y la temperatura de entrada al tanque no siguen una

Conclusiones: Acoplamiento PBMR - MED
228
relación lineal. Por último señalar la importancia de la temperatura de operación
del tanque flash, pues marcará la temperatura de trabajo del primer efecto del
MED.
La simulación del circuito de acoplamiento con agua caliente resultó más
sencilla debido principalmente al menor número de componentes que el circuito
incluye. La simulación puso de manifiesto que los caudales de agua caliente
para las distintas temperaturas de entrada al MED eran entre 2 y 3 órdenes de
magnitud mayores que los obtenidos para vapor (caudales desde los 467, 7
Kg/s hasta los 1590,48 Kg/s). A diferencia del acoplamiento con vapor ahora
existirá una nueva variable a controlar en la simulación de la planta MED: el
salto de temperatura que da el flujo de agua al pasar por el MED. Al igual que
ocurría con el vapor, a medida que la temperatura de aporte al MED aumenta,
el caudal disminuye, aunque no de manera lineal, sino que la disminución es
más acusada para las temperaturas bajas que para las altas. La temperatura
máxima que se obtuvo fue de 120ºC con una caudal de 467,7 Kg/s. A pesar de
que probó con 130ºC, el modelo en este caso no era convergente.
A continuación se comentan los resultados obtenidos para la producción de la
planta de desalación MED, alimentada con los flujos máximos de agua caliente
y de vapor obtenidos.
El estudio de la planta de desalación se divide en tres partes. En una primera
parte se simulan las producciones para 4 plantas de 8, 10, 12, y 16 efectos
respectivamente. En todas las simulaciones, independientemente del número
de efectos, el flujo de agua que entra en el primer efecto se mantiene constante
en 1000 Kg/s. Se estudia la producción parcial de cada uno de los efectos, de
esta forma se entiende mejor la influencia que tiene el número de efectos sobre
la producción. Posteriormente se procede a simular las producciones de dichas
plantas pero variando ahora el precalentamiento que sufre el agua procedente
del mar en el condensador del último efecto. Por último, se comparan las
producciones para las diferentes fuentes de calor evaluadas en el estudio del
acoplamiento. Además también se plantea la posibilidad de la concatenación
de plantas MED para el acoplamiento con agua caliente.

Conclusiones: Acoplamiento PBMR - MED
229
Tras las pertinentes evaluaciones en los diferentes apartados anteriormente
mencionados, los aspectos más relevantes de la planta de desalación:
• La temperatura del efecto más caliente (1er efecto) viene fijada por la
temperatura del vapor o del agua caliente que se utiliza como energía inicial.
Si se tiene vapor, este ha de condensarse, así que el primer efecto tendrá que
estar un par de grados más frío que el vapor. Si se tiene agua caliente, pasará
lo mismo, ya que el agua tiene que enfriarse.
• La variación del número de efectos influye de manera directa sobre la
producción final de agua. Siendo el parámetro más importante de la planta,
existen otros que pueden variar, aumentando o disminuyendo la producción.
• Siempre habrá que tomar una decisión de consenso, entre la producción de
agua potable y los costes económicos, ya que, un número elevado de efectos,
dispara los costes no solo de instalación sino también de mantenimiento.
• El precalentamiento sufrido por el agua depende del número de efectos. Un
mayor precalentamiento aumenta la producción de vapor en el primer efecto,
poniendo más energía a disposición de los sucesivos efectos.
• A pesar de que la salinidad debe mantenerse por debajo de los 75 g/Kg, no
se ha prestado demasiada atención a dicho parámetro, puesto que las
producciones máximas obtenidas rondaban los 85 g/Kg de concentración en la
salmuera.
• El precalentamiento del agua en el condensador permite por un lado
condensar el vapor generado en el último efecto, y por otro, aumenta la
temperatura del agua que entra en el MED. Interesa por tanto que dicho
calentamiento sea lo mayor posible. Sin embargo, como no toda el agua que
pasa por el condensador es introducida el MED, sino que parte se desecha al
medio, la cargar térmica de dicho flujo ha de estar controlada para no crear

Conclusiones: Acoplamiento PBMR - MED
230
perjuicio alguno sobre el medio. Otra limitación es que para aumentar la
temperatura del agua, se reduce el caudal, pudiendo darse el caso de que la
cantidad introducida al MED se vea afectada.
• El aumento de la temperatura del vapor fuente de calor supuso un perjuicio
para la producción de la planta, para los modelos desarrollados. La producción
óptima se conseguía para 65ºC en todas las plantas.
• En el acoplamiento con agua caliente las mayores producciones se
obtuvieron para el menor caudal pero la mayor temperatura de entra,
aprovechando el máximo salto de temperatura, desde 120ºC hasta los 60ºC.
• Las concatenación de plantas MED no resultó una buena estrategia para
aumentar la eficiencia y la producción, pues en todos los casos planteados la
producción era menor que para el caso de una sola planta aprovechando el
máximo salto de temperatura.
• Los MED alimentados con vapor tienen mayor eficiencia que los
alimentados con agua caliente. Sin embargo éstos últimos presentan la
posibilidad de acoplar varios en serie, aumentando así la fiabilidad de la planta,
aunque esta segunda opción supone un mayor coste.
• El acoplamiento con vapor presenta producciones máximas superiores en
todas las plantas, aunque la diferencia no es mucha. La decisión de adoptar
uno u otro habrá de hacerse teniendo en cuenta aspectos económicos como
puede ser la necesidad del tanque flash para generar vapor, o el mayor tamaño
de tuberías exigido por los mayores caudales que desarrolla el acoplamiento
con agua caliente.
• Por último, señalar que en caso de no funcionamiento de la planta de
desalación, tienen que existir medios alternativos para enfriar el agua de
refrigeración procedente del reactor. De esta forma, tanto en el circuito
primario, como en el de acoplamiento se incluyen intercambiadores de calor

Conclusiones: Acoplamiento PBMR - MED
231
que en caso de parada del MED evacuan el calor del agua del circuito primario.
Se han tenido en cuenta otras medidas de seguridad como una mayor presión
el en circuito de acoplamiento que en el primario, para así evitar la posible
contaminación por partículas radiactivas del agua desalada.

Bibliografía
232
BIBLIOGRAFÍA
Libros:
[PEJU98] Perera, Juan Carlos Ibrahim, “Desalación de Aguas” Colección
Sienor. Mayo,1998
“Libro Blanco del Agua en España” Edición 2000
[IAEA00] International Atomic Energy Agency “Introdution of nuclear
Desalation”, Viena 2000. Technical reports series No. 400
[EAINT] EA Internacional “EcosimPro. EL Modeling Language”
[EAINT] EA Internacional “EcosimPro. Pruebas de la librería
THERMAL_BALANCE”
Artículos: [RUMA ] Rubio Visires, Manuel; Zarzo Martínez, Domingo; Hernández
Navarro, José “Aplicación práctica de turbinas de recuperación de energía en
desalinización de aguas salobres” Ingeniería Civil, Nº 110
[ECAN ] Echevarría, Angel “Planta desaladora en el valle de San Lorenzo.
Tenerife” Ingeniería Civil, Nº 110
[ARJU ] De Armas, Juan Carlos “Alta recuperación de agua con E.D.R.”
Ingeniería Civil, Nº 110
Catálogo AQUAPORT

Bibliografía
233
Páginas web consultadas: “Criterios de comparación y selección del proceso ósmosis inversa”
www.esicm.co.cu/tryal1/Capitulo3.pdf
“La desalación como alternativa al PHN”
www.agua-debate.org/htm/biblioteca/doc/desal.pdf
“Encuentro medioambiental almeriense: en busca de soluciones. Desalación”
www.gem.es/MATERIALES/DOCUMENT/go1/d01105/d0115.htm
www.nuc.berkeley.edu
www.ga.com
www.ecosimpro.com
www.cabildo.com/inalsa
www.infochannel.es
www.hispagua.cedex.es
www.gem.es
Fabricante de sistemas MED: www.doosahydro.com