EVALUACIÓN DE LA DISMINUCIÓN DE TIEMPOS DE PROCESO Y...
157
EVALUACIÓN DE LA DISMINUCIÓN DE TIEMPOS DE PROCESO Y EL CORRECTO ANCLAJE DE LAS TINTAS OFFSET CON LA INCORPORACIÓN DE ADITIVOS DE SECADO EN LA EMPRESA CARTONERÍA INDUSTRIAL S.A.S - INDUCARTÓN LAURA CATHERINE SALGADO LARA ANDRES MAURICIO CARDONA RIOS FUNDACIÓN UNIVERSIDAD DE AMÉRICA FACULTAD DE INGENIERÍAS PROGRAMA DE INGENIERÍA QUÍMICA BOGOTÁ D.C 2017
Transcript of EVALUACIÓN DE LA DISMINUCIÓN DE TIEMPOS DE PROCESO Y...

EVALUACIÓN DE LA DISMINUCIÓN DE TIEMPOS DE PROCESO Y EL CORRECTO ANCLAJE DE LAS TINTAS OFFSET CON LA INCORPORACIÓN
DE ADITIVOS DE SECADO EN LA EMPRESA CARTONERÍA INDUSTRIAL S.A.S - INDUCARTÓN
LAURA CATHERINE SALGADO LARA ANDRES MAURICIO CARDONA RIOS
FUNDACIÓN UNIVERSIDAD DE AMÉRICA FACULTAD DE INGENIERÍAS
PROGRAMA DE INGENIERÍA QUÍMICA BOGOTÁ D.C
2017

2
EVALUACIÓN DE LA DISMINUCIÓN DE TIEMPOS DE PROCESO Y EL CORRECTO ANCLAJE DE LAS TINTAS OFFSET CON LA INCORPORACIÓN
DE ADITIVOS DE SECADO EN LA EMPRESA CARTONERÍA INDUSTRIAL S.A.S - INDUCARTÓN
LAURA CATHERINE SALGADO LARA ANDRES MAURICIO CARDONA RIOS
Proyecto integral de grado para optar al título de: INGENIERO QUÍMICO
Director YULY VIVIANA GONZÁLEZ
Ingeniera Química
FUNDACIÓN UNIVERSIDAD DE AMÉRICA FACULTAD DE INGENIERÍAS
PROGRAMA DE INGENIERÍA QUÍMICA BOGOTÁ D.C
2017

3
Nota de aceptación:
_____________________________________
_____________________________________
_____________________________________
_____________________________________
_________________________________
Ing. Diego Nicolás Rodríguez Presidente del Jurado
_________________________________
Ing. Oscar Lombana
Jurado 1
_________________________________
Ing. Nubia Becerra
Jurado 2
Bogotá, D.C. Marzo de 2017

4
DIRECTIVAS DE LA UNIVERSIDAD
Presidente de la Universidad y Rector del Claustro
Dr. Jaime Posada Díaz
Vicerrector de Desarrollo y Recursos Humanos.
Dr. Luis Jaime Posada García-Peña
Vicerrectora Académica y de Posgrados.
Dra. Ana Josefa Herrera Vargas
Secretario General.
Dr. Juan Carlos Posada Garcia-Peña
Decano de Facultad de ingenierías
Ing. Julio Cesar Fuentes Arismendi
Director Programa Ingeniería Química
Ing. Leonardo de Jesús Herrera Gutiérrez

5
Las directivas de la Universidad de
América, los jurados calificadores y el
cuerpo docente no son responsables por
los criterios e ideas expuestas en el
presente documento. Estos corresponden
únicamente a los autores.

6
DEDICATORIA
Dedico este logro primero que todo a Marlen Lara, para mí la mejor mamá del mundo, porque siempre me escuchas y me aconsejas. Porque gracias a tu apoyo incondicional siempre logro lo que me propongo, te quiero.
A mi hermana Ana Maria Salgado, porque espero servirte como inspiración para que logres todos los sueños que te propones, te quiero mocosa. Laura Catherine Salgado Lara

7
Dedico este logro primero que todo a Dios por ser mi guía a lo largo de esta etapa de mi vida y por darme la sabiduría para culminarla.
A mis padres Fernando Cardona y Luz Edith Ríos por apoyarme en cada paso y decisión que he tomado. A mi abuela María García porque, en gran parte, gracias a ella y a su amor incondicional llegué a ser la persona que hoy en día soy. A mis tías Luz Miriam Cardona, Nancy Liliana Cardona y Alba Lilia Cardona, por brindarme todo su amor y su apoyo a lo largo de mi vida. Al resto de mi familia porque ellos son una fuente de inspiración para seguir adelante y luchar por mis sueños. A mi novia Nathalia Patiño por brindarme todo su amor, creer siempre en mí, apoyarme sin importar lo difícil de la situación y darme la fortaleza necesaria para superar esta etapa. Te amo. Finalmente a mis amigos, pues han estado a mi lado sin importar qué y me han ayudado a cumplir mis metas. Andrés Mauricio Cardona Ríos

8
AGRADECIMIENTOS
Los autores de este proyecto de grado quieren manifestar su agradecimiento a: A Dios por darnos sabiduría e inteligencia, brindarnos la fuerza y herramientas necesarias para desarrollar este proyecto de grado. A nuestros familiares, que desde el comienzo han estado presentes para impulsarnos a alcanzar cada una de las metas y objetivos. A nuestro asesor Diego Nicolás Rodríguez por brindarnos su apoyo y guía para lograr los objetivos del presente trabajo de grado. Magdalena Pachón por permitirnos realizar el presente proyecto en la empresa CARTONERÍA INDUSTRIAL S.A.S - INDUCARTÓN. A la ingeniera Yuly Gonzales por apoyarnos a lo largo del desarrollo del proyecto y brindarnos su conocimiento para alcanzar satisfactoriamente los objetivos Y a todas las personas que de una u otra forma colaboraron para que el desarrollo de este proyecto fuera posible su realización.

9
CONTENIDO
pág.
INTRODUCCIÓN 23
OBJETIVOS 24
1.GENERALIDADES DE LA IMPRESIÓN OFFSET 25
1.1 TINTA 25
1.1.1 Tintas líquidas 25
1.1.2 Tintas pastas 25
1.1.3 Componentes de la tinta 25
1.1.3.1 Vehículo 25
1.1.3.2 Pigmentos 26
1.1.3.3 Aditivos 27
1.1.4 Propiedades de las tintas 28
1.1.4.1 Propiedades ópticas 28
1.1.4.2 Propiedades reológicas 29
1.1.4.3 Propiedades de resistencia 29
1.2 SUSTRATO 29
1.2.1 Propiedades de los sustratos 30
1.3 SECADO DE LA TINTA 31
1.3.1 Secado convencional 31
1.3.2 Secado especial 32
1.3.3 Secado en la impresión offset 32
1.3.3.1 Propiedades que afectan el secado 33
1.4 IMPRESIÓN OFFSET 33
1.4.1 Partes de la máquina 33
1.5 SOLUCIÓN DE FUENTE 34
1.5.1 Propiedades de la solución de fuente 35
2. DIAGNÓSTICO 36
2.1 GENERALIDADES DE LA EMPRESA CARTONERÍA INDUSTRIAL S.A.S - INDUCARTÓN 36
10
2.1.1 Misión 37
2.1.2 Visión 37
2.1.3 Política de calidad 37
2.2 PROCESO PRODUCTIVO DE LA EMPRESA 38
2.2.1 Pre-impresión y pre-prensa 39
2.2.2 Impresión 40
2.2.3 Post-impresión 40
2.3 IMPRESIÓN OFFSET 40
2.3.1 Máquinas impresoras 41
2.3.2 Sustratos 43
2.3.3 Tintas 43
2.3.4 Solución de fuente 44
2.3.5 Tiempos de secado y pruebas de calidad 44
2.4 EVIDENCIA DEL PROBLEMA 45
3. EVALUACIÓN DE ADITIVOS DE SECADO 49
3.1 MATERIALES 49
3.1.1 Tintas 49
3.1.2 Polyboard y metalizado 49
3.1.3 Quick Peek 49
3.1.4 Aditivos de secado 50
3.1.5 Limpiador de rodillos 50
3.1.6 Balanza 50
3.2 DISEÑO DE EXPERIMENTOS 50
3.3 PRUEBAS DE SECADO Y ANCLAJE DE LA TINTA 56
3.4 RESULTADOS DE LA EXPERIMENTACIÓN 56
3.5 ANÁLISIS DE RESULTADOS 60
3.6 RESULTADOS EN PLANTA 71
4. SELECCIÓN DE UN EQUIPO DE SECADO 76
4.1 GENERALIDADES DEL PROCESO DE SECADO 76
4.2 EQUIPOS DE SECADO 76
4.3 BALANCE DE MATERIA Y ENERGÍA 79
11
5. COSTOS 92
5.1 COSTOS DE LA INCORPORACIÓN DE ADITIVOS 92
5.1.1 Costos Opex 94
5.1.1.1 Opex para el proceso con polyboard 94
5.1.1.2 Opex para el proceso con metalizado 96
5.2 COSTOS DE LA INVERSIÓN DEL SECADOR INFRARROJO BIGRED - BR3 – V30 98
6. CONCLUSIONES 100
7. RECOMENDACIONES 102
BIBLIOGRAFÍA 103
ANEXOS 106

12
LISTA DE CUADROS
pág.
Cuadro 1. Pigmentos comunes 27
Cuadro 2. Alternativas para el secado de la tinta 46
Cuadro 3. Símbolos para pruebas de cinta y refrigeración. 58
Cuadro 4. Prueba de refrigeración y cinta adhesiva color amarillo. 58
Cuadro 5. Prueba de refrigeración y cinta adhesiva color Magenta. 59
Cuadro 6. Prueba de refrigeración y cinta adhesiva color Cyan. 59
Cuadro 7. Prueba de refrigeración y cinta adhesiva color Negro. 59
Cuadro 8. Equipos de secado Infrarrojos. 78

13
LISTA DE DIAGRAMAS
pág. Diagrama 1. Proceso productivo de la empresa. 39
Diagrama 2. Metodología del experimento 53

14
LISTA DE TABLAS
pág. Tabla 1. Diseño experimentos. 52
Tabla 2. Número de experimentos. 53
Tabla 3. Anova Multivariado tinta amarilla sobre polyboard. 62
Tabla 4. Anova Multivariado tinta amarilla sobre metalizado. 63
Tabla 5. Anova Multivariado Negro sobre Polyboard. 64
Tabla 6. Anova Multivariado Negro sobre metalizado. 65
Tabla 7. Anova Multivariado Cyan sobre polyboard. 66
Tabla 8. Anova Multivariado Cyan sobre Metalizado 67
Tabla 9. Anova Multivariado Magenta sobre Polyboard. 68
Tabla 10. Anova Multivariado Magenta sobre Metalizado 69
Tabla 11. Diferencia de pendientes Polyboard. Co - Mn: Constante, Zr: Variable 70
Tabla 12. Diferencia de pendientes Polyboard. Co - Mn: Variable, Zr: Constante 71
Tabla 13. Diferencia de pendientes metalizado. Co - Mn: Constante, Zr: Variable 71
Tabla 14. Diferencia de pendientes Metalizado. Co - Mn: variable, Zr: Constante 71
Tabla 15. Prueba Planta color Amarillo, polyboard. 72
Tabla 16. Prueba Planta color Negro, polyboard. 72
Tabla 17. Prueba Planta color Magenta, polyboard. 72
Tabla 18. Prueba Planta color Cyan, polyboard. 72
Tabla 19. Prueba Planta color Amarillo, metalizado. 73
Tabla 20. Prueba Planta color Negro, metalizado. 73
Tabla 21. Prueba Planta color Magenta, metalizado. 73
Tabla 22. Prueba Planta color Cyan, metalizado. 73
Tabla 23. Producto Color Amarillo 73
Tabla 24. Producto color Café 74
Tabla 25. Producto color Magenta. 74
Tabla 26. Muestra A. 80
Tabla 27. Muestra B. 80
Tabla 28. Constantes de Antoine del agua 87
Tabla 29. Datos iniciales 88
Tabla 30. Datos balance de energía. 89
Tabla 31. Resultados de los cálculos 91
Tabla 32. Costo de los aditivos 92
Tabla 33. Costo de las tintas 92
Tabla 34. Costo tintas antes del proyecto 93
Tabla 35. Costo tintas después del proyecto 93
Tabla 36. Costo total antes y después del proyecto 93
15
Tabla 37. Costos producción y operación mensual antes del proyecto polyboard. 95
Tabla 38. Costos producción y operación mensual después del proyecto polyboard. 95
Tabla 39. Diferencia costo total en el proceso. 96
Tabla 40. Costos producción y operación mensual antes del proyecto metalizado. 97
Tabla 41. Costos producción y operación mensual después del proyecto metalizado. 97
Tabla 42. Diferencia costo total en el proceso. 98
Tabla 43. Costos Capex 99
Tabla 44. Costos Opex 99
16
LISTA DE GRÁFICAS
pág.
Gráfico 1. Tiempo de secado de cada una de las tintas en Polyboard 57
Gráfico 2. Tiempo de secado de cada una de las tintas en Metalizado 57
Gráfico 3. Interacciones aditivos en tinta amarilla sobre polyboard. 62
Gráfico 4. Interacciones aditivos en tinta amarilla sobre metalizado. 63
Gráfico 5. Interacciones aditivos tinta negra sobre polyboard. 64
Gráfico 6. Interacción aditivos tinta negra sobre metalizados. 65
Gráfico 7. Interacción aditivos tinta cyan sobre polyboard. 66
Gráfico 8. Interacción aditivos tinta cyan sobre metalizado. 67
Gráfico 9. Interacción aditivos Magenta sobre polyboard. 68
Gráfico 10. Interacción aditivos Magenta sobre Metalizado. 69
17
LISTA DE FIGURAS
pág.
Figura 1. Comportamiento de la tinta con surfactante. 28
Figura 2. Acción del oxígeno. 32
Figura 3. Batería de rodillos en las máquinas offset. 34
Figura 4. Planchas de impresión offset. 41
Figura 5. Sistema de mojado y entintado de una impresora offset. 42
Figura 6. Quick Peek. 49
Figura 7. Barridos hechos con quick peek. 55
Figura 8. Dosificador y plancha del Quek peek 55
Figura 9. Diseño secador. 81
18
LISTA DE ECUACIONES
pág. Ecuación 1.Humedad base seca de la plegadiza 79
Ecuación 2. Calculo de temperatura de superficie. 81
Ecuación 3. Coeficiente de transferencia por radiación 82
Ecuación 4. Coeficiente de transferencia de convección 82
Ecuación 5. Flujo másico del aire 82
Ecuación 6. Calor húmedo de la mezcla aire - vapor de agua 83
Ecuación 7. Humedad de saturación 83
Ecuación 8. Tasa de evaporación del agua 83
Ecuación 9. Balance de materia 84
Ecuación 10. Balance de energía 84
Ecuación 11. Entalpia del aire 84
Ecuación 12. Entalpia del solido 85
Ecuación 13. Densidad 86
Ecuación 14. Volumen húmedo 86
Ecuación 15. Presión de saturación 87
Ecuación 16. Humedad absoluta del solido a la salida 89
Ecuación 17. Calor 90

19
LISTA DE ANEXOS
pág.
Anexo A. Casos del diagnostico 107
Anexo B. Prueba de huella, parte experimental 110
Anexo C. Prueba de huella, planta 142
Anexo D. Prueba de la cinta adhesiva 148
Anexo E. Calculos balance de materia y energía 150
Anexo F. Carta psicrometrica 152
Anexo G. TRM promedio Colombia 2016 153
Anexo H. Fichas técnicas de los equipos de secado 154
20
GLOSARIO
ANCLAJE DE LA TINTA: se refiere a la adherencia sobre el sustrato que presenta una tinta después del secado. COSTO CAPEX: son los costos que resultan de la inversión en nuevos equipos, terrenos, entre otros, o la renovación de los mismos. COSTO OPEX: es el costo estable en la fabricación del producto, también se conoce como los costos de operación. ENGRASE: que se da cuando las tintas se posan sobre las zonas de no imagen de la plancha lo que causa que se dañe. ENTIZAMIENTO: se da cuando el vehículo es absorbido o se evapora con una velocidad alta y no permite la adhesión de los pigmentos al sustrato, lo que causa que se genere un polvo fino sobre la superficie. IMÁGENES RASTERIZADAS: o lo que es lo mismo un conjunto de píxeles o puntos sobre el papel que al verlos desde lejos forman la imagen. PLANCHA DE IMPRESIÓN: son láminas sólidas que tienen grabado el diseño de impresión, el cual, al recibir la tinta se transfiere hacia el sustrato en blanco. PLEGADIZA: es el producto que resulta después de aplicar todo el proceso productivo de la empresa. REPISE: la tinta presenta un falso secado, por lo que al entrar en contacto con otra superficie se corre. SANGRADOS: cuando se sobrepasa con tinta las líneas de corte del pliego para que la imagen quede en el borde de la hoja cortada SECADO: hace referencia a la reacción de oxidación que se presenta en la tinta al hacer contacto con el oxígeno del ambiente, lo que genera la oxidación de los aceites (vehículos) y posteriormente su polimerización. SOLUCIÓN DE FUENTE: es el fluido que se utiliza para “mojar” las zonas de no impresión, es decir, las zonas que repelen la tinta generalmente se utilizan mezclas de agua y n-propanol. SUSTRATO SELLADO: también conocido como soporte, es la superficie sobre la cual se realiza la impresión que carece de espacios en su estructura (poco porosos) lo que dificulta la absorción de la tinta.

21
TINTAS ESPECIALES: son tintas que resultan de la mezcla de los colores primarios en las artes gráficas (amarillo, negro, magenta y cyan). VEHÍCULO: se define como la parte fluida de la tinta, este tiene la misión de llevar el pigmento suspendido en su interior hasta la superficie del sustrato y esparcirlo uniformemente en el área de impresión, generalmente son aceites vegetales para las tintas grasas y compuestos volátiles para las tintas líquidas. VELO: se presenta cuando aparece una imagen tenue en las zonas de no imagen del sustrato.
22
RESUMEN El presente proyecto se desarrolla con el fin de solucionar los problemas de secado y anclaje de la tinta en los productos impresos sobre sustratos sellados en la empresa CARTONERÍA INDUSTRIAL S.A.S - INDUCARTÓN por medio de la incorporación de aditivos de secado que ayudan a mejorar estos aspectos.
Con base en lo anterior el proyecto de grado se desarrolla a lo largo de 5 capítulos principales, en el primero de ellos se expone el marco teórico relacionado con las generalidades de la impresión offset, abordando temas como las tintas y su secado, aditivos, maquinaria, sustratos, entre otros; El segundo capítulo contiene el diagnóstico realizado a la empresa donde se incluye la historia, el organigrama y el proceso productivo general de la misma, igualmente abarca la evidencia del problema antes del desarrollo de este proyecto por medio de casos que reposan en los archivos de calidad de la empresa; El tercer capítulo contiene el desarrollo experimental del proyecto además de su diseño de experimentos junto con los resultados del mismo, al igual que las pruebas en planta con base en los resultados obtenidos en la experimentación; El cuarto capítulo comprende la selección de un equipo de secado por medio de los requerimientos energéticos del proceso y la humedad que se debe retirar para el secado del producto, esto se logra gracias a un balance de materia y energía y un análisis de una amplia variedad de equipos; El quinto capítulo se centra en los costos de incorporar del aditivo a la tinta y en cómo esto impacta el costo Opex de la producción, a su vez incluye el costo de inversión del nuevo equipo de secado Capex y el costo de operación Opex del mismo.
Los cinco capítulos anteriormente nombrados se hicieron con base al desarrollo de los objetivos propuestos en el trabajo de grado logrando establecer la cantidad de aditivos necesarios para mejorar tanto el tiempo de secado como el anclaje de la tina. PALABRAS CLAVE: sustrato, aditivos de secado, entizamiento, repise, tiempo de secado, anclaje.
23
INTRODUCCIÓN
CARTONERÍA INDUSTRIAL S.A.S – INDUCARTÓN es una empresa ubicada en el suroccidente de Bogotá y se especializa en la fabricación de empaques y etiquetas para productos de consumo masivo como alimentos, desechables, fármacos, entre otros. Posee una línea de producción en donde se imprimen cajas plegadizas sobre diferentes materiales llamados sustratos, dos de estos son el polyboard y el metalizado los cuales son conocidos como sustratos sellados, es decir, no poseen una cantidad de poros apreciables, lo cual dificulta el secado y el correcto anclaje de la tinta sobre sí mismo, como sí lo tienen los sustratos convencionales como el papel. De acuerdo a lo anterior surge la necesidad de encontrar una solución que permita mejorar tanto el secado como el anclaje de la tinta a un bajo costo, asegurando la calidad de la impresión, para esto se ha planteado una alternativa, que consiste en incorporar aditivos a la tinta los cuales funcionan como catalizadores para aumentar la velocidad de secado y además garantizan el correcto anclaje de la misma. Adicionalmente se seleccionó un secador de túnel infrarrojo acorde a las necesidades de la empresa basándose en un balance de materia y energía.

24
OBJETIVOS
OBJETIVO GENERAL Evaluar la disminución de tiempos de proceso y el correcto anclaje de la tinta con la adición de zirconio, manganeso y cobalto en las tintas offset en la empresa CARTONERÍA INDUSTRIAL S.A.S – INDUCARTÓN. OBJETIVOS ESPECIFICOS
Determinar las condiciones iniciales del proceso
Determinar las proporciones de zirconio, manganeso y cobalto que permitan el secado de la tinta.
Evaluar en la planta de producción el tiempo de secado de la tinta con las proporciones zirconio, manganeso y cobalto seleccionados.
Proponer una alternativa adicional que mejore el secado de las tintas.
Analizar el costo de la adición de nuevos aditivos de secado.

25
1. GENERALIDADES DE LA IMPRESIÓN OFFSET
A continuación se muestran algunas definiciones generales acerca de la impresión offset.
1.1 TINTA
Se define como “una mezcla homogénea de material colorante, resinas, disolventes y algunos aditivos cuya finalidad es reproducir una imagen sobre un soporte mediante un proceso de impresión”1, la cantidad que se utiliza de cada uno de los compuestos en la formulación de la tinta va a depender del tipo de impresión y de sustrato. Las tintas se pueden clasificar en dos tipos:
1.1.1 Tintas líquidas. Se utilizan principalmente para flexografía y huecograbado, pueden ser base agua o solvente, las cuales se caracterizan por tener una viscosidad baja, por lo tanto secan más rápido.
1.1.2 Tintas pastas. Estas se caracterizan por ser base aceite, el cual puede ser mineral o vegetal, debido a esto su secado es más lento por lo que requiere de catalizadores como Cu, Fe, Ca y Va para aumentar la reacción de oxipolimerización de los aceites, estas se utilizan principalmente en la impresión offset.
1.1.3 Componentes de la tinta. Estos se pueden dividir en tres grupos, de acuerdo a su función.
1.1.3.1 Vehículo. Éste compone el 75% de la tinta, se caracteriza por dispersar el pigmento para así transportarlo desde la máquina de impresión hasta la superficie del sustrato, además de esto es el encargado de fijar la tinta al soporte por medio del proceso de secado. Está formado por: Resinas y aceites.
Resinas: permite aumentar el brillo y la fijación de la tinta en el sustrato, las más utilizadas son las resinas fenólicas, maleicas, alquídicas e hidrocarbonadas.
Aceites: ayudan con el secado de la tinta, estos pueden ser de naturaleza vegetal o mineral, las primeras pueden realizar el secado por penetración, oxidación y polimerización, un ejemplo de esta es el aceite de soja; el segundo
1 Etigras S.A. Elementos que Intervienen en el Proceso Flexográfico. [Citado en 12 de agosto de 2016]. [En línea]. Disponible en: http://www.etigraf.com.co/es/publicaciones/categorias/94-tecnologia/135-elementos-que-intervienen-en-el-proceso-flexografico.
26
se seca principalmente por penetración en el sustrato, sin embargo los aceites minerales no son usados actualmente porque son menos brillantes y tienen menos elasticidad que los primeros, además son contaminantes debido su procedencia (petróleo).
1.1.3.2 Pigmentos. Se encuentra aproximadamente en un 15%, son los encargados de proporcionar a las tintas el color, además de influir en la rigidez, viscosidad, tono, luminosidad, intensidad, entre otros. Estos deben ser resistentes a las condiciones ambientales como la luz, las sustancias básicas y álcalis.
Las características más importantes que deben tener los pigmentos son:
Tamaño: “entre 0,01 y 0,5 μm, los más finos son los que mejores resultados de impresión dan”2, esto se debe a que los pigmentos más finos se pueden dispersar mejor en el vehículo.
Función anti-Secante: los pigmentos tienen la función de retrasar la oxidación de las resinas de las tintas, esto es importante puesto que evita el secado de la tinta en el sistema de la máquina de impresión.
Humectabilidad: define que tan bien se rodea el pigmento del vehículo y la solubilidad que describe la capacidad de disolverse en el mismo, un buen pigmento no debe disolverse sino dispersarse.
Índice de refracción: esta propiedad describe la capacidad de un pigmento para desviar la luz, es importante ya que confiere las propiedades ópticas de los mismos.
Los pigmentos se pueden clasificar en orgánicos (compuestos de carbono), inorgánicos (compuestos minerales) y metálicos (cobre y aluminio), en el cuadro 1 se pueden observar algunos tonos comunmente utilizados.
2 Ministerio de Educación, Cultura y Deporte. Tintas y barnices de impresión. [Citado en 12 de agosto de 2016] [En línea]. Disponible en: http://recursos.cnice.mec.es/fp/artes/ut.php?familia_id=5&ciclo_id=1&modulo_id=5&unidad_id=183&menu_id=2190&pagina=&pagestoyen=21&submenu_id=3035&ncab=3.2.1&contadort=20

27
Cuadro 1. Pigmentos comunes
Fuente: GÓMEZ, Aida. Materias y Productos En Impresión: Impresión En Ofsset (MF0201_2). Primera edición. Málaga. IC Editorial, 2012.
1.1.3.3 Aditivos. Son compuestos que se le adicionan a la tinta para mejorar algunas de sus propiedades, esto se hace con el fin de adaptar la tinta dependiendo del sustrato o del tipo de impresión, estos componen el 10% de la tinta. A continuación se definirán los más importantes.
1.1.3.3.1 Secantes. Los secantes, al igual que el vehículo ayudan al proceso de secado de la tinta, debido a que actúan como iniciadores en el proceso de auto oxidación de los aceites vegetales, es decir, permiten la incorporación de oxígeno en ellos, los aditivos de este tipo más utilizados en la industria son sales de ácidos orgánicos y de metales pesados entre los que se encuentran Cu, Fe, Ca y Va.
Los aditivos más comunes en la industria son:
Octoato de manganeso: es considerado un secante activo “promueven a temperatura ambiente, la captura de oxígeno, formación de peróxidos y su descomposición.”3, este aditivo ayuda al secado de capas de tinta tanto internas como externas. Comunmente se usa con el octoato de cobalto.
Octoato de cobalto: este aditivo es también clasificado como un secante activo, el octoato de cobalto es el aditivo más utilizando en la industria, sin embargo si se utiliza sin otros aditivos puede generar una capa superficial arrugada sobre el papel, ya que es un secante de “superficie”.
Octoato de zirconio: este actúa como catalizador de los anteriores, puesto que tienen “habilidad de formar enlaces coordinados con los grupos hidroxilos y carboxílicos presentes en las resinas o formados durante el proceso de
3 & 4 CALDERÓN, Félix. Secantes para pinturas transmitidas por agua. [Citado en 12 de agosto de 2016]. [En línea]. Disponible en: https://polimers.wordpress.com/tag/cobalto
COLOR INDEX
COLOR PIGMENTO
PW-6 Blanco Bióxido de titanio
PY-13 Amarillo Amarillo de bencidina
PR:52:1 Rojo Rojo B.O:N
PR.57 Magenta Sal de calcio
PB-17 Negro Negro de humo
PB-15:3 Cyan Azul de ftalocianina

28
secado, asumiéndose también que el zirconio forma complejos con el cobalto, lo cual influencia en el efecto catalítico del secante primario”4
1.1.3.3.2 Promotores de adhesión. Estos aditivos son especialmente usados en las tintas que tienen una pobre adhesión, debido a que esta propiedad es importante para que tenga una alta resistencia al roce y al rayado de la superficie.
1.1.3.3.3 Ceras. Este tipo de aditivos es usado en las tintas para aumentar su brillo y además confiere propiedades de resistencia al roce en el producto final.
1.1.3.3.4 Surfactantes. Estos compuestos actúan reduciendo la tensión superficial de la tinta, con lo que se mejora la dispersión de los pigmentos en el vehículo y a su vez disminuye el ángulo de contacto entre la superficie y la tinta, lo que permite una mejor distribución en el sustrato, esto último se puede observar en la figura 1. Generalmente se adiciona menos del 1%.
Figura 1. Comportamiento de la tinta con surfactante.
Fuente: IZDEBSKA Joanna, THOMAS Sabu. Printing on polymers. Fundamentals and applications. Plastic Design Library. Miami. Primera edición. 2015. Página 12. [En línea]. Disponible en (http://www.sciencedirect.com/science/book/9780323374682)
1.1.3.3.5 Antioxidantes. A pesar de que el objetivo en la impresión offset es asegurar el secado por oxidación, estos aditivos retrasan este proceso, debido a que no se quiere que la tinta se seque en la máquina de impresión.
1.1.4 Propiedades de las tintas. A continuación se nombraran las propiedades que influyen en la calidad de la impresión.
1.1.4.1 Propiedades ópticas. Son las propiedades que puede percibir el ojo humano, como lo son:
Tonalidad: esta propiedad define el color de una tinta que ha sido impresa sobre el sustrato.

29
Intensidad: tiene que ver con la fuerza que presenta un color al percibirse por el ojo humano, esta propiedad depende de la cantidad de pigmentos que se encuentren en la tinta, entre mayor cantidad de pigmentos más intenso es el color.
Poder cubriente: es una propiedad importante a la hora de ahorrar material, ya que a mayor poder cubriente de la tinta, se necesita menor cantidad para cubrir completamente una superficie.
Las anteriores propiedades influyen en el acabado de la impresión, sin embargo se debe tener especial cuidado a la hora de resaltar algunas de estas, ya que se pueden presentar problemas como por ejemplo al aumentar el brillo se adicionan compuestos que generalmente aumentan el tiempo de secado.
1.1.4.2 Propiedades reológicas. Tratan sobre el comportamiento de los fluidos. A continuación se nombran algunas de ellas.
Tixotropía: es la capacidad que tiene la tinta de cambiar su viscosidad a medida de que se le aplican esfuerzos.
Viscosidad: la viscosidad es definida como la resistencia a fluir, en una tina no debe ser muy baja porque no tendría la capacidad de quedarse adherida a los rodillos ni muy alta porque no se podría esparcir uniformemente en el sustrato.
Tiro o tack: es la resistencia que presenta la tina a separarse por capas, una tinta no debe tener mucho tiro, puesto que podría rasgar el papel en el proceso de impresión.
1.1.4.3 Propiedades de resistencia. Son las propiedades que debe tener la tinta para evitar el desgaste y remoción de la misma, como por ejemplo:
Resistencia a la luz y a los agentes químicos: estas propiedades dependen del pigmento, y es la capacidad para conservar su tono e intensidad bajo la acción de la luz o las sustancias cómo álcalis, bases o disolventes.
Resistencia al roce, rayado y raspado: las tres son resistencias de tipo mecánico y describen la capacidad de la tinta para no correrse hacia el área del sustrato que no se ha impreso.
1.2 SUSTRATO Para llevar a cabo el proceso de impresión se necesita de un soporte también llamado sustrato, en el cual se lleva a cabo la impresión, estos se clasifican en dos grupos según el tipo de superficie:

30
Porosos: los materiales porosos son aquellos que tienen espacios vacíos en su estructura, por lo que tienen la propiedad de absorber líquidos o gases, lo que facilita el secado de las tintas. Entre estos materiales se pueden identificar el papel, la madera, el cartón, entre otros.
No porosos: los materiales no porosos carecen de espacios en su estructura, por lo que la impresión se dificulta debido a que las tintas no pueden secarse fácilmente, entre estos materiales se encuentran los metales, plásticos, laminados, entre otros.
1.2.1 Propiedades de los sustratos. Los sustratos poseen propiedades que al igual que las tintas afectan la calidad de la impresión, entre los más importantes se encuentran:
Rugosidad o lisura: esta propiedad es la falta o la existencia de huecos sobre la superficie del sustrato, determina la cantidad de tinta que se utiliza en el proceso a causa de que a menor lisura mayor cantidad de tinta, esto es causado porque hay una mayor área para cubrir.
Humedad relativa: se define como la capacidad del papel para absorber la humedad que hay en el ambiente, es importante tener en cuenta la humedad que se presenta en el lugar de la impresión puesto que cuando es alta las fibras se hinchan y cuando es baja se deshinchan, cambiando así las dimensiones del papel y su resistencia; “Cuando la humedad relativa se encuentra entre 35% y 50%, los cambios en las dimensiones del papel son mínimos, por lo que se recomienda mantener el taller dentro de este rango”5.
Dureza, flexibilidad o rigidez: la primera es la resistencia que tiene el papel a ser deformado; La flexibilidad o rigidez que es la capacidad del papel a doblarse sin romperse, esta propiedad es especialmente importante para el método de impresión, demandando papeles más o menos flexibles.
Compresibilidad: es la propiedad que me define cuánto puedo disminuir el volumen del sustrato por medio de compresión, esto puede aumentar o disminuir el contacto con el caucho, lo que puede ser una ventaja o no, dependiendo del tipo de prensa que se esté utilizando.
Resistencia a la tensión: es el esfuerzo que puede aguantar un sustrato antes de romperse, es importante en el método de impresión offset ya que este está sometido a un esfuerzo de tensión en los rodillos.
5 GÓMEZ, Aida. Materias y Productos En Impresión: Impresión En Ofsset (MF0201_2).
Primera edición. Málaga. IC Editorial, 2012.
31
Alcalinidad o pH: hace referencia a la acidez o alcalinidad del sustrato, la cual puede afectar el secado de las tintas, debido a que entre mayor sea la acidez el secado es más lento.
Absorción: permite determinar el grado de penetración de las tintas, el cual es importante para evitar el traspaso de estas a la otra cara del sustrato, además de esto define el método de secado del sustrato, porque en un soporte con alta absorción la tinta se seca en menor tiempo.
1.3 SECADO DE LA TINTA Ahora pondremos en consideración el secado de las tintas sobre el sustrato, este se define como el paso del estado viscoso al sólido, esto va a depender del tipo de tinta y se pueden encontrar 2 tipos de secado:
1.3.1 Secado convencional. El cual se divide en tres tipos, que dependen de la base (agua o aceite) de la tinta.
Evaporación: este método solo se da en las tintas líquidas, los vehículos de este tipo son compuestos con bajos puntos de ebullición, por lo que se volatilizan más rápido dejando el pigmento sólido sobre la superficie del sustrato.
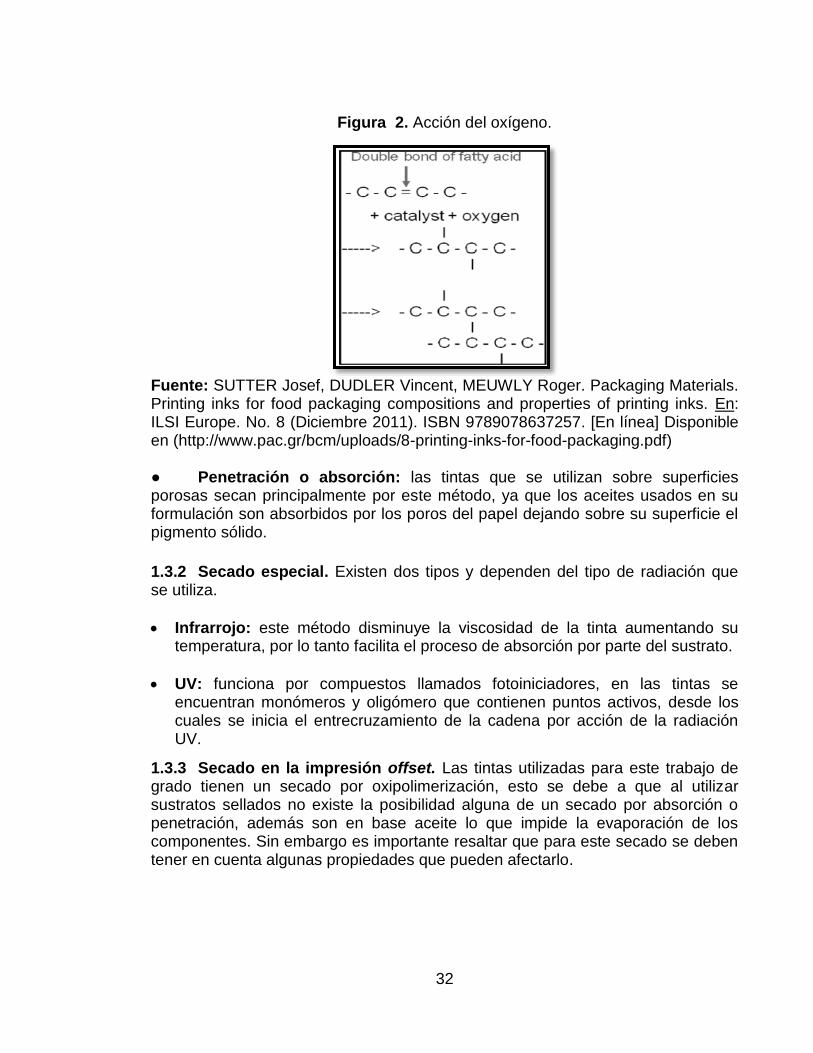
Oxipolimerización: este se da en las tintas grasas, como se ha observado anteriormente su vehículo son aceites vegetales que reaccionan con el oxígeno, éste a su vez une las moléculas de aceites unas con otras generando cadenas poliméricas lineales o ramificadas dando como resultado la solidificación de la tinta, esto se puede observar en la figura 2.
32
Figura 2. Acción del oxígeno.
Fuente: SUTTER Josef, DUDLER Vincent, MEUWLY Roger. Packaging Materials. Printing inks for food packaging compositions and properties of printing inks. En: ILSI Europe. No. 8 (Diciembre 2011). ISBN 9789078637257. [En línea] Disponible en (http://www.pac.gr/bcm/uploads/8-printing-inks-for-food-packaging.pdf)
● Penetración o absorción: las tintas que se utilizan sobre superficies porosas secan principalmente por este método, ya que los aceites usados en su formulación son absorbidos por los poros del papel dejando sobre su superficie el pigmento sólido.
1.3.2 Secado especial. Existen dos tipos y dependen del tipo de radiación que se utiliza.
Infrarrojo: este método disminuye la viscosidad de la tinta aumentando su temperatura, por lo tanto facilita el proceso de absorción por parte del sustrato.
UV: funciona por compuestos llamados fotoiniciadores, en las tintas se encuentran monómeros y oligómero que contienen puntos activos, desde los cuales se inicia el entrecruzamiento de la cadena por acción de la radiación UV.
1.3.3 Secado en la impresión offset. Las tintas utilizadas para este trabajo de grado tienen un secado por oxipolimerización, esto se debe a que al utilizar sustratos sellados no existe la posibilidad alguna de un secado por absorción o penetración, además son en base aceite lo que impide la evaporación de los componentes. Sin embargo es importante resaltar que para este secado se deben tener en cuenta algunas propiedades que pueden afectarlo.
33
1.3.3.1 Propiedades que afectan el secado. A continuación se presentan las propiedades más importantes.
El pH del papel: “si el pH del papel es inferior a 5 (ácido), el tiempo de secado se multiplica. Por debajo de 4 en impresión offset no se seca la tinta”6
Antioxidantes: como ya se dijo anteriormente se utilizan para retardar el secado de la tinta, por este motivo se debe tener en cuenta la cantidad a utilizar para que no retrase el secado más de lo establecido.
La temperatura: al tener mayor temperatura el secado será mejor, pero se debe establecer la temperatura límite para que no se queme el sustrato.
Los pigmentos: los componentes de los pigmentos pueden favorecer o no el secado de la tinta, por ejemplo, el negro disminuye la velocidad del secado, mientras que el amarillo la aumenta.
1.4 IMPRESIÓN OFFSET Dependiendo de la tinta y el sustrato que se utilice se pueden manejar diferentes tipos de impresión entre los que se destacan la impresión offset, serigrafía, flexografía y huecograbado. Sin embargo el presente proyecto solo se centrará en el método offset. La impresión offset es una impresión planográfica (se caracteriza porque no tiene zonas de relieve), es una impresión indirecta porque “el cilindro porta planchas transfiere primero la imagen de impresión a un rodillo cubierto por una mantilla de caucho que a su vez la transfiere al papel”7 y se basa en el principio de repulsión agua-tinta, puesto que el cilindro recibe un tratamiento químico para que las zonas de impresión del rodillo repelan el agua y las zonas de no impresión repelen la tinta.
1.4.1 Partes de la máquina. Esta consta de cuatro partes que se describen a continuación.
Marcador: este se encarga de introducir el papel en la máquina e introduce una sola hoja a la vez.
Pinzas oscilantes: estas llevan el papel a las pinzas del rodillo que realiza la impresión.
6 & 8 GÓMEZ GALÁN, Aida. Materias y Productos En Impresión: Impresión En Ofsset (MF0201_2). España: IC Editorial, 2012.

34
Grupo de mojado: consta de varios rodillos que se encargan de llevar el agua hacia el cilindro o rodillo de ilustración.
Tintero: esta parte de la maquina también consta de una serie de rodillos que reparten la tinta al cilindro o rodillo de ilustración.
Se puede observar en la figura 3 la batería de rodillos encargados de distribuir el agua y la tinta al cilindro de ilustración, este a su vez se encarga de proveer al cilindro offset o de impresión la tinta y el agua.
Figura 3. Batería de rodillos en las máquinas offset.
Fuente: BALLARIN VELDUQUE, María Jesús. Sistema de impresión con matriz planográfica: offset. En: Revista de claseshistoria. No. 242 (Octubre 2011) ISSN: 1989-4988. [En línea] Disponible en (https://dialnet.unirioja.es/descarga/articulo/5145629.pdf)
1.5 SOLUCIÓN DE FUENTE Como se dijo anteriormente el principio básico de la impresión offset es la repulsión agua/tinta, el agua es utilizada para mantener las zonas de no imágen libres de tinta, sin embargo, está por sí sola no es suficiente para cumplir esta función, por lo que se le adicionan algunos aditivos cómo:
Desestabilizador o ácido: su función principal es reducir el pH de la solución.
Surfactantes: que reducen la tensión superficial del agua para permitir que se esparza de una manera uniforme y en una mayor área del sustrato.
Acondicionadores de plancha: se le agregan a la solución de fuente simplemente para prevenir desgaste en la plancha de impresión, estos pueden ser anticorrosivos, anti hongos, tensoactivos y demás.

35
1.5.1 Propiedades de la solución de fuente. A continuación se exponen las propiedades que pueden afectar la calidad de la imagen. ● pH: es la concentración de ácidos o álcalis presentes en el agua, como se describe anteriormente afecta la calidad de la impresión, el rango más adecuado es de 4,5-5,5, un agua de mojado demasiado ácida puede ocasionar que la plancha se deshaga y una demasiado alcalina puede generar jabones que producen emulsiones entre la tinta y el agua por lo que causan problemas de velo y engrase. ● Conductividad: esta propiedad muestra la cantidad de iones presentes en el agua que pueden afectar la impresión de la misma forma que una solución demasiado alcalina, ya que los iones interactúan con los compuestos de la tinta formando jabones que pueden “lavar” la imagen que se ha impreso.

36
2. DIAGNÓSTICO
En este capítulo se da un acercamiento a las condiciones de funcionamiento del proceso y productos de impresión offset en los sustratos sellados y se establece el tiempo en el cual se está llevando a cabo el secado de las tintas en dichos sustratos actualmente.
2.1 GENERALIDADES DE LA EMPRESA CARTONERÍA INDUSTRIAL S.A.S - INDUCARTÓN
La empresa CARTONERÍA INDUSTRIAL S.A.S - INDUCARTÓN se constituyó en 1949 siendo su primer cliente Colgate Palmolive, pertenece al sector de la fabricación de papel, cartón y productos de papel y cartón; en la clasificación industrial internacional Uniforme CIIU siendo de la categoría C1702 (fabricación de papel y cartón ondulado (corrugado); fabricación de envases, empaques y de empaques de papel y cartón). De esta última clasificación se destacan 36 empresas a nivel nacional y 15 se encuentran en Bogotá D.C. Donde ocupa el puesto 10 y 6 respectivamente.
Se encuentra ubicada en la Carrera 89 A # 64 C– 53, en la zona industrial de Álamos, cuenta con unas instalaciones de 1500 m2 los cuales se dividen en 9 departamentos dentro de la organización. Estos departamentos son:
Departamento administrativo: es la gerencia de la empresa, encargada de planear, coordinar, dirigir y controlar la planeación estratégica para lograr el crecimiento de la misma.
Departamento de recursos humanos: encargado de la contratación de personal y el proceso que para ello se sigue, además de remuneraciones y motivación al mismo, para lograr los objetivos de la empresa.
Departamento financiero: encargado de las inversiones, recursos y demás dentro de la empresa.
Departamento de ventas: como su nombre lo indica es el encargado de vender los productos realizados por la empresa.
Departamento de compras: compra la materia prima que se necesita como lo son rollos de papel, tintas offset y flexográficas, maquinaria y demás.
Departamento de diseño: cuenta con un departamento encargado del diseño de las plegadizas desde su forma hasta su arte, el cual se refiere a la ilustración o imagen presentada al cliente.

37
Departamento de calidad: encargado de que los productos tengan las especificaciones exigidas por sus clientes y por el sector de la impresión litográfica.
Departamento de producción: bajo la responsabilidad de este está el producir las plegadizas y etiquetas con la mayor calidad posible y en el menor tiempo para satisfacer la demanda y requisitos de los clientes.
Departamento de logística: este es el encargado del almacenamiento, despacho e inventario del producto final.
Dentro de la planeación estratégica que realiza la empresa para lograr el mejor desempeño en su sector y obtener el posicionamiento en el mercado, se plantean 3 elementos que son de vital importancia para esto, los cuales son: la misión, la visión y las políticas de calidad.
2.1.1 Misión. La misión de la empresa se basa en la calidad de sus productos y la satisfacción de los clientes como se puede ver:
“Fabricar empaques y etiquetas de excelente calidad y diseño para productos de consumo masivo, cumpliendo con las expectativas de nuestros clientes”.
2.1.2 Visión. Esta se constituye a un mediano plazo, en el cual, la empresa desea estar dentro de las principales empresas del sector siendo reconocidos por la calidad de sus productos y servicios, la visión es:
“Ser a mediano plazo una de la principales empresas proveedoras de empaques plegadizos y etiquetas en Colombia. Ser reconocidos por nuestros clientes por la excelente calidad en diseño, materias primas, producto terminado y servicio, aprovechando las tecnologías más avanzadas, asegurando un clima de trabajo productivo y el desarrollo de nuestro Recurso Humano.”
2.1.3 Política de calidad. Finalmente la política de calidad se enfoca hacia la mejora continua de sus productos y relaciones, tanto con sus clientes como con sus empleados y socios, así:
“Inducarton es una empresa enfocada hacia el mejoramiento continuo, comprometida con sus clientes para proveerlos de empaques de calidad que cumplan con sus especificaciones y satisfagan sus necesidades y expectativas; con sus empleados para brindarles un ambiente de trabajo adecuado; con sus socios, consiguiendo liderazgo en el mercado y garantizando una rentabilidad de su inversión; y con la sociedad produciendo empaques que respeten el medio ambiente”.

38
2.2 PROCESO PRODUCTIVO DE LA EMPRESA Las empresas que se dedican a la fabricación de plegadizas y etiquetas generalmente dividen su proceso productivo en cuatro etapas, la primera de ellas es la pre-impresión en la cual se realiza la recepción de la materia prima, control de calidad y almacenamiento de las mismas.
La segunda etapa es llamada pre-prensa en esta las empresas ofrecen el servicio de diseño de las plegadizas y etiquetas, se elaboran las guías para troquel y se adecuan los archivos para planchas y polímeros. En la tercera se lleva a cabo la impresión flexográfica u offset dependiendo del tipo de producto requerido por el cliente, es decir, para la producción de empaques se utiliza offset (sustratos sellados y porosos) y para etiquetas la flexográfica (polímeros).
Finalmente se procede a la etapa de post-impresión, en donde el producto se corta, dobla, pega y empaca, los productos pasan por controles de calidad que más adelante se describirán con mayor profundidad.
En el diagrama 1 se presenta el proceso productivo en CARTONERÍA INDUSTRIAL S.A.S - INDUCARTÓN.

39
Diagrama 1. Proceso productivo de la empresa.
2.1.4 Pre-impresión y pre-prensa. Se inicia el proceso productivo con la recepción de materia prima para realizar tanto etiquetas como plegadizas, con el fin de fabricar cada producto son necesarias principalmente tres materias primas; las tintas que pueden ser en base aceite (tintas offset) o en base agua (tintas flexografícas), la solución de fuente o de mojado (para la impresión offset) y sustratos que pueden ser porosos, sellados, polímeros, etc.
Se le realizan pruebas de calidad a la solución de fuente tomando mediciones de pH y conductividad, las cuales deben estar en rangos entre 4,9 – 5,5 y 900 - 1600 µs/cm, respectivamente. A los sustratos se les efectúan la verificación del peso y del calibre, que debe estar en rangos de 323,3 g/m2 – 346,8 g/m2 y 0,471 – 0,457 mm, respectivamente.
Después se procede a la adecuación del sustrato, es decir, cortarlo en las siguientes dimensiones según el tipo de máquina que se utiliza en la impresión (53 x 74 cm ó 72 x 102 cm), esto se hace en una cortadora industrial de bobinas a pliegos que puede procesar 1000 pliegos/min.

40
Además de lo anterior para lograr un producto de alta calidad CARTONERÍA INDUSTRIAL S.A.S – INDUCARTÓN cuenta con un departamento de diseño, el cual utiliza el software ESKO para desarrollar tanto la parte gráfica (imágenes de la superficie de la caja) como estructural de las plegadizas y etiquetas (forma de cortarlo, doblarlo y pegarlo) basados en los requerimientos y especificaciones del cliente.
2.1.5 Impresión. En el proceso de impresión se montan los pliegos ya adecuados con el tamaño necesario y se procede a la impresión de la imagen realizada en el departamento de diseño o el que es traído por el cliente. La empresa cuenta con máquinas impresoras ocho colores para la línea flexográfica y tres máquinas impresoras de seis colores con unidad de barnizado para la impresión offset, además cuenta con barnizadoras UV las cuales aplican una capa protectora al producto dándole brillo y aislándolo de partículas de polvo que puedan adherirse en la tinta; Esto le confiere una capacidad de producción de más de 1.750.000 m/mes de pliegos de los cuales del 10% al 15% se utilizan para sustratos sellados.
2.1.6 Post-impresión. Es la etapa final del proceso en la cual los pliegos ya impresos se envían a la máquina troqueladora que perfora el pliego siguiendo las líneas del diseño de cada plegadiza con el fin de armar cada caja.
Posteriormente se envían a una máquina pegadora que realiza el doblez y posterior pegue a las plegadizas.
Por parte del area de calidad se realiza un muestreo basado en tablas estadísticas y se elabora el certificado en el que se evidencia la aptitud de las plegadizas que incluyen parametros colorimétricos y dimensionales, quedando así el material listo para despacho.
2.3 IMPRESIÓN OFFSET La impresión offset representa el 85% de la producción total de la empresa, este tipo de impresión se basa en la relación agua-tinta que se crea al imprimir por medio de una plancha que ha sido tratada químicamente para que tenga dos tipos de zonas, las primeras llamadas de “impresión”, que generan la imagen sobre el sustrato (zonas apolares) y otras zonas en donde no debe existir ninguna imagen (zonas polares); La cantidad de agua-tinta que se adiciona a la maquina es confidencial para cada empresa y además depende del tipo de producto, la cantidad de tinta y las condiciones ambientales específicas de cada compañía.

41
Las planchas son elaboradas por terceros, primero se debe enviar el diseño, el cual es revisado por la empresa encargada con el fin de realizar los cambios necesarios para la configuración adecuada de sangrados, imágenes, etc. Cuando el archivo digital está listo se envía a un software llamado Rip (procesador de imágenes rasterizadas) que modifica el archivo para que posteriormente la máquina CTP (Computer to Plate) pueda reproducirlo en la plancha; El proceso CTP se basa en tratar la plancha con una emulsión sensible al calor que al ser expuesta a “una longitud de onda del orden de los “830 nm”8 se obtienen partes hidrófilas y lipófilas (generadas por el láser), lo anterior se puede observar en la figura 4.
Figura 4. Planchas de impresión offset.
Fuente: PACHECO FLORES, Jorge Patricio. Automatización de una procesadora de placas CTP (Computer to Plate) mediante un panel HMI con PLC integrado. Cuenca, 2013. Trabajo de grado (Ingeniero Electrónico). Universidad Politécnica Salesiana. [En línea] Disponible en (http://dspace.ups.edu.ec/bitstream/123456789/5199/1/UPS-CT002742.pdf)
Finalmente se montan las planchas tratadas en la máquina para reproducir las imágenes.
2.3.1 Máquinas impresoras. Para lograr sus metas de producción la empresa trabaja con dos impresoras.
La primera de ellas es una máquina que puede imprimir a una velocidad de 15000 pliegos por hora, además de contar con un control de temperatura de tinta que permite reducir los tiempos de secado en los pliegos, debia a que las tintas tienen una temperatura óptima en la cual su secado se agiliza, esta máquina tiene un
8PACHECO FLORES, Jorge Patricio. Automatización de una procesadora de placas CTP
(Computer to Plate) mediante un panel HMI con PLC integrado. Cuenca, 2013. Trabajo de grado (Ingeniero Electrónico). Universidad Politécnica Salesiana. [En línea] Disponible en (http://dspace.ups.edu.ec/bitstream/123456789/5199/1/UPS-CT002742.pdf)

42
formato de pliego de 53 x 74 cm en los cuáles se pueden imprimir hasta seis colores al mismo tiempo y un paso de barniz para proteger la impresión, así mismo cuenta con una unidad de polvo anti-repinte, el cual impide que los pliegos ya impresos se unan, además evita la estática que se puede generar entre los mismos, asegurando así que la tinta no se corra durante el proceso.
El sistema de entintado de esta máquina cuenta con alrededor de 16 rodillos, los más importantes son los rodillos de entintado que transfieren la tinta desde un contenedor hasta el cilindro que lleva la plancha y los rodillos de mojado, los cuales transfieren la solución de fuente desde otro contenedor hasta el cilindro que tiene la plancha, para este último impregnar la mantilla (lámina de caucho que transfiere la imagen al papel) de tinta y agua.
La segunda máquina con la que cuenta la empresa tiene una velocidad de impresión igual a la anterior (15000 pliegos por hora), sin embargo el tamaño del pliego que se puede imprimir en esta máquina es superior (72 x 102 cm), a diferencia de la otra cuenta con un sistema pre-carga, lo que le permite realizar producciones sin parada para cargar los pliegos de impresión, al igual que la anterior cuenta con un sistema de polvo anti-repise, el cual protege la imagen para que no se corra la tinta.
Esta impresora cuenta con un sistema de 25 rodillos incluidos la mantilla y el cilindro impresor, así como los rodillos de entintado y mojado como se puede observar en la figura 5, además de contar con un lavado automático de rodillos para facilitar el trabajo del operario.
Figura 5. Sistema de mojado y entintado de una impresora offset.
Fuente: EGOMEXICO. Catálogo de rodillos Heidelberg. [Citado en 10 de agosto de 2016]. [En línea]. Disponible en: http://www.egomexico.com/images/Productos/SynTac/Catalogo_Rodillos_Heidelberg.pdf

43
2.3.2 Sustratos. Los sustratos utilizados por la empresa se refieren a los pliegos en los cuales se imprime la imagen requerida por el cliente, para la impresión offset la empresa cuenta con diferentes tipos de sustratos como cartulinas, cartones y otros; Sin embargo en este proyecto tiene como alcance dos tipos especiales de sustratos, los metalizados y los polyboard.
En la empresa del 10 al 15% de las impresiones en estas dos máquinas se realizan en sustratos sellados.
Así mismo el polyboard se compra según las especificaciones técnicas requeridas como el peso base de 323,3 g/m² sin recubrimientos y un grosor de 0,457 mm, finalmente debe tener un contenido de humedad de aproximadamente 4%.
El metalizado que se usa para realizar algunas plegadizas de laboratorios y empresas de cosméticos, está compuesta por dos capas, la primera de ellas es una base en cartulina lisa de bajo espesor, la segunda y más importante es una lámina de plastico (polipropileno) de efecto reflectivo que simula un acabado de niquelado o cromado.
Para que la tinta logre adherirse, los sustratos tienen una característica especial generada por un proceso llamado tratamiento de corona, el cual consiste en aplicar corriente eléctrica a una alta frecuencia sobre el sustrato, lo que aumenta su energía superficial, maximizando así la adherencia que puede poseer, el tratamiento corona dura cierto tiempo, puesto que la energía aplicada se va dispersando.
2.3.3 Tintas. Las tintas utilizadas para los sustratos sellados en la empresa son llamadas de altos sólidos, la característica principal de estas es su vehículo, el cual se compone de aceites vegetales los cuáles son los encargados del transporte y fijación de los pigmentos contenidos en la tinta.
Para que las tintas funcionen de una manera correcta, es necesario incorporar aditivos de secado en diferentes concentraciones de acuerdo a las condiciones de temperatura, pH, conductividad y demás que se tengan para realizar el proceso de impresión, los aditivos utilizados por empresa son el octoato de cobalto, el octoato de manganeso ambos a una concentración de 12% y el octoato de zirconio a una concentración de 24%, todos estos son solubles en solventes orgánicos e insolubles en agua, y funcionan como catalizadores para la reacción de oxipolimerización de los aceites contenidos en la tinta.
44
2.3.4 Solución de fuente. El proceso offset como ya se ha dicho anteriormente se trata de un proceso basado en la relación agua-tinta que se crea en la máquina, sin embargo en la actualidad se utilizan soluciones de fuente para humectar la plancha de impresión, estas se componen de agua y un humectador de alcohol, el cual disminuye la tensión superficial del agua para que la misma pueda formar una capa delgada y uniforme sobre el sustrato.
CARTONERÍA INDUSTRIAL S.A.S – INDUCARTÓN utiliza una solución de fuente la cual tiene dos referencias de acuerdo a la dureza del agua (una con contenido hasta 250 mg/l y otra de 250 mg/l o más), la dureza del agua que es el contenido de sales de calcio y magnesio impide el correcto funcionamiento de la impresión, ya que al reaccionar con componentes en la tinta (ácidos grasos de los aceites) forman sustancias afines al agua y la tinta, lo que causa rayas en la impresión.
El pH del producto también es importante para la impresión, si es muy básico (mayor a 5,5) la impresión puede presentar problemas en su imagen, como ya se dijo anteriormente se forman sustancias afines con el agua y la tinta, un pH demasiado ácido (menor a 4,5) puede disolver las planchas de impresión causando así que la imagen no sea nítida; El rango de pH en el que se encuentra la solución de fuente que utiliza la empresa está en el rango de 5,0 – 5,3.
2.3.5 Tiempos de secado y pruebas de calidad. Los tiempos de secado de cada producto impreso sobre metalizados y polyboard dependen básicamente del tipo de tinta que se utiliza, la cantidad de aditivos de secado que se le adicionan dependiendo de las condiciones de proceso en la empresa y el pH que se tiene sobre la superficie al imprimir debido a la solución de mojado.
En la compañía se requiere que el pliego impreso se seque en un tiempo menor a las cuatro horas, esto para continuar con la cadena de producción que tiene la empresa y lograr entregar un producto de alta calidad y a tiempo, enfocado hacia la satisfacción del cliente.
De acuerdo a lo anterior también se realizan pruebas de calidad en los sustratos sellados, estas pruebas son fundamentales para constatar el correcto anclaje de las tintas sobre el sustrato, la empresa cuenta con 3 pruebas para evaluar esto. La primera de ellas es la prueba de refrigeración, en la cual se somete una muestra del producto terminado a temperaturas de congelación (0ºC), esto hace que el sustrato se encoja y si la tinta no está bien adherida se desprenda, la segunda prueba a la que se someten los sustratos terminados es la de huella, en esta se mide la transferencia de tinta que puede presentarse por falta de secado o por repise y entizamiento, para realizarla simplemente se aplica presión sobre el pliego impreso con el dedo y luego sobre un papel blanco, observando así si existe transferencia de tinta o no, finalmente se realiza la prueba de la cinta adhesiva, en la cual se utiliza cinta de la marca 3M la cual se pega sobre una
45
muestra completamente seca y luego se quita, evaluando así el desprendimiento que puede presentar la tinta debido a la falta de anclaje de la misma.
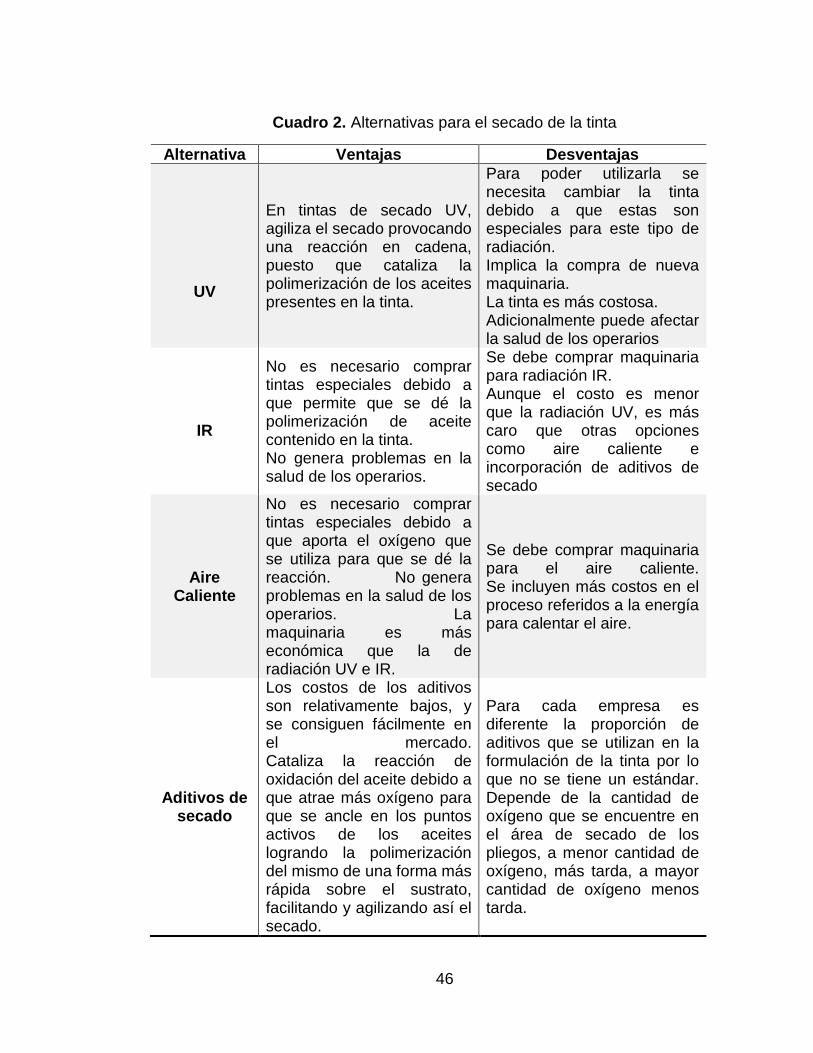
2.4 EVIDENCIA DEL PROBLEMA Se evidenció durante los procesos de elaboración de las plegadizas en sustratos sellados, que se presentaban constantemente problemas de repise, tardanzas excesivas en los secado (llegando a tardar hasta más de 120 horas), ocasionando retrasos en las entregas a los clientes. Para solucionar lo anterior la empresa realizó una evaluación de las opciones posibles para mejorar el secado de la tinta y lograr un correcto anclaje de la misma sobre el sustrato, entre las que se encuentran comprar máquinas de radiación UV o infrarroja inmediatamente después de que salga de la impresora, también se encuentra el uso de aire caliente que proporciona mayor cantidad de oxígeno acelerando el secado de la tinta sobre el pliego y finalmente la incorporación de aditivos de secado a la tinta. En el cuadro 2 se presentan algunas ventajas y desventajas de cada una de las alternativas. Sin embargo por decisión de la alta gerencia se determinó incluir aditivos de secado a la tinta, ya que representan un menor costo y pueden funcionar de una manera correcta si se encuentra la proporción adecuada para el ambiente de la empresa.
46
Cuadro 2. Alternativas para el secado de la tinta
Alternativa Ventajas Desventajas
UV
En tintas de secado UV, agiliza el secado provocando una reacción en cadena, puesto que cataliza la polimerización de los aceites presentes en la tinta.
Para poder utilizarla se necesita cambiar la tinta debido a que estas son especiales para este tipo de radiación. Implica la compra de nueva maquinaria. La tinta es más costosa. Adicionalmente puede afectar la salud de los operarios
IR
No es necesario comprar tintas especiales debido a que permite que se dé la polimerización de aceite contenido en la tinta. No genera problemas en la salud de los operarios.
Se debe comprar maquinaria para radiación IR. Aunque el costo es menor que la radiación UV, es más caro que otras opciones como aire caliente e incorporación de aditivos de secado
Aire Caliente
No es necesario comprar tintas especiales debido a que aporta el oxígeno que se utiliza para que se dé la reacción. No genera problemas en la salud de los operarios. La maquinaria es más económica que la de radiación UV e IR.
Se debe comprar maquinaria para el aire caliente. Se incluyen más costos en el proceso referidos a la energía para calentar el aire.
Aditivos de secado
Los costos de los aditivos son relativamente bajos, y se consiguen fácilmente en el mercado. Cataliza la reacción de oxidación del aceite debido a que atrae más oxígeno para que se ancle en los puntos activos de los aceites logrando la polimerización del mismo de una forma más rápida sobre el sustrato, facilitando y agilizando así el secado.
Para cada empresa es diferente la proporción de aditivos que se utilizan en la formulación de la tinta por lo que no se tiene un estándar. Depende de la cantidad de oxígeno que se encuentre en el área de secado de los pliegos, a menor cantidad de oxígeno, más tarda, a mayor cantidad de oxígeno menos tarda.
47
A partir de lo anterior la empresa comenzó a utilizar diferentes proporciones de aditivos de secado, basados en la experiencia de la industria, sin embargo esto no funcionó, puesto que, para cada empresa sólo funciona cierta cantidad de aditivos debido al microambiente (humedad, temperatura, etc) que se genera en la misma. La evidencia de los problemas expuestos se encuentran en lo reportes de calidad de la empresa (ver anexo A), a continuación se expondrán los resúmenes de dichos documentos.
Caso 1: en el cual a la tinta se le adiciono 7% de aditivos; el 6% provenía del octoato de zirconio, octoato de cobalto y octoato de manganeso debido a que se agregó 2% de cada uno y el 1% restante procedía de la solución de fuente, esto causó que la tinta tuviera un falso secado, por lo que al someter la plegadiza a condiciones de refrigeración la tinta se desprendió. Adicionalmente el tiempo de secado fue de 36 horas.
Caso 2: en este no se utilizaron aditivos (0%) lo que generó que algunos pliegos al salir de la máquina se rayaran y se repisaran, en los pliegos que no presentaron esto, las tintas se demoraron 120 horas en secarse.
Caso 3: en este la tinta presentó entizamiento debido a que los operarios en diferentes ocasiones adicionaron octoato de zirconio, octoato de cobalto y octoato de manganeso, llegando algunas veces concentraciones superiores al 12% de aditivos por lo que el tiempo de secado estuvo entre 4 – 12 horas, pero el problema se presentó cuando se estaban troquelando las plegadizas debido a que la tinta se desprendida en las grafas.
Lo anterior ocasionó que se retrasara la programación del troquelado, pegado y empacado de los diferentes productos, debido a los largos tiempos de secado, como se puede observar en el caso 1 y 2 donde este fue superior a un día, contrario a lo esperado por la empresa (menos de cuatro horas). Otro problema que se detectó, es la falta de anclaje de la tinta en el sustrato, dado por dos motivos, el primero de ellos es el entizamiento mediante el uso excesivo de aditivos (octoato de zirconio, octoato de cobalto, octoato de manganeso y el que se encuentra en la solución de fuente) como se puede observar en el caso 1 y 3; El segundo es el repise a causa de la falta de estos como ejemplifica en el caso 2. Los expuesto previamente generó que se repitiera toda la producción o por lo menos el 50% de la misma, a su vez, la empresa muchas veces debía enviar una producción con un número de pliegos mayor al pedido por el cliente para reponer lo que se perdía por este problema y no enviar el pedido incompleto al cliente.
48
En consecuencia se originaron pérdidas monetarias por el pago de turnos extras causado por el retraso en la producción y por reprocesos, lo que requirió el uso de mayores cantidades de tinta, solución de fuente y sustrato, implicando pérdida de materias primas, igualmente aumentando los costos energéticos. Lo que genera que se supriman los mantenimientos preventivos de la maquinaria, causando a futuro daños en la misma. Para la solución de los problemas anteriores, se debe evaluar las proporciones en el laboratorio de la empresa que puedan servir para el correcto anclaje y el secado de la tinta, adicionalmente se realizará la sugerencia de adquisición de un equipo que permita mejorar aún más el tiempo de secado con el objetivo de presentarlo a la empresa como un estudio inicial para la incorporación de la máquina al proceso, sin embargo no se llevará a instancias de implementación por cuestiones de tiempo y recursos para esto.

49
3. EVALUACIÓN DE ADITIVOS DE SECADO
En este capítulo se muestra el desarrollo experimental utilizado para encontrar la o las proporciones de aditivos que mejoran el secado y el anclaje de la tinta, dicho desarrollo se realizó en el laboratorio de la empresa a condiciones de humedad (50%) y temperatura (22ºC) constante. Adicionalmente se presentan los resultados obtenidos en la planta.
3.1 MATERIALES Para el desarrollo experimental del presente proyecto se utilizaron los siguientes materiales.
3.1.1 Tintas. Se evaluaron los colores amarillo, magenta, cyan y negro debido a que se debe garantizar su correcto anclaje y secado, puesto que, el proceso para formar colores secundarios como el verde o el anaranjado se hace capa sobre capa, es decir, se imprime el amarillo y encima de este el cyan para el caso del primero. Las tintas fueron aportada por la empresa.
3.1.2 Polyboard y metalizado. Se conocen como sustratos sellados dado que son superficies poco porosas, para los experimentos se utilizaron pliegos de 28x23 cm, estos fueron aportados por la empresa.
3.1.3 Quick Peek. Es un instrumento que se utiliza en el laboratorio para hacer barridos de tintas con una carga (capa de tinta) cercana a la que puede depositar la máquina sobre el sustrato. Esto con el fin de replicar lo mejor posible las condiciones de la maquina en producción, al igual que las tintas y el sustrato, el instrumento es suministrado por la empresa y se puede observar en la figura 6.
Figura 6. Quick Peek.
50
3.1.4 Aditivos de secado. Siguiendo las referencias bibliográficas (según los artículos Drying – part 1: Liquid Inks9 y Test methods for offset inks and substrates10) y de la industria, además de lo dispuesto por la empresa, se decide utilizar tres aditivos en diferentes proporciones, todos son proporcionados por la empresa.
El octoato de manganeso: se adquiere en forma diluida en nafta tratada con hidrógeno, en una concentración del 12% de manganeso.
El octoato de cobalto: que se utilizó para este proyecto es adquirido en una presentación diluida en disolvente Nº 4 (nafta de petróleo), el cual se encuentra en una concentración de 12% de cobalto.
El octoato de zirconio: utilizado está disuelto en hidrocarburos alifáticos y es una sal de zirconio del ácido 2-etíl-hexanoico, el zirconio se encuentra en una concentración del 24%.
3.1.5 Limpiador de rodillos. Es un limpiador utilizado para remover la tinta en el quick-peek después de realizar cada barrido.
3.1.6 Balanza. Es una balanza lexus con una precisión de 0,01 g y con una capacidad máxima de peso de 300g.
3.2 DISEÑO DE EXPERIMENTOS Se realizó un diseño de experimentos 2k con n réplicas, para este trabajo de grado, se consideran dos factores, los cuales son: la proporción de octoato de cobalto y octoato de manganeso considerado como un solo factor, puesto que el primero es un secante de superficie por lo que al utilizarlo sólo genera una capa arrugada, haciendo que la imagen quede mal, por lo tanto se adiciona octoato de manganeso que actúa como secante interno de la capa de tinta, logrando así un secado uniforme, además de esto se deben utilizar en la misma proporción debido a que si se adiciona mayor cantidad de octoato de cobalto, no se permitirá el acceso de oxígeno hacia las capas internas de la tinta y si se adiciona mayor cantidad de octoato de manganeso el secado se presentará de una manera más lenta por ser menos efectivo que el primero. Como segundo factor se tiene la proporción de octoato de zirconio, este último es el complemento de los dos anteriores, interactuando con ellos para agilizar el
9 Argent, David. Drying – part 1: Liquid Inks. [Citado en 29 de Marzo del 2016]. [En línea]. Disponible en: http://www.pffc-online.com/processmanagement/5908-drying-liquid-inks-0201 10 Huber group. Test Methods for Offset Inks and Subtrates. [Citado en 29 de Marzo del 2016]. [En línea]. Disponible en: http://www.hubergroup.de/fileadmin/_migrated/content_uploads/INKFORMATION_4_en_02.pdf
51
mecanismo de catálisis, debido a que tiene la “habilidad de formar enlaces coordinados con los grupos hidroxilos y carboxílicos presentes en las resinas o formados durante el proceso de secado, asumiendo también que el zirconio forma complejos con el cobalto, lo cual influencia en el efecto catalítico del secante primario”11. Es importante aclarar que existen variables que pueden afectar el proceso pero que se controlan antes de empezar como lo son el pH y la conductividad de la solución de fuente. La primera tiene una influencia directamente sobre la plancha de impresión, puesto que, si es muy ácido la plancha se puede corroer formándose pequeñas grietas en donde no se puede adherir la tinta, dando como resultado una mala impresión, por el contrario, si es muy básico los componentes de la tinta reaccionan para formar sustancias jabonosas que dificultan la impresión. La segunda variable es una medida con la que se puede obtener la dureza del agua la cual afecta considerablemente la impresión, debido a que los compuestos encontrados en el agua dura “pueden causar la formación de jabón oleaginoso. Con afinidad por el agua y la tinta”12, lo que ocasiona rayones en la impresión. Adicionalmente la humedad relativa y la temperatura del ambiente son variables que afectan directamente la cantidad de agua (solución de fuente) que se utiliza en el proceso, dado que su cambio puede generar que esta se evapore eficazmente o no. Lo anterior puede generar que el balance agua/tinta se rompa puesto que “cuando el aporte de solución de mojado es demasiado bajo, la parte no imagen de la plancha aceptara tinta y empezaran a aparecer velos. A niveles demasiado elevados de solución acuosa, la tinta en la zona imagen quedara lavada”13. En este proyecto no se consideraron las variables de humedad y temperatura, en vista de que la empresa tiene un protocolo con el cual ajusta los niveles de solución de fuente según el cambio que presenten las variables al momento de llevar a cabo la impresión.
11 CALDERÓN, Félix. Secantes para pinturas transmitidas por agua. [Citado en 12 de agosto de 2016]. [En línea]. Disponible en: https://polimers.wordpress.com/tag/cobalto 12 PROVISION QUIMICA. Consideraciones, detalles técnicos y sugerencias, provistas y generadas por PROVISION QUIMICA para el maquinista offset, con el fin de lograr un correcto desempeño en las artes gráficas. [Citado en 20 de Septiembre de 2016]. [En línea]. Disponible en: http://www.provisionquimica.com.ar/Articulos-Artes-Graficas-Cuadernillo.pdf 13 Sappi Europe S.A. La química en la imprenta, Tinta y Papel: Explorando las principales variables
de la impresión. Octavo folleto técnico. Países bajos. 2004. Página 16. [citado en 12 de agosto de 2016]. [En línea]. Disponible en: http://eaaoa.es/impresion/wp-content/uploads/2015/04/La-qu%C3%ADmica-en-la-imprenta-tinta-y-papel.pdf
52
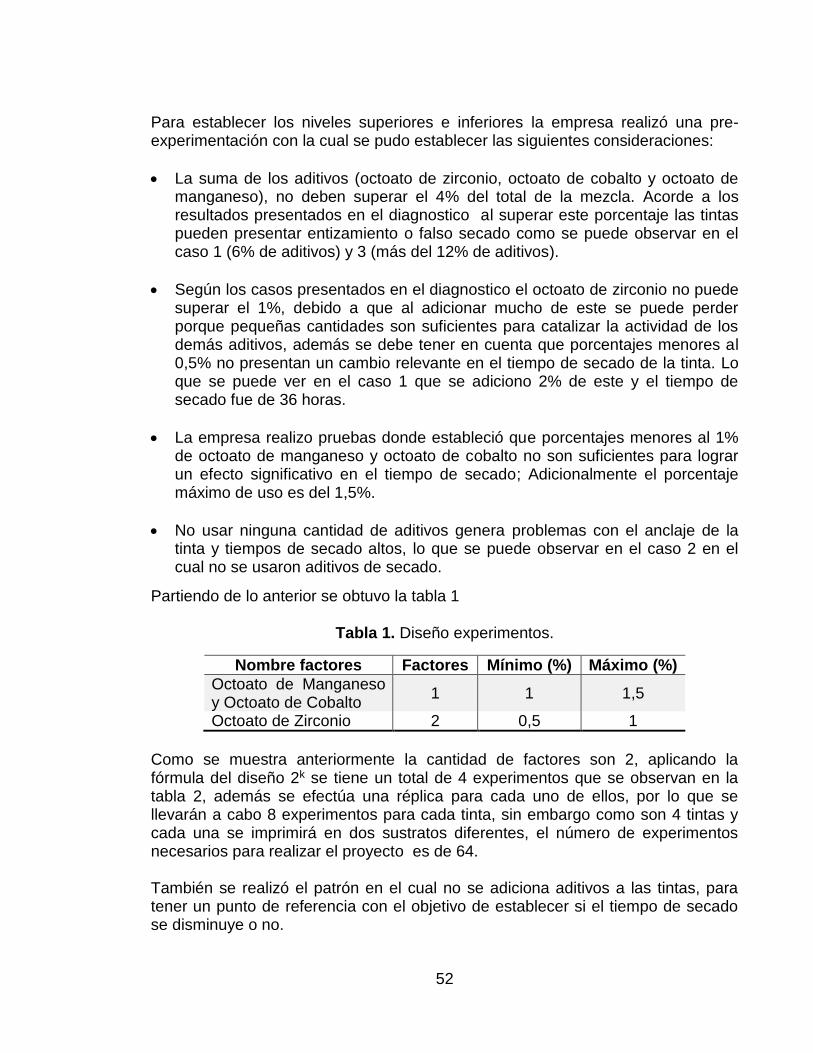
Para establecer los niveles superiores e inferiores la empresa realizó una pre-experimentación con la cual se pudo establecer las siguientes consideraciones:
La suma de los aditivos (octoato de zirconio, octoato de cobalto y octoato de manganeso), no deben superar el 4% del total de la mezcla. Acorde a los resultados presentados en el diagnostico al superar este porcentaje las tintas pueden presentar entizamiento o falso secado como se puede observar en el caso 1 (6% de aditivos) y 3 (más del 12% de aditivos).
Según los casos presentados en el diagnostico el octoato de zirconio no puede superar el 1%, debido a que al adicionar mucho de este se puede perder porque pequeñas cantidades son suficientes para catalizar la actividad de los demás aditivos, además se debe tener en cuenta que porcentajes menores al 0,5% no presentan un cambio relevante en el tiempo de secado de la tinta. Lo que se puede ver en el caso 1 que se adiciono 2% de este y el tiempo de secado fue de 36 horas.
La empresa realizo pruebas donde estableció que porcentajes menores al 1% de octoato de manganeso y octoato de cobalto no son suficientes para lograr un efecto significativo en el tiempo de secado; Adicionalmente el porcentaje máximo de uso es del 1,5%.
No usar ninguna cantidad de aditivos genera problemas con el anclaje de la tinta y tiempos de secado altos, lo que se puede observar en el caso 2 en el cual no se usaron aditivos de secado.
Partiendo de lo anterior se obtuvo la tabla 1
Tabla 1. Diseño experimentos.
Nombre factores Factores Mínimo (%) Máximo (%)
Octoato de Manganeso y Octoato de Cobalto
1 1 1,5
Octoato de Zirconio 2 0,5 1
Como se muestra anteriormente la cantidad de factores son 2, aplicando la fórmula del diseño 2k se tiene un total de 4 experimentos que se observan en la tabla 2, además se efectúa una réplica para cada uno de ellos, por lo que se llevarán a cabo 8 experimentos para cada tinta, sin embargo como son 4 tintas y cada una se imprimirá en dos sustratos diferentes, el número de experimentos necesarios para realizar el proyecto es de 64. También se realizó el patrón en el cual no se adiciona aditivos a las tintas, para tener un punto de referencia con el objetivo de establecer si el tiempo de secado se disminuye o no.

53
Tabla 2. Número de experimentos.
Factores Experimentos
1 2 3 4 Patrón
Zirconio (%) 0,5 0,5 1 1 0
Manganeso (%) 1 1,5 1 1,5 0
Cobalto (%) 1 1,5 1 1,5 0
A continuación se presenta la metodología para desarrollar cada uno de los experimento.
Diagrama 2. Metodología del experimento

54
Diagrama 2. (Continuación)
Esparcir la tinta sobre la plancha con el rodillo.
Realizar tres barridos sobre el
sustrato.
Limpiar los instrumentos y el laboratorio.
Realizar mediciones de huella en intervalos de tiempo hasta
que no transfiera tinta.
Repetir el procedimiento para cada color (amarillo, cyan,
magenta y negro).
Repetir el procedimiento para cada sustrato (polyboard y
metalizado)
Introducir una muestra seca de 5 x 8 cm en el refrigerador @ 0
0C por 12 horas.
Sacar del refrigerador y raspar con la uña.
Evaluar a simple vista si hay o no desprendimiento de la capa de tinta.
Anotar resultados.
Sobre una muestra seca pegar un fragmento de cinta
Scotch 3M.
Despegar y pegar en una superficie blanca.
Anotar resultados.
Evaluar si existen rastros de color en la cinta.

55
A continuación en la figura 7 se puede observar un ejemplo de cómo quedan los barridos después de aplicar el procedimiento con el quick peek.
Figura 7. Barridos hechos con quick peek.
En la figura 8 en la parte izquierda se puede observar cómo se incorporan los puntos de tinta en el dosificador y en la derecha los puntos de tinta sobre la plancha del Quek peek.
Figura 8. Dosificador y plancha del Quek peek

56
3.3 PRUEBAS DE SECADO Y ANCLAJE DE LA TINTA A continuación se presentaran las diferentes pruebas de secado y anclaje de la tinta que se pueden realizar, adicionalmente todas estas pruebas se realizan sobre el barrido dos (figura 7), dado que este tiene la carga de tinta más cercano al que entrega la máquina.
Prueba de refrigeración: después de que la tinta se seque, se corta un pedazo del barrido dos con el objetivo de someterlo a 0°C durante 24 horas. Posteriormente se pasa por la superficie de este la uña o algún objeto para observar si hay remoción de tinta o no.
Prueba de huella: esta prueba se realiza con el objetivo de establecer el tiempo en que se demora la tinta en secarse, para intervalos de tiempo pre-establecidos se coloca el dedo sobre la superficie del barrido dos para posteriormente ubicar este en una superficie blanca para observar si deja rastro de tinta, esto se repite hasta cuando no se marque. Es importante aclarar que a medida que la marca se vuelve más clara el tiempo de espera se va disminuyendo.
Prueba de la cinta: después de que la tinta se seque, se procede a cortar un pedazo de cinta mágica 3M de la marca Scotch para colocarlo sobre la superficie del barrido dos para después despegarlo y observar si existe algún desprendimiento de tinta, esto con el objetivo de determinar si la tinta presenta un buen anclaje.
3.4 RESULTADOS DE LA EXPERIMENTACIÓN Los experimentos realizados en las instalaciones de la empresa tuvieron una duración de seis semanas. Esto con el fin de encontrar la mejor proporción de aditivos de secado que lograran reducir el tiempo secado y proporcionan el correcto anclaje de las tintas sobre el sustrato, a continuación se presentan los resultados obtenidos. Como se dijo anteriormente se emplearan los colores primarios de la industria de impresión offset que son negro, amarillo, cyan y magenta. En las gráficas 1 y 2 se pueden observar los resultados de tiempo de secado de cada uno de los experimentos.

57
Gráfico 1. Tiempo de secado de cada una de las tintas en Polyboard
Gráfico 2. Tiempo de secado de cada una de las tintas en Metalizado
0
50
100
150
200
250
300
350
400
0 1 2 3 4 5 6
Pru
eba
Tiempo (min)
Experimento Vs Tiempo
Amarillo
Magenta
Cyan
Negro
0
50
100
150
200
250
300
350
400
450
0 1 2 3 4 5 6
Pru
eba
Tiempo (min)
Experimento vs tiempo
Amarillo
Magenta
Cyan
Negro

58
A partir de la gráfica 1 y 2 se puede evidenciar que el uso de aditivos disminuye el tiempo de secado de las tintas, lo anterior se puede concluir al comparar los resultados de cada experimento con el patrón (experimento 5). En la gráfica 1 donde se presentan los resultados para polyboard, el color negro presenta el mismo tiempo de secado en el patrón que el amarillo, pero en los demás experimentos realizados es el que tiene el mayor tiempo de secado con respecto a los otros colores. Además de esto se puede observar que el Cyan presenta los menores tiempos de secado en todos los experimentos en comparación con los otros colores. En la gráfica 2 donde se presentan los resultados para metalizado el amarillo y el negro presentan tiempos similares en el experimento 3, esto mismo pasa con el magenta y Cyan. Adicionalmente la prueba 3 (1% de cada aditivo) se destaca al presentar los menores tiempos de secado en todas las tintas evaluadas y sobre los dos tipos de sustratos utilizados. Finalmente se observa un comportamiento similar en las dos gráficas, lo que permite deducir que los aditivos tienen un efecto sobre las tintas de manera similar, sin importar el tipo de sustrato que se utilice. Para establecer el anclaje de la tinta se realizaron las pruebas de refrigeración y de cinta adhesiva, los resultados se pueden observar en los cuadros del 4 al 7. Es importante aclarar que en el cuadro 3 se presenta la simbología utilizada en dichos cuadros.
Cuadro 3. Símbolos para pruebas de cinta y refrigeración.
Desprendimiento D
No hay desprendimiento ND
Cuadro 4. Prueba de refrigeración y cinta adhesiva color amarillo.
Prueba Sustrato: Polyboard Sustrato: Metalizado
Prueba refrigeración
Prueba Cinta Prueba
refrigeración Prueba Cinta
1 ND ND ND ND 2 ND ND ND ND 3 ND ND ND ND 4 ND D ND ND
5 (Patrón) ND ND ND ND

59
Cuadro 5. Prueba de refrigeración y cinta adhesiva color Magenta.
Prueba
Sustrato: Polyboard Sustrato: Metalizado
Prueba refrigeración Prueba Cinta
Prueba refrigeración
Prueba Cinta
1 ND ND ND ND
2 ND ND ND ND
3 ND ND ND ND
4 ND ND ND ND
5 (Patrón) ND ND ND ND
Cuadro 6. Prueba de refrigeración y cinta adhesiva color Cyan.
Prueba
Sustrato: Polyboard Sustrato: Metalizado
Prueba refrigeración Prueba Cinta
Prueba refrigeración
Prueba Cinta
1 ND ND ND ND
2 ND ND ND ND
3 ND ND ND ND
4 ND D ND ND
5 (Patrón) ND ND ND ND
Cuadro 7. Prueba de refrigeración y cinta adhesiva color Negro.
Prueba
Sustrato: Polyboard Sustrato: Metalizado
Prueba refrigeración Prueba Cinta
Prueba refrigeración
Prueba Cinta
1 ND ND ND ND
2 D ND ND ND
3 ND ND ND ND
4 ND D ND ND
5 (Patrón) ND ND ND ND
Se puede observar en los cuadros 4 a 7 que en algunos casos existe una falta de anclaje de las tintas, un ejemplo de esto se da en el polyboard en el experimento 4, en donde se observa un desprendimiento de los colores amarillo, Cyan y Negro en la prueba de la cinta adhesiva, adicionalmente en la prueba de refrigeración el negro es el único color que presenta desprendimiento en el experimento número 2.

60
En el caso del metalizado hay un buen anclaje de la tinta dado que supero satisfactoriamente la prueba de la cinta adhesiva y de refrigeración puesto que en las pruebas no se observó desprendimiento de esta. La falta de anclaje de la tinta en el caso del polyboard puede ser causado debido a que los aditivos no permitieron un secado de la mejor forma, como por ejemplo cuando se secan las capas superficiales no permite que el oxígeno pase a las capas inferiores, causando que no se dé la reacción de polimerización y el correcto anclaje de la tinta en la capa inferior. Lo anterior se puede ver en el anexo D, en el cual se encuentran las imágenes de la prueba de cinta adhesiva. Es importante resaltar que el experimento seleccionado para realizar las pruebas en planta, es decir, el 3 no presenta desprendimiento de la tinta al aplicar las dos pruebas de anclaje, esto para los sustratos. Por otro lado en la prueba de huella se pudo corroborar que a medida que la tinta se secaba la transferencia de la misma al papel blanco iba disminuyendo hasta que no se transfería ningún pigmento. Esto se puede observar en los anexos B y C, en el cual se encuentran las imágenes de la prueba de huella. Sin embargo se debe realizar un análisis Anova multivariado, para evidenciar el efecto que tienen los aditivos en el tiempo de secado sobre cada uno de los sustratos y para cada tinta.
3.5 ANÁLISIS DE RESULTADOS Para el análisis del diseño de experimentos se utilizó el software statgraphics en su modo de prueba de 30 días, con él cual se realizó un análisis Anova multivariado para establecer si los aditivos ejercen algún efecto sobre el tiempo de secado cuando estos cambian de nivel (esto es cuando se cambian los porcentajes de aditivos) y sí existe una interacción entre ellos, es decir, “el efecto de uno depende del nivel a que se encuentra el otro”14. Para este trabajo de grado la hipótesis nula planteada en cada uno de los experimentos es que H0: µ1= µ2= µ3, lo que quiere decir que sin importar la cantidad de aditivos que se le agregue a la mezcla, el tiempo de secado no cambiará; mientras que la hipótesis alternativa afirma que Hi: µ1≠ µ2≠ µ3, lo cual expresa que el tiempo de secado depende de la cantidad de aditivos adicionados a la tinta.
14 Prat, A, Tort-Martorell, X, Grimas, P, Pozueta, L & Solé, I. Métodos estadísticos: Control y mejora de la calidad. Primera edición. Barcelona. EDICIONES UPC, 2000. Página 141.
61
A continuación se muestran las gráficas de interacción y la tabla Anova para cada uno de los experimentos. Cabe destacar que el programa calcula un valor-P el cual compara con el nivel de significancia que es del 5%, a partir de esto permite rechazar o aceptar las hipótesis de la siguiente manera; Si el valor-P es mayor que el valor de significancia muestra que las medias de los experimentos son iguales, señalando así que no existe ninguna relación entre la variable dependiente y las variables independientes, contrario a esto si el valor-P es menor que el nivel de significancia se evidencia que existe una relación entre la variable dependiente y las variables independientes (el programa evidencia esta interacción colocando el resultado del valor-P en color rojo). Como se dijo anteriormente las gráficas describen la interacción o no que tienen los aditivos, esto se hace comparando las pendientes de las rectas, así: si las pendientes son diferentes quiere decir que existe una interacción entre los aditivos, por el contrario, si las pendientes son iguales quiere decir que no existe ninguna interacción.

62
Gráfico 3. Interacciones aditivos en tinta amarilla sobre polyboard.
Tabla 3. Anova Multivariado tinta amarilla sobre polyboard.

63
Gráfico 4. Interacciones aditivos en tinta amarilla sobre metalizado.
Tabla 4. Anova Multivariado tinta amarilla sobre metalizado.

64
Gráfico 5. Interacciones aditivos tinta negra sobre polyboard.
Tabla 5. Anova Multivariado Negro sobre Polyboard.
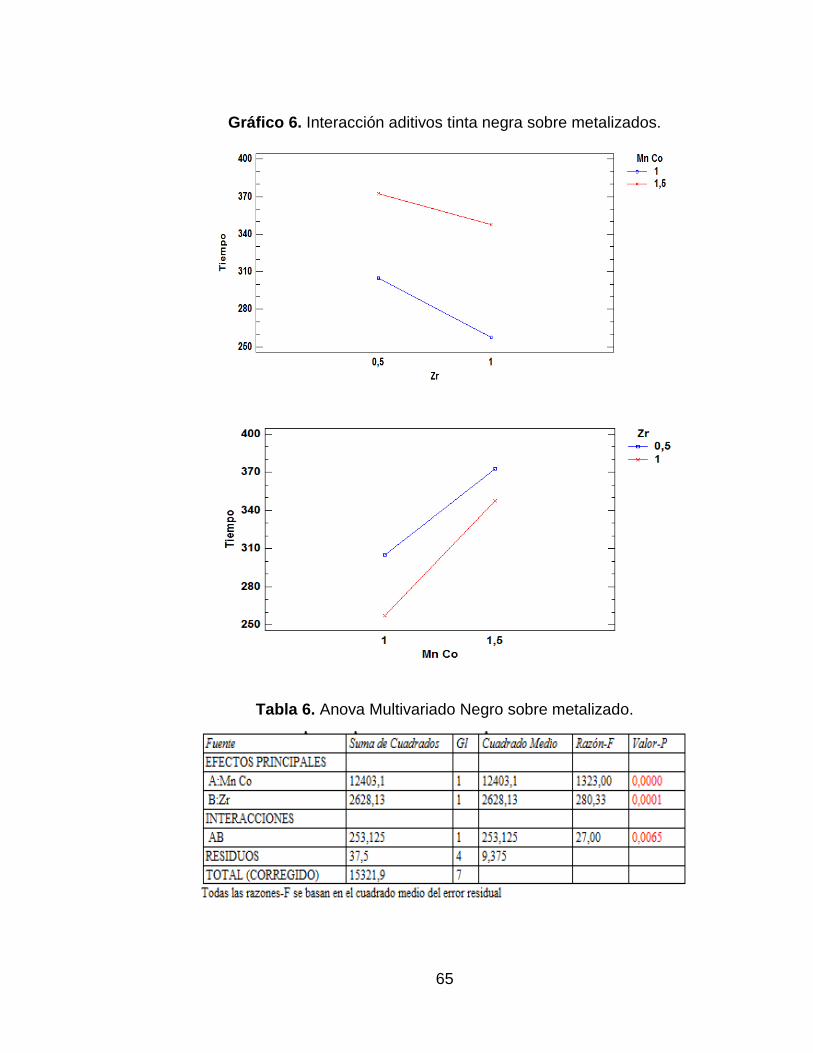
65
Gráfico 6. Interacción aditivos tinta negra sobre metalizados.
Tabla 6. Anova Multivariado Negro sobre metalizado.

66
Gráfico 7. Interacción aditivos tinta cyan sobre polyboard.
Tabla 7. Anova Multivariado Cyan sobre polyboard.

67
Gráfico 8. Interacción aditivos tinta cyan sobre metalizado.
Tabla 8. Anova Multivariado Cyan sobre Metalizado
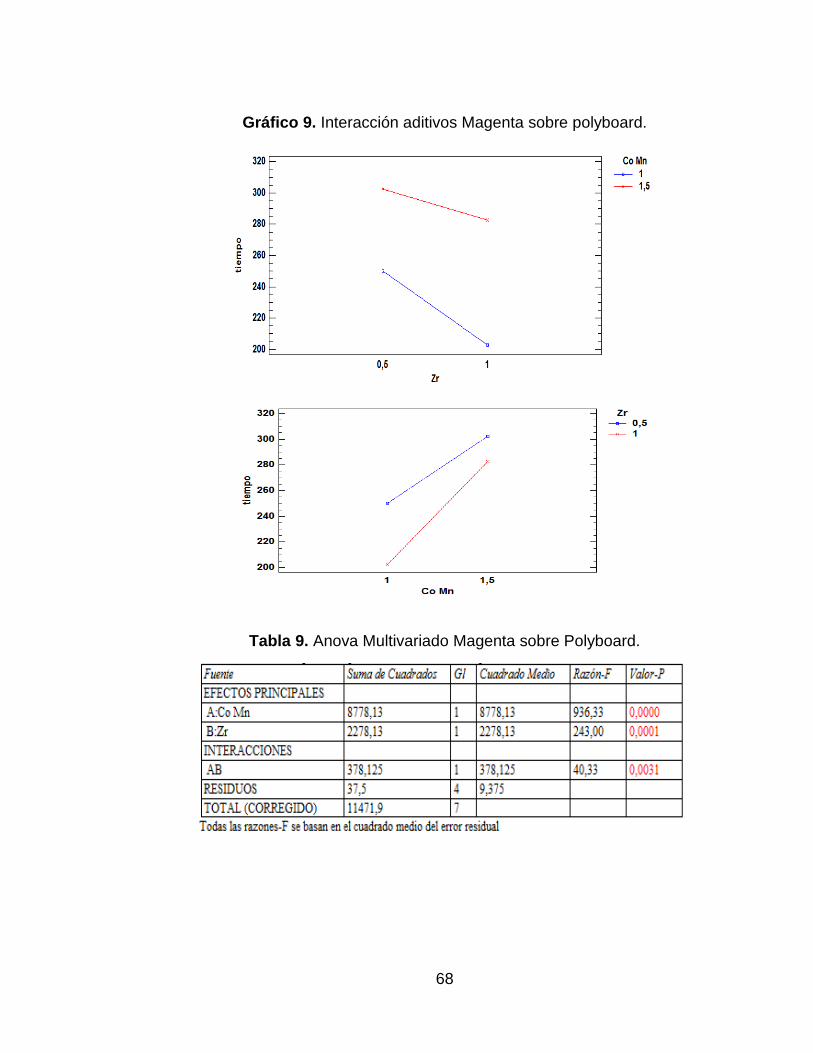
68
Gráfico 9. Interacción aditivos Magenta sobre polyboard.
Tabla 9. Anova Multivariado Magenta sobre Polyboard.

69
Gráfico 10. Interacción aditivos Magenta sobre Metalizado.
Tabla 10. Anova Multivariado Magenta sobre Metalizado
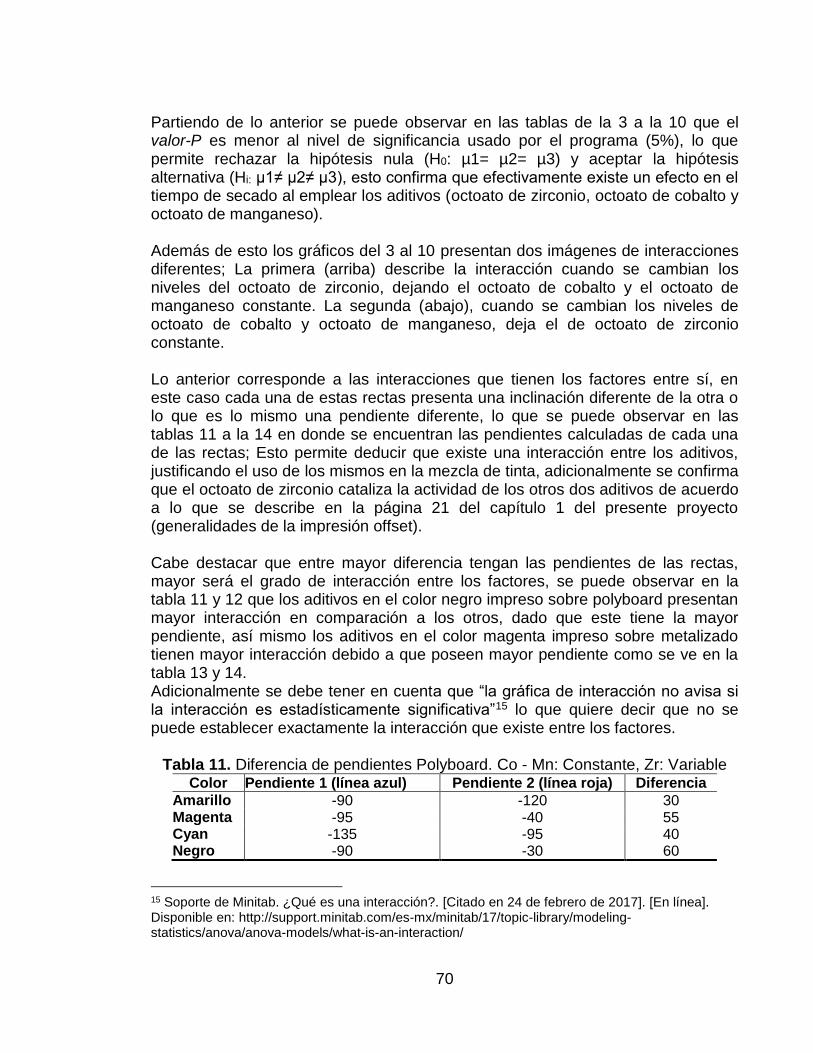
70
Partiendo de lo anterior se puede observar en las tablas de la 3 a la 10 que el valor-P es menor al nivel de significancia usado por el programa (5%), lo que permite rechazar la hipótesis nula (H0: µ1= µ2= µ3) y aceptar la hipótesis alternativa (Hi: µ1≠ µ2≠ µ3), esto confirma que efectivamente existe un efecto en el tiempo de secado al emplear los aditivos (octoato de zirconio, octoato de cobalto y octoato de manganeso). Además de esto los gráficos del 3 al 10 presentan dos imágenes de interacciones diferentes; La primera (arriba) describe la interacción cuando se cambian los niveles del octoato de zirconio, dejando el octoato de cobalto y el octoato de manganeso constante. La segunda (abajo), cuando se cambian los niveles de octoato de cobalto y octoato de manganeso, deja el de octoato de zirconio constante. Lo anterior corresponde a las interacciones que tienen los factores entre sí, en este caso cada una de estas rectas presenta una inclinación diferente de la otra o lo que es lo mismo una pendiente diferente, lo que se puede observar en las tablas 11 a la 14 en donde se encuentran las pendientes calculadas de cada una de las rectas; Esto permite deducir que existe una interacción entre los aditivos, justificando el uso de los mismos en la mezcla de tinta, adicionalmente se confirma que el octoato de zirconio cataliza la actividad de los otros dos aditivos de acuerdo a lo que se describe en la página 21 del capítulo 1 del presente proyecto (generalidades de la impresión offset). Cabe destacar que entre mayor diferencia tengan las pendientes de las rectas, mayor será el grado de interacción entre los factores, se puede observar en la tabla 11 y 12 que los aditivos en el color negro impreso sobre polyboard presentan mayor interacción en comparación a los otros, dado que este tiene la mayor pendiente, así mismo los aditivos en el color magenta impreso sobre metalizado tienen mayor interacción debido a que poseen mayor pendiente como se ve en la tabla 13 y 14. Adicionalmente se debe tener en cuenta que “la gráfica de interacción no avisa si la interacción es estadísticamente significativa”15 lo que quiere decir que no se puede establecer exactamente la interacción que existe entre los factores.
Tabla 11. Diferencia de pendientes Polyboard. Co - Mn: Constante, Zr: Variable Color Pendiente 1 (línea azul) Pendiente 2 (línea roja) Diferencia
Amarillo -90 -120 30 Magenta -95 -40 55 Cyan -135 -95 40 Negro -90 -30 60
15 Soporte de Minitab. ¿Qué es una interacción?. [Citado en 24 de febrero de 2017]. [En línea]. Disponible en: http://support.minitab.com/es-mx/minitab/17/topic-library/modeling-statistics/anova/anova-models/what-is-an-interaction/
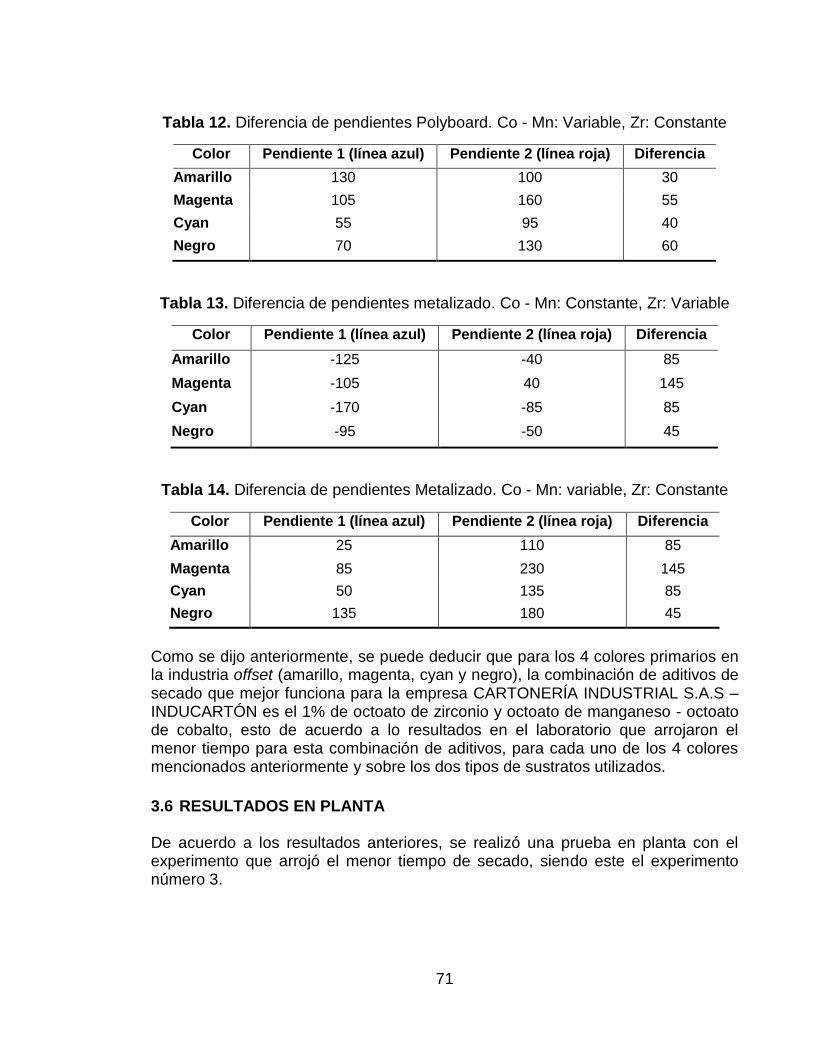
71
Tabla 12. Diferencia de pendientes Polyboard. Co - Mn: Variable, Zr: Constante
Color Pendiente 1 (línea azul) Pendiente 2 (línea roja) Diferencia
Amarillo 130 100 30
Magenta 105 160 55
Cyan 55 95 40
Negro 70 130 60
Tabla 13. Diferencia de pendientes metalizado. Co - Mn: Constante, Zr: Variable
Color Pendiente 1 (línea azul) Pendiente 2 (línea roja) Diferencia
Amarillo -125 -40 85
Magenta -105 40 145
Cyan -170 -85 85
Negro -95 -50 45
Tabla 14. Diferencia de pendientes Metalizado. Co - Mn: variable, Zr: Constante
Color Pendiente 1 (línea azul) Pendiente 2 (línea roja) Diferencia
Amarillo 25 110 85
Magenta 85 230 145
Cyan 50 135 85
Negro 135 180 45
Como se dijo anteriormente, se puede deducir que para los 4 colores primarios en la industria offset (amarillo, magenta, cyan y negro), la combinación de aditivos de secado que mejor funciona para la empresa CARTONERÍA INDUSTRIAL S.A.S – INDUCARTÓN es el 1% de octoato de zirconio y octoato de manganeso - octoato de cobalto, esto de acuerdo a lo resultados en el laboratorio que arrojaron el menor tiempo para esta combinación de aditivos, para cada uno de los 4 colores mencionados anteriormente y sobre los dos tipos de sustratos utilizados.
3.6 RESULTADOS EN PLANTA De acuerdo a los resultados anteriores, se realizó una prueba en planta con el experimento que arrojó el menor tiempo de secado, siendo este el experimento número 3.

72
Dicha prueba fue efectuada en una de las máquinas de impresión offset con la que cuenta la empresa, en esta se imprimieron pliegos con cada color y sobre los dos sustratos. Los resultados se pueden observar en las tablas 20 a la 27. Estos reflejan que la proporción evaluada en el laboratorio sí sirve a nivel de planta, debido a que el tiempo de secado en todos los casos fue el esperado por la empresa (tiempo menor a cuatro horas). Finalmente todos los ensayos superaron la prueba de refrigeración y de cinta.
Tabla 15. Prueba Planta color Amarillo, polyboard.
Prueba Tiempo secado (min) Prueba
refrigeración Prueba Cinta
1 85 ND ND
2 85 ND ND
Tabla 16. Prueba Planta color Negro, polyboard.
Prueba Tiempo secado (min) Prueba
refrigeración Prueba Cinta
1 96 ND ND
2 96 ND ND
Tabla 17. Prueba Planta color Magenta, polyboard.
Prueba Tiempo secado (min) Prueba
refrigeración Prueba Cinta
1 78 ND ND
2 78 ND ND
Tabla 18. Prueba Planta color Cyan, polyboard.
Prueba Tiempo secado (min) Prueba
refrigeración Prueba Cinta
1 88 ND ND
2 88 ND ND

73
Tabla 19. Prueba Planta color Amarillo, metalizado.
Prueba Tiempo secado (min) Prueba
refrigeración Prueba Cinta
1 110 ND ND
2 113 ND ND
Tabla 20. Prueba Planta color Negro, metalizado.
Prueba Tiempo secado (min) Prueba
refrigeración Prueba Cinta
1 119 ND ND
2 119 ND ND
Tabla 21. Prueba Planta color Magenta, metalizado.
Prueba Tiempo secado (min) Prueba
refrigeración Prueba Cinta
1 114 ND ND
2 110 ND ND
Tabla 22. Prueba Planta color Cyan, metalizado.
Prueba Tiempo secado (min) Prueba
refrigeración Prueba Cinta
1 103 ND ND
2 101 ND ND
Por otra parte se estableció el tiempo de secado de uno de los productos de la empresa, el cual se imprime sobre polyboard. Con este se pudo evaluar la impresión de capa sobre capa con la cual se pueden formar una amplia variedad de colores usando solo los 4 colores primarios (amarillo, magenta, cyan y negro) e imprimiéndolos uno sobre otro, con esta técnica se puede realizar en este caso el color café, el cual se forma con los colores amarillo, magenta y negro, además se evalúa una sola capa de tinta (Colores amarillo y magenta), los resultados se presentan en la tabla 23, 24 y 25.
Tabla 23. Producto Color Amarillo
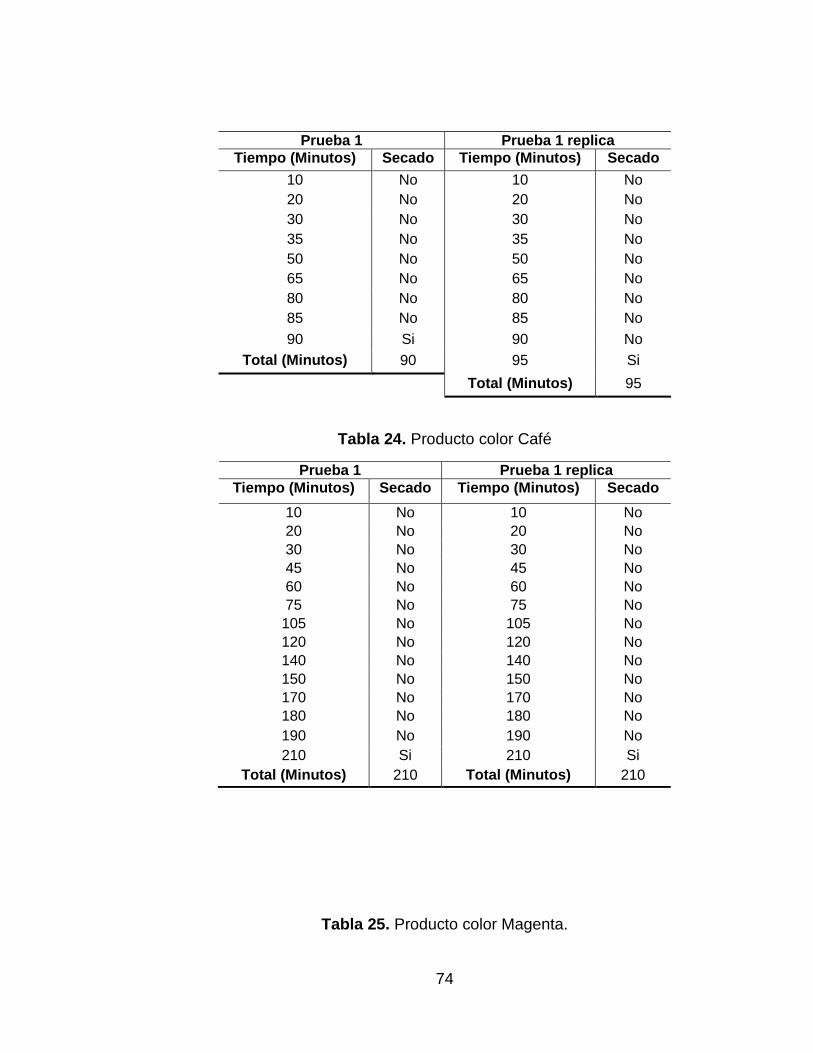
74
Prueba 1 Prueba 1 replica
Tiempo (Minutos) Secado Tiempo (Minutos) Secado
10 No 10 No
20 No 20 No
30 No 30 No
35 No 35 No
50 No 50 No
65 No 65 No
80 No 80 No
85 No 85 No
90 Si 90 No
Total (Minutos) 90 95 Si
Total (Minutos) 95
Tabla 24. Producto color Café
Prueba 1 Prueba 1 replica
Tiempo (Minutos) Secado Tiempo (Minutos) Secado
10 No 10 No
20 No 20 No
30 No 30 No
45 No 45 No
60 No 60 No
75 No 75 No
105 No 105 No
120 No 120 No
140 No 140 No
150 No 150 No
170 No 170 No
180 No 180 No
190 No 190 No
210 Si 210 Si
Total (Minutos) 210 Total (Minutos) 210
Tabla 25. Producto color Magenta.
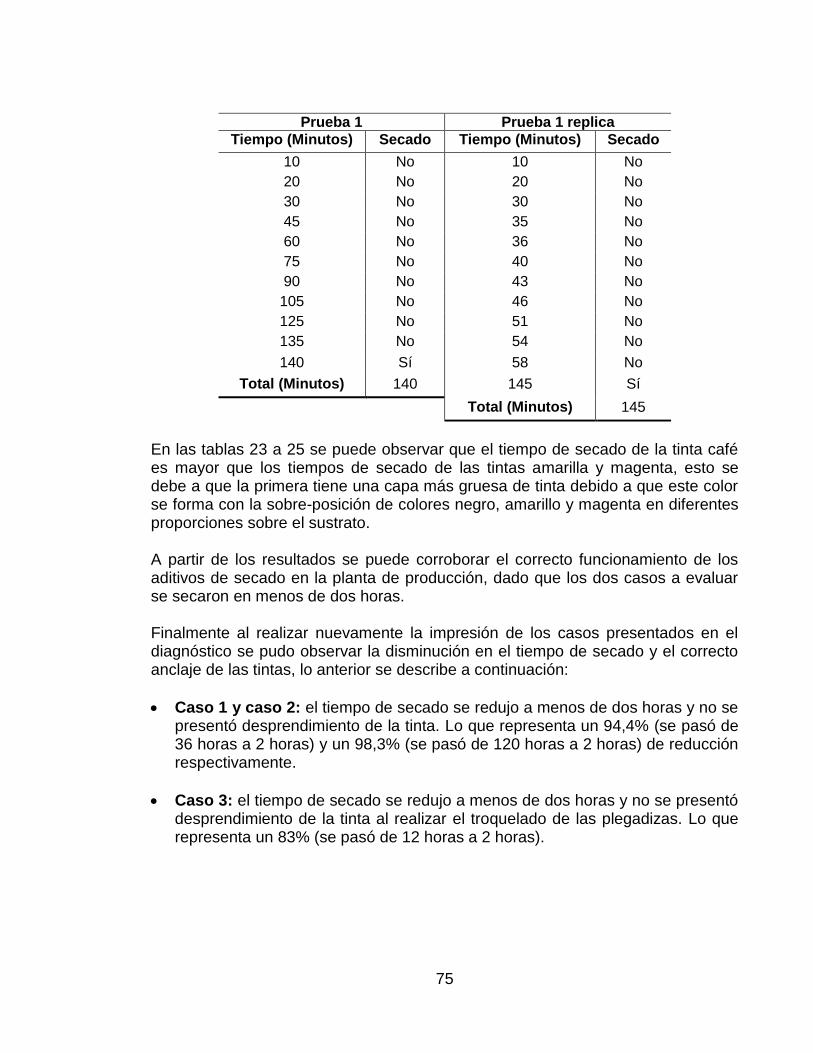
75
Prueba 1 Prueba 1 replica
Tiempo (Minutos) Secado Tiempo (Minutos) Secado
10 No 10 No
20 No 20 No
30 No 30 No
45 No 35 No
60 No 36 No
75 No 40 No
90 No 43 No
105 No 46 No
125 No 51 No
135 No 54 No
140 Sí 58 No
Total (Minutos) 140 145 Sí
Total (Minutos) 145
En las tablas 23 a 25 se puede observar que el tiempo de secado de la tinta café es mayor que los tiempos de secado de las tintas amarilla y magenta, esto se debe a que la primera tiene una capa más gruesa de tinta debido a que este color se forma con la sobre-posición de colores negro, amarillo y magenta en diferentes proporciones sobre el sustrato. A partir de los resultados se puede corroborar el correcto funcionamiento de los aditivos de secado en la planta de producción, dado que los dos casos a evaluar se secaron en menos de dos horas. Finalmente al realizar nuevamente la impresión de los casos presentados en el diagnóstico se pudo observar la disminución en el tiempo de secado y el correcto anclaje de las tintas, lo anterior se describe a continuación:
Caso 1 y caso 2: el tiempo de secado se redujo a menos de dos horas y no se presentó desprendimiento de la tinta. Lo que representa un 94,4% (se pasó de 36 horas a 2 horas) y un 98,3% (se pasó de 120 horas a 2 horas) de reducción respectivamente.
Caso 3: el tiempo de secado se redujo a menos de dos horas y no se presentó desprendimiento de la tinta al realizar el troquelado de las plegadizas. Lo que representa un 83% (se pasó de 12 horas a 2 horas).
76
4. SELECCIÓN DE UN EQUIPO DE SECADO
Como se pudo observar anteriormente el resultado de este trabajo de grado fue una reducción en tiempos de secado para cada caso mostrado en el diagnóstico, sin embargo y a pesar de que se obtuvo una mejora en el tiempo del proceso aún queda un margen de tiempo susceptible de ser reducido. De acuerdo a lo anterior se ha propuesto como alternativa el estudio y selección de un secador industrial que ayude a disminuir aún más la cantidad de tiempo empleada en el proceso, esto, con el fin de obtener mayor capacidad de producción, ventajas competitivas y además un buen manejo de recursos (materia prima, energía, mano de obra y demás).
4.1 GENERALIDADES DEL PROCESO DE SECADO Generalmente la definición de secado está asociada con la cantidad de agua que se puede retirar de un sólido, la cual frecuentemente es pequeña y se extrae en forma de vapor de agua. Las operaciones de secado se pueden clasificar de tres formas diferentes:
Método de operación: en esta clasificación están los secadores continuos, en donde el sólido está en contacto permanente con el aire y el proceso batch o por lotes.
Método de obtención de calor: esta puede ser directa, en donde el aire que se utiliza para extraer el agua también cumple la función de calentarla o puede ser indirecta en donde se utiliza una resistencia para proporcionar el calor al sólido generalmente se hace con resistencias eléctricas.
Tipo de sustancia: esta clasificación tiene que ver con la forma del sólido a secar, la cuál puede ser duro, flexible, granuloso, cristales, etc.
Como se describe anteriormente existen diversas formas para realizar el secado de un sólido, es por esto que se han desarrollado diferentes equipos con el fin de aprovechar cada una de las ventajas que ofrecen tanto las sustancias con las que se arrastra la humedad, el tipo de material utilizado e incluso la forma en la que se suministra calor, a continuación se presentan algunos de los secadores que la industria utiliza para realizar sus procesos.
4.2 EQUIPOS DE SECADO En la industria se pueden encontrar diferentes tipos de secadores de acuerdo a las necesidades del cliente, estos pueden variar en forma, tamaño y tipo de operación como por ejemplo:
77
Secador de bandejas: este tipo de secador consta de un gabinete con bandejas para material granulado o en pasta, el material se esparce en las bandejas de manera uniforme, este equipo cuenta con ventiladores para recircular el aire caliente en la superficie de las bandejas y además con resistencias eléctricas para calentar el sólido, esto logra un tiempo de secado corto ya que se aumenta el área de contacto del sólido con el aire.
Secadores de túnel infrarrojo: este se encuentra dentro de la clasificación de secadores continuos, constan de bandejas o cintas transportadoras, las cuales se mueven por un túnel de aire que puede fluir en contracorriente, paralelo o mezcla de estos dos tipos de flujo, a medida que la bandeja se mueve por el túnel el aire se calienta por medio de lámparas infrarrojas y arrastra el agua del sólido.
Secadores rotatorios: este tipo de secadores consta de un cilindro ligeramente inclinado hacia la salida y que gira sobre su propio eje, los sólidos que generalmente son partículas pequeñas se desplazan hacia adelante a medida que el cilindro gira y se calientan con gases a contracorriente.
Secadores de tambor: es un tambor de metal que se calienta internamente con vapor de agua y al cual se le adhiere el sólido a su pared externa, el sólido se calienta indirectamente gracias a la transferencia de calor entre las paredes del cilindro y por lo tanto retirando su humedad, posteriormente el sólido seco se retira.
Secadores por aspersión: estos secadores son usados para secar líquidos o suspensiones, estos se atomizan por medio de toberas y se esparcen en el interior de la cámara de secado, las gotas del líquido son rodeadas por aire caliente aumentando el área de transferencia y por tanto disminuyendo el tiempo de secado, finalmente se obtiene un sólido seco en forma de polvo en la parte inferior del equipo y el aire se dirige hacia un separador de ciclón para recuperar las partículas muy finas.
Secadores de olla: este se encuentra entre la clasificación de secadores batch, es similar a una cámara de secado equipada con una chaqueta por la cual circula vapor que tiene como función calentar el sólido, además cuenta con un agitador que mantiene el sólido en agitación constante, la humedad sale por una chimenea y el sólido seco se descarga directamente del interior de la cámara.
Secadores de tornillo: en este tipo de secadores se hace pasar el sólido por un cilindro equipado con un tornillo sin fin el cual cuenta con calentamiento indirecto por vapor o en algunos casos se hace fluir aire caliente por el cilindro logrando así retirar la humedad directamente.
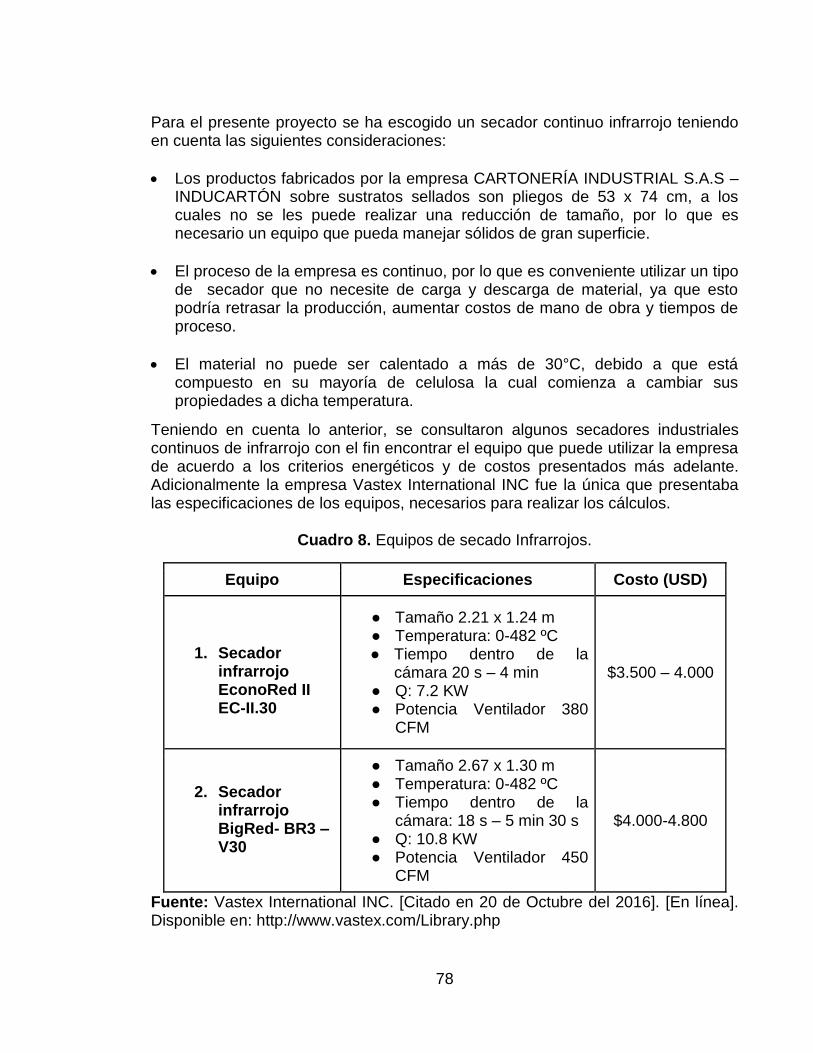
78
Para el presente proyecto se ha escogido un secador continuo infrarrojo teniendo en cuenta las siguientes consideraciones:
Los productos fabricados por la empresa CARTONERÍA INDUSTRIAL S.A.S – INDUCARTÓN sobre sustratos sellados son pliegos de 53 x 74 cm, a los cuales no se les puede realizar una reducción de tamaño, por lo que es necesario un equipo que pueda manejar sólidos de gran superficie.
El proceso de la empresa es continuo, por lo que es conveniente utilizar un tipo de secador que no necesite de carga y descarga de material, ya que esto podría retrasar la producción, aumentar costos de mano de obra y tiempos de proceso.
El material no puede ser calentado a más de 30°C, debido a que está compuesto en su mayoría de celulosa la cual comienza a cambiar sus propiedades a dicha temperatura.
Teniendo en cuenta lo anterior, se consultaron algunos secadores industriales continuos de infrarrojo con el fin encontrar el equipo que puede utilizar la empresa de acuerdo a los criterios energéticos y de costos presentados más adelante. Adicionalmente la empresa Vastex International INC fue la única que presentaba las especificaciones de los equipos, necesarios para realizar los cálculos.
Cuadro 8. Equipos de secado Infrarrojos.
Equipo Especificaciones Costo (USD)
1. Secador infrarrojo EconoRed II EC-II.30
● Tamaño 2.21 x 1.24 m ● Temperatura: 0-482 ºC ● Tiempo dentro de la
cámara 20 s – 4 min ● Q: 7.2 KW ● Potencia Ventilador 380
CFM
$3.500 – 4.000
2. Secador infrarrojo BigRed- BR3 – V30
● Tamaño 2.67 x 1.30 m ● Temperatura: 0-482 ºC ● Tiempo dentro de la
cámara: 18 s – 5 min 30 s ● Q: 10.8 KW ● Potencia Ventilador 450
CFM
$4.000-4.800
Fuente: Vastex International INC. [Citado en 20 de Octubre del 2016]. [En línea]. Disponible en: http://www.vastex.com/Library.php
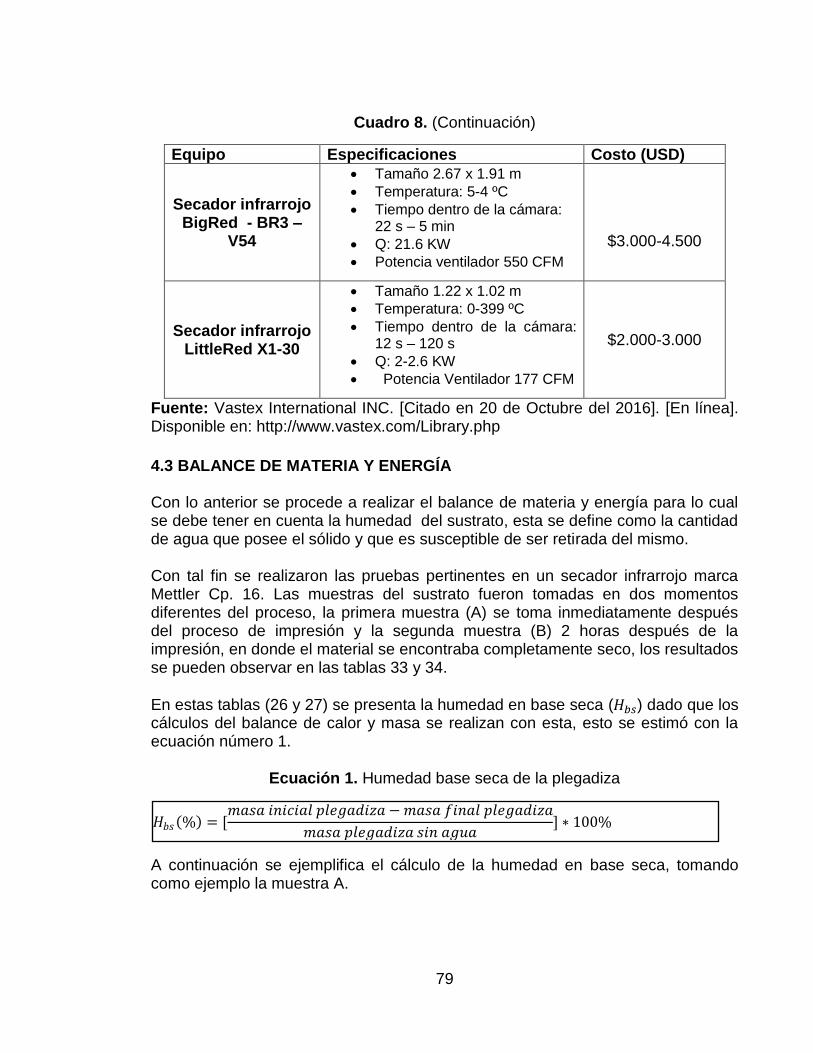
79
Cuadro 8. (Continuación)
Equipo Especificaciones Costo (USD)
Secador infrarrojo BigRed - BR3 –
V54
Tamaño 2.67 x 1.91 m
Temperatura: 5-4 ºC
Tiempo dentro de la cámara: 22 s – 5 min
Q: 21.6 KW
Potencia ventilador 550 CFM
$3.000-4.500
Secador infrarrojo LittleRed X1-30
Tamaño 1.22 x 1.02 m
Temperatura: 0-399 ºC
Tiempo dentro de la cámara: 12 s – 120 s
Q: 2-2.6 KW
Potencia Ventilador 177 CFM
$2.000-3.000
Fuente: Vastex International INC. [Citado en 20 de Octubre del 2016]. [En línea]. Disponible en: http://www.vastex.com/Library.php
4.3 BALANCE DE MATERIA Y ENERGÍA Con lo anterior se procede a realizar el balance de materia y energía para lo cual se debe tener en cuenta la humedad del sustrato, esta se define como la cantidad de agua que posee el sólido y que es susceptible de ser retirada del mismo. Con tal fin se realizaron las pruebas pertinentes en un secador infrarrojo marca Mettler Cp. 16. Las muestras del sustrato fueron tomadas en dos momentos diferentes del proceso, la primera muestra (A) se toma inmediatamente después del proceso de impresión y la segunda muestra (B) 2 horas después de la impresión, en donde el material se encontraba completamente seco, los resultados se pueden observar en las tablas 33 y 34.
En estas tablas (26 y 27) se presenta la humedad en base seca (𝐻𝑏𝑠) dado que los cálculos del balance de calor y masa se realizan con esta, esto se estimó con la ecuación número 1.
Ecuación 1. Humedad base seca de la plegadiza
A continuación se ejemplifica el cálculo de la humedad en base seca, tomando como ejemplo la muestra A.
𝐻𝑏𝑠 % = [𝑚𝑎𝑠𝑎 𝑖𝑛𝑖𝑐𝑖𝑎𝑙 𝑝𝑙𝑒𝑔𝑎𝑑𝑖𝑧𝑎 −𝑚𝑎𝑠𝑎 𝑓𝑖𝑛𝑎𝑙 𝑝𝑙𝑒𝑔𝑎𝑑𝑖𝑧𝑎
𝑚𝑎𝑠𝑎 𝑝𝑙𝑒𝑔𝑎𝑑𝑖𝑧𝑎 𝑠𝑖𝑛 𝑎𝑔𝑢𝑎] ∗ 100%

80
𝐻𝑢𝑚𝑒𝑑𝑎𝑑 𝑏𝑎𝑠𝑒 𝑠𝑒𝑐𝑎 % = [122,366 − 107,071
107,071] ∗ 100%
𝐻𝑢𝑚𝑒𝑑𝑎𝑑 𝑏𝑎𝑠𝑒 𝑠𝑒𝑐𝑎 % = 14,3%
Tabla 26. Muestra A.
Muestra Humedad
base seca (%) Peso (g)
- - Inicial Final 1 14,3 122,366 107,071 2 14,2 123,151 107,855 3 14,6 122,759 107,149
Promedio 1 14,3 122,759 107,358 -
Réplica - - - 1 14 121,582 106,678 2 14,4 121,190 105,894 3 14,2 122,366 107,149
Promedio 2 14,2 121,713 106,574
Promedio total (promedio 1 y 2)
14,28 122,236 106,966
Tabla 27. Muestra B.
Muestra Humedad en
base seca (%) Peso (g)
- - Inicial Final 1 3,99 84,833 81,578 2 3,94 82,754 79,617 3 3,86 84,323 81,185
Promedio 1 3,93 83,970 80,793 -
Réplica - - - 1 3,91 84,323 81,146 2 3,85 85,5 82,323 3 3,93 85,107 81,891
Promedio 2 3,9 84,977 81,787
Promedio total (promedio 1 y 2)
3,91 84,473 81,290
Además de los datos anteriores, se debe considerar el funcionamiento del equipo, el cual provee calor por medio de lámparas infrarrojas y funciona a contra corriente; al secador entra un pliego húmedo el cual debe alcanzar una humedad en base seca de aproximadamente 4%, asimismo el equipo debería operar a 30ºC (303,15K) dado que a mayores temperaturas la celulosa se descompone. En la figura 8 se presenta el diseño.

81
Figura 9. Diseño secador.
Igualmente se tiene en cuenta que la empresa produce 52.7 kg de Plegadiza/h. A partir de esto se empieza a realizar el balance de materia y energía para conocer cuál es el calor que permite secar dicha cantidad de producto. Lo primero que se debe hacer es hallar la temperatura de superficie del sólido y la tasa de evaporación de agua, puesto que estos datos son necesarios para realizar el balance de energía en un secador continuo con radiación y convección, esto se desarrolla siguiendo el método del libro procesos de trasporte y operaciones unitarias de C.J. Geankoplis, el cual se presenta con las siguientes ecuaciones y consideraciones:
La primera consideración es que el secado del producto es durante un tiempo muy corto, por lo que se puede asumir un periodo de velocidad constante.
La segunda consideración es que no hay calor por conducción puesto que el pliego es tan delgado que se asume la temperatura de la superficie como la de todo el sólido.
De acuerdo a esto se calcula la temperatura de superficie la cual está en función
de (𝐻𝑆, 𝐻, λ𝑆, 𝐶𝑠, 𝑇, 𝑇𝑅 , ℎ𝑅 , ℎ𝐶) por medio de un método de iteración utilizando el Microsoft Excel con la ecuación 2.
Ecuación 2. Calculo de temperatura de superficie.
Dónde:
Secador IR continuo
Pliego seco Pliego húmedo
Aire húmedo Aire Atmosférico
Q

82
𝐻𝑆: humedad de saturación del agua a la temperatura del sólido (kg de agua/kg aire seco)
𝐻: humedad absoluta del aire a la entrada (kg de agua/kg de aire seco)
λ𝑆: entalpía de vaporización del agua (kJ/kg)
𝐶𝑠: (J/kg aire seco K)
𝑇: temperatura del aire (ºC)
𝑇𝑅: temperatura de la superficie radiante (ºC)
𝑇𝑆: temperatura de superficie del sólido (ºC)
ℎ𝑅: coeficiente de transferencia por radiación (W/m2*K)
ℎ𝐶: coeficiente de transferencia de convección (W/m2*K)
La entalpia de vaporización del agua (λ𝑆) se toma de las tablas del apéndice 1 sobre agua saturada del libro termodinámica de Çengela la temperatura 𝑇𝑆.
Para el cálculo de ℎ𝑅 y ℎ𝐶 se utilizan las ecuaciones 3 y 4.
Ecuación 3. Coeficiente de transferencia por radiación
Ecuación 4. Coeficiente de transferencia de convección
Dónde:
𝑇𝑅: temperatura de la fuente radiante (°C)
e: emisividad de la plegadiza
𝐴: área de superficie expuesta (m2)
𝐺: flujo másico del aire (kg aire seco/h)
La ecuación 4 toma en cuenta una geometría de placa plana para calcular el flujo del aire, además se utiliza esta ecuación porque se tiene un periodo de velocidad constante.
Dado que el flujo másico (𝐺) no se conoce, se calcula mediante la ecuación 5.
Ecuación 5. Flujo másico del aire
ℎ𝑅 = e 5,676 (𝑇𝑅
100)4 − (𝑇𝑆
100)
𝑇𝑅 − 𝑇𝑆∗ 𝐴
ℎ𝐶 = 1,17 ∗ 𝐺 0.37
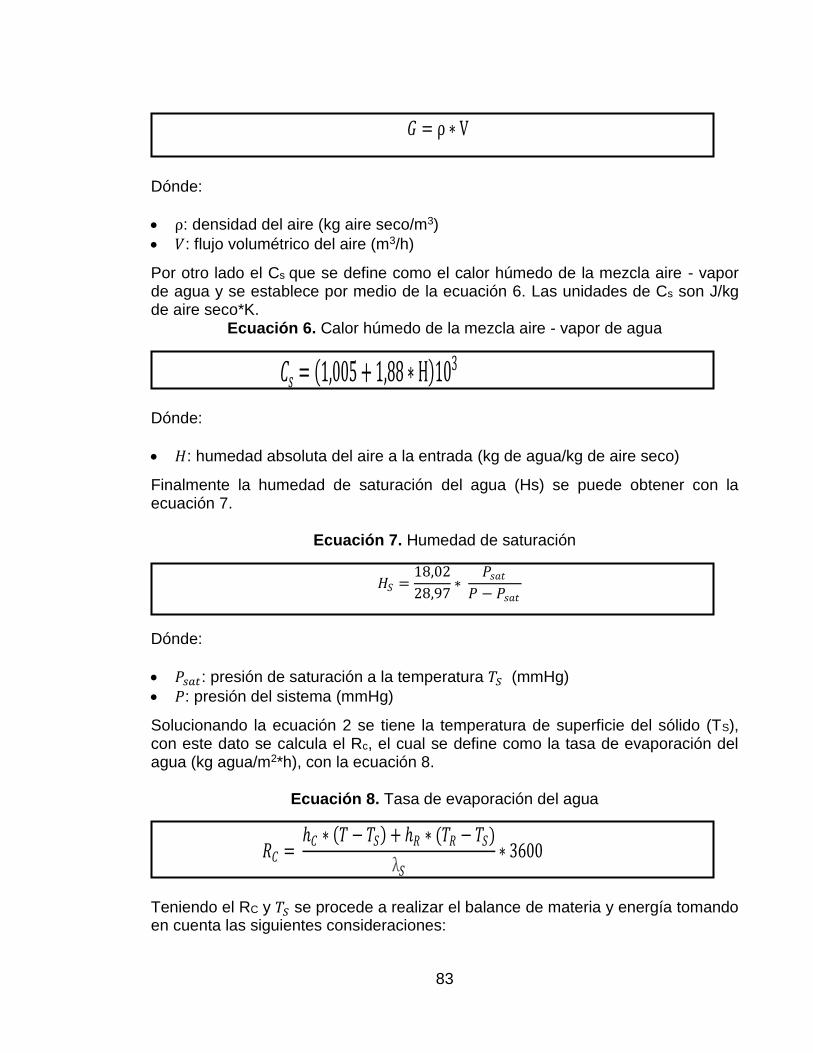
83
Dónde:
ρ: densidad del aire (kg aire seco/m3)
𝑉: flujo volumétrico del aire (m3/h)
Por otro lado el Cs que se define como el calor húmedo de la mezcla aire - vapor de agua y se establece por medio de la ecuación 6. Las unidades de Cs son J/kg de aire seco*K.
Ecuación 6. Calor húmedo de la mezcla aire - vapor de agua
Dónde:
𝐻: humedad absoluta del aire a la entrada (kg de agua/kg de aire seco)
Finalmente la humedad de saturación del agua (Hs) se puede obtener con la ecuación 7.
Ecuación 7. Humedad de saturación
Dónde:
𝑃𝑠𝑎𝑡: presión de saturación a la temperatura 𝑇𝑆 (mmHg)
𝑃: presión del sistema (mmHg)
Solucionando la ecuación 2 se tiene la temperatura de superficie del sólido (TS), con este dato se calcula el Rc, el cual se define como la tasa de evaporación del agua (kg agua/m2*h), con la ecuación 8.
Ecuación 8. Tasa de evaporación del agua
Teniendo el RC y 𝑇𝑆 se procede a realizar el balance de materia y energía tomando en cuenta las siguientes consideraciones:
𝐺 = ρ ∗ V
𝐶𝑠 = 1,005 + 1,88 ∗ H 103
𝐻𝑆 =18,02
28,97∗
𝑃𝑠𝑎𝑡
𝑃 − 𝑃𝑠𝑎𝑡
𝑅𝐶 = ℎ𝐶 ∗ 𝑇 − 𝑇𝑆 + ℎ𝑅 ∗ (𝑇𝑅 − 𝑇𝑆)
λ𝑆∗ 3600
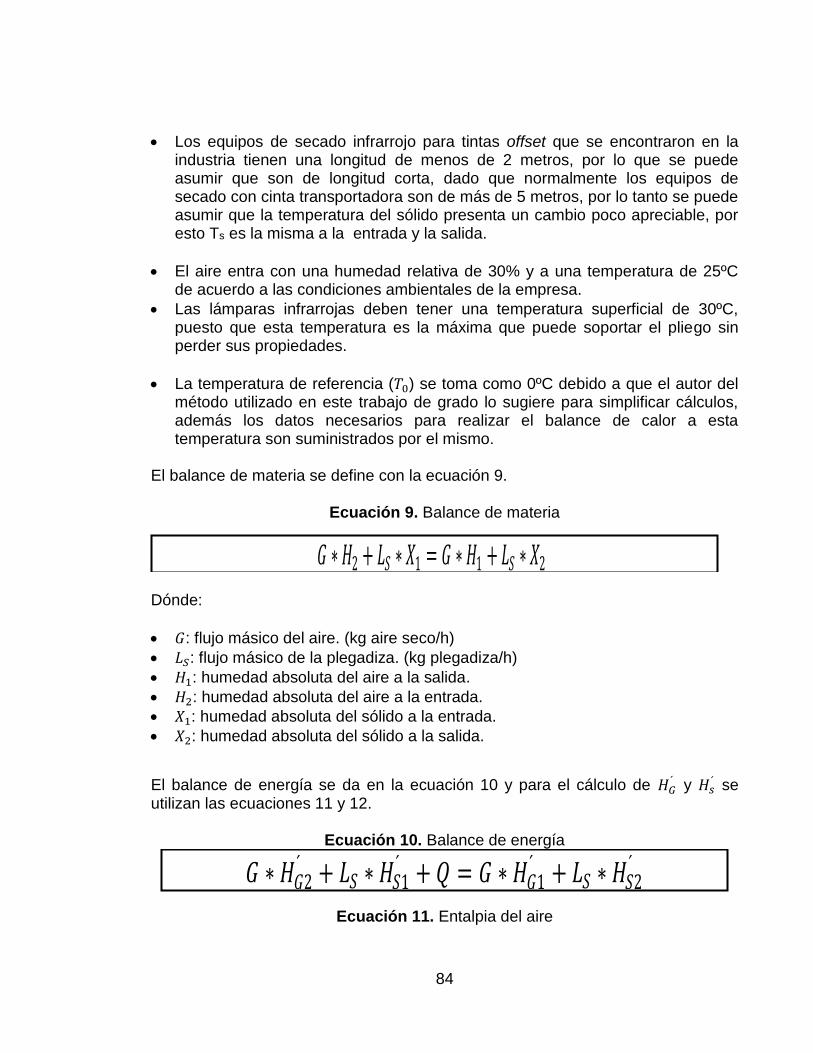
84
Los equipos de secado infrarrojo para tintas offset que se encontraron en la industria tienen una longitud de menos de 2 metros, por lo que se puede asumir que son de longitud corta, dado que normalmente los equipos de secado con cinta transportadora son de más de 5 metros, por lo tanto se puede asumir que la temperatura del sólido presenta un cambio poco apreciable, por esto Ts es la misma a la entrada y la salida.
El aire entra con una humedad relativa de 30% y a una temperatura de 25ºC de acuerdo a las condiciones ambientales de la empresa.
Las lámparas infrarrojas deben tener una temperatura superficial de 30ºC, puesto que esta temperatura es la máxima que puede soportar el pliego sin perder sus propiedades.
La temperatura de referencia (𝑇0) se toma como 0ºC debido a que el autor del método utilizado en este trabajo de grado lo sugiere para simplificar cálculos, además los datos necesarios para realizar el balance de calor a esta temperatura son suministrados por el mismo.
El balance de materia se define con la ecuación 9.
Ecuación 9. Balance de materia
Dónde:
𝐺: flujo másico del aire. (kg aire seco/h)
𝐿𝑆: flujo másico de la plegadiza. (kg plegadiza/h)
𝐻1: humedad absoluta del aire a la salida.
𝐻2: humedad absoluta del aire a la entrada.
𝑋1: humedad absoluta del sólido a la entrada.
𝑋2: humedad absoluta del sólido a la salida.
El balance de energía se da en la ecuación 10 y para el cálculo de 𝐻𝐺´ y 𝐻𝑠
´ se utilizan las ecuaciones 11 y 12.
Ecuación 10. Balance de energía
Ecuación 11. Entalpia del aire
𝐺 ∗ 𝐻2 + 𝐿𝑆 ∗ 𝑋1 = 𝐺 ∗ 𝐻1 + 𝐿𝑆 ∗ 𝑋2
𝐺 ∗ 𝐻𝐺2´ + 𝐿𝑆 ∗ 𝐻𝑆1
´ + 𝑄 = 𝐺 ∗ 𝐻𝐺1´ + 𝐿𝑆 ∗ 𝐻𝑆2
´

85
Ecuación 12. Entalpia del solido
En el cual:
𝐻𝑠1´ : entalpia del solido a la entrada. (kJ/kg seco)
𝐻𝑠2´ : entalpia del solido a la salida. (kJ/kg seco)
𝐻𝐺1´ : entalpia del aire a la salida.(kJ/kg seco)
𝐻𝐺2´ : entalpia del aire a la entrada.(kJ/kg seco)
𝑇𝐺: temperatura del aire. (ºC)
𝑇0: temperatura de referencia. (ºC)
𝑇𝑠: temperatura del sólido. (ºC)
𝑄: calor (kJ/h)
𝐶𝑝𝑎: capacidad calorífica del agua a la temperatura de superficie del sólido.
(kJ/kg*K)
El procedimiento que se explicó, se desarrolla para cada uno de los equipos que se encuentran en la tabla 31, puesto que todos cambian sus dimensiones y su capacidad para controlar los caudales de aire, sin embargo, sólo se presenta el ejemplo para el LittleRed X1-30 Para iniciar el cálculo se fija la temperatura de la superficie radiante como 30ºC como se vio anteriormente, la humedad relativa del aire en la empresa es 30% y tiene una temperatura de 25ºC, con estos datos se utiliza la carta psicométrica de Bogotá para hallar la temperatura de bulbo húmedo y la humedad absoluta del aire obteniendo 13,11ºC y 0.00814 kg de aire seco/kg agua respectivamente. Además de esto se tiene el caudal de aire que puede entregar el equipo, el cual es 177 CFM, se debe hacer la conversión a m3/h como se muestra a continuación:
177 𝐶𝐹𝑀 ∗ (0,3048 𝑚
1 𝑓𝑡)3
∗ 60 𝑚𝑖𝑛
1 ℎ = 300,73 𝑚3/ℎ
Con este caudal y conociendo el área transversal del equipo (122 cm de largo y 102 cm de ancho), se puede calcular la velocidad del aire dentro del mismo.
𝐴𝑇 = 1,24 𝑚
𝐻𝐺´ = 𝐶𝑠 ∗ 𝑇𝐺 − 𝑇0 + 𝐻 ∗ λ0
𝐻𝑠´ = 𝐶𝑝𝑠 ∗ 𝑇𝑠 − 𝑇0 + 𝑋𝐶𝑝𝑎 ∗ 𝑇𝑠 − 𝑇0

86
𝑉 =1,24
300,72∗
1
3600= 0,0671 𝑚/𝑠
Para calcular el flujo G en kg aire seco/h, es necesario tener la densidad en función del cambio de temperatura, para lo que se utiliza la ecuación 13, la cual
utiliza el volumen húmedo (𝑉𝐻) y la humedad absoluta del aire a la entrada (H).
Ecuación 13. Densidad
El volumen húmedo volumen ocupado por el aire húmedo en un kilogramo de aire seco, se calcula con la ecuación 14, donde la humedad absoluta del aire a la entrada (H) y T es la temperatura del aire a la entrada.
Ecuación 14. Volumen húmedo
Reemplazando los datos en la ecuación 14 se obtiene:
𝑉𝐻 = 2,83𝑋10−3 + 4,56𝑋10−3 ∗ 0,00814 ∗ 25
𝑉𝐻 = 0,85𝑚3
𝑘𝑔 𝑎𝑖𝑟𝑒 𝑠𝑒𝑐𝑜
Reemplazando los resultados en la ecuación 13, se tiene:
ρ = 1 + 0,00814
0,85
ρ = 1,18 𝑘𝑔 𝑎𝑖𝑟𝑒 𝑠𝑒𝑐𝑜/𝑚3 Con esto se puede hallar el G con la ecuación 5, como se muestra a continuación:
𝐺 = 1,18 ∗ 0,854 = 354,84 𝑘𝑔 𝑎𝑖𝑟𝑒 𝑠𝑒𝑐𝑜/ℎ Con la ecuación 4, se halla el coeficiente de transferencia por conducción hc, obteniendo:
ℎ𝐶 = 1,17 ∗ 354,84 0,37 = 10,273 𝑊/𝑚2𝐾
ρ =(1 + H)
𝑉𝐻
𝑉𝐻 = (2,83𝑋10−3 + 4,56𝑋10−3 ∗ H) ∗ T

87
Ahora se debe calcular la humedad de saturación HS con la ecuación 7, para esto es necesario calcular la presión de saturación, esto se hace con la ecuación 15 y las constantes de la tabla 34.
Ecuación 15. Presión de saturación
Tabla 28. Constantes de Antoine del agua
Sustancia A B C
Agua 8,07131 1730,63 233,426
Fuente: antoine – Parameter. [Citado en 2 de Noviembre de 2016]. [En línea]. Disponible en: http://public.beuth-hochschule.de/~wseifert/lmr/thermo/BilderThermo/Theorie/Antoine_Parameter.pdf. Reemplazando los datos se obtiene
𝑃𝑠𝑎𝑡 = 13,26 𝑚𝑚𝐻𝑔 Reemplazando la presión de saturación en la ecuación 7 se obtiene:
𝐻𝑠 = 0,0151
Para hallar el λ𝑆 se toman los datos de las tablas de agua saturada y se realiza una interpolación entre las temperaturas de TS así:
λ𝑆 = 2465,9 + (𝑇𝑆 − 15
20 − 15) ∗ 2454,1 − 2465,9 = 2464,42 𝑘𝐽/𝑘𝑔
La emisividad del pliego se puede asumir como la emisividad de la celulosa, para efectos de este trabajo se considera como 0.9. Finalmente se halla el Cs reemplazando en la ecuación 6 así:
𝐶𝑠 = 1.005 + 1.88 ∗ 0.00814 103 = 1,02 𝐽/𝑘𝑔 𝐾 Teniendo los anteriores datos se procede a realizar el método de iteración mediante el software Excel, teniendo en cuenta que la ecuación que se debe resolver es:
0,0151 − 0,00814 ∗ 2464,42
1,02= 25 − 𝑇𝑆 +
5,29
10,28∗ 30 − 𝑇𝑆
𝐿𝑜𝑔 𝑃𝑠𝑎𝑡 𝑚𝑚𝐻𝑔 =𝐴 − 𝐵
𝑇 𝐾 + 𝐶

88
El método debe tener un valor inicial, el cual debe ser asumido a una temperatura mayor a la de bulbo húmedo que es 13,1ºC, para efectos de este proyecto se asume un valor inicial de 14ºC. El resultado final de la ecuación es:
𝑇𝑆 = 15,63 º𝐶 Con esta temperatura se procede a calcular la tasa de evaporación del agua, reemplazando los datos en la ecuación 8, el resultado es:
𝑅𝐶 = ℎ𝐶 ∗ 𝑇 − 𝑇𝑆 + ℎ𝑅 ∗ 𝑇𝑅 − 𝑇𝑆
λ𝑆∗ 3600
𝑅𝐶 = 0,25 𝑘𝑔 𝑑𝑒 𝑎𝑔𝑢𝑎
ℎ 𝑚2
Teniendo la tasa de evaporación se procede a realizar el balance de materia y energía teniendo como base la cantidad de agua que se evapora Rc, la temperatura de superficie y los siguientes datos:
Tabla 29. Datos iniciales
Datos Valor
Ls (kg solido/h) 52,70
G (kg aire seco/h) 354,84
H2 0,00814
X1 0,1428
Se deben encontrar la masa de agua evaporada multiplicando la tasa de evaporación por el área de un pliego, que en este caso es 39,22 m2, el resultado es:
𝑀𝑎𝑠𝑎 𝑑𝑒 𝑎𝑔𝑢𝑎 𝑒𝑣𝑎𝑝𝑜𝑟𝑎𝑑𝑎 = 0,25 ∗ 39,22 = 9,87 𝑘𝑔 𝑎𝑔𝑢𝑎/ℎ Según la ecuación 9, los datos que no se conocen son el H1 y el X2, estos se hallan de la siguiente manera:
𝐻1 =𝑀𝑎𝑠𝑎 𝑑𝑒 𝑎𝑔𝑢𝑎 𝑒𝑣𝑎𝑝𝑜𝑟𝑎𝑑𝑎
𝐺=
9,87
354,84= 0,0278
𝑘𝑔 𝑎𝑔𝑢𝑎
𝑘𝑔 𝑎𝑖𝑟𝑒 𝑠𝑒𝑐𝑜
Finalmente se despeja de la ecuación 9 del balance de materia X2, el resultado es:

89
Ecuación 16. Humedad absoluta del solido a la salida
Dónde:
𝐺: flujo másico del aire. (kg aire seco/h)
𝐿𝑆: flujo másico de la plegadiza. (kg plegadiza/h)
𝐻1: humedad absoluta del aire a la salida.
𝐻2: humedad absoluta del aire a la entrada.
𝑋1: humedad absoluta del sólido a la entrada.
𝑋2: humedad absoluta del sólido a la salida. Reemplazando los datos en la ecuación 16, se obtiene:
𝑋2 = 0,0102 Anteriormente se resolvió el balance de materia del secador, ahora se procede a realizar el balance de energía de acuerdo a las ecuaciones del libro de Procesos de transporte y operaciones unitarias de Geankoplis. Para esto se establece una temperatura de referencia de 0ºC y se toma la temperatura del aire como 25ºC, además se toma la temperatura del solido Ts anteriormente hallada (15,63ºC). Adicionalmente se obtienen los siguientes datos del apéndice 1 del libro termodinámica de Çengel:
Tabla 30. Datos balance de energía.
Datos Valor
λ𝑆 (kJ/kg) 2501 Cps Celulosa (kJ/kg K) 0,691 CpA (kJ/kg K) 4,1894
Los anteriores datos se reemplazan en las ecuaciones 11 y 12, dando como resultado:
𝐻𝐺1´ = 225,49 𝑘𝑗/𝑘𝑔
𝐻𝐺2´ = 83,74 𝑘𝑗/𝑘𝑔
𝐻𝑆1´ = 20,15 𝑘𝑗/𝑘𝑔
𝑋2 =𝐺 ∗ 𝐻2 − 𝐻1 + 𝐿𝑆 ∗ 𝑋1
𝐿𝑆
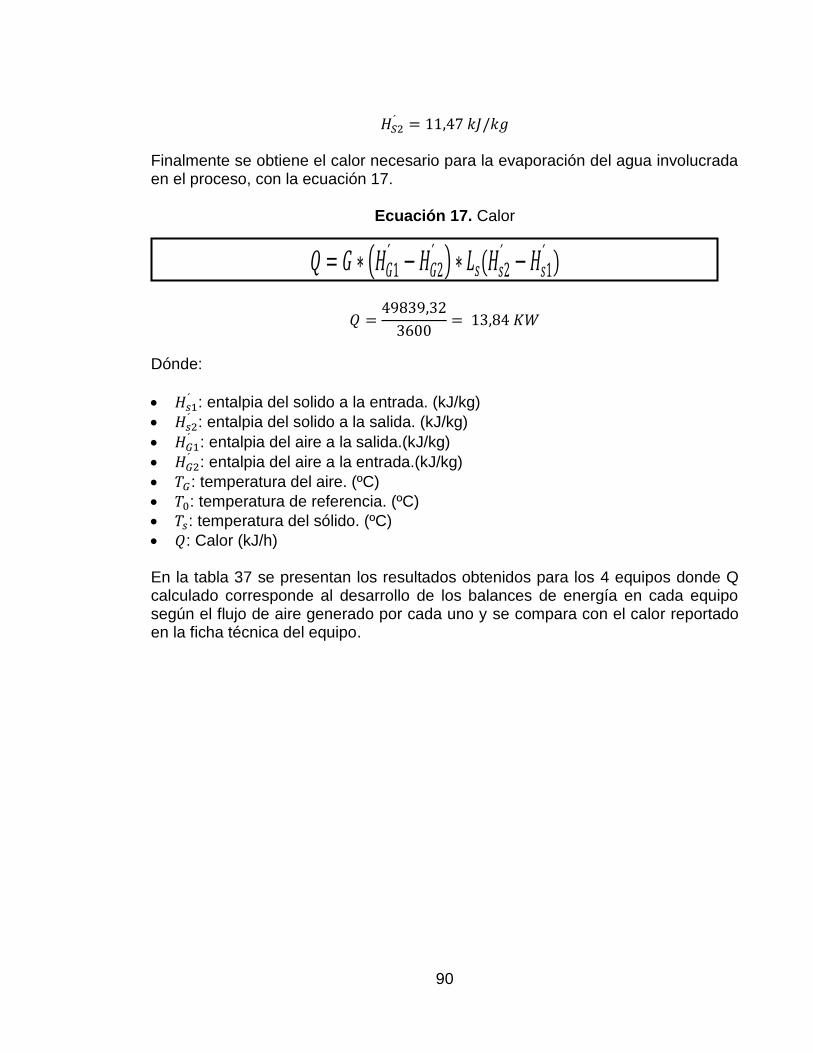
90
𝐻𝑆2´ = 11,47 𝑘𝐽/𝑘𝑔
Finalmente se obtiene el calor necesario para la evaporación del agua involucrada en el proceso, con la ecuación 17.
Ecuación 17. Calor
𝑄 =49839,32
3600= 13,84 𝐾𝑊
Dónde:
𝐻𝑠1´ : entalpia del solido a la entrada. (kJ/kg)
𝐻𝑠2´ : entalpia del solido a la salida. (kJ/kg)
𝐻𝐺1´ : entalpia del aire a la salida.(kJ/kg)
𝐻𝐺2´ : entalpia del aire a la entrada.(kJ/kg)
𝑇𝐺: temperatura del aire. (ºC)
𝑇0: temperatura de referencia. (ºC)
𝑇𝑠: temperatura del sólido. (ºC)
𝑄: Calor (kJ/h) En la tabla 37 se presentan los resultados obtenidos para los 4 equipos donde Q calculado corresponde al desarrollo de los balances de energía en cada equipo según el flujo de aire generado por cada uno y se compara con el calor reportado en la ficha técnica del equipo.
𝑄 = 𝐺 ∗ 𝐻𝐺1´ − 𝐻𝐺2
´ ∗ 𝐿𝑠(𝐻𝑠2´ −𝐻𝑠1
´ )
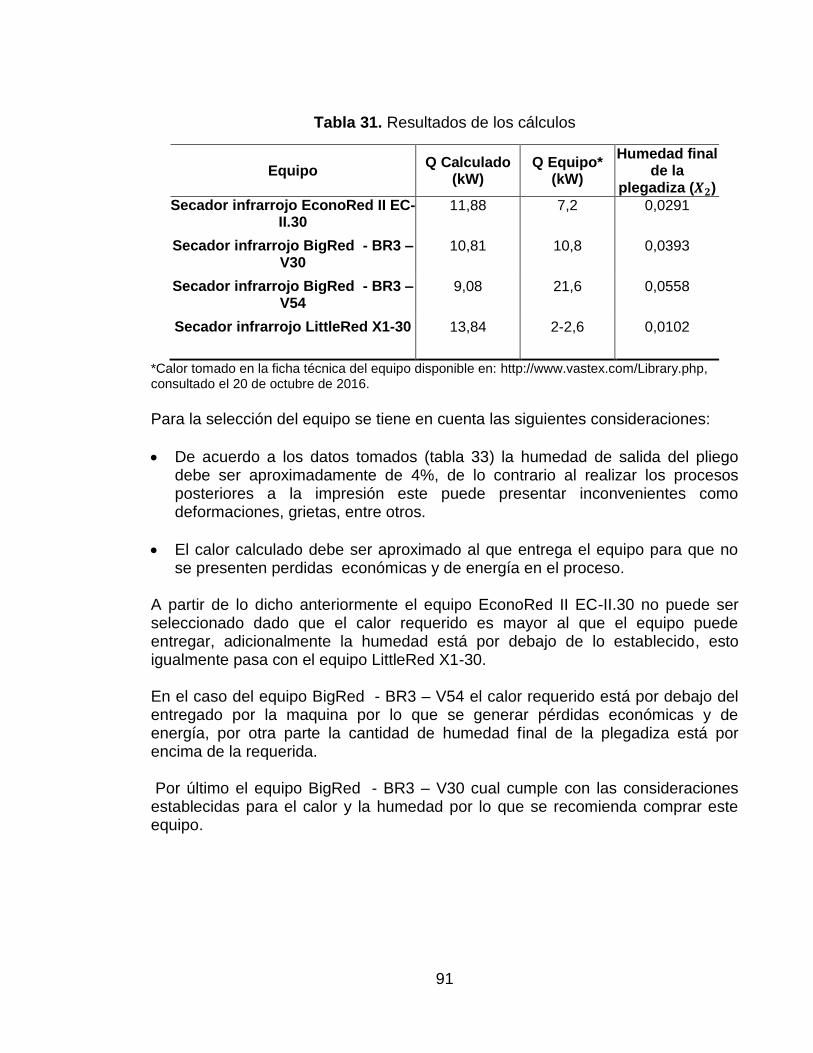
91
Tabla 31. Resultados de los cálculos
Equipo Q Calculado
(kW) Q Equipo*
(kW)
Humedad final de la
plegadiza (𝑿𝟐)
Secador infrarrojo EconoRed II EC-II.30
11,88 7,2 0,0291
Secador infrarrojo BigRed - BR3 – V30
10,81 10,8 0,0393
Secador infrarrojo BigRed - BR3 – V54
9,08 21,6 0,0558
Secador infrarrojo LittleRed X1-30 13,84 2-2,6 0,0102
*Calor tomado en la ficha técnica del equipo disponible en: http://www.vastex.com/Library.php, consultado el 20 de octubre de 2016.
Para la selección del equipo se tiene en cuenta las siguientes consideraciones:
De acuerdo a los datos tomados (tabla 33) la humedad de salida del pliego debe ser aproximadamente de 4%, de lo contrario al realizar los procesos posteriores a la impresión este puede presentar inconvenientes como deformaciones, grietas, entre otros.
El calor calculado debe ser aproximado al que entrega el equipo para que no se presenten perdidas económicas y de energía en el proceso.
A partir de lo dicho anteriormente el equipo EconoRed II EC-II.30 no puede ser seleccionado dado que el calor requerido es mayor al que el equipo puede entregar, adicionalmente la humedad está por debajo de lo establecido, esto igualmente pasa con el equipo LittleRed X1-30. En el caso del equipo BigRed - BR3 – V54 el calor requerido está por debajo del entregado por la maquina por lo que se generar pérdidas económicas y de energía, por otra parte la cantidad de humedad final de la plegadiza está por encima de la requerida. Por último el equipo BigRed - BR3 – V30 cual cumple con las consideraciones establecidas para el calor y la humedad por lo que se recomienda comprar este equipo.
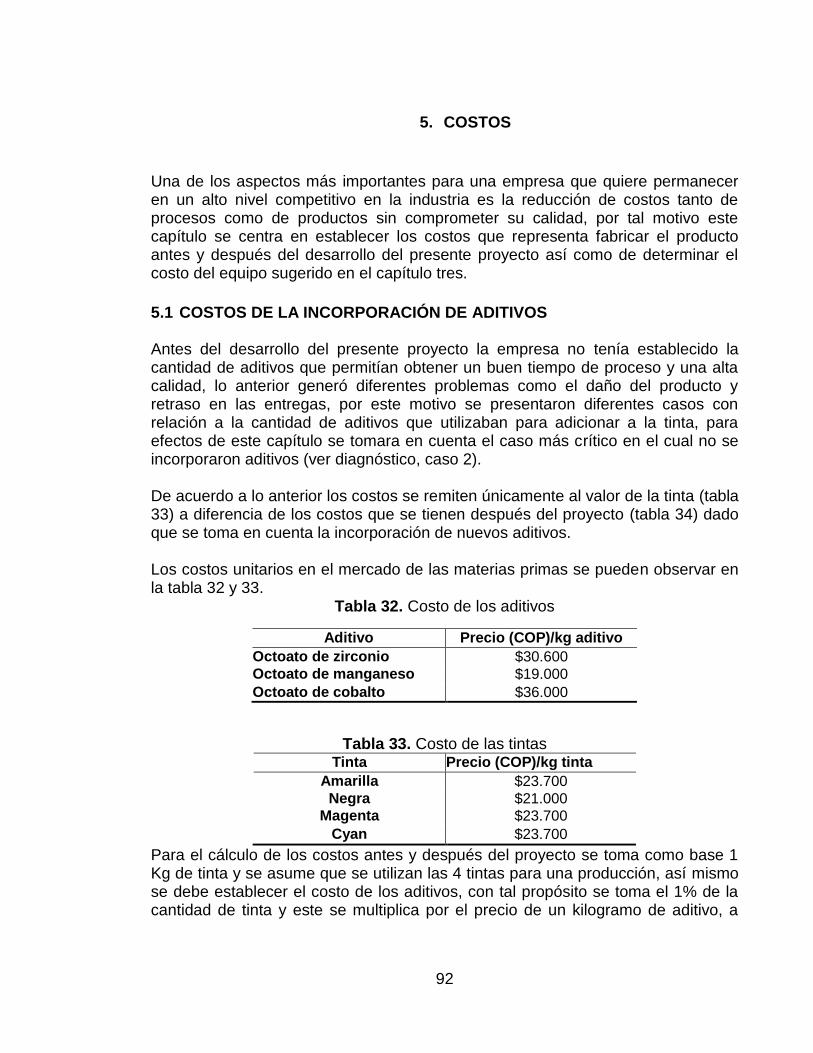
92
5. COSTOS
Una de los aspectos más importantes para una empresa que quiere permanecer en un alto nivel competitivo en la industria es la reducción de costos tanto de procesos como de productos sin comprometer su calidad, por tal motivo este capítulo se centra en establecer los costos que representa fabricar el producto antes y después del desarrollo del presente proyecto así como de determinar el costo del equipo sugerido en el capítulo tres.
5.1 COSTOS DE LA INCORPORACIÓN DE ADITIVOS Antes del desarrollo del presente proyecto la empresa no tenía establecido la cantidad de aditivos que permitían obtener un buen tiempo de proceso y una alta calidad, lo anterior generó diferentes problemas como el daño del producto y retraso en las entregas, por este motivo se presentaron diferentes casos con relación a la cantidad de aditivos que utilizaban para adicionar a la tinta, para efectos de este capítulo se tomara en cuenta el caso más crítico en el cual no se incorporaron aditivos (ver diagnóstico, caso 2). De acuerdo a lo anterior los costos se remiten únicamente al valor de la tinta (tabla 33) a diferencia de los costos que se tienen después del proyecto (tabla 34) dado que se toma en cuenta la incorporación de nuevos aditivos. Los costos unitarios en el mercado de las materias primas se pueden observar en la tabla 32 y 33.
Tabla 32. Costo de los aditivos
Aditivo Precio (COP)/kg aditivo
Octoato de zirconio $30.600
Octoato de manganeso $19.000
Octoato de cobalto $36.000
Tabla 33. Costo de las tintas Tinta Precio (COP)/kg tinta
Amarilla $23.700
Negra $21.000 Magenta $23.700
Cyan $23.700
Para el cálculo de los costos antes y después del proyecto se toma como base 1 Kg de tinta y se asume que se utilizan las 4 tintas para una producción, así mismo se debe establecer el costo de los aditivos, con tal propósito se toma el 1% de la cantidad de tinta y este se multiplica por el precio de un kilogramo de aditivo, a

93
continuación se muestra un ejemplo de lo anterior, además en las tablas 33 y 34 se muestran los resultados.
𝐶𝑎𝑛𝑡𝑖𝑑𝑎𝑑 𝑎𝑑𝑖𝑡𝑖𝑣𝑜 = 1 𝑘𝑔 𝑑𝑒 𝑡𝑖𝑛𝑡𝑎 ∗ 1% 𝑎𝑑𝑖𝑡𝑖𝑣𝑜𝑠 = 0,01 𝑘𝑔 𝑑𝑒 𝑎𝑑𝑖𝑡𝑖𝑣𝑜𝑠 𝐶𝑜𝑠𝑡𝑜 𝑎𝑑𝑖𝑡𝑖𝑣𝑜 = 0,01 𝑘𝑔 𝑎𝑑𝑖𝑡𝑖𝑣𝑜 ∗ 30.600 = 306 𝐶𝑂𝑃
Tabla 34. Costo tintas antes del proyecto
Color Precio (COP)/kg tinta
Amarillo $23.700
Negro $21.000
Magenta $23.700
Cyan $23.700
Total $92.100
Tabla 35. Costo tintas después del proyecto
Color Precio (COP)/kg
tinta
Aditivo Cantidad aditivo (kg)
Precio (COP)/kg aditivo
Precio (COP)
Amarillo $23.700
Octoato de zirconio
0,01 $30.600 $306
Octoato de Manganeso
0,01 $19.000 $190
Octoato de cobalto
0,01 $36.000 $360
Negro $23.700
Octoato de zirconio
0,01 $30.600 $306
Octoato de Manganeso
0,01 $19.000 $190
Octoato de cobalto
0,01 $36.000 $360
Magenta $23.700
Octoato de zirconio
0,01 $30.600 $306
Octoato de Manganeso
0,01 $19.000 $190
Octoato de cobalto
0,01 $36.000 $360
Cyan $23.700
Octoato de zirconio
0,01 $30.600 $306
Octoato de Manganeso
0,01 $19.000 $190
Octoato de cobalto
0,01 $36.000 $360
Total $92.100
Total $3.424
Tabla 36. Costo total antes y después del proyecto
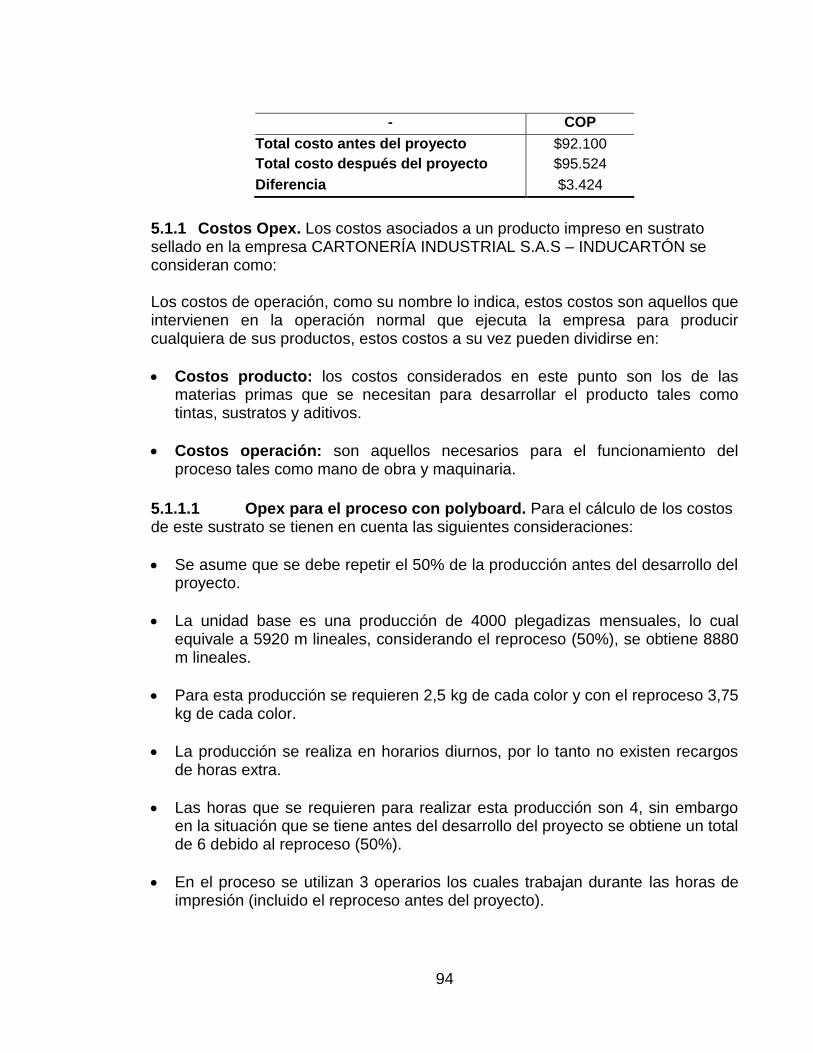
94
- COP
Total costo antes del proyecto $92.100
Total costo después del proyecto $95.524
Diferencia $3.424
5.1.1 Costos Opex. Los costos asociados a un producto impreso en sustrato sellado en la empresa CARTONERÍA INDUSTRIAL S.A.S – INDUCARTÓN se consideran como: Los costos de operación, como su nombre lo indica, estos costos son aquellos que intervienen en la operación normal que ejecuta la empresa para producir cualquiera de sus productos, estos costos a su vez pueden dividirse en:
Costos producto: los costos considerados en este punto son los de las materias primas que se necesitan para desarrollar el producto tales como tintas, sustratos y aditivos.
Costos operación: son aquellos necesarios para el funcionamiento del proceso tales como mano de obra y maquinaria.
5.1.1.1 Opex para el proceso con polyboard. Para el cálculo de los costos de este sustrato se tienen en cuenta las siguientes consideraciones:
Se asume que se debe repetir el 50% de la producción antes del desarrollo del proyecto.
La unidad base es una producción de 4000 plegadizas mensuales, lo cual equivale a 5920 m lineales, considerando el reproceso (50%), se obtiene 8880 m lineales.
Para esta producción se requieren 2,5 kg de cada color y con el reproceso 3,75 kg de cada color.
La producción se realiza en horarios diurnos, por lo tanto no existen recargos de horas extra.
Las horas que se requieren para realizar esta producción son 4, sin embargo en la situación que se tiene antes del desarrollo del proyecto se obtiene un total de 6 debido al reproceso (50%).
En el proceso se utilizan 3 operarios los cuales trabajan durante las horas de impresión (incluido el reproceso antes del proyecto).
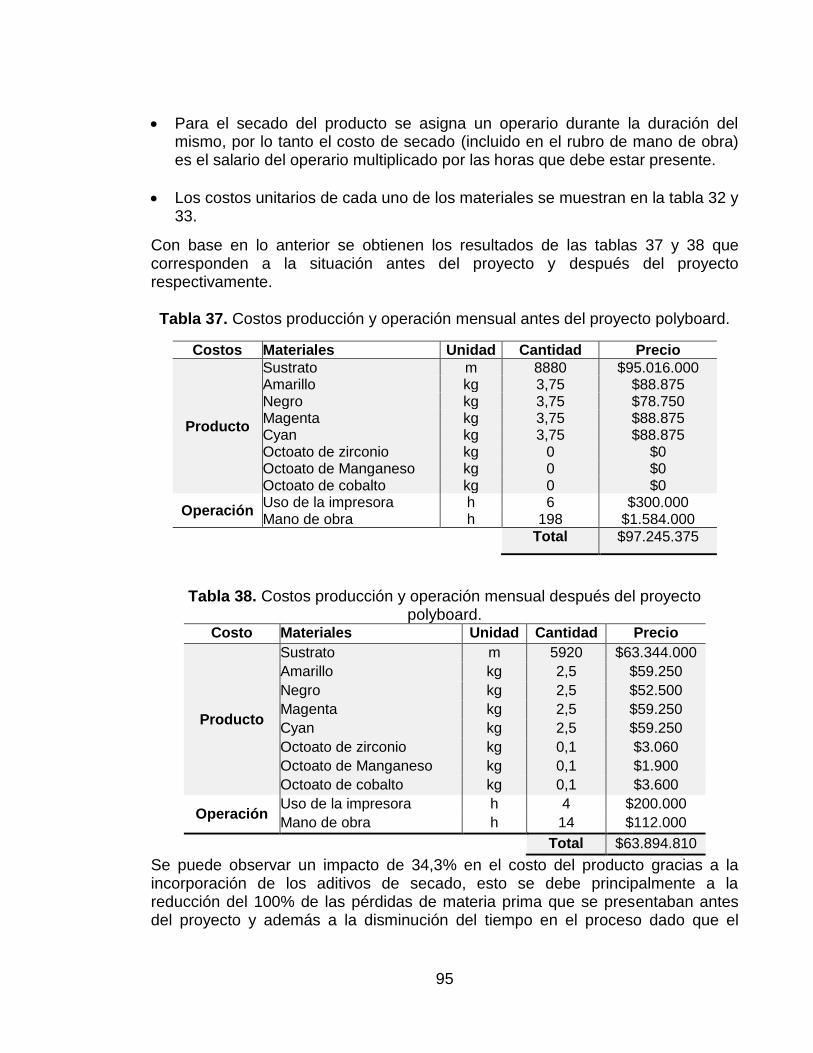
95
Para el secado del producto se asigna un operario durante la duración del mismo, por lo tanto el costo de secado (incluido en el rubro de mano de obra) es el salario del operario multiplicado por las horas que debe estar presente.
Los costos unitarios de cada uno de los materiales se muestran en la tabla 32 y 33.
Con base en lo anterior se obtienen los resultados de las tablas 37 y 38 que corresponden a la situación antes del proyecto y después del proyecto respectivamente. Tabla 37. Costos producción y operación mensual antes del proyecto polyboard.
Costos Materiales Unidad Cantidad Precio
Producto
Sustrato m 8880 $95.016.000 Amarillo kg 3,75 $88.875 Negro kg 3,75 $78.750 Magenta kg 3,75 $88.875 Cyan kg 3,75 $88.875 Octoato de zirconio kg 0 $0 Octoato de Manganeso kg 0 $0 Octoato de cobalto kg 0 $0
Operación Uso de la impresora h 6 $300.000 Mano de obra h 198 $1.584.000
Total $97.245.375
Tabla 38. Costos producción y operación mensual después del proyecto polyboard.
Costo Materiales Unidad Cantidad Precio
Producto
Sustrato m 5920 $63.344.000
Amarillo kg 2,5 $59.250
Negro kg 2,5 $52.500
Magenta kg 2,5 $59.250
Cyan kg 2,5 $59.250
Octoato de zirconio kg 0,1 $3.060
Octoato de Manganeso kg 0,1 $1.900
Octoato de cobalto kg 0,1 $3.600
Operación Uso de la impresora h 4 $200.000
Mano de obra h 14 $112.000
Total $63.894.810
Se puede observar un impacto de 34,3% en el costo del producto gracias a la incorporación de los aditivos de secado, esto se debe principalmente a la reducción del 100% de las pérdidas de materia prima que se presentaban antes del proyecto y además a la disminución del tiempo en el proceso dado que el

96
secado disminuyó porque se pasó de 120 horas a 2 horas, lo que refleja una reducción del 98,3%, lo anterior puede verse en la tabla 45, en donde se obtiene una diferencia de 33.350.565 COP. Además de lo anterior se puede observar una reducción en los costos de la mano de obra de 92,93%, dado que el precio disminuyó de $1.584.000 a $112.000, puesto que el tiempo de secado pasó de 198 a 14 horas de producción. También se presentó una reducción en los costos de la impresora de 33,33% representados en una disminución de precio de $300.000 a $200.000 y en horas de producción de 6 a 4. Esto se debe a que en la situación después del proyecto se eliminan los reprocesos (no se debe volver a imprimir para sustituir las plegadizas que se dañaron por falta de secado y anclaje de la tinta).
Tabla 39. Diferencia costo total en el proceso.
- Antes Después Diferencia
Costo producto (COP) $95.361.375 $63.582.810 $31.778.565
Costo operación (COP) $1.884.000 $312.000 $1.572.000
Total (COP) $97.245.375 $63.894.810 $33.350.565
5.1.1.2 Opex para el proceso con metalizado. Para el cálculo de los costos de este sustrato se tienen en cuenta las siguientes consideraciones:
Se asume que se debe repetir el 50% de la producción antes del desarrollo del proyecto.
La unidad base es una producción de 4000 plegadizas mensuales, lo cual equivale a 2960 m lineales, considerando el reproceso (50%), se obtiene 4440 m lineales.
Para esta producción se requieren 1,25 kg de cada color y con el reproceso 1,875 kg de cada color.
La producción se realiza en horarios diurnos, por lo tanto no existen recargos de horas extra.
Las horas que se requieren para realizar esta producción son 2, sin embargo en la situación que se tiene antes del desarrollo del proyecto se obtiene un total de 3 debido al reproceso (50%).
En el proceso se utilizan 3 operarios los cuales trabajan durante las horas de impresión (incluido el reproceso antes del proyecto).
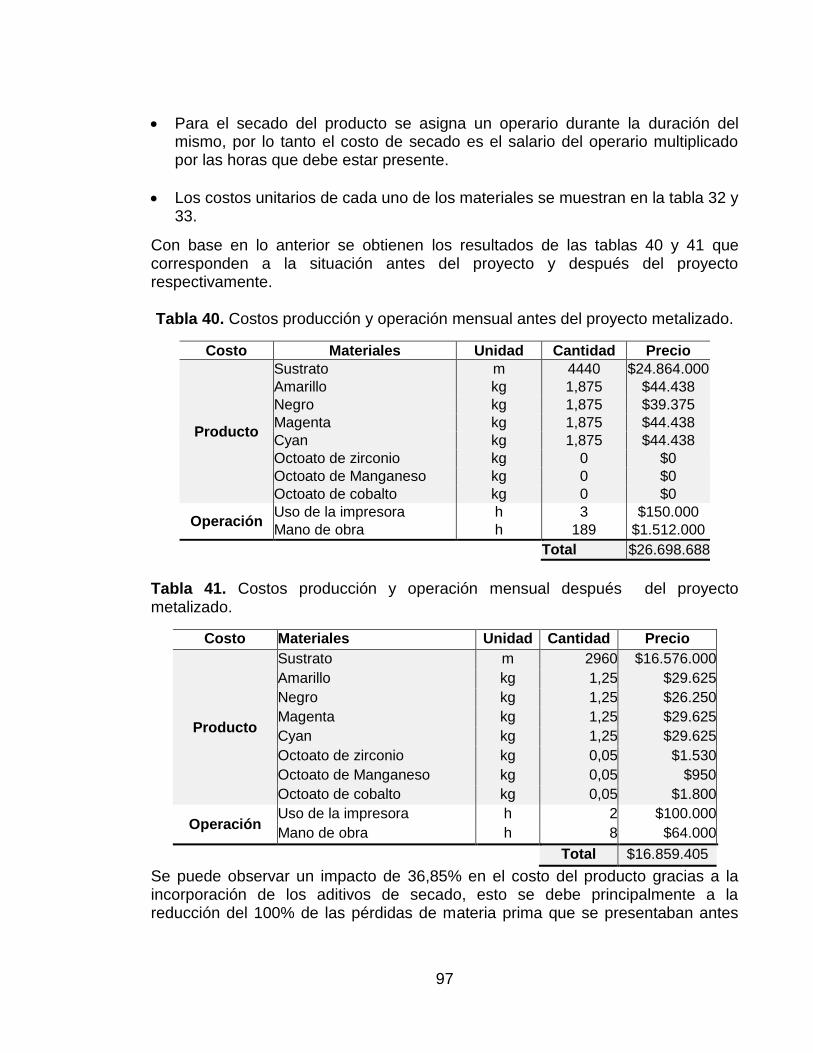
97
Para el secado del producto se asigna un operario durante la duración del mismo, por lo tanto el costo de secado es el salario del operario multiplicado por las horas que debe estar presente.
Los costos unitarios de cada uno de los materiales se muestran en la tabla 32 y 33.
Con base en lo anterior se obtienen los resultados de las tablas 40 y 41 que corresponden a la situación antes del proyecto y después del proyecto respectivamente. Tabla 40. Costos producción y operación mensual antes del proyecto metalizado.
Costo Materiales Unidad Cantidad Precio
Producto
Sustrato m 4440 $24.864.000
Amarillo kg 1,875 $44.438
Negro kg 1,875 $39.375
Magenta kg 1,875 $44.438
Cyan kg 1,875 $44.438
Octoato de zirconio kg 0 $0
Octoato de Manganeso kg 0 $0
Octoato de cobalto kg 0 $0
Operación Uso de la impresora h 3 $150.000
Mano de obra h 189 $1.512.000
Total $26.698.688
Tabla 41. Costos producción y operación mensual después del proyecto metalizado.
Costo Materiales Unidad Cantidad Precio
Producto
Sustrato m 2960 $16.576.000
Amarillo kg 1,25 $29.625
Negro kg 1,25 $26.250
Magenta kg 1,25 $29.625
Cyan kg 1,25 $29.625
Octoato de zirconio kg 0,05 $1.530
Octoato de Manganeso kg 0,05 $950
Octoato de cobalto kg 0,05 $1.800
Operación Uso de la impresora h 2 $100.000
Mano de obra h 8 $64.000
Total $16.859.405
Se puede observar un impacto de 36,85% en el costo del producto gracias a la incorporación de los aditivos de secado, esto se debe principalmente a la reducción del 100% de las pérdidas de materia prima que se presentaban antes

98
del proyecto y además a la disminución del tiempo en el proceso dado que el secado disminuyo desde las 120 horas hasta las 2 horas, lo que refleja una reducción del 98,3%, lo anterior puede verse en la tabla 48, en donde se obtiene una diferencia de 9.839.283 COP. Además de lo anterior se puede observar una reducción en los costos de la mano de obra de 95,77%, dado que el precio disminuyo de $1.512.000 a $64.000, puesto que el tiempo de secado pasó de 189 a 8 horas de producción. También se presentó una reducción en los costos de la impresora de 33,33% representados en una disminución de precio de $150.000 a $100.000 y en horas de producción de 3 a 2. Esto se debe a que en la situación después del proyecto se eliminan los reprocesos (no se debe volver a imprimir para sustituir las plegadizas que se dañaron por falta de secado y anclaje de la tinta).
Tabla 42. Diferencia costo total en el proceso.
- Antes Después Diferencia
Costo producto (COP) $25.036.688 $16.695.405 $8.341.283
Costo operación (COP) $1.662.000 $164.000 $1.498.000
Total (COP) $26.698.688 $16.859.405 $9.839.283
Partiendo de lo anterior se puede decir que si bien incorporar aditivos a la tinta aumenta el costo de las matrerías primas, evita los sobrecostos obtenidos por los reprocesos que se deben llevar a cabo para cumplir con los pedidos de la empresa.
5.2 COSTOS DE LA INVERSIÓN DEL SECADOR INFRARROJO BIGRED - BR3 – V30
Siguiendo la propuesta del objetivo número 4 de este proyecto, se realizó la selección de un equipo de secado infrarrojo de túnel, esta sección será dedicada al análisis de los costos de inversión (Capex) y de operación (Opex) del equipo con el fin de que la empresa tenga sustento para tomar la decisión de implementar o no la alternativa sugerida. El secador que se seleccionó es de la empresa Vastex international.inc, el costo del equipo es de 4.800 USD, el cual se convierte a pesos con una base de 3.000 COP/USD de acuerdo a la tasa de cambio representativa del mercado (TRM) aproximado del 2016, el resultado es 14.400.000 COP sin contar con la importación hacia Bogotá (Colombia), para esto se tiene en cuenta que la empresa se encuentra ubicada en Nueva Jersey (Estados Unidos) por lo que se realizó la cotización del costo de importación por medio de la empresa JetBox, esta toma en cuenta las dimensiones, peso y costo de la máquina para establecer un estimado

99
del precio que es necesario pagar para el envío, dicho precio tiene incluido el valor del seguro, impuestos aduanales y papeles necesarios para el mismo. Adicionalmente el costo Opex del equipo estará compuesto básicamente de dos partes y tomando en cuenta que este será usado aproximadamente 4 horas por cada producción, la primer parte es el valor de la energía necesaria para realizar el secado de los pliegos y la segunda es el costo del operario capacitado para el manejo de este.
Costo de energía: Este se puede calcular por medio de la potencia requerida por el equipo que en este caso es de 10,8 kW, las 4 horas de uso y el valor del kW/h que según la página de Codensa S.A para sectores industriales es de $478,47.
El costo del operario se calcula basándose en el salario de un operario en la empresa que es de $8.000/h, esto debe multiplicarse por las 4 horas de funcionamiento del equipo.
En la tabla 43 y 44 se puede observar el costo Opex y Capex del equipo
Tabla 43. Costos Capex
Costos Inversión inicial
COP
Capex
Compra $14.400.000
Envío $5.775.000
Total $20.175.000
Tabla 44. Costos Opex
Costos Costo operativo
COP
Opex
Energía $68.899
Operario $1.152.000
Total $1.220.899
Se puede observar que el costo de inversión aproximado del equipo es de 20.175.000 COP y el costo de operación en un tiempo de 4 horas de producción es aproximadamente de 1.220.899 COP, cabe resaltar que los costos anteriores son estimados y están sujetos a cambios de acuerdo a las variaciones en el mercado de los precios, las tasas del dólar y los impuestos utilizados para los cálculos de compra y envío del equipo.

100
6. CONCLUSIONES
El diagnóstico arrojó que las tintas no se estaban secando en el tiempo establecido por la empresa (máximo cuatro horas), además no presentaban un correcto anclaje al sustrato debido a que no estaba establecida la cantidad de los aditivos octoato de zirconio, octoato de manganeso y octoato de cobalto que es necesario adicionar a las tintas.
La relación más eficiente de aditivos que se encontró en la experimentación es 1% de octoato de zirconio, 1% de octoato de manganeso y 1% de octoato de cobalto, puesto que el tiempo de secado obtenido fue el menor con relación a las pruebas realizadas con los demás porcentajes. Además se logró el correcto anclaje de la tinta a la plegadiza.
A partir de los resultados encontrados en la parte experimental, se comprobó que la aplicación de los aditivos octoato de zirconio, octoato de manganeso y octoato de cobalto en la planta de producción, redujo el tiempo de secado; Para el caso uno fue de 94,4% (se pasó de 36 horas a 2 horas), en el caso dos 98,3% (se pasó de 120 horas a 2 horas) y por último en el caso tres 83% (se pasó de 12 horas a 2 horas), adicionalmente se mejoró sustancialmente el anclaje de la tinta a la plegadiza, debido a que el porcentaje de aditivos incorporados permite catalizar la reacción de oxipolimerización (reduce el tiempo de secado), además el secado de las capas internas y externas de la tinta se da al mismo tiempo lo que evita el repise y el entizamiento (anclaje de la tinta).
Con el fin de reducir aún más el tiempo de secado se propone la inversión de un secador infrarrojo BigRed - BR3 – V30 que cuesta aproximadamente $20.175.000, debido a que este retira la cantidad de agua necesaria para dejar la plegadiza con una humedad absoluta de 4% (humedad obtenida después de las 2 horas de secado de la plegadiza), adicionalmente entrega el calor necesario para esto que es 10,8 kW.
Incorporar los aditivos octoato de zirconio, octoato de manganeso y octoato de cobalto incrementa el costo de la tinta en $3.424 lo que representa un 3,71% adicional.
Al analizar el costo Opex de impresión sobre el sustrato polyboard este presenta una disminución de $33.350.565 al mes lo que equivale el 34,3% del costo de producción, lo anterior se debe a que no hay reprocesos esto es debido a que se reducen los costos de mano los cuales disminuyen de $1.584.000 a $112.000 al mes (tiempo de secado de 198 a 14 horas de producción). También se presentó una reducción en los costos de la impresora
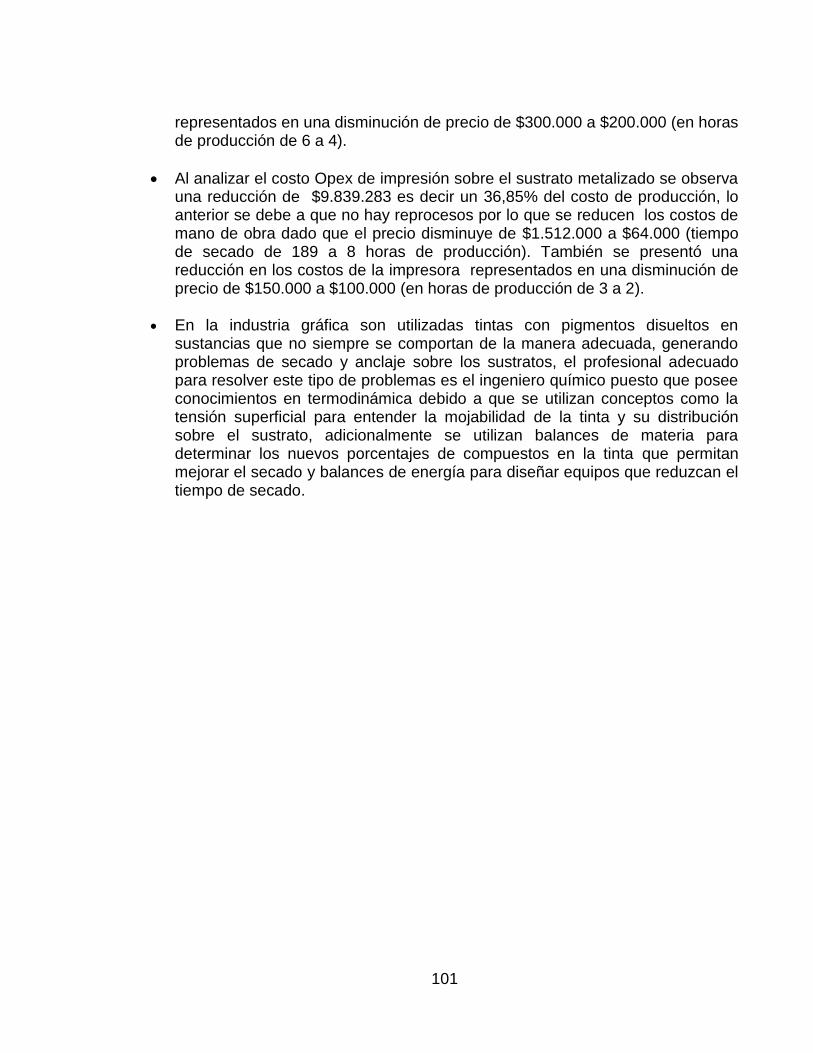
101
representados en una disminución de precio de $300.000 a $200.000 (en horas de producción de 6 a 4).
Al analizar el costo Opex de impresión sobre el sustrato metalizado se observa una reducción de $9.839.283 es decir un 36,85% del costo de producción, lo anterior se debe a que no hay reprocesos por lo que se reducen los costos de mano de obra dado que el precio disminuye de $1.512.000 a $64.000 (tiempo de secado de 189 a 8 horas de producción). También se presentó una reducción en los costos de la impresora representados en una disminución de precio de $150.000 a $100.000 (en horas de producción de 3 a 2).
En la industria gráfica son utilizadas tintas con pigmentos disueltos en sustancias que no siempre se comportan de la manera adecuada, generando problemas de secado y anclaje sobre los sustratos, el profesional adecuado para resolver este tipo de problemas es el ingeniero químico puesto que posee conocimientos en termodinámica debido a que se utilizan conceptos como la tensión superficial para entender la mojabilidad de la tinta y su distribución sobre el sustrato, adicionalmente se utilizan balances de materia para determinar los nuevos porcentajes de compuestos en la tinta que permitan mejorar el secado y balances de energía para diseñar equipos que reduzcan el tiempo de secado.

102
7. RECOMENDACIONES
Si la empresa decide realizar la inversión se recomienda establecer la curva de secado para obtener una tasa de secado experimental del equipo infrarrojo BigRed - BR3 - V54, con el objetivo de verificar el balance de materia y energía.
Se recomienda llevar a cabo un estudio para evaluar los porcentajes de aditivos obtenidos en el proyecto en las tintas especiales (mezcla de los colores primarios en la impresión offset).
Es recomendable evaluar los diferentes aditivos primarios y secundarios que puede ofrecer la industria.
Se recomienda realizar los experimentos retirando uno o más aditivos de secado, con el fin de observar el efecto que tiene esto sobre el secado y el anclaje de las tintas.
Se recomienda realizar los experimentos para determinar el valor de la emisividad y el poder calorífico de la plegadiza.
Se recomienda en la parte experimental probar valores intermedios para los dos factores establecidos, con el fin de corroborar los resultados preliminares que se obtuvieron en el análisis ANOVA.
103
BIBLIOGRAFÍA BALLARIN VELDUQUE, María Jesús. Sistema de impresión con matriz planográfica: offset. En: Revista de claseshistoria. No. 242 (Octubre 2011) ISSN: 1989-4988. [En línea] Disponible en (https://dialnet.unirioja.es/descarga/articulo/5145629.pdf) CALDERÓN, Félix. Secantes para pinturas transmitidas por agua. [En línea]. Disponible en: https://polimers.wordpress.com/tag/cobalto. CASTAÑEDA, Guillermo, HERNÁNDEZ Gabriela. Caracterización de los ácidos grasos en aceites vegetales utilizados en tintas offset por cromatografía de gases. México D.F. Octubre 2008. Trabajo de grado (Ingeniero Químico industrial). Instituto politécnico nacional, Escuela superior de Ingeniería Química e industrias extractivas. DEL AMO, Gregorio. Colorbar S.A. Las tintas de impresión. [En línea] Disponible en: http://www.interempresas.net/Graficas/Articulos/115479-Las-tintas-de-impresion.html. Diseño y Comunicación Gráfica. Papeles y sustratos. En: Inter universitario. No 2, (agosto 13 de 2008). Dólar web. Histórico del dólar TRM. [En línea]. Disponible en: http://dolar.wilkinsonpc.com.co/divisas/dolar.html. ETIGRAS S.A. Elementos que Intervienen en el Proceso Flexográfico. [En línea]. Disponible en: http://www.etigraf.com.co/es/publicaciones/categorias/94-tecnologia/135-elementos-que-intervienen-en-el-proceso-flexografico EGOMEXICO. Catálogo de rodillos Heidelberg [En línea]. Disponible en: http://www.egomexico.com/images/Productos/SynTac/Catalogo_Rodillos_Heidelberg.pdf Graphic Comunnications Technology. The dampening system. [En línea]. Disponible en: http://sites.tech.uh.edu/digitalmedia/materials/3252/Dampening_System.html GEANKOPLIS, C.J. Procesos de transporte y operaciones unitarias. Tercera edición. México. Compañía editorial Continental, S.A. De C.V. 1998. GOLDSCHIMDT, Roberto. Manual Para La Fabricación De Tintas Ink-Jet. [En línea]. Disponible en:
104
http://www.quimicapaipe.com.ar/fs_files/user_img/Manual%20para%20la%20fabricacion%20TINTAS%20INK%20JET.pdf GÓMEZ GALÁN, Aida. Materias y Productos En Impresión: Impresión En Ofsset (MF0201_2). España: IC Editorial, 2012. GONZALES, Horacio. Tintas Graficas. [En línea]. Disponible en: https://graventvirtual.files.wordpress.com/2007/09/tintas.pdf. Huber group. Test Methods for Offset Inks and Subtrates. [En línea]. Disponible en: http://www.hubergroup.de/fileadmin/_migrated/content_uploads/INKFORMATION_4_en_02.pdf INSTITUTO COLOMBIANO DE NORMAS TECNICAS Y CERTIFICACION. Documentación. Presentación de tesis, trabajos de grado y otros trabajos de investigación. NTC 1486. Sexta actualización. Bogotá: El Instituto, 1988. _ _ _ _ _ _ _ _ . Referencias bibliográficas, contenido, forma y estructura. NTC 5613. Bogotá: El Instituto, 2008. _ _ _ _ _ _ _ _ . Referencias documentales para fuentes de información electrónica. NTC 4490. Bogotá: El Instituto, 1998. MARTÍNEZ, Vicente. Propiedades Materiales Plásticos Para Impresión. [En línea]. Disponible en: http://www.aido.es/rs/4157/d112d6ad-54ec-438b-9358-4483f9e98868/9c9/filename/tecnicas-de-impresion-materiales-plasticos-vicent-martinez.pdf Ministerio de Educación, Cultura y Deporte. Tintas y barnices de impresión. [En línea]. Disponible en: http://recursos.cnice.mec.es/fp/artes/ut.php?familia_id=5&ciclo_id=1&modulo_id=5&unidad_id=183&menu_id=2190&pagina=&pagestoyen=21&submenu_id=3035&ncab=3.2.1&contadort=20 MERIN CAÑADA, Maria Ángeles. La tinta en el grabado: Viscosidad y reología, estampación en matrices alternativas. Madrid, 2001. Trabajo de grado (Doctor). Universidad Complutense de Madrid. Facultad de bellas artes. Departamento de dibujo I (Dibujo y grabado). PACHECO FLORES, Jorge Patricio. Automatización de una procesadora de placas CTP (Computer to Plate) mediante un panel HMI con PLC integrado. Cuenca, 2013. Trabajo de grado (Ingeniero Electrónico). Universidad Politécnica Salesiana. [En línea] Disponible en (http://dspace.ups.edu.ec/bitstream/123456789/5199/1/UPS-CT002742.pdf).
105
PAVLOVIĆ, Živko, et al. 13 - Offset Printing. En: IZDEBSKA,Joanna y THOMAS,Sabu. PrintingonPolymers. William Andrew Publishing, 2016. 217-229 p. ISBN 9780323374682. PIOUS, C. V. y THOMAS,Sabu. 2 - Polymeric Materials—Structure, Properties, and Applications. En: IZDEBSKA,Joanna y THOMAS,Sabu. Printing on Polymers. William Andrew Publishing, 2016. 21-39 p. ISBN 9780323374682. Prat, A, Tort-Martorell, X, Grimas, P, Pozueta, L & Solé, I. Métodos estadísticos: Control y mejora de la calidad. Primera edición. Barcelona. EDICIONES UPC, 2000. PROVISIÓN QUÍMICA. Consideraciones, Detalles Técnicos y Sugerencias, Provistas y Generadas Por PROVISIÓN QUÍMICA. [En línea]. Disponible en: http://www.provisionquimica.com.ar/Articulos-Artes-Graficas-Cuadernillo.pdf Sappi Europe S.A. La química en la imprenta, Tinta y Papel: Explorando las principales variables de la impresión. Octavo folleto técnico. Países bajos. 2004. [En línea] Disponible en (http://eaaoa.es/impresion/wp-content/uploads/2015/04/La-qu%C3%ADmica-en-la-imprenta-tinta-y-papel.pdf) SUTTER Josef, DUDLER Vincent, MEUWLY Roger. Packaging Materials. Printing inks for food packaging compositions and properties of printing inks. En: ILSI Europe. No. 8 (Diciembre 2011). ISBN 9789078637257. [En línea] Disponible en (http://www.pac.gr/bcm/uploads/8-printing-inks-for-food-packaging.pdf) Torraspapel S.A. Tecnicas De Impresión. [En línea]. Disponible en: http://www.torraspapel.com/Conocimiento%20Tcnico/FormacionTecnicasImpresion.pdf. YUNUS, Çengel, MICHAEL, Boles. Termodinámica. Séptima edición. México: Mc Graw Hill, 2012, 1009 p. ISBN 978-0-07-352932-5 ŻOŁEK-TRYZNOWSKA,Zuzanna. 4 - Additives for Ink Manufacture. En: IZDEBSKA,Joanna y THOMAS,Sabu. PrintingonPolymers. William Andrew Publishing, 2016. 57-66 p. ISBN 9780323374682 ŻOŁEK-TRYZNOWSKA,Zuzanna. 6 - Rheology of Printing Inks. En: IZDEBSKA,Joanna y THOMAS,Sabu. Printing on Polymers. William Andrew Publishing, 2016. 87-99 p. ISBN 9780323374682

106
ANEXOS

107
ANEXO A
CASOS DEL DIAGNOSTICO
MAQUINA
TINTAS USADAS
SUSTRATO
FECHA DE IMPRESIÓN
Tiempo de secado Aplica No aplica Prueba de huella C NC
Huella X Muestra 1
Cinta adjesiva X Muestra 2
Refrigeración X Muestra 3
otra:
Prueba cinta adhesiva C NC Prueba refrigeración C NC
Muestra 1 X Muestra 1 X
Muestra 2 X Muestra 2 X
Muestra 3 X Muestra 3 X
Tiempo de secado: 36 horas
INFORMACIÓN GENERAL
CODIGO: FOR.GAC.061
MATERIAL NO CONFORME SUSTRATOS
SELLADOS
FORMATO
DESCRIPCIÓN DEL SECADO. C: Conforme NC: No conforme
Observaciones
Heidelberg Speedmaster CD74
Magenta, Amarillo, Cyan y Negra
Polyboard
5 de Febrero del 2016
DESCRIPCIÓN DEL CASO
Defecto: Al someterlas a condiciones de refrigeración la tinta se desprendió dejando la
plegadiza no funcional.
Causa: Exceso de aditivos de secado, se utilizó el cobalto, manganeso y zirconio se adicionaron
al 2% cada uno más un 1% en otro tipo de secante en solución de fuente. Se generó un falso
secado, o secado físico que debido a la contracción del material en refrigeración liberaba la
tinta del sustrato.

108
MAQUINA
TINTAS USADAS
SUSTRATO
FECHA DE IMPRESIÓN
Tiempo de secado Aplica No aplica Prueba de huella C NC
Huella X Muestra 1 X
Cinta adjesiva X Muestra 2 X
Refrigeración X Muestra 3 X
otra:
Prueba cinta adhesiva C NC Prueba refrigeración C NC
Muestra 1 X Muestra 1 X
Muestra 2 X Muestra 2 X
Muestra 3 X Muestra 3 X
Tiempo de secado: 120 horas
INFORMACIÓN GENERAL
CODIGO: FOR.GAC.061
MATERIAL NO CONFORME SUSTRATOS SELLADOS
FORMATO
DESCRIPCIÓN DEL SECADO. C: Conforme NC: No conforme
Observaciones
Heidelberg Speedmaster CD74
Magenta, Amarillo, Cyan y Negra
Metalizado
20 de Marzo del 2016
DESCRIPCIÓN DEL CASO
Defecto: Los pliegos al salir de maquina se rayan y se repisan. Luego de 3 días de impresión no
presentaban un correcto secado.
Causa: Uso de tintas sin aditivos de secado.
No se pudo rescatar material

109
MAQUINA
TINTAS USADAS
SUSTRATO
FECHA DE IMPRESIÓN
Tiempo de secado Aplica No aplica Prueba de huella C NC
Huella X Muestra 1
Cinta adjesiva X Muestra 2
Refrigeración X Muestra 3
otra:
Prueba cinta adhesiva C NC Prueba refrigeración C NC
Muestra 1 X Muestra 1
Muestra 2 X Muestra 2
Muestra 3 X Muestra 3
tiempo de secado: 12 horas
INFORMACIÓN GENERAL
CODIGO: FOR.GAC.061
MATERIAL NO CONFORME SUSTRATOS
SELLADOS
FORMATO
DESCRIPCIÓN DEL SECADO. C: Conforme NC: No conforme
Observaciones
Heidelberg Speedmaster CD74
Magenta, Amarillo, Cyan y Negra
Polyboard
2 de Abril del 2016
DESCRIPCIÓN DEL CASO
Defecto: Entizamiento de la tinta, al troquelar las plegadizas la tinta se desprendía en las
grafas generando la contaminación de las mismas y afectando la apariencia dejándolas no
funcionales.
Causa: Sobre Aditivación de tintas, es decir, los operarios aplicaban aditivos en más de una
ocasión a la misma tinta sin realizar medición de las cantidades.
110
ANEXO B
PRUEBA DE HUELLA, PARTE EXPERIMENTAL
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
210 Si
240 Si
260 Si
265 No
Total (Minutos) 265
Experimento 1
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
210 Si
240 Si
250 Si
260 No
Total (Minutos) 260
Experimento 1
Replica
111
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
210 Si
240 Si
270 Si
300 Si
310 Si
320 Si
330 No
Total (Minutos) 330
Experimento 2
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
210 Si
240 Si
270 Si
300 Si
310 Si
320 Si
325 No
Total (Minutos) 325
Experimento 2
Replica
112
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
190 Si
200 Si
210 Si
215 Si
220 No
Total (Minutos) 220
Experimento 3
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
190 Si
200 Si
205 Si
210 Si
215 No
Total (Minutos) 215
Experimento 3
Replica
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
210 Si
240 Si
250 Si
265 Si
270 No
Total (Minutos) 270
Experimento 4
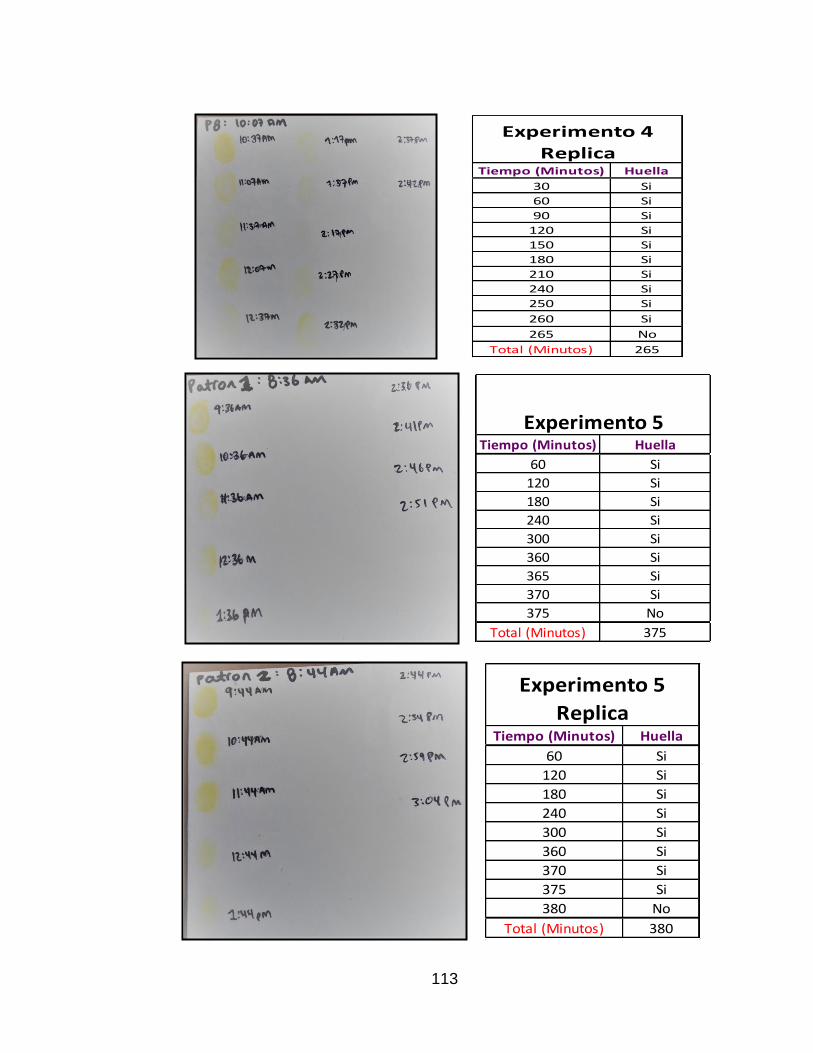
113
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
210 Si
240 Si
250 Si
260 Si
265 No
Total (Minutos) 265
Experimento 4
Replica
Tiempo (Minutos) Huella
60 Si
120 Si
180 Si
240 Si
300 Si
360 Si
365 Si
370 Si
375 No
Total (Minutos) 375
Experimento 5
Tiempo (Minutos) Huella
60 Si
120 Si
180 Si
240 Si
300 Si
360 Si
370 Si
375 Si
380 No
Total (Minutos) 380
Experimento 5
Replica

114
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
200 Si
210 Si
220 Si
225 Si
235 Si
245 Si
250 No
Total (Minutos) 250
Experimento 1
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
200 Si
210 Si
220 Si
230 Si
240 Si
245 Si
250 No
Total (Minutos) 250
Experimento 1
Replica
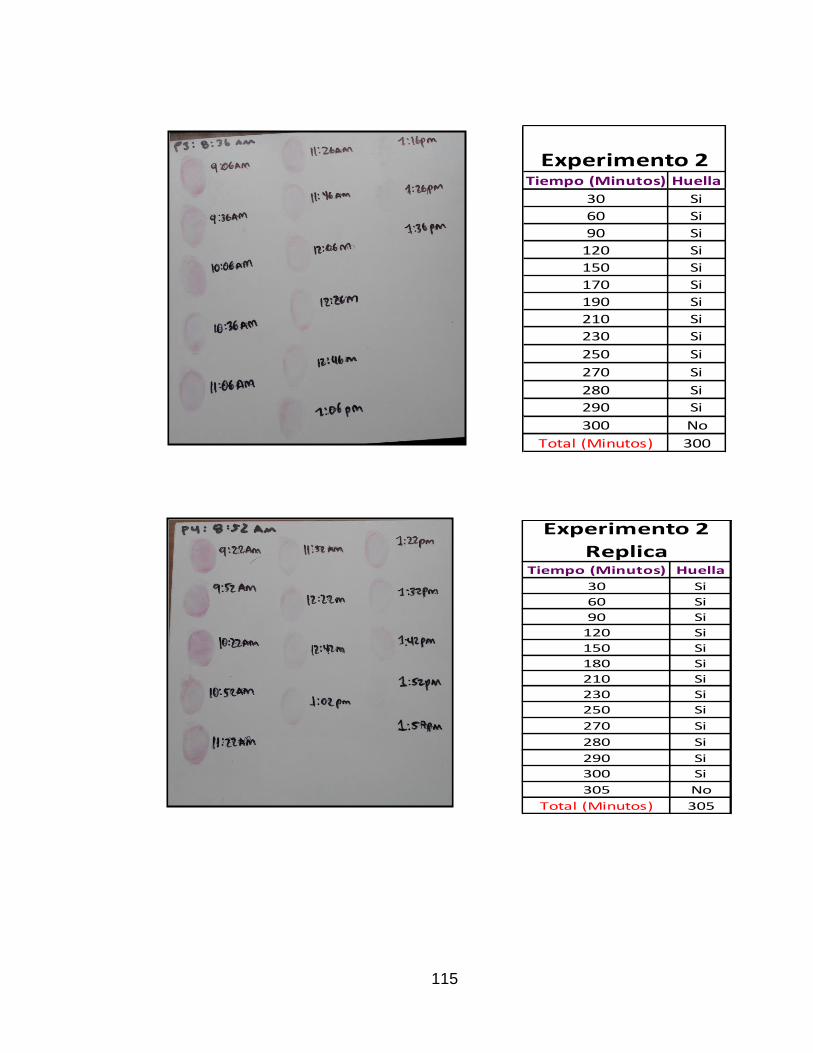
115
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
170 Si
190 Si
210 Si
230 Si
250 Si
270 Si
280 Si
290 Si
300 No
Total (Minutos) 300
Experimento 2
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
210 Si
230 Si
250 Si
270 Si
280 Si
290 Si
300 Si
305 No
Total (Minutos) 305
Experimento 2
Replica
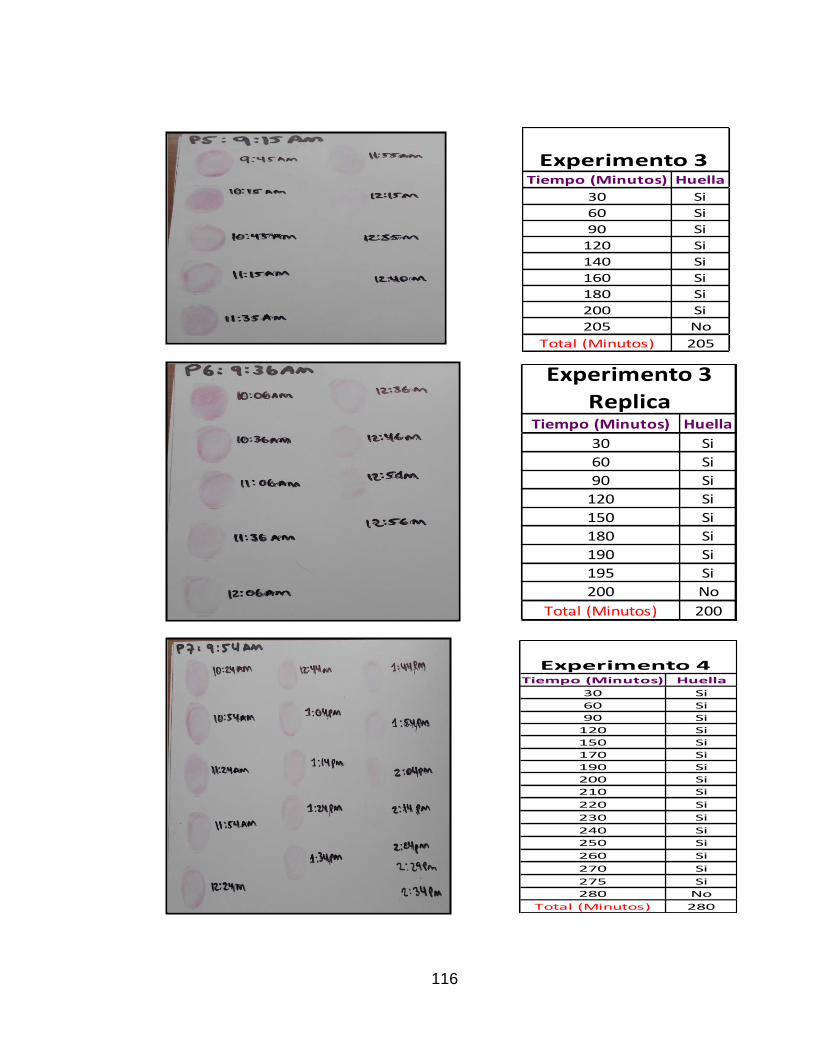
116
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
140 Si
160 Si
180 Si
200 Si
205 No
Total (Minutos) 205
Experimento 3
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
190 Si
195 Si
200 No
Total (Minutos) 200
Experimento 3
Replica
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
170 Si
190 Si
200 Si
210 Si
220 Si
230 Si
240 Si
250 Si
260 Si
270 Si
275 Si
280 No
Total (Minutos) 280
Experimento 4
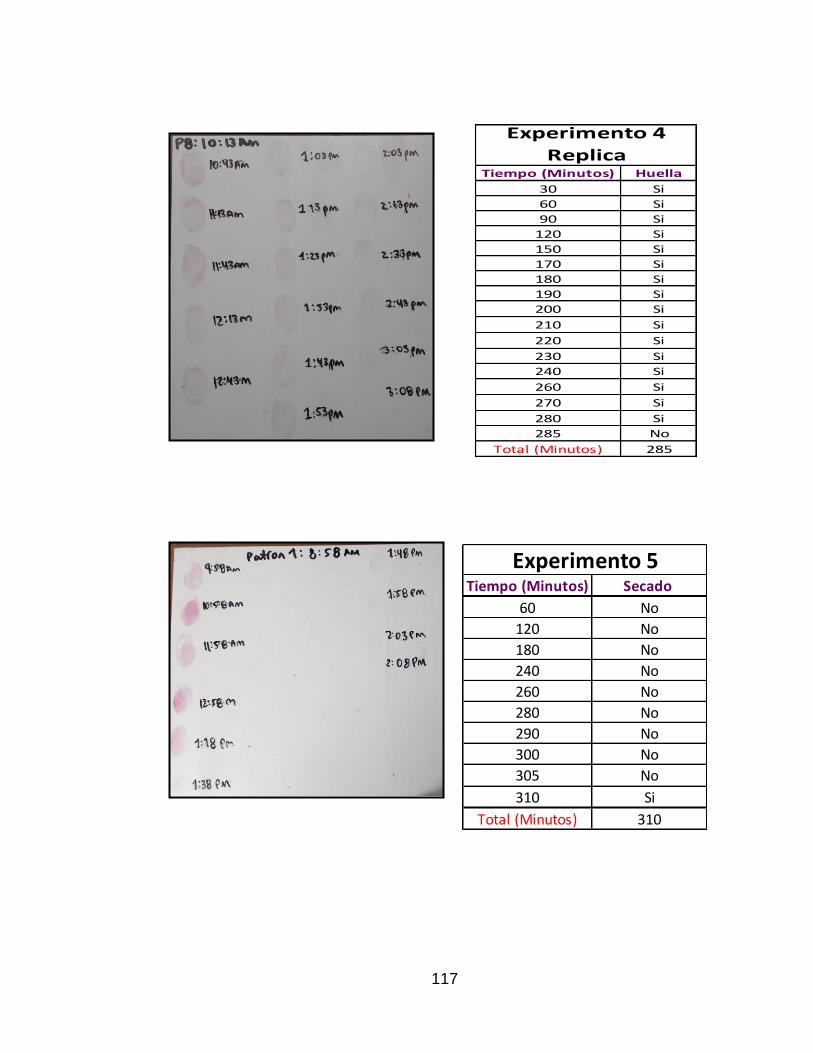
117
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
170 Si
180 Si
190 Si
200 Si
210 Si
220 Si
230 Si
240 Si
260 Si
270 Si
280 Si
285 No
Total (Minutos) 285
Experimento 4
Replica
Tiempo (Minutos) Secado
60 No
120 No
180 No
240 No
260 No
280 No
290 No
300 No
305 No
310 Si
Total (Minutos) 310
Experimento 5
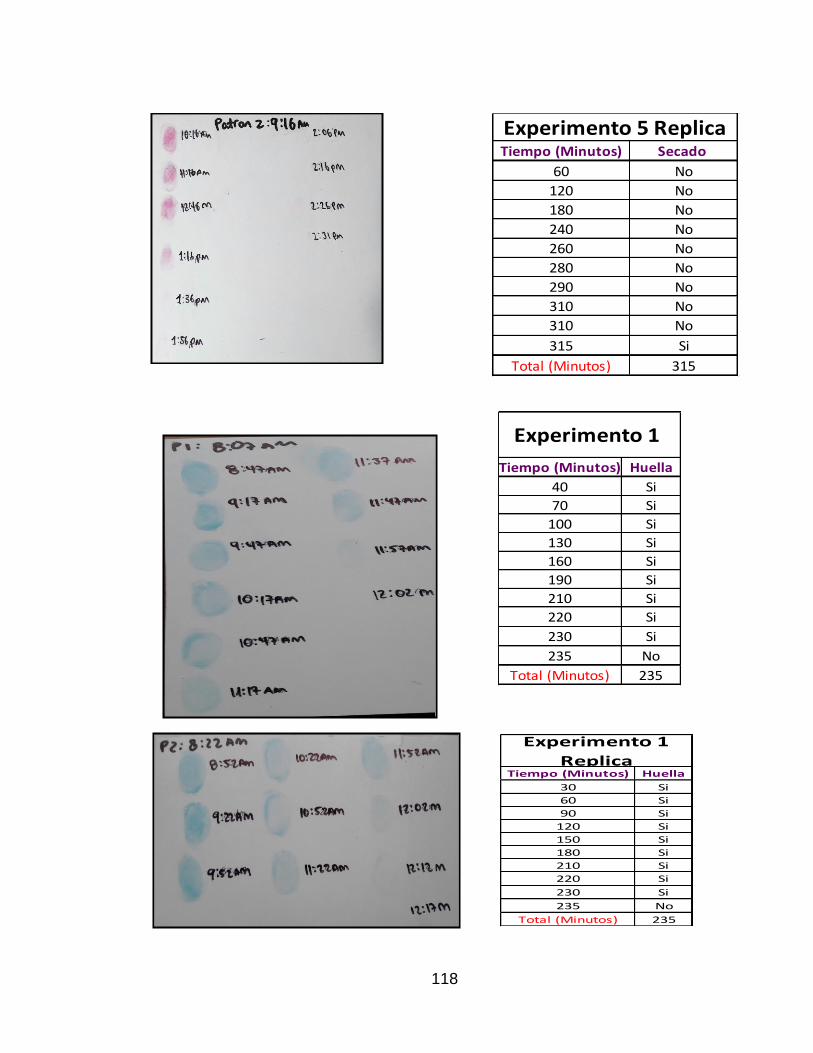
118
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
210 Si
220 Si
230 Si
235 No
Total (Minutos) 235
Experimento 1
Replica
Tiempo (Minutos) Huella
40 Si
70 Si
100 Si
130 Si
160 Si
190 Si
210 Si
220 Si
230 Si
235 No
Total (Minutos) 235
Experimento 1
Tiempo (Minutos) Secado
60 No
120 No
180 No
240 No
260 No
280 No
290 No
310 No
310 No
315 Si
Total (Minutos) 315
Experimento 5 Replica
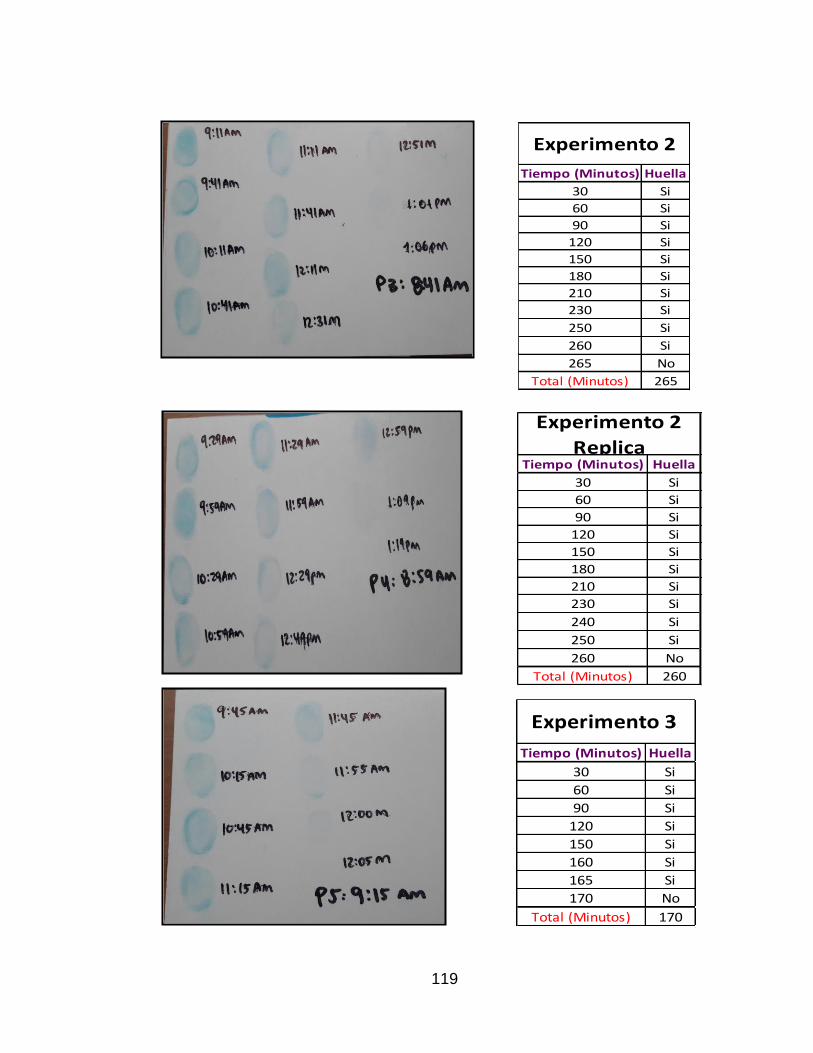
119
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
210 Si
230 Si
250 Si
260 Si
265 No
Total (Minutos) 265
Experimento 2
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
210 Si
230 Si
240 Si
250 Si
260 No
Total (Minutos) 260
Experimento 2
Replica
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
160 Si
165 Si
170 No
Total (Minutos) 170
Experimento 3
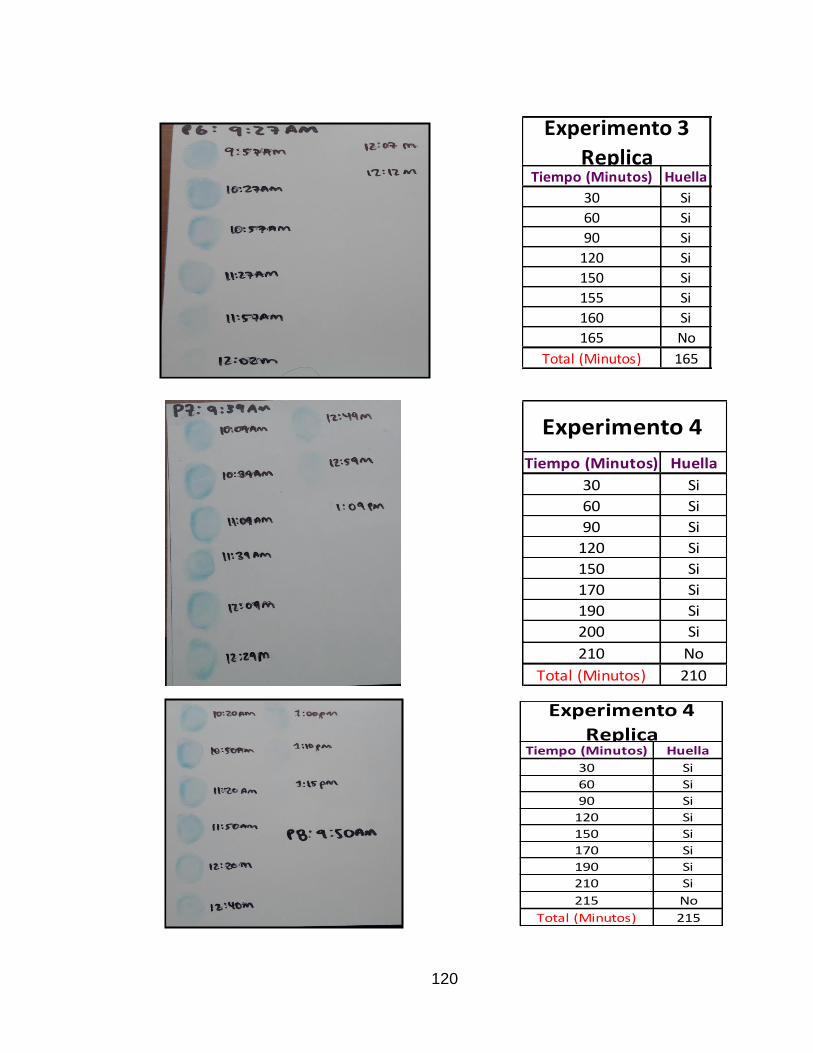
120
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
170 Si
190 Si
210 Si
215 No
Total (Minutos) 215
Experimento 4
Replica
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
170 Si
190 Si
200 Si
210 No
Total (Minutos) 210
Experimento 4
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
155 Si
160 Si
165 No
Total (Minutos) 165
Experimento 3
Replica
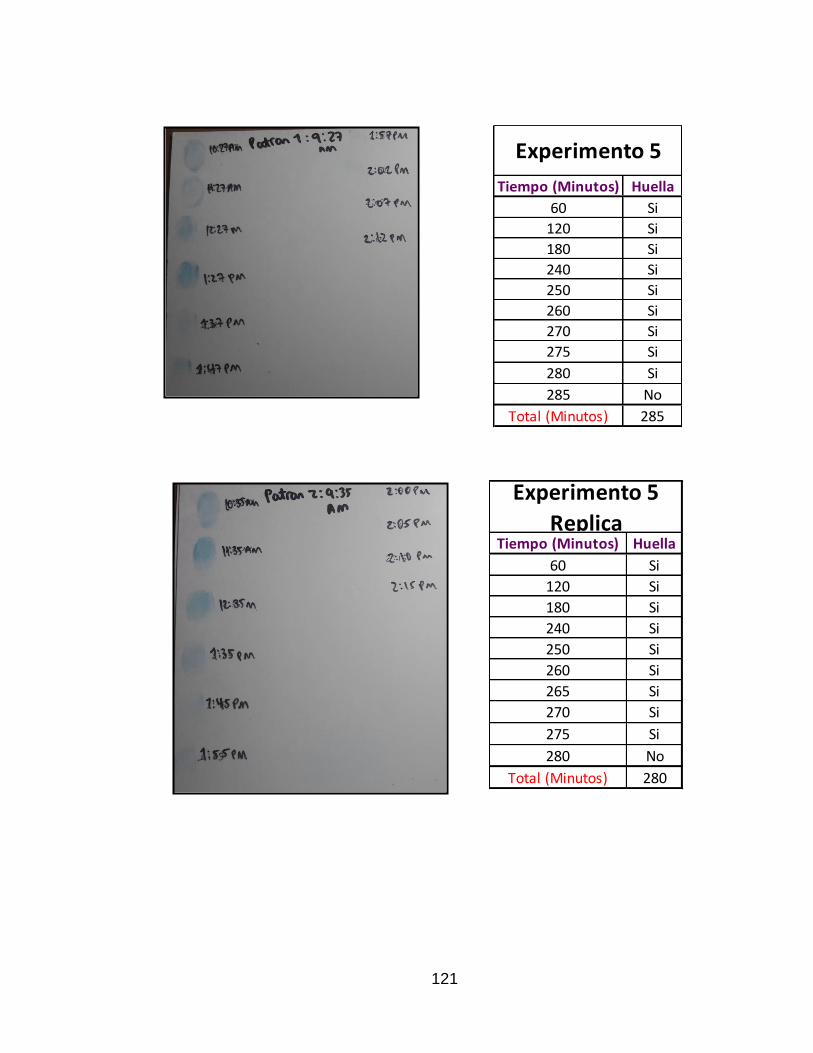
121
Tiempo (Minutos) Huella
60 Si
120 Si
180 Si
240 Si
250 Si
260 Si
270 Si
275 Si
280 Si
285 No
Total (Minutos) 285
Experimento 5
Tiempo (Minutos) Huella
60 Si
120 Si
180 Si
240 Si
250 Si
260 Si
265 Si
270 Si
275 Si
280 No
Total (Minutos) 280
Experimento 5
Replica
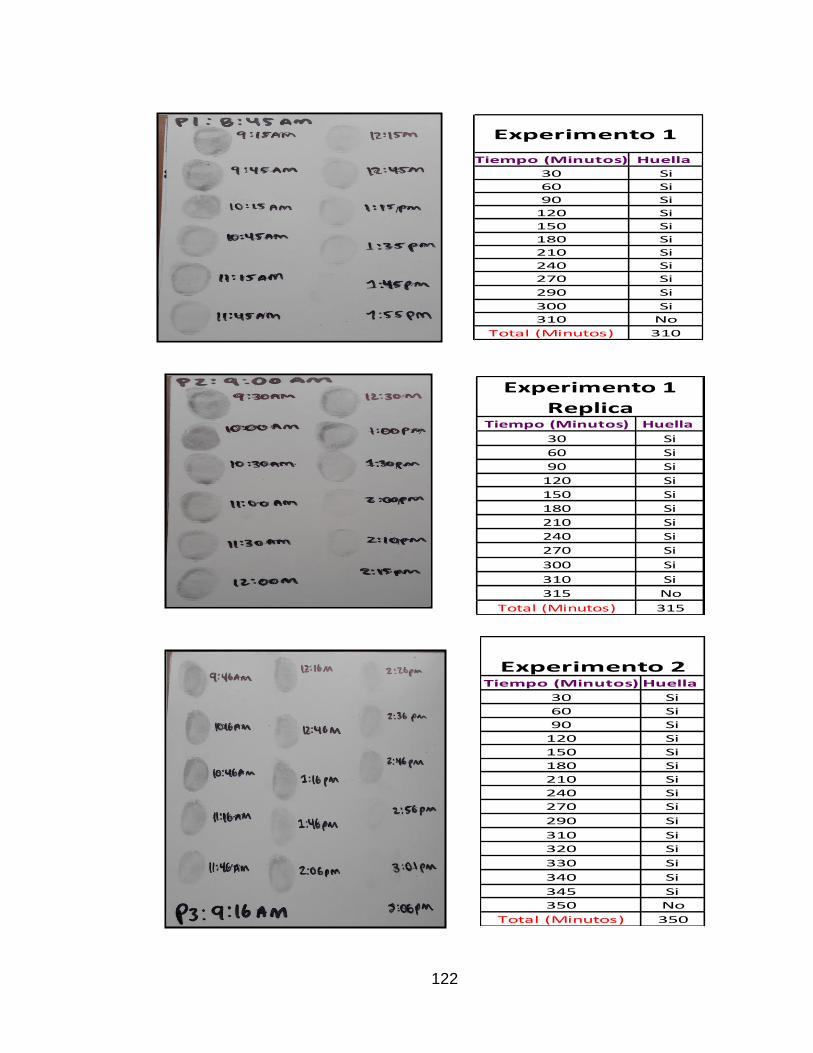
122
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
210 Si
240 Si
270 Si
290 Si
300 Si
310 No
Total (Minutos) 310
Experimento 1
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
210 Si
240 Si
270 Si
300 Si
310 Si
315 No
Total (Minutos) 315
Experimento 1
Replica
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
210 Si
240 Si
270 Si
290 Si
310 Si
320 Si
330 Si
340 Si
345 Si
350 No
Total (Minutos) 350
Experimento 2

123
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
210 Si
240 Si
270 Si
290 Si
310 Si
320 Si
330 Si
335 Si
340 Si
345 No
Total (Minutos) 345
Experimento 2
Replica
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
140 Si
170 Si
200 Si
220 Si
230 Si
240 Si
250 Si
260 Si
265 No
Total (Minutos) 265
Experimento 3
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
110 Si
130 Si
160 Si
190 Si
210 Si
230 Si
240 Si
260 Si
265 Si
270 No
Total (Minutos) 270
Experimento 3
Replica

124
Tiempo (Minutos) Huella
30 Si
70 Si
100 Si
130 Si
160 Si
190 Si
220 Si
260 Si
280 Si
300 Si
320 Si
330 Si
335 No
Total (Minutos) 335
Experimento 4
Replica
Tiempo (Minutos) Huella
60 Si
120 Si
180 Si
240 Si
300 Si
360 Si
365 Si
370 Si
375 No
Total (Minutos) 375
Experimento 5
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
210 Si
240 Si
260 Si
280 Si
300 Si
320 Si
330 No
Total (Minutos) 330
Experimento 4

125
Tiempo (Minutos) Huella
60 Si
120 Si
180 Si
240 Si
300 Si
360 Si
370 Si
375 Si
380 No
Total (Minutos) 380
Experimento 5
Replica
Tiempo (Minutos) Huella
40 Si
80 Si
120 Si
160 Si
200 Si
220 Si
260 Si
270 Si
300 Si
310 Si
320 Si
325 No
Total (Minutos) 325
Experimento 1
Tiempo (Minutos) Huella
40 Si
80 Si
120 Si
160 Si
190 Si
220 Si
240 Si
270 Si
300 Si
310 Si
320 Si
325 No
Total (Minutos) 325
Experimento 1
Replica
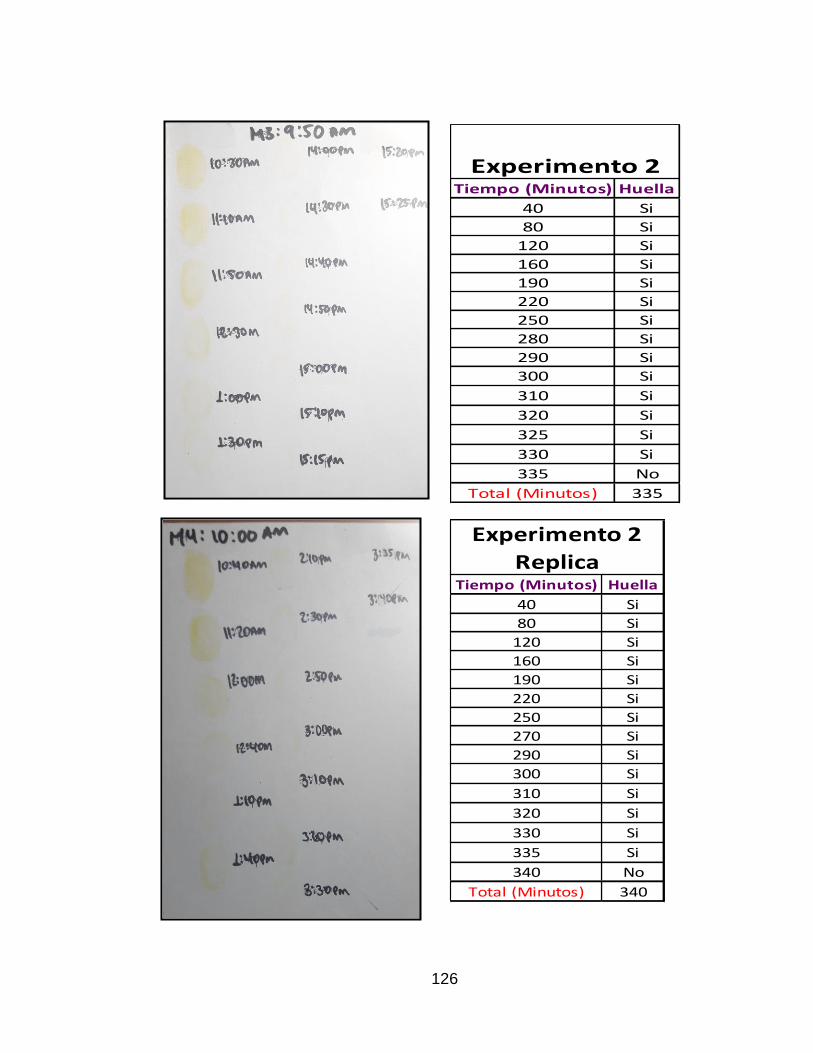
126
Tiempo (Minutos) Huella
40 Si
80 Si
120 Si
160 Si
190 Si
220 Si
250 Si
270 Si
290 Si
300 Si
310 Si
320 Si
330 Si
335 Si
340 No
Total (Minutos) 340
Experimento 2
Replica
Tiempo (Minutos) Huella
40 Si
80 Si
120 Si
160 Si
190 Si
220 Si
250 Si
280 Si
290 Si
300 Si
310 Si
320 Si
325 Si
330 Si
335 No
Total (Minutos) 335
Experimento 2
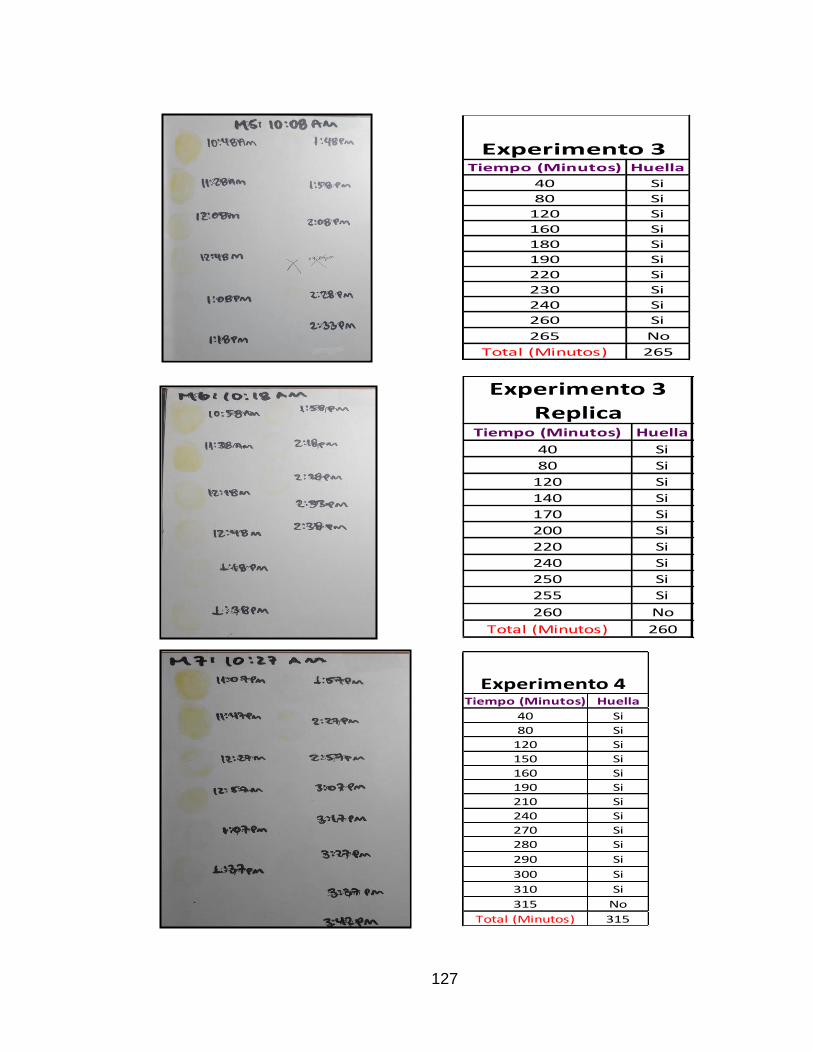
127
Tiempo (Minutos) Huella
40 Si
80 Si
120 Si
160 Si
180 Si
190 Si
220 Si
230 Si
240 Si
260 Si
265 No
Total (Minutos) 265
Experimento 3
Tiempo (Minutos) Huella
40 Si
80 Si
120 Si
150 Si
160 Si
190 Si
210 Si
240 Si
270 Si
280 Si
290 Si
300 Si
310 Si
315 No
Total (Minutos) 315
Experimento 4
Tiempo (Minutos) Huella
40 Si
80 Si
120 Si
140 Si
170 Si
200 Si
220 Si
240 Si
250 Si
255 Si
260 No
Total (Minutos) 260
Experimento 3
Replica

128
Tiempo (Minutos) Huella
40 Si
80 Si
120 Si
160 Si
200 Si
230 Si
260 Si
270 Si
280 Si
290 Si
300 Si
310 Si
315 Si
320 No
Total (Minutos) 320
Experimento 4
Replica
Tiempo (Minutos) Huella
60 Si
120 Si
180 Si
240 Si
300 Si
320 Si
330 Si
340 Si
345 Si
350 No
Total (Minutos) 350
Experimento 5
Tiempo (Minutos) Huella
60 Si
120 Si
180 Si
240 Si
300 Si
310 Si
320 Si
340 Si
350 Si
355 No
Total (Minutos) 355
Experimento 5
Replica
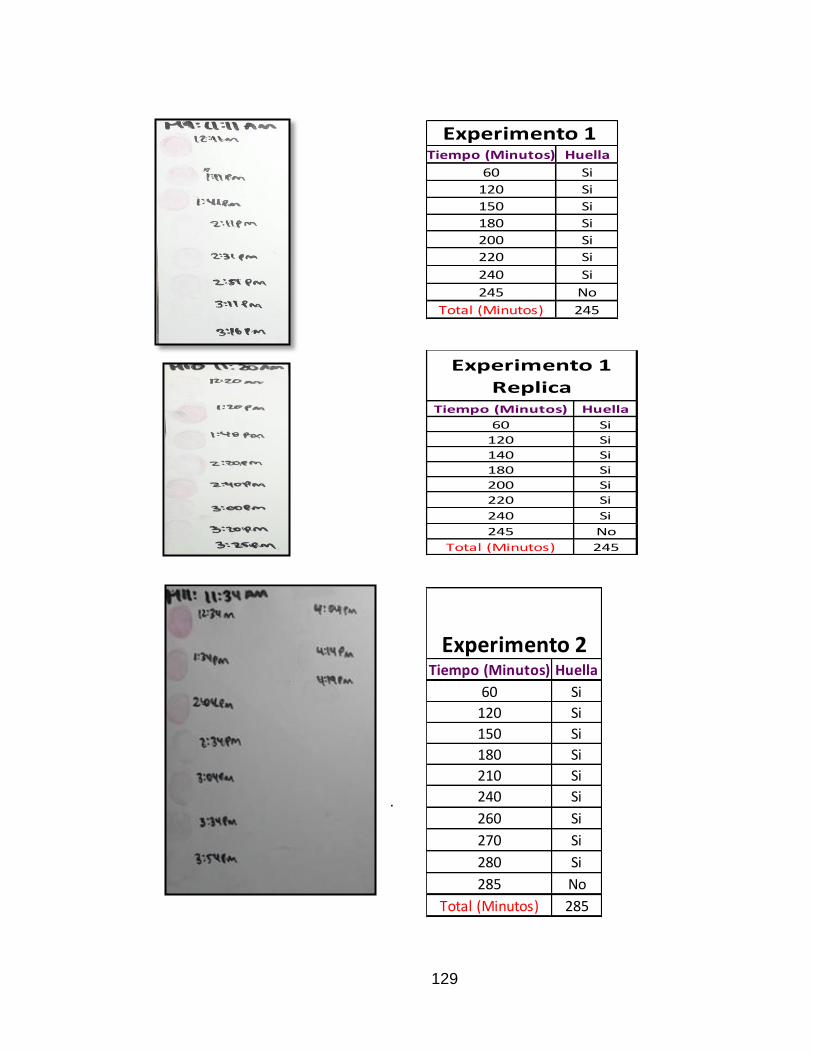
129
.
Tiempo (Minutos) Huella
60 Si
120 Si
150 Si
180 Si
200 Si
220 Si
240 Si
245 No
Total (Minutos) 245
Experimento 1
Tiempo (Minutos) Huella
60 Si
120 Si
140 Si
180 Si
200 Si
220 Si
240 Si
245 No
Total (Minutos) 245
Experimento 1
Replica
Tiempo (Minutos) Huella
60 Si
120 Si
150 Si
180 Si
210 Si
240 Si
260 Si
270 Si
280 Si
285 No
Total (Minutos) 285
Experimento 2
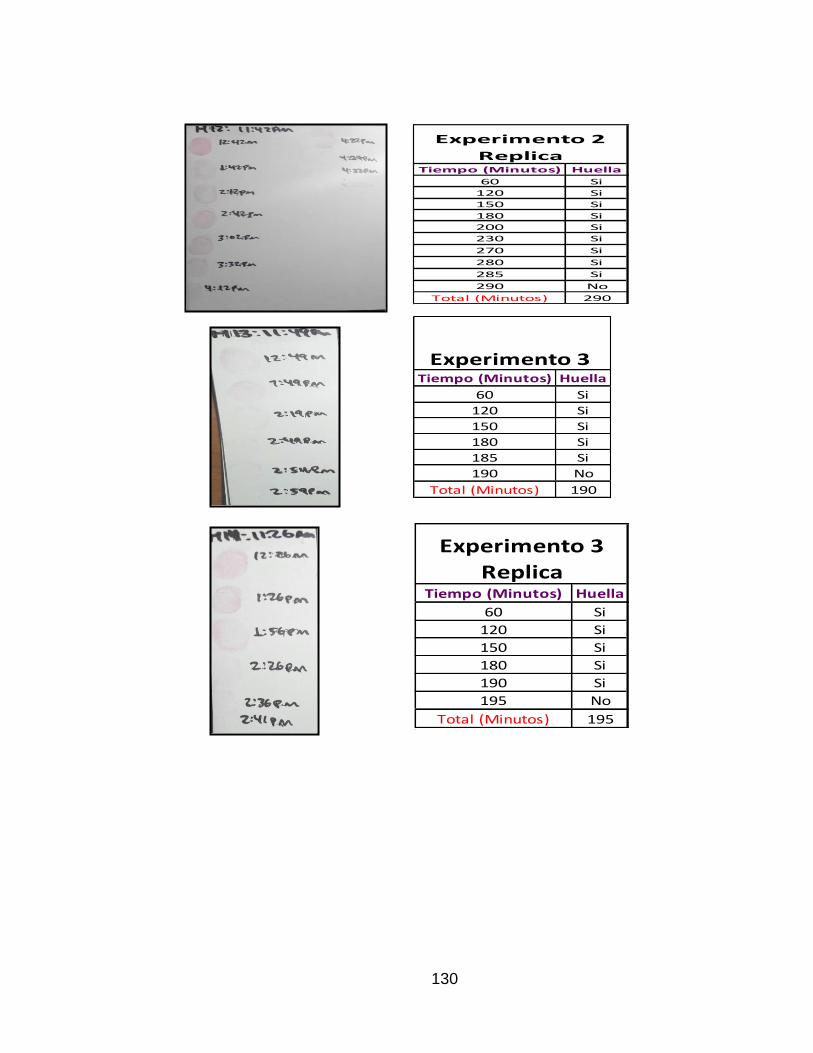
130
Tiempo (Minutos) Huella
60 Si
120 Si
150 Si
180 Si
190 Si
195 No
Total (Minutos) 195
Experimento 3
Replica
Tiempo (Minutos) Huella
60 Si
120 Si
150 Si
180 Si
185 Si
190 No
Total (Minutos) 190
Experimento 3
Tiempo (Minutos) Huella
60 Si
120 Si
150 Si
180 Si
200 Si
230 Si
270 Si
280 Si
285 Si
290 No
Total (Minutos) 290
Experimento 2
Replica

131
Tiempo (Minutos) Huella
60 Si
120 Si
150 Si
180 Si
210 Si
230 Si
250 Si
280 Si
285 Si
290 Si
300 Si
305 No
Total (Minutos) 305
Experimento 4
Tiempo (Minutos) Huella
60 Si
120 Si
150 Si
180 Si
210 Si
230 Si
260 Si
280 Si
290 Si
300 Si
305 Si
310 No
Total (Minutos) 310
Experimento 4
Replica
Tiempo (Minutos) Huella
60 Si
120 Si
180 Si
240 Si
300 Si
310 Si
320 Si
325 Si
330 No
Total (Minutos) 330
Experimento 5
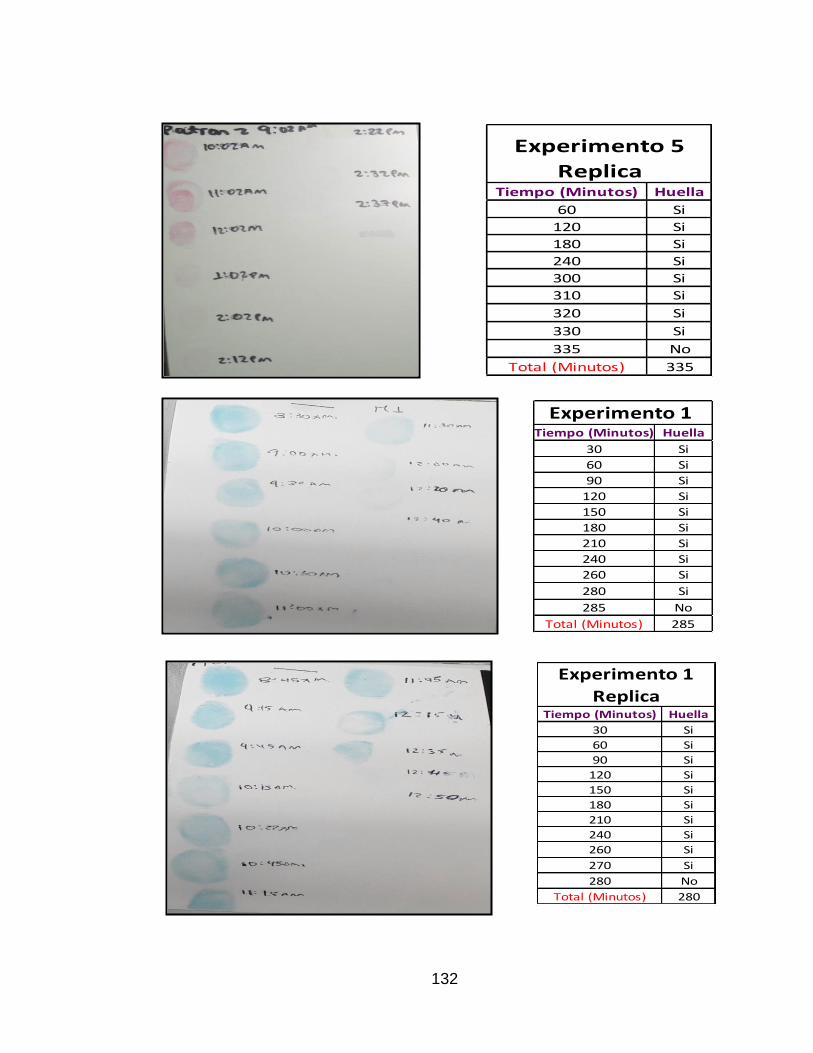
132
Tiempo (Minutos) Huella
60 Si
120 Si
180 Si
240 Si
300 Si
310 Si
320 Si
330 Si
335 No
Total (Minutos) 335
Experimento 5
Replica
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
210 Si
240 Si
260 Si
280 Si
285 No
Total (Minutos) 285
Experimento 1
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
210 Si
240 Si
260 Si
270 Si
280 No
Total (Minutos) 280
Experimento 1
Replica

133
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
190 Si
195 Si
200 No
Total (Minutos) 200
Experimento 3
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
210 Si
240 Si
270 Si
300 Si
305 No
Total (Minutos) 305
Experimento 2
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
210 Si
240 Si
270 Si
300 Si
310 No
Total (Minutos) 310
Experimento 2
Replica
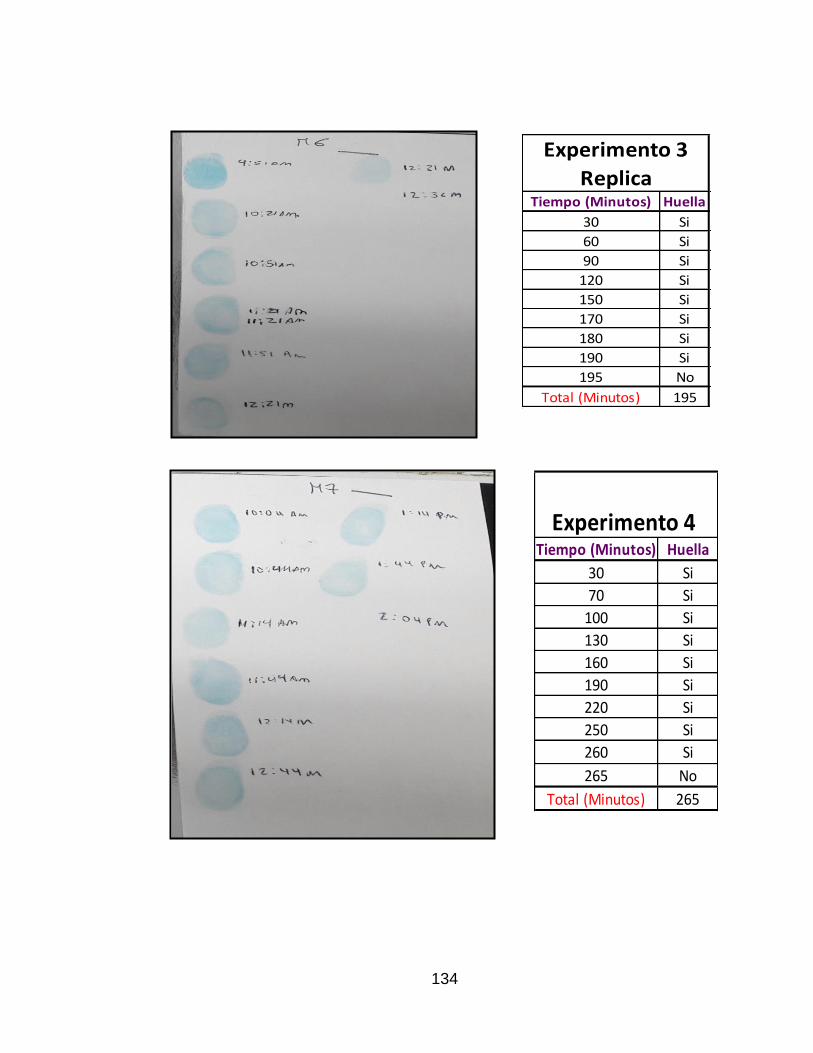
134
Tiempo (Minutos) Huella
30 Si
70 Si
100 Si
130 Si
160 Si
190 Si
220 Si
250 Si
260 Si
265 No
Total (Minutos) 265
Experimento 4
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
170 Si
180 Si
190 Si
195 No
Total (Minutos) 195
Experimento 3
Replica
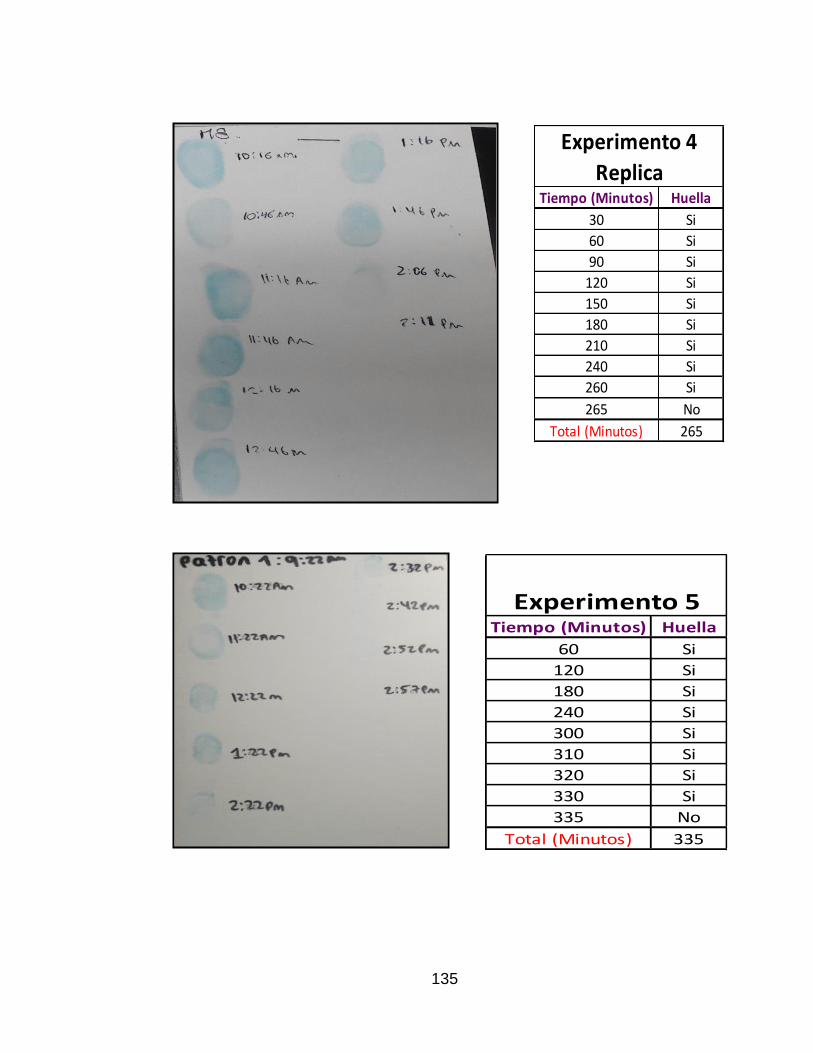
135
Tiempo (Minutos) Huella
30 Si
60 Si
90 Si
120 Si
150 Si
180 Si
210 Si
240 Si
260 Si
265 No
Total (Minutos) 265
Experimento 4
Replica
Tiempo (Minutos) Huella
60 Si
120 Si
180 Si
240 Si
300 Si
310 Si
320 Si
330 Si
335 No
Total (Minutos) 335
Experimento 5
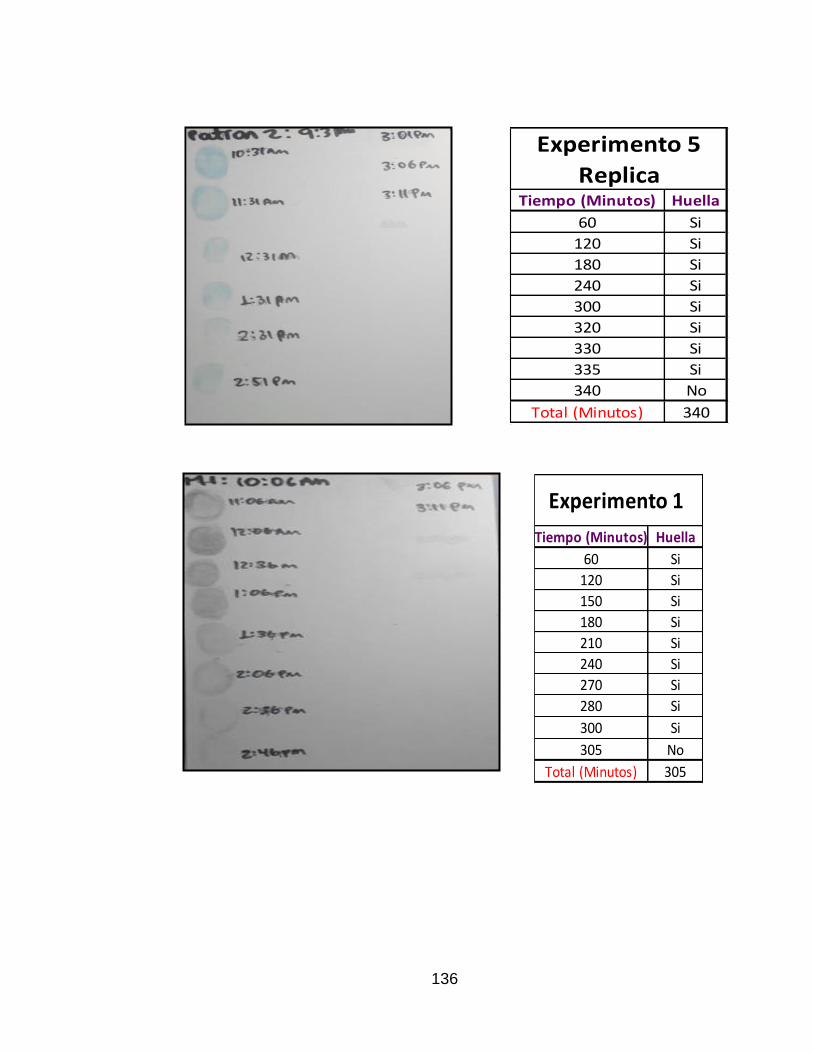
136
Tiempo (Minutos) Huella
60 Si
120 Si
180 Si
240 Si
300 Si
320 Si
330 Si
335 Si
340 No
Total (Minutos) 340
Experimento 5
Replica
Tiempo (Minutos) Huella
60 Si
120 Si
150 Si
180 Si
210 Si
240 Si
270 Si
280 Si
300 Si
305 No
Total (Minutos) 305
Experimento 1
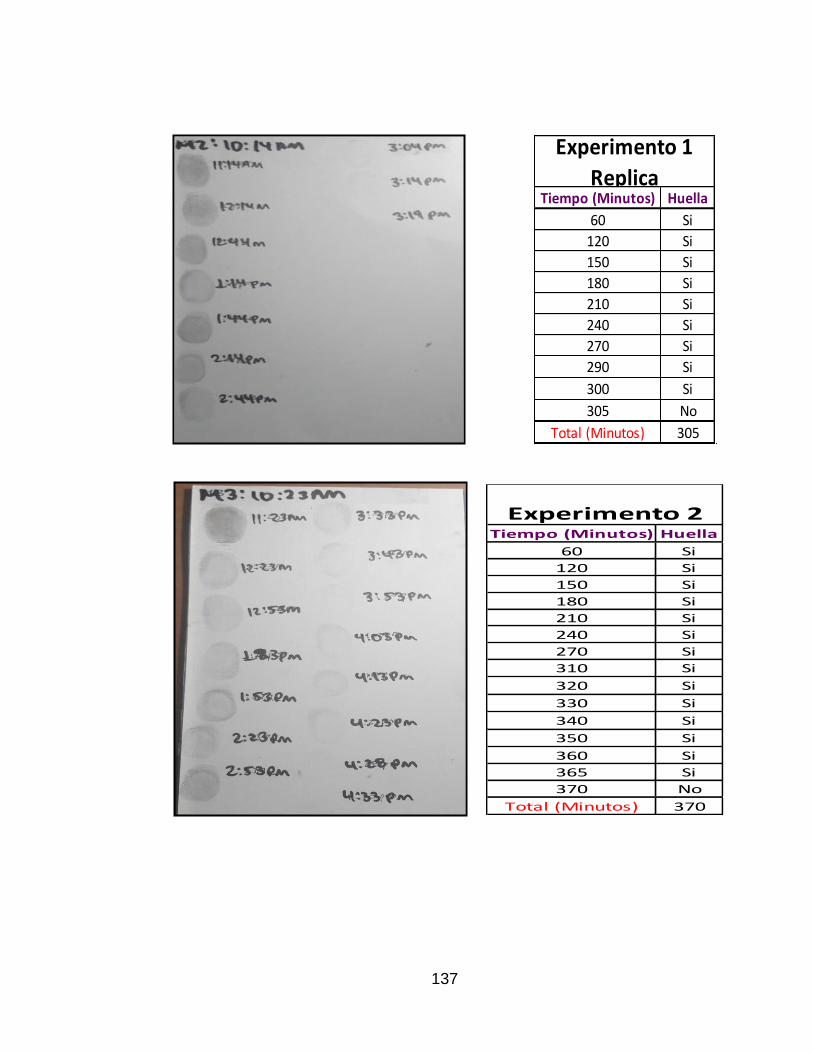
137
Tiempo (Minutos) Huella
60 Si
120 Si
150 Si
180 Si
210 Si
240 Si
270 Si
290 Si
300 Si
305 No
Total (Minutos) 305
Experimento 1
Replica
Tiempo (Minutos) Huella
60 Si
120 Si
150 Si
180 Si
210 Si
240 Si
270 Si
310 Si
320 Si
330 Si
340 Si
350 Si
360 Si
365 Si
370 No
Total (Minutos) 370
Experimento 2
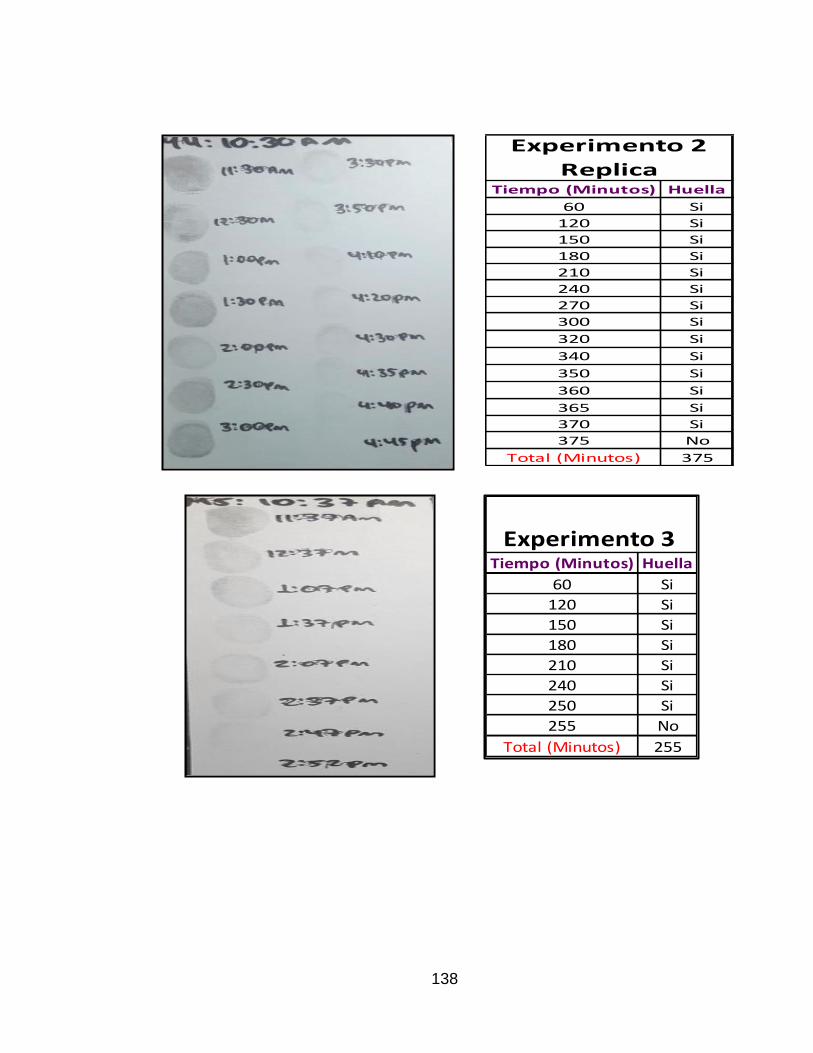
138
Tiempo (Minutos) Huella
60 Si
120 Si
150 Si
180 Si
210 Si
240 Si
270 Si
300 Si
320 Si
340 Si
350 Si
360 Si
365 Si
370 Si
375 No
Total (Minutos) 375
Experimento 2
Replica
Tiempo (Minutos) Huella
60 Si
120 Si
150 Si
180 Si
210 Si
240 Si
250 Si
255 No
Total (Minutos) 255
Experimento 3
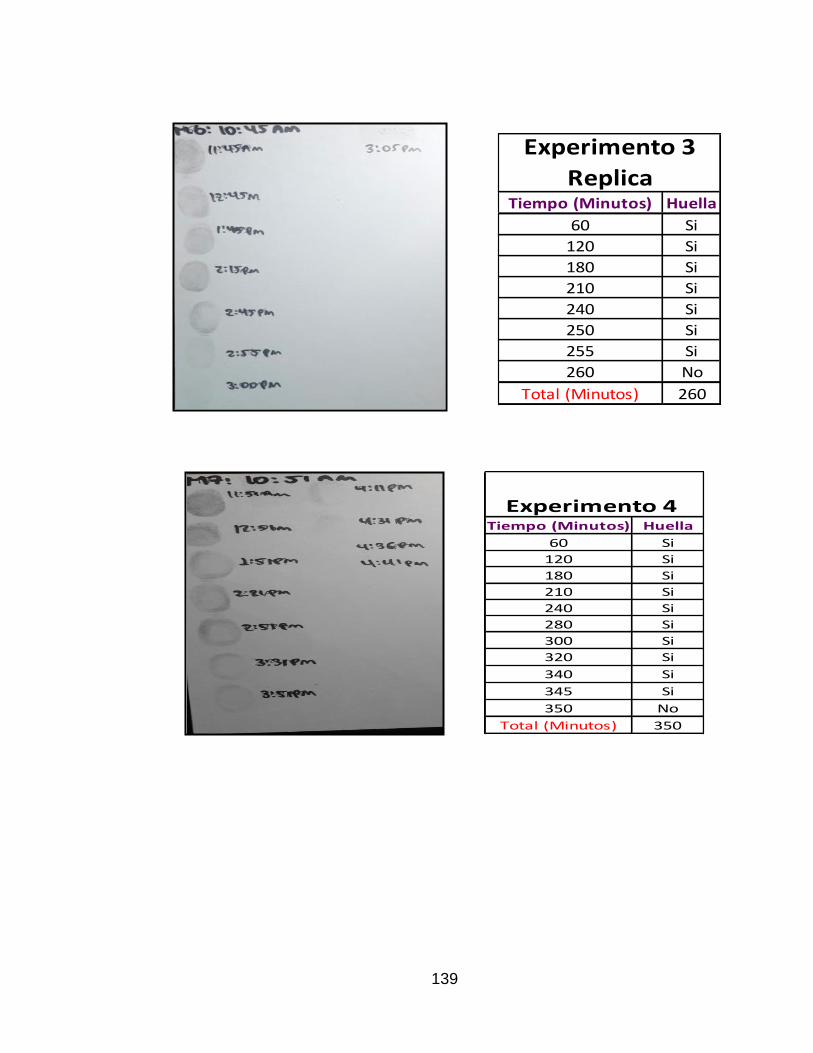
139
Tiempo (Minutos) Huella
60 Si
120 Si
180 Si
210 Si
240 Si
250 Si
255 Si
260 No
Total (Minutos) 260
Experimento 3
Replica
Tiempo (Minutos) Huella
60 Si
120 Si
180 Si
210 Si
240 Si
280 Si
300 Si
320 Si
340 Si
345 Si
350 No
Total (Minutos) 350
Experimento 4
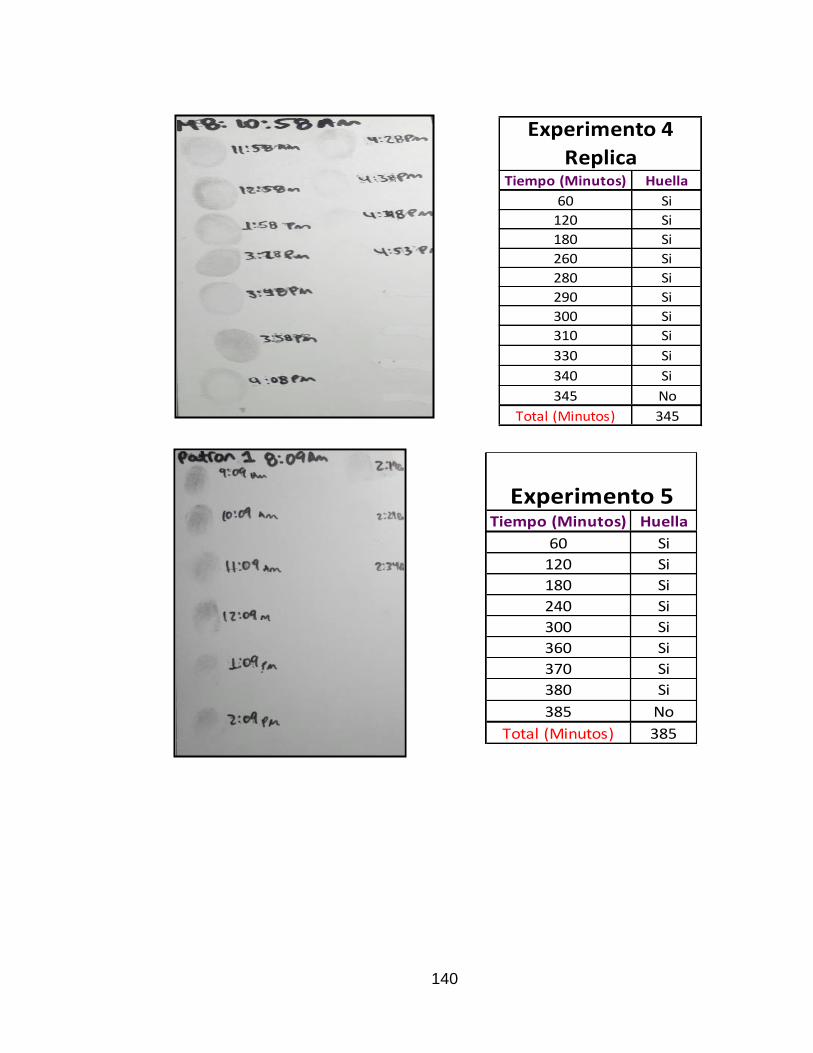
140
Tiempo (Minutos) Huella
60 Si
120 Si
180 Si
260 Si
280 Si
290 Si
300 Si
310 Si
330 Si
340 Si
345 No
Total (Minutos) 345
Experimento 4
Replica
Tiempo (Minutos) Huella
60 Si
120 Si
180 Si
240 Si
300 Si
360 Si
370 Si
380 Si
385 No
Total (Minutos) 385
Experimento 5
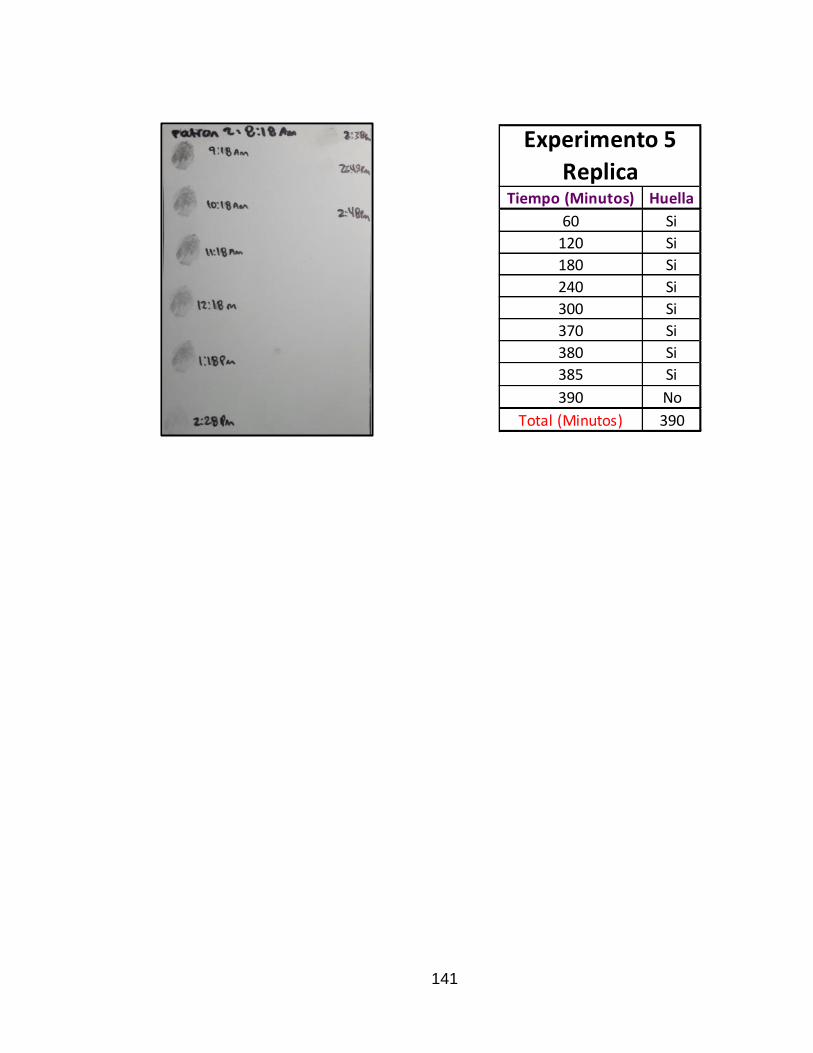
141
Tiempo (Minutos) Huella
60 Si
120 Si
180 Si
240 Si
300 Si
370 Si
380 Si
385 Si
390 No
Total (Minutos) 390
Experimento 5
Replica

142
ANEXO C
PRUEBA DE HUELLA, PLANTA
Tiempo (Minutos) Huella
10 Si
20 Si
30 Si
50 Si
70 Si
80 Si
83 Si
85 No
Total (Minutos) 85
Prueba 1
Tiempo (Minutos) Huella
10 Si
20 Si
30 Si
50 Si
70 Si
80 Si
83 Si
85 No
Total (Minutos) 85
Prueba 1 replica
Tiempo (Minutos) Huella
10 Si
20 Si
30 Si
43 Si
63 Si
73 Si
76 Si
78 No
Total (Minutos) 78
Prueba 1
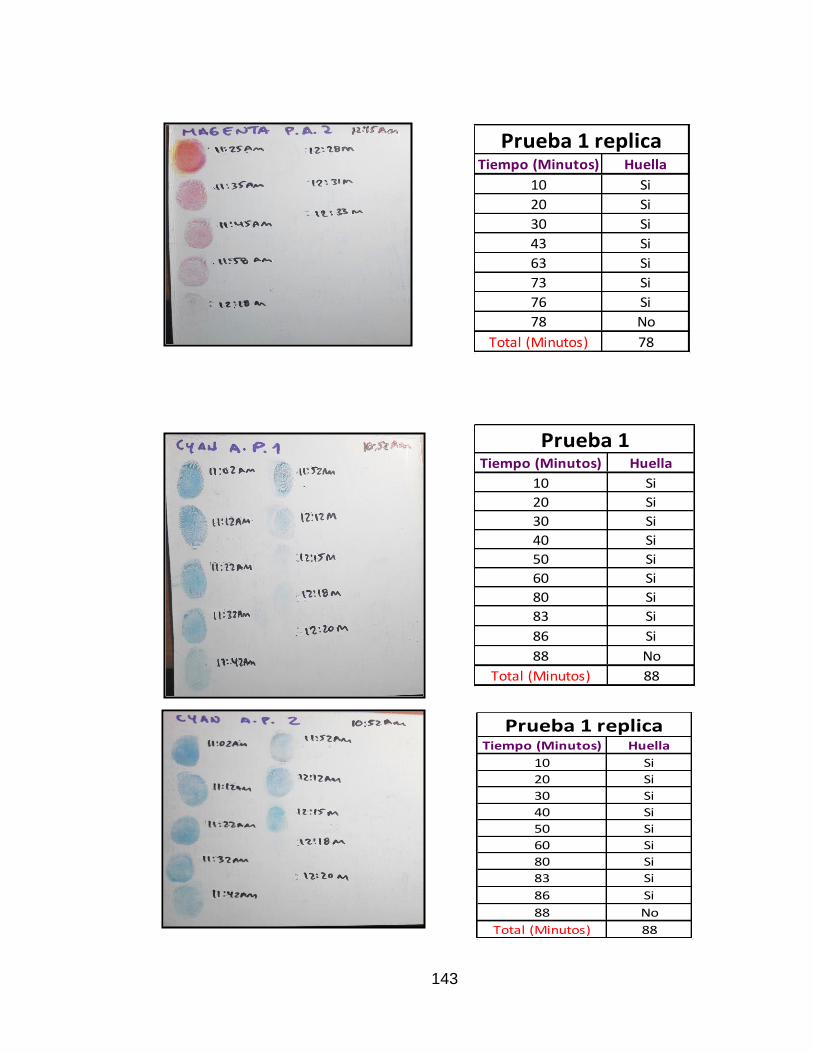
143
Tiempo (Minutos) Huella
10 Si
20 Si
30 Si
43 Si
63 Si
73 Si
76 Si
78 No
Total (Minutos) 78
Prueba 1 replica
Tiempo (Minutos) Huella
10 Si
20 Si
30 Si
40 Si
50 Si
60 Si
80 Si
83 Si
86 Si
88 No
Total (Minutos) 88
Prueba 1
Tiempo (Minutos) Huella
10 Si
20 Si
30 Si
40 Si
50 Si
60 Si
80 Si
83 Si
86 Si
88 No
Total (Minutos) 88
Prueba 1 replica

144
Tiempo (Minutos) Huella
10 Si
20 Si
30 Si
35 Si
36 Si
40 Si
43 Si
46 Si
51 Si
54 Si
58 Si
85 Si
95 Si
96 No
Total (Minutos) 96
Prueba 1
Tiempo (Minutos) Huella
10 Si
20 Si
30 Si
35 Si
36 Si
40 Si
43 Si
46 Si
51 Si
54 Si
58 Si
85 Si
95 Si
96 No
Total (Minutos) 96
Prueba 1 replica
Tiempo (Minutos) Huella
10 Si
20 Si
30 Si
50 Si
70 Si
90 Si
96 Si
102 Si
106 Si
108 Si
110 No
Total (Minutos) 110
Prueba 1
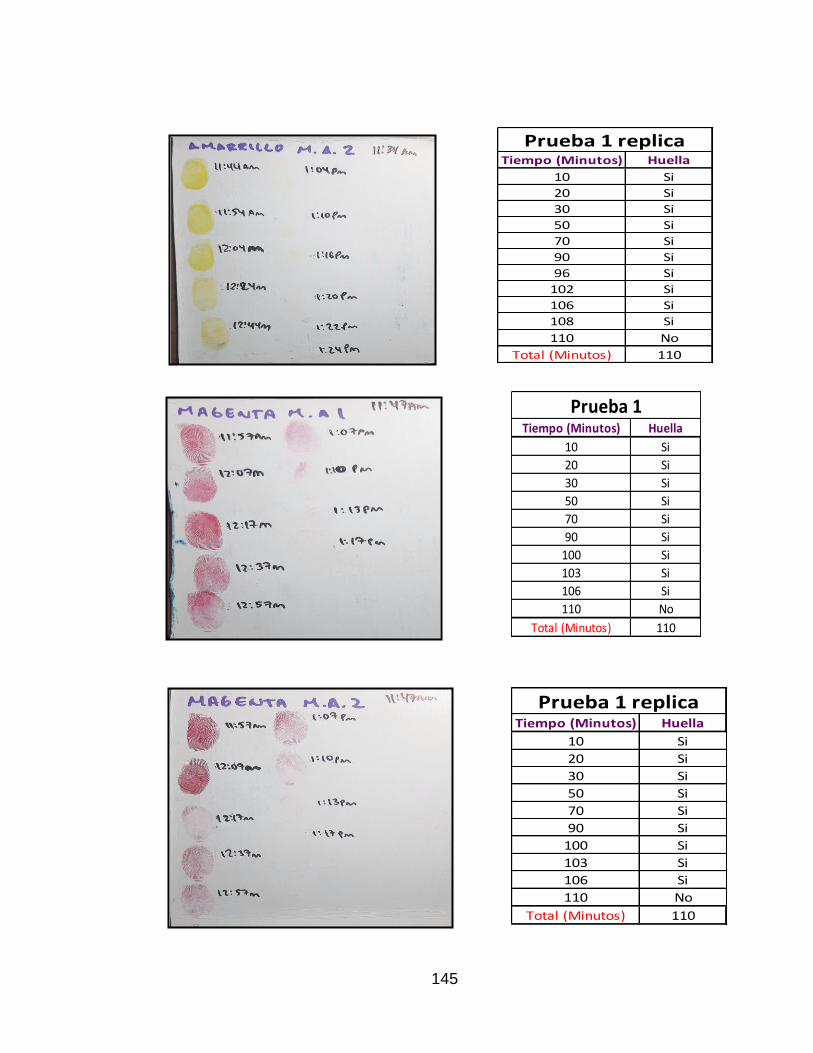
145
Tiempo (Minutos) Huella
10 Si
20 Si
30 Si
50 Si
70 Si
90 Si
96 Si
102 Si
106 Si
108 Si
110 No
Total (Minutos) 110
Prueba 1 replica
Tiempo (Minutos) Huella
10 Si
20 Si
30 Si
50 Si
70 Si
90 Si
100 Si
103 Si
106 Si
110 No
Total (Minutos) 110
Prueba 1
Tiempo (Minutos) Huella
10 Si
20 Si
30 Si
50 Si
70 Si
90 Si
100 Si
103 Si
106 Si
110 No
Total (Minutos) 110
Prueba 1 replica

146
Tiempo (Minutos) Huella
10 Si
20 Si
30 Si
50 Si
70 Si
90 Si
93 Si
96 Si
99 Si
101 No
Total (Minutos) 101
Prueba 1 replica
Tiempo (Minutos) Huella
10 Si
20 Si
30 Si
50 Si
70 Si
90 Si
93 Si
96 Si
99 Si
101 No
Total (Minutos) 101
Prueba 1
Tiempo (Minutos) Huella
10 Si
20 Si
30 Si
50 Si
70 Si
90 Si
110 Si
115 Si
117 Si
119 No
Total (Minutos) 119
Prueba 1

147
Tiempo (Minutos) Huella
10 Si
20 Si
30 Si
50 Si
70 Si
90 Si
110 Si
115 Si
117 Si
119 No
Total (Minutos) 119
Prueba 1 replica

148
ANEXO D
PRUEBA DE LA CINTA ADHESIVA
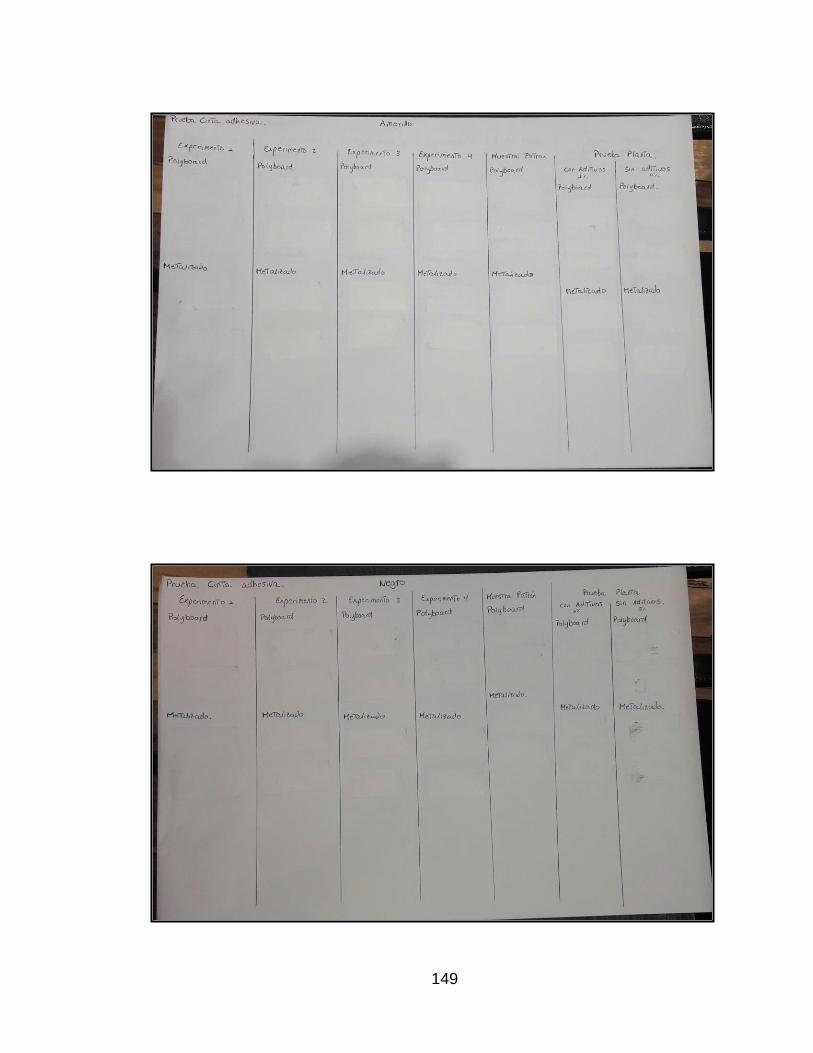
149

150
ANEXO E
CALCULOS BALANCE DE MATERIA Y ENERGIA Secador infrarrojo EconoRed II EC-II.30
Secador infrarrojo BigRed - BR3 – V30
Ts (°C) 15,1371703
TR (°C) 30
H 0,00814
Hs (mmHg) 0,01460397
T (°C) 25 T0 (°C) 0
λs (KJ/kg) 2465,57628 TG (°C) 25
Emisividad 0,9 TS (°C) 15,1371703
Psat (mmHg) 12,8461824 λs (KJ/kg) 2501
vH (m³/Kg aire seco) 0,85440128 Cps (KJ/Kg*K) 0,691
Ro (Kg aire seco/m³) 1,17993737 CpA (KJ/Kg*K)4,18986283
G (Kg aire seco/h) 761,796003 Ls (Kg/h) 52,7000347
hc 13,6290686 G (Kg/h) 761,796003
hR (W/m²*K) 5,27951663 H1 0,01600323
cs (J/Kg*K) 1,0203032 H2 0,00814
Rc (Kg de agua/h*m²) 0,31084135 X1 0,1428
Tiempo (h) 0,03611111 X2 0,0291
Kg de agua 0,4402377 HG1 (KJ/Kg) 140,36427
qr (w) 3077,53679 HG2 (KJ/Kg) 83,74114
qc (w) 5271,99879 HS1 (KJ/Kg) 19,5136555
q (kw) 8,34953558 HS2 (KJ/Kg) 12,3046832
Flujo V (m³/h) 645,624102 Q (KJ/h) 42755,3611
AT (m²) 2,7404 Q (KW) 11,8764892
Ts (°C) 15,0413839
TR (°C) 30
H 0,00814
Hs (mmHg) 0,01451189
T (°C) 25 Ls (Kg/h) 52,70003472
λs (KJ/kg) 2465,80233 G (Kg/h) 902,1268456
Emisividad 0,9 H1 0,014181313
Psat (mmHg) 12,7670326 H2 0,00814
vH (m³/Kg aire seco) 0,85440128 X1 0,1428
Ro (Kg aire seco/m³) 1,17993737 X2 0,0393
G (Kg aire seco/h) 902,126846 HG1 (KJ/Kg) 127,2446355
hc 14,508913 HG2 (KJ/Kg) 83,74114
hR (W/m²*K) 5,27699481 HS1 (KJ/Kg) 19,39038085
cs (J/Kg*K) 1,0203032 HS2 (KJ/Kg) 12,87281274
Rc (Kg de agua/h*m²) 0,32619437 Q (KJ/h) 38902,19512
Tiempo (h) 0,0125 Q (KW) 10,80616531
Kg de agua 0,15991679 T0 (°C) 0
qr (w) 3095,89108 TG (°C) 25
qc (w) 5666,84659 TS (°C) 15,04138391
q (kw) 8,76273767 λs (KJ/kg) 2501
Flujo V (m³/h) 764,554858 Cps (KJ/Kg*K) 0,691
AT (m²) 3,471 CpA (KJ/Kg*K) 4,189958616
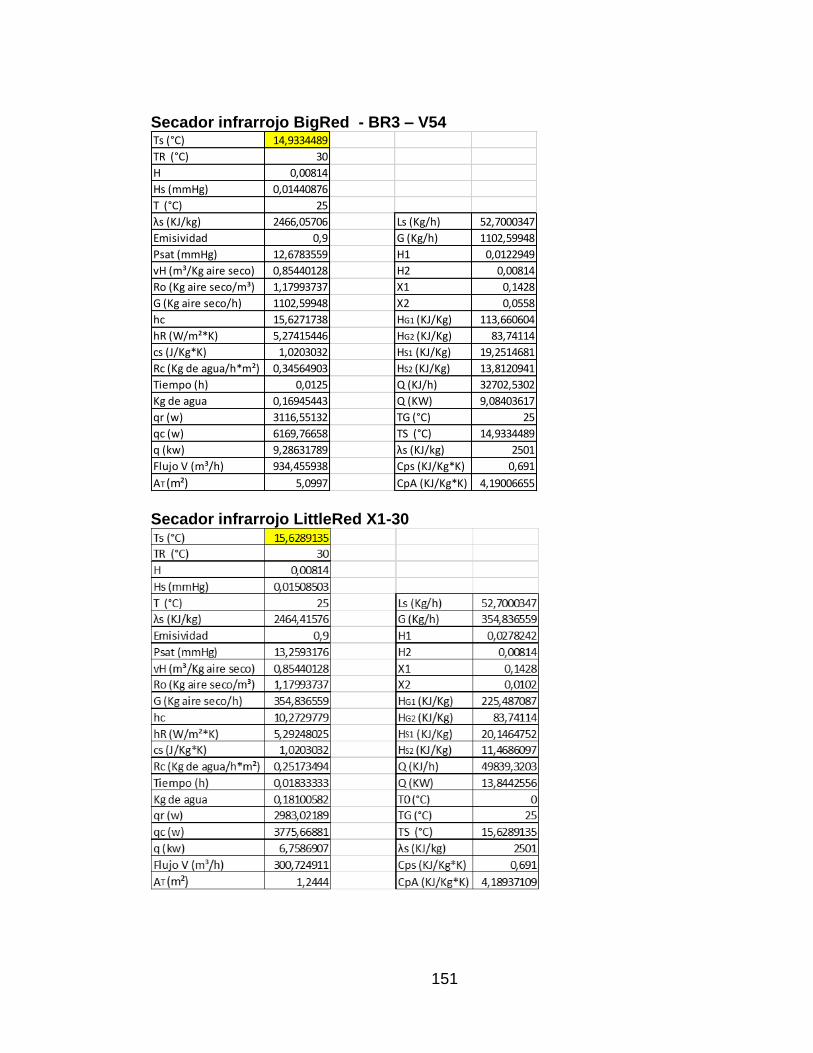
151
Secador infrarrojo BigRed - BR3 – V54
Secador infrarrojo LittleRed X1-30
Ts (°C) 14,9334489
TR (°C) 30
H 0,00814
Hs (mmHg) 0,01440876
T (°C) 25
λs (KJ/kg) 2466,05706 Ls (Kg/h) 52,7000347
Emisividad 0,9 G (Kg/h) 1102,59948
Psat (mmHg) 12,6783559 H1 0,0122949
vH (m³/Kg aire seco) 0,85440128 H2 0,00814
Ro (Kg aire seco/m³) 1,17993737 X1 0,1428
G (Kg aire seco/h) 1102,59948 X2 0,0558
hc 15,6271738 HG1 (KJ/Kg) 113,660604
hR (W/m²*K) 5,27415446 HG2 (KJ/Kg) 83,74114
cs (J/Kg*K) 1,0203032 HS1 (KJ/Kg) 19,2514681
Rc (Kg de agua/h*m²) 0,34564903 HS2 (KJ/Kg) 13,8120941
Tiempo (h) 0,0125 Q (KJ/h) 32702,5302
Kg de agua 0,16945443 Q (KW) 9,08403617
qr (w) 3116,55132 TG (°C) 25
qc (w) 6169,76658 TS (°C) 14,9334489
q (kw) 9,28631789 λs (KJ/kg) 2501
Flujo V (m³/h) 934,455938 Cps (KJ/Kg*K) 0,691
AT (m²) 5,0997 CpA (KJ/Kg*K) 4,19006655
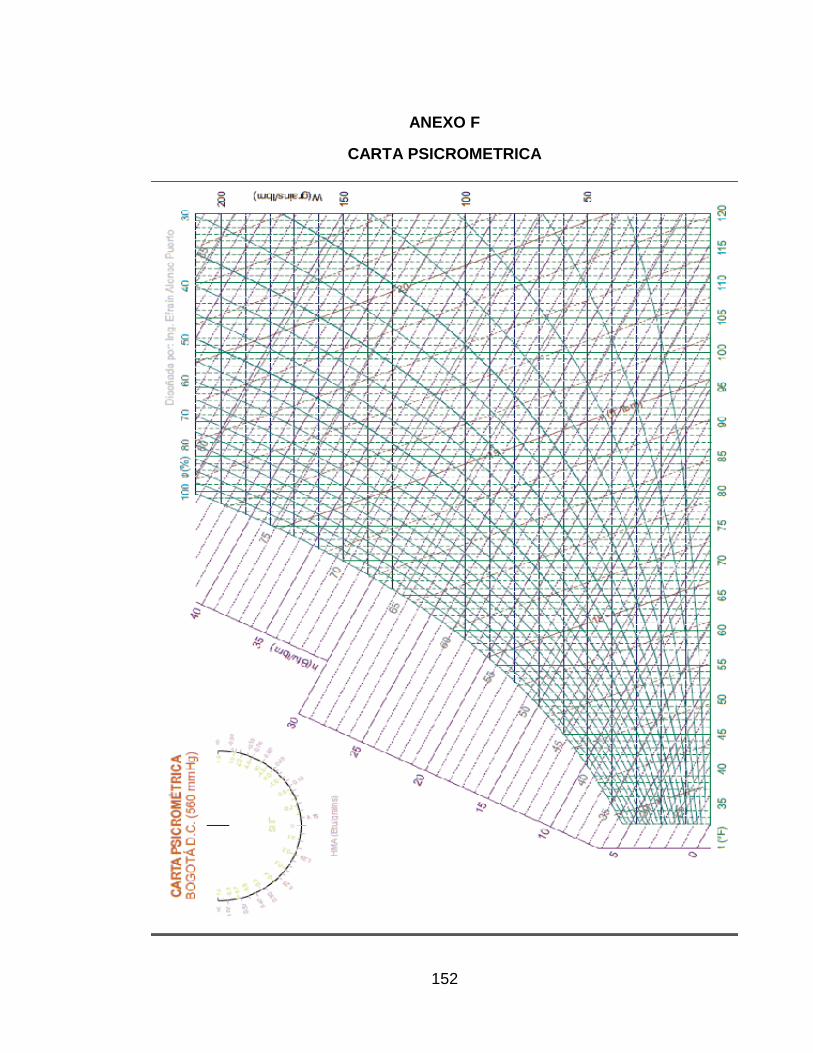
152
ANEXO F
CARTA PSICROMETRICA

153
ANEXO G
TRM PROMEDIO COLOMBIA 2016
Dólar web. Histórico del dólar TRM. [En línea] < http://dolar.wilkinsonpc.com.co/divisas/dolar.html> [Citado en 20 de noviembre de 2016].

154
ANEXO H
FICHAS TÉCNICAS DE LOS EQUIPOS DE SECADO
Secador infrarrojo EconoRed II EC-II.30.
Secador infrarrojo BigRed - BR3 – V30
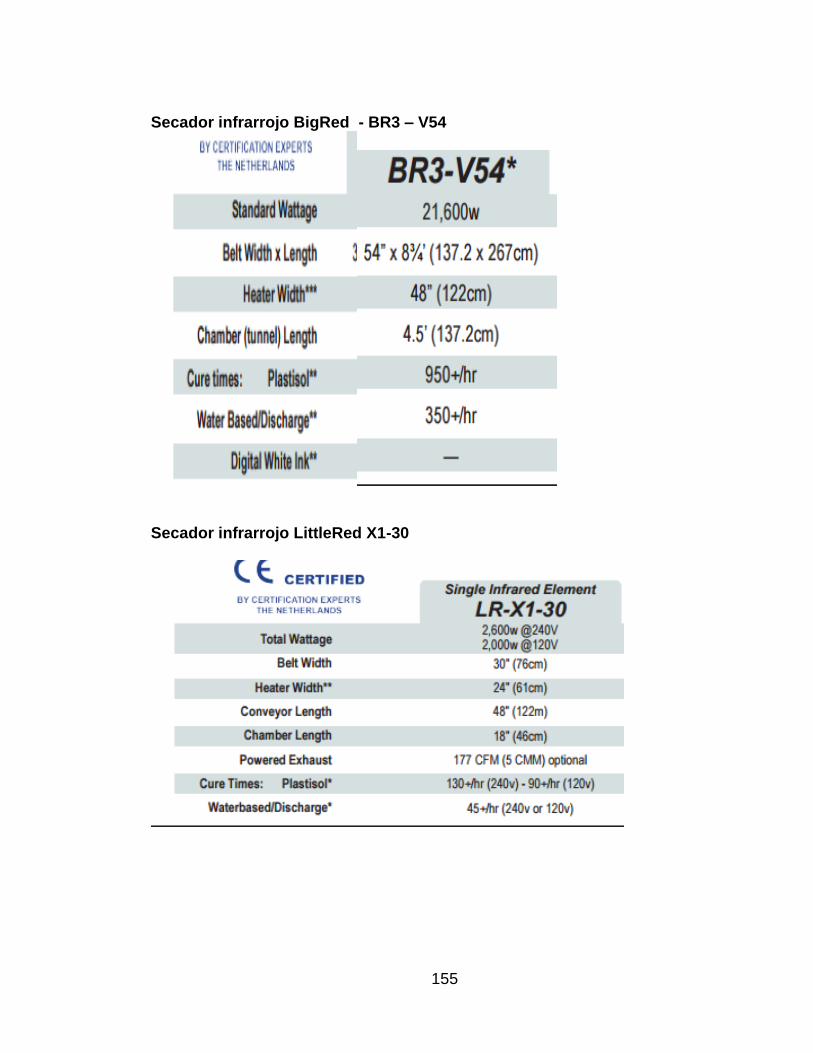
155
Secador infrarrojo BigRed - BR3 – V54
Secador infrarrojo LittleRed X1-30