FABRICACIÓN Y EVALUACIÓN DE ESTRUCTURAS INTERNAS …
63
IM-2002-II-051 1 FABRICACIÓN Y EVALUACIÓN DE ESTRUCTURAS INTERNAS TIPO “HONEYCOMB” JUAN MIGUEL BIERMANN SUAREZ UNIVERSIDAD DE LOS ANDES FACULTAD DE INGENIERÍA DEPARTAMENTO DE INGENIERÍA MECÁNICA BOGOTA D.C. DICIEMBRE DE 2002
Transcript of FABRICACIÓN Y EVALUACIÓN DE ESTRUCTURAS INTERNAS …

IM-2002-II-051 1
FABRICACIÓN Y EVALUACIÓN DE ESTRUCTURAS INTERNAS TIPO
“HONEYCOMB”
JUAN MIGUEL BIERMANN SUAREZ
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA MECÁNICA
BOGOTA D.C.
DICIEMBRE DE 2002

IM-2002-II-052 2
FABRICACIÓN Y EVALUACIÓN DE ESTRUCTURAS INTERNAS TIPO
“HONEYCOMB”
JUAN MIGUEL BIERMANN SUAREZ
Proyecto de Grado para optar al título deIngeniero Mecánico
AsesorAlvaro Pinilla
Ingeniero Mecánico PhD. MSc
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE MECÁNICA
BOGOTÁ D.C.
2003

IM-2002-II-053 3
Bogotá D.C., Enero 30 de 2003
DoctorÁlvaro E. Pinilla S.Director Departamento de Ingeniería MecánicaUniversidad de los AndesCiudad
Apreciado Doctor:
Someto a consideración de usted el proyecto de grado titulado FABRICACIÓN YEVALUACIÓN DE ESTRUCTURAS INTERNAS TIPO “HONEYCOMB” que tienecomo objetivo evaluar las propiedades mecánicas de los paneles construidos con estasestructuras y compararlas con las propiedades mecánicas de materiales conocidos.
Considero que este proyecto cumple con sus objetivos y lo presento como requisitoparcial para optar al título de Ingeniero Mecánico.
Cordialmente,
JUAN MIGUEL BIERMANN SUAREZCódigo 199422509

IM-2002-II-054 4
Bogotá D.C., Enero30 de 2003
DoctorÁlvaro E. Pinilla S.Director Departamento de Ingeniería MecánicaUniversidad de los AndesCiudad
Apreciado Doctor:
Por medio de la presente someto a consideración suya el proyecto FABRICACION YEVALUACION DE ESTRUCTURAS INTERNAS TIPO “HONEYCOMB”, ya quedicho proyecto es un buen recurso para el aprendizaje y consulta de los estudiantes.
Certifico como asesor que el proyecto de Grado cumple con los objetivos propuestos yque por lo tanto califica como requisito para optar al título de Ingeniero Mecánico.
Cordialmente,
ALVARO E. PINILLA S.Profesor Titular - Asesor

IM-2002-II-055 5
Nota de aceptación
________________
________________
________________Firma Asesor
Bogotá D.C., Enero 30 de 2003

IM-2002-II-056 6
A mis padres
A mi hermano
A mis amigos
IM-2002-II-057 7
AGRADECIMIENTOS
El autor expresa sus agradecimientos a:
Álvaro E. Pinilla S, Profesor y Asesor de este proyecto de grado. Por su colaboración,
conocimientos, paciencia e interés. Sin su ayuda, este proyecto no podría haber sido
concluido.
Mi padre, por su inmensa colaboración y paciencia. Por sus ideas y el esfuerzo
realizado.
Jesús Preciado y Gustavo Preciado, por su colaboración y aporte en el manejo de
maquinaria y fabricación de los elementos que se utilizaron en el desarrollo de este
proyecto.
Los compañeros que siempre estuvieron a mi lado en los momentos difíciles y que
siempre me brindaron su apoyo.

IM-2002-II-058 8
CONTENIDO
Pág.
1. INTRODUCCION 14
2. MARCO TEÓRICO 16
3. OBJETIVOS 19
4. MATERIALES 20
4.1. MATERIALES PARA EL CORAZÓN 20
4.2. MATERIALES PARA LAS PLACAS EXTERNAS 21
5. PROCESO DE FABRICACIÓN 23
5.1. PROCESO DE FABRICACION DEL CORAZON 23
5.2. PROCESO DE FABRICACIÓN DE LAS LAMINAS DE FIBRA DE
VIDRIO 30
5.3. ADHESIÓN DE LOS DIFERENTES COMPONENTES DEL PANEL 35
6. PRUEBAS PARA LOS PANELES TIPO “HONEYCOMB” 37
6.1. PRUEBAS DE DENSIDAD 37
6.1.1. PROCEDIMIENTO 39
6.1.2. RESULTADOS 39
6.1.3. CALCULOS 39
6.1.4. CONCLUSIONES SOBRE LA DENSIDAD 41
6.2. PRUEBAS DE FLEXION 41
6.2.1. PROCEDIMIENTO 44
6.2.2. RESULTADOS 45
6.2.3. OBSERVACIONES 54
7. CONCLUSIONES Y RECOMENDACIONES 58
8. BILBIOGRAFIA 61

IM-2002-II-059 9
LISTA DE FOTOS
Foto 1. Prensa y perfiles de las celdas. 26Foto 2. Prensado de la Lámina. 26Foto 3. Lámina corrugada. 27Foto 4. Lámina completa 27Foto 5. Estructura interna o Corazón 30Foto 6. Tela de Fibra de vidrio 32Foto 7. Laminas de Fibra de vidrio. 34Foto 8. Elementos del panel. 35Foto 9. Panel terminado. 36Foto 10. Probeta 1 fallada. 54Foto 11. Probeta fallada (vista lateral) 55Foto 12. Probeta fallada (vista superior) 55Foto 13. Probeta fallada (vista superior) 56Foto 14. Probeta fallada (desprendimiento placa superior) 56Foto 15. Probeta fallada (desprendimiento placa superior y escamas de adhesivo) 57

IM-2002-II-0510 10
LISTA DE GRÁFICAS
Grafica 1. Probeta 1. ...................................................................................................... 46Grafica 2. Probeta 2. ...................................................................................................... 48Grafica 3. Probeta 3. ...................................................................................................... 49Grafica 4. Probeta 4. ...................................................................................................... 50Grafica 5. Probeta 5. ...................................................................................................... 51Grafica 6. Curvas comparadas ....................................................................................... 52

IM-2002-II-0511 11
LISTA DE ILUSTRACIONES
Ilustración 1 Tipos de dientes en las correas de transmisión. ......................................... 24Ilustración 2. Dimensiones de las probetas para densidad............................................. 38

IM-2002-II-0512 12
LISTA DE DIAGRAMAS
Diagrama 1. Cargas........................................................................................................ 42Diagrama 2. Esfuerzos. .................................................................................................. 42Diagrama 3. Momentos.................................................................................................. 43

IM-2002-II-0513 13
LISTA DE TABLAS
Tabla 1 Composición Aluminio...................................................................................... 21Tabla 2. Pesos de las Probetas de densidad. .................................................................. 39Tabla 3. Dimensiones de las probetas de densidad........................................................ 39Tabla 4. Densidades obtenidas....................................................................................... 40Tabla 5. Densidades de materiales previamente conocidos........................................... 40Tabla 6. Resultados de las pruebas. ............................................................................... 53Tabla 7. Datos conocidos............................................................................................... 53

IM-2002-II-0514 14
1. INTRODUCCIÓN
En el universo de materiales que conocemos se encuentran muchos con propiedades
específicas que los hacen únicos y muy especiales. Normalmente podemos diferenciar
estos materiales en los siguientes grupos principales: metales, cerámicos, polímeros,
semi-conductores y compuestos.
Como es conocido, los metales se caracterizan por ser materiales con muy buena
conductividad eléctrica y térmica, tener muy altas resistencias, rigidez y una alta
tenacidad. Los cerámicos se caracterizan por su alta dureza, son muy buenos aislantes
térmicos y eléctricos, ser químicamente estables y puntos de fusión muy altos. Los
polímeros tienen muy diferentes propiedades, ya que estos se dividen en
Termoplásticos, Termoestables y Elastómeros. Entre otras propiedades se pueden
encontrar su resistencia a la corrosión, son económicos de procesar por sus bajos puntos
de fusión y prácticamente sus aplicaciones crecen día a día. Los semiconductores son
materiales con una conductividad eléctrica intermedia y tienen propiedades físicas no
muy usuales. Los materiales compuestos, son mezclas de los anteriores materiales y en
consecuencia es posible alcanzar diferentes propiedades según la mezcla de materiales
que se utilice.

IM-2002-II-0515 15
Los materiales compuestos son los que mayor desarrollo han tenido en los últimos años.
Estos se pueden clasificar en tres grandes grupos según los tipos de refuerzos que se
utilizan: partículas, fibras o láminas. Con las diferentes combinaciones de estos
materiales, es posible obtener nuevos materiales con propiedades poco usuales de
rigidez, resistencia, peso, resistencia a altas temperaturas, resistencia a la corrosión,
dureza o conductividad entre otras.
Entre los materiales compuestos existe uno que es muy interesante. Los materiales tipo
“HONEYCOMB” son estructuras compuestas por placas externas que recubren un
corazón. Esta combinación permite obtener una muy buena relación resistencia vs. peso.
Conociendo estoas características, este proyecto busca encontrar un proceso económico
y sencillo para fabricar estructuras de este tipo. Igualmente se busca evaluar y comparar
las propiedades de los paneles construidos con datos previamente conocidos.

IM-2002-II-0516 16
2. MARCO TEÓRICO
Desde hace muchos años el hombre a dedicado parte de su vida a buscar soluciones que
le permitan satisfacer cada una de sus necesidades. En el afán de mejorar su calidad de
vida, el hombre ha transformado, acondicionado y reorganizado el medio en el que vive.
Así como el hombre ha mejorado sus cosechas, sus viviendas y sus demás necesidades,
también ha tenido que investigar y buscar soluciones para los nuevos problemas que
enfrenta a diario. Como se ha podido ver con el paso del tiempo, el hombre ha realizado
progresos muy grandes.
Desde el descubrimiento de América hasta la conquista del espacio, el hombre ha tenido
que aprender a manipular diferentes materiales. Para la construcción de las carabelas fue
necesario utilizar diferentes clases de madera, aprender a doblar las vigas, las telas de
las velas etc. Igualmente para la conquista del espacio fue necesario el desarrollo de
nuevos materiales resistentes a las temperaturas, livianos y con muy buenas propiedades
mecánicas.
Entre estos desarrollos se puede ver la aparición de las estructuras tipo
“HONEYCOMB” o de Sándwich. Estas estructuras fueron utilizadas como sistemas de

IM-2002-II-0517 17
absorción de energía para el alunizaje de las naves espaciales. Igualmente esta
tecnología, ha estado ligada al desarrollo aeroespacial desde su aparición. Hoy en día
son muy variados los usos de estos paneles, que por su bajo peso y su gran resistencia,
han sido incorporados en casi todos los aviones que vemos en el cielo.
Aunque el empleo de estructuras de sándwich para producir elementos livianos o
elementos de soporte, fue tenido en cuenta desde 1820, fue necesario que transcurrieran
110 años para que estos fueran utilizados sin ningún perjuicio.
Las estructuras de sándwich están compuestas por tres elementos, un par de placas
delgadas y muy fuertes, un elemento intermedio o corazón, liviano que separa las placas
y que es el encargado de resistir y transmitir las cargas de una placa a la otra y un tercer
elemento, un adhesivo, que puede transmitir esfuerzos cortantes y cargas axiales, desde
y hacia el corazón.
Las estructuras de sándwich son las primeras formas de estructuras compuestas que
tuvieron una amplia aceptación y en consecuencia una amplia aplicación.
Hoy es muy común encontrar presentes elementos fabricados con estructuras de
sándwich en casi cualquier helicóptero, avión comercial o en vehículos militares aéreos
o espaciales. Igualmente las estructuras de sándwich son usualmente encontradas en
elementos como contenedores de carga, repisas móviles, interiores de naves marinas,
pequeños botes y yates, partes de vehículos y elementos recreativos, esquís de nieve,
materiales de construcción residencial, divisiones, puertas e innumerables elementos
que cada día son fabricados con estas técnicas.

IM-2002-II-0518 18
La principal razón que aumento la aceptación e implementación de estas estructuras, se
dio gracias a la producción comercial de adhesivos estructurales, la cual se inicio casi
simultáneamente en Estados Unidos e Inglaterra en 1930. El desarrollo de materiales
como los cauchos fenólicos y los vinilos fenólicos, fueron fundamentales para el
desarrollo de estas estructuras.
Mejores desarrollos tuvieron lugar en años siguientes, gracias a estos, métodos de
limpieza superficial para metales, materiales livianos, materiales con una excelente
relación de resistencia/rigidez para corazones de sándwich, telas de vidrio, cintas
preimpregnadas con resinas, resinas extra fuertes y la evaluación de la resistencia sónica
de las estructuras honeycomb, fueron implementadas y mejoradas.
Aunque las ventajas de estos materiales son muy claras, este tipo de estructuras no ha
tomado el lugar que se merecen en la industria nacional. Sus aplicaciones son cada vez
mas grandes y más diversas.

IM-2002-II-0519 19
3. OBJETIVOS
Los objetivos principales de este proyecto son:
1. Comprender las ventajas y las propiedades que presentan las estructuras tipo
“HONEYCOMB”
2. Fabricar estructuras hexagonales en papel, cartón o aluminio con el objetivo de
evaluar sus propiedades mecánicas.
3. Fabricar probetas adecuadas para evaluar las propiedades mecánicas de la
combinación de materiales.
4. Comprobar las propiedades de materiales puros con las de los materiales
compuestos y estructuras internas tipo “HONEYCOMB”.
5. Investigar los usos comerciales actuales para las estructuras tipo
“HONEYCOMB” y proponer nuevas aplicaciones.

IM-2002-II-0520 20
4. MATERIALES
4.1. MATERIALES PARA EL CORAZÓN
La principal función del corazón en las estructuras de sándwich es la de estabilizar las
placas externas y soportar la mayor parte de los esfuerzos cortantes por su espesor.
Para mejorar la eficiencia y este trabajo, el corazón debe ser lo mas rígido y lo mas
liviano posible, y debe poseer propiedades predecibles que permitan evaluar su
desempeño en el ambiente en el que serán utilizados.
Para la fabricación de los paneles o estructuras Honeycomb, se decidió utilizar
materiales económicos sin que esto implicara disminuir la calidad o la eficiencia del
producto final, en este caso las probetas de estructuras Honeycomb.
Para estos paneles se utilizaron los siguientes materiales:
Para el corazón, se utilizo aluminio laminado conocido comercialmente con el código
1100 H 14. Según la ficha técnica, este material presenta una resistencia a la tracción
que varia entre 16000 y 21000 psi.

IM-2002-II-0521 21
La composición de este material es la siguiente:
ALEACION %Si %Fe % Cu % Zn Otros % Al
1100 0.95 0.05-0.2 0.1 0.05 99
Tabla 1 Composición Aluminio.
Este aluminio se encuentra en el comercio en rollos de lámina, con diferentes espesores
y medidas. Para este caso se utilizo un espesor de 0.3 mm. Estas láminas se unen entre
sí mediante un adhesivo. El adhesivo utilizado es Ester de Cianoacrilato, conocido
comercialmente como SUPER BONDER producido por LOCTITE.
4.2. MATERIALES PARA LAS PLACAS EXTERNAS
La principal función de las placas externas, es la de proveer la flexión y la rigidez
necesaria, para soportar cargas axiales, momentos de flexión y soportar esfuerzos
cortantes. En los campos aeroespaciales, los principales materiales utilizados para las
placas externas, son las telas de fibra de vidrio impregnadas con resinas, aleaciones de
aluminio 2024 o 7075, titanio o aceros inoxidables.
Aún el más económico de estos materiales representa un costo elevado, por esta razón,
la selección entre estos materiales se realiza minuciosamente teniendo en cuenta un
valor en ingeniería o el costo según su vida útil.
Para la selección de estos materiales en una aplicación, es indispensable tener en cuenta
hasta las propiedades menos obvias, tales como dureza, modulo de fractura,
durabilidad, compatibilidad con remaches y pernos, además de otros atributos que
pueden afectar directamente el rendimiento y desempeño del producto final, sin que

IM-2002-II-0522 22
estos estén directamente relacionados con los análisis de esfuerzos o con el ahorro de
peso.
El entendimiento de estos requisitos, ha llevado a cambiar el aluminio por fibras de
vidrio en las placas exteriores, y a cambiar las fibras de vidrio por corazones de
aramidas, para la mayor parte de los paneles de las cabinas de aviones.
Este entendimiento también es la razón para el uso de pieles híbridas compuestas, por
telas de grafito con una capa superficial de tela de aramida. En la mayoría de las
estructuras de sándwich de los aviones BOEING puestas en funcionamiento en lo 80´s
se pueden encontrar estas combinaciones de materiales.
Para las placas laterales de las estructuras se utilizó fibra de vidrio reforzada con resina
de poliéster. La tela de fibra de vidrio utilizada es conocida comercialmente como
“WOVEN ROVING” aunque de esta no fue posible encontrar una ficha técnica.

IM-2002-II-0523 23
5. PROCESO DE FABRICACIÓN
5.1. PROCESO DE FABRICACION DEL CORAZÓN
Para la fabricación de las estructuras Honeycomb, fue necesario realizar varias pruebas
sobre el método mas efectivo para lograr alcanzar la forma de celda deseada,
incorporando un proceso rápido y eficiente. Esto con el fin de facilitar la fabricación de
los corazones de los paneles.
Para obtener el corazón de la estructura, se utilizaron varias láminas de aluminio
corrugadas, las cuales se unen con un adhesivo adecuado para poder formar el panel y
así conseguir el tamaño del panel deseado.
La primera prueba se realizó con engranajes helicoidales. Sin embargo las formas
obtenidas no estaban cerca de la forma de la celda que se quería obtener. Los
principales defectos que se obtuvieron con este método fueron, la pequeña superficie
disponible para aplicar el adhesivo y la irregularidad de las celdas, lo cual producía una
mala superficie de contacto.
Debido a estos problemas, los paneles no presentaban una buena resistencia y su
flexibilidad era muy grande. Igualmente los paneles carecían de resistencia a los

IM-2002-II-0524 24
esfuerzos cortantes, lo cual producía un desgarre en las zonas donde se encontraba el
adhesivo que permitía la separación de las láminas y como consecuencia la falla del
panel.
Por esta razón se busco un segundo método para obtener las formas de la celda.
Esta vez se buscó obtener el corrugado de las láminas mediante dos ruedas dentadas
sincronizadas, aprovechando la forma de los dientes que tienen.
Entre las diferentes formas que existen para los dientes de las correas sincronizadas,
podemos encontrar los siguientes perfiles:
Ilustración 1 Tipos de dientes en las correas de transmisión.
Conociendo los perfiles de las correas existentes, se opto por buscar unas ruedas
dentadas con un paso de tipo MXL o XL.

IM-2002-II-0525 25
Para las tipos de paso MXL o XL, se puede notar que sus dientes son rectos y pueden
corrugar las láminas de aluminio, dándoles una forma hexagonal más parecida a la de la
forma que se quiere alcanzar. Sin embargo después de buscar por un largo período de
tiempo se encontraron las poleas de un FIAT que tienen la forma de los dientes
deseados, aunque desafortunadamente las dimensiones no coincidían con las esperadas.
Debido del desgaste que presentaban las ruedas dentadas, hacían imposible obtener
Celdas regulares y uniformes. Por esta razón fue necesario buscar otro método para
corrugar las láminas.
Finalmente se tomo la decisión de corrugar las láminas de aluminio mediante presión.
Para este fin se utilizo una prensa manual, a la cual se le acondicionaron dos moldes con
las formas de la celda que se quería obtener.
Estos moldes se fabricaron en latón, debido a su fácil maquinabilidad y a su bajo costo.
Con una fresa, se maquinó la forma con las dimensiones deseadas en cada uno de los
bloques de latón.
Para poder corrugar cada lámina, fue necesario hacer una celda en cada paso, ya que al
intentar formar en un mismo paso, un número mayor a dos celdas, la lámina fallaba y
presentaba quiebres en los biseles de las celdas.

IM-2002-II-0526 26
En algunas ocasiones, aún realizando una celda por paso, se presentaban fallas en los
bordes de las láminas. Aunque estas fallas no se presentaban en toda la lámina, si hacían
imposible trabajar con ellas.
Foto 1. Prensa y perfiles de las celdas.
Foto 2. Prensado de la Lámina.

IM-2002-II-0527 27
Foto 3. Lámina corrugada.
Foto 4. Lámina completa

IM-2002-II-0528 28
En las anteriores fotografías, es posible identificar las diferentes etapas del proceso y el
resultado de cada una de ellas en la lámina.
Para evitar estas fallas y que las láminas presentaran curvaturas durante su corrugado, se
ubico una guía en la parte lateral de los moldes, con la cual se verificaba que las láminas
permanecieran correctamente alineadas durante el proceso de corrugado. De igual
manera la prensa permite una graduación de la presión ejercida por los moldes mediante
un sistema de palancas. De esta forma se logro equilibrar la deformación de la lámina y
evitar la fractura de la misma.
Luego de obtener las láminas corrugadas, se hizo una prueba de pegado. Después de
esto fue posible, observar, que las láminas tenían un recubrimiento para protección, que
impedía la correcta adhesión del pegante y en consecuencia, las rasgaduras entre las
láminas eran muy frecuentes y se producían con esfuerzos muy inferiores a los
esperados. En cierta forma se podría decir que el adhesivo no lograba unir las
superficies y simplemente se secaba entre las superficies de unión sin cumplir con su
objetivo.
Para solucionar este problema, fue necesario realizar una limpieza de las superficies
protegidas de las láminas mediante un baño corto en una solución alcalina. Este baño
también es conocido como desengrase electrolítico. La solución en la que se realiza el
baño, es una solución en 100 litros de agua a una temperatura de 80° C. En esta se
encuentran las siguientes substancias:
5 Kg. de Soda Cáustica en solución.

IM-2002-II-0529 29
3 Kg. de Silicato de Sodio.
2 Kg. de Carbonato de Sodio.
1.5 Kg. de Fosfato trisódico.
Este baño tiene una duración de 3 minutos aproximadamente, luego es necesario lavar
las láminas con agua limpia para eliminar las impurezas y remover cualquier residuo
que haya quedado en las superficies. Este baño tiene como fin principal, aumentar el
número de poros en la superficie y así mejorar notablemente la eficiencia del adhesivo.
Después del lavado con agua limpia, las láminas fueron secadas en un horno eléctrico
convencional a una temperatura de 200 ° C por un periodo de 15 minutos. Al terminar el
proceso de secado, las láminas presentan una superficie que al tacto se siente mucho
más rugosa y con un polvillo blanco. Este es removido con un cepillo para evitar una
mala adhesión y la presencia de impurezas que se comporten como concentradores de
esfuerzos, cuando los paneles sean sometidos a prueba.
Después de esto las láminas están listas para ser cortadas y pegadas. Este proceso es
totalmente manual y se lleva a cabo con la ayuda de barras de acero que permitan la
correcta alineación de las láminas entre si, y así evitar que los paneles presenten
desperfectos en las superficies que serán cubiertas por las placas de fibra de vidrio. De
igual manera se busca lograr la mejor exactitud entre las láminas, que proporcione una
superficie adecuada para la adhesión de las placas de fibra de vidrio.
De esta forma se construyeron los corazones de los paneles. Para terminar de elaborar
las probetas, es necesario realizar un corte muy cuidadoso, para alcanzar la mayor

IM-2002-II-0530 30
precisión posible en las dimensiones de las probetas. En un principio se pensó utilizar el
corte láser, pero el aluminio no es un material que pueda ser cortado de ésta manera.
Igualmente se hace un rectificado de las caras del panel, para mejorar la adhesión de las
placas externas.
La estructura del corazón se ve así:
Foto 5. Estructura interna o Corazón
5.2. PROCESO DE FABRICACIÓN DE LAS LAMINAS DE FIBRA DE VIDRIO
Como material principal se utiliza tela de fibra de vidrio tipo E. esta tela se ha utilizado
desde 1940 y aún hoy es el material utilizado como refuerzo más económico.
La fibra de vidrio ocupa un 90% de todos los materiales de refuerzo que se utilizan con
resinas termoestables. Algunas de las formas en las que se puede encontrar son telas,
esteras, telas tejidas, telas aglomeradas etc.

IM-2002-II-0531 31
Existen tres clases te fibra de vidrio y se diferencias según su tipo: Tipo-E, Tipo-S y
tipo-D. Los tres tipos tienen una razón resistencia a la tensión Vs. peso muy alta, aún
cuando el vidrio es uno de los materiales con mayor densidad entre las fibras
inorgánicas sintéticas.
Entre otras propiedades que favorecen el uso de la fibra de vidrio como material de
refuerzo, se puede resaltar, su excelente resistencia a la humedad, la ausencia de
cambios en su estructura ante ataques de ácidos o líquidos
Para la fabricación de las láminas de fibra de vidrio, se utilizo como refuerzo una tela en
fibra de vidrio conocida como “WOVEN ROVING”. Esta es una tela entrecogida con
varias fibras de vidrio que forman grandes hilos. Al cocer estos hilos se obtiene una tela
cuadriculada. El grosor de cada hilo que forma la tela es de aproximadamente de 4 mm.
y su espesor no es superior a 1mm.
Aunque, la traducción del ingles de “WOVEN ROVING” no existe, es posible
entenderlo de la siguiente forma: WOVEN significa tejido, y la descripción de
ROVING es un grupo de hilos o filamentos paralelos que ha sido agrupado en una cinta.
Así se puede entender que esto es una tela entrecogida con cintas compuestas por
filamentos.
Estas telas son más pesadas y más gruesas que las telas aglomeradas. Estas telas tienen
un peso típico entre (0.041 y 0.136 g/cm3) y un espesor entre (0.5 y 1.3 mm.).
Usualmente estas telas se fabrican de manera plana, aunque se han fabricado modelos
especiales. Normalmente estas telas se trabajan a mano y se van apilando capas de ellas

IM-2002-II-0532 32
e impregnándolas con la resina. Algunas de sus aplicaciones más comunes son la
fabricación de botes y la de contenedores de carga. El la figura siguiente se puede ver
como es esta tela.
Foto 6. Tela de Fibra de vidrio
Para el corte de esta tela, se utilizo un bisturí y una regla metálica. El corte de este
material, debe realizarse con un bisturí muy afilado que permita un corte muy limpio y
así evitar el desmembramiento de la tela y de las fibras que la componen. En un
principio se utilizaron tijeras para cortar la tela, pero este método presentaba problemas,
ya que se hacia lento el corte y era muy fácil que los hilos que forman la tela se
deshicieran y perdieran su orientación original.
La resina utilizada, es una resina de poliéster mezclada con un catalizador, que permite
el curado de la misma. Este catalizador es conocido como MECK.

IM-2002-II-0533 33
Para encontrar la formulación correcta de la resina, fue necesario realizar numerosas
pruebas, ya que no se encuentran datos exactos para lograr una combinación ideal de
estos elementos.
En un principio se fabricaron estas láminas sin presión ni temperatura, pero el espesor
que se obtenía era muy grande. Luego se utilizo presión únicamente, la cual era
proporcionada por una placa de acero de 10 Kg. Pero en algunos casos la resina no
curaba y fue necesario desechar varias láminas.
Después de varios ensayos, y teniendo en cuenta las medidas de las probetas que se
quieren obtener, se pudo encontrar que una mezcla de resina, presentaba un
comportamiento bastante bueno en cuanto al tiempo de curado.
Sin embrago para lograr un curado completamente satisfactorio, fue necesario utilizar
un horno y ejercer presión sobre las láminas. Estas láminas se ubicaron entre folios de
papel aluminio, impregnados anteriormente con líquido desmoldante.
Teniendo cortados los trozos de tela de fibra de vidrio y la mezcla de la resina, se vierte
una capa de resina sobre el folio de papel aluminio donde se ubicaran los trozos de tela.
Cada vez que se agrega una capa de tela, es necesario aplicar una capa de resina
generosa que impregne la tela. Para esta tarea es necesario utilizar un elemento
resistente y que facilite la correcta aplicación de la resina en este caso se utilizo una
espátula plástica.

IM-2002-II-0534 34
Las láminas tienen dos capas de tela. Al colocar la segunda capa de tela es necesario
cubrir la lámina con otro folio de papel aluminio igualmente impregnado con líquido
desmoldante.
Después de esto el conjunto es puesto en una lata plana y sobre el conjunto se colocó un
bloque de acero de aproximadamente 10 Kg. para producir una presión lo
suficientemente grande para evitar que las láminas se muevan o se tuerzan durante el
proceso de curado dentro del horno.
Después de estar durante un periodo de 20 minutos en el horno a una temperatura de
150° C, las láminas son retiradas y se dejan enfriar durante varias horas a la temperatura
ambiente. Después de esto, los folios de papel aluminio son retirados y las láminas están
listas para el proceso de corte, el cual se realiza por medio de agua a presión.
Foto 7. Laminas de Fibra de vidrio.

IM-2002-II-0535 35
5.3. ADHESIÓN DE LOS DIFERENTES COMPONENTES DEL PANEL
Para la adhesión de las diferentes partes de la estructura se utilizo un adhesivo de dos
componentes epóxicos. En la siguiente foto, se puede observar cuales son los
componentes del panel. Sus componentes son una resina epóxica y un endurecedor con
base polimercaptana.
Foto 8. Elementos del panel.
Las superficies a ser unidas deben estar limpias y libres de cualquier tipo de residuos. A
continuación se mezclan partes iguales de adhesivo y se cubre la superficie de la placa
de fibra de vidrio que se va a unir. Luego de cubrir la placa con una generosa capa de
adhesivo se procede a encajar la placa con la estructura interna. Una vez están en
posición las dos partes se ejerce presión sobre las partes y luego se aplica una presión

IM-2002-II-0536 36
con un peso. Este proceso de curado tarda cerca de 10 minutos con la aplicación de la
fuerza. Luego se deja secar a condiciones ambientales durante 24 horas.
Estas son las especificaciones que incluye el adhesivo:
Resistencia inicial: 7.6 kg/cm2
Resistencia final: 110 kg/cm2
Dureza final: 79 Shore D
Resistencia al agua, solventes, aceites, ácidos y grasas.
Resistencia a temperatura: -20 °C a 80 °C
Al finalizarlas probetas tienen el siguiente aspecto.
Foto 9. Panel terminado.

IM-2002-II-0537 37
6. PRUEBAS PARA LOS PANELES TIPO “HONEYCOMB”
Para poder comparar las propiedades mecánicas de los paneles construidos, es necesario
realizar diferentes pruebas mecánicas. Las pruebas que se realizaron son:
1) Densidad para materiales del corazón en construcciones de Sándwich.
2) Pruebas de flexión para construcciones de Sándwich.
6.1. PRUEBA DE DENSIDAD
La primera prueba consiste en determinar la densidad del material del corazón de la
estructura. Esta prueba tiene la referencia C 393-62(reaprobada 1980) de la ASTM.
(American Society for Testing and Materials).
Para esta prueba se utilizan mínimo tres probetas con las siguientes dimensiones,
(76 mm. de longitud, 76 mm. de ancho y el espesor es el deseado por el fabricante del
panel).

IM-2002-II-0538 38
Ilustración 2. Dimensiones de las probetas para densidad.
Estas probetas se ubican en un horno para que alcancen un peso constante, luego se
pesan. En caso de ser necesario las probetas deben pasar por un disecador para evitar
cualquier tipo de humedad residual.
Luego de pesar y saber las dimensiones de las probetas, es sencillo determinar la
densidad del material con la formula:
310×=vw
d
Donde:
d = densidad, kg/m3
w = peso final después de acondicionamiento, g
v = volumen final después de acondicionamiento, cm3

IM-2002-II-0539 39
6.1.1 PROCEDIMIENTO:
Teniendo listas las probetas, con las medidas especificadas según la norma, se procede a
calentar estas en un horno por un período de 30 minutos a una temperatura de 105° C
de esta forma se aseguro que las tres probetas alcanzaran un peso constante.
Luego, las probetas fueron ubicadas en un disecador por un período de 15 minutos, para
dejarlas enfriarlas sin correr el riesgo de absorción de agua o algún otro liquido del
ambiente. Después se pesó cada una de las probetas en la balanza analítica.
6.1.2 RESULTADOS:
Probeta
Peso
inicial
Peso después de
secado
(gr.) (gr.)
1 40,0019 39,971
2 39,7261 39,665
3 39,6373 39,578
Tabla 2. Pesos de las Probetas de densidad.
6.1.3. CÁLCULOS:
Probeta Longitud Espesor Ancho Volumen
(cm) (cm) (cm) (cm^3)
1 7,6 3 7,6 173,28
2 7,6 3 7,6 173,28
3 7,6 3 7,6 173,28
Tabla 3. Dimensiones de las probetas de densidad.

IM-2002-II-0540 40
Volumen Peso Densidad
(cm^3) (gr.) (kg/m^3)
173,28 39,971 230,672899
173,28 39,665 228,906971
173,28 39,578 228,404894
Tabla 4. Densidades obtenidas
Material Densidad
(kg/m^3)
Aluminio 2700
Cobre 8970
Hierro 7870
Plomo 11350
Magnesio 1740
Nickel 8920
Acero 7870
Vidrio 2500
Concreto 2400
Silica 2660
Nylon 1160
Teflon 2200
P.E.B.D. 920
P.E.A.D. 960
P.S. 1050
Tabla 5. Densidades de materiales previamente conocidos.

IM-2002-II-0541 41
6.1.4. CONCLUSIONES SOBRE LA DENSIDAD:
Tomando como referencia, algunas densidades de materiales previamente establecidas,
se puede ver como la densidad del material del corazón para las estructuras es muy
inferior a la del material común.
Claramente se puede notar que se reduce en cerca de un 90% la densidad del material,
lo cual permite pensar que los beneficios de este material serán muy representativos.
Esta propiedad es debida a los vacíos que se encuentran entre la estructura.
6.2. PRUEBAS DE FLEXIÓN
La segunda prueba es un poco más compleja, su objetivo es determinar las propiedades
de una estructura de Sándwich sometida a esfuerzos de flexión determinados y así se
obtiene una curvatura en el plano de la superficie de la estructura de Sándwich.
El objetivo principal es lograr someter las probetas a flexión y a un determinado tipo de
momento que permita encontrar datos que incidan en la caracterización de los paneles.
La idea es obtener los siguientes diagramas de esfuerzos cortantes y de momentos.

IM-2002-II-0542 42
Diagrama de Cargas
Diagrama 1. Cargas
Diagrama de Esfuerzos Cortantes
Diagrama 2. Esfuerzos.

IM-2002-II-0543 43
Diagrama de Momentos
Diagrama 3. Momentos
Para esta prueba es necesario fabricar mínimo 5 probetas, que permitan obtener unos
datos que permitan representar el comportamiento y las propiedades de los paneles
fabricados. Estas probetas son fabricadas según las especificaciones de esta norma, las
cuales dependen de la maquina y de las dimensiones de los soportes que se utilizaran.
Según esto las dimensiones escogidas para los paneles son las siguientes (longitud 125
mm, ancho 75 mm y 30 mm de espesor)
Estas pruebas de flexión deben conducir a la determinación de la rigidez a la flexión y
la resistencia al corte del panel. Igualmente esta prueba permite evaluar la calidad de
adhesión del corazón con las placas externas puesto que los valores de los esfuerzos
cortantes en el corazón pueden ser inferiores a la resistencia del mismo y en
consecuencia esto demostrara que la falla habrá comenzado en la unión.
IM-2002-II-0544 44
6.2.1. PROCEDIMIENTO:
Para la prueba de flexión se utilizaron cinco probetas fabricadas con los procesos
anteriormente descritos. Una vez conseguidas las probetas, se procedió a evaluarlas,
para esto se utilizó la máquina de pruebas instalada en el CITEC. Esta es una máquina
INSTRON Serie IX AUTOMATED MATERIALS TESTING MACHINE.
En esta máquina es posible graduar la velocidad en que se aplica la carga a la probeta y
como la norma lo indica, es necesario aplicar la carga preferiblemente a una razón
constante de movimiento (Velocidad Constante) y a una razón que permita obtener la
máxima carga entre un período de 3 a 6 minutos.
Como los materiales de las probetas no tienen ninguna propiedad plenamente
identificada, fue necesario realizar una prueba con una probeta y así poder estimar cual
sería su comportamiento durante la prueba.
Para esta prueba se calibró una velocidad de 0.6 mm/min del soporte superior y se
limito la carga máxima a 300kN. Sin embargo, el tiempo requerido para alcanzar la
primera muestra de falla fue muy largo y se decidió cambiar la velocidad 1.2 mm/min.
Con esta velocidad se realizaron las demás pruebas con un comportamiento bastante
similar al de la prueba. Obviamente los tiempos requeridos para la falla fueron mucho
menores que en la prueba inicial.

IM-2002-II-0545 45
Durante la aplicación de la carga a las probetas, se pudo identificar que clase de falla
presentaba cada probeta. Al principio de las pruebas, las probetas comenzaron a mostrar
una curvatura. Después de un período de tiempo, las probetas comenzaron a presentar
separación de las láminas internas.
A medida que aumentaba la carga, aumentaba la separación de las láminas. También se
pudo notar como los soportes que transmitían la carga a la estructura, comenzaban a
enterrarse entre las placas de fibra de vidrio.
Después de esto la carga aumentaba normalmente y la estructura, parecía simplemente
sometida a flexión. Sin embrago en un momento la placa superior de la probeta se
despegó de la estructura del corazón. En este momento la carga bajó como se puede
notar en las gráficas de cada probeta.
Después de esta falla, el comportamiento de las probetas es similar a una prueba de
compresión, aunque estos no son datos muy importantes ya que el primer signo de falla
es el que interesa en esta norma.
6.2.2. RESULTADOS:
Probeta 1
La prueba con esta probeta fue la más larga debido a la velocidad con que se realizo la
aplicación de la carga (0.6 mm/min). Esta probeta presento un comportamiento muy
normal, aunque en el momento de despegarse la placa de fibra de vidrio superior, la

IM-2002-II-0546 46
separación no fue total, es decir que la placa sigue unida a la estructura interna, pero
está adherida solo en algunos puntos.
Esta probeta es la que menor separación presenta entre láminas internas. Aunque la
primera lámina se ha desprendido parcialmente.
Es importante resaltar que la fibra de vidrio superior, presenta deformación permanente,
mientras que la inferior solo presenta cambios en la estructura interna de las fibras, en
los lugares donde se localizaban los soportes. En estos sitios se nota claramente como el
color de la placa cambia y toma un color blanco mucho mas definido.
Esta probeta presentó la falla bajo una carga máxima de 14.10704 kN y presento una
deformación máxima de 8.42010 mm.
Probeta 1
0
2
4
6
8
10
12
14
16
0 2 4 6 8 10
Deformación (mm)
Car
ga
(kN
)
Grafica 1. Probeta 1.

IM-2002-II-0547 47
Probeta 2
Esta probeta fue la primera que se sometió a carga a una velocidad mayor (1.2
mm/min). En esta probeta se nota mucho más la separación de láminas de la estructura
interna. De igual manera que en la primera probeta, esta presentó la separación de la
placa de fibra de vidrio cuando la carga es máxima.
Las huellas en la placa de fibra de vidrio también son notables en ambas placas y
también la placa superior presenta deformación permanente. En esta probeta, la placa
superior se despego totalmente de la estructura interna.
En esta placa se puede notar como la superficie de adherencia tiene huellas con la forma
de las celdas, lo que muestra que el adhesivo si cumplió el objetivo.
Esta probeta presento la falla bajo una carga máxima de 13.12379 kN y presento una
deformación máxima de 8.51000 mm.

IM-2002-II-0548 48
Probeta 2
0
2
4
6
8
10
12
14
0 2 4 6 8 10
Deformación (mm)
Car
ga
(kN
)
Grafica 2. Probeta 2.
Probeta 3
En esta prueba, la probeta tuvo un comportamiento similar al de las dos anteriores.
Igualmente las láminas internas, sufrieron separación en los bordes, en su interior no
tuvieron ningún tipo de deformación.
Igual que en las anteriores, la separación de la placa de fibra de vidrio ocurrió en el
momento de mayor carga. Las mismas huellas de los soportes están presentes en las
placas de fibra de vidrio y la superior presenta deformación permanente.
Esta probeta presento la falla bajo una carga máxima de 13.455001 kN y presento una
deformación máxima de 6.99900 mm.

IM-2002-II-0549 49
Probeta 3
0
2
4
6
8
10
12
14
16
18
20
0 2 4 6 8 10 12 14 16
Deformación (mm)
Car
ga
(kN
)
Grafica 3. Probeta 3.
Probeta 4
Esta probeta tiene el mismo comportamiento a las anteriores. La deformación es muy
notoria en los bordes externos de las láminas internas. En este caso se nota claramente la
separación de las láminas más alejadas del centro.
Igualmente se nota como los soportes comenzaron a comprimir las estructuras
hexagonales, sin que la parte interna tuviera alguna deformación.
Como en las otras pruebas la placa superior es la que se despegó de la estructura y es el
criterio de falla. Esta placa también presenta deformación permanente.
Esta probeta presento la falla bajo una carga máxima de 16.152000 kN y presento una
deformación máxima de 8.330200 mm.

IM-2002-II-0550 50
Probeta 4
02468
101214161820
0 2 4 6 8 10 12
Defromación (mm)
Car
ga (k
N)
Grafica 4. Probeta 4.
Probeta 5
Esta probeta tuvo un comportamiento algo distinto de las otras. Este presentó separación
de la placa de fibra de vidrio inferior y aunque la superior es la que presenta
deformación permanente esta permaneció adherida a la estructura. Debido a esto se
puede observar la diferencia en la gráfica. Esta presenta una falla a muy poca carga.
La separación de las láminas es bastante notoria y se alcanza observar rasgaduras en las
láminas de aluminio que están mas alejadas del centro.
La placa de fibra de vidrio presenta bastante deterioro en las superficies de apoyo de los
soportes. En la placa inferior se logra ver como la fibra esta raspada y presenta
desmembramiento.

IM-2002-II-0551 51
Esta probeta presento la falla bajo una carga máxima de 8.171200 kN y presento una
deformación máxima de 2.390100 mm.
Probeta 5
0
2
4
6
8
10
12
14
16
18
0 5 10 15 20
Deformación (mm)
Car
ga
(kN
)
Grafica 5. Probeta 5.
En esta gráfica se puede ver claramente el comportamiento de las cinco probetas. Cuatro
de ellas presentan un comportamiento bastante similar, aunque sus valores no siempre
son muy cercanos.
Claramente se ve como la probeta 5, la que fallo por la parte de abajo, presenta una
curva muy distinta alas demás. Mientras que las probetas 1, 2, 3 y 4, presentan cierta
similitud en sus curvas. Las cuatro presentan una pendiente muy empinada durante los
primeros milímetros de deformación. Después tienen una etapa en la que la carga se
mantiene en aumento pero muy levemente, hasta llegar a un punto en el que se presenta
un descenso abrupto que muestra la falla de cada probeta.

IM-2002-II-0552 52
La probeta 5, muestra un comportamiento muy diferente. La pendiente en el principio
de la deformación no es tan empinada y es muy corta esta parte de la gráfica. Luego
comienza a aumentar su pendiente hasta que tiene un descenso brusco. Este es el
momento en que la placa de fibra de vidrio se a desprendido de la estructura interna, de
ahí en adelante la carga sigue creciendo aunque se notan cambios en sus pendientes.
Carga Vs. Deformación
0
2
4
6
8
10
12
14
16
18
2 0
0 2 4 6 8 10 12 14 16 18
D e f o r m a c i ó n ( m m )
Probeta 1
Probeta 2
Probeta 3
Probeta 4
Probeta 5
Grafica 6. Curvas comparadas
IM-2002-II-0553 53
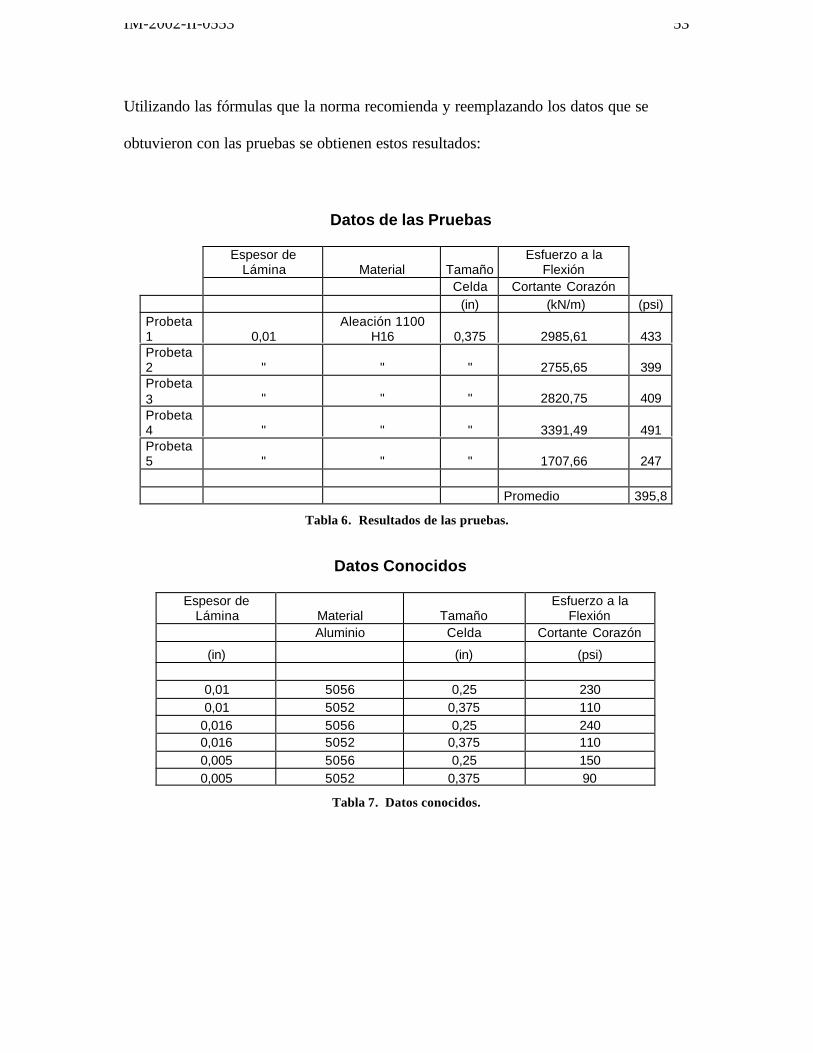
Utilizando las fórmulas que la norma recomienda y reemplazando los datos que se
obtuvieron con las pruebas se obtienen estos resultados:
Datos de las Pruebas
Espesor deLámina Material Tamaño
Esfuerzo a laFlexión
Celda Cortante Corazón (in) (kN/m) (psi)Probeta1 0,01
Aleación 1100H16 0,375 2985,61 433
Probeta2 " " " 2755,65 399Probeta3 " " " 2820,75 409Probeta4 " " " 3391,49 491Probeta5 " " " 1707,66 247 Promedio 395,8
Tabla 6. Resultados de las pruebas.
Datos Conocidos
Espesor deLámina Material Tamaño
Esfuerzo a laFlexión
Aluminio Celda Cortante Corazón
(in) (in) (psi)
0,01 5056 0,25 2300,01 5052 0,375 110
0,016 5056 0,25 2400,016 5052 0,375 1100,005 5056 0,25 1500,005 5052 0,375 90
Tabla 7. Datos conocidos.

IM-2002-II-0554 54
6.2.3. OBSERVACIONES:
A continuación se muestran las fotos de las probetas que fueron probadas. Como las
probetas fallaron de una manera muy similar, se muestran las fotos mas representativas,
Sin embargo se muestran las fotos de la probeta # 5, la cual fue la única en presentar un
tipo de falla diferente a la de las otras probetas.
Foto 10. Probeta 1 fallada.

IM-2002-II-0555 55
Foto 11. Probeta fallada (vista lateral)
Foto 12. Probeta fallada (vista superior)

IM-2002-II-0556 56
Foto 13. Probeta fallada (vista superior)
Foto 14. Probeta fallada (desprendimiento placa superior)

IM-2002-II-0557 57
Foto 15. Probeta fallada (desprendimiento placa superior y escamas de adhesivo)
Como se puede ver claramente en las fotos, los paneles no presentan en sus partes
internas ningún tipo de falla o desgarre, entre las láminas internas. En los bordes de los
paneles se nota claramente como se fueron despegando las láminas y como fue su
desplazamiento.
En las probetas que se muestra el desprendimiento de las placas superiores, es fácil
encontrar escamas, del adhesivo que quedo en algunas partes de las celdas. Esto
demuestra, como el criterio de falla utilizado es el correcto. Igualmente, se puede notar
como la falla de la adhesión, se presenta en la unión de las placas de fibra de vidrio, con
las celdas de aluminio. Esto no es difícil de entender ya que la superficie de las celdas es
mucho menor que, la del área de las placas.

IM-2002-II-0558 58
7. CONCLUSIONES Y RECOMENDACIONES
La principal conclusión que se puede sacar de estas pruebas, es que las estructuras tipo
“HONEYCOMB” que se fabricaron, son bastante buenas, ya que las propiedades y los
comportamientos mostrados en las pruebas pueden ser tomados como un patrón. Es
decir que en cuatro de los cinco casos el comportamiento fue muy similar.
Aunque la ultima probeta no halla seguido este patrón, podemos decir que si tubo un
comportamiento similar.
Es importante resaltar que en ningún momento las probetas presentaron alguna falla que
no estuviera contemplada, lo que muestra que su fabricación fue buena. Las fallas que
tuvieron lugar en las pruebas son parte de las fallas que se espera, se presenten en este
tipos de estructuras.
Es importante resaltar que el desempeño del adhesivo que se utilizó para unir las
láminas de aluminio, fue muy bueno. En las cinco probetas que se utilizaron, este
adhesivo logró mantener juntas las láminas internas de la estructura. Estas solo
mostraron falla en las uniones mas externas, donde los esfuerzos son los mayores.
Por otro lado el adhesivo epóxico que se utilizó para unir las placas a la estructura, fue
el elemento que causo el primer criterio de falla de las probetas. Esta falla consistió en
la separación las placas de fibra de vidrio de la estructura interna. Aunque en todas las
probetas se logran ver huellas de las celdas sobre la superficie donde se aplicó el
adhesivo, este fue el que fallo primero. Aunque en algunas partes de la superficie es

IM-2002-II-0559 59
mucho más elevado el relieve que dejo el adhesivo y en algunos lugares es casi nulo, lo
que demuestra que las superficie del aluminio no hizo siempre un buen contacto con el
adhesivo.
Otro aspecto que es indispensable recalcar, es como en algunas partes de las celdas
internas, se pueden encontrar pequeñas escamas de adhesivo que permaneció unido al
aluminio, lo que indica una falta de superficie de adherencia.
Para las cuatro probetas que presentan el mismo comportamiento, es bastante
interesante notar como las placas superiores de fibra de vidrio, son las que presentan
deformación permanente, mientras que en las inferiores, la única deformación es la que
dejan los soportes. Aunque las deformaciones permanentes no es muy grande, si son
similares.
Se puede concluir que la fabricación de las placas de fibra de vidrio, también fue
bastante uniforme. Aunque la apariencia de las placas no es muy similar entre ellas, el
comportamiento y las propiedades parecen ser bastante similares. Claramente se nota
que las probetas solo tuvieron cambios en los lugares donde se apoyaban los soportes
que transmitían la carga. Este tipo de falla se nota mucho mejor al poner a contra luz las
placas de fibra de vidrio, ya que se nota mucho mas opaca la región donde se apoyaban
los soportes.
Otro aspecto que se debe resaltar es la gran cantidad de carga que soportaron las
probetas y su mínima deformación. Teniendo en cuenta que el promedio de carga en el

IM-2002-II-0560 60
momento de la falla que es de 11367.4 N. Estas cargas son bastante elevadas para
deformaciones que no superaron los 10 mm, antes del primer criterio de falla.
Como recomendaciones, para este proyecto, se puede decir que un aspecto que se
debería mejorar es la superficie de adhesión de las celdas, ya que por su limitada
geometría, esta fue la responsable de que fallara el adhesivo.
Otra recomendación, consiste en encontrar una forma de calcular el módulo de
elasticidad del panel completo, ya que en ningún momento fue posible encontrar una
expresión para esto. En caso de encontrarla, seria muy conveniente realizar una
comparación que relación la densidad, la resistencia y el modulo de elasticidad, entre
materiales previamente conocidos, y los materiales fabricados.
Como principal recomendación para la fabricación a nivel industrial de paneles de tipo
“HONEYCOMB” podría decir que es indispensable fabricar un molde de mayor
tamaño. Es decir que sea posible formar en un solo paso una lámina completa.
Igualmente será necesario trabajar el aluminio en caliente, para facilitar la deformación
y evitar las grietas y ranuras que se producían con el trabajo en frío.
Esto se podría conseguir calentando las láminas en un horno por un corto período de
tiempo. De esta manera el aluminio mejoraría su ductilidad y la deformación sería
mucho más sencilla. Igualmente esto permitiría manejar paneles de mayores
dimensiones.
Es muy importante que las láminas deban tener unas tolerancias muy bajas en sus
dimensiones, ya que este factor es determinante en el momento de fabricar los paneles.

IM-2002-II-0561 61
La posibilidad de utilizar algún tipo de engranaje para corrugar las láminas, no la
descarto del todo, aunque me parece muy complicado lograr que las láminas sean lo
suficientemente exactas para lograr una buena adherencia. Durante las pruebas
realizadas con los engranajes normales, las láminas presentaban una curvatura a lo
largo, lo cual evitaba, que estas pudieran ser pegadas fácilmente.
Igualmente para la fabricación de las placas de fibra de vidrio, sería muy bueno contar
con un horno industrial que permitiera mejorar el proceso de curado. Así se podría
alcanzar una homogeneidad, en las placas y se reduciría los costos del proceso de corte,
ya que este varía según la cantidad de placas que se deban cortar. En este caso al
fabricar una placa grande, sería posible realizar varios cortes sin tener que cambiar la
placa.
Como una recomendación para la continuación de este proyecto, sería de muy gran
utilidad reemplazar las celdas internas de aluminio, por unas celdas fabricadas en algún
polímero que mejore su relación resistencia-densidad. Para esto sería muy interesante
lograr producir paneles de celdas por medio de un proceso de inyección o fundición en
que logre reducir las tolerancias. Igualmente por el hecho de utilizar un material
polimérico, se presentarían reducciones en los costos, haciendo posible la utilización de
material reciclado.
Otro aspecto en el que se puede trabajar bastante, es en el proceso de fabricar el corazón
de una manera más eficiente y con mejores resultados. Aunque este proceso fue muy
útil, tiene debilidades, ya que al buscar la adhesión de muchas láminas de aluminio, se

IM-2002-II-0562 62
puede notar claramente como el panel no queda completamente plano. Es decir entre
mas grande sea el panel, mayores son las desviaciones que se presentan.
También sería interesante comparar las resistencias entre los paneles fabricados con
polímero y los fabricados con aluminio. Comparar la eficiencia del adhesivo en ambos
casos.
Por ultimo, se puede agregar que todavía queda por investigar en el tema de cómo lograr
geometrías diferentes a las de un panel, es decir producir diferentes geometrías
tridimensionales con las estructuras tipo “HONEYCOMB”.

IM-2002-II-0563 63
8. BIBLIOGRAFÍA
Schwarz, Mel M., Composite Matreials Handbook, McGraw-Hill Inc., 1984.
Weeton, John W., Engineers´ Guide to Composite Materials, American Sosiety for
Metals, 1987.
Askeland, Donald R., Ciencia e Ingeniería de los Materiales, Internacional Thompson
Editores, 1998
Groover Mikell P., Fundamentals of Modern Manufacturing, Prentice-Hall, 1996.
Lubin George, Handbook of composites.