FILOSOFIA DE ENSAMBLE DEL PRODUCTO - Dialnet · FILOSOFIA DE ENSAMBLE DEL PRODUCTO Francesco...
8
Cap&Cua Ciencia, Tecnología y Cultura Revista de la Escuela de Ingenierías y Arquitetura 1 Edición No. 07 FILOSOFIA DE ENSAMBLE DEL PRODUCTO Francesco Ferraro Arena (Nacionalidad Italiana), catedrática y Asesor técnico COLCIENCIAS. Más de 35 años de experiencia desarrollada en pequeñas, medianas y grandes Compañías nacionales e internacionales en el área metalmecánica, de los plásticos y metalúrgica. Ingeniería Mecánica (Italia), Contador comercial (Italia), Diseñador Gráfico y Publicitario (Venezuela), Diseño de molde para plástico (Universidad Nacional de Colombia), Diseño de troqueles SENA-Colombo Alemán ASTIN de CALI (Colombia) y C.A.P. SENA - Certificado de Aptitud Profesional para la docencia. E-Mail: [email protected] Resumen: El ensamble manual de un producto, ocupa entre el 40% al 60% del tiempo total de la producción. La técnica del ensamble resulta particularmente lenta y no comparable con otros procesos. Un aumento de la productividad se ha obtenido con: La introducción de métodos y sistemas de líneas de ensamble, Mayor fraccionamiento de los centros de trabajos, La utilización de métodos relativos al estudio de los “tiempos y métodos”. Palabras clave: ensamble, producto, diseño, productividad, métodos. PHILOSOPHY OF ASSEMBLY PRODUCT Abstract The manual assembly of a product occupies since 40% to 60% of the total production time. The technique of assembly is particularly slow and not comparable with other processes. Increased productivity has been obtained: The introduction of methods and systems for assembly lines, Mayor fractionation workplaces, the use of methods for the study of the “times and methods.” Key words: assembly, product design, productivity, methods. Por: Ing. Francesco Ferraro Arena 1. DISEÑAR EL PRODUCTO EN FUNCIÓN DE LA FABRICACIÓN Y DEL ENSAMBLE ¿QUÉ ES EL ENSAMBLE? Para ensamble se intente una serie de operaciones necesarias para armar un producto: 1. COMPONENTES (Los particulares que forman el producto) 2. OPERADORES (Todo el personal que participa al ensamble) 3. ORGANIZACIÓN (Tipo de línea de producción, documentos, etc.) 4. PROCESO (Ensamble manual, automático, mixto etc.) 5. EQUIPOS TÉCNICOS (Operadores, especialistas, dispositivos especiales,) 6. CONTROLES (Maquinas, instrumentos, Normas I.S.O. etc.) 7. PRODUCTO (Producto acabado listo para salir al mercado) ¿COMO PUEDE SER UN ENSAMBLE? Fig. 1. Tipología del ensamble
Transcript of FILOSOFIA DE ENSAMBLE DEL PRODUCTO - Dialnet · FILOSOFIA DE ENSAMBLE DEL PRODUCTO Francesco...

Cap&Cua Ciencia, Tecnología y Cultura Revista de la Escuela de Ingenierías y Arquitetura
1Edición No. 07
FILOSOFIA DE ENSAMBLE DEL PRODUCTO
Francesco Ferraro Arena (Nacionalidad Italiana), catedrática y Asesor técnico COLCIENCIAS. Más de 35 años de experiencia desarrollada en pequeñas, medianas y grandes Compañías nacionales e internacionales en el área metalmecánica, de los plásticos y metalúrgica. Ingeniería Mecánica (Italia), Contador comercial (Italia), Diseñador Gráfico y Publicitario (Venezuela), Diseño de molde para plástico (Universidad Nacional de Colombia), Diseño de troqueles SENA-Colombo Alemán ASTIN de CALI (Colombia) y C.A.P. SENA - Certificado de Aptitud Profesional para la docencia. E-Mail: [email protected]
Resumen:
El ensamble manual de un producto, ocupa entre el 40% al 60% del tiempo total de la producción. La técnica del ensamble resulta particularmente lenta y no comparable con otros procesos. Un aumento de la productividad se ha obtenido con: La introducción de métodos y sistemas de líneas de ensamble, Mayor fraccionamiento de los centros de trabajos, La utilización de métodos relativos al estudio de los “tiempos y métodos”.
Palabras clave: ensamble, producto, diseño, productividad, métodos.
PHILOSOPHY OF ASSEMBLY PRODUCTAbstract
The manual assembly of a product occupies since 40% to 60% of the total production time. The technique of assembly is particularly slow and not comparable with other processes. Increased productivity has been obtained: The introduction of methods and systems for assembly lines, Mayor fractionation workplaces, the use of methods for the study of the “times and methods.”
Key words: assembly, product design, productivity, methods.
Por: Ing. Francesco Ferraro Arena
1. DISEÑAR EL PRODUCTO EN FUNCIÓN DE LA FABRICACIÓN Y DEL ENSAMBLE
¿QUÉ ES EL ENSAMBLE?
Para ensamble se intente una serie de operaciones necesarias para armar un producto:1. COMPONENTES (Los particulares que forman
el producto)2. OPERADORES (Todo el personal que participa
al ensamble)3. ORGANIZACIÓN (Tipo de línea de producción,
documentos, etc.)4. PROCESO (Ensamble manual, automático,
mixto etc.)5. EQUIPOS TÉCNICOS (Operadores,
especialistas, dispositivos especiales,)
6. CONTROLES (Maquinas, instrumentos, Normas I.S.O. etc.)
7. PRODUCTO (Producto acabado listo para salir al mercado)
¿COMO PUEDE SER UN ENSAMBLE?
Fig. 1. Tipología del ensamble

Cap&Cua Ciencia, Tecnología y Cultura
2
Revista de la Escuela de Ingenierías y Arquitetura
Edición No. 07
Fig. 2. Tipos del ensamble.
2. EL DISEÑO PARA UN ENSAMBLE FÁCIL
Diseñar en función del ensamble, significa tener en cuenta todas las técnicas, tolerancias y dispositivos válidos a racionalizar el proyecto con el objetivo de volver el armado de cada una de las partes:
Tabla 1. Elementos a tener en cuenta para el diseño
Sencillo Operaciones elementales
Veloz Mínimas operaciones
Seguro Para el operador, la máquina y el producto
Económico Reducción del número de controles
de un ensamble. La racionalización de un ensamble comprende un mejoramiento de la eficiencia del montaje, de la calidad del producto y del ambiente de trabajo. Esto implica el estudio detallado de todos los pasos de cada una de las fases de fabricación.
Hay que dar las tolerancias de fabricación necesarias a cada parte, eliminando trabajos, transporte y manipulaciones inútiles de las piezas. En fin, una buena hoja de proceso es importantísima con el fin de contener o disminuir los costos previstos para la producción. (Nota: estos conceptos nacidos por exigencia del producto industrial, desde muchos años se conocen hoy, como ISO 9000).
Tabla 2. Valores de las tolerancias fundamentales.

Cap&Cua Ciencia, Tecnología y Cultura Revista de la Escuela de Ingenierías y Arquitetura
3Edición No. 07
Fig. 2. Altura ergonómica de un puesto de trabajo con el ope-rador sentado.
Fig. 3. Altura ergonómica de un puesto de trabajo con el ope-rador parado
Fig. 5. Zona de trabajo en un plano horizontal.
Fig. 4. Zona de trabajo en un plano vertical.
Cap&Cua Ciencia, Tecnología y Cultura
4
Revista de la Escuela de Ingenierías y Arquitetura
Edición No. 07
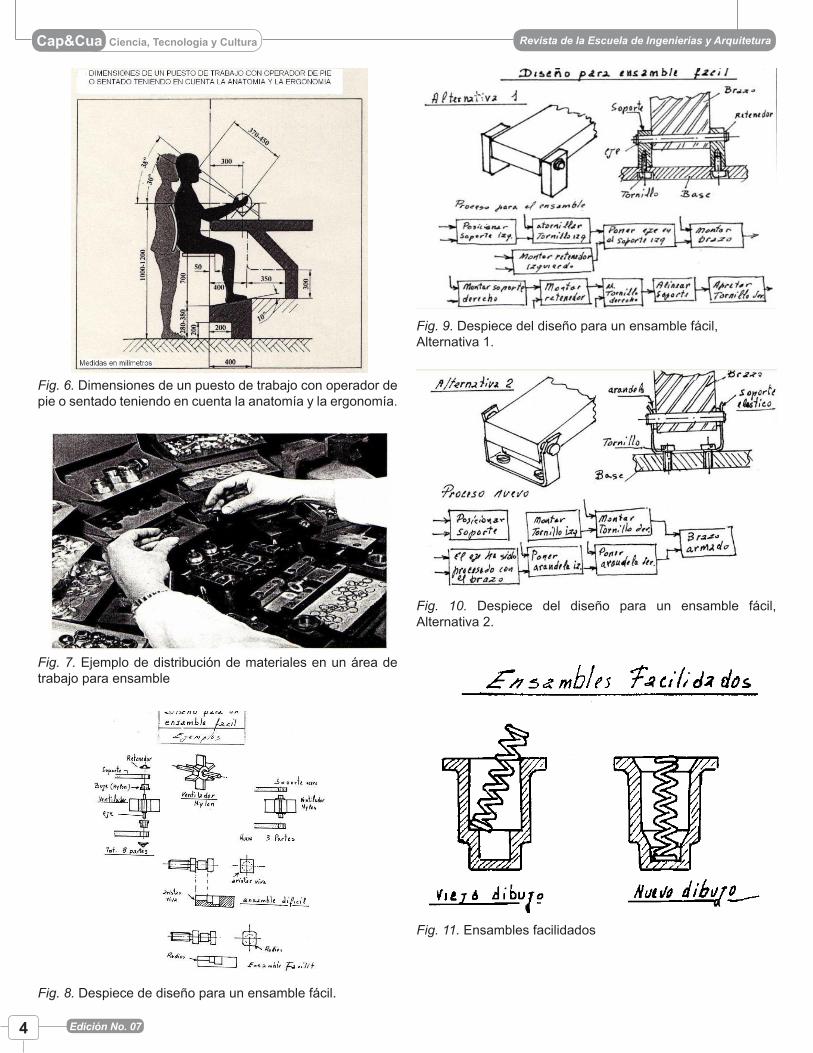
Fig. 6. Dimensiones de un puesto de trabajo con operador de pie o sentado teniendo en cuenta la anatomía y la ergonomía.
Fig. 7. Ejemplo de distribución de materiales en un área de trabajo para ensamble
Fig. 8. Despiece de diseño para un ensamble fácil.
Fig. 9. Despiece del diseño para un ensamble fácil, Alternativa 1.
Fig. 10. Despiece del diseño para un ensamble fácil, Alternativa 2.
Fig. 11. Ensambles facilidados
Cap&Cua Ciencia, Tecnología y Cultura Revista de la Escuela de Ingenierías y Arquitetura
5Edición No. 07
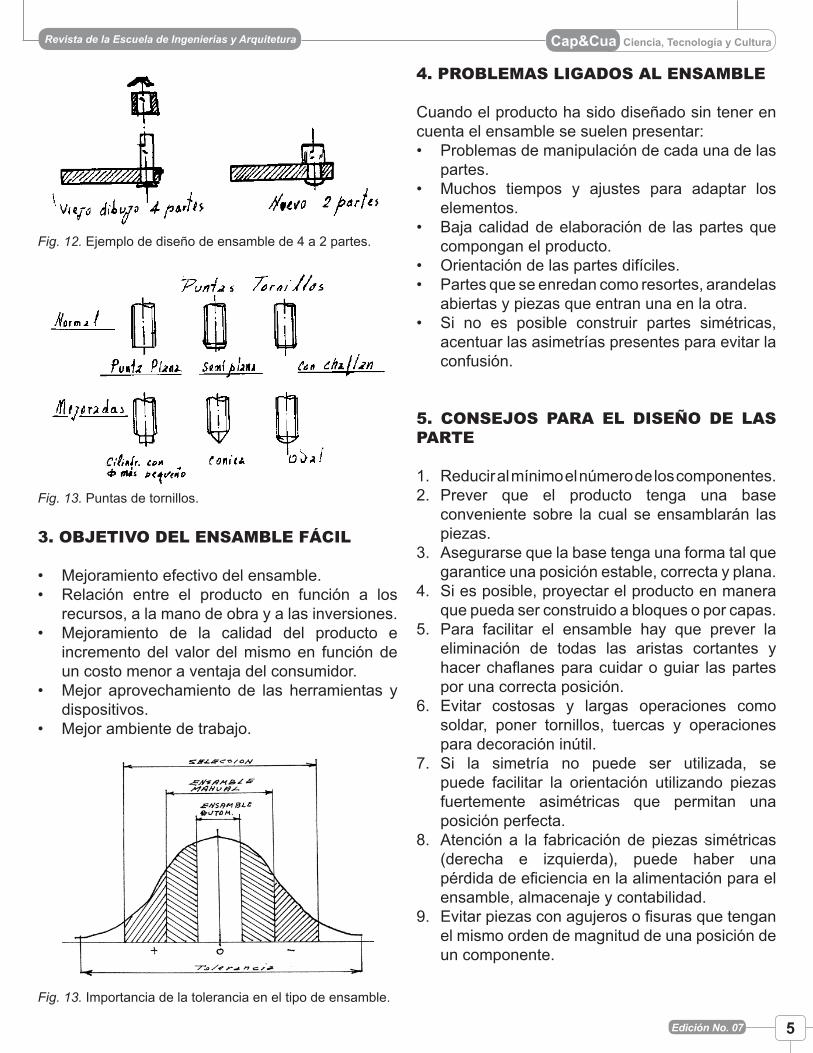
Fig. 12. Ejemplo de diseño de ensamble de 4 a 2 partes.
Fig. 13. Puntas de tornillos.
3. OBJETIVO DEL ENSAMBLE FÁCIL
• Mejoramiento efectivo del ensamble.• Relación entre el producto en función a los
recursos, a la mano de obra y a las inversiones.• Mejoramiento de la calidad del producto e
incremento del valor del mismo en función de un costo menor a ventaja del consumidor.
• Mejor aprovechamiento de las herramientas y dispositivos.
• Mejor ambiente de trabajo.
Fig. 13. Importancia de la tolerancia en el tipo de ensamble.
4. PROBLEMAS LIGADOS AL ENSAMBLE
Cuando el producto ha sido diseñado sin tener en cuenta el ensamble se suelen presentar:• Problemas de manipulación de cada una de las
partes.• Muchos tiempos y ajustes para adaptar los
elementos.• Baja calidad de elaboración de las partes que
compongan el producto.• Orientación de las partes difíciles.• Partes que se enredan como resortes, arandelas
abiertas y piezas que entran una en la otra.• Si no es posible construir partes simétricas,
acentuar las asimetrías presentes para evitar la confusión.
5. CONSEJOS PARA EL DISEÑO DE LAS PARTE
1. Reducir al mínimo el número de los componentes.2. Prever que el producto tenga una base
conveniente sobre la cual se ensamblarán las piezas.
3. Asegurarse que la base tenga una forma tal que garantice una posición estable, correcta y plana.
4. Si es posible, proyectar el producto en manera que pueda ser construido a bloques o por capas.
5. Para facilitar el ensamble hay que prever la eliminación de todas las aristas cortantes y hacer chaflanes para cuidar o guiar las partes por una correcta posición.
6. Evitar costosas y largas operaciones como soldar, poner tornillos, tuercas y operaciones para decoración inútil.
7. Si la simetría no puede ser utilizada, se puede facilitar la orientación utilizando piezas fuertemente asimétricas que permitan una posición perfecta.
8. Atención a la fabricación de piezas simétricas (derecha e izquierda), puede haber una pérdida de eficiencia en la alimentación para el ensamble, almacenaje y contabilidad.
9. Evitar piezas con agujeros o fisuras que tengan el mismo orden de magnitud de una posición de un componente.
Cap&Cua Ciencia, Tecnología y Cultura
6
Revista de la Escuela de Ingenierías y Arquitetura
Edición No. 07
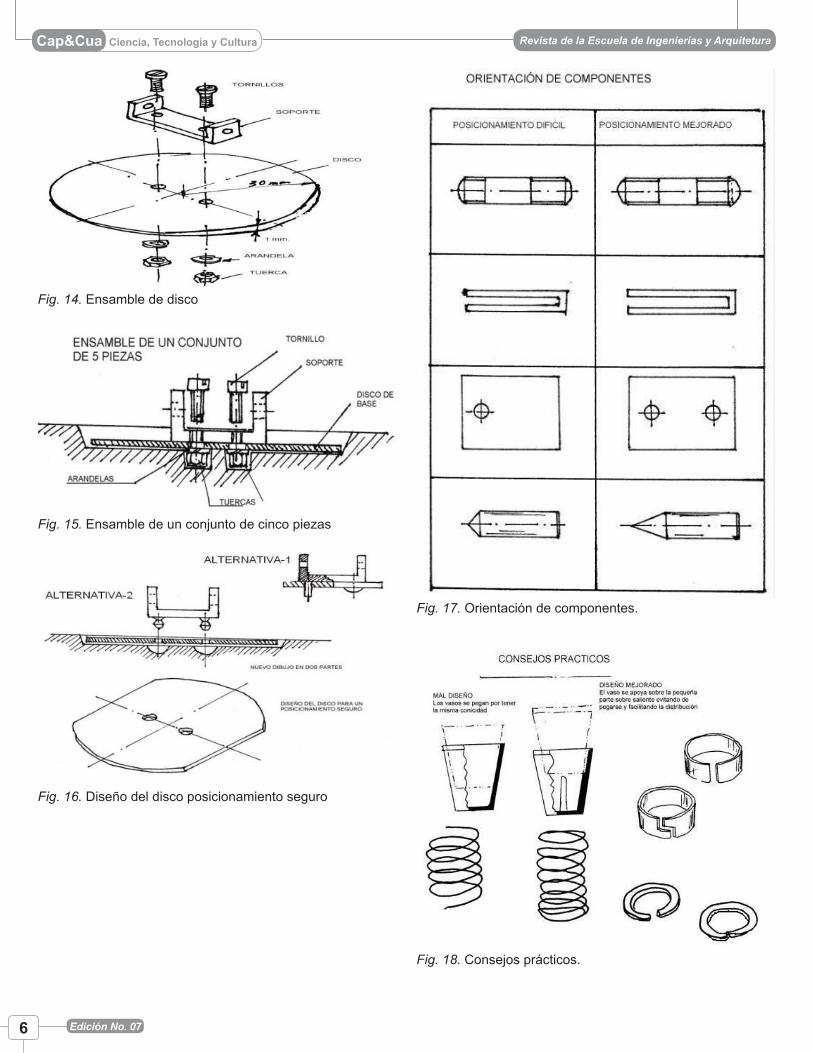
Fig. 14. Ensamble de disco
Fig. 15. Ensamble de un conjunto de cinco piezas
Fig. 16. Diseño del disco posicionamiento seguro
Fig. 17. Orientación de componentes.
Fig. 18. Consejos prácticos.
Cap&Cua Ciencia, Tecnología y Cultura Revista de la Escuela de Ingenierías y Arquitetura
7Edición No. 07
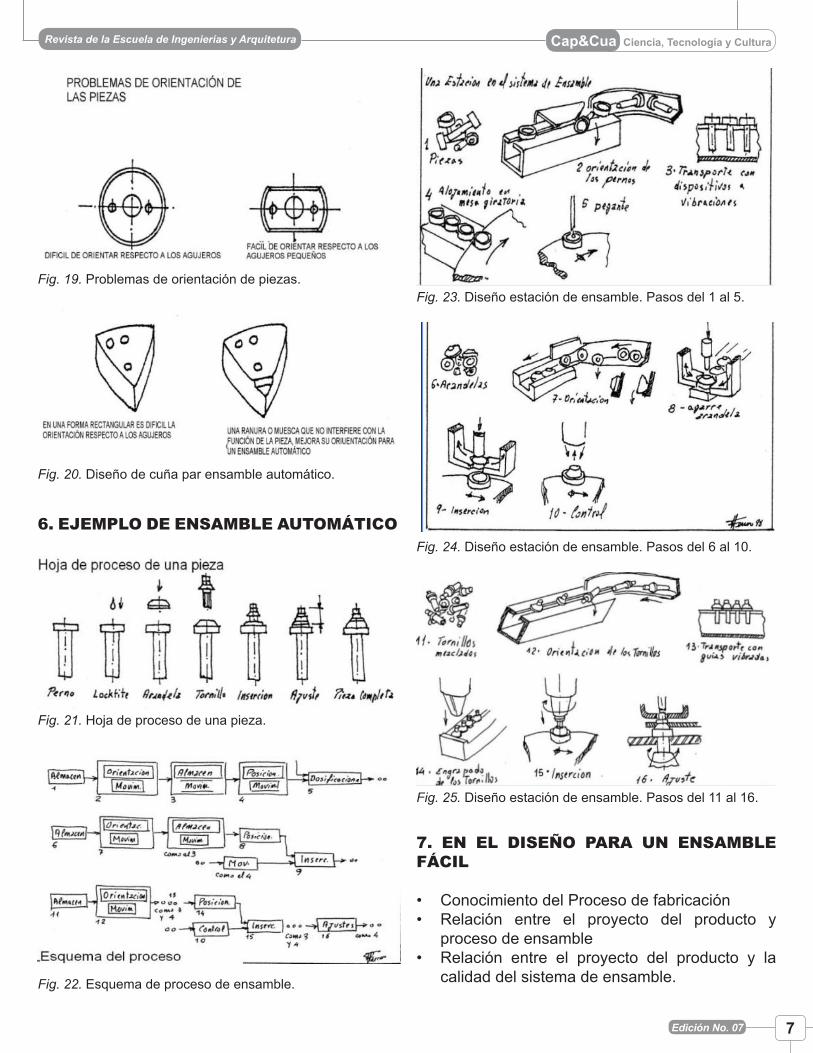
Fig. 19. Problemas de orientación de piezas.
Fig. 20. Diseño de cuña par ensamble automático.
6. EJEMPLO DE ENSAMBLE AUTOMÁTICO
Fig. 21. Hoja de proceso de una pieza.
Fig. 22. Esquema de proceso de ensamble.
Fig. 23. Diseño estación de ensamble. Pasos del 1 al 5.
Fig. 24. Diseño estación de ensamble. Pasos del 6 al 10.
Fig. 25. Diseño estación de ensamble. Pasos del 11 al 16.
7. EN EL DISEÑO PARA UN ENSAMBLE FÁCIL
• Conocimiento del Proceso de fabricación• Relación entre el proyecto del producto y
proceso de ensamble• Relación entre el proyecto del producto y la
calidad del sistema de ensamble.
Cap&Cua Ciencia, Tecnología y Cultura
8
Revista de la Escuela de Ingenierías y Arquitetura
Edición No. 07
Por ejemplo: Si la empresa no cuenta con un departamento de ensamble tecnológicamente adecuado ni sala de control de calidad con instrumentos oportunos y certificados, es inútil diseñar un producto sofisticado en su fabricación.
8. CONCLUSIÓN
En función de lo antes visto, nos damos cuenta que, para la fabricación de un producto existen diferentes soluciones, todas resuelven el problema,¿PERO A QUE COSTO?
9. REFERENCIAS BIBLIOGRAFICAS
[1] GARCÍA, Criollo Roberto. Estudio del trabajo, medición del trabajo. McGraw-Hill. México 1996.
[2] KONZ, Stephan. Diseño de Instalaciones Industriales. México: Editorial Limusa. 2005
[3] KONZ, Stephan. Manual de Distribución de Plantas Industriales. México: Editorial Limusa. 1992.
[4] KRICK, Edward V. Ingeniería De Métodos. México: Editorial Limusa S.A. 1989
[5] LEGIS. Modelo De Organización Y Métodos. Bogotá: Legis Ltda. 1993.
[6] MAYNARD, H.B. Manual De Ingeniería Y Organización Industrial. Bogotá: Editorial Reverté Colombiana S.A. 1991.
[7] NIEBEL, Benjamín. Ingeniería Industrial. Métodos, Tiempos Y Movimientos. México: Alfaomega. 1996.
[8] Organización Internacional Del Trabajo OIT. Introducción Al Estudio Del Trabajo. Organización Internacional Del Trabajo OIT. México: Editorial Limusa S.A. 1990.
[9] Organización Internacional Del Trabajo OIT. La Inspección Del Trabajo. Organización Internacional Del Trabajo OIT. México: Alfaomega. 1991.