Fundicion y Arenas.
17
SOLIDIFICA CION Solidificación en diferentes Lingoteras (coquillas) PROCEDIMIENTO EXPERIMENTAL Encendido del horno de crisol-pozo: El encendido del horno fue realizado por el profesor: Encendido del swicth del horno Encendido propiamente dicho con fuego (encendimos un retaso de tela humedecido con kerosene). El encendido acaba cuando se obtiene una llamarada continua que se desprende en forma envolvente alrededor del crisol, y a alta presión. 1
description
TIPOS DE ARENAS EN LAS FUNDICIONES.SOLIDIFICACIÓN.
Transcript of Fundicion y Arenas.
SOLIDIFICACION
Solidificación en diferentes Lingoteras (coquillas)
PROCEDIMIENTO EXPERIMENTAL
Encendido del horno de crisol-pozo:
El encendido del horno fue realizado por el profesor:
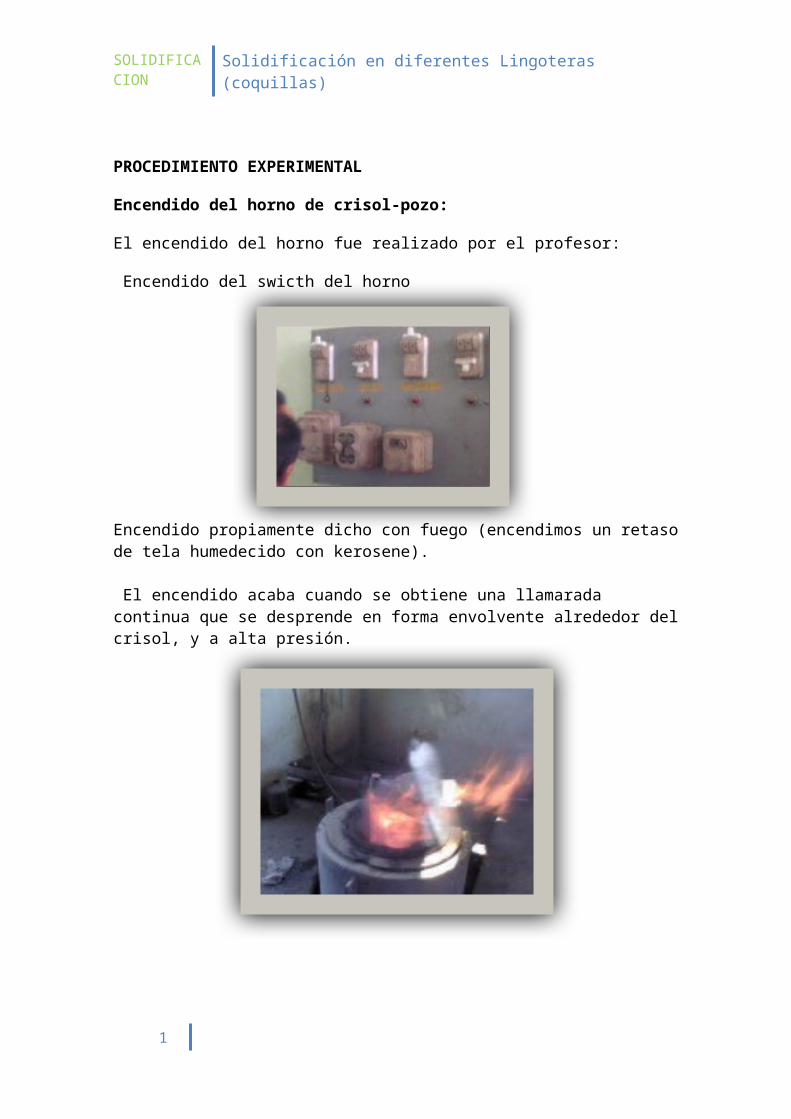
Encendido del swicth del horno
Encendido propiamente dicho con fuego (encendimos un retaso de tela humedecido con kerosene).
El encendido acaba cuando se obtiene una llamarada continua que se desprende en forma envolvente alrededor del crisol, y a alta presión.
1

SOLIDIFICACION
Solidificación en diferentes Lingoteras (coquillas)
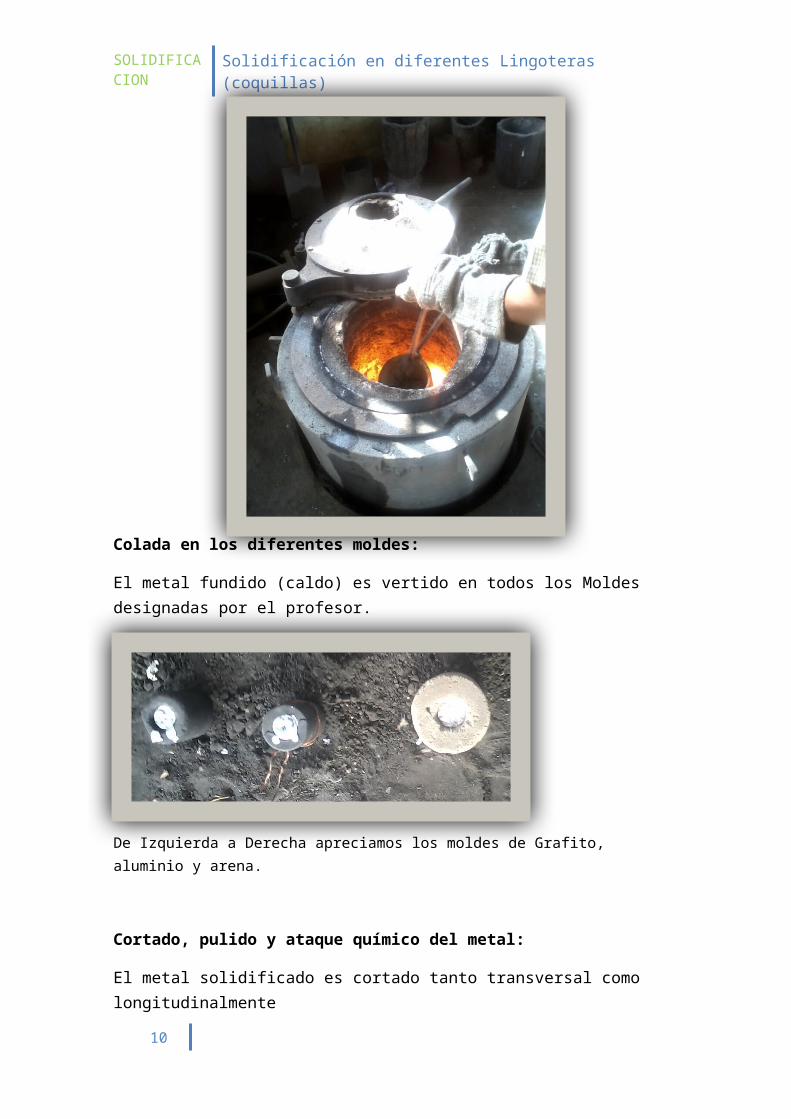
Fundición del metal:
Colada en los diferentes moldes:
El metal fundido (caldo) es vertido en todos los Moldes designadas por el profesor.
2
SOLIDIFICACION
Solidificación en diferentes Lingoteras (coquillas)
De Izquierda a Derecha apreciamos los moldes de Grafito, aluminio y arena.
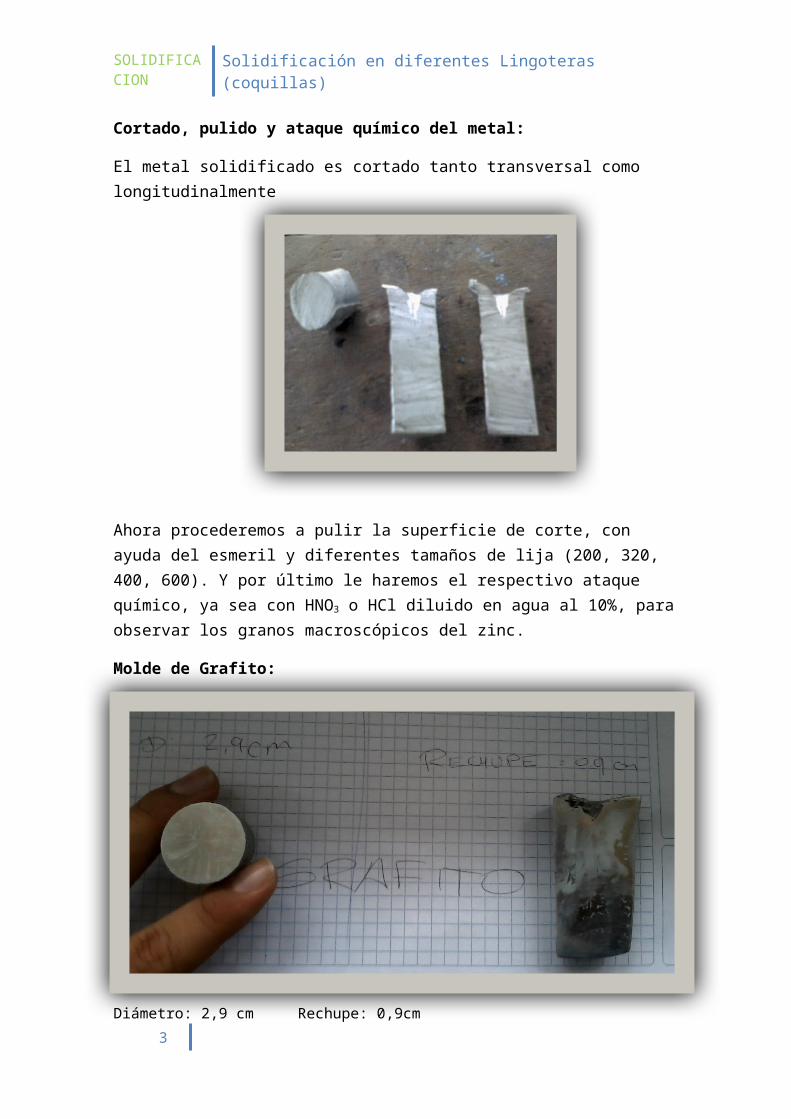
Cortado, pulido y ataque químico del metal:
El metal solidificado es cortado tanto transversal como longitudinalmente
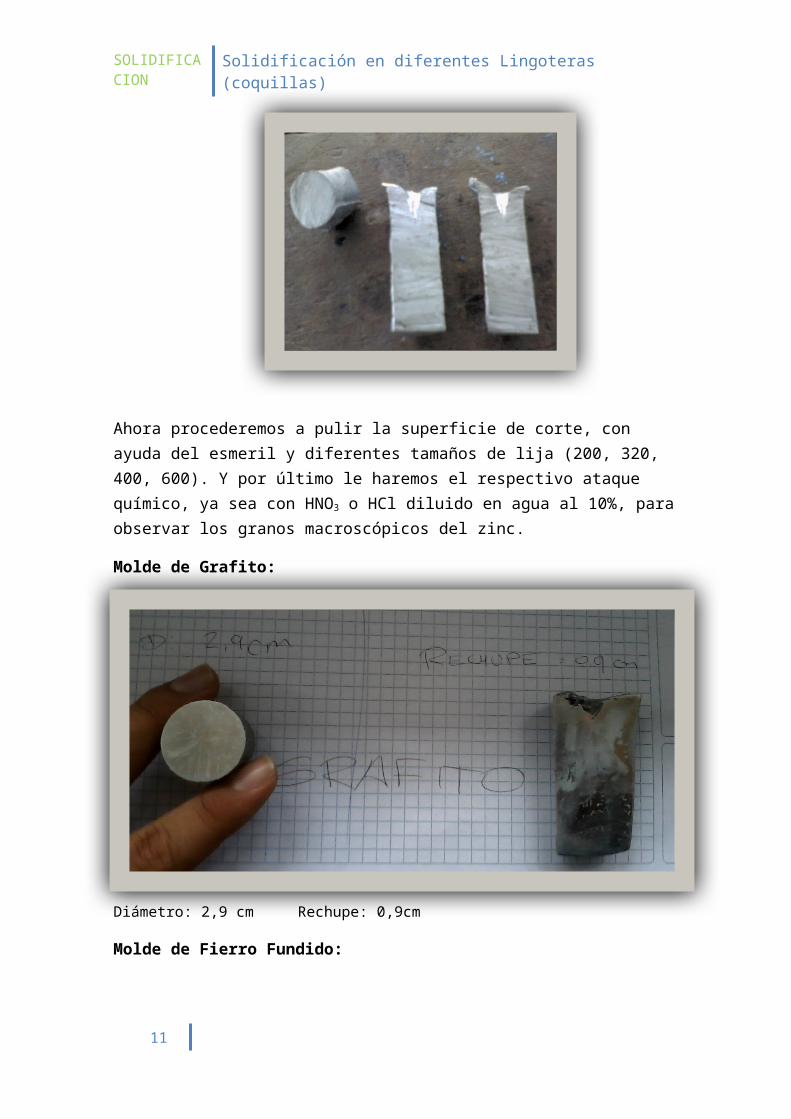
Ahora procederemos a pulir la superficie de corte, con ayuda del esmeril y diferentes tamaños de lija (200, 320, 400, 600). Y por último le haremos el respectivo ataque químico, ya sea con HNO3 o HCl diluido en agua al 10%, para observar los granos macroscópicos del zinc.
Molde de Grafito:
3

SOLIDIFICACION
Solidificación en diferentes Lingoteras (coquillas)
Diámetro: 2,9 cm Rechupe: 0,9cm
Molde de Fierro Fundido:
Diámetro: 2,9cm Rechupe: 2,2cm
Molde de Aluminio:
4
SOLIDIFICACION
Solidificación en diferentes Lingoteras (coquillas)
FUNDAMENTO TEÓRICO
La solidificación y la fusión son transformaciones entre estados cristalográficos y no cristalográficos de un metal ó aleación. Estas transformaciones de fase son de gran importancia tecnológica, por ejemplo, en el vaciado de lingotes, la colada continua, crecimiento de monocristales para semiconductores y en la solidificación de soldaduras.Solidificación es la transformación de un líquido a sólido. Durante este proceso, los átomos cambian de su arreglo al azar de corto alcance a ordenarse en posiciones regulares en una red cristalográfica. Al hacer esto, los átomos ceden energía en forma de calor, la cual debe ser removida por el molde. La energía que ceden los átomos es llamada “calor latente de fusión”.
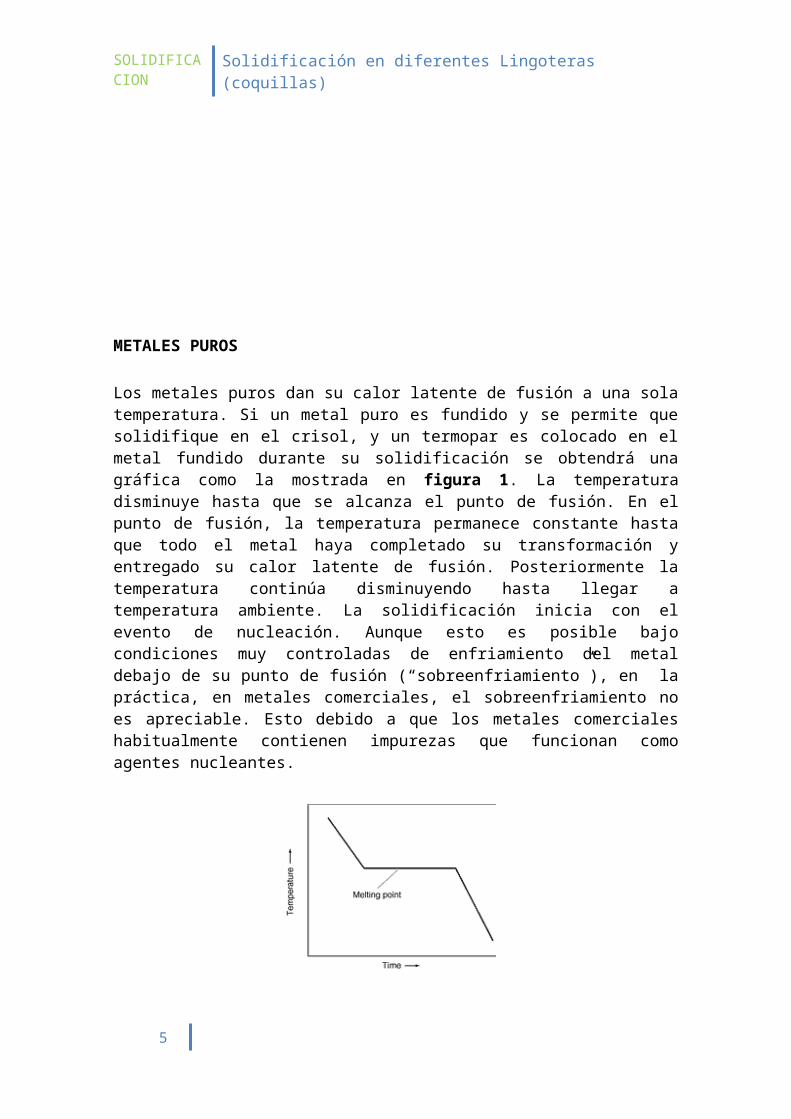
METALES PUROS
Los metales puros dan su calor latente de fusión a una sola temperatura. Si un metal puro es fundido y se permite que solidifique en el crisol, y un termopar es colocado en el metal fundido durante su solidificación se obtendrá una gráfica como la mostrada en figura 1. La temperatura disminuye hasta que se alcanza el punto de fusión. En el punto de fusión, la temperatura permanece constante hasta que todo el metal haya completado su transformación y entregado su calor latente de fusión. Posteriormente la temperatura continúa disminuyendo hasta llegar a temperatura ambiente. La solidificación inicia con el evento de nucleación. Aunque esto es posible bajo condiciones muy controladas de enfriamiento del metal debajo de su punto de fusión (“sobreenfriamiento”), en la práctica, en metales comerciales, el sobreenfriamiento no es apreciable. Esto debido a que los metales comerciales habitualmente contienen impurezas que funcionan como agentes nucleantes.
5

SOLIDIFICACION
Solidificación en diferentes Lingoteras (coquillas)
Figura 1. Evolución de la temperatura de un metal puro durante el proceso de solidificación.
La mayoría de las ocasiones el agente nucleante es la pared del molde ó el molde mismo. Adicionalmente, otros agentes pueden ser deliberadamente agregados al metal fundido para controlar el evento de nucleación y el grado de sobreenfriamiento.Debido a que el molde es más frío que el metal, la nucleación puede ocurrir sobre la superficie del molde. Cada evento de nucleación puede producir cristales individuales, o granos, los cuales pueden intentar crecer. Esta orientación al azar de los granos forma la “zona congelada”, (“chill zone”), próxima a la pared del molde. Los granos están orientados al azar con respecto al molde, esto es, el eje mayor de cada grano está orientado al azar. Como cada metal crece en una dirección cristalográfica principal, sólo los granos que estén orientados con la dirección de crecimiento, la más perpendicular a la pared del molde pueden crecer en el centro de la pieza fundida, cómo se presenta en la figura 2. Los granos en un metal puro pueden crecer hasta que invadan a otro grano.
Figura 2. Solidificación de una colada convencional. Durante el crecimiento de la zona columnar, tres regiones pueden distinguirse. Estas son: el líquido (L), el líquido más sólido (el sólido llamado “región pastosa”) y el sólido (S).
Zinc (Zn):
Se extrae de la blenda y la calamina; su densidad es 7,14 kg/dm³, su punto de fusión es de 419ºC; su resistencia a la tracción es en las piezas
6

SOLIDIFICACION
Solidificación en diferentes Lingoteras (coquillas)
moldeadas de 3 kg/mm², y en las piezas forjadas de 20 kg/mm²; es muy resistente a la oxidación y corrosión en el aire y en el agua, pero poco resistente al ataque de ácidos y sales; tiene el mayor coeficiente de dilatación térmica de todos los metales; a temperatura ambiente es muy quebradizo, pero entre 100 y 150ºC es muy maleable.
EQUIPOS Y MATERIALES
Zinc sólido Moldes de diferentes materiales(grafito, hierro fundido, arena) Arena Arcilla Agua Pala Ácido Nítrico, ácido clorhídrico diluido en agua al 10%. Horno de crisol de pozo.
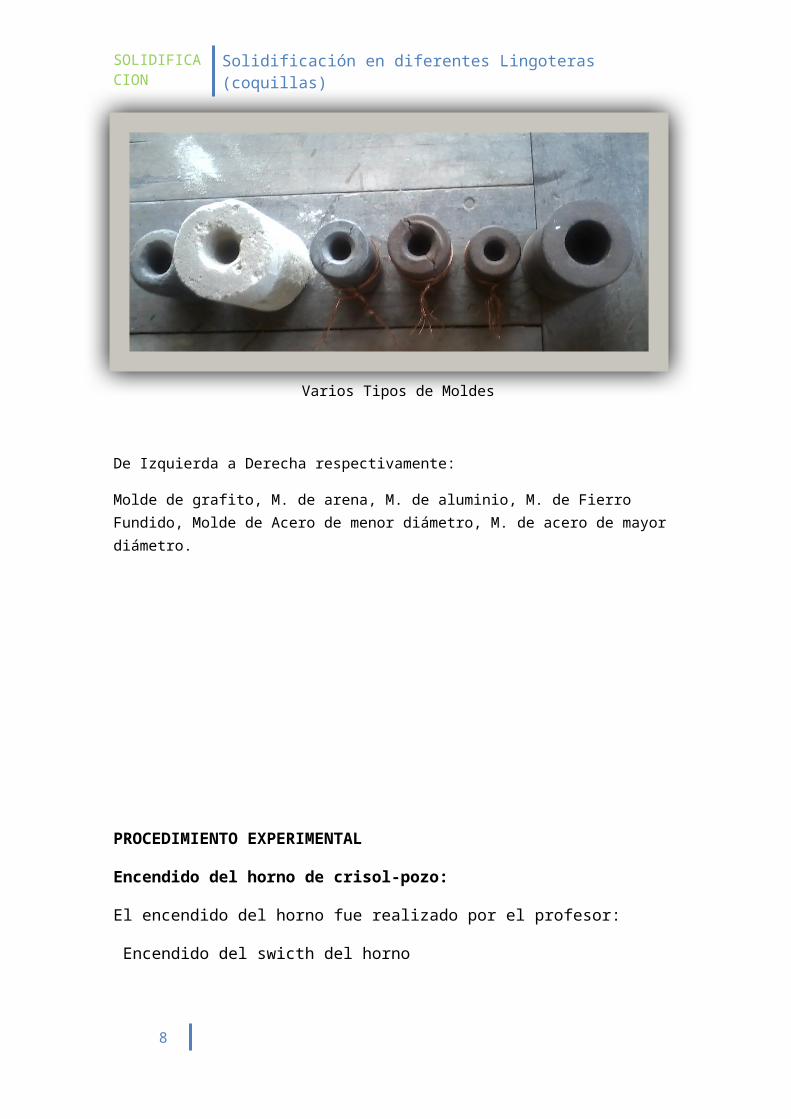
Varios Tipos de Moldes
De Izquierda a Derecha respectivamente:
Molde de grafito, M. de arena, M. de aluminio, M. de Fierro Fundido, Molde de Acero de menor diámetro, M. de acero de mayor diámetro.
7
SOLIDIFICACION
Solidificación en diferentes Lingoteras (coquillas)
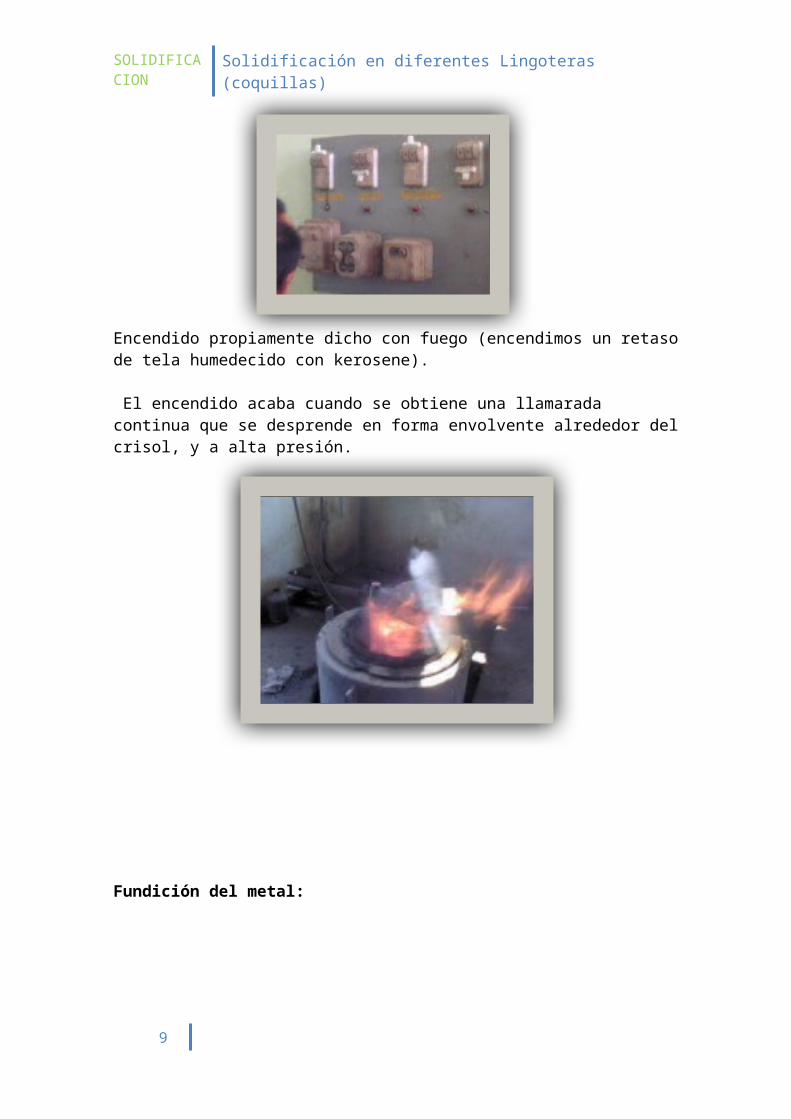
PROCEDIMIENTO EXPERIMENTAL
Encendido del horno de crisol-pozo:
El encendido del horno fue realizado por el profesor:
Encendido del swicth del horno
Encendido propiamente dicho con fuego (encendimos un retaso de tela humedecido con kerosene).
El encendido acaba cuando se obtiene una llamarada continua que se desprende en forma envolvente alrededor del crisol, y a alta presión.
8
SOLIDIFICACION
Solidificación en diferentes Lingoteras (coquillas)
Fundición del metal:
9
SOLIDIFICACION
Solidificación en diferentes Lingoteras (coquillas)
Colada en los diferentes moldes:
El metal fundido (caldo) es vertido en todos los Moldes designadas por el profesor.
De Izquierda a Derecha apreciamos los moldes de Grafito, aluminio y arena.
10
SOLIDIFICACION
Solidificación en diferentes Lingoteras (coquillas)
Cortado, pulido y ataque químico del metal:
El metal solidificado es cortado tanto transversal como longitudinalmente
Ahora procederemos a pulir la superficie de corte, con ayuda del esmeril y diferentes tamaños de lija (200, 320, 400, 600). Y por último le haremos el respectivo ataque químico, ya sea con HNO3 o HCl diluido en agua al 10%, para observar los granos macroscópicos del zinc.
Molde de Grafito:
11

SOLIDIFICACION
Solidificación en diferentes Lingoteras (coquillas)
Diámetro: 2,9 cm Rechupe: 0,9cm
Molde de Fierro Fundido:
Diámetro: 2,9cm Rechupe: 2,2cm
Molde de Aluminio:
Diámetro: 2,6cm Rechupe: 3,2cm
12
SOLIDIFICACION
Solidificación en diferentes Lingoteras (coquillas)
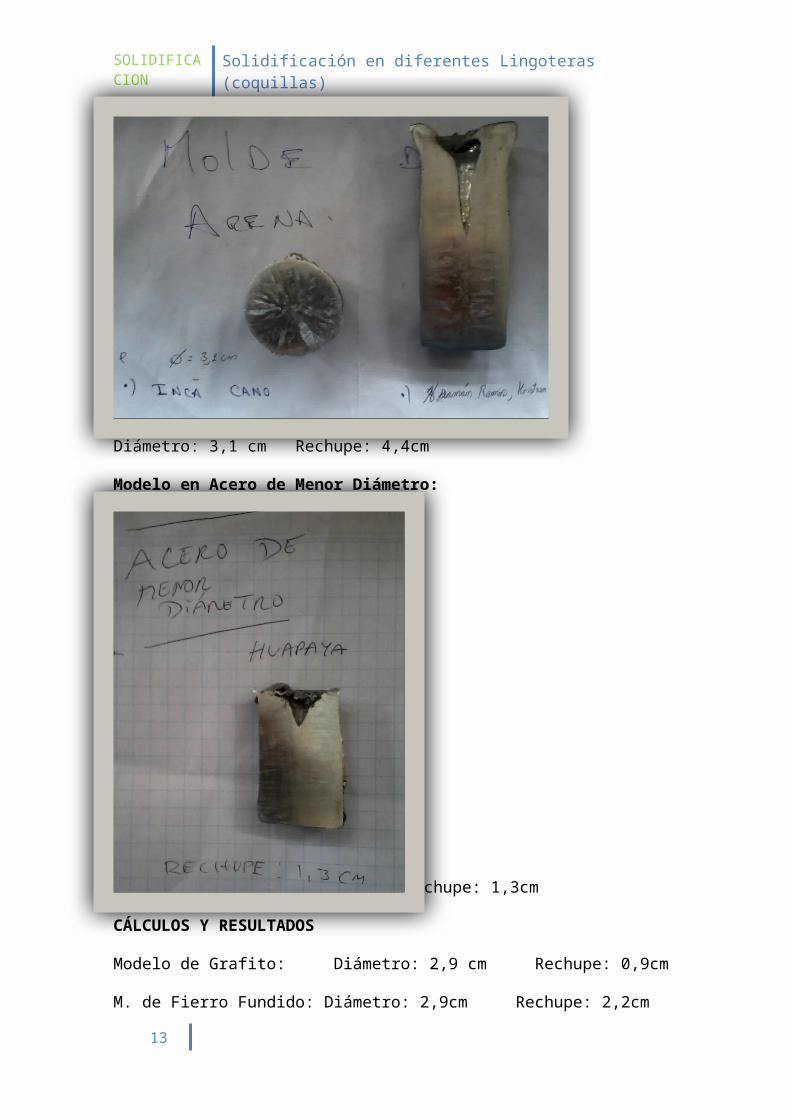
Modelo de Arena:
Diámetro: 3,1 cm Rechupe: 4,4cm
Modelo en Acero de Menor Diámetro:
13
SOLIDIFICACION
Solidificación en diferentes Lingoteras (coquillas)
Rechupe: 1,3cm
CÁLCULOS Y RESULTADOS
Modelo de Grafito: Diámetro: 2,9 cm Rechupe: 0,9cm
M. de Fierro Fundido: Diámetro: 2,9cm Rechupe: 2,2cm
M. de Aluminio: Diámetro: 2,6cm Rechupe: 3,2cm
M. de Arena: Diámetro: 3,1 cm Rechupe: 4,4cm
M. de Acero de Menor Diámetro: Diámetro: Rechupe: 1,3cm
Obs. Debió de haberse tomado también los datos de las alturas de las probetas pero ningún grupo presto atención al inicio en ese dato.
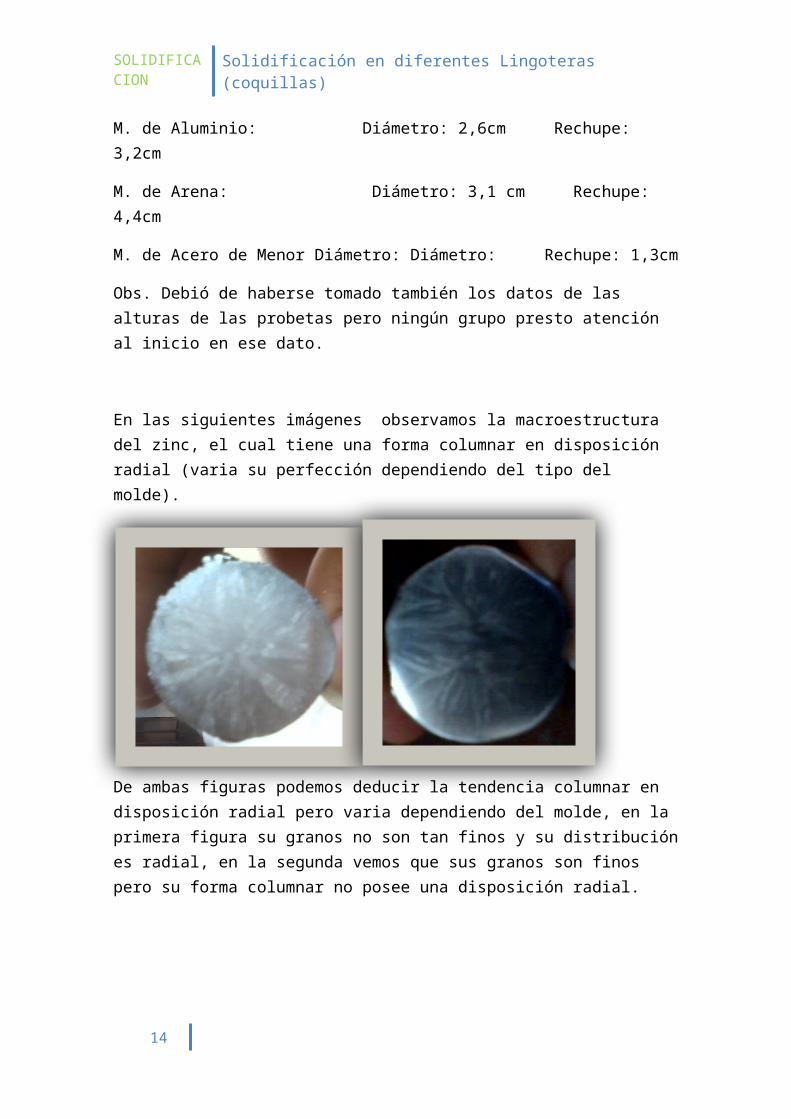
En las siguientes imágenes observamos la macroestructura del zinc, el cual tiene una forma columnar en disposición radial (varia su perfección dependiendo del tipo del molde).
14
SOLIDIFICACION
Solidificación en diferentes Lingoteras (coquillas)
De ambas figuras podemos deducir la tendencia columnar en disposición radial pero varia dependiendo del molde, en la primera figura su granos no son tan finos y su distribución es radial, en la segunda vemos que sus granos son finos pero su forma columnar no posee una disposición radial.
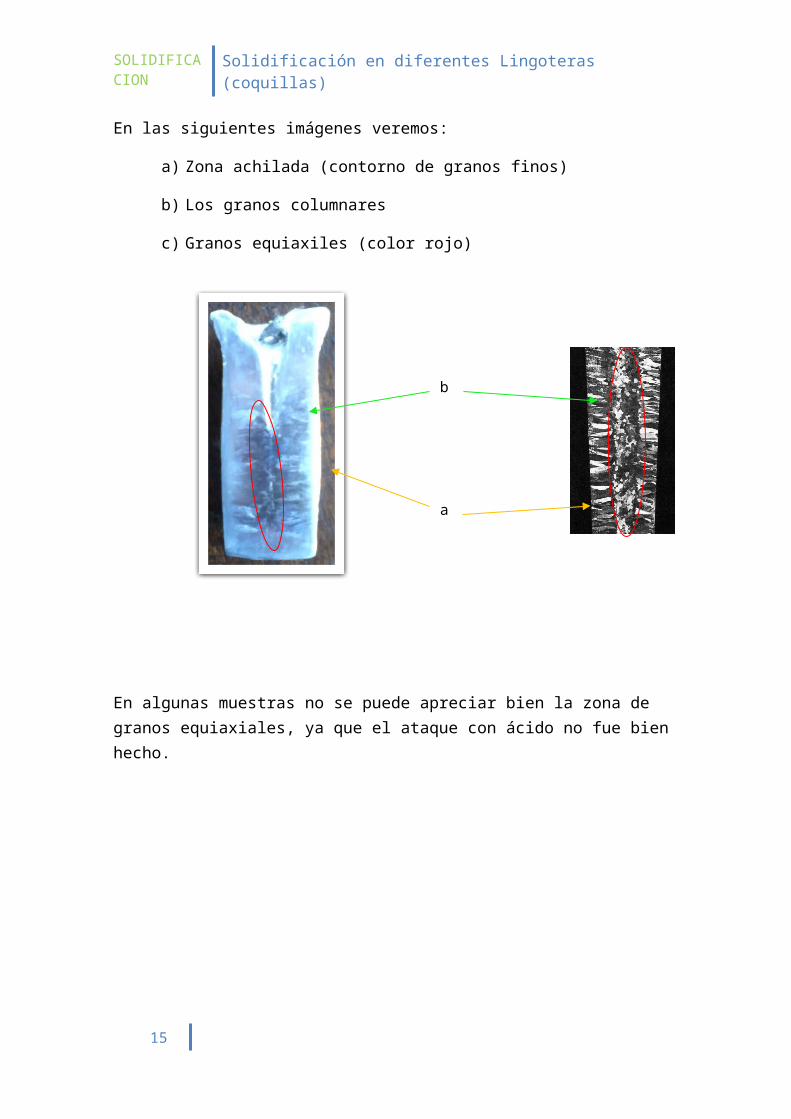
En las siguientes imágenes veremos:
a) Zona achilada (contorno de granos finos)
b) Los granos columnares
c) Granos equiaxiles (color rojo)
15
a)
b)

SOLIDIFICACION
Solidificación en diferentes Lingoteras (coquillas)
En algunas muestras no se puede apreciar bien la zona de granos equiaxiales, ya que el ataque con ácido no fue bien hecho.
CONCLUSIONES
El horno de crisol es utilizado principalmente para fundir metales no ferrosos, en este caso sí fue, ya que fundimos zinc.
La temperatura de fusión del zinc es de 419ºC, lo que significa que el horno alcanzó, o sobrepasó esa temperatura, en 30 minutos aproximadamente.
El grafito es el mejor conductor de los moldes que usamos, concluimos esto por su menor medida en el rechupe
El crecimiento de los granos está influenciado por la velocidad de enfriamiento, ya que la muestra que fue enfriado rápidamente, no tuvo lugar a mucho crecimiento de la zona de granos equiaxiales.
En general, todos los Moldes tendieron a formar una completa piel sólida, pero se quedaron en una solidificación intermedia.
La disposición de los granos columnares, también tienen que ver con la fluidez del zinc, podemos decir que los granos
16

SOLIDIFICACION
Solidificación en diferentes Lingoteras (coquillas)
siempre crecieron perpendicularmente a la superficie del molde, y paralelos entre sí.
RECOMENDACIONES
Hemos sido testigo de la cantidad de humo que se producido por la combustión. Valdría la pena obligarse el uso de mascarillas en ese laboratorio, ya que se va a tener que estar expuesto a tal contaminante y degradante de nuestro sistema respiratorio.
De igual modo, para desbastar el zinc, usar mascarilla y lentes.
Los alumnos deberían traer lijas gruesas para desbastar el zinc e instalarla al costado del disco con la tuerca de seguridad de la máquina de discos giratorios, ya que el zinc se queda pegado al esmeril, y lo malogra, perdiendo éste capacidad de desbastar.
Para atacar la muestra al menos usar una bolsa para cubrirse los dedos, ya que estaremos en contacto con el ácido, aunque lo recomendable sería el uso de guantes.
BIBLIOGRAFÍA
Internet
Separatas que entrega el profesor, guía de laboratorio.
“Tecnología de la fundición (Tomo I)”; Capello
17