Gama de Herramientas de Escariador
20
Gama de Herramientas De Escariador Si está buscando un acabado perfecto para su trabajo de mecanizado, Somta Tools posee una solución de escariado precisa para usted. Establecida en 1954, Somta ofrece toda una gama de productos estándar de escariado de alta calidad y soluciones de escariado a medida. Desde el mecanizado de precisión de las tolerancias más ajustadas en taladros extremadamente precisos, hasta ampliación, alineación y desbarbado de taladros para aplicaciones de construcción, montaje y propósito general. Disponemos de un producto o solución para satisfacer sus requerimientos de ingeniería específicos. Fabricados en acero de alta velocidad de origen europeo M2 (HSS) o M35 (HSS- Co5), con o sin revestimientos TiN / TiAlN para alargar la vida de servicio reduciendo el desgaste, los escariadores de Somta proporcionan resultados de calidad desde el principio hasta el acabado final. Las gamas estándar de escariadores de precisión se fabrican bajo condiciones muy estrictas de control de calidad para satisfacer las normas DIN e ISO de tolerancias H7 para escariadores manuales generales y escariadores para máquina.
-
Upload
paolita-bruno-barcaya -
Category
Documents
-
view
221 -
download
3
description
ESCARIADOR
Transcript of Gama de Herramientas de Escariador

Gama de Herramientas De Escariador
Si está buscando un acabado perfecto para su trabajo de mecanizado, Somta Tools posee una solución de escariado precisa para usted.Establecida en 1954, Somta ofrece toda una gama de productos estándar de escariado de alta calidad y soluciones de escariado a medida. Desde el mecanizado de precisión de las tolerancias más ajustadas en taladros extremadamente precisos, hasta ampliación, alineación y desbarbado de taladros para aplicaciones de construcción, montaje y propósito general. Disponemos de un producto o solución para satisfacer sus requerimientos de ingeniería específicos.
Fabricados en acero de alta velocidad de origen europeo M2 (HSS) o M35 (HSS- Co5), con o sin revestimientos TiN / TiAlN para alargar la vida de servicio reduciendo el desgaste, los escariadores de Somta proporcionan resultados de calidad desde el principio hasta el acabado final.
Las gamas estándar de escariadores de precisión se fabrican bajo condiciones muy estrictas de control de calidad para satisfacer las normas DIN e ISO de tolerancias H7 para escariadores manuales generales y escariadores para máquina.
Los escariadores de pasador cónico se utilizan para escariar taladros de forma precisa para adaptarse a los pasadores cónicos utilizados en numerosas aplicaciones de ingeniería.
Los escariadores de acabado de insertos cónicos se utilizan para el acabado final de orificios en cono morse para alojar ejes en cono morse.

Los escariadores estándar de propósito general incluyen escariadores MTS de puente cónico para la ampliación y alineación de taladros.
Los escariadores de mango hexagonal de propósito general y para la construcción bajo diseño del cliente se utilizan a menudo en equipos neumáticos manuales y se fabrican siguiendo las especificaciones del cliente.
BENEFICIOS DE LOS ESCARIADORES SOMTALas ventajas de los escariadores de fabricación Somta son:
satisfacen las tolerancias precisas especificadas por las normas DIN/ISO/BS
se suministran adaptados a algunos de los usuarios especializados en escariadores más precisos del mundo
se fabrican empleando únicamente aceros de grados HSS y Cobalto de primera calidad
se suministran globalmente a más de 70 países, confirmando un excelente nivel de aceptación del mercado
disponen de un precio competitivo
pueden suministrarse diámetros especiales por reproceso de material acabado o a partir de nuestra extensa gama de piezas vírgenes semiacabadas. Esto facilita un plazo de entrega corto.
Pueden aplicarse los revestimientos de superficie TiN o TiAlN en nuestras propias instalaciones para toda la gama de escariadores, en productos tanto estándares como a medida, antes del envío. Estos evestimientos Oerlikon Balzers amplían la vida del escariador entre dos a diez veces dependiendo de la aplicación específica.
LA GAMA ESTÁNDAR DE ESCARIADORES DE SOMTA INCLUYE:Escariado manual generalEscariadores paralelos manuales HSS según ISO 236/1, DIN 206, BS328 (Código de producto 701/702)Escariado con máquina generalEscariadores MTS paralelos para máquina HSS según ISO 236/11 y BS328 (Código de producto 711/712)Escariadores de plato para máquina de mango paralelo HSS-Co5 según DIN212 (Código de producto 751/752)Escariadores de plato para máquina HSS-Co5 según DIN208 (Código de producto 741/742)Escariado de orificios para adaptarse a pasadores cónicos estándarEscariadores de pasador cónico manuales de ranura recta HSS según DIN9 y BS328 (Código de producto 731/732)Escariadores de pasador cónico manuales de ranura helicoidal HSS según DIN9 (Código de producto 733)

Para la apertura de taladros existentes para la alineación en trabajos estructurales del aceroEscariadores de puente cónico HSS MTS según DIN311, ISO2238 y BS328 (Código de producto 721)Acabado de orificios en cono morseEscariadores de acabado de insertos cónicos HSS MTS según DIN1895, ISO2250 (Código de producto 786 – Producto No Estándar)Los escariadores de Somta se utilizan en numerosas aplicaciones que van desde la construcción de puentes hasta la fabricación de componentes de tolerancias muy ajustadas. Somta es una empresa acreditada según ISO 9001: 2008.
Póngase en contacto con nuestro departamento técnico para asesoramiento respecto a cualquier aplicación o problema de escariado, y diseñaremos un escariador que se adapte a su aplicación específica. Como alternativa, pueden encontrarse en nuestro catálogo las especificaciones completas de producto para cada tipo de escariador estándar.
Vea el Folleto de la Gama de Herramientas Escariadoras
Fabricantes y proveedores de brocas, escariadores, fresas de forma, mandrinadoras de almas, machos de roscado y troqueles, vástagos de herramienta, herramientas de carburo sólido, herramientas de inserción al carburo, herramientas a medida del cliente y revestimientos superficiales
Productos específicos Brocas Helicoidal ud Ultra Parabólica Brocas MTS Rompevirutas Fresa de Forma Varicut de Carburo Sólido Fresas de Forma de Alto Rendimiento de Carburo Sólido Fresas de Forma de Carburo Sólido Para Aluminio Fresas de Forma de Carburo Sólido Para Materiales Duros Gama de Bandas de Color Gama de Herramientas De Escariador Herramienta de Carburo Sólido (Gama Estándar)
Últimas Noticias
Brocas de carburo sólido – Fabricadas según la norma DIN
En respuesta a la demanda del mercado, todas las brocas de carburo sólido se fabrican ahora según las normas DIN (previamente norma Works). Los códigos afectados son: 01J – Brocas de longitud corriente de carburo... ...leer más

Gama Completa de Productos
Las geometrías distintivas, la agilidad de aplicación y la tenacidad del revestimiento son características que hacen que SOMTA TOOLS sean los orgullosos líderes de Herramientas de Corte de Clase Mundial que ofrecen una larga duración en cualquier material mecanizado.
Gama Completa de Productos Brocas de mango recto Brocas de mango en cono morse Insertos y Casquillos Escariadores, avellanadoras y escariadoras Herramientas de mandrinado Cortadoras de mango Herramientas de roscado Vástagos de herramienta y Desbaste Ceratizit El Libro Negro de los Ingenieros
Productos específicos Gama de Bandas de Color Brocas MTS Rompevirutas Gama de Herramientas De Escariador

Fresas de Forma de Carburo Sólido Para Aluminio Fresas de Forma de Carburo Sólido Para Materiales Duros Fresas de Forma de Alto Rendimiento de Carburo Sólido Herramienta de Carburo Sólido (Gama Estándar) Fresa de Forma Varicut de Carburo Sólido Brocas Helicoidal ud Ultra Parabólica Sobre Nosotros Historia de la Compañía Conozca al Equipo División de Herramientas Revestidas Acreditación B-BBEE Certificación SABS Condiciones Y Términos Generales de Ventas
Inicio Noticias Guía de usuario Descargas Contacto
Compartir
More Sharing Services Share on email Share on facebook Share on twitter Share on print Share on favorites
Contáctenos
+27 (0) 33 355 6600
www.somta.co.za

290-294 Moses Mabhida(Edendale) RoadPietermaritzburg
KwaZulu-Natal3201
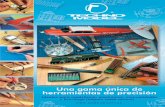
Las Brocas Son las herramientas o útiles de trabajo de las máquinas taladradoras.
PARTES DE UNA BROCA

Ángulo de la punta: Es el ángulo determinado por los dos filos de corte principales.
Filo transversal: Es la línea de unión de las superficies de afilado y de las ranuras en el vértice de la punta.
Labios cortantes: Filos principales comprendidos entre el filo transversal y la periferia.Superficies de afilado del labio cortante. Las que dan lugar a los filos principales o labios.
Fajas-guías: Estrechas superficies que en los bordes de ataque sobresalen para impedir que toda la superficie de la broca roce en el interior del agujero.
hélice: Ranura con ángulo formado en el cuerpo de la broca, para facilitar la lubricación.
Son útiles de acero al carbono aleado con dos ranuras en hélice que determinan su forma básica y que permiten la evacuación de

las virutas y la llegada de refrigerante a los filos durante el taladrado.
El afilado de las brocas es de gran importancia para asegurar un trabajo correcto.El ángulo de la punta debe ser normalmente de 118°, sin embargo para el taladrado de materiales muy duros se debe hacer más obtuso y para materiales blandos más agudo.Según el material que se trabaje y el tipo de orificio que vaya a realizarse, se utilizará una u otra broca. Existen en el mercado infinidad de variedades, según su aplicación en metales, hormigón o madera.
COMPROBACIÓN DE ÁNGULOS PARA EL AFILADO DE LAS BROCAS

Es conveniente hacerse con un juego completo con distintos diámetros para cada tipo de superficie
ÁNGULO DE AFILADO PARA EL TALADRADO DE DISTINTOS MATERIALES.
Fundición de hierro, acero

Acero de rieles de 7% al 13% de manganeso y materiales duros.
Aceros forjados detratamientos, mas de 250 brinell.

Hierro blanco fundido.
Bronce y Latón.

Madera dura, Bakelita, Goma, fibra de vidrio y Ebonita.

Cobre y Aluminio.
Afilado de brocas pequeñas para perforaciones profundas.
TIPOS DE DESGASTE EN HERRAMIENTAS DE CORTE

A continuación se explican los tipos de desgaste que sufren las herramientas de corte según el fenómeno que actúa:
DESGASTE ABRASIVO.
Se debe a las partículas más duras, incluidas en el material a mecanizar o en el filo recrecido dado por altas velocidades de deformación de material, y se da sobre los labios cortantes de la herramienta de corte. Las inclusiones de gran dureza hay que tenerlas en cuenta porque pueden producir rayado sobre la herramienta.Estas ralladuras podrían no ser paralelas a la dirección de fluencia de la viruta debido a numerosos aspectos.
DESGASTE POR DIFUSIÓN.
Se presenta entre las temperaturas de 900 y 1200 °C, por lo que no presentan importancia para las herramientas de aceros al carbono y las de acero rápido, las cuales no pueden trabajar a estas temperaturas. En cambio en las de metal duro, cerámicas o nitruro de boro, se eleva la movilidad atómica y se produce una disolución mutua del material de la pieza y el de la herramienta. La actividad de este proceso aumenta con la velocidad de corte. De ahí que el desgaste difusivo pueda considerarse como un desgaste químico que produce variaciones en la capa superficial de la herramienta y de esa forma compromete la resistencia a desgaste de la broca.
DESGASTE POR OXIDACIÓN.
Se localiza en los contornos de la región de contacto entre la pieza y laherramienta, y se caracteriza por presentar color de revenido. Depende del material de la herramienta y de las temperaturas de trabajo. Para las herramientas de acero no presenta gran importancia, ya que éstas regularmente no trabajan a altas temperaturas, mientras que en las de metal duro a base de tungsteno a causa de las temperaturas y del oxígeno existente en la atmósfera, se forma en la superficie de la herramienta una capa de óxidos complejos a base de tungsteno, cobalto y hierro, que tiene cierta acción destructiva sobre la estructura de metal duro. Esta acción se observa especialmente en el labio cortante, donde aparecen arrugas que pueden provocar ruptura de la punta de la broca.
DESGASTE POR FATIGA.
Es frecuentemente una combinación termo-mecánica. La fluctuación de la temperatura y la acción alternativa de las fuerzas de corte, pueden

originar en los filos agrietamiento e incluso la rotura. La acción del corte intermitente conduce a generar continuamente calentamientos alternativos que provocan choques térmicos en los labios cortantes. Algunos materiales de herramientas son más sensibles que otros a la fatiga mecánica. La fatiga mecánica pura puede provenir también de las fuerzas de corte siendo, a veces, bastante alta para la resistencia del labio cortante. Esto puede suceder en presencia de materiales de pieza duros o muy tenaces, muy altas gamas de avances, o cuando el material de la herramienta no el lo suficientemente duro. Sin embargo en estos casos predomina la deformación plástica.
DESGASTE ADHESIVO.
El fenómeno de adhesión ocurre a temperaturas inferiores a los 900 °C y es inversamente proporcional a la dureza de la herramienta. Se debe a la presencia de altas temperaturas y presiones de corte, también al hecho de que la superficie interior de la viruta se presenta limpia y sin capa protectora de óxido y por lo tanto químicamente muy activa. Una forma inversa de este fenómeno, es el filo de aportación (filo recrecido). Cuando parte de la viruta queda adherida al filo de la herramienta debido a la temperatura, presión y tiempo de contacto. La adhesión aumenta inicialmente con la velocidad, pues se alcanzan temperaturas que favorecen este fenómeno, pero a altas velocidades la temperatura aumenta hasta el punto que ablanda las partículas adheridas y facilitan su desprendimiento sin afectar al material de la herramienta ya que es mucho más resistente.
La velocidad de corte en el taladrado es la velocidad con que se mueve, el espacio que recorre en la unidad de tiempo, un punto de la periferia del filo de la broca. A cada velocidad de corte y diámetro de la broca corresponde un número determinado de revoluciones por minuto. Ambos valores, velocidad de corte (v) y revoluciones por minuto (n), se relacionan en la fórmula siguiente; siendo (d), el diámetro de la broca.
FORMULA PARA CALCULAR LA VELOCIDAD DE LA BROCA EN TALADROS

De la fórmula anterior se deduce que:El avance en el taladrado es la penetración longitudinal de la broca en la masa del material cada vuelta de la broca.Se da en milímetros por revolución.La velocidad de corte como el avance deben variar de acuerdo con el material que se taladra y el tamaño del agujero siendo menores cuanto mayores sean la dureza del material y el diámetro del agujero.
Las recomendaciones con respecto al excelente funcionamiento de las brocas es mantener perfectamente limpia y afilada, recuerde también que la limpieza en las brocas para madera es casi una obligación técnica.
Refrigeración y lubricación brocas para el taladrado.
El taladrado requiere buena refrigeración y lubricación, en primer lugar porque los filos de la broca trabajan dentro del taladro y no es fácil la evacuación del calor producido y es tanto más difícil cuanto más profundo es el orificio. Por otra parte también la lubricación es necesaria para facilitar la salida de las virutas por las ranuras de la broca y la superficie del agujero.
Aceros duros: Trementina. Petróleo. Aceites solubles.Aceros dulces: Aceites solubles.Fundición de hierro: En seco.Aluminio: Agua de sosa.Latón: En seco.Madera: ninguna.
Defectos en el trabajo de las brocas mal afiladas.

Comienzo del agujero descentrado
Ángulos de cortes desiguales punta descentrada, solo corta uno de filos, la broca trabaja desequilibrada y tiende a oscilar
Filos desiguales y ángulos de corte distintos, el agujero resulta excesivamente grande la broca oscila.

Filos de Longitud desigual, diámetro del agujero producido es mayor que la broca.