
Gestion alarmas
4
Sistema inteligente de alarmas La g estión eficient e de al arm as m ej o r a l a se guri d ad , el d i ag nó st i co de f al l o s y elco nt r o l d e cal i d ad Martin Holl e nd e r , Ca rs te n Beu the l A me d ida qu e las pla nta s indus - triale s s e ha ce n má s gra nd e s y co mp lejas s e req uiere un s ist e ma d e a larmas ca d a vez má s s ofist ica - d o pa ra informa r a los op e rad ore s d e los po s ibles fallos . Con cie nto s d e pro ce s os difere nte s e jec utá n- d os e s imultá ne a me nte , los op e ra - d ore s pu e d e n vers e ob li ga do s a res po nd e r e n cu a lquie r mom e nto a varia s a larma s, inclus o e n co nd i- cion e s no rma les . Sin la ge s tión no e s e fi cie nte, ha s ta e l op e ra do r má s d il ige nte pu e d e pa s ar po r a lto una a larma . Inclus o e s po s ible q ue s e d e s a ct iven a larma s pe rs ist e nte s co n co ns ec ue nc ias po te nc ial- me nte ca ta s tró ficas. Pa ra red uc ir e l pro ble ma de s ob re- ca rga d e l op e ra d or, A BB ofrec e varia s he rra mien ta s d e tra ta mien to d e a larma s. Su s ist e ma PGIM ( Powe r Gene ration Inf ormation Mana ge me nt) inco rpo ra func ione s d e ge s tión d e a larma s y e ven to s, y las func iones d e oc ulta ción d e a larma s d e l Sis te ma 800xA pe r- mite n e ncub rir cie rta s a larma s e n d e te rmina d a s co nd iciones, e vitan- d o a s í q ue los op e ra d ore s s e d is- tra iga n innece s a riame nte. L os s er- vicios té cn icos d e ABB co lab ora n co n grup os de pro yec to loca les d e A BB pa ra pro po rcion a r a s e s ora - mien to s ob re ge s tión de a larma s . R evi st a ABB 1/ 200 7 Ventaj as op er aci o nal es 20 P or co r tesí a d e C hil t en A i r S up por t U ni t , I ng l ater r a
-
Upload
jorgeduartea -
Category
Documents
-
view
285 -
download
0
Transcript of Gestion alarmas
5/7/2018 Gestion alarmas - slidepdf.com
http://slidepdf.com/reader/full/gestion-alarmas 1/4
Sistema inteligente de alarmasLa gestión eficiente de alarmas mejora la seguridad,
el diagnóstico de fallos y el control de calidad
Martin Hollender, Carsten Beuthel
A medida que las plantas indus-
triales se hacen más grandes y
complejas se requiere un sistema
de alarmas cada vez más sofistica-
do para informar a los operadores
de los posibles fallos. Con cientos
de procesos diferentes ejecután-
dose simultáneamente, los opera-
dores pueden verse obligados a
responder en cualquier momento a
varias alarmas, incluso en condi-
ciones normales. Sin la gestión noes eficiente, hasta el operador más
diligente puede pasar por alto una
alarma. Incluso es posible que se
desactiven alarmas persistentes
con consecuencias potencial-
mente catastróficas.
Para reducir el problema de sobre-
carga del operador, ABB ofrece
varias herramientas de tratamiento
de alarmas. Su sistema PGIM
(Power Generation Information
Management) incorpora funciones
de gestión de alarmas y eventos, y
las funciones de ocultación de
alarmas del Sistema 800xA per-
miten encubrir ciertas alarmas en
determinadas condiciones, evitan-
do así que los operadores se dis-
traigan innecesariamente. Los ser-
vicios técnicos de ABB colaboran
con grupos de proyecto locales de
ABB para proporcionar asesora-miento sobre gestión de alarmas.
Revista ABB 1/2007
Ventajas operacionales
20
Por cortesía de Chilten Air Support Unit, Inglaterra
5/7/2018 Gestion alarmas - slidepdf.com
http://slidepdf.com/reader/full/gestion-alarmas 2/4
21Revista ABB 1/2007
Con los modernos sistemas de con-trol digital (DCS) resulta muy fácil
configurar una gran cantidad de alar-
mas aisladas. Esto p rovoca qu e algu-nos sistemas generen muchas alarmas(una cantidad de 2.000 alarmas pordía y operador sigue siendo normalen muchas plantas de tratamiento in-dustrial) durante el funcionamientonormal e incluso más cuando hayanomalías en los procesos. No es deesperar que un op erador pueda res-ponder a tal cantidad de alarmas.
La gestión de alarmas es una prácticaarraigada en la industria petrolífera y
gasística y, en mucho s casos, unaobligación legal. Otros sectores estánsiguiendo su ejemplo, en tre ellos losde generación de energía eléctrica, depulpa y de papel, y la industria quími-ca. En 1999, la asociación EEMUA(Engineering Equipment and MaterialsUsers Association) de usuarios de ma-teriales y equipo técnico pu blicó laguía EEMUA 191 [1] para el diseño,gestión y suministro de sistemas dealarma. Desde entonces, el documen-to es, de hecho, el estándar mundialpara la gestión de alarmas. Entre susideas básicas, el documen to fija qu etoda alarma ha de ser útil y pertinentepara el operador y que, siendo realis-tas, la cantidad d e alarmas op erativasnormales que puede manejar a largoplazo un operador, en condiciones nocambiantes, está en torno a una alar-ma cada 10 minutos. También estable-ce que todas las alarmas deben tenerrespuestas previamente definidas porparte del operador.
Las recomendaciones básicas [2] parala gestión de alarmas son las siguien-tes:
Medir índices de alarmas y otros in-dicadores básicos de funcionamien-to de las mismas, y compararlos conlas recomendaciones de EEMUA191, o co n valores de instalacione sde referencia.Identificar los casos más sencillos; amenudo se puede mejorar un siste-ma de alarmas con muy poco es-fuerzo.Eliminar alarmas molestas. Esto po-dría incluir sintonizar bucles decontrol, sustituir sensores defectuo-sos y cambiar el estado de algunosindicadores de alarmas por el deeventos.
Medir regularmente los indicadoresde funcionamiento de las alarmaspara garantizar que permanezcan en
el área de seada fijada co mo o bjetivo.Estos pasos, rentables, se refieren acondiciones normales de operación.Una vez que están perfectamente bajocontrol, el paso siguiente es reducir eltorrente de alarmas originadas cuandohay perturbaciones en los procesos.
Situación actual
En las salas de control de muchasplantas industriales se pueden encon-trar síntomas de una mala gestión dealarmas:
Pantallas cubiertas permanentemen-te de alarmasAlarmas frecuentes durante el fun-cionamiento normal, y aún máscuando hay incidencias en la plantaAlarmas permanentes durante largosperíodos de tiempo (días o semanas)Recono cimiento masivo de alarmassin investigación (reconocimiento“ciego”)Operadores que no valoran las alar-mas como sistema de ayudaAlarmas sonoras desactivadas paraevitar una constante con taminaciónacústica
En casos extremos, los operadoresignoran por completo el sistema dealarmas y, de hecho, la planta funcio-naría mejor si el sistema DCS no
tuviera n inguna alarma configurada.En grandes instalaciones cuya seguri-dad es vital, como las refinerías o pla-
taformas marinas, la gestión de alar-mas suele ser exigida por la ley. Unanálisis profundo de accidentes comola explosión de la refinería Texaco enMilford Haven (1994) ha demostradoclaramente que una mala gestión delas alarmas contribuye a que ocurranaccidentes: en Milford Haven, los dosop eradores recibieron 275 alarmas di-ferentes durante los 11 minutos pre-vios a la explosión. Esta es la razónde que diversas autoridades, incluyen-do el Órgano Ejecutivo d e Higiene y
Seguridad del Reino Unido y el Con-sejo Directivo Noruego del Petróleo[3], exijan la implantación de una ges-tión sistemática de alarmas en p lantasen que es vital la seguridad.Estabilizar las situacione s críticas yevitar las paradas de emergencia nosólo hace más segura la planta, sinoque además ofrece sustanciales venta- jas econ ómicas, pues las pa radas im-previstas resultan muy caras y unagestión mejor de las alarmas hace máseficiente el proce so.EEMUA 191 es un conjunto de direc-trices pa ra la gestión de alarmas, perosus recomendaciones no son obligato-rias. Sin embargo, el documento des-cribe buenas prácticas y es utilizadopo r varios organismos reguladores.Normas como Namur NA102 “Gestión
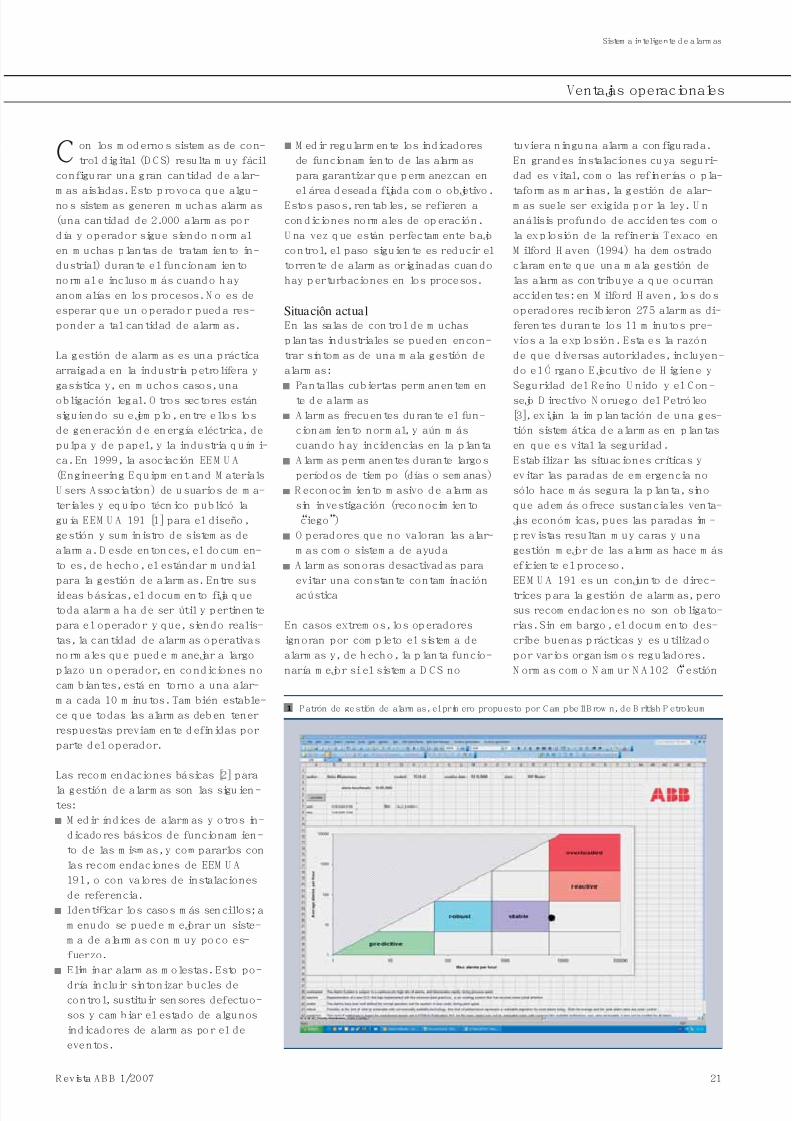
1 Patrón de gestión de alarmas, el primero propuesto por Campbell Brown, de British Petroleum
Ventajas operacionales
Sistema inteligente de alarmas
5/7/2018 Gestion alarmas - slidepdf.com
http://slidepdf.com/reader/full/gestion-alarmas 3/4
22 Revista ABB 1/2007
de Alarmas” [4] e ISA RP18.2 “Gestiónde Sistemas de Alarma para Industriasde Procesos de Transformación” [7] se
basan en los concep tos de EEMUA191. Las directrices se centran en laspropiedades de la capacidad de pro-ceso de información del operador yresaltan la utilidad de los sistemas dealarmas desde la perspectiva del ope-rador. Hasta ahora se consideraba quecuando un operador pasaba por altouna alarma importante se tratabade un error humano. Sin embargo,EEMUA 191 deja bien claro que si ladirección de la planta no ha reducidoa un nivel razonable los índices de
alarmas, no será p osible responsabili-zar en ese caso al operador.EEMUA 191 especifica varios indica-dores medibles que pueden utilizarsepara evaluar el funcionamiento delsistema de alarmas de una planta:
El índice medio de alarmas a largoplazo en u na op eración continuadebe ser inferior a una alarma cada10 minutosEl número de alarmas durante los10 primeros minutos de un fallo im-portante en la planta debe ser infe-rior a 10La distribución recomend ada d eprioridade s de alarmas es: alta(5 por ciento), media (15 por cien-to) y baja (80 por ciento)El número medio de alarmas perma-nentes debe ser inferior a 10
EEMUA 191 ofrece una metodologíaasequible para comparar las prácticasestablecidas en plantas individuales
con las mejores prácticas de la indus-tria.
Fundamentos de la gestión de alarmas
Un primer paso importante en la ges-tión de alarmas es registrar todos losmen sajes A&E (alarmas y eventos) e nuna base electrónica de datos paraanalizarlos más tarde. En algunas plan-tas industriales se siguen utilizandoimpresoras de alarmas, que son carasde mantener y pueden provocar quevaliosas informaciones qued en ente-
rradas en archivos que nadie lee. He-rramientas de gestión de alarmas comoPGIM (Power Generation InformationManagement) p uede n cone ctarse a sis-temas DCS de muchos tipos diferentes,por ejemplo, con ayuda de OPC1) A&Eestándar, o usando un puerto de im-preso ra. PGIM pe rmite bu scar y filtrarmensajes A&E almacenados en basesde datos de servidores SQL2).Las fases siguientes son típicas de unproyecto de gestión de alarmas (véan-se más detalles, por ejemplo, en [6]).
Patrón de referencia
Una vez reun ida una cantidad signifi-cativa de datos de una planta, se pue-den comparar éstos con los datos deinstalacione s de referencia, como losque proporciona EEMUA 191. A conti-
nuación se pueden elaborar estrate-gias en función de determinados indi-cadores b ásicos de l funcionamiento
del sistema1
.
Desarrollo de un concepto de alarmas
En toda planta ha d e existir un d ocu-mento que describa un concepto co-herente d el tratamiento de alarmas enla misma. Este documento ha de defi-nir la metodología y las reglas de esta-blecimiento de alarmas y de prioriza-ción de las mismas. También ha dedescribir las funciones y acotar las res-ponsabilidades de los operadores ycómo d eben tratar los cambios en su
trabajo diario. Es posible que la estra-tegia técnica de la planta ya prevea u ndocumen to como é ste. En caso n egati-vo habrá de ser creado como parte delproyecto de gestión de las alarmas.
Supresión de alarmas molestas
Las alarmas molestas son aquellas queno tienen un fin justificado, que notienen ningún valor para el operador.La eliminación de estas alarmas, quese presentan en muchas instalaciones,puede reducir mucho el índice dealarmas con muy poco esfuerzo. Unaherramienta muy útil para la identifi-cación de alarmas molestas es la listade incidencias PGIM, que clasifica lasalarmas por su frecuen cia de a ctiva-ción. Muchos proyectos de gestión dealarmas han demostrado que, a menu-do, un p equeño número de e llas tieneuna contribución desproporcionada-mente grande al índice general dealarmas.Algunas alarmas molestas típicas sonlas siguientes:
Alarmas aleatorias frecuentes, causa-das por equipos mal ajustados, senso-res defectuosos o ruido del procesoAlarmas que no requieren respuestaalguna del operador y que, por tan-to, se han de reconfigurar comoeventos
Racionalización de alarmas
Se trata de la revisión de las alarmassegún los criterios p revistos en el con-cepto de alarmas de la planta. Determi-na y documenta la razón de ser de ca-da alarma y los requisitos de diseño dela misma. También pueden incluir elajuste de las alarmas, la consecu enciade las desviaciones y las medidas co-rrectoras que p uede e mprender el ope-rador, junto con e l nivel de prioridad
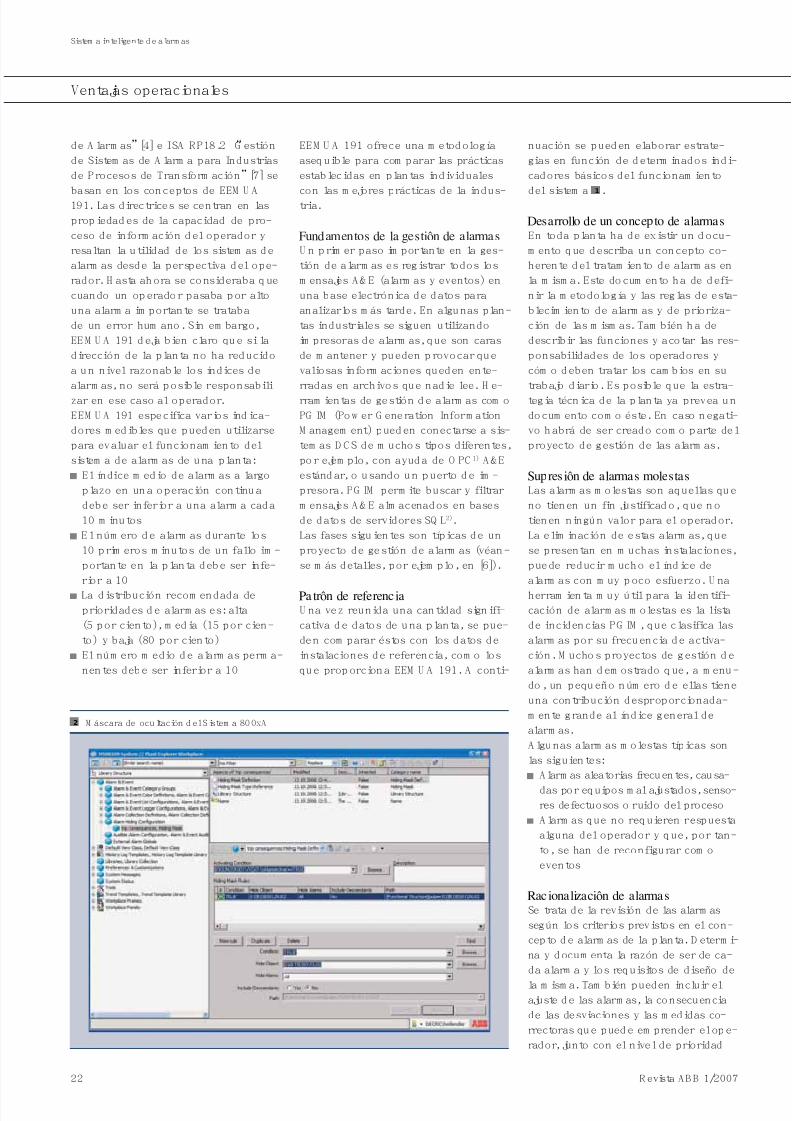
2 Máscara de ocultación del Sistema 800xA
Ventajas operacionales
Sistema inteligente de alarmas
5/7/2018 Gestion alarmas - slidepdf.com
http://slidepdf.com/reader/full/gestion-alarmas 4/4
23Revista ABB 1/2007
de cada alarma. La p rioridad se sue lebasar en las consecuencias de la alarmao en el tiempo de respuesta admisible.
Mejora continua
Puesto que la planta industrial sufremodificaciones a lo largo del tiempo,es importante establecer la gestión dealarmas como parte rutinaria de losprocedimientos de la misma. (En Esta-dos Unidos, la gestión de alarmas sesuele contemplar en el contexto deprogramas “six sigma”, que están diri-gidos a las variaciones de proceso quemás tarde p rovocan averías o fallo e nel mismo).
Ocultación de alarmas consecuentes
Accidentes como el de Milford Havendemuestran que los operadores pue-den verse desbordados por riadas dealarmas, especialmente en situacionesextremas. Esto se debe a que una úni-ca causa original puede tener muchasconsecuencias distintas y todas ellasdisparan sus propias alarmas. La ges-tión básica de alarmas, según se hadescrito aq uí, no e s particularmenteútil en tales situaciones. Para con se-guir el objetivo de EEMUA –no másde 10 alarmas du rante los 10 primerosminutos de fallo de un proceso– se hade adoptar un planteamiento más ri-guroso. El sistema de control 800xAde ABB ofrece una función de oculta-ción de alarmas, que permite que seactiven sólo ciertas en función d el es-tado del proceso o de otras alarmas
activas. Las alarmas no aparecen enlas listas de alarmas estándar pero, sies ne cesario, es posible accede r fácil-mente a ellas 2 .Identificar todas las relaciones causa-les entre alarmas para configurar lasreglas de ocultación de alarmas esuna tarea agotadora. Algunas he rra-mientas de gestión de alarmas dispo-nibles en el mercado pueden calcularcoeficientes de correlación entre a lar-mas. Este análisis se pue de usar comobase para co nfigurar las reglas deocultación de alarmas. Es muy imp or-tante señalar que estas herramientasusan solamente datos binarios (alarmaactiva/inactiva) y no toda la riquezade los datos de l proceso o riginal. Esevidente q ue, si se u tilizan los datoshistóricos del proceso, es posible con-seguir información m ás precisa sobrelas relaciones causales.
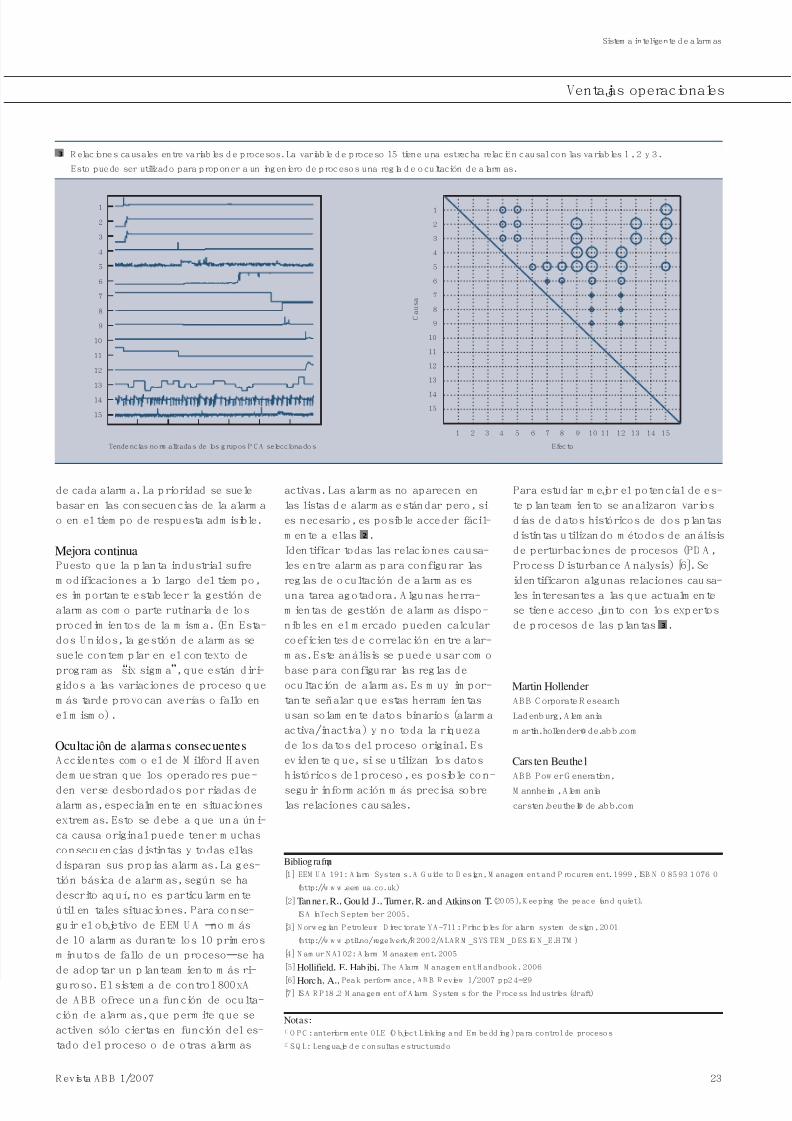
Para estudiar mejor el potencial de es-te planteamiento se analizaron variosdías de d atos históricos de dos p lantasdistintas utilizando métodos de análisisde perturbaciones de procesos (PDA,Process Disturbance Analysis) [6]. Seidentificaron algunas relaciones causa-les interesantes a las que actualmentese tiene acceso junto con los expe rtosde procesos de las plantas 3 .
Martin Hollender
ABB Corporate Research
Ladenburg, Alemania
Carsten Beuthel
ABB Power Generation,
Mannheim, Alemania
Bibliografía
[1] EEMUA 191: Alarm Systems. A Guide to Design, Management and Procurement. 1999 , ISBN 0 8593 1076 0
(http://www.eemua.co.uk)
[2] Tanner, R., Gould J., Turner, R. and Atkinson T. (2005), Keeping the peace (and quiet).
ISA InTech September 2005.
[3] Norwegian Petroleum Directorate YA-711: Principles for alarm system design, 2001
(http://www.ptil.no/regelverk/R2002/ALARM_SYSTEM_DESIGN_E.HTM)
[4] Namur NA102: Alarm Management. 2005
[5] Hollifield, E. Habibi, The Alarm Management Handbook. 2006
[6] Horch, A., Peak performance, ABB Review 1/2007 pp24–29
[7] ISA RP18.2 Management of Alarm Systems for the Process Industries (draft)
Notas:1) OPC: anteriormente OLE (Object Linking and Embedding) para control de procesos
2) SQL: Lenguaje de consultas estructurado
Ventajas operacionales
Sistema inteligente de alarmas
3 Relaciones causales entre variables de procesos. La variable de proceso 15 tiene una estrecha relación causal con las variables 1, 2 y 3.
Esto puede ser ut ilizado para proponer a un ingeniero de procesos una regla de ocultación de alarmas.
Tendencias normalizadas de los grup os PCA seleccionados
C a u s a
Efecto
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15


















