Guía de Ajustes y Tolerancias. · 3 Dimensión Efectiva: dimensión que posee en realidad el...
22
2019 UNEFA. Ingeniería Mecánica. Dibujo Mecánico Prof. Egidio Verde GUÍA DE AJUSTES Y [ TOLERANCIAS. ] Guía básica para empezar a estudiar el uso de tolerancias tanto dimensionales como geométricas y de posición utilizadas en planos de ingeniería. Se recomienda ampliar su estudio consultando bibliografía especializada para aquellos estudiantes que deseen ampliar sus conocimientos.
Transcript of Guía de Ajustes y Tolerancias. · 3 Dimensión Efectiva: dimensión que posee en realidad el...

2019
UNEFA. Ingeniería Mecánica. Dibujo Mecánico Prof. Egidio Verde
GUÍA DE AJUSTES Y [TOLERANCIAS. ]Guía básica para empezar a estudiar el uso de tolerancias tanto dimensionales como geométricas y de posición utilizadas en planos de ingeniería. Se recomienda ampliar su estudio consultando bibliografía especializada para aquellos estudiantes que deseen ampliar sus conocimientos.

1
Guía de Ajustes y Tolerancias
Introducción
La guía tiene por objeto ayudar al docente a simplificar el tiempo
necesario a invertir en la explicación y comprensión por parte del
estudiante del objetivo referente a ajustes y tolerancias.
Las tolerancias son medidas toleradas en ciertos componentes
mecánicos para poder garantizar la intercambiabilidad de las piezas sin
perdida apreciable de la calidad, pues sus dimensiones deben estar
entre una banda de poca amplitud. La amplitud de ese intervalo le
permite intercambialidad con otras piezas que tienen un campo de
amplitud de tolerancia igual, mas cercano al límite mayor o menor
según sea el tipo de movimiento relativo entre piezas ensambladas.
Para simplificar y normalizar las tolerancias de manera que no
sea a capricho del fabricante sino en función del ensamble a realizar ,
estas son tabuladas para que tengan valores fijos de acuerdo a un
campo de las dimensiones en particular donde se encuentre la
medida. El sistema internacional de normas de ajuste y tolerancias es
el Sistema ISO; este sistema se basa en 18 niveles de calidad y
dentro de cada nivel de calidad hay una nomenclatura en letras que
utiliza como subíndice el número de nivel de calidad donde se
encuentra. Esa letra puede ser minúscula o mayúscula, siendo el
primer caso usado en ejes y el segundo caso en agujeros.
Las letras del sistema ISO se refieren a cada una de los posibles
ajustes relativos entre ejes y agujeros.
Para realizar mediciones en el campo de la producción ya no es
lógico pensar en un control dimensional basado en el chequeo de lotes

2
de piezas por medio de instrumentos de verificación conocidos, salvo
que no haya otra forma de hacerlo; esto debido a que es lento y eso
causaría que cuando se terminen de medir las piezas de la muestra y
halla que parar para hacer correcciones por defectos ya se habrán
producido una cantidad defectuosa que causaran perdidas
económicas. Para evitar esto se utilizan incluso, por parte del operador
de los equipos de fabricación, unos instrumentos de verificación
rápidos que tienen materializadas las medidas y su respectivo campo
de tolerancia máximo y mínimo, son llamados calibres “pasa” “no
pasa”.
Estos calibres pueden ser o no normalizados por el Sistema ISO
ya que hay medidas especiales que no necesariamente están dentro
de los niveles de calidad de este sistema.
Tolerancias
Para abordar el tema de tolerancias es necesario de antemano conocer
una serie de términos que se utilizan frecuentemente para poder entender lo
que más adelante se plantea referente a los ajustes entre piezas mecánicas.
Definición de términos básicos:
Tolerancia: variación en torno a la dimensión nominal, dentro
del cual ha de quedar en la práctica cualquier valor de una
producción, para que esta tenga calidad e intercambiabilidad.
Intervalo dentro de la cual una medida es considerada aceptable
para un fin determinado según lo exigido en el plano de esta.
Medida Normal: medida central o medida del plano.

3
Dimensión Efectiva: dimensión que posee en realidad el
elemento mecánico medido con instrumentos de medición dentro de
los límites de precisión de estos.
Sistema de Tolerancia: conjunto de las normas que definen los
valores de las tolerancias y su posición, tanto para las piezas
mecánicas como para los calibres de control.
Campo de Tolerancia: Error admitido en la fabricación de un
elemento mecánico, y representa la diferencia entre la dimensión
máxima y la dimensión mínima entre las cuales se permite la
variación.
Ajuste: es un sistema formado por dos piezas mecánicas de
dimensión nominal D, unidas entre sí, una interiormente a la otra y
poseyendo determinados requisitos de movilidad y estabilidad.
Movilidad relativa que existe entre dos piezas que ensamblan siendo
una “hembra” y el otro “macho”. Esta movilidad puede ser: con juego,
de transición o indeterminado y con interferencia.
Eje: para efecto de ajuste toda pieza que siendo macho
ensamble dentro de otra. Este puede ser una barra redonda, una
chaveta, un bloque de corredora u otros.
Agujero: toda pieza hembra que sirva para el alojamiento de
una pieza con movilidad relativa. Este puede ser un taladro, un
chavetero, una guía y otros.
Línea Cero: en una pieza mecánica corresponde a la línea que
pasa por la medida nominal de dicha pieza.

4
Límite Superior: distancia comprendida entre línea cero y el
límite de la tolerancia por encima de esta.
Límite Inferior: distancia comprendida entre la línea cero y el
límite de la tolerancia por debajo de esta.
Diferencia Superior: diferencia entre la medida máxima (límite
superior) y la línea cero.
Diferencia inferior: diferencia entre la medida mínima (límite
inferior) y la línea cero.
Juego: movilidad existente en un ensamble de una pieza
respecto a la otra.
Juego máximo: diferencia entre la dimensión máxima del
agujero y la mínima del eje.
Juego mínimo: diferencia entre la dimensión mínima del
agujero y la máxima del eje.
Dimensión efectiva: medida real que presenta una pieza
después de ser maquinada y medida con instrumentos adecuados.

5
Juego Efectivo: diferencia entre las dimensiones efectivas del
agujero con respecto a la dimensión efectiva del eje.
Apriete máximo: diferencia entre la dimensión mínima del
agujero y la dimensión máxima del eje.
Apriete mínimo: diferencia entre la dimensión máxima del
agujero y la dimensión mínima del eje.
Apriete Efectivo: diferencia entre las dimensiones efectivas del
agujero con respecto al eje.
Formas de representar una tolerancia dimensional
Aquí se habla de tolerancia dimensional ya que también existe la
tolerancia geométrica, y es bueno diferenciarlas. Cuando deseamos fabricar,
por ejemplo un eje de diámetro 50 mm, es difícil que el operador del torno
que lo fabrica pueda dar con absoluta precisión esa medida. Es posible que
un operador logre 50,05 mm, otro logre 50,025, otro 49,98, y así
sucesivamente pero alrededor y próximo al valor nominal que es 50 mm.
Como podrá notar todas las medidas rondan los 50 mm y quizás alguno
obtenga 50,00 mm, pero observe que solo hemos dado dos decimales
después de la coma; bien podría pensarse, como efectivamente sucede,
que si se mide esa pieza con un instrumento más sensible vamos a
encontrar valores que nos indican que el diámetro no es 50 mm absolutos.
Para poder definir cuál de las piezas fabricadas es o no útil para lo que fue
fabricada es necesario primero conocer el tipo de ajuste que va a tener en
el ensamble, segundo, la calidad de ese ajuste que está ligada
íntimamente con el acabado y tercero la tolerancia para saber si es
aceptada o rechazada si cumple o no las especificaciones exigidas en el
plano.

6
Tomando en consideración el siguiente ejemplo vamos a ver dos
tipos de tolerancias: unilateral y bilateral.
Si la medida es 50 mm con una variación de 0,5 mm por debajo y por
encima de ese valor se dice que la tolerancia es bilateral y se representa así:
Esto quiere decir que podría adquirir cualquier valor comprendido entre
49,50 mm y 50,50 mm, para calcularlo se procede así:
Tolerancia mayor (TM) – tolerancia menor (tm) = campo de
tolerancia (CT).
+0,5 – (-0,5) = 1 mm.
Cuando el valor es por ejemplo 50 -0,25, esto quiere decir que la
tolerancia es unilateral y que está comprendida entre 49,75 mm y 50,00 mm,
donde el campo de tolerancia es hacia abajo: el campo de tolerancia es: Ct =
0 – (-0,25) = 0,25 mm
También se podría presentar como: 50+0,30, esto quiere decir que la
tolerancia es unilateral y positiva donde el mínimo valor es 50 mm y el
máximo es 50,30 mm. El CT = + 0,30 – (-0) = 0,30mm.
Grados de calidad ISO.
El sistema ISO divide la calidad en 18 niveles a saber:
7
ITO1, ITO, IT1, IT2, IT3, IT4... IT16, siendo el más preciso ITO1 y el
más basto el ITI6. Cada uno de estos grados de calidad, por grupos, está
destinado a usos puntuales como ahora se describe:
ITO1 al IT5 para agujeros e ITO1 al ITO4 para ejes en calibres
de control y mecánica extra-precisa.
IT6 al IT11 para agujeros e IT5 al ITII para ejes en mecánica
precisa.
IT12 al IT16 para trabajos bastos (laminado, trefilado,
estampado, otros)
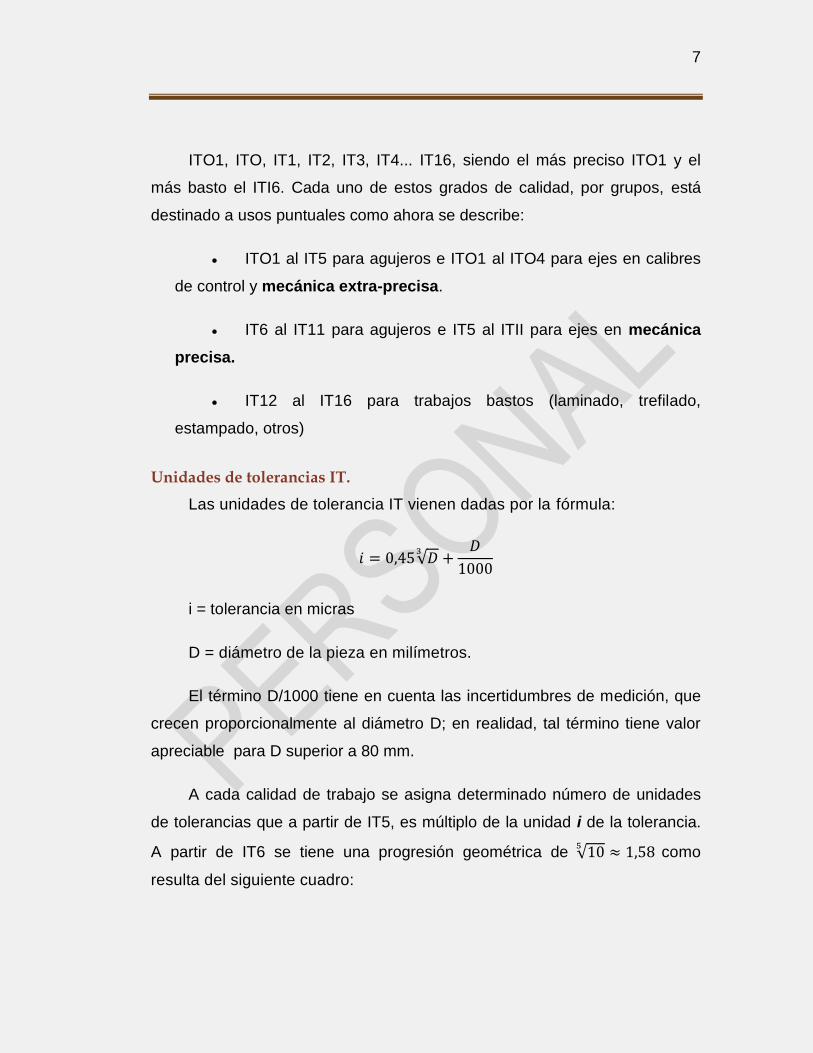
Unidades de tolerancias IT.
Las unidades de tolerancia IT vienen dadas por la fórmula:
√
i = tolerancia en micras
D = diámetro de la pieza en milímetros.
El término D/1000 tiene en cuenta las incertidumbres de medición, que
crecen proporcionalmente al diámetro D; en realidad, tal término tiene valor
apreciable para D superior a 80 mm.
A cada calidad de trabajo se asigna determinado número de unidades
de tolerancias que a partir de IT5, es múltiplo de la unidad i de la tolerancia.
A partir de IT6 se tiene una progresión geométrica de √
como
resulta del siguiente cuadro:

8
Calidad 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Multip. 7i 10i 16i 25i 40i 64i 100i 160i 250i 400i 640i 1000i 1600i 2500i
Puesto que la función i = f (D) toma infinitos valores al variar D, para
limitar el número de los calibres se recurre a serie de grupos de dimensiones,
para cada uno de los cuales i permanece constante e igual a la medida
geométrica entre dos valores i que corresponden a las dimensiones extremas
de cada grupo. Establecida la importancia o valor de la tolerancia, es preciso
fijar su posición respecto de la línea cero. Tal posición está determinada por
una de las diferencias, la superior y la inferior. Las posiciones de las
tolerancias se designan con letras: mayúsculas para los agujeros, minúsculas
para los ejes.
Las letras de la letra A a la H designan agujeros cuyas tolerancias están
todas por encima de la línea del cero: las dimensiones admisibles y las
efectivas son, por consiguiente, todas mayores que la dimensión nominal.
Las letras de K a la Z designan agujeros cuya dimensión mínima es menor
que la nominal.
Análogamente las letras de a a la h designan ejes cuya dimensión
máxima es menor que la nominal (tolerancias todas por debajo de la línea
del cero), y las letras k a la z designan ejes cuya dimensión máxima es
mayor que la nominal. Las zonas de tolerancias se indican, por lo tanto,
con una letra y con un número; la letra da la posición de la tolerancia, el
número la calidad de fabricación, o sea el valor de la tolerancia.
Del grafico que indica las posiciones de las tolerancias se puede
deducir además, dos determinadas zonas de tolerancias, H para los
agujeros y h para los ejes, presentan la diferencia respectivamente

9
inferior, superior o igual a cero, o sea coincidente con la línea cero. Al
formar una serie sistémica de ajustes es conveniente referirse a uno de
los elementos, al eje o al agujero, con posición de la tolerancia constante.
En el Sistema Eje Único se adopta, comúnmente, como referencia al eje
con letra h; por lo tanto, agujeros con letras desde A a H permite realizar
ajustes móviles, desde J a N ajuste indeterminado y de P a Z ajuste de
apriete.
El Sistema Agujero Único se adopta como referencia al agujero la
letra H; se tienen, por consiguiente, ajustes móviles con ejes desde a hasta
h, ajustes indeterminados con ejes desde j hasta n, y ajustes apretados
con ejes desde p a la z.
Cualidades del Sistema de tolerancias ISO
Este sistema de tolerancias es el resultado de estudios hechos a nivel
internacional, para unificar los posibles sistemas existentes y posibilitar de
este modo la intercambiabilidad.
Conceptos del sistema
1. Temperatura de referencia
Para la medición se ha adoptado la temperatura de 20 °C
2. Unidades del Sistema
En dimensiones se usa el milímetro (mm) y en tolerancias la
micra (µm).
3. Diámetros Nominales

10
El cálculo de la misma vienen los diámetros de 1 a 500 mm
formando grupos
4. Unidad de tolerancia
El cálculo de la misma viene determinado por la fórmula:
√
5. Calidades de tolerancias
En el sistema ISO, para cada grupo de diámetros hay
establecidas 18 calidades de tolerancia distintas.
Denominadas en orden ascendente IT01, IT0, IT1, IT2, IT3...
El conjunto de tolerancias dentro de una calidad se llama “serie
de tolerancias fundamentales”. A partir de la calidad 5 las series de
tolerancias están escalonadas en el producto de la unidad de
tolerancia “I” por un múltiplo que está establecido en unas tablas.
Ejemplo: dentro de un grupo de diámetros con distintas calidades
tendremos un abanico de tolerancias que será distinta en cada
calidad.
Ilustración 1 Diferentes calidades en una misma medida.

11
Ilustración 2 Serie de tolerancias fundamentales
Para cualquier grupo de diámetros las calidades 01 a 4, están
previstas en ejes y de 01 a 5, en agujeros y destinadas a las
construcciones de calibres.
Los calibrados de 4 a 11 en ejes y de 5 a 11 en agujeros,
están previstos para montajes de piezas entre sí.
Los calibrados superiores a 11 tanto en ejes como en
agujeros, están previstos para la elaboración de piezas bastas.
Normalmente en los ajustes la calidad del eje es mayor a la del
agujero.
6. Posición de la zona de tolerancia
Con saber la calidad no nos queda dada la dimensión de la
pieza. Solo tenemos las micras de tolerancias de ella.
La tolerancia puede estar situada por encima o por debajo de
la línea de referencia y más alejada o más próxima de ella.

12
Ilustración 3 Ubicación de H con respecto a linea cero.
Una vez estudiado esto podemos decir que la tolerancia queda
definida por el VARLOR NOMINAL, seguido de la letra que nos indica la
posición y por el valor numérico que indica la calidad.
50H7
Si tenemos que denominar un ajuste, queda definido por la MEDIDA
NOMINAL, común a las dos piezas y por los símbolos respectivos.
50H6/n5
Sistemas de Ajustes ISO
Cuando queremos ajustar un eje una serie de casquillos, formando unos
juegos y otros apriete lo podemos lograr de dos maneras; hacemos todos los
agujeros de los casquillos de una misma medida y variamos las medidas
del eje, o por el contrario, tomamos una misma medida para el eje y variamos

13
la de los casquillos. Los denominamos respectivamente: “SISTEMA DE
AGUJERO UNICO” o “SISTEMA DE EJE UNICO”.
El sistema de agujero único se emplea en la fabricación de
herramientas, y el de eje único en mecánica de precisión, donde es más
fácil hacer el agujero. En general es más difícil mecanizar un eje que un
agujero.
Sistema de ajuste de “AGUJERO ÚNICO”
Es un conjunto de ajustes en el que los diferentes juegos o aprietes los
conseguimos asociando a un agujero con una tolerancia constante, ejes con
diferentes tolerancias.
En el sistema ISO el agujero base es el que tiene de diferencia inferior
el valor cero y coincide con la posición H.
Ilustración 4 Sistema “agujero único”
Sistema de ajuste de “EJE ÚNICO”
En este caso se asocia a un eje de tolerancia constante,
diferentes agujeros con distintas tolerancias para lograr juegos o
aprietes.

14
En el sistema ISO el eje base es el que tiene de diferencia
superior el valor cero y coincide con la posición de la letra h.
Ilustración 5 Sistema "eje único"
Empleo de ajustes
El sistema de ajuste ISO es utilizado para ajustes y producción de
partes de recambio garantizando el ensamble perfecto a la hora del
mantenimiento de un equipo.
Para la realización de partes, durante un proceso productivo se
deben usar instrumentos que garanticen que las medidas del plano
están dentro del campo de tolerancia de la pieza.
Medir con instrumentos puede hacer que se incurran en errores
tales como error de paralaje, de alineación, sistemáticos, por el
operador, por ambiente, etc. Para minimizar estos factores que pueden
hacer que las partes fabricadas sean rechazadas por estar fuera de
especificaciones se recurre al uso de galgas que tienen materializada la
medida con su respectiva tolerancia.
Normalmente la empresa toma calibres que se le sean necesarios
sin tener que proveerse de todos los existentes.

15
Esta elección la hace basándose en la experiencia adquirida en el
taller y en los controles de fabricación En la elección de ejes y agujeros
se debe partir siempre, por razones de economía, de tolerancias lo más
amplias posibles, después si la aplicación es técnicamente imposible,
se podrá pasar a elegir tolerancias más restrictivas.
Las normas recomiendan diferentes combinaciones basadas en la
práctica y que cubren la mayoría de las necesidades.
Acotado de Tolerancias
Se puede acotar las tolerancias de dos formas:
Valor numérico: es decir, poniendo el valor de las diferencias.
Ilustración 6 Dos formas de acotado de tolerancias.
Abreviatura ISO: es condición indispensable, que el valor de las
diferencias esté contenidas en las normas ISO
Ilustración 9 Acotado de eje
Ilustración 7 Acotado de un
agujero
Ilustración 8 Acotado de un ajuste
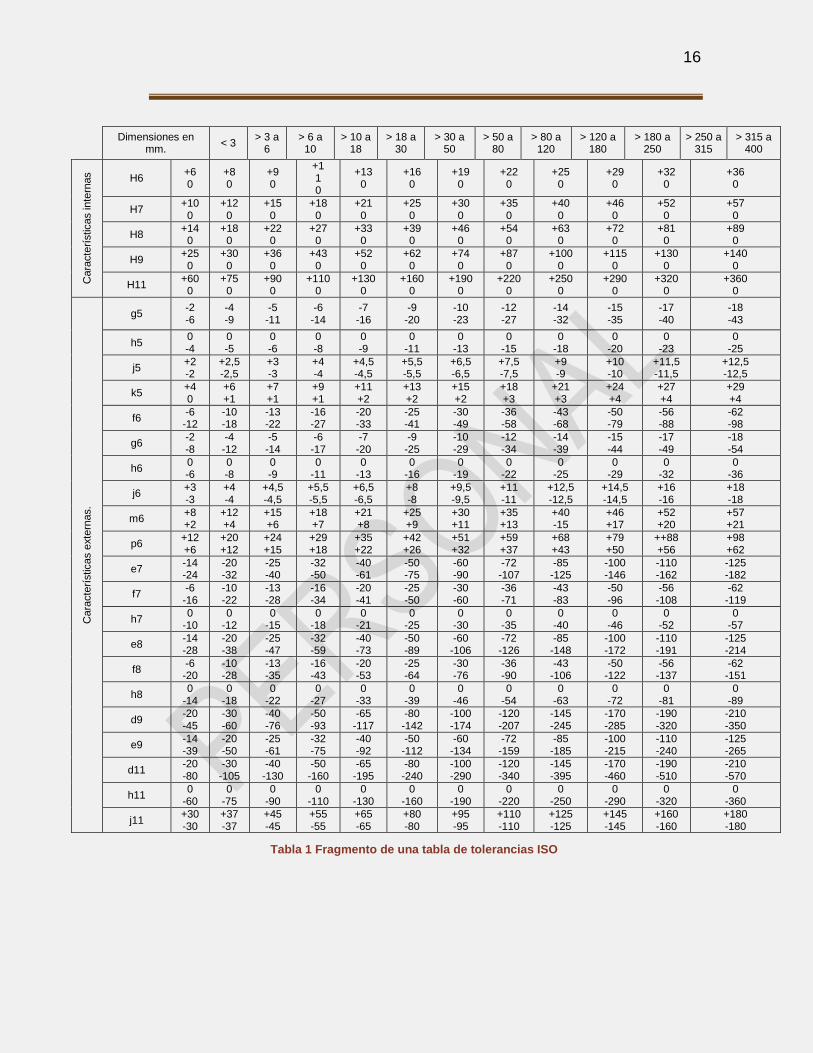
16
Dimensiones en
mm. < 3
> 3 a 6
> 6 a 10
> 10 a 18
> 18 a 30
> 30 a 50
> 50 a 80
> 80 a 120
> 120 a 180
> 180 a 250
> 250 a 315
> 315 a 400
Cara
cte
rísticas in
tern
as
H6 +6 0
+8 0
+9 0
+1 1 0
+13 0
+16 0
+19 0
+22 0
+25 0
+29 0
+32 0
+36 0
H7 +10
0 +12
0 +15
0 +18
0 +21
0 +25
0 +30
0 +35
0 +40
0 +46
0 +52
0 +57
0
H8 +14
0 +18
0 +22
0 +27
0 +33
0 +39
0 +46
0 +54
0 +63
0 +72
0 +81
0 +89
0
H9 +25
0 +30
0 +36
0 +43
0 +52
0 +62
0 +74
0 +87
0 +100
0 +115
0 +130
0 +140
0
H11 +60
0 +75
0 +90
0 +110
0 +130
0 +160
0 +190
0 +220
0 +250
0 +290
0 +320
0 +360
0
Cara
cte
rísticas e
xte
rnas.
g5 -2 -6
-4 -9
-5 -11
-6 -14
-7 -16
-9 -20
-10 -23
-12 -27
-14 -32
-15 -35
-17 -40
-18 -43
h5 0 -4
0 -5
0 -6
0 -8
0 -9
0 -11
0 -13
0 -15
0 -18
0 -20
0 -23
0 -25
j5 +2 -2
+2,5 -2,5
+3 -3
+4 -4
+4,5 -4,5
+5,5 -5,5
+6,5 -6,5
+7,5 -7,5
+9 -9
+10 -10
+11,5 -11,5
+12,5 -12,5
k5 +4 0
+6 +1
+7 +1
+9 +1
+11 +2
+13 +2
+15 +2
+18 +3
+21 +3
+24 +4
+27 +4
+29 +4
f6 -6 -12
-10 -18
-13 -22
-16 -27
-20 -33
-25 -41
-30 -49
-36 -58
-43 -68
-50 -79
-56 -88
-62 -98
g6 -2 -8
-4 -12
-5 -14
-6 -17
-7 -20
-9 -25
-10 -29
-12 -34
-14 -39
-15 -44
-17 -49
-18 -54
h6 0 -6
0 -8
0 -9
0 -11
0 -13
0 -16
0 -19
0 -22
0 -25
0 -29
0 -32
0 -36
j6 +3 -3
+4 -4
+4,5 -4,5
+5,5 -5,5
+6,5 -6,5
+8 -8
+9,5 -9,5
+11 -11
+12,5 -12,5
+14,5 -14,5
+16 -16
+18 -18
m6 +8 +2
+12 +4
+15 +6
+18 +7
+21 +8
+25 +9
+30 +11
+35 +13
+40 -15
+46 +17
+52 +20
+57 +21
p6 +12 +6
+20 +12
+24 +15
+29 +18
+35 +22
+42 +26
+51 +32
+59 +37
+68 +43
+79 +50
++88 +56
+98 +62
e7 -14 -24
-20 -32
-25 -40
-32 -50
-40 -61
-50 -75
-60 -90
-72 -107
-85 -125
-100 -146
-110 -162
-125 -182
f7 -6 -16
-10 -22
-13 -28
-16 -34
-20 -41
-25 -50
-30 -60
-36 -71
-43 -83
-50 -96
-56 -108
-62 -119
h7 0
-10 0
-12 0
-15 0
-18 0
-21 0
-25 0
-30 0
-35 0
-40 0
-46 0
-52 0
-57
e8 -14 -28
-20 -38
-25 -47
-32 -59
-40 -73
-50 -89
-60 -106
-72 -126
-85 -148
-100 -172
-110 -191
-125 -214
f8 -6 -20
-10 -28
-13 -35
-16 -43
-20 -53
-25 -64
-30 -76
-36 -90
-43 -106
-50 -122
-56 -137
-62 -151
h8 0
-14 0
-18 0
-22 0
-27 0
-33 0
-39 0
-46 0
-54 0
-63 0
-72 0
-81 0
-89
d9 -20 -45
-30 -60
-40 -76
-50 -93
-65 -117
-80 -142
-100 -174
-120 -207
-145 -245
-170 -285
-190 -320
-210 -350
e9 -14 -39
-20 -50
-25 -61
-32 -75
-40 -92
-50 -112
-60 -134
-72 -159
-85 -185
-100 -215
-110 -240
-125 -265
d11 -20 -80
-30 -105
-40 -130
-50 -160
-65 -195
-80 -240
-100 -290
-120 -340
-145 -395
-170 -460
-190 -510
-210 -570
h11 0
-60 0
-75 0
-90 0
-110 0
-130 0
-160 0
-190 0
-220 0
-250 0
-290 0
-320 0
-360
j11 +30 -30
+37 -37
+45 -45
+55 -55
+65 -65
+80 -80
+95 -95
+110 -110
+125 -125
+145 -145
+160 -160
+180 -180
Tabla 1 Fragmento de una tabla de tolerancias ISO

17
Tolerancias Geométricas
Las tolerancias dimensionales de una pieza resultan insuficientes si
no van acompañadas de las tolerancias geométricas, constituidas por
irregularidades en la forma y posición de las superficies.
El principal objeto de este sistema de tolerancias es asegurar el
funcionamiento satisfactorio y la intercambiabilidad de las piezas
Las maquinas herramienta al trabajar producen errores de forma y de
posición, por ello las tolerancias geométricas pueden dividirse en:
Tolerancias Geometricas De Forma Y Tolerancias Geometricas De Posicion
Las de forma suelen hacer referencia a piezas consideradas
aisladamente. Las de posiciones a piezas que están asociadas con otras.
Ilustración 10 Ejemplos de defectos geométricos

18
Ilustración 11 Tolerancias de posición. Símbolos utilizados.
Consignación en los dibujos.
Los símbolos y datos necesarios se inscriben en un rectángulo dividido en
dos o tres recuadros. Estos recuadros se rellenan del siguiente modo:
• Símbolo de tolerancia
• Valor numérico de la tolerancia

19
• Letra que identifique el elemento de referencia
El rectángulo se une al elemento al que se refiere la tolerancia.
Colocación en la pieza:
Sobre el contorno del elemento afectado o sobre una prolongación
del mismo.

20
Sobre la prolongación de la línea de cota si la tolerancia se refiere al
eje o al plano medio de la pieza
El elemento de referencia se une al rectángulo por medio de una línea
terminada en un triángulo equilátero lleno, cuya base se apoya según los
criterios anteriores.
Cuando este triángulo no puede unirse al rectángulo se usa un
cuadrado con letra mayúscula.
Hay que tener en cuenta la siguiente norma fundamental en la
aplicación de las tolerancias de formar y de posición:
Solo deberán especificarse cuando sean esenciales para la correcta
ejecución de la pieza.

21
Contenido
Guía de Ajustes y Tolerancias .................................................................................................. 0
Introducción .......................................................................................................................... 1
Tolerancias ........................................................................................................................... 2
Formas de representar una tolerancia dimensional ......................................................... 5
Grados de calidad ISO. ........................................................................................................ 6
Unidades de tolerancias IT. .............................................................................................. 7
Cualidades del Sistema de tolerancias ISO ..................................................................... 9
Sistemas de Ajustes ISO .................................................................................................... 12
Empleo de ajustes .............................................................................................................. 14
Tolerancias Geométricas .................................................................................................... 17
Tolerancias Geometricas De Forma Y Tolerancias Geometricas De Posicion .................. 17
Ilustración 1 Diferentes calidades en una misma medida. ....................................................... 10
Ilustración 2 Serie de tolerancias fundamentales ..................................................................... 11
Ilustración 3 Ubicación de H con respecto a linea cero........................................................... 12
Ilustración 4 Sistema “agujero único” .......................................................................................... 13
Ilustración 5 Sistema "eje único" ................................................................................................. 14
Ilustración 6 Dos formas de acotado de tolerancias. ............................................................... 15
Ilustración 7 Acotado de un agujero ............................................................................................ 15
Ilustración 8 Acotado de un ajuste .............................................................................................. 15
Ilustración 9 Acotado de eje ......................................................................................................... 15
Ilustración 10 Ejemplos de defectos geométricos .................................................................... 17
Ilustración 11 Tolerancias de posición. Símbolos utilizados. ................................................... 18
Nota: sujeto a ampliaciones posteriores.