Guia de Diagrama de Flujo de Proceso
9
Ingeniería de Métodos Ciclo I-2014 Guía 1: “Diagrama de Procesos” UNIVERSIDAD DE EL SALVADOR FACULTAD DE INGENIERIA Y ARQUITECTURA ESCUELA DE INGENIERIA INDUSTRIAL DIAGRAMA DE PROCESOS. Definición. Es una representación grafica de los pasos que se siguen en toda una secuencia cronológica de actividades dentro de un proceso ó un procedimiento, identificándolos mediante simbolos de acuerdo con su naturaleza; incluye, además, toda la información que se considera necesaria para el análisis tal como distancias recorridas, cantidad considerada y tiempo requerido. Existen dos tipos de diagramas: 1. El diagrama de análisis del proceso (OTIDA). 2. Diagrama operación e inspección del proceso (OPERIN). OPERIN: Es un diagrama que presenta un cuadro general de cómo se suceden tan solo las principales operaciones e inspecciones de un proceso, con indicaciones de los puntos de entrada y salida de los materiales. OTIDA: Diagrama que muestra la representación grafica de la sucesión cronológica de hechos ó fases que se presentan al aplicar el método o procedimiento de trabajo; indica las diversas actividades q que da lugar un trabajo ó un producto en la fabrica ó departamento, anotando todas ellas por medio de los símbolos apropiados. Este diagrama muestra todos los movimientos: operaciones, transportes,inspecciones, demoras y almacenamientos que se dan durante el proceso. Da un panorama completo del mismo. Utilización del diagrama de proceso: Todos los tipos de diagramas de procesos tienen como objetivo mostrar la trayectoria de un producto ó procedimiento, mostrando todos los sucesos que ocurren desde que entra la materia prima hasta que se obtiene un producto. Su utilización es importante debido a que ayuda a identificar las actividades innecesarias, para las cuales se debe buscar siempre la forma de eliminarlas y/o combinarlas. Simbología utilizada. (Simbología ASME). Con fines analíticos y como ayuda para descubrir y eliminar ineficiencias, es conveniente clasificar las acciones que tienen lugar durante un proceso dado. Estas se conocen bajo los términos de operaciones, transportes, inspecciones, retrasos o demoras, almacenajes y actividades combinadas (operación- inspección)
-
Upload
gerardo-cardona-morales -
Category
Documents
-
view
319 -
download
9
Transcript of Guia de Diagrama de Flujo de Proceso
-
Ingeniera de Mtodos Ciclo I-2014
Gua 1: Diagrama de Procesos
UNIVERSIDAD DE EL SALVADOR
FACULTAD DE INGENIERIA Y ARQUITECTURA
ESCUELA DE INGENIERIA INDUSTRIAL
DIAGRAMA DE PROCESOS.
Definicin.
Es una representacin grafica de los pasos que se siguen en toda una secuencia cronolgica de actividades dentro de un proceso un procedimiento, identificndolos mediante simbolos de acuerdo con su naturaleza; incluye, adems, toda la informacin que se considera necesaria para el anlisis tal como distancias recorridas, cantidad considerada y tiempo requerido.
Existen dos tipos de diagramas:
1. El diagrama de anlisis del proceso (OTIDA).
2. Diagrama operacin e inspeccin del proceso (OPERIN).
OPERIN:
Es un diagrama que presenta un cuadro general de cmo se suceden tan solo las principales
operaciones e inspecciones de un proceso, con indicaciones de los puntos de entrada y salida de
los materiales.
OTIDA:
Diagrama que muestra la representacin grafica de la sucesin cronolgica de hechos fases que
se presentan al aplicar el mtodo o procedimiento de trabajo; indica las diversas actividades q que
da lugar un trabajo un producto en la fabrica departamento, anotando todas ellas por medio de
los smbolos apropiados.
Este diagrama muestra todos los movimientos: operaciones, transportes,inspecciones, demoras y
almacenamientos que se dan durante el proceso. Da un panorama completo del mismo.
Utilizacin del diagrama de proceso:
Todos los tipos de diagramas de procesos tienen como objetivo mostrar la trayectoria de un
producto procedimiento, mostrando todos los sucesos que ocurren desde que entra la materia
prima hasta que se obtiene un producto.
Su utilizacin es importante debido a que ayuda a identificar las actividades innecesarias, para las
cuales se debe buscar siempre la forma de eliminarlas y/o combinarlas.
Simbologa utilizada. (Simbologa ASME).
Con fines analticos y como ayuda para descubrir y eliminar ineficiencias, es conveniente clasificar
las acciones que tienen lugar durante un proceso dado. Estas se conocen bajo los trminos de
operaciones, transportes, inspecciones, retrasos o demoras, almacenajes y actividades
combinadas (operacin- inspeccin)
-
Ingeniera de Mtodos Ciclo I-2014
Gua 1: Diagrama de Procesos
Operacin.
Indica las principales fases del proceso, metodo o procedimiento. Por lo comn, la
pieza, materia o producto del caso se modifica durante la operacin y se le da un valor
agregado a dicha materia prima, pieza prdocucto.
Tambin se emplea el simbolo de la operacin cuando se consigna un procedimiento, por ejemplo,
un trmite corriente de oficina. Se dice que hay operacin cuando se da o se recibe informacin o
cuando se hacen planes o clculos.
La operacin hace avanzar al material, elemento o servicio un paso ms hacia el final, bien sea al
modificar su forma, como en el caso de una pieza que se labra, o su composicin, tratndose de
un proceso qumico, o bien al aadir o quitar elementos, si se hace un montaje. La operacin
tambin puede consistir en preparar cualquier actividad que favorezca la terminacin del producto.
La medida del dimetro del circulo segn la norma es de 3/8 lo que es equivalente a 10 mm, en ocasiones si el tamao del diagrama de proceso contiene un gran nmero de actividades, el
tamao del circulo puede adaptarse de acuerdo a las necesidades de quien elabora el diagrama,
siempre y cuando sea legible y se adapte al tamao del papel.
Inspeccin.
Indica que se verifica la calidad, la cantidad o ambas. Compara el producto con un patrn
(calidad,medicin y cantidad).
La inspeccin no contribuye a la conversin del material en producto acabado. Slo sirve para
comprobar si una operacin se ejecut correctamente en lo que se refiere a calidad y cantidad.
La medida de cada lado del cuadrado segn la norma es de 3/8 lo que es equivalente a 10 mm, y tambin se puede modificar si el tamao del diagrama de proceso completo se desea disminuir.
Actividades combinadas. ( Operacin Inspeccin)
Cuando se desea indicar que varias actividades son ejecutadas al mismo tiempo o por el
mismo operario en un mismo lugar de trabajo, se combinan los smbolos de tales
actividades. Un circulo dentro de un cuadrado representa la actividad combinada de
operacin inspeccin, que es la ms utilizada.
Tranporte.
Indica el movimiento de los trabajadores, materiales y equipo de un lugar a otro.
Hay transporte, pues, cuando un objeto se traslada de un lugar a otro, salvo que el
traslado forme parte de una operacin o sea efectuado por un operario en su lugar de trabajo al
realizar una operacin o inspeccin.
Depsito provisional, espera demora
Indica demora en el desarrollo de los hechos: por ejemplo, trabajo en suspenso entre 2
operaciones sucesivas, o abandono momentneo no resgistrado, de cualquier objeto
hasta que se necesite. Es el caso del trabajo amontonado en el suelo del taller entre dos
operaciones, de las piezas por colocar en sus casilleros de las cartas por firmar.
-
Ingeniera de Mtodos Ciclo I-2014
Gua 1: Diagrama de Procesos
Almacenamiento permanente.
Indica depsito de un objeto bajo vigilancia en un almacn donde se lo recibe o entrega
mediante alguna forma de autorizacin o donde se guarda con fines de referencia.
Hay, almacenamiento permanente cuando se guarda un objeto y se cuida de que no sea traslado
sin autorizacin.
La diferencia entre almacenamiento permanente y dposito provisional o espera es que,
generalmente, se necesita un pedido de entrega, vale u otra prueba de autorizacin para sacar los
objetos dejados en almacenamiento permanente, pero no los depositados en forma provisional.
Es importante recordar que todas las materias primas permanecen en un alamcenamiento
permanente antes de que se comiencen a procesar.
Nota: El tamao recomendado para las piezas segn la simbologa ASME es de 3/8 que equivale a 10 mm. Para cada lado de cada una de las figuras, aunque como se mencion anteriormente se
puede adaptar de acuerdo a las necesidades de quien elabora el diagrama.
OPCIONES DE FLUJO PRESENTADAS EN UN DIAGRAMA DE PROCESO.
Lnea de flujo, principal y secundaria.
Componente secundario
Componenente principal
En un proceso siempre habr una lnea de flujo principal en la que se representa la parte ms
importante del proceso y que incluye generalmente aquella parte del producto a la que siempre se
adicionan las otras partes o sobre la que se realizan las actividades principales.
Flujo alternativo de seleccin dependiente.
Ocasionalmente una lnea de flujo puede dividirse para realizar procesamientos paralelos que una
vez concluidos pueden integrar sus resultados a la lnea de flujo original, siguiendo a partir de este
punto otras actividades.
6-5 5-4
7
3
-
Ingeniera de Mtodos Ciclo I-2014
Gua 1: Diagrama de Procesos
Flujo alternativo de seleccin independiente..
Tambin de manera ocasional, una linea de flujo puede dividirse para realizar procesamientos
paralelos que una vez concluidos no vuelven a la linea original o alguna de las lneas en que se
divide esta constituyen salidas hacia otros procesos o sistemas.
SIMBOLOS COMPLEMENTARIOS EN UN DIAGRAMA DE PROCESO.
Otros smbolos, que no constituyen actividades, pero se requieren para completar la
representacin del proceso
Flujo de entrada
. Numeracin de actividades.
Las actividades de un proceso, presentes en un diagrama que lo describe, deben numerarse
comenzando por las que se encuentran sobre la lnea principal del diagrama desde arriba hacia
abajo hasta encontrar una conexin a la lnea principal,momento en el que se detiene la
numeracin sobre esa lnea y se continua en la lnea inmediata izquierda de la misma forma
descrita anteriormente. Cada actividad diferente tiene numeracin independiente del resto.
5 3
2
Flujo de salida
2
Reproceso
2
5
Repeticin de actividades
5
4
Repetir 3 veces mas
12
-
Ingeniera de Mtodos Ciclo I-2014
Gua 1: Diagrama de Procesos
Cada actividad se enumera segn su clasificacin , la operacin 1 ser O-1, la operacin 2 ser
O-2 y as sucesivamente; igualmente las inspecciones (I-1,I-2,etc,), transportes (T-1,T-2,etc.),
demoras (D-1, D-2,,etc.),almacenamientos (A-1,A-2,etc.) y actividades combinadas (OI-1,OI-2,etc.).
REPRESENTACIN GRFICA DEL PRINCIPIO DE CONTRUCCIN DE DIAGRAMAS DE PROCESO DE
LA OPERACIN.
.
FORMATO PARA LA ELABORACION DEL DIAGRAMA DE PROCESO.
A continuacion se muestra el formato a seguir para la elaboracion de un diagrama de proceso, el
cual deber contener la siguiente informacin:
Nombre del producto, pieza proceso que se esta diagramando. Fecha de elaboracin del diagrama Persona que lo elabora Mtodo actual propuesto. Departamento Nmero de plano al que corresponde Codigo
Entrada de material en proceso
Identificacin Material comprado
Submontaje O pieza que Se une aOtra o aun submontaje
Submontaje O pieza que se une aUna piezaPrincipal
Material comprado Material comprado Material comprado
Material en el que se ha realizado un trabajo.
Material en el que se ha realizado un trabajo.
Material comprado
Pie
za en
la qu
e se
realiza la m
ayora d
e las o
pe
racion
es
Etapas del proceso dispuestas por Orden cronolgico
Material en el que se ha realizado un trabajo.
-
Ingeniera de Mtodos Ciclo I-2014
Gua 1: Diagrama de Procesos
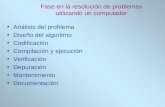
Ademas, el diagrama de proceso deber llevar siempre un cuadro resumen, el cual deber
contener la informacin del total de ventos, tiempos y distancias de los diferentes elementos de
clasificacin de las actividades. A continuacin se presenta el formato de un diagrama de
proceso ya elaborado.
DIAGRAMA DE FLUJO DEL PROCESO
Encabezado del diagrama
Producto:
Cdigo del producto:
Fecha:
Elaborado por:
Departamento:
Mtodo:
Plano:
Revis:
Cdigo del proceso:
Eje
10 mm de dimetro; acero S.69
2
3
4
5
6
9
14
1
1
2
3
7
0.025 h
0.010 h
No se fija tiempo
0.070 h
0.020 h
No se fija tiempo
0.015 h
0.008 h
No se fija tiempo
0.020 h
0.045 h
No se fija tiempo
Moldura de plastico
Moldeo de resina; fenolformaldehdo
8
4
70.008 h
0.022 h
No se fija tiempo
Pernete de tope
5 mm de dimetro; acero BSS 32/4.
11
12
13
5
10
6
0.025 h
0.025 h
No se fija tiempo
0.015 h
0.006 h
No se fija tiempo
Componente secundario
Espacio para diagrama
Lnea principal del Producto
Componente principal
Puntos de ensamble
CUADRO RESUMENCUADRO RESUMEN
TOTALTOTAL
ELEMENTOELEMENTO SIMBOLOGIASIMBOLOGIA CANTIDADCANTIDAD TIEMPOTIEMPO DISTANCIADISTANCIA
OPERACINOPERACIN
TRANSPORTETRANSPORTE
DEMORADEMORA
INSPECCININSPECCIN
ALMACENAMIENTOALMACENAMIENTO
OPERACIN E
INSPECCIN
OPERACIN E
INSPECCIN
7373 00 ____
4040 00
99
____
11 ____ ____
44____
00 00142142
100___________________Eficiencia
1515 00
____
____
____
Cuadro resumen
El clculo de ndices de desempeo es importante para la toma de decisiones. (auxilindose del cuadro resumen)
Tiempo productivo
Total de tiempo
-
Ingeniera de Mtodos Ciclo I-2014
Gua 1: Diagrama de Procesos
CARTA DE PROCESO
Proporciona una imagen clara de toda la secuencia de los acontecimientos del proceso.Por lo tanto
permite estudiar las fases del proceso en forma sistematica.
CARTA DE PROCESO
UBICACIN:
DIBUJO No:
ELABORADO POR:
FECHA:
METODO:
DIAGRAMA EMPIEZA EN: _________________
DIAGRAMA TERMINA EN: _________________
RESUMEN
ActividadAhorrosPropuestoActual
Operacin
Transporte
Demora
Inspeccin
Almacenaje
Costo
Unidad de
distancia (pies)SIMBOLO
ACTIVIDAD:
DESCRIPCIN DEL PROCESOUnidad de
tiempo (seg.)
HOJA _ DE _
Totales
Cant. tiempo distancia Cant. tiempo distancia Cant. tiempo distancia
-
Ingeniera de Mtodos Ciclo I-2014
Gua 1: Diagrama de Procesos
EJERCICIOS PROPUESTOS.
Problema 1.
Con la informacin siguiente elabore el diagrama de anlisis del proceso y el diagrama OPERIN:
Respaldo:
Transportar tubos de 1.9 . desde el almacn hacia la sierra circular. (4 metros, 1 minuto)
Cortar dicho tubo a una longitud de 3.53m. (1 minuto)
Transportar a la dobladora. (3 metros, 1minuto)
Doblar el tubo, primero de un extremo y luego del otro dando la forma dispuesta por la
dobladora. (0.5 minutos)
Trasladar tubo doblado hacia el puesto de soldadura. (3 metros, 1 minuto)
Herrajes:
Trasladar ngulo de X . a la troqueladora de corte. (3 metros, 1 minuto)
Cortar el ngulo a una longitud de 10 cm. (0.5 minutos)
Transportar a troqueladora para herrajes. (6 metros, 1 minuto)
Troquelar los herrajes. (3 minutos)
Transportar herrajes al rea de soldadura. (10 metros, 2 minuto)
Ensamble:
Unir herrajes por medio de soldadura en el respaldo. (1 minuto)
Inspeccionar que el ensamble este unido correctamente. (1 minuto)
Transportar hacia el rea de pintura. (1 metros, 0.5 minutos)
Limpiar y lijar el respaldo terminado. (1.5 minutos)
Pintar el respaldo terminado. (2 minutos)
Transportar hacia horno de secado. (15 metros, 3 minutos)
Los ensambles se secan y esperan 2 minutos para ser retirados.
Retirar el ensamble del horno. (0.40 minutos)
Colocar tacos plsticos en los extremos del ensamble. (0.3 minutos)
Transportar al rea de empaque. (7 metros, 1.5 minutos)
Empaquetar. (1 minuto)
Almacenar
Problema 2.
Con la siguiente informacin realice el anlisis del proceso y el diagrama OPERIN. El proceso
de elaboracin de un vestido tipo PLEATED DRESS, se puede dividir en 5 etapas:
Elaboracin de cuello, elaboracin de manga, elaboracin de frente, preparacin de
partes traseras y ensamble de piezas.
Elaboracin de cuello:
A una operacin en una maquina plana se le asignaran dos partes de cuello y una tira de tela de forro, tomara
una de la piezas y en el frente la misma coser esa tira doblada a la mitad, como una vena en la orilla.
-
Ingeniera de Mtodos Ciclo I-2014
Gua 1: Diagrama de Procesos
Exterior (0.4 minutos). Posteriormente colocar la segunda pieza encima, frente y har una costura para sellar
las piezas (0.6 minutos).
Al finalizar se trasladar estos juegos al rea de planchado, ubicado a 12 metros del puesto de trabajo, este
desplazamiento le tomar 1.5 minutos a la operacin, en dicha rea se recortarn los excesos de tela y
plancharn la pieza (2 minutos), luego se inspecciona la pieza en 0.2 minutos y se traslada al rea de
ensamble (1 minuto 8 metros).
Elaboracin de manga:
Una segunda operacin recibir las dos piezas de las mangas y los forros. La primera operacin se llevar a
cabo en la maquina plana, donde se unir manga con forro, se despuntar y se cerrar la manga (1 minuto).
Al terminar, las piezas sern trasladadas a otra operaria de maquina plana (2 metros en 0.5 minutos) para que
le d la vuelta a la pieza y cierre la sisa a las mangas (0.4 minutos), se inspeccin la pieza en 0.2 minutos y se
traslada al rea de ensamble (10 metros 1.2 minutos).
Elaboracin de frente:
Una operaria de maquina plana a la que se asigna esta pieza, tendr que elaborar la alforza o paletn que
lleva el vestido en su parte frontal, para ello doblar la pieza a la mitad en su reverso har la costura
respectiva (0.3 minutos), luego abrir la pieza y sellar el frente (0.5 minutos). Al terminar dicha operacin
trasladara las piezas al rea de planchado (8 metros en 1.5 minutos), al llegar la operaria el planchado se
ejecutara al instante (1.5 minutos) luego se realizara en la pieza una unin por hombros con traseros en una
maquina rana de 4 hilos (2 minutos) y finalmente se realiza una inspeccin ligera (0.5 minutos) y la pieza es
trasladada al rea de ensamble (9 metros en 1.30 minutos).
Preparacin de partes traseras.
Aqu lo que se hace es sorjetear las partes traseras en una rana de 3 hilos para evitar el deshilado a largo
plazo (0.6 minutos). Despus se pasa a unir frente con el trasero por los laterales en maquina de 3 hilos (0.3
minutos), en el rea de ensamble (4 metros en 0.5 minutos).
Ensamble:
Lo primero es fijar al frente el cuello en una maquina plana (1 minuto), luego se pasa a la plana con
aditamento para que coloque el rol, que consiste en una tira de tela que por medio del aditamento es doblada
de forma que se realice en el una costura de ensamble de cuello con el frente (1 minuto). Al finalizar, se
traslada la pieza a una plana (2 metros en 0.4 minutos) para el sellado del rol (0.5 minutos). La pieza se
traslada entonces a otra plana junto a la anterior por lo que no se considera un transporte porque est situada
a 0.5 metros, en dicha maquina plana se har el taqueado y pegado de zipper (1 minuto), as como el cierre
de espalda (1 minuto). Y el pegado de manga (1 minuto). Finalmente se traslada a una rana de 3 hilos para
sor jetear ruedo (2metros en 0.4 minutos), sor jeteo de ruedo (1 minuto). Luego pasa a la botoneadora para
punteado y pegado de botones (2.5 minutos) y por ltimo, a la mquina para ruedo invisible (1 minuto), dichas
mquinas estn colocadas a un espacio de 0.4 metros cada una.
Cuando se finaliza el vestido se traslada (20 metros en 2 minutos) a las operarias para quitar las hebras
sobrantes (1 minuto), luego pasa al planchado final (1.5 minutos), inspeccin final (0.5 minutos), al terminar la
inspeccin es enviado al rea de etiqueta y empaque (12 metros en 1 minuto) para su almacenado final, el
etiquetado es realizado en 0.4 minutos y el empacado en 1 minuto en cajas de 10 unidades para ventas al
mayoreo, luego estas cajas son enviadas al almacn de productos terminado (8 metros en 0.8
minutos).