GUÍA DE INSPEC AGUA P FDA
25
GUÍA DE INSPECCIONES DE SISTEMAS DE AGUA DE ALTA PUREZA GUÍA PARA INSPECCIONES DE LABORATORIOS DE CONTROL DE CALIDAD FARMACÉUTICA Julio de 1993 La División de Investigaciones en el Campo Oficina de Operaciones Regionales Oficina de Asuntos Reglamentarios Administración de Alimentos y Drogas de los Estados Unidos [logotipo: Departmento de Salud y de Servicios Humanos, EU] GUÍA DE INSPECCIONES DE SISTEMAS DE AGUA DE ALTA PUREZA Esta guía trata, principalmente desde un aspecto microbiológico, el examen y la evaluación de sistemas de agua de alta pureza que se utilizan para la fabricación de productos medicinales y sustancias medicinales. También incluye un repaso del diseño de los diversos tipos de sistemas y algunos de los problemas que se han asociado con estos sistemas. Al igual que otras guías, no abarca todo, sino que provee antecedentes y pautas para el examen y la evaluación de sistemas de agua de alta pureza. La guía para inspecciones de laboratorios de control de calidad farmacéutica microbiológica (mayo de 1993) provee una guía adicional. I. DISEÑO DE SISTEMA Una de las consideraciones básicas en el diseño de un sistema es el tipo de producto a fabricarse. Para productos parenterales donde existe la preocupación de pirógenos, se espera que se utilice Agua de Inyección. Esto se aplica a la formulación de los productos, así como al lavado final de los componentes y equipos utilizados en su fabricación. La destilación y la filtración por Ósmosis Inversa (RO) son los únicos métodos aceptables nombrados en la USP para producir Agua de Inyección. Sin embargo, en las industrias farmacéuticas y biotecnológicas a granel y en algunas compañías extranjeras, se emplea Ultrafiltración (UF) para minimizar las endotoxinas en aquellas sustancias medicinales que se administran en forma parenteral.
Transcript of GUÍA DE INSPEC AGUA P FDA

GUÍA DE INSPECCIONES DE SISTEMAS DE AGUA DE ALTA PUREZA
GUÍA PARA INSPECCIONES DE LABORATORIOS DE CONTROL
DE CALIDAD FARMACÉUTICA
Julio de 1993
La División de Investigaciones en el Campo
Oficina de Operaciones Regionales
Oficina de Asuntos Reglamentarios
Administración de Alimentos y Drogas de los Estados Unidos
[logotipo: Departmento de Salud y de Servicios Humanos, EU]
GUÍA DE INSPECCIONES DE SISTEMAS DE AGUA DE ALTA PUREZA
Esta guía trata, principalmente desde un aspecto microbiológico, el examen y la evaluación de sistemas de agua de alta pureza que se utilizan para la fabricación de productos medicinales y sustancias medicinales. También incluye un repaso del diseño de los diversos tipos de sistemas y algunos de los problemas que se han asociado con estos sistemas. Al igual que otras guías, no abarca todo, sino que provee antecedentes y pautas para el examen y la evaluación de sistemas de agua de alta pureza. La guía para inspecciones de laboratorios de control de calidad farmacéutica microbiológica (mayo de 1993) provee una guía adicional.
I. DISEÑO DE SISTEMA
Una de las consideraciones básicas en el diseño de un sistema es el tipo de producto a fabricarse. Para productos parenterales donde existe la preocupación de pirógenos, se espera que se utilice Agua de Inyección. Esto se aplica a la formulación de los productos, así como al lavado final de los componentes y equipos utilizados en su fabricación. La destilación y la filtración por Ósmosis Inversa (RO) son los únicos métodos aceptables nombrados en la USP para producir Agua de Inyección. Sin embargo, en las industrias farmacéuticas y biotecnológicas a granel y en algunas compañías extranjeras, se emplea Ultrafiltración (UF) para minimizar las endotoxinas en aquellas sustancias medicinales que se administran en forma parenteral.
Para algunos productos oftálmicos, como la solución de irrigación oftálmica, y algunos productos de inhalación, como Agua Estéril para Inhalación, donde hay especificaciones para los pirógenos, se espera que se utilice Agua de Inyección para su formulación. Sin embargo, para la mayoría de los productos de inhalación y oftálmicos, se utiliza agua purificada en su formulación. Esto también se aplica a productos tópicos, cosméticos y orales.
Otra consideración del diseño es la temperatura del sistema. Se reconoce que los sistemas calientes (65-80_C) son autohigienizantes. Aunque el costo de otros sistemas sea menor para una compañía, es

posible que el costo de mantenimiento, pruebas y posibles problemas sea mayor que el costo de la energía ahorrada.
El hecho de que un sistema sea circulatorio o unidireccional también es una consideración importante del diseño. Es obvio que es menos probable que el agua en movimiento constante tenga altos niveles de contaminantes. Un sistema de agua unidireccional básicamente es una "pata muerta".La última consideración, y tal vez la más importante, es la evaluación de riesgos o el nivel de calidad deseado. Se deberá reconocer que los diversos productos requieren aguas de distintas calidades. Los parenterales requieren agua muy pura sin ninguna endotoxina. Los productos tópicos y orales requieren agua menos pura y no tienen un requisito de endotoxinas. Aun con los productos tópicos y orales hay factores que exigen distintas calidades de agua. Por ejemplo, los preservativos en los antiácidos son de eficacia marginal, de modo que hay que establecer límites microbianos más estrictos. El departamento de control de calidad deberá evaluar cada producto fabricado con el agua de su sistema y determinar los límites de acción microbiana sobre la base del producto más sensible a los microbios. En lugar de límites de acción de agua estrictos en el sistema, el fabricante puede agregar un paso de reducción microbiana en el proceso de fabricación para el(los) producto(s) medicinal(es) sensible(s).
II. VALIDACIÓN DEL SISTEMA
Una referencia básica utilizada para la validación de sistemas de agua de alta pureza es el Informe técnico No. 4 de la Asociación de Fármacos Parenterales titulado "Conceptos de diseño para la validación de un sistema de agua de inyección".
La introducción provee pautas y declara que "La validación con frecuencia involucra el uso de un desafío apropiado. En esta situación, no sería deseable introducir microorganismos en un sistema en línea; por lo tanto, se depende de pruebas periódicas de calidad microbiológica y de la instalación de equipos de monitoreo en puntos de verificación específicos para asegurar que el sistema total esté funcionando correctamente y cumpliendo continuamente su función prevista".
Al examinar un informe de validación o al validar un sistema de agua de alta pureza, hay varios aspectos que se deberían tomar en cuenta. La documentación deberá incluir una descripción del sistema junto con un plano. El dibujo deberá mostrar todos los equipos del sistema desde la alimentación del agua hasta los puntos de uso. También deberá mostrar todos los puntos de muestreo y sus designaciones. Si un sistema no tiene plano, por lo general se considera una condición objetable. El razonamiento es el siguiente: si no hay plano, ¿cómo se puede validar el sistema? ¿Cómo puede saber un gerente de control de calidad o un microbiólogo dónde realizar el muestreo? En las instalaciones observadas sin planos actualizados, se identificaron problemas serios en estos sistemas. Se deberá comparar el plano con el sistema real anualmente para asegurar su precisión, detectar cambios no notificados y confirmar los cambios notificados en el sistema.
Una vez verificados todos los equipos y tuberías por instalación correcta y funcionamiento según lo especificado, se puede comenzar con la fase inicial de la validación del sistema de agua. Durante esta fase se elaborarán los parámetros operacionales y los procedimientos de
limpieza/higienización y su frecuencia. El muestreo deberá ser diario después de cada paso en el proceso de purificación y en cada punto de uso durante dos a cuatro semanas. El procedimiento de muestreo para el muestreo de los puntos de uso deberá reflejar la forma en la cual se ha de extraer el agua, p.ej. si por lo general se fija una manguera la muestra deberá tomarse al final de la manguera. Si el SOP indica que se lave la línea antes de usar agua desde ese punto, entonces se toma la muestra después del lavado. Al final del período de dos a cuatro semanas la empresa deberá haber elaborado sus SOP para la operación del sistema de agua.

La segunda fase de la validación del sistema es demostrar que el sistema produce constantemente la calidad de agua deseada cuando se opera de acuerdo con los SOP. Se realiza el muestreo de la misma manera que en la fase inicial y durante el mismo período. Al final de esta fase los datos deberán demostrar que el sistema produce constantemente la calidad de agua deseada.
La tercera fase de la validación está diseñada para demostrar que cuando se opera el sistema de agua según los SOP durante un largo período produce constantemente agua de la calidad deseada. Toda variación en la calidad del agua de alimentación que podría afectar la operación y en última instancia la calidad del agua se detectará durante esta fase de la validación. Se realiza el muestreo según los procedimientos y las frecuencias de rutina. Para sistemas de Agua de Inyección se deberá tomar las muestras a diario desde un mínimo de un punto de uso, probando todos los puntos de uso semanalmente. Se completará la validación del sistema de agua cuando la empresa tenga un año completo de datos.
Aunque el susodicho régimen de validación no es la única manera en la cual se puede validar un sistema, contiene los elementos necesarios para la validación de un sistema de agua. Primero, deberá haber datos para apoyar los SOP. Segundo, deberá haber datos que demuestren que los SOP son válidos y que el sistema es capaz de producir constantemente agua que cumple con las especificaciones deseadas. Por último, deberá haber datos para demostrar que las variaciones estacionales en el agua de alimentación no tienen un efecto adverso en la operación del sistema o la calidad del agua.
La última parte de la validación es la compilación de los datos, con todas las conclusiones, en el informe final. El informe de validación final deberá estar firmado por las personas apropiadas responsables por la operación y la seguridad cualitativa del sistema de agua.
Un problema típico que ocurre es que los procedimientos operativos no impiden la contaminación del sistema al permanecer aire no estéril en un tubo después del drenaje. En un sistema como el ilustrado en la Figura 1, un problema típico ocurre cuando una arandela o una conexión de la manguera se lava y luego se drena al final de la operación. Después del drenaje, se cierra esta válvula (la segunda desconexión del sistema). Si al día siguiente o durante el arranque de la operación se abre la válvula primaria del sistema circulatorio, entonces el aire no estéril que
quedó en el tubo después del drenaje contaminaría el sistema. La solución es proveer procedimientos operativos que dispondrían abrir la válvula secundaria antes que la válvula primaria para lavar el tubo antes de usarlo.
Otra consideración importante en la validación de los sistemas de agua de alta pureza está compuesta por los criterios de aceptación. Resultados coherentes a lo largo del sistema durante un período constituyen el elemento principal.
III. LÍMITES MICROBIANOS
Sistemas de agua de inyección
En cuanto a los resultados microbiológicos para el Agua de Inyección, se espera que sean esencialmente estériles. Ya que con frecuencia se realiza el muestreo en áreas no estériles y no verdaderamente asépticas, a veces puede haber recuentos de bajo nivel debido a errores de muestreo. La política de la agencia es que menos de 10 CFU/100 mL es un límite de acción aceptable. Ninguno de los límites para el agua es un límite aprobatorio/desaprobatorio. Todos los límites son límites de acción. Cuando se exceden los límites de acción la empresa deberá investigar la causa del problema, tomar medidas para corregir el problema y evaluar el impacto de la contaminación microbiana en los productos fabricados con el agua, así como documentar los resultados de su investigación.

En cuanto al tamaño de las muestras, se prefieren 100-300 mL al hacer un muestreo de sistemas de Agua de Inyección. Los volúmenes de muestreo menores de 100 mL son inaceptables.
La verdadera preocupación en el Agua de Inyección es la presencia de endotoxinas. Ya que el Agua de Inyección puede aprobar la prueba de endotoxinas de LAL y sin embargo desaprobar el susodicho límite de acción microbiana, es importante monitorear los sistemas de Agua de Inyección tanto por endotoxinas como por microorganismos.
Sistemas de agua purificada
Las especificaciones microbianas para los sistemas de agua purificada no son claras. Se reconoce la especificación XXII de la USP de que cumpla con el reglamento federal de la Agencia de Protección Ambiental para agua potable como la especificación mínima. Algunos han intentado establecer especificaciones microbiológicas significativas para el agua purificada. La CFTA propuso una especificación de no más de 500 organismos por mL. USP XXII tiene una pauta de acción de no más de 100 organismos por mL. Aunque se han discutido las especificaciones microbiológicas, no se ha establecido ninguna (fuera de las normas de la EPA). La política de la agencia es que cualquier límite de acción superior a 100 CFU/mL para un sistema de agua purificada es inaceptable.
El propósito de establecer todo límite o nivel de acción es asegurar que el sistema de agua esté bajo control. Todo límite de acción establecido dependerá del sistema de agua purificada general
y el procesamiento adicional del producto acabado, así como su uso. Por ejemplo, el agua purificada utilizada para fabricar productos medicinales por procesamiento en frío deberá estar libre de organismos objetables. Hemos definido a los "organismos objetables" como cualquier organismo que pueda ocasionar infecciones cuando se utiliza el producto medicinal según las indicaciones o cualquier organismo capaz de crecer en el producto medicinal. Como se indicó en la Guía para inspecciones de laboratorios de control de calidad farmacéutica, es más significativo el contaminante específico que el número.
Los organismos existen en un sistema de agua flotando libremente en el agua o fijados a las paredes de los tubos y los tanques. Cuando están fijados a las paredes se conocen como biopelículas y continuamente desechan organismos. Por lo tanto, la contaminación no está distribuida de manera uniforme en el sistema y es posible que la muestra no sea representativa del tipo y nivel de contaminación. Un recuento de 10 CFU/mL en una muestra y de 100 o aun de 1000 CFU/mL en una muestra posterior no sería irreal.
Por lo tanto, el establecimiento del nivel de contaminación permitido en un sistema de agua de alta pureza utilizado en la fabricación de un producto no estéril requiere un entendimiento del uso del producto, la formulación (sistema preservativo) y el proceso de fabricación. Por ejemplo, los antiácidos, que no tienen un sistema preservativo eficaz, requieren un límite de acción por debajo del máximo de 100 CFU/mL.
La USP ofrece algunas pautas en su monografía sobre Atributos microbiológicos de productos no estériles. Señala que "Se deberá evaluar el significado de los microorganismos en los productos farmacéuticos no estériles en términos del uso del producto, la naturaleza del producto y el posible daño al usuario". Por lo tanto, no sólo los organismos indicadores que figuran en algunas de las monografías específicas presentan problemas. Es responsabilidad de cada fabricante evaluar su producto, la forma en que se fabrica y establecer un nivel de acción aceptable para la contaminación, a no exceder el máximo, para el sistema de agua, sobre la base del producto de mayor riesgo fabricado con el agua.
IV. Sistemas de Agua de Inyección

Hay varias inquietudes en el examen y la evaluación de los sistemas de Agua de Inyección.
La mayoría de los fabricantes de equipos de destilación recomienda el pretratamiento del agua de alimentación, y está definitivamente requerido para las unidades de Ósmosis Inversa. La calidad del agua de alimentación entrante puede fluctuar durante la vida del sistema según las variaciones estacionales y demás factores externos más allá del control del establecimiento farmacéutico. Por ejemplo, en la primavera (por lo menos en el noreste), se han conocido
aumentos en los organismos gram-negativos. Además, la construcción nueva o los incendios pueden ocasionar un agotamiento de los abastecimientos de agua en las tuberías maestras viejas, lo cual puede ocasionar una afluencia de agua altamente contaminada con una flora distinta.
El sistema de agua deberá estar diseñado para funcionar dentro de estos extremos previstos. Es obvio que la única manera de conocer los extremos es monitorear el agua de alimentación periódicamente. Si el agua de alimentación viene de un sistema de agua municipal, se puede utilizar las pruebas de la municipalidad en lugar de pruebas internas.
V. ALAMBIQUE
Las Figuras 3-5 representan el diagrama básico típico de un sistema de Agua de Inyección. La mayoría de los sistemas nuevos ahora usa alambiques de efectos múltiples. En algunas de las instalaciones, ha habido evidencia de contaminación por endotoxinas. En un sistema esto ocurrió debido al mal funcionamiento de la válvula del agua de alimentación y el control de nivel en el alambique que resultó en que se pasaran gotitas de agua de alimentación al destilado.
En otro sistema con problemas de endotoxinas, se observó que había aproximadamente 50 litros de Agua de Inyección en el condensador en el arranque. Ya que esta agua podía permanecer en el condensador durante hasta varios días (es decir, a lo largo del fin de semana), se pensó que éste era el motivo por los niveles inaceptables de endotoxinas.
Sin embargo, el no tratar el agua de alimentación adecuadamente para reducir los niveles de endotoxinas es más común. Muchos de los fabricantes de alambiques sólo garantizan una reducción de 2,5 log a 3 log en el contenido de endotoxinas. Por lo tanto, no es sorprendente que en los sistemas donde el agua de alimentación a veces llega a un pico de 250 EU/mL, a veces aparezcan niveles inaceptables de endotoxinas en el destilado (Agua de Inyección). Por ejemplo, recientemente se descubrió que tres alambiques nuevos, incluyendo dos de efectos múltiples, periódicamente daban Agua de Inyección con niveles aun mayores de 0,25 EU/mL. Los sistemas de pretratamiento para los alambiques sólo incluían sistemas de desionización sin UF, Ósmosis Inversa ni destilación. A no ser que la empresa tenga un sistema de pretratamiento satisfactorio, es extremadamente difícil que demuestre que el sistema está validado.
Los susodichos ejemplos de problemas con unidades de destilación utilizadas para producir Agua de Inyección señalan los problemas de mantenimiento de los equipos o el funcionamiento incorrecto del sistema, indicando que el sistema no ha sido validado correctamente o que la validación inicial ya no es válida. Si se observan estos tipos de problemas, se deberá examinar muy de cerca el diseño del sistema, todo cambio que se haya realizado en el sistema, el informe de validación y los datos de prueba de rutina para determinar si el sistema está funcionando en un estado de control.
Típicamente, se utilizan medidores de conductividad en los sistemas de agua para monitorear la calidad química que no tienen ningún significado en cuanto a la calidad microbiológica.
Las Figuras 3-5 también muestran llaves de purga o pequeñas lumbreras de muestreo entre cada equipo, como después del alambique y antes del tanque de retención. Están en el sistema para aislar los equipos

principales. Esto es necesario para la habilitación de los equipos y para la investigación de cualquier problema que pudiera surgir.
VI. PERMUTADORES TÉRMICOS
Un componente principal del alambique es el permutador térmico. Debido a la calidad iónica similar del agua destilada y desionizada, no se puede utilizar medidores de conductividad para monitorear la calidad microbiológica. Se deberá emplear presión positiva como por compresión de vapor o un diseño de chapa tubular doble para evitar la posible contaminación por la destilación del agua de alimentación en un permutador térmico con pérdidas.
Una Guía técnica para inspectores de la FDA sobre el tema de "Permutadores térmicos para evitar la contaminación" habla del diseño y los posibles problemas asociados con los permutadores térmicos. La guía indica que hay dos métodos para evitar la contaminación por pérdidas. Uno es proveer indicadores para monitorear las diferenciales de presión constantemente para asegurar que la presión más alta siempre esté del lado del fluido limpio. El otro es utilizar un permutador térmico del tipo de chapa tubular doble.
En algunos sistemas, se utilizan permutadores térmicos para enfriar el agua en los puntos de uso. Por lo general, no se circula agua de enfriamiento por ellos cuando no están en uso. En unas pocas situaciones, se formaron agujeros minúsculos en la tubería después de drenado (del lado del agua de enfriamiento) y de no estar en uso. Se determinó que una pequeña cantidad de humedad que quedaba en los tubos combinada con el aire ocasionó una corrosión de los tubos de acero inoxidable del lado del agua de enfriamiento. Por lo tanto, se recomienda que cuando no están en uso no se drene el agua de enfriamiento de los permutadores térmicos.
VII. TANQUE DE RETENCIÓN
En los sistemas en caliente, generalmente se mantiene la temperatura aplicando calor a un tanque de retención forrado o colocando un permutador térmico en la línea antes de un tanque de retención insulado.
El componente del tanque de retención que genera más discusión es el filtro de ventilación. Se espera que hay algún programa para probar la integridad de este filtro para asegurar que esté intacto. Típicamente, los filtros ahora están forrados para evitar que el condensado o el agua bloquee el filtro de ventilación hidrofóbica. Si esto ocurre (se bloquea el filtro de ventilación), es posible o que el filtro se rompa o que el tanque se desplome. Existen métodos para probar la
integridad de los filtros de ventilación en su lugar.
Por lo tanto, se espera que se coloque el filtro de ventilación en una posición fácilmente accesible en el tanque de retención.
Sólo porque un sistema de Agua de Inyección sea relativamente nuevo y que se emplee destilación no está libre de problemas. En una inspección de un fabricante de productos parenterales, se observó un sistema fabricado en 1984. La referencia es a la Figura 6. Aunque el sistema parezca algo complejo durante el examen inicial, se halló que era relativamente sencillo. La Figura 7 es un esquema del sistema. Las observaciones al final de la inspección de este fabricante incluyeron: "Los procedimientos operacionales para el sistema de Agua de Inyección no dispusieron el lavado o drenaje completos periódicos. El sistema también estaba expuesto a la atmósfera y el ambiente de la sala. El equipo de combinación consistía en tanques abiertos, no sellados, con tapas. El tanque de retención para el Agua de Inyección tampoco estaba sellado y nunca se hacía un muestreo por endotoxinas". Debido a estos y otros comentarios, la empresa hizo devolver varios productos y suspendió sus operaciones.

VIII. BOMBAS
Las bombas se queman y las partes se gastan. Además, si las bombas están estáticas y no funcionan continuamente, su depósito puede ser un área estática donde yace el agua. Por ejemplo, en una inspección se observó que una empresa había tenido que instalar drenaje desde el punto bajo del alojamiento de una bomba. Periódicamente se hallaba contaminación por Pseudomonas sp. en su sistema de agua, atribuida en parte a una bomba que sólo funcionaba periódicamente.
IX. TUBERÍAS
Por lo general las tuberías en los sistemas de Agua de Inyección consisten en acero inoxidable altamente pulido. En unos pocos casos los fabricantes han comenzado a utilizar tubería de PVDF (fluoruro de polivinilideno). Se dice que esta tubería puede tolerar el calor sin que se lixivie ninguna sustancia extraíble. Un problema grande con la tubería de PVDF es que requiere bastante soporte. Cuando se calienta esta tubería, tiende a combarse y puede esforzar la conexión soldada (fundida) y resultar en una pérdida. Además, por lo menos al principio, los niveles de fluoruro son altos. Esta tubería es beneficiosa en sistemas de entrega de productos donde un bajo nivel de contaminación metálica puede acelerar la degradación del producto medicinal, como en la industria biotecnológica.
Un problema común en las tuberías es el de "patas muertas". El reglamento de LVP propuesto dice que las patas muertas no tienen ninguna parte sin utilizar que sea más larga que seis diámetros de la tubería no utilizada medidos a partir del eje de la tubería en uso. Se debería señalar que esto fue elaborado para sistemas circulatorios en caliente de 75-80_.
Con los sistemas más fríos (65-75_C), cualquier caída o parte no utilizada de cualquier largo de tubería tiene el potencial para la formación de una biopelícula y se deberá eliminar en lo posible o tener procedimientos higienizadores especiales. No debería haber ningún accesorio roscado en un sistema de agua farmacéutica. Todas las uniones de la tubería deberán utilizar accesorios higiénicos o soldadura a tope. Por lo general se utilizarán accesorios higiénicos donde la tubería se une a válvulas, tanques y otros equipos que deben removerse para mantenimiento o reemplazo. Por lo tanto, se deberá examinar y evaluar los procedimientos de la empresa para la higienización, aparte de la tubería en sí, durante la inspección.
X. ÓSMOSIS INVERSA
Otro método aceptable para fabricar Agua de Inyección es Ósmosis Inversa (RO). Sin embargo, ya que estos sistemas funcionan en frío y porque los filtros de Ósmosis Inversa no son absolutos, no es insólita la contaminación microbiológica. La Figura 8 muestra un sistema en uso hace varios años. Hay cinco unidades de Ósmosis Inversa en este sistema que están en paralelo. Ya que los filtros de Ósmosis Inversa no son absolutos, los fabricantes de los filtros recomiendan que por lo menos dos estén en serie. El dibujo también ilustra una luz Ultravioleta (UV) en el sistema corriente abajo de las unidades de Ósmosis Inversa. Hacía falta la luz para controlar la contaminación microbiológica.
Este sistema también tenía válvulas esféricas. Estas válvulas no se consideran válvulas higiénicas ya que el centro de la válvula puede contener agua cuando la válvula está cerrada. Es un charco estancado de agua que puede albergar microorganismos y proveer un punto de partida para una biopelícula.
Como comentario adicional de los sistemas de Ósmosis Inversa, reconociendo los problemas microbiológicos, algunos fabricantes han instalado permutadores térmicos inmediatamente después de los filtros de Ósmosis Inversa para calentar el agua a 75-80_C para minimizar la contaminación microbiológica.

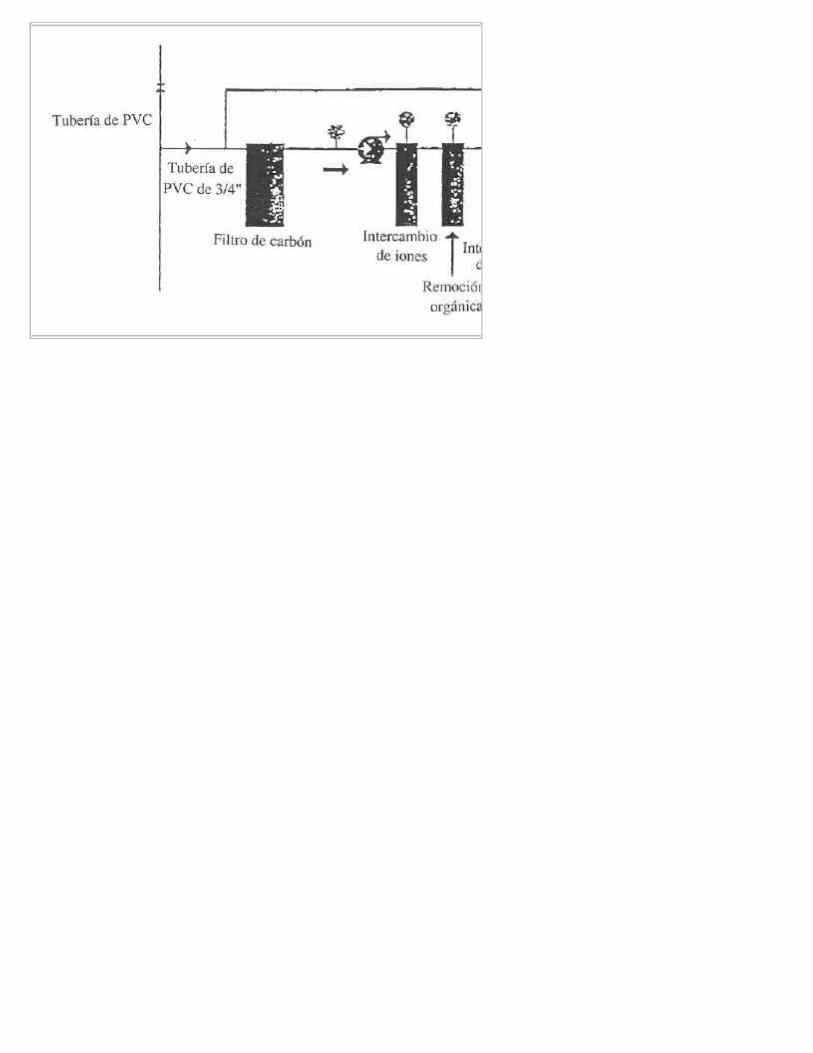
Con la elaboración de productos biotécnicos, muchas empresas pequeñas están utilizando sistemas de Ósmosis Inversa y Ultravioletas para producir agua de alta pureza. Por ejemplo, la Figura 9 ilustra un sistema montado en la pared alimentado por una unidad de Ósmosis Inversa de paso único.
Como está ilustrado, la mayoría de estos sistemas utilizan PVC o algún tipo de tubería plástica. Ya que los sistemas típicamente funcionan en frío, las muchas uniones en el sistema están sujetas a contaminación. Otro posible problema con la tubería de PVC consiste en las sustancias extraíbles. No sería aceptable considerar el Agua de Inyección de un sistema para asegurarse de que cumpla con los requisitos de la USP sin alguna garantía de que no haya sustancias extraíbles.
Los sistemas también contienen filtros de punto de uso de 0,2 micrón que pueden enmascarar el nivel de contaminación microbiológica en el sistema.
Aunque se reconoce que las endotoxinas representan la inquietud principal en tal sistema, un filtro reducirá la contaminación microbiológica, pero no necesariamente la contaminación por endotoxinas. Si se utilizan filtros en un sistema de agua, deberá haber un propósito declarado para el filtro, es decir, remoción de partículas o reducción microbiana, y un SOP que exprese la frecuencia con la cual se ha de cambiar el filtro sobre la base de datos generados durante la validación del sistema.
Como se expuso anteriormente, debido al volumen de agua realmente probado (0,1 mL para endotoxinas versus 100 mL para Agua de Inyección), la prueba microbiológica ofrece un buen índice del nivel de contaminación en un sistema. Por lo tanto, a no ser que se haga un muestreo del agua antes del último filtro de 0,2 micrón, las pruebas microbiológicas tendrán poco significado.
Durante una inspección repetida de este establecimiento, se observó que se había corregido el sistema de agua deficiente con un sistema de tubería de acero inoxidable circulatorio alimentado por cuatro unidades de Ósmosis Inversa en serie. Ya que este fabricante no necesitaba una gran cantidad de agua (la capacidad total del sistema era de unos 30 galones), intentó permitir que el sistema descansara durante aproximadamente un día. La Figura 9 muestra que a la hora cero (las 8 horas del 3/10), no había niveles detectables de microorganismos y endotoxinas. Después de un día, se halló que este sistema no circulatorio estático estaba contaminado. Las cuatro muestras consecutivas de una hora también ilustran la variabilidad entre las muestras tomadas de un sistema. Después de que se tomó la última muestra a las 24 horas, se volvió a higienizar el sistema con una solución de peróxido al 0,5%, se lavó, se volvió a circular y se volvió a hacer un muestreo. No se halló ningún nivel de contaminación microbiológica en las muestras diarias después de que se volvió a poner en marcha el sistema. Por este motivo la agencia ha recomendado que se drenen los sistemas de agua no circulatorios diariamente y que no se permita que el agua descanse en el sistema.
XI. SISTEMAS DE AGUA PURIFICADA
Muchos de los comentarios acerca de los equipos para los sistemas de Agua de Inyección se aplican a los Sistemas de Agua Purificada. Un tipo de sistema que se ha usado para controlar la contaminación microbiológica utiliza ozono. La Figura 10 ilustra un sistema típico. Aunque se ha dicho que el sistema es relativamente barato, existen algunos problemas asociados con él. Para una eficacia óptima, se requiere que permanezca ozono disuelto residual en el sistema. Esto presenta problemas tanto de seguridad de los empleados como de uso cuando se formulan fármacos.
Los datos publicados para el establecimiento de Vicks en Greensboro, NC mostró que su sistema estaba contaminado nuevamente dos a tres días después de apagar el generador de ozono. En una inspección de otro fabricante, se observó que una empresa estaba experimentando un problema de contaminación por Pseudomonas sp. Debido a posibles problemas de seguridad de los

empleados, se removió el ozono del agua antes de colocarlo en su sistema de recirculación. Se ha referido que el ozono disuelto en un nivel de 0,45 mg/litro permanecerá en un sistema durante un período máximo de cinco a seis horas.
Otro fabricante, como parte de su higienización diaria, remueve todas las gotas de su sistema de agua ozonizada y las desinfecta en alcohol isopropílico al 70% esterilizado por filtro. Este fabricante ha referido resultados microbiológicos excelentes, Sin embargo, el muestreo sólo se realiza inmediatamente después de la higienización y no al final de las operaciones. Por lo tanto, los resultados no son tan significativos.
Las Figuras 11 y 12 ilustran otro sistema de agua purificada que tuvo algunos problemas. A diferencia de la mayoría de los otros sistemas discutidos, éste es un sistema unidireccional, no circulatorio. Se utiliza un permutador térmico para calentar el agua en forma semanal e higienizar el sistema. En realidad, el sistema entero es una "pata muerta".
La Figura 11 también muestra un filtro en línea de 0,2 micrón utilizado para higienizar el agua purificada en forma diaria. Además del alojamiento del filtro que provee un buen ambiente para la contaminación microbiológica, un problema típico es la formación de choques de agua que pueden ocasionar la Ainflación@ del filtro. Si una válvula corriente abajo del filtro se cierra demasiado rápidamente, la presión de agua se invertirá y puede ocasionar "inflación". La vibración de la tubería es una señal visible típica de contrapresión alta mientras que el pasaje de contaminantes corriente arriba en la cara del filtro es un verdadero problema. Este sistema también contiene varias caídas verticales en puntos de uso. Durante la higienización es importante abrir apenas las válvulas terminales para que todos los codos y las curvas de la tubería estén llenos de agua y así reciban una exposición completa al agente higienizador.
Se debería señalar que el solo hecho de que sea un sistema unidireccional no significa que sea inadecuado. Con buenos Procedimientos Operacionales Uniformes, basados en datos de validación, y lavajes rutinarios en caliente para este sistema, podría ser aceptable. Se halló que un sistema muy largo (de más de 200 yardas) con más de 50 salidas era aceptable. Este sistema empleaba un lavaje diario de todas las salidas con agua a 80_C.
El último sistema a tratarse es un sistema que se halló objetable. Pseudomonas sp., hallado como contaminante en el sistema (tras pruebas de la FDA), también se halló en un producto esteroide tópico (tras pruebas de la FDA). Resultó en un llamado de devolución y la emisión de una Carta de Advertencia. Este sistema (Figura 13) también es unidireccional y emplea una luz UV para controlar la contaminación microbiológica. Se prende la luz sólo cuando hace falta agua. Por lo tanto, hay momentos en los cuales se permite que el agua permanezca en el sistema. Este sistema también contiene una manguera flexible que es muy difícil de higienizar. Hay que mantener las luces UV correctamente para que funcionen. Las mangas de vidrio alrededor de las lámparas deberán mantenerse limpias o disminuirá su eficacia. En las unidades de lámparas múltiples
deberá haber un sistema para determinar que cada lámpara esté funcionando. Se deberá recordar que como máximo la luz UV sólo eliminará el 90% de los organismos que entran en la unidad.
XIII. AGUA DE PROCESO
Actualmente la USP, en la página 4 de la Sección de avisos generales, permite que se fabriquen sustancias medicinales con Agua Potable. Comenta que toda forma de dosificación deberá ser fabricada con Agua Purificada, Agua de Inyección o una de las formas de Agua Estéril. Existe cierta inconstancia entre estas dos declaraciones, ya que hay que utilizar Agua Purificada para la granulación de los comprimidos, y sin embargo se puede utilizar Agua Potable para la purificación final de la sustancia medicinal.

La Guía para la inspección de sustancias químicas farmacéuticas a granel de la FDA comenta acerca de la inquietud en cuanto a la calidad del agua utilizada para la fabricación de sustancias medicinales, en particular aquellas sustancias medicinales utilizadas en la fabricación parenteral. Se han hallado niveles excesivos de contaminación microbiológica y/o por endotoxinas en las sustancias medicinales, siendo la fuente de contaminación el agua utilizada en la purificación. Actualmente, no hace falta utilizar Agua de Inyección en los pasos finales de síntesis/purificación de las sustancias medicinales para uso parenteral. Sin embargo, tales sistemas de agua utilizados en las últimas etapas del procesamiento de sustancias medicinales para uso parenteral deberán ser validados para asegurar una contaminación por endotoxinas/microbiológica mínima.
En la industria de sustancias medicinales a granel, en particular para las sustancias de calidad parenteral, es común ver que se usen sistemas de Ultrafiltración (UF) y Ósmosis Inversa (RO) en los sistemas de agua. Aunque la ultrafiltración tal vez no sea tan eficiente en la reducción de pirógenos, reduce las endotoxinas de alto peso molecular que contaminan los sistemas de agua. Al igual que la Ósmosis Inversa, la Ultrafiltración no es absoluta, pero sí reduce los números. Además, como se indicó previamente con otros sistemas en frío, se requiere un mantenimiento considerable para mantener el sistema.
Para la fabricación de sustancias medicinales que no son para uso parenteral, todavía existe una inquietud microbiológica, aunque no en la misma medida que para las sustancias medicinales de calidad parenteral. En algunas áreas del mundo, es posible que el Agua Potable (clorada) no presente un problema microbiológico. Sin embargo, puede haber otros temas. Por ejemplo, por lo general el agua clorada aumentará los niveles de cloruro. En algunas áreas, se puede obtener el agua de proceso directamente de fuentes neutrales.
En una inspección un fabricante estaba obteniendo agua de proceso de un río ubicado en una región agrícola. En un punto tuvo un problema con altos niveles de pesticidas que se escurrían de
las granjas en la zona. El proceso de fabricación y la metodología analítica no estaba diseñada para remover e identificar trazas de contaminantes pesticidas. Por lo tanto, parecería que esta agua de proceso sería inaceptable para uso en la purificación de sustancias medicinales.
XIV. ESTRATEGIA DE INSPECCIÓN
Típicamente los fabricantes tendrán impresiones o tabulaciones periódicas de los resultados para sus sistemas de agua purificada. Hay que examinar estas impresiones o resúmenes de datos. Además, se deberá examinar los informes de investigación cuando los valores exceden los límites.
Ya que por lo general no se obtienen los resultados de las pruebas microbiológicas de un sistema de agua hasta después de fabricado el producto medicinal, se debería examinar los resultados que exceden los límites con relación al producto medicinal formulado con tal agua. La consideración en cuanto al procesamiento adicional o la liberación de tal producto dependerá del contaminante específico, el proceso y el uso final del producto. Por lo general tales situaciones se evalúan caso por caso. Para tales situaciones es buena práctica incluir un informe de investigación con la lógica de liberación/rechazo discutidos en el informe de la empresa. Aunque las pruebas microbiológicas del producto final proveen cierta información, no se debería depender de ellas como la única justificación para la liberación del producto medicinal. Se deberá reconocer las limitaciones de los muestreos y las pruebas microbiológicos.
Los fabricantes también deberán tener documentación o registros de mantenimiento para los equipos, como el alambique. También se deberá examinar estos registros para poder evaluar los problemas con el sistema y los equipos.

Además de examinar los resultados de las pruebas, los datos del resumen, los informes de investigación y otros datos, se deberá examinar el plano del sistema mientras se realiza la inspección física real. Como se ha señalado, hace falta una descripción y un plano precisos del sistema para demostrar que el sistema está validado.