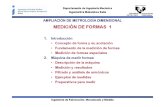
Precisión es Nuestra Profesión Líder Mundial en Medición IMPORTANCIA DE LA METROLOGÍA DIMENSIONAL.
Upload
fighter1986Category
view
14download
6description
UNIVERSIDAD PERUANA DE CIENCIAS APLICADAS
FACULTAD DE INGENIERA
CARRERA DE INGENIERA INDUSTRIAL
PRCTICAS DE LABORATORIO
TECNOLOGA DE LOS PROCESOS DE MANUFACTURA
(IN179)
GUA DE LABORATORIO # 1
METROLOGA DIMENSIONAL
Profesores:
Waldo Balarezo Fernndez
Ernesto Tello Surez
MARZO DEL 2015
UPC Prcticas de Laboratorio Ingeniera Industrial Tecnologa de los Procesos de Manufactura
2
1. OBJETIVO
a) Objetivo general
- Aprender a medir y conocer los principios de la metrologa dimensional utilizando instrumentos bsicos de medicin.
b) Objetivos especficos
- Realizar mediciones dimensionales (magnitudes lineales y angulares).
- Usar y conocer instrumentos de medicin como el vernier, el micrmetro y el gonimetro.
- Aprender los conceptos bsicos de metrologa dimensional y su importancia en las especificaciones de diseo de un producto (dimensiones, tolerancias y acabado
superficial).
- Conocer las funciones del Instituto Nacional de Calidad (INACAL) que asumir este ao las funciones relacionadas al Sistema Nacional de Metrologa en el pas.
1
2. MARCO TERICO
Cualquier proceso de medida resulta imperfecto, es decir, siempre que se realice la medida
de alguna magnitud se estar cometiendo cierto error debido a varios factores (condiciones
ambientales, errores de lectura, precisin y sensibilidad del instrumento, destreza del
operario, etc.).
Por lo tanto, cuando se mide el valor de una magnitud M, con el instrumento de medida
correspondiente, el resultado de la misma se expresa de la forma:
M = X (promedio de mediciones realizadas) U (incertidumbre, cuantificada
como la desviacin estndar de las mediciones realizadas)
Por otro lado, las tolerancias surgen en el proceso de diseo de cualquier elemento de
cierta responsabilidad y determinan el rechazo de los producidos con valores fuera del
intervalo de tolerancia.
En medidas dimensionales se suele considerar como admisible:
3 < = (T / 2 U) < = 10
Donde T es la tolerancia y U es la incertidumbre.
3. MATERIAL
Lminas triangulares metlicas delgadas, cada una con dos agujeros.
Diversas piezas metlicas en tamao y geometra (eje escalonado y tornillo templador).
4. INSTRUMENTOS DE MEDICIN
Vernier
1 Anteriormente el Sistema Nacional de Metrologa (SNM) estaba a cargo de INDECOPI.
UPC Prcticas de Laboratorio Ingeniera Industrial Tecnologa de los Procesos de Manufactura
3
Micrmetro exterior
Gonimetro
Regla metlica graduada
5. PROCEDIMIENTO
a) Uso del vernier
- Verificar que el instrumento cuando est completamente cerrado indique CERO.
- Asegurarse que el objeto o pieza que se va a medir est limpio y no tenga defectos o rebabas en los bordes.
- Abrir la mandbula mvil y colocar las puntas de medicin en ambos lados de la pieza a medir. Presione las puntas de medicin firmemente contra la pieza a medir.
- Bloquee el tornillo de sujecin para que la mandbula no se mueva.
- En la escala fija (fracciones de pulgadas), hay un pequeo CERO. Mire la lnea de
divisin en la escala de vernier y cuente cuantas divisiones en 1/16 avos de
fracciones de pulgadas han pasado la escala de la regla fija. Esto representa cuantos
1/16 avos de pulgada hay en esa pieza.
- En la escala (nonio pulgadas) observar cuantas divisiones pequeas sobrepasan el
CERO. Esto representa cuantos 1/128 avos de pulgada hay en esa pieza.
- Finalmente, se suma los 1/16 avos de pulgada con los 1/128 avos de pulgada que
darn la lectura de la medicin.
b) Uso del micrmetro exterior
- El primer paso es colocar firmemente la pieza a medir entre el tope y la espiga.
- Despus se hace girar el tambor mvil lo suficiente para que la pieza quede fijo
dentro del micrmetro. Se realiza la fijacin final con el rach o perilla de ajuste
rpido para garantizar que todas las medidas se realizan con la misma presin.
- Luego, se ajusta el bloqueador de la espiga para que no se mueva la pieza.
UPC Prcticas de Laboratorio Ingeniera Industrial Tecnologa de los Procesos de Manufactura
4
- Primero, se observa la lectura del tambor fijo para determinar la medida en
milmetros. Hay dos escalas una superior y otra inferior. Cada divisin en la escala
superior representa 1.0 mm y en la escala inferior representa 0.5 mm.
- Luego, se ve la escala que coincide del tambor fijo con la escala del tambor mvil
para hallar las centsimas, en donde cada divisin representa 0.01 mm.
- Al finalizar la medicin se suman las medidas obtenidas (tambor fijo y tambor
mvil) para obtener la medida final de la pieza. Como se muestra en la figura.
Lectura de un micrmetro exterior
c) Uso del gonimetro
- Primero, se fija el instrumento en el objeto de medicin asegurndose de que su
inclinacin coincida con el ngulo del objeto a medir y luego, se ajusta la rueda de
bloqueo para evitar que la medida se altere por algn movimiento.
- Luego se procede a observar la graduacin con la que cuenta el gonimetro en
grados y la lnea del nonius del gonimetro que coincide con la escala fija en
grados. Cada lnea del nonius representa 60/12 = 5 minutos.
- Finalmente se da la lectura sumando los grados ms los minutos.
6. DATOS Y RESULTADOS
Utilizando los instrumentos de medicin, equipos y materiales indicados, realice las
mediciones que se solicitan.
a) Mediciones de tringulos
Cada grupo elegir (3) tringulos, realizar las mediciones y completar los datos y
resultados en las respectivas tablas. Dibuje cada tringulo con sus dimensiones.
UPC Prcticas de Laboratorio Ingeniera Industrial Tecnologa de los Procesos de Manufactura
5
i. Lados y ngulos (usar vernier y gonimetro)
TRINGULO #
# de medicin Lado (mm) ngulo ( )
a b c A B C
1
2
3
Promedio (Prom)
Desviacin estndar
(Des)
Medicin (Prom Des)
TRINGULO #
# de medicin Lado (mm) ngulo ( )
a b c A B C
1
2
3
Promedio (Prom)
Desviacin estndar
(Des)
Medicin (Prom Des)
TRINGULO #
# de medicin Lado (mm) ngulo ( )
a b c A B C
1
2
3
Promedio (Prom)
Desviacin estndar
(Des)
Medicin (Prom Des)
UPC Prcticas de Laboratorio Ingeniera Industrial Tecnologa de los Procesos de Manufactura
6
ii. Espesor (usar micrmetro)
# de medicin Espesor (mm)
Tringulo # Tringulo # Tringulo #
1
2
3
Promedio (Prom)
Desviacin estndar
(Des)
Medicin (Prom Des)
iii. Distancia entre centros agujeros (usar vernier)
# de medicin Distancia entre centros agujeros circunferencias (mm)
Tringulo # Tringulo # Tringulo #
1
2
3
Promedio (Prom)
Desviacin estndar
(Des)
Medicin (Prom Des)
b) Verificacin de tolerancias en eje escalonado (usar micrmetro)
Mida los dimetros de un eje escalonado mecanizado y complete el siguiente cuadro. La
tolerancia exigida es de 0,25 mm. Haga un dibujo con todas sus dimensiones.
Parte Dimensin
(mm) Rango
especifacin Medicin # 1 (mm)
Medicin # 2 (mm)
Promedio (mm)
Desviacin estndar
Rango medicin
Cilindro 1
Cilindro 2
Cilindro 3
Cilindro 4
Cilindro 5
Cono base 1
Cono base 2
Cono altura
UPC Prcticas de Laboratorio Ingeniera Industrial Tecnologa de los Procesos de Manufactura
7
Con los datos del cuadro anterior, comprobar si los dimetros del eje escalonado que ha
sido mecanizado cumplen o no con las tolerancias exigidas.
Parte Dimetro
(mm) Rango
especifacin Rango
medicin Cumple SI / NO
Cilindro 1
Cilindro 2
Cilindro 3
Cilindro 4
Cilindro 5
Cono base 1
Cono base 2
Cono altura
c) Dimensionar y dibujar tornillo templador (usar vernier y micrmetro)
Dimensione todas las partes del tornillo templador. Haga 3 mediciones, luego obtenga el
promedio y rango de mediciones de cada una de ellas. Haga un dibujo del tornillo
templador y coloque todas sus dimensiones.
Parte Medicin # 1 (mm)
Medicin # 2 (mm)
Medicin # 3 (mm)
Promedio (mm)
Desviacin estndar
Rango medicin
Ancho cabeza
Largo cabeza
Espesor cabeza
Dimetro tornillo
Longitud tornillo
7. OBSERVACIONES
Complete y anote todos los errores que se han producido durante las mediciones realizadas
con cada instrumento en el siguiente cuadro.
Medicin Errores
Tringulos
Eje escalonado y tornillo templador
UPC Prcticas de Laboratorio Ingeniera Industrial Tecnologa de los Procesos de Manufactura
8
8. PREGUNTAS
Defina brevemente los siguientes trminos usados en metrologa.
Exactitud: _______________________________________________________________
________________________________________________________________________
Incertidumbre: __________________________________________________________
________________________________________________________________________
Precisin: _______________________________________________________________
________________________________________________________________________
Magnitud: _______________________________________________________________
________________________________________________________________________
Repetibilidad:____________________________________________________________
________________________________________________________________________
Resolucin: _____________________________________________________________
________________________________________________________________________
Tolerancia: _____________________________________________________________
________________________________________________________________________
Indique en la tabla, los rangos de operacin y las resoluciones para cada uno de los
instrumentos de medicin que se utilizaron en la prctica.
Instrumento Rango (unidades) Resolucin (unidades)
Gonimetro
Micrmetro
Regla de acero
Vernier
UPC Prcticas de Laboratorio Ingeniera Industrial Tecnologa de los Procesos de Manufactura
9
9. RUBRICA DE EVALUACIN
Ver la parte en la rbrica del laboratorio correspondiente al informe.
10. BIBLIOGRAFA
GROOVER, Mikell P. (2007) Fundamentos de manufactura moderna materiales,
procesos y sistemas. Mxico, D.F.: Prentice-Hall Hispanoamericana.
(670.51 GROO 2007)
KALPAKJIAN, Serope y SCHMID, Steven (2008) Quinta Edicin. Manufactura,
Ingeniera y Tecnologa. Mxico, D.F.: Pearson.
(670.42 KALP 2008)
KRAR, Steve, GILL, Arthur y SMID, Peter (2009) 6 Edicin. Tecnologa de las
Mquinas Herramienta. Mxico, D.F.: Alfaomega.
(621.9 KRAR 2009)
MITUTOYO SUDAMRICA (2014) Nuestro producto. Pies de rey, calibres y calibres
de altura (http://www.mitutoyosudamerica.com/productos.asp).