
HDI ’s Plastics20Gu%eda%20Ingeneril...Reemplace o repare barril/tornillos si el desgaste combinado...
64
HDI ’s Plastics Handbook HDI INC Plastics Consulting Group www.hdiinc.net
Transcript of HDI ’s Plastics20Gu%eda%20Ingeneril...Reemplace o repare barril/tornillos si el desgaste combinado...
HDI INC 2 Plastics Consulting Group
Este libro es una guía general sin garantía alguna. HDI Inc y los autores no dan garantías y no se hacen responsables por daños, perdidas y accidentes como consecuencia del uso de esta disciplina y el contenido del libro. La reproducción de cualquier parte de este libro sin la autorización de Héctor Dilán está prohibida. This book is a general guide with no warranties of any kind. HDI Inc and the authors make no warranties and disclaim any responsibility or liability of any kind for any loss or damage as a consequence of the use of or reliance upon such information. Any reproduction of any part of this book without the written permission of Héctor Dilán is prohibited.
Copyright © Héctor Dilán, 2012
HDI INC 3 Plastics Consulting Group
Tabla de Contenidos
Nombres de Materiales ............................................................... 6
Barril y Tornillo .............................................................................. 8
Barril, tornillo y su aplicación .................................................. 9
Tolerancias por desgaste (barril/tornillo) ............................ 10
Output tornillos extrusoras ........................................................ 11
Etapas de Moldeo UniversalTM ................................................. 12
Fuerza de Cierre ......................................................................... 13
Utilización del barril .................................................................... 15
Razón de intensificación ........................................................... 15
Posición de plastificación .......................................................... 15
Posición de transferencia ...................................................... 16
Punta de la Boquilla (Nozzle tip) y el Casquillo (Sprue bushing) ....................................................................................... 16
Tiempo de residencia ................................................................ 16
Secado de Materiales ................................................................ 18
Flujo de aire seco requerido ................................................. 18
Materiales y sus parámetros de secado ............................. 19
Materiales y sus densidades granel .................................... 21
Tiempo de Enfriamiento ............................................................ 23
Enfriamiento de Agua ................................................................ 24
Consumo de material ............................................................. 24
Calor removido, q ................................................................... 24
Flujo de agua .......................................................................... 24
Formulas empíricas de flujo de agua y tabla con constantes ............................................................................... 24
Velocidad/Tiempo de Inyección ............................................... 26
Con la reología por potencia ................................................ 26
HDI INC 4 Plastics Consulting Group
Con la reología convencional ................................................ 26
Gráfica de reología ilustrando tiempos de inyección ........ 27
Gráfica de Endurecimiento de Bebederos .............................. 27
Gráfica de Efecto de la Temperatura del Molde en las Dimensiones ................................................................................ 27
Densidad de Materiales ............................................................. 28
Parámetros generales de algunas moldeadoras .................. 29
....................................................................................................... 30
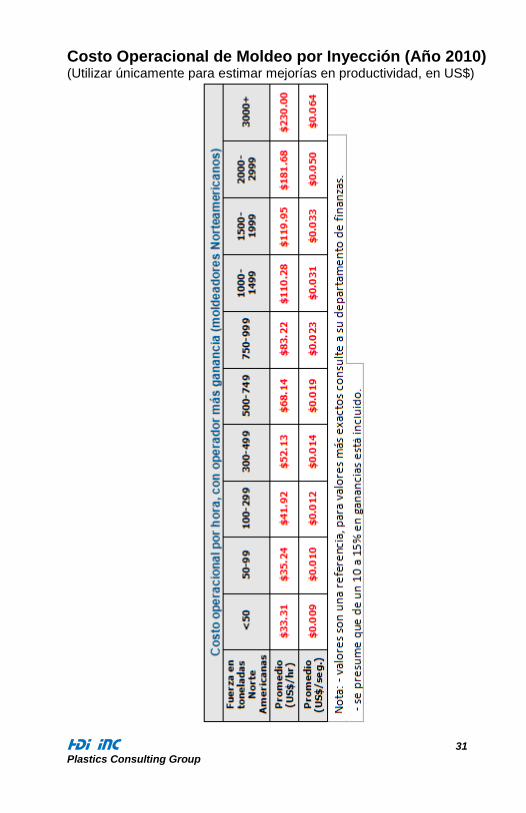
Costo Operacional de Moldeo por Inyección (Año 2010) ..... 31
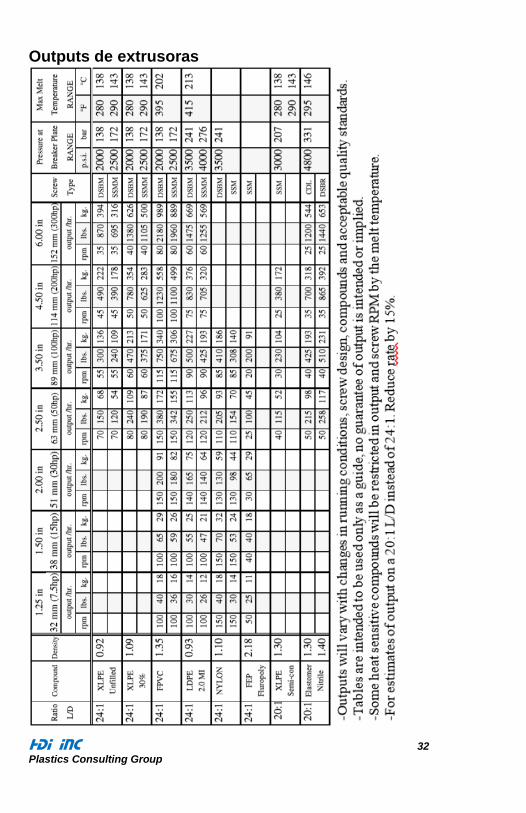
Outputs de extrusoras ................................................................ 32
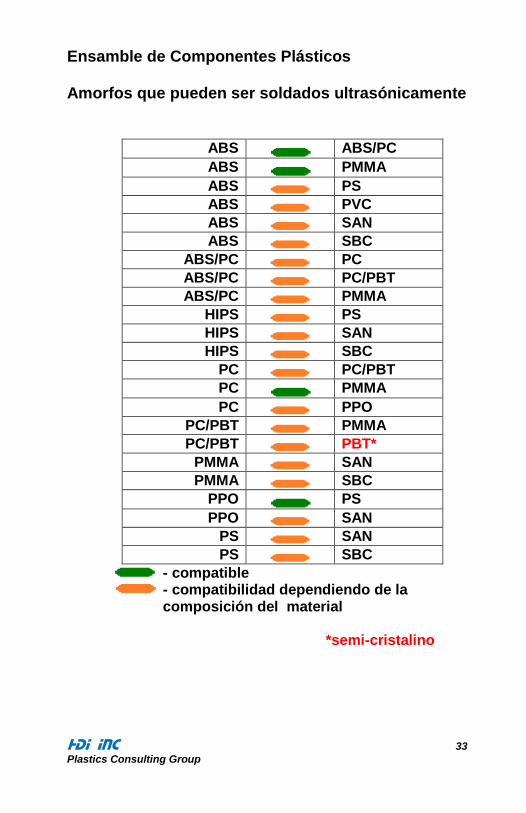
Ensamble de Componentes Plásticos ..................................... 33
Amorfos que pueden ser soldados ultrasónicamente ....... 33
Material higroscópico – ¿sí o no? ........................................ 34
Amplitud de soldadura ultrasónica ....................................... 35
Amplitud requerida por algunos materiales semi-cristalinos: ................................................................................ 35
Amplitud requerida por algunos materiales amorfos: ....... 35
Amplitud que proviene del convertidor ................................ 36
Concentradores de energía ................................................... 36
Transporte de Material por Vacio ............................................. 44
Caída de presión en tubería en pies equivalentes ............ 44
Parámetros de tubería de succión ....................................... 45
Densidad granel de algunos materiales .............................. 45
Control de Proceso ..................................................................... 46
Desviación estándar ............................................................... 46
Promedio .................................................................................. 46
Distribución normal ................................................................. 46
Herramientas de Estadística ..................................................... 47
HDI INC 5 Plastics Consulting Group
Conversión de Centígrados a Fahrenheit .............................. 49
Conversión de Milímetros a Pulgadas .................................... 50
Conversión de Presión en psi a bar y Kpa ............................. 51
Organigrama de Moldeo UniversalTM ...................................... 53
Efecto del tiempo de inyección en el volumen de llenado ... 53
Grafica de presión/velocidad contra posición del llenado.... 54
Graficas de fundido de materiales amorfos y semi-cristalinos ....................................................................................................... 54
In-House Plastics Trainings ...................................................... 55
http://www.hdiinc.net/bodega ................................................... 56
HDI INC 6 Plastics Consulting Group
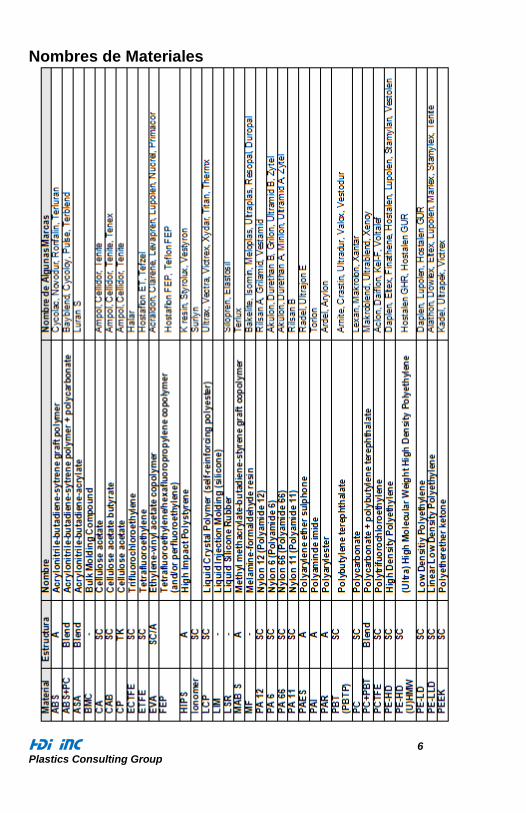
Nombres de Materiales
HDI INC 7 Plastics Consulting Group
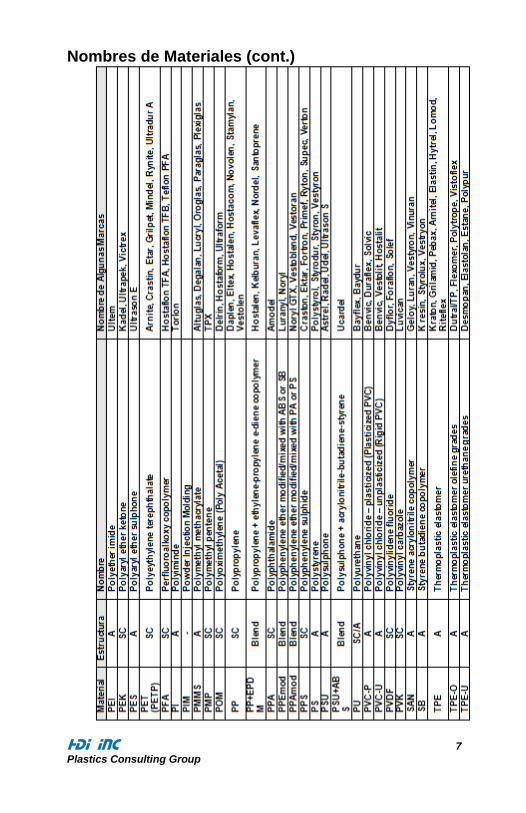
Nombres de Materiales (cont.)
HDI INC 8 Plastics Consulting Group
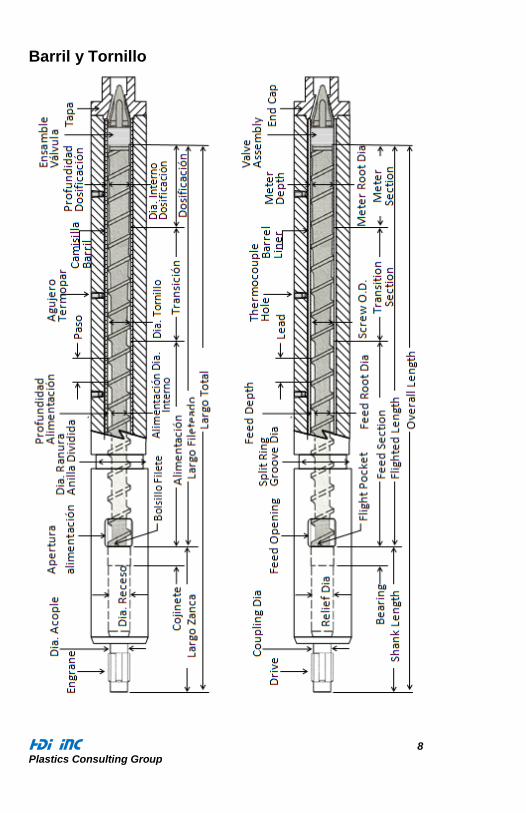
Barril y Tornillo
HDI INC 9 Plastics Consulting Group
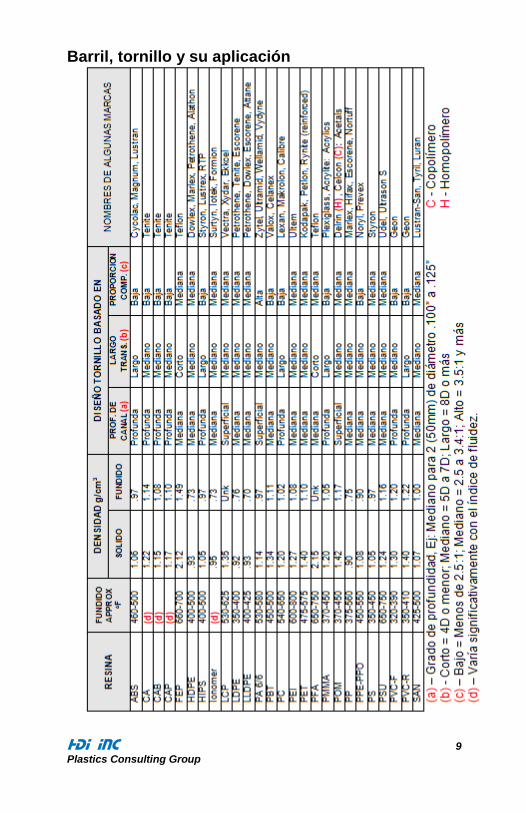
Barril, tornillo y su aplicación
HDI INC 10 Plastics Consulting Group
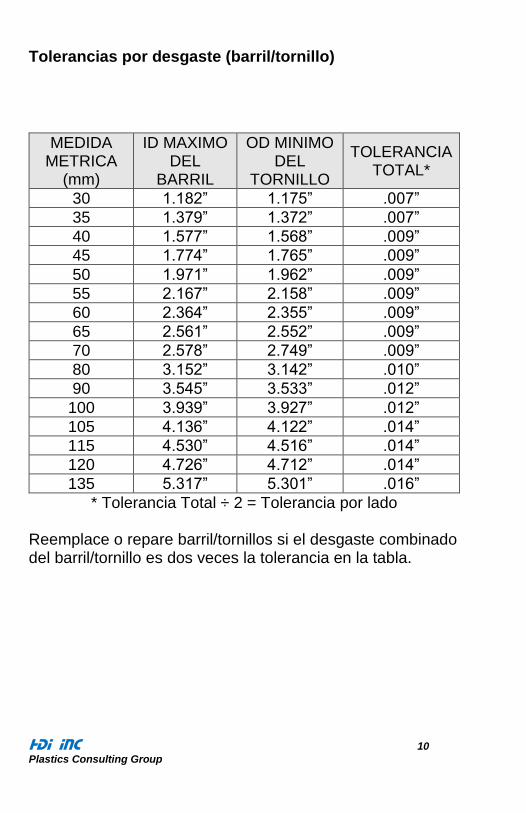
Tolerancias por desgaste (barril/tornillo)
MEDIDA METRICA
(mm)
ID MAXIMO DEL
BARRIL
OD MINIMO DEL
TORNILLO
TOLERANCIA TOTAL*
30 1.182” 1.175” .007”
35 1.379” 1.372” .007”
40 1.577” 1.568” .009”
45 1.774” 1.765” .009”
50 1.971” 1.962” .009”
55 2.167” 2.158” .009”
60 2.364” 2.355” .009”
65 2.561” 2.552” .009”
70 2.578” 2.749” .009”
80 3.152” 3.142” .010”
90 3.545” 3.533” .012”
100 3.939” 3.927” .012”
105 4.136” 4.122” .014”
115 4.530” 4.516” .014”
120 4.726” 4.712” .014”
135 5.317” 5.301” .016”
* Tolerancia Total ÷ 2 = Tolerancia por lado Reemplace o repare barril/tornillos si el desgaste combinado del barril/tornillo es dos veces la tolerancia en la tabla.
HDI INC 11 Plastics Consulting Group
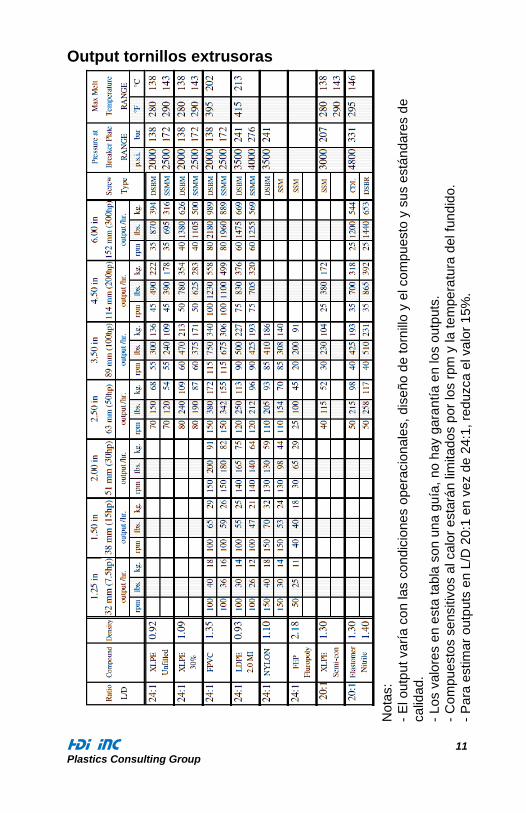
Output tornillos extrusoras
Nota
s:
- E
l outp
ut varí
a c
on las c
ondic
iones o
pera
cio
nale
s, dis
eño d
e torn
illo y
el co
mpu
esto
y s
us e
stá
ndare
s d
e
calid
ad.
- Los v
alo
res e
n e
sta
ta
bla
son u
na g
uía
, no h
ay g
ara
ntía e
n los o
utp
uts
.
- C
om
puesto
s s
ensitiv
os a
l calo
r esta
rán lim
ita
dos p
or
los r
pm
y la te
mpera
tura
del fu
nd
ido.
- P
ara
estim
ar
outp
uts
en L
/D 2
0:1
en v
ez d
e 2
4:1
, re
duzca e
l va
lor
15%
.
HDI INC 12 Plastics Consulting Group
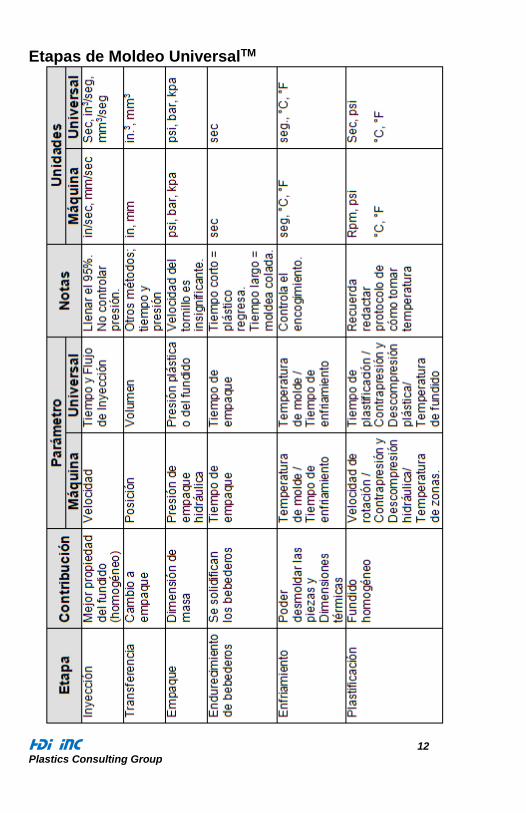
Etapas de Moldeo UniversalTM
HDI INC 13 Plastics Consulting Group
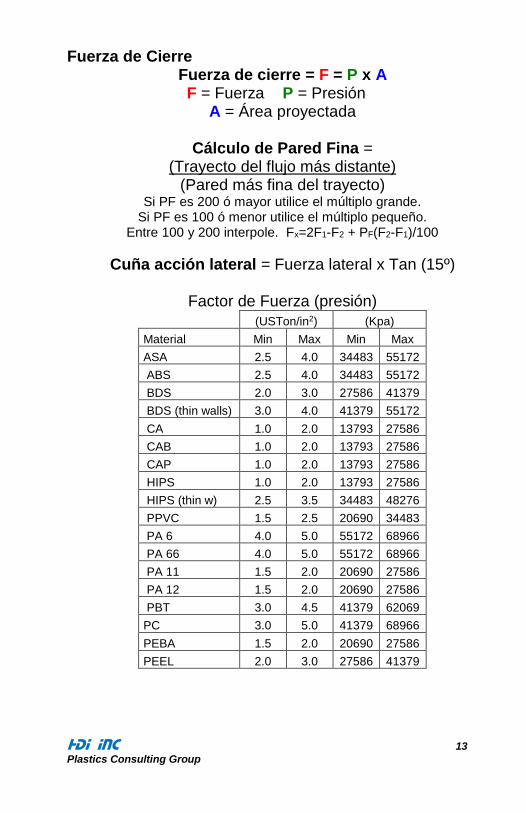
Fuerza de Cierre Fuerza de cierre = F = P x A F = Fuerza P = Presión
A = Área proyectada
Cálculo de Pared Fina = (Trayecto del flujo más distante)
(Pared más fina del trayecto) Si PF es 200 ó mayor utilice el múltiplo grande.
Si PF es 100 ó menor utilice el múltiplo pequeño. Entre 100 y 200 interpole. Fx=2F1-F2 + PF(F2-F1)/100
Cuña acción lateral = Fuerza lateral x Tan (15º)
Factor de Fuerza (presión)
(USTon/in2) (Kpa)
Material Min Max Min Max
ASA 2.5 4.0 34483 55172
ABS 2.5 4.0 34483 55172
BDS 2.0 3.0 27586 41379
BDS (thin walls) 3.0 4.0 41379 55172
CA 1.0 2.0 13793 27586
CAB 1.0 2.0 13793 27586
CAP 1.0 2.0 13793 27586
HIPS 1.0 2.0 13793 27586
HIPS (thin w) 2.5 3.5 34483 48276
PPVC 1.5 2.5 20690 34483
PA 6 4.0 5.0 55172 68966
PA 66 4.0 5.0 55172 68966
PA 11 1.5 2.0 20690 27586
PA 12 1.5 2.0 20690 27586
PBT 3.0 4.5 41379 62069
PC 3.0 5.0 41379 68966
PEBA 1.5 2.0 20690 27586
PEEL 2.0 3.0 27586 41379
HDI INC 14 Plastics Consulting Group
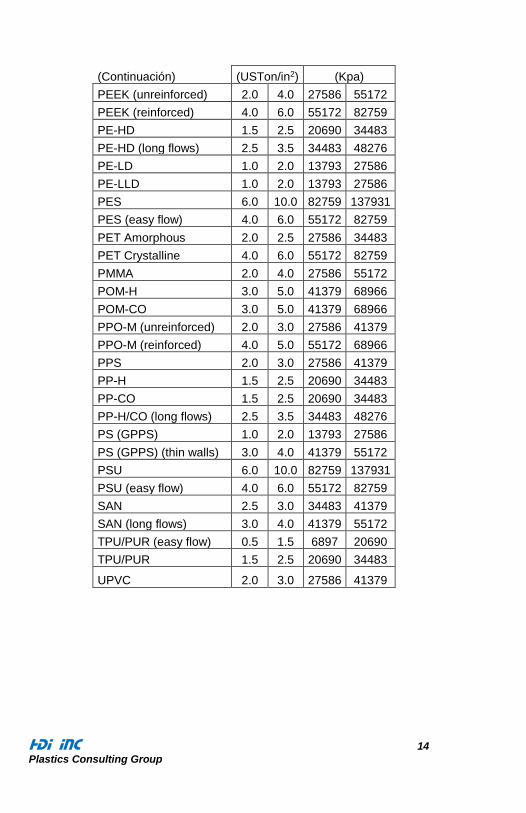
(Continuación) (USTon/in2) (Kpa)
PEEK (unreinforced) 2.0 4.0 27586 55172
PEEK (reinforced) 4.0 6.0 55172 82759
PE-HD 1.5 2.5 20690 34483
PE-HD (long flows) 2.5 3.5 34483 48276
PE-LD 1.0 2.0 13793 27586
PE-LLD 1.0 2.0 13793 27586
PES 6.0 10.0 82759 137931
PES (easy flow) 4.0 6.0 55172 82759
PET Amorphous 2.0 2.5 27586 34483
PET Crystalline 4.0 6.0 55172 82759
PMMA 2.0 4.0 27586 55172
POM-H 3.0 5.0 41379 68966
POM-CO 3.0 5.0 41379 68966
PPO-M (unreinforced) 2.0 3.0 27586 41379
PPO-M (reinforced) 4.0 5.0 55172 68966
PPS 2.0 3.0 27586 41379
PP-H 1.5 2.5 20690 34483
PP-CO 1.5 2.5 20690 34483
PP-H/CO (long flows) 2.5 3.5 34483 48276
PS (GPPS) 1.0 2.0 13793 27586
PS (GPPS) (thin walls) 3.0 4.0 41379 55172
PSU 6.0 10.0 82759 137931
PSU (easy flow) 4.0 6.0 55172 82759
SAN 2.5 3.0 34483 41379
SAN (long flows) 3.0 4.0 41379 55172
TPU/PUR (easy flow) 0.5 1.5 6897 20690
TPU/PUR 1.5 2.5 20690 34483
UPVC 2.0 3.0 27586 41379
HDI INC 15 Plastics Consulting Group
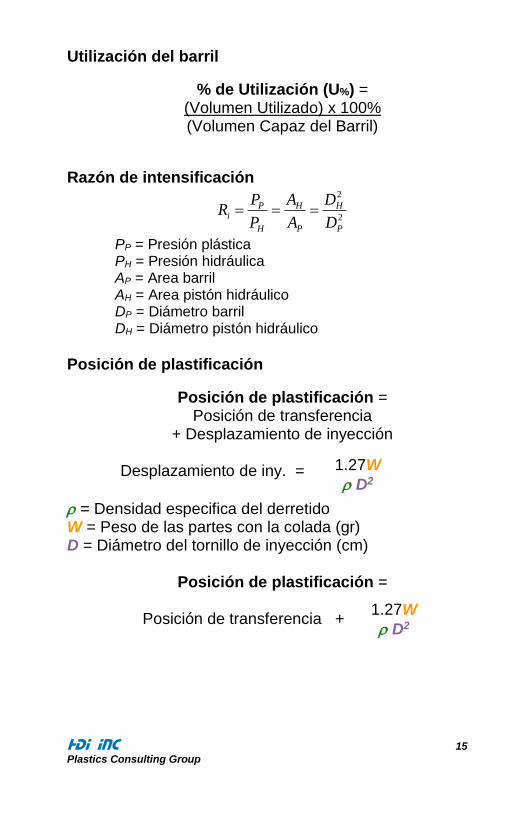
Utilización del barril
% de Utilización (U%) = (Volumen Utilizado) x 100% (Volumen Capaz del Barril)
Razón de intensificación
2
2
P
H
P
H
H
Pi
D
D
A
A
P
PR
PP = Presión plástica PH = Presión hidráulica AP = Area barril AH = Area pistón hidráulico DP = Diámetro barril DH = Diámetro pistón hidráulico
Posición de plastificación
Posición de plastificación = Posición de transferencia
+ Desplazamiento de inyección
Desplazamiento de iny. =
= Densidad especifica del derretido W = Peso de las partes con la colada (gr) D = Diámetro del tornillo de inyección (cm)
Posición de plastificación =
Posición de transferencia +
1.27W
D2
1.27W
D2
HDI INC 16 Plastics Consulting Group
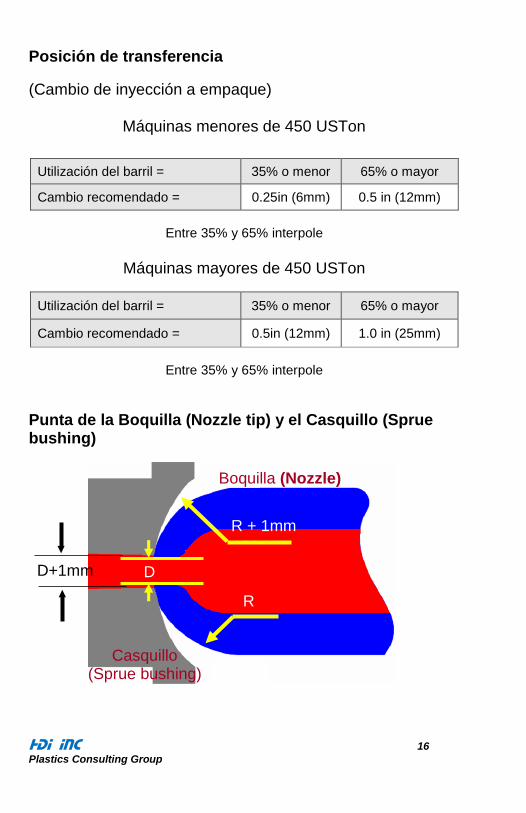
Posición de transferencia
(Cambio de inyección a empaque)
Máquinas menores de 450 USTon
Entre 35% y 65% interpole
Máquinas mayores de 450 USTon
Utilización del barril = 35% o menor 65% o mayor
Cambio recomendado = 0.5in (12mm) 1.0 in (25mm)
Entre 35% y 65% interpole
Punta de la Boquilla (Nozzle tip) y el Casquillo (Sprue bushing)
Utilización del barril = 35% o menor 65% o mayor
Cambio recomendado = 0.25in (6mm) 0.5 in (12mm)
Casquillo (Sprue bushing)
R + 1mm
D
R
D+1mm
Boquilla (Nozzle)
HDI INC 17 Plastics Consulting Group
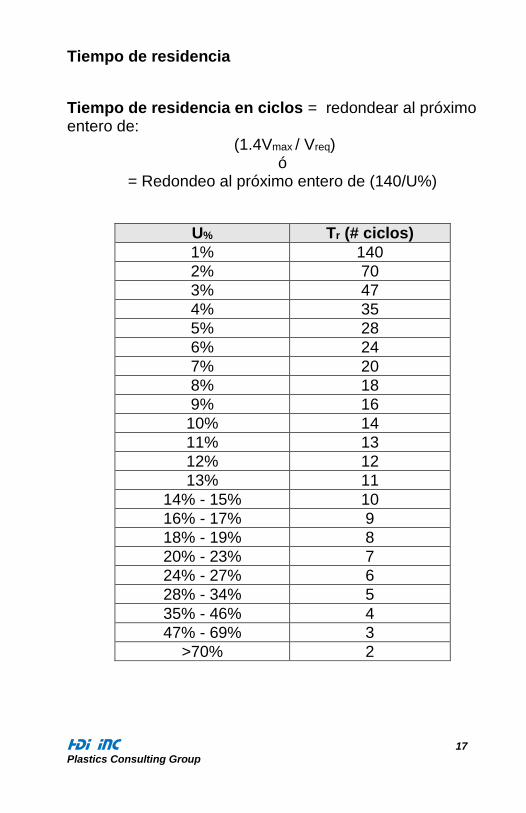
Tiempo de residencia
Tiempo de residencia en ciclos = redondear al próximo entero de:
(1.4Vmax / Vreq) ó
= Redondeo al próximo entero de (140/U%)
U% Tr (# ciclos)
1% 140
2% 70
3% 47
4% 35
5% 28
6% 24
7% 20
8% 18
9% 16
10% 14
11% 13
12% 12
13% 11
14% - 15% 10
16% - 17% 9
18% - 19% 8
20% - 23% 7
24% - 27% 6
28% - 34% 5
35% - 46% 4
47% - 69% 3
>70% 2
HDI INC 18 Plastics Consulting Group
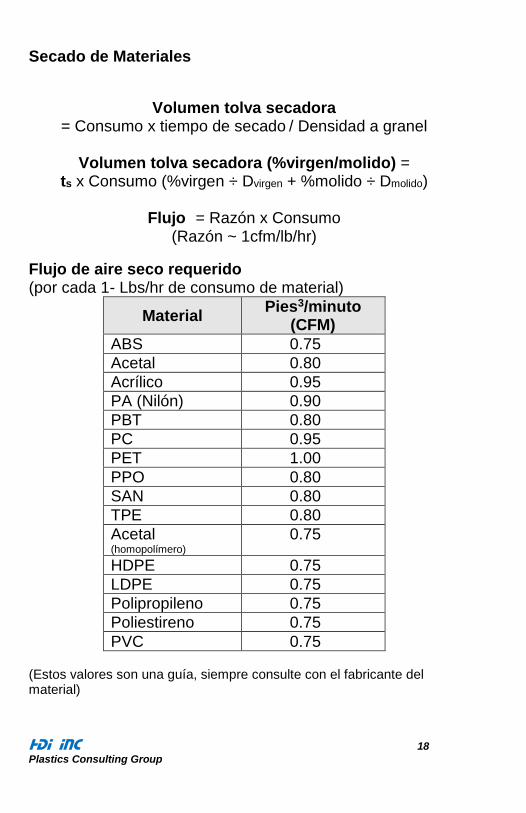
Secado de Materiales
Volumen tolva secadora
= Consumo x tiempo de secado / Densidad a granel
Volumen tolva secadora (%virgen/molido) = ts x Consumo (%virgen ÷ Dvirgen + %molido ÷ Dmolido)
Flujo = Razón x Consumo
(Razón ~ 1cfm/lb/hr)
Flujo de aire seco requerido (por cada 1- Lbs/hr de consumo de material)
Material Pies3/minuto
(CFM)
ABS 0.75
Acetal 0.80
Acrílico 0.95
PA (Nilón) 0.90
PBT 0.80
PC 0.95
PET 1.00
PPO 0.80
SAN 0.80
TPE 0.80
Acetal (homopolímero)
0.75
HDPE 0.75
LDPE 0.75
Polipropileno 0.75
Poliestireno 0.75
PVC 0.75 (Estos valores son una guía, siempre consulte con el fabricante del material)
HDI INC 19 Plastics Consulting Group
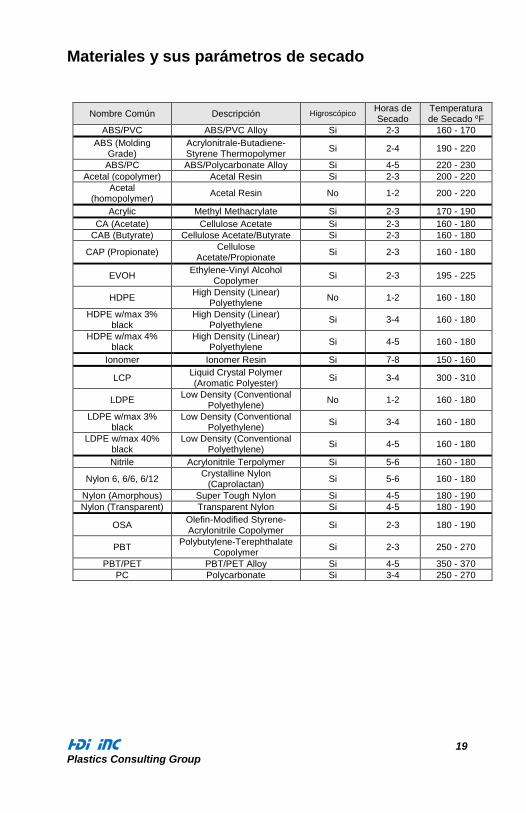
Materiales y sus parámetros de secado
Nombre Común Descripción Higroscópico Horas de Secado
Temperatura de Secado oF
ABS/PVC ABS/PVC Alloy Si 2-3 160 - 170
ABS (Molding Grade)
Acrylonitrale-Butadiene-Styrene Thermopolymer
Si 2-4 190 - 220
ABS/PC ABS/Polycarbonate Alloy Si 4-5 220 - 230
Acetal (copolymer) Acetal Resin Si 2-3 200 - 220
Acetal (homopolymer)
Acetal Resin No 1-2 200 - 220
Acrylic Methyl Methacrylate Si 2-3 170 - 190
CA (Acetate) Cellulose Acetate Si 2-3 160 - 180
CAB (Butyrate) Cellulose Acetate/Butyrate Si 2-3 160 - 180
CAP (Propionate) Cellulose
Acetate/Propionate Si 2-3 160 - 180
EVOH Ethylene-Vinyl Alcohol
Copolymer Si 2-3 195 - 225
HDPE High Density (Linear)
Polyethylene No 1-2 160 - 180
HDPE w/max 3% black
High Density (Linear) Polyethylene
Si 3-4 160 - 180
HDPE w/max 4% black
High Density (Linear) Polyethylene
Si 4-5 160 - 180
Ionomer Ionomer Resin Si 7-8 150 - 160
LCP Liquid Crystal Polymer (Aromatic Polyester)
Si 3-4 300 - 310
LDPE Low Density (Conventional
Polyethylene) No 1-2 160 - 180
LDPE w/max 3% black
Low Density (Conventional Polyethylene)
Si 3-4 160 - 180
LDPE w/max 40% black
Low Density (Conventional Polyethylene)
Si 4-5 160 - 180
Nitrile Acrylonitrile Terpolymer Si 5-6 160 - 180
Nylon 6, 6/6, 6/12 Crystalline Nylon
(Caprolactan) Si 5-6 160 - 180
Nylon (Amorphous) Super Tough Nylon Si 4-5 180 - 190
Nylon (Transparent) Transparent Nylon Si 4-5 180 - 190
OSA Olefin-Modified Styrene-Acrylonitrile Copolymer
Si 2-3 180 - 190
PBT Polybutylene-Terephthalate
Copolymer Si 2-3 250 - 270
PBT/PET PBT/PET Alloy Si 4-5 350 - 370
PC Polycarbonate Si 3-4 250 - 270
HDI INC 20 Plastics Consulting Group
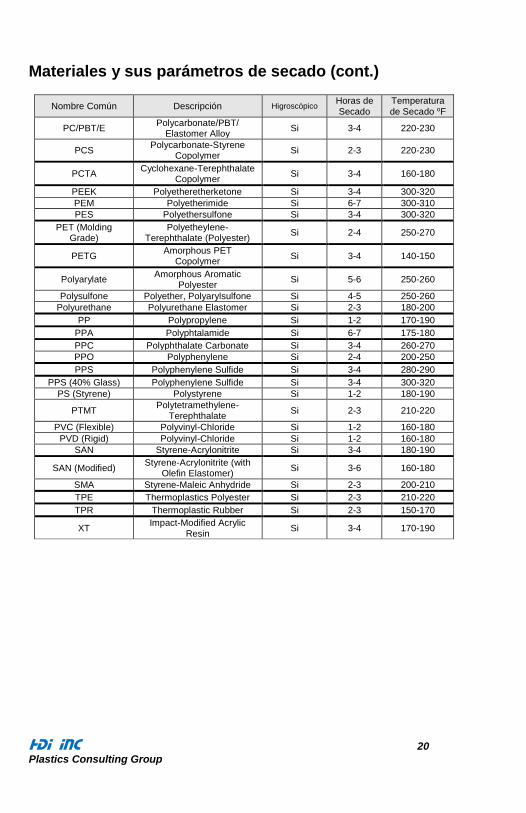
Materiales y sus parámetros de secado (cont.)
Nombre Común Descripción Higroscópico Horas de Secado
Temperatura de Secado oF
PC/PBT/E Polycarbonate/PBT/
Elastomer Alloy Si 3-4 220-230
PCS Polycarbonate-Styrene
Copolymer Si 2-3 220-230
PCTA Cyclohexane-Terephthalate
Copolymer Si 3-4 160-180
PEEK Polyetheretherketone Si 3-4 300-320
PEM Polyetherimide Si 6-7 300-310
PES Polyethersulfone Si 3-4 300-320
PET (Molding Grade)
Polyetheylene-Terephthalate (Polyester)
Si 2-4 250-270
PETG Amorphous PET
Copolymer Si 3-4 140-150
Polyarylate Amorphous Aromatic
Polyester Si 5-6 250-260
Polysulfone Polyether, Polyarylsulfone Si 4-5 250-260
Polyurethane Polyurethane Elastomer Si 2-3 180-200
PP Polypropylene Si 1-2 170-190
PPA Polyphtalamide Si 6-7 175-180
PPC Polyphthalate Carbonate Si 3-4 260-270
PPO Polyphenylene Si 2-4 200-250
PPS Polyphenylene Sulfide Si 3-4 280-290
PPS (40% Glass) Polyphenylene Sulfide Si 3-4 300-320
PS (Styrene) Polystyrene Si 1-2 180-190
PTMT Polytetramethylene-
Terephthalate Si 2-3 210-220
PVC (Flexible) Polyvinyl-Chloride Si 1-2 160-180
PVD (Rigid) Polyvinyl-Chloride Si 1-2 160-180
SAN Styrene-Acrylonitrite Si 3-4 180-190
SAN (Modified) Styrene-Acrylonitrite (with
Olefin Elastomer) Si 3-6 160-180
SMA Styrene-Maleic Anhydride Si 2-3 200-210
TPE Thermoplastics Polyester Si 2-3 210-220
TPR Thermoplastic Rubber Si 2-3 150-170
XT Impact-Modified Acrylic
Resin Si 3-4 170-190
HDI INC 21 Plastics Consulting Group
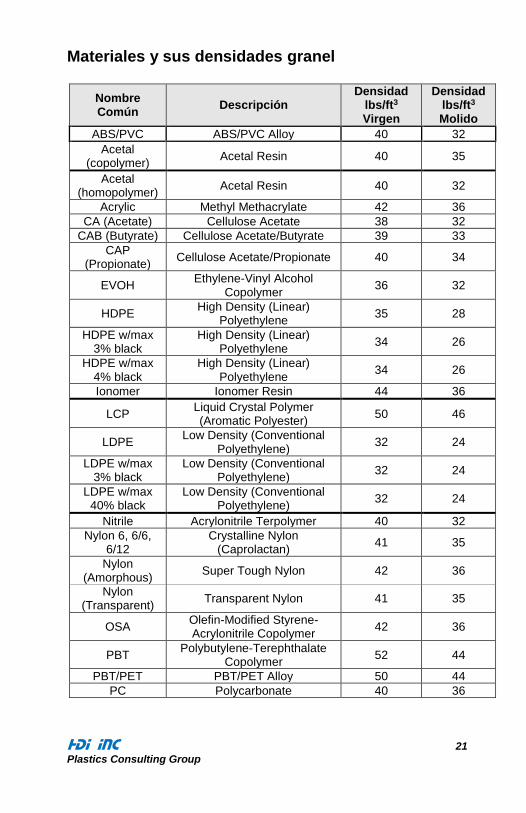
Materiales y sus densidades granel
Nombre Común
Descripción Densidad
lbs/ft3 Virgen
Densidad lbs/ft3 Molido
ABS/PVC ABS/PVC Alloy 40 32
Acetal (copolymer)
Acetal Resin 40 35
Acetal (homopolymer)
Acetal Resin 40 32
Acrylic Methyl Methacrylate 42 36
CA (Acetate) Cellulose Acetate 38 32
CAB (Butyrate) Cellulose Acetate/Butyrate 39 33
CAP (Propionate)
Cellulose Acetate/Propionate 40 34
EVOH Ethylene-Vinyl Alcohol
Copolymer 36 32
HDPE High Density (Linear)
Polyethylene 35 28
HDPE w/max 3% black
High Density (Linear) Polyethylene
34 26
HDPE w/max 4% black
High Density (Linear) Polyethylene
34 26
Ionomer Ionomer Resin 44 36
LCP Liquid Crystal Polymer (Aromatic Polyester)
50 46
LDPE Low Density (Conventional
Polyethylene) 32 24
LDPE w/max 3% black
Low Density (Conventional Polyethylene)
32 24
LDPE w/max 40% black
Low Density (Conventional Polyethylene)
32 24
Nitrile Acrylonitrile Terpolymer 40 32
Nylon 6, 6/6, 6/12
Crystalline Nylon (Caprolactan)
41 35
Nylon (Amorphous)
Super Tough Nylon 42 36
Nylon (Transparent)
Transparent Nylon 41 35
OSA Olefin-Modified Styrene-Acrylonitrile Copolymer
42 36
PBT Polybutylene-Terephthalate
Copolymer 52 44
PBT/PET PBT/PET Alloy 50 44
PC Polycarbonate 40 36
HDI INC 22 Plastics Consulting Group
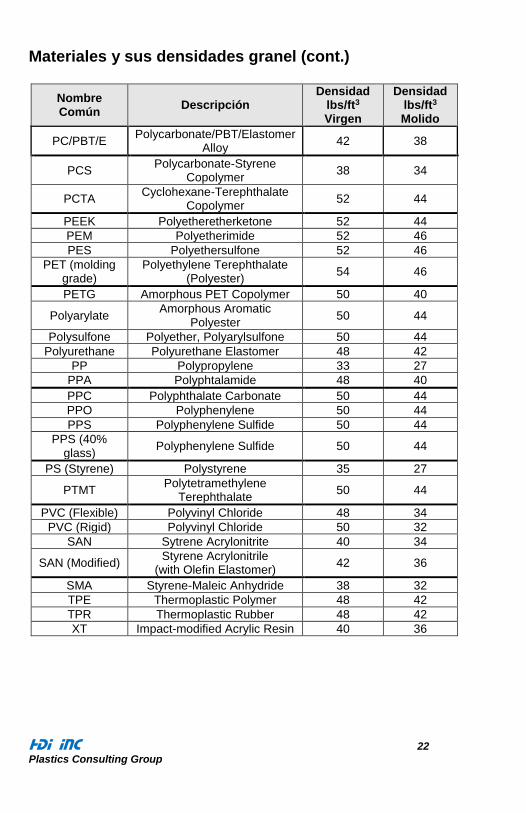
Materiales y sus densidades granel (cont.)
Nombre Común
Descripción Densidad
lbs/ft3 Virgen
Densidad lbs/ft3 Molido
PC/PBT/E Polycarbonate/PBT/Elastomer
Alloy 42 38
PCS Polycarbonate-Styrene
Copolymer 38 34
PCTA Cyclohexane-Terephthalate
Copolymer 52 44
PEEK Polyetheretherketone 52 44
PEM Polyetherimide 52 46
PES Polyethersulfone 52 46
PET (molding grade)
Polyethylene Terephthalate (Polyester)
54 46
PETG Amorphous PET Copolymer 50 40
Polyarylate Amorphous Aromatic
Polyester 50 44
Polysulfone Polyether, Polyarylsulfone 50 44
Polyurethane Polyurethane Elastomer 48 42
PP Polypropylene 33 27
PPA Polyphtalamide 48 40
PPC Polyphthalate Carbonate 50 44
PPO Polyphenylene 50 44
PPS Polyphenylene Sulfide 50 44
PPS (40% glass)
Polyphenylene Sulfide 50 44
PS (Styrene) Polystyrene 35 27
PTMT Polytetramethylene
Terephthalate 50 44
PVC (Flexible) Polyvinyl Chloride 48 34
PVC (Rigid) Polyvinyl Chloride 50 32
SAN Sytrene Acrylonitrite 40 34
SAN (Modified) Styrene Acrylonitrile
(with Olefin Elastomer) 42 36
SMA Styrene-Maleic Anhydride 38 32
TPE Thermoplastic Polymer 48 42
TPR Thermoplastic Rubber 48 42
XT Impact-modified Acrylic Resin 40 36
HDI INC 23 Plastics Consulting Group
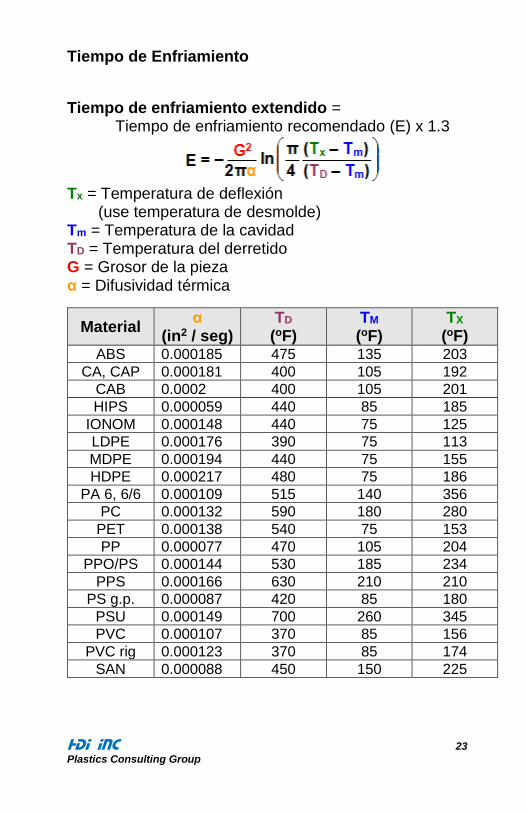
Tiempo de Enfriamiento
Tiempo de enfriamiento extendido =
Tiempo de enfriamiento recomendado (E) x 1.3
Tx = Temperatura de deflexión (use temperatura de desmolde) Tm = Temperatura de la cavidad TD = Temperatura del derretido G = Grosor de la pieza α = Difusividad térmica
Material α
(in2 / seg) TD
(oF) TM (oF)
TX (oF)
ABS 0.000185 475 135 203 CA, CAP 0.000181 400 105 192
CAB 0.0002 400 105 201 HIPS 0.000059 440 85 185
IONOM 0.000148 440 75 125 LDPE 0.000176 390 75 113 MDPE 0.000194 440 75 155 HDPE 0.000217 480 75 186
PA 6, 6/6 0.000109 515 140 356 PC 0.000132 590 180 280
PET 0.000138 540 75 153 PP 0.000077 470 105 204
PPO/PS 0.000144 530 185 234 PPS 0.000166 630 210 210
PS g.p. 0.000087 420 85 180 PSU 0.000149 700 260 345 PVC 0.000107 370 85 156
PVC rig 0.000123 370 85 174 SAN 0.000088 450 150 225
HDI INC 24 Plastics Consulting Group
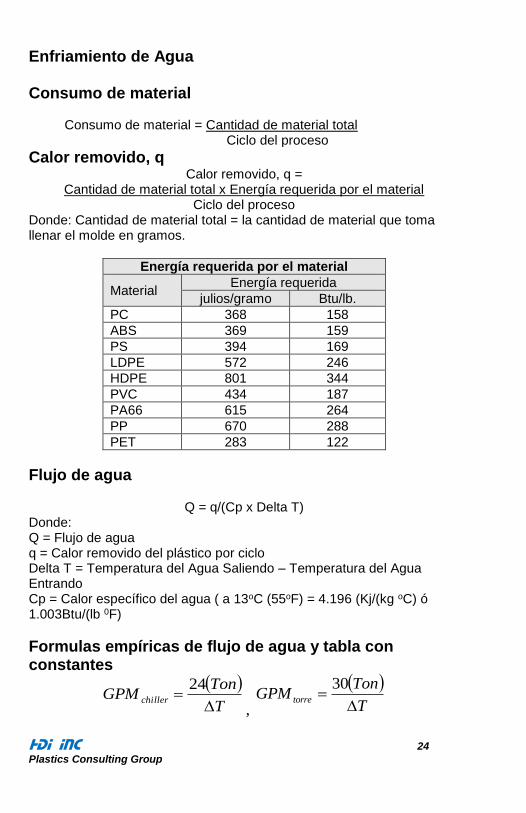
Enfriamiento de Agua Consumo de material
Calor removido, q Calor removido, q =
Cantidad de material total x Energía requerida por el material Ciclo del proceso
Donde: Cantidad de material total = la cantidad de material que toma llenar el molde en gramos.
Energía requerida por el material
Material Energía requerida
julios/gramo Btu/lb.
PC 368 158
ABS 369 159
PS 394 169
LDPE 572 246
HDPE 801 344
PVC 434 187
PA66 615 264
PP 670 288
PET 283 122
Flujo de agua
Q = q/(Cp x Delta T) Donde: Q = Flujo de agua q = Calor removido del plástico por ciclo Delta T = Temperatura del Agua Saliendo – Temperatura del Agua Entrando Cp = Calor específico del agua ( a 13oC (55oF) = 4.196 (Kj/(kg oC) ó 1.003Btu/(lb 0F)
Formulas empíricas de flujo de agua y tabla con constantes
T
TonGPM chiller
24
,
T
TonGPM torre
30
Consumo de material = Cantidad de material total Ciclo del proceso
HDI INC 25 Plastics Consulting Group
HDI INC 26 Plastics Consulting Group
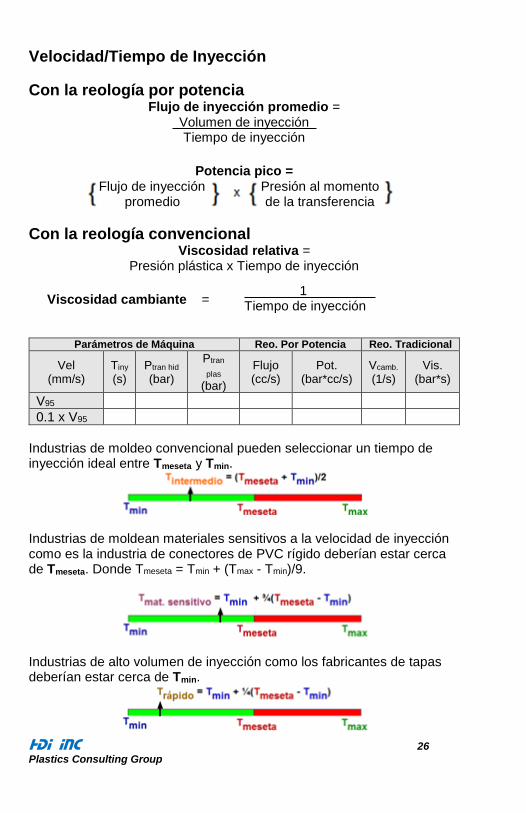
Velocidad/Tiempo de Inyección
Con la reología por potencia Flujo de inyección promedio =
Volumen de inyección Tiempo de inyección
Potencia pico =
Flujo de inyección Presión al momento promedio de la transferencia
Con la reología convencional Viscosidad relativa =
Presión plástica x Tiempo de inyección
Viscosidad cambiante =
Parámetros de Máquina Reo. Por Potencia Reo. Tradicional
Vel (mm/s)
Tiny (s)
Ptran hid (bar)
Ptran
plas (bar)
Flujo (cc/s)
Pot. (bar*cc/s)
Vcamb. (1/s)
Vis. (bar*s)
V95
0.1 x V95
Industrias de moldeo convencional pueden seleccionar un tiempo de inyección ideal entre Tmeseta y Tmin.
Industrias de moldean materiales sensitivos a la velocidad de inyección como es la industria de conectores de PVC rígido deberían estar cerca de Tmeseta. Donde Tmeseta = Tmin + (Tmax - Tmin)/9.
Industrias de alto volumen de inyección como los fabricantes de tapas deberían estar cerca de Tmin.
1 Tiempo de inyección
HDI INC 27 Plastics Consulting Group
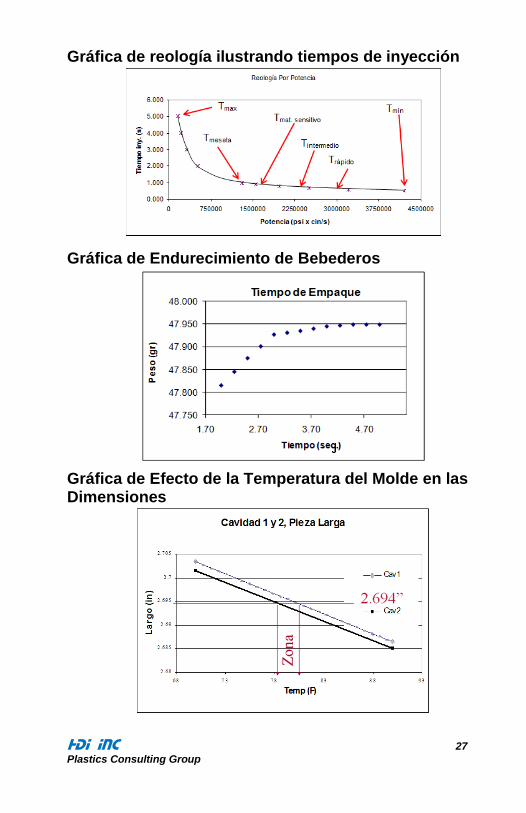
Gráfica de reología ilustrando tiempos de inyección
Gráfica de Endurecimiento de Bebederos
Gráfica de Efecto de la Temperatura del Molde en las Dimensiones
HDI INC 28 Plastics Consulting Group
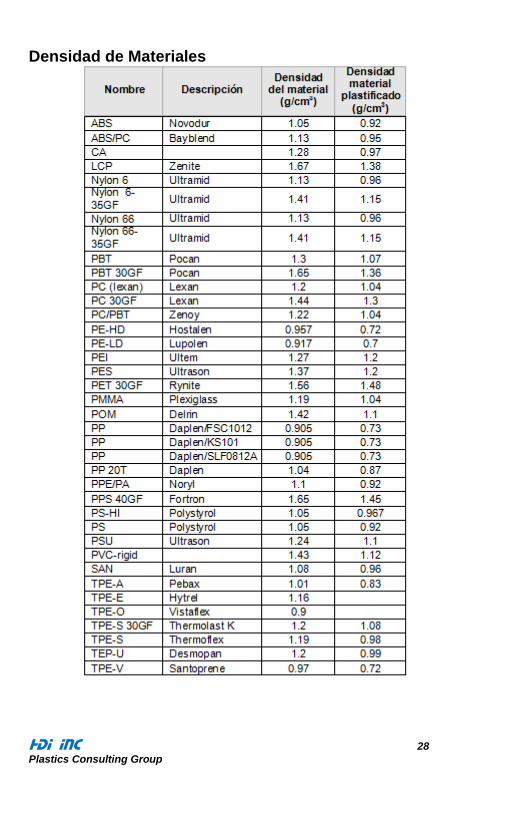
Densidad de Materiales
HDI INC 29 Plastics Consulting Group
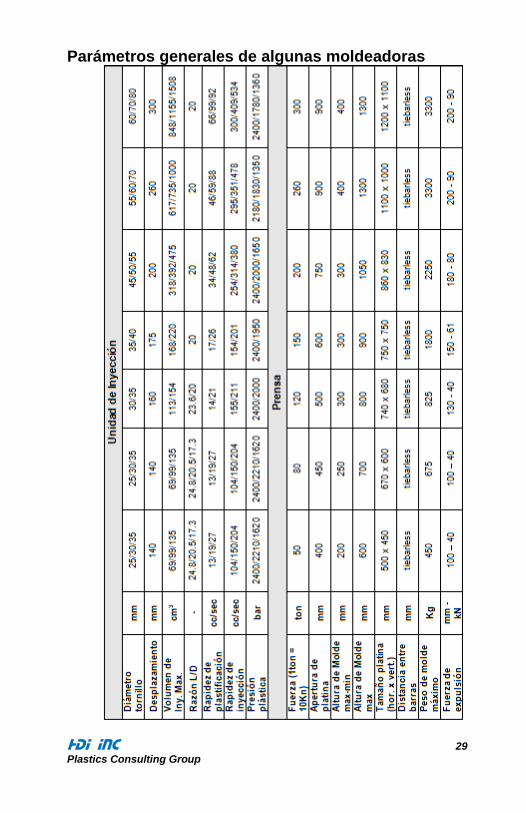
Parámetros generales de algunas moldeadoras
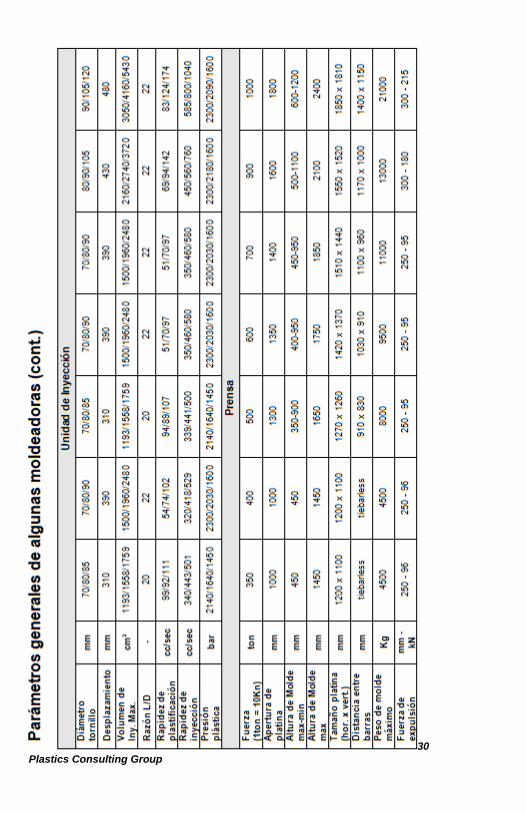
HDI INC 30 Plastics Consulting Group
HDI INC 31 Plastics Consulting Group
Costo Operacional de Moldeo por Inyección (Año 2010) (Utilizar únicamente para estimar mejorías en productividad, en US$)
HDI INC 32 Plastics Consulting Group
Outputs de extrusoras
HDI INC 33 Plastics Consulting Group
Ensamble de Componentes Plásticos
Amorfos que pueden ser soldados ultrasónicamente
ABS ABS/PC
ABS PMMA
ABS PS ABS PVC ABS SAN ABS SBC
ABS/PC PC ABS/PC PC/PBT ABS/PC PMMA
HIPS PS HIPS SAN HIPS SBC
PC PC/PBT PC PMMA
PC PPO PC/PBT PMMA PC/PBT PBT*
PMMA SAN PMMA SBC
PPO PS
PPO SAN PS SAN PS SBC
- compatible - compatibilidad dependiendo de la composición del material
*semi-cristalino
HDI INC 34 Plastics Consulting Group
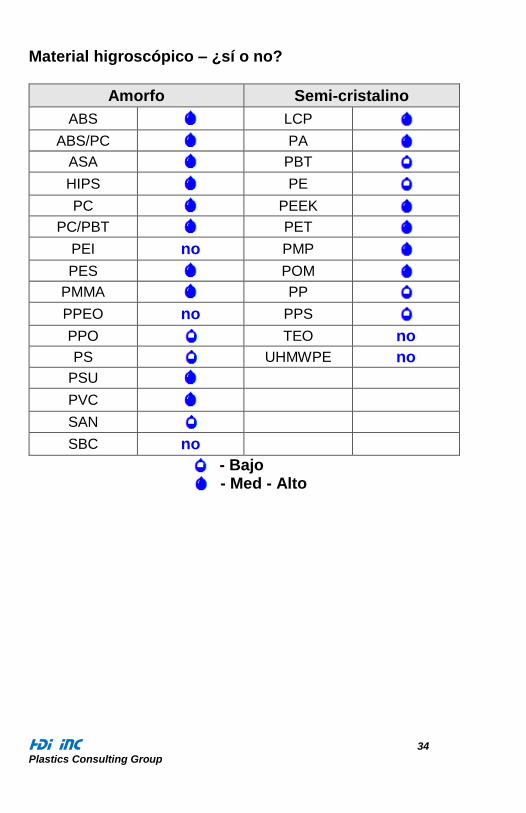
Material higroscópico – ¿sí o no?
Amorfo Semi-cristalino
ABS LCP ABS/PC PA
ASA PBT HIPS PE PC PEEK
PC/PBT PET PEI no PMP PES POM
PMMA PP PPEO no PPS PPO TEO no
PS UHMWPE no
PSU
PVC
SAN
SBC no
- Bajo - Med - Alto
HDI INC 35 Plastics Consulting Group
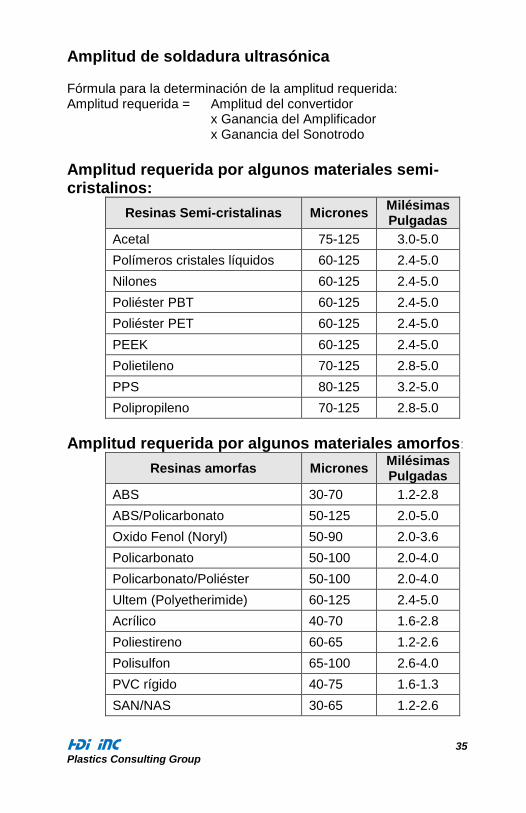
Amplitud de soldadura ultrasónica
Fórmula para la determinación de la amplitud requerida: Amplitud requerida = Amplitud del convertidor
x Ganancia del Amplificador x Ganancia del Sonotrodo
Amplitud requerida por algunos materiales semi-cristalinos:
Resinas Semi-cristalinas Micrones Milésimas Pulgadas
Acetal 75-125 3.0-5.0
Polímeros cristales líquidos 60-125 2.4-5.0
Nilones 60-125 2.4-5.0
Poliéster PBT 60-125 2.4-5.0
Poliéster PET 60-125 2.4-5.0
PEEK 60-125 2.4-5.0
Polietileno 70-125 2.8-5.0
PPS 80-125 3.2-5.0
Polipropileno 70-125 2.8-5.0
Amplitud requerida por algunos materiales amorfos:
Resinas amorfas Micrones Milésimas Pulgadas
ABS 30-70 1.2-2.8
ABS/Policarbonato 50-125 2.0-5.0
Oxido Fenol (Noryl) 50-90 2.0-3.6
Policarbonato 50-100 2.0-4.0
Policarbonato/Poliéster 50-100 2.0-4.0
Ultem (Polyetherimide) 60-125 2.4-5.0
Acrílico 40-70 1.6-2.8
Poliestireno 60-65 1.2-2.6
Polisulfon 65-100 2.6-4.0
PVC rígido 40-75 1.6-1.3
SAN/NAS 30-65 1.2-2.6
HDI INC 36 Plastics Consulting Group
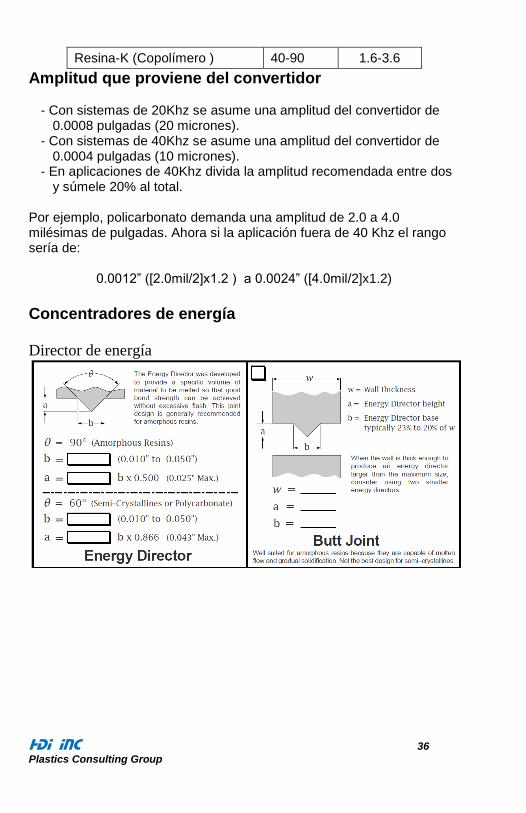
Resina-K (Copolímero ) 40-90 1.6-3.6
Amplitud que proviene del convertidor
- Con sistemas de 20Khz se asume una amplitud del convertidor de
0.0008 pulgadas (20 micrones). - Con sistemas de 40Khz se asume una amplitud del convertidor de
0.0004 pulgadas (10 micrones). - En aplicaciones de 40Khz divida la amplitud recomendada entre dos
y súmele 20% al total. Por ejemplo, policarbonato demanda una amplitud de 2.0 a 4.0 milésimas de pulgadas. Ahora si la aplicación fuera de 40 Khz el rango sería de:
0.0012” ([2.0mil/2]x1.2 ) a 0.0024” ([4.0mil/2]x1.2)
Concentradores de energía
Director de energía
HDI INC 37 Plastics Consulting Group
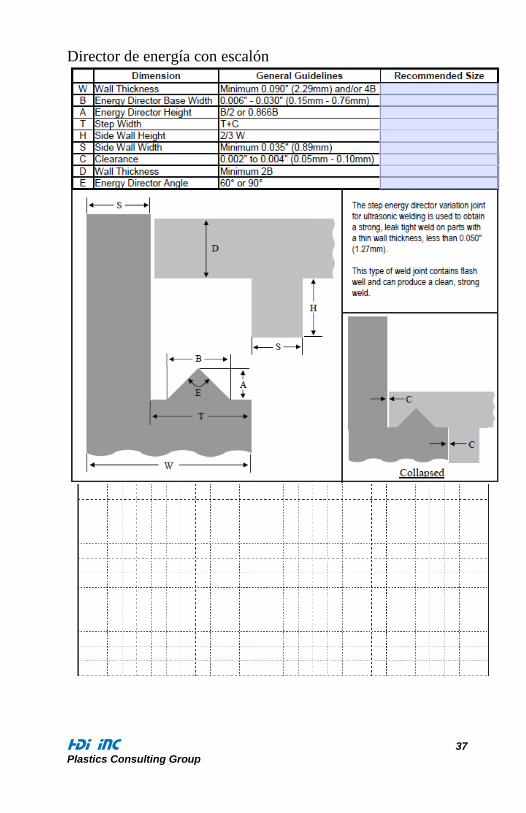
Director de energía con escalón

HDI INC 38 Plastics Consulting Group
Director de energía con escalón - variación
HDI INC 39 Plastics Consulting Group
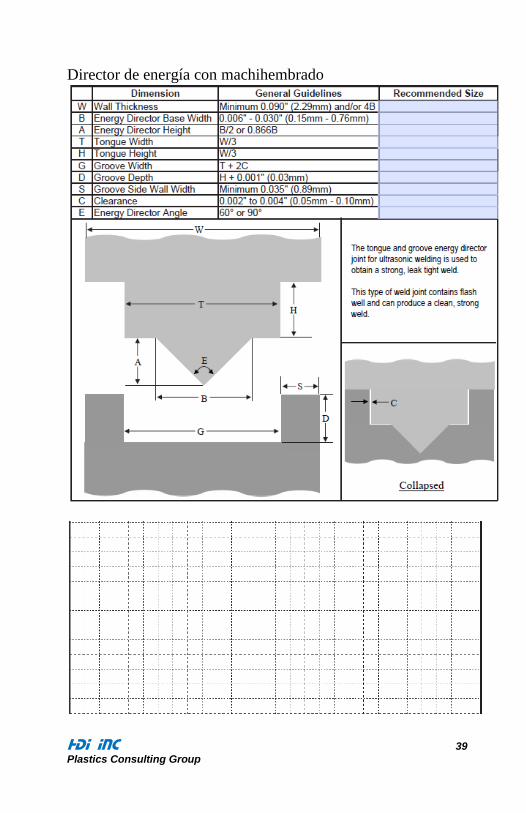
Director de energía con machihembrado
HDI INC 40 Plastics Consulting Group
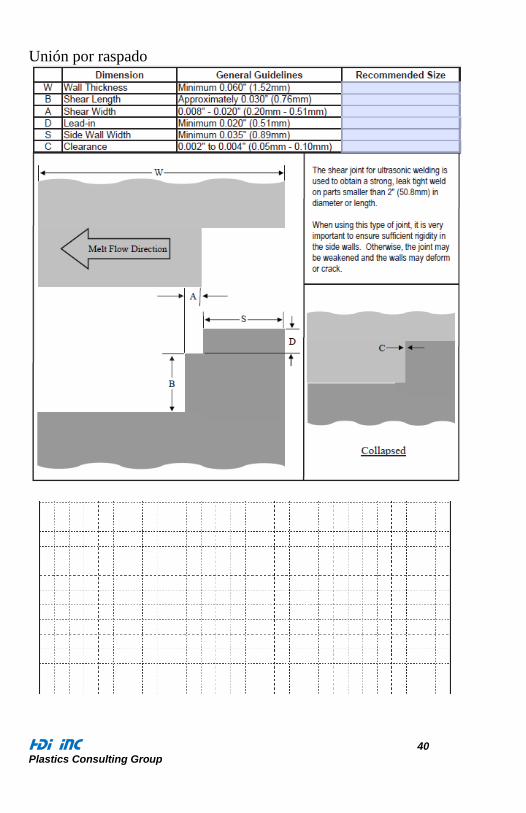
Unión por raspado
HDI INC 41 Plastics Consulting Group
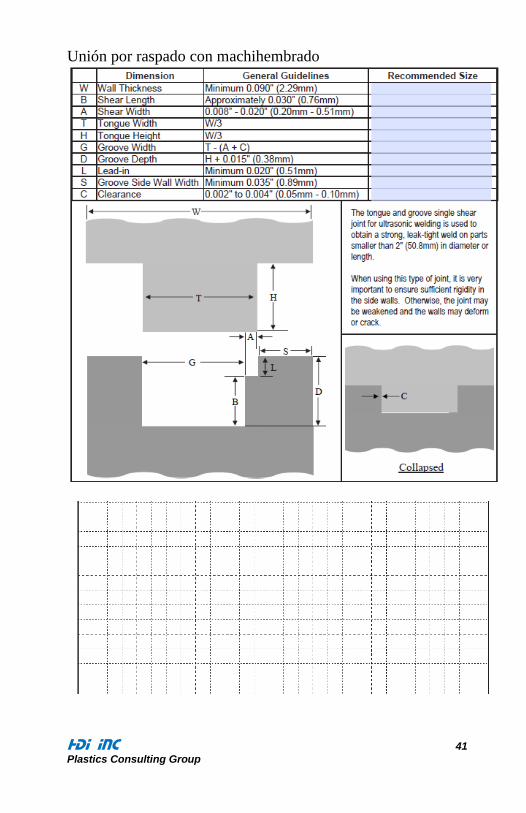
Unión por raspado con machihembrado
HDI INC 42 Plastics Consulting Group
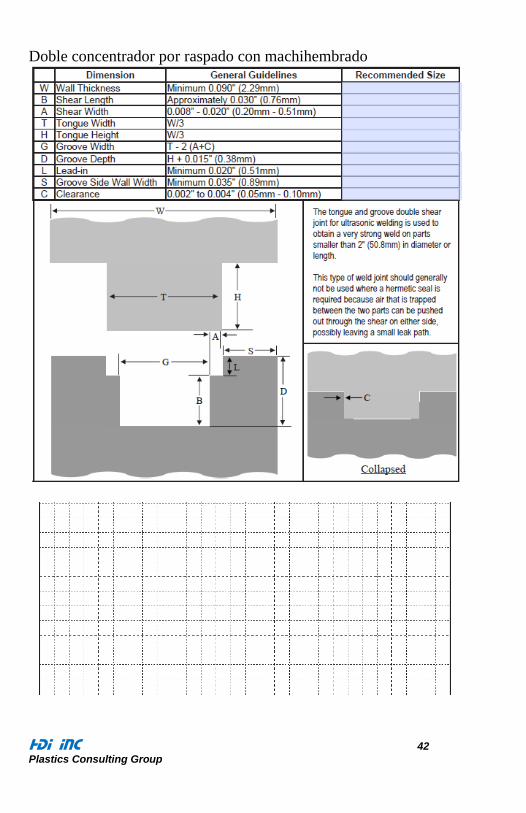
Doble concentrador por raspado con machihembrado
HDI INC 43 Plastics Consulting Group
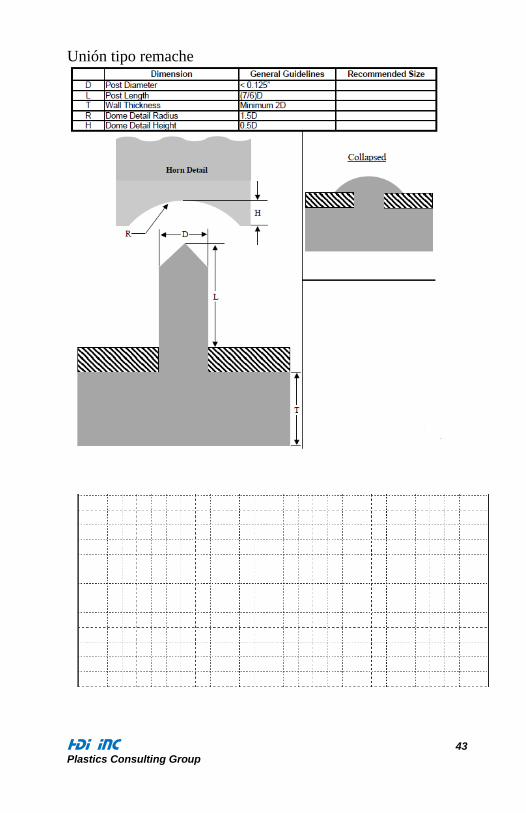
Unión tipo remache
HDI INC 44 Plastics Consulting Group
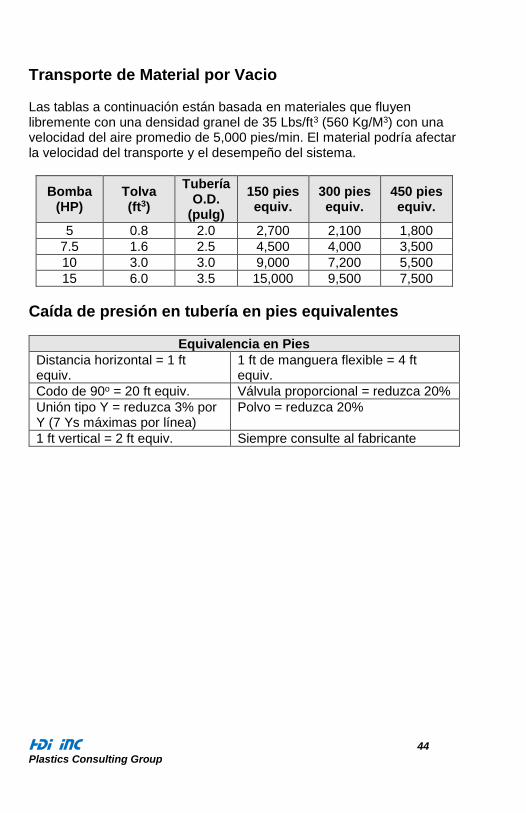
Transporte de Material por Vacio
Las tablas a continuación están basada en materiales que fluyen libremente con una densidad granel de 35 Lbs/ft3 (560 Kg/M3) con una velocidad del aire promedio de 5,000 pies/min. El material podría afectar la velocidad del transporte y el desempeño del sistema.
Bomba (HP)
Tolva (ft3)
Tubería O.D.
(pulg)
150 pies equiv.
300 pies equiv.
450 pies equiv.
5 0.8 2.0 2,700 2,100 1,800
7.5 1.6 2.5 4,500 4,000 3,500
10 3.0 3.0 9,000 7,200 5,500
15 6.0 3.5 15,000 9,500 7,500
Caída de presión en tubería en pies equivalentes
Equivalencia en Pies
Distancia horizontal = 1 ft equiv.
1 ft de manguera flexible = 4 ft equiv.
Codo de 90o = 20 ft equiv. Válvula proporcional = reduzca 20%
Unión tipo Y = reduzca 3% por Y (7 Ys máximas por línea)
Polvo = reduzca 20%
1 ft vertical = 2 ft equiv. Siempre consulte al fabricante
HDI INC 45 Plastics Consulting Group
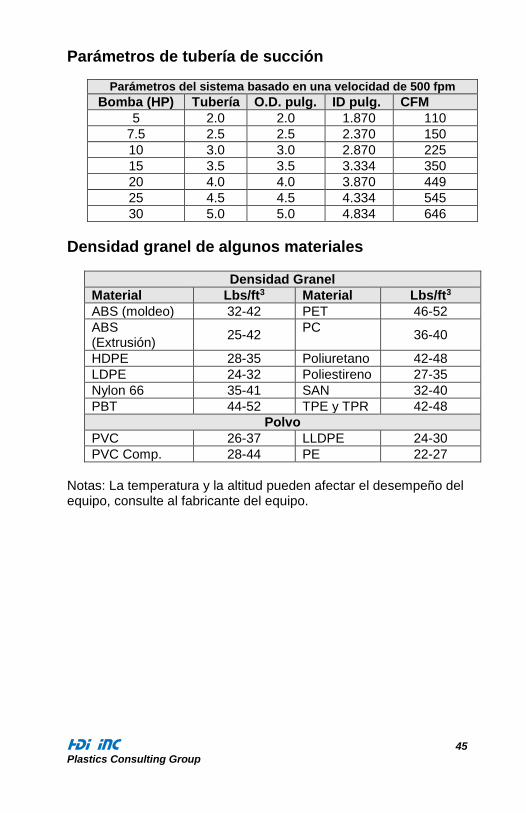
Parámetros de tubería de succión
Parámetros del sistema basado en una velocidad de 500 fpm
Bomba (HP) Tubería O.D. pulg. ID pulg. CFM
5 2.0 2.0 1.870 110
7.5 2.5 2.5 2.370 150
10 3.0 3.0 2.870 225
15 3.5 3.5 3.334 350
20 4.0 4.0 3.870 449
25 4.5 4.5 4.334 545
30 5.0 5.0 4.834 646
Densidad granel de algunos materiales
Densidad Granel
Material Lbs/ft3 Material Lbs/ft3
ABS (moldeo) 32-42 PET 46-52
ABS (Extrusión)
25-42 PC
36-40
HDPE 28-35 Poliuretano 42-48
LDPE 24-32 Poliestireno 27-35
Nylon 66 35-41 SAN 32-40
PBT 44-52 TPE y TPR 42-48
Polvo
PVC 26-37 LLDPE 24-30
PVC Comp. 28-44 PE 22-27
Notas: La temperatura y la altitud pueden afectar el desempeño del equipo, consulte al fabricante del equipo.
HDI INC 46 Plastics Consulting Group
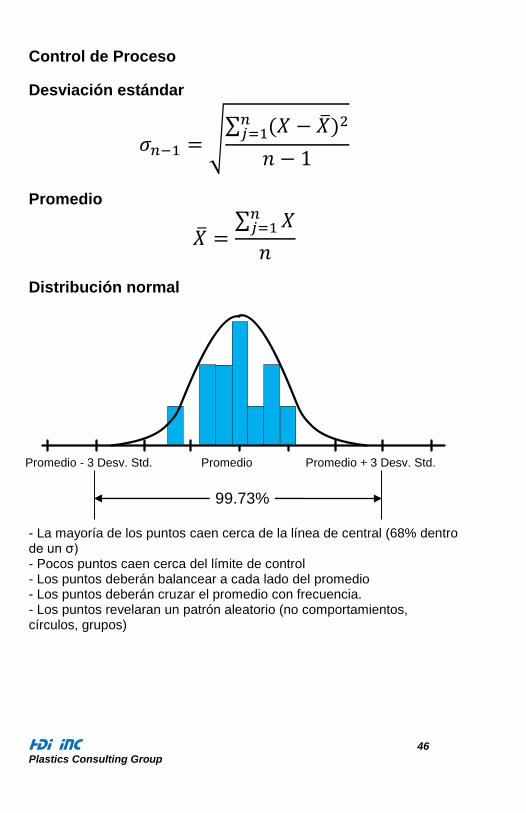
Control de Proceso
Desviación estándar
𝜎𝑛−1 = √∑ (𝑋 − �̅�)2𝑛𝑗=1
𝑛 − 1
Promedio
�̅� =∑ 𝑋𝑛𝑗=1
𝑛
Distribución normal
- La mayoría de los puntos caen cerca de la línea de central (68% dentro de un σ) - Pocos puntos caen cerca del límite de control - Los puntos deberán balancear a cada lado del promedio - Los puntos deberán cruzar el promedio con frecuencia. - Los puntos revelaran un patrón aleatorio (no comportamientos, círculos, grupos)
Promedio + 3 Desv. Std.
Promedio - 3 Desv. Std.
Promedio
99.73%
HDI INC 47 Plastics Consulting Group
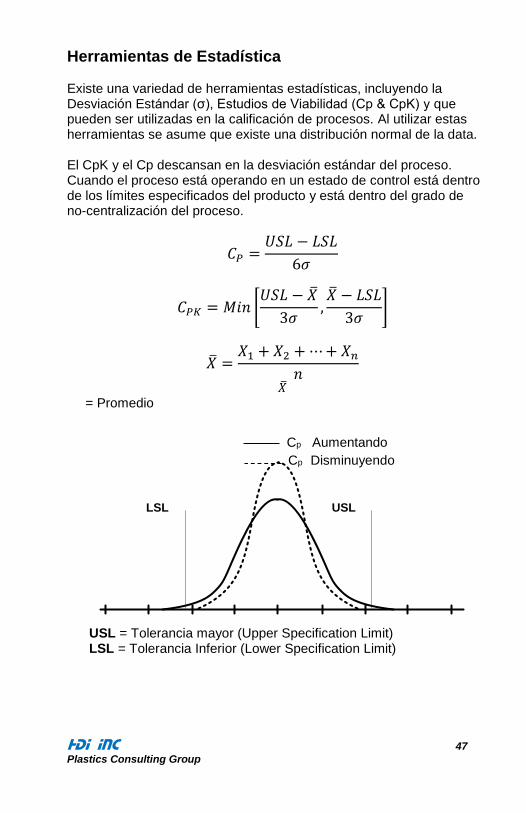
Herramientas de Estadística Existe una variedad de herramientas estadísticas, incluyendo la Desviación Estándar (σ), Estudios de Viabilidad (Cp & CpK) y que pueden ser utilizadas en la calificación de procesos. Al utilizar estas herramientas se asume que existe una distribución normal de la data. El CpK y el Cp descansan en la desviación estándar del proceso. Cuando el proceso está operando en un estado de control está dentro de los límites especificados del producto y está dentro del grado de no-centralización del proceso.
𝐶𝑃 =𝑈𝑆𝐿 − 𝐿𝑆𝐿
6𝜎
𝐶𝑃𝐾 = 𝑀𝑖𝑛 [𝑈𝑆𝐿 − �̅�
3𝜎,�̅� − 𝐿𝑆𝐿
3𝜎]
�̅� =𝑋1 + 𝑋2 +⋯+ 𝑋𝑛
𝑛
�̅� = Promedio
USL = Tolerancia mayor (Upper Specification Limit) LSL = Tolerancia Inferior (Lower Specification Limit)
LSL USL
Cp Aumentando
Cp Disminuyendo
HDI INC 48 Plastics Consulting Group
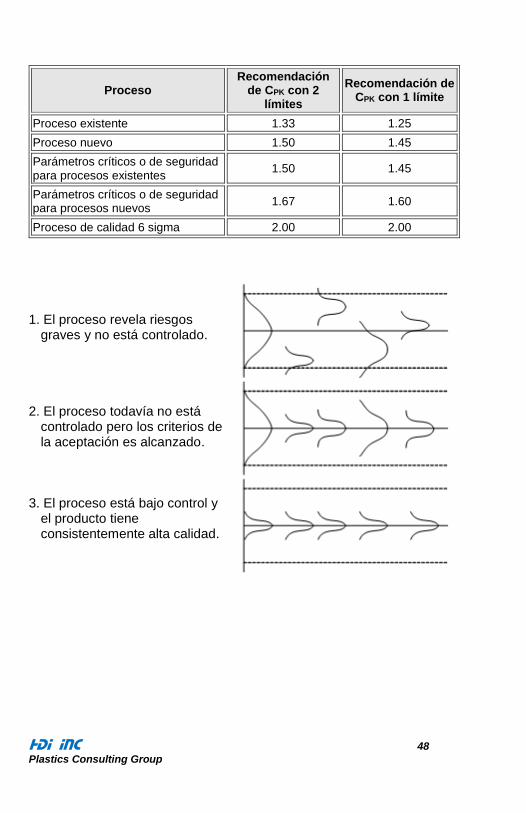
Proceso Recomendación
de CPK con 2 límites
Recomendación de CPK con 1 límite
Proceso existente 1.33 1.25
Proceso nuevo 1.50 1.45
Parámetros críticos o de seguridad para procesos existentes
1.50 1.45
Parámetros críticos o de seguridad para procesos nuevos
1.67 1.60
Proceso de calidad 6 sigma 2.00 2.00
1. El proceso revela riesgos
graves y no está controlado. 2. El proceso todavía no está
controlado pero los criterios de la aceptación es alcanzado.
3. El proceso está bajo control y
el producto tiene consistentemente alta calidad.
HDI INC 49 Plastics Consulting Group
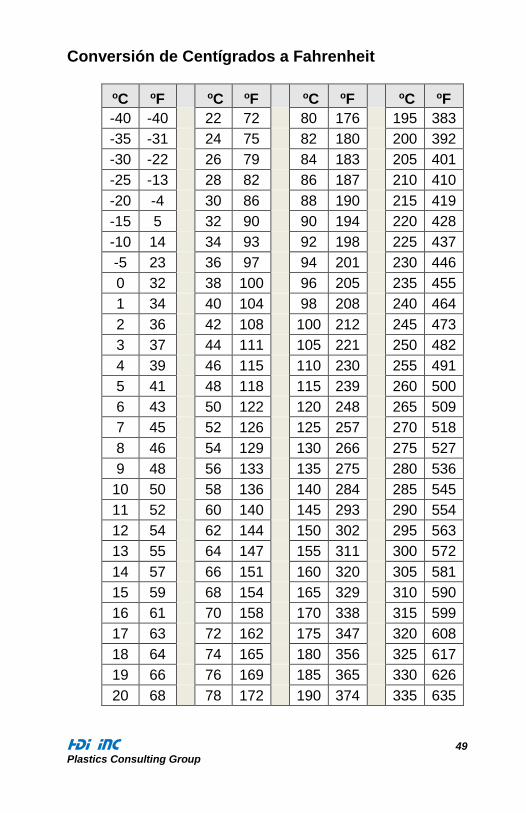
Conversión de Centígrados a Fahrenheit
oC oF oC oF oC oF oC oF
-40 -40 22 72 80 176 195 383
-35 -31 24 75 82 180 200 392
-30 -22 26 79 84 183 205 401
-25 -13 28 82 86 187 210 410
-20 -4 30 86 88 190 215 419
-15 5 32 90 90 194 220 428
-10 14 34 93 92 198 225 437
-5 23 36 97 94 201 230 446
0 32 38 100 96 205 235 455
1 34 40 104 98 208 240 464
2 36 42 108 100 212 245 473
3 37 44 111 105 221 250 482
4 39 46 115 110 230 255 491
5 41 48 118 115 239 260 500
6 43 50 122 120 248 265 509
7 45 52 126 125 257 270 518
8 46 54 129 130 266 275 527
9 48 56 133 135 275 280 536
10 50 58 136 140 284 285 545
11 52 60 140 145 293 290 554
12 54 62 144 150 302 295 563
13 55 64 147 155 311 300 572
14 57 66 151 160 320 305 581
15 59 68 154 165 329 310 590
16 61 70 158 170 338 315 599
17 63 72 162 175 347 320 608
18 64 74 165 180 356 325 617
19 66 76 169 185 365 330 626
20 68 78 172 190 374 335 635
HDI INC 50 Plastics Consulting Group
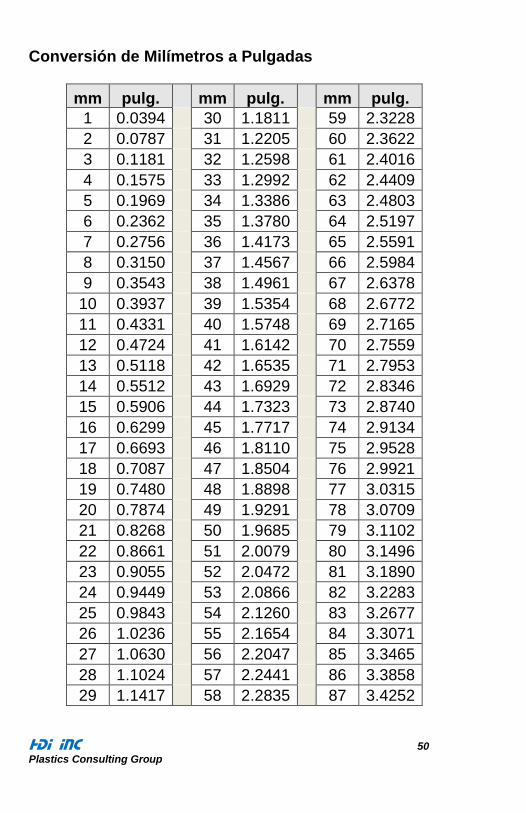
Conversión de Milímetros a Pulgadas
mm pulg. mm pulg. mm pulg.
1 0.0394 30 1.1811 59 2.3228
2 0.0787 31 1.2205 60 2.3622
3 0.1181 32 1.2598 61 2.4016
4 0.1575 33 1.2992 62 2.4409
5 0.1969 34 1.3386 63 2.4803
6 0.2362 35 1.3780 64 2.5197
7 0.2756 36 1.4173 65 2.5591
8 0.3150 37 1.4567 66 2.5984
9 0.3543 38 1.4961 67 2.6378
10 0.3937 39 1.5354 68 2.6772
11 0.4331 40 1.5748 69 2.7165
12 0.4724 41 1.6142 70 2.7559
13 0.5118 42 1.6535 71 2.7953
14 0.5512 43 1.6929 72 2.8346
15 0.5906 44 1.7323 73 2.8740
16 0.6299 45 1.7717 74 2.9134
17 0.6693 46 1.8110 75 2.9528
18 0.7087 47 1.8504 76 2.9921
19 0.7480 48 1.8898 77 3.0315
20 0.7874 49 1.9291 78 3.0709
21 0.8268 50 1.9685 79 3.1102
22 0.8661 51 2.0079 80 3.1496
23 0.9055 52 2.0472 81 3.1890
24 0.9449 53 2.0866 82 3.2283
25 0.9843 54 2.1260 83 3.2677
26 1.0236 55 2.1654 84 3.3071
27 1.0630 56 2.2047 85 3.3465
28 1.1024 57 2.2441 86 3.3858
29 1.1417 58 2.2835 87 3.4252
HDI INC 51 Plastics Consulting Group
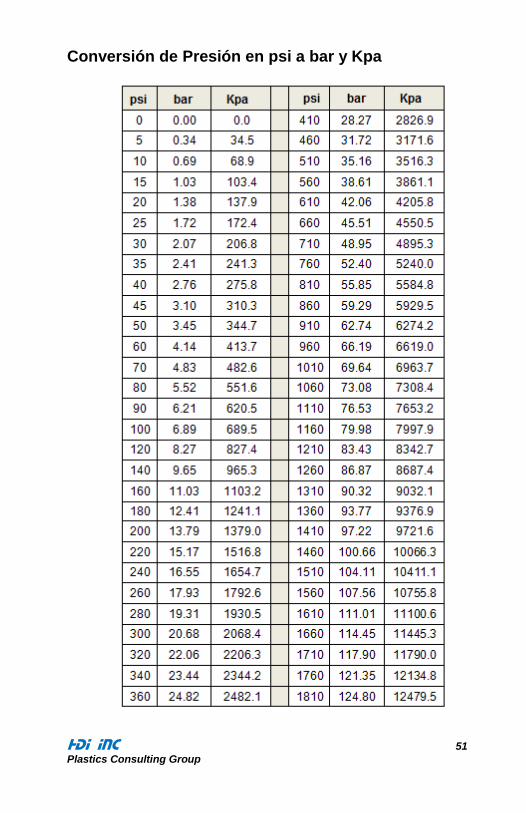
Conversión de Presión en psi a bar y Kpa
HDI INC 52 Plastics Consulting Group
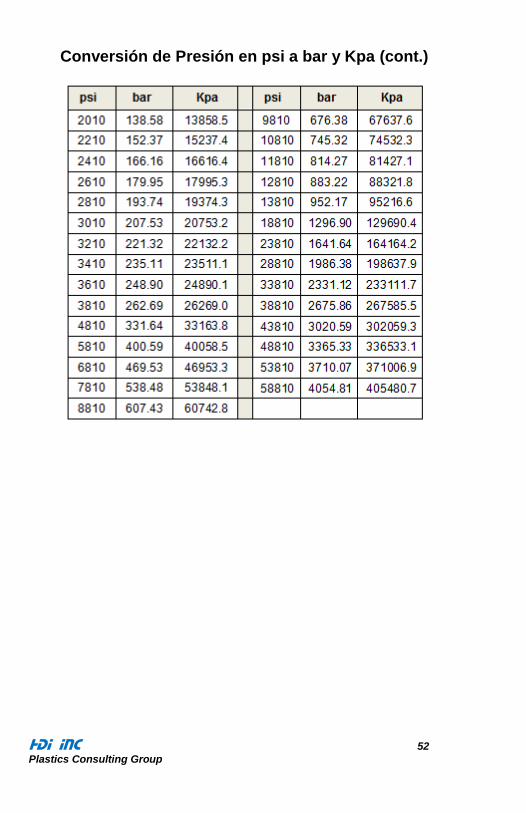
Conversión de Presión en psi a bar y Kpa (cont.)
HDI INC 53 Plastics Consulting Group
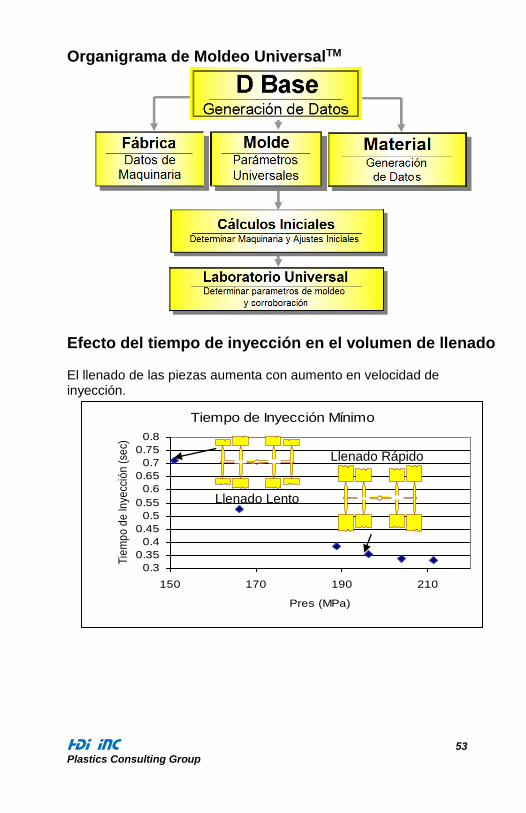
Organigrama de Moldeo UniversalTM
Efecto del tiempo de inyección en el volumen de llenado
El llenado de las piezas aumenta con aumento en velocidad de inyección.
Tiempo de Inyección Mínimo
0.3
0.35
0.4
0.45
0.5
0.55
0.6
0.65
0.7
0.75
0.8
150 170 190 210
Pres (MPa)
Tie
mp
o d
e In
yecc
ión
(se
c)
Llenado Lento
Llenado Rápido
HDI INC 54 Plastics Consulting Group
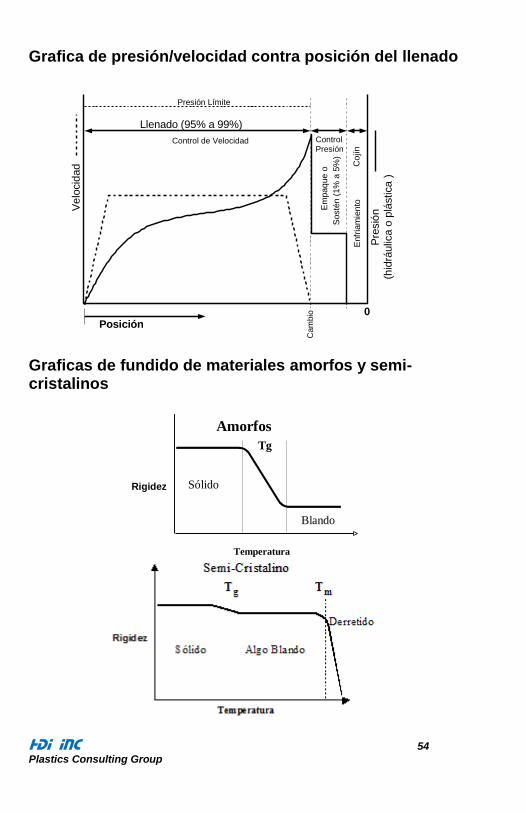
Grafica de presión/velocidad contra posición del llenado
Graficas de fundido de materiales amorfos y semi-cristalinos
Temperatura
Amorfos
Tg
Rigidez Sólido
Blando
Ve
locid
ad
Pre
sió
n
(hid
ráulic
a o
plá
stica
)
Llenado (95% a 99%)
Em
paq
ue
o
Sosté
n (
1%
a 5
%)
Co
jín
Posición0
Control de Velocidad ControlPresión
Cam
bio
Presión Límite
Enfr
iam
ien
to
HDI INC 55 Plastics Consulting Group
In-House Plastics Trainings
offers a has a complete range of training courses in English and
Spanish. Most of our seminars are scheduled between 8:30 a.m. and
4:30 p.m. each day:
Universal Molding™
Providing basic concepts of injection molding. Introduction and
development of equations that guide the molten thermoplastics flow
dynamics. Learn systematic methods to develop the ideal injection
molding process parameters for optimum results. Material morphology.
Dehumidifying of Hygroscopic Materials
Effects of humidity on hygroscopic materials. Introduction to the process
of drying. Learn how to correctly size a dehumidifier for your next
application. Preventive maintenance, troubleshooting and data sheet for
most common commercially available materials.
Mold Cooling & Cooling Equipment
Basic concepts on air-cooled & water-cooled chillers, cooling towers, and
mold water temperature controllers. Learn how to determine the load of
your process and appropriately size the cooling equipment.
Material Handling
Introduction to the central material handling process, material
dossification (colorant or regrind), mixers and blenders, and reprocessed
material handling. Benefits of this system versus individual loaders or
manual material handling.
Ultrasonic Welding
Basic concepts of the process of ultrasonic welding; compatibility and
types of materials. Learn how to determine the optimum parameters for
your process and troubleshooting. Horns, fixtures and parts design.
We offer Project Management Services: Startups, Product Transfer,
Process Validation and Documentation, In-House Training and we can
help you move to Latin America.
HDI INC 56 Plastics Consulting Group
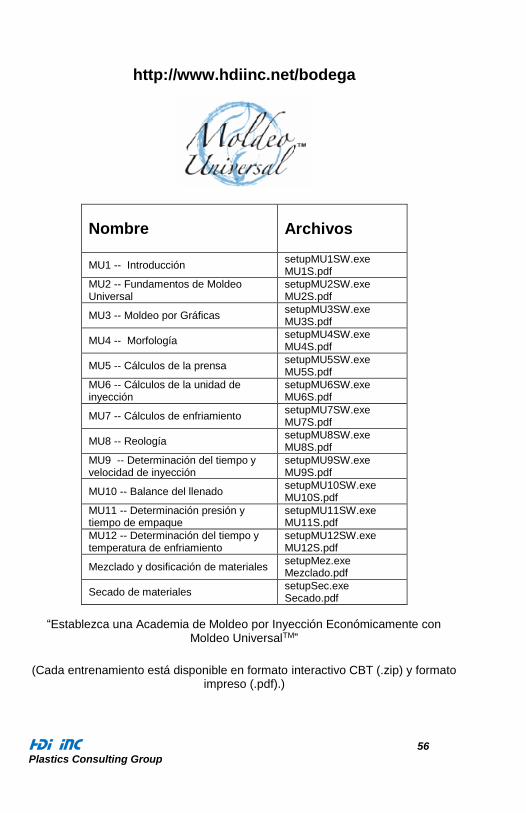
http://www.hdiinc.net/bodega
Nombre Archivos
MU1 -- Introducción setupMU1SW.exe MU1S.pdf
MU2 -- Fundamentos de Moldeo Universal
setupMU2SW.exe MU2S.pdf
MU3 -- Moldeo por Gráficas setupMU3SW.exe MU3S.pdf
MU4 -- Morfología setupMU4SW.exe MU4S.pdf
MU5 -- Cálculos de la prensa setupMU5SW.exe MU5S.pdf
MU6 -- Cálculos de la unidad de inyección
setupMU6SW.exe MU6S.pdf
MU7 -- Cálculos de enfriamiento setupMU7SW.exe MU7S.pdf
MU8 -- Reología setupMU8SW.exe MU8S.pdf
MU9 -- Determinación del tiempo y velocidad de inyección
setupMU9SW.exe MU9S.pdf
MU10 -- Balance del llenado setupMU10SW.exe MU10S.pdf
MU11 -- Determinación presión y tiempo de empaque
setupMU11SW.exe MU11S.pdf
MU12 -- Determinación del tiempo y temperatura de enfriamiento
setupMU12SW.exe MU12S.pdf
Mezclado y dosificación de materiales setupMez.exe Mezclado.pdf
Secado de materiales setupSec.exe Secado.pdf
“Establezca una Academia de Moldeo por Inyección Económicamente con Moldeo UniversalTM”
(Cada entrenamiento está disponible en formato interactivo CBT (.zip) y formato
impreso (.pdf).)
HDI INC 57 Plastics Consulting Group
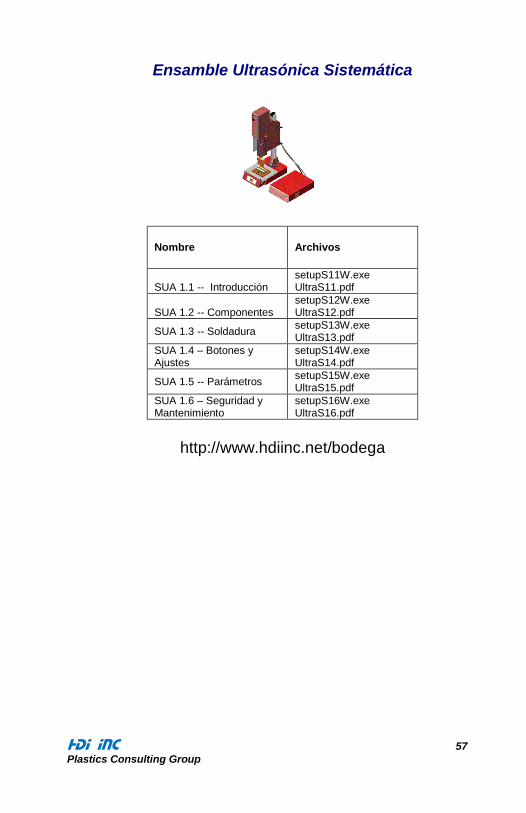
Ensamble Ultrasónica Sistemática
Nombre Archivos
SUA 1.1 -- Introducción
setupS11W.exe UltraS11.pdf
SUA 1.2 -- Componentes
setupS12W.exe UltraS12.pdf
SUA 1.3 -- Soldadura setupS13W.exe UltraS13.pdf
SUA 1.4 – Botones y Ajustes
setupS14W.exe UltraS14.pdf
SUA 1.5 -- Parámetros setupS15W.exe UltraS15.pdf
SUA 1.6 – Seguridad y Mantenimiento
setupS16W.exe UltraS16.pdf
http://www.hdiinc.net/bodega

HDI INC 59 Plastics Consulting Group
Central &
Portable Chillers,
Cooling Towers,
Water
Temperature
Control Units
Batch Weight
Blenders and
Feeders
Central/Large
& Beside the
Press
Granulators
Portable & Central
Drying and
Conveying World’s leading supplier of temperature
and sequential valve gate control systems
Quick Mold
Change systems
Central, Large & Beside-
the-Press Granulators
HDI INC 60 Plastics Consulting Group
Belt Conveyors, Box
Filling System, Parts
Separators
Central & Portable Chillers, Cooling Towers, Water Temperature Control Units
Shredders, Pulverizer, Central/Large & Beside-the-Press Granulators
Drying, Blending, Central & Machine Conveying
Deduster equipment with
dual electromagnetic flux
field generator
Bulk Storage Silos, Storage
Bins, Screw Conveyors, Tilt
Tables and more
Frigel EcoDry System - new
technology replaces cooling
towers
HDI INC 61 Plastics Consulting Group
Surface Preparation, Blast
Cleaning Equipment for
Metals & Thermoset Plastic
Deflashing
Rosler
Pitless Hydraulic
Truck Dumpers
Eason Inc.
Consulting & Contracting
Central Material
Handling and Dryers
Corrugated,
Galvanized,
Aluminum, Stainless
Steel, Bolted or
Welded Silos
Training and Seminars,
Interactive Software,
and Validation
Documentation
Single, Multiline,
Destructive or Non-
Destructing Leak Testing

HDI INC 62 Plastics Consulting Group
Extrusion systems for all thermoplastic & elastomer
processes
Process Control systems for all Extrusion lines
Aftermarket services to Refurbish Extruder
Screws & Cylinders for
Blow Molding, Injection
& Extrusion
Extrusion
On-line Monitoring &
Control Equipment
Zumbach
Starlim / Sterner develops
and produces precise
single and multi-
component liquid silicone
solutions

HDI INC 63 Plastics Consulting Group
Multi-Component, High-Speed,
Vertical Clamp, Hybrid & Duo Platen
systems, up to 6000 tons
Robots and Automation
technology for any application
All-Electric & Tiebarless
technology from 40 to 600 tons
Servo-Ultrasonic Welding,
Hotplate, Vibration, Thermal, Spin
and Automated Systems
HDI INC 64 Plastics Consulting Group
There’s nothing wrong with wanting to make the world a better
place, and education has always been a key.
Looking for the way to maximize your workers’ training
retention, and at the same time, minimize factory down time
due to inflexible training schedules?
At HDI, Inc. we have your answer – training and continuing
education through customized interactive educational software,
in both Spanish and English. Our company combines 18 years
of training experience with professionally designed computer
technology in the creation of interactive trainings that teach,
challenge, and test your trainees in a way that maximizes their
learning experience.
Our team of CBT developer experts can help you develop a
customized interactive training for your organization.
Systematic Ultrasonic
AssemblyTM
Approximately 18 hours of
interactive training in three
ultrasonic welding modules:
Module 1 (Basic Ultrasonic
Welding), Module 2 (Advanced
Ultrasonic Welding), and
Module 3 (Process Optimization by Characterization).
Universal MoldingTM
Approximately 20 hours of
interactive training in
three injection molding
modules:
Module 1 (For operators)
Module 2 (For
technicians), and
Module 3 (Advanced).
Computer Based Trainings