Henolaje y Henificación
37
Henolaje Grupo: La Rosa Allignani, Bizanelli, Di Rado, Povilonis.
-
Upload
ignacio-povilonis -
Category
Technology
-
view
928 -
download
1
Transcript of Henolaje y Henificación
HenolajeGrupo: La Rosa
Allignani, Bizanelli, Di Rado, Povilonis.
“Sistema de conservación de forraje
húmedo, intermedio entre la henificación y el
silaje”

Sistema de conservación
• Método de conservación química
• Se lleva a un 50% MS cuando está cortado
• Se produce una fermentación anaerobica

Ventajas
• Menor tiempo secándose a la intemperie
• Las lluvias y la humedad del suelo no lo afectan
• Menor perdida de hojas en el uso de maquinarias

• Mayor conservación del valor nutritivo ya que pierde menos cantidad de hojas
• Se conserva a campo
Desventajas• Costo del polietileno
• Maquinaria especial
• Rajaduras del polietileno provocan la pérdida de las reservas
• Con excesos o deficiencias en la humedad no se estabiliza el forraje
Pasturas Útiles
Partir de materia prima de buena calidad como:
• Alfalfas, tréboles (con pre-oreo)
• Gramíneas (mejor relación azúcar proteína)
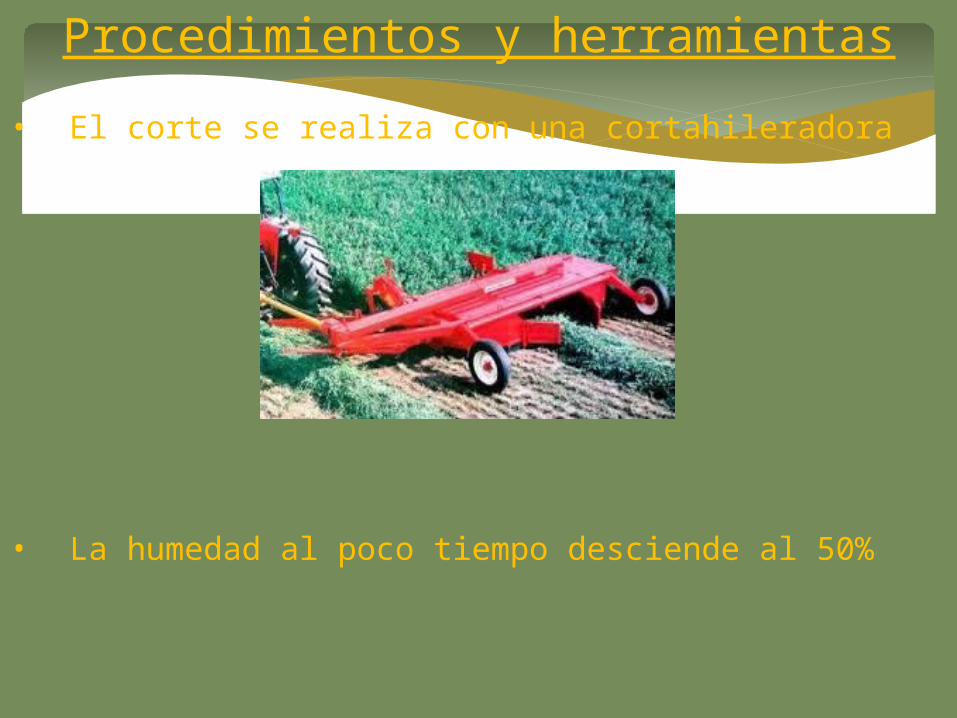
Procedimientos y herramientas• El corte se realiza con una cortahileradora
• La humedad al poco tiempo desciende al 50%

• Alcanzada la humedad necesaria se pasa la arrolladora
Medidas de los rollos
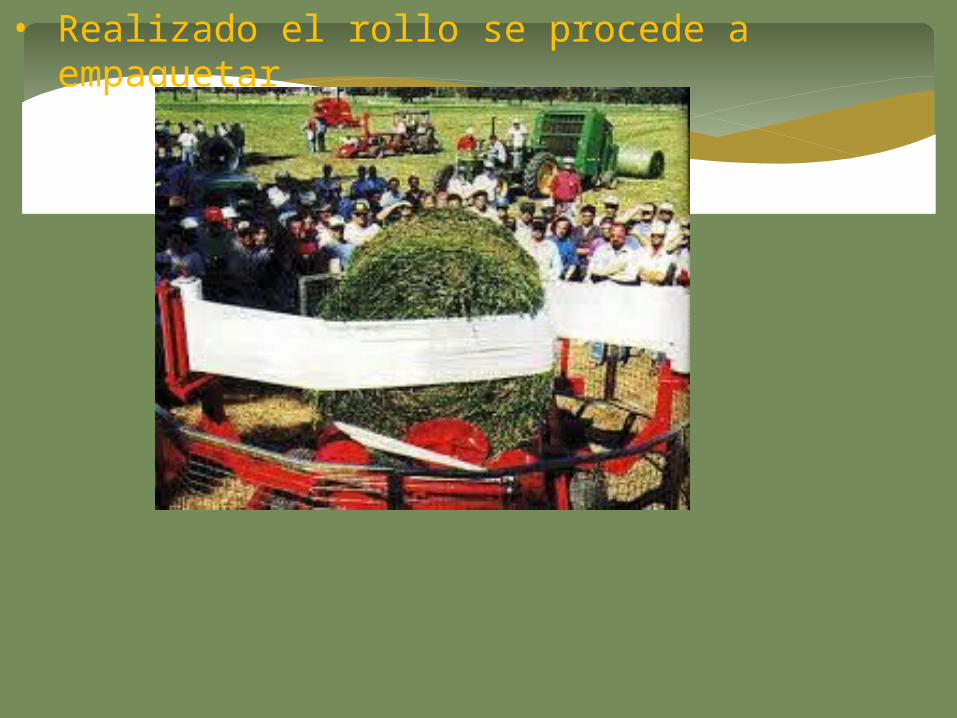
• Realizado el rollo se procede a empaquetar
“HENIFICACIÓN”
Henry Moret – óleo sobre lienzo - 1893
Henificación
“La henificación es un método de conservación de forraje seco,
producida por una rápida evaporación del agua contenida en
los tejidos de la planta.”
Esta humedad debe estar siempre por debajo del 20% y se estabiliza alrededor del 15%,
durante el almacenaje.
Calidad PotencialLa calidad del forraje conservado en forma
de heno nunca será superior al material que le dio origen.
Por esta razón es imprescindible partir de una pastura de calidad, para lo cual antes de decidir el destino del forraje, se deben tener en cuenta los siguientes conceptos:
- Composición de las pasturas - Presencia de malezas en el lote - Sanidad - Densidad de plantas - Estadio fenológico de las pasturas - Estructura de la planta - Elección de los lotes
El corte es la primer labor mecánica a realizar antes de la confección de los forrajes conservados. A partir de ese momento, la pérdida de calidad del forraje es inevitable y debe ser disminuida a su mínima expresión. A tener en cuenta:- Momento de corte. - Altura de corte. - Ancho de corte. - Prevención del repicado del forraje. - Horario de corte. - Cantidad de forraje a cortar. - Calidad de corte. - Sistemas de corte.
Corte
- Por cizalla, compuesto por cuchillas y contra cuchillas de movimiento alternativo.
- Por impacto y filo de cuchillas de movimiento rotativo. (Más utilizado en nuestro país).
En el caso en que el filo de las cuchillas haya desaparecido por desgaste o rotura del material, se incrementará la potencia requerida al tractor y lo que es más grave, provocará el desgarrado de los tallos, favoreciendo la entrada de enfermedades y demorando el rebrote.
Sistemas de corte
El acondicionado mecánico consiste en la apertura de vías de escape para el agua que se encuentra contenida dentro de los tejidos de las plantas.
Acondicionadores
Ventajas-Reducción del tiempo de secado del forraje. -Secado uniforme de tallos y hojas. -Disminución del riesgo climático. -Facilidad de compactación del material por parte de las rotoenfardadoras.
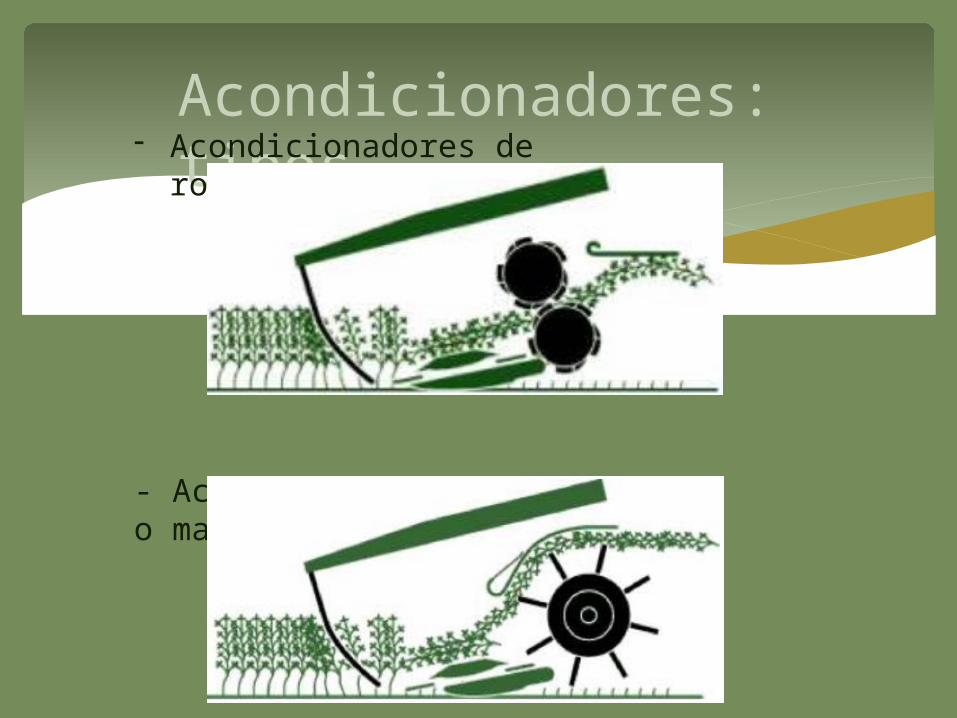
Acondicionadores: tipos- Acondicionadores de rodillos
- Acondicionadores de dedos o mayales
- Cuando el forraje estabiliza su tasa de secado a 30 - 40 % de humedad en la hilera, con el rastrillo se puede volver a acelerar la misma.
- Cuando el sol y el viento no alcanzan toda la hilera da vuelta el forraje y acelera el secado.
- Cuando luego se juntan hileras, permite una alta capacidad de trabajo de las rotoenfardadoras con una mínima pérdida de hojas durante la recolección y un forraje con mayor valor nutritivo y menor costo de producción por kg de MSD.
Rastrillado: uso
- Rastrillos de ruedas estelares: no poseen sistemas de transmisión, ya que
sus ruedas giran por el contacto con el forraje.
- Rastrillos giroscópicos: Accionados por la toma de potencia del
tractor y poseen brazos horizontales, que giran alrededor de un eje central y tienen peines u horquillas en su extremo.
- Rastrillos de barras paralelas y molinetes oblicuos: ofrecen una opción muy interesante, por el excelente tratamiento que hacen del forraje y el corto recorrido del mismo.
Diseños de rastrillos
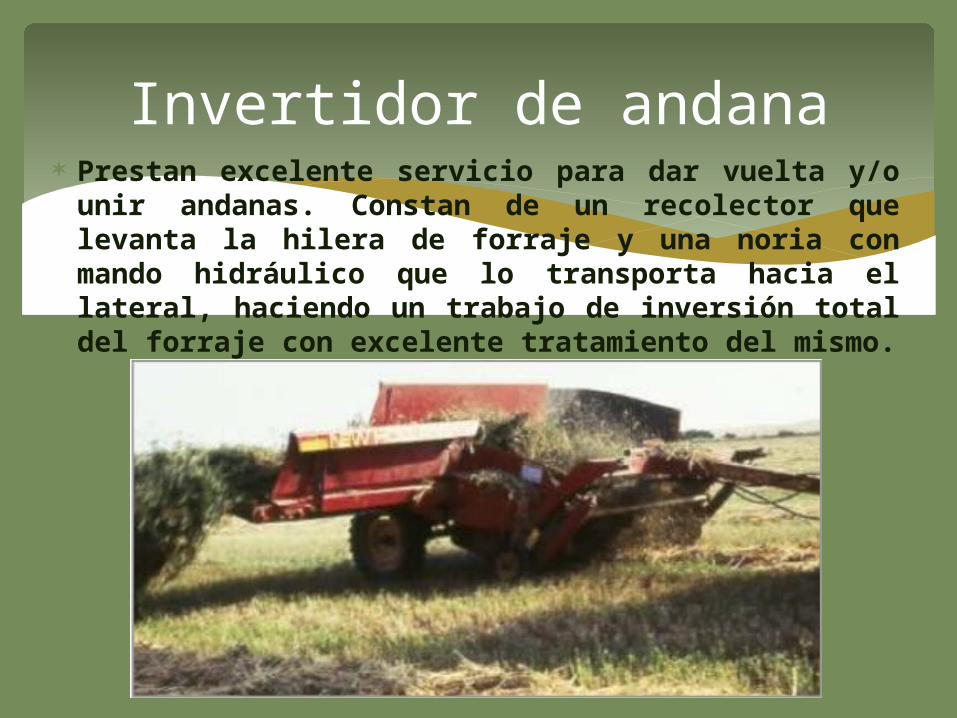
Invertidor de andana Prestan excelente servicio para dar vuelta y/o unir
andanas. Constan de un recolector que levanta la hilera de forraje y una noria con mando hidráulico que lo transporta hacia el lateral, haciendo un trabajo de inversión total del forraje con excelente tratamiento del mismo.
Enrollado Tener en cuenta el dimensionamiento del tractor y su
compatibilidad con la enrolladora para un mejor desempeño de la maquinaria.
Momento de la confección: horario de trabajo La recolección o confección de los rollos debe iniciarse
cuando el forraje tiene un porcentaje de humedad del 20 % o inferior a él. En el otro extremo del problema se encuentra el excesivo secado del forraje, o el trabajo en horarios con demasiado calor o baja humedad relativa, lo cual ocasiona un alto nivel de pérdida de forraje de altísima calidad. También debe evitarse si se observa rocío.
Confección del heno
Sistemas empíricos Poco precisos Humedímetros electrónicos Muy precisos
Estos humedímetros pueden medir el porcentaje de humedad en la hilera, antes de confeccionar los rollos o bien una vez confeccionados los rollos o fardos, para chequear que el trabajo se está realizando correctamente.
Teniendo en cuenta que los humedímetros miden principalmente conductividad eléctrica, se deben simular las condiciones de compactación dentro de un rollo, para poder determinar si se está en condiciones de henificar.
Determinación del porcentaje de humedad de forraje

La velocidad también es la máxima que permite una rotoenfardadora, siempre y cuando logre un buen amasado del forraje.
Las máquinas actuales trabajan muy bien a 12 - 13 km/h y en algunos casos cuando el tractor y el terreno lo permiten hasta 18 km/h.
Arquitectura de la andana
Velocidad de avance
Es bueno que la andana tenga forma rectangular, no de cordón, y una altura uniforme en todo su ancho, facilitando una alimentación pareja y constante de la cámara de compactación, para realizar un rollo de una arquitectura adecuada.
Para armar los núcleos es necesario empezar a cargar por uno de los laterales de la maquina y luego seguir con uno o dos zigzagueos continuos, hasta que el núcleo se forme.
Si la carga es demasiada en el centro y poca en los laterales se forma un rollo con forma de barril, y si no, de la forma contraria quedan rollos con centros pocos densos.
Alimentación de la maquina
Presión de Trabajo Es la máxima permitida por la maquina. Cuanto mayor sea la presión de
compactación, menores serán los costos operativos y mejor la conservación durante el almacenaje.

Las roto enfardadoras tienen el sistema doble aguja,
para reducir los tiempos muertos y disminuir las perdidas de hojas que se producen cada vez que estas toman contacto con las correas.
Otra forma es la del atar con red, la cual incrementa la productividad del equipo, con 2-3 vueltas ya esta listo en comparación con los hilos que son de 16-18 vueltas, lo cual no hay tiempos muertos lo cual indica que nos da mas rollos.
Atado
Al reducir la cantidad de vueltas que da dentro de la cámara de compactación, reduce los impactos que reciben las hojas que se encuentran en la superficie mejorando la calidad.
Los atados con hilos tienen mayor penetración de agua que los atados con red.
La perdida de superficie en atados con red es de 2,5cm=43,5Kg., los de hijo 5cm=102Kg.
Los rollos mas utilizados en Argentina son los de 1,55 m de ancho y 1,80 de diametro.
Atado
De cámara variable o de núcleo compacto.
De cámara fija o de núcleo flojo.
Tipos de cámara

Que sea de alta capacidad de trabajo, reduciendo los tiempos muertos, mejor calidad del forraje.
Que el forraje sea tratado delicadamente.
Elección de una maquina
Que el diámetro del recolector sea lo mas chico
Mejor desempeño cuando los mismo son flotantes y poseen una rueda de copiado.
Altura de recolección alrededor de 2 cm por debajo de la altura de corte dependiendo de la especie.
Si se trabaja con andanas se puede levantar la altura.
Recolección
Red de filamentos cruzados de NYLON y POLIESTER lo cual la hacen mas resistentes.
Unión por ojales y un perno.
Correas
Forma de trabajo mediante palpadores de correas o la cantidad de pasto que ingresa en cada lateral de la maquina.
Posibilidad de poder variar cualquier regulación de la maquina.
Monitoreos
Debe ser rápido y sencillo
Se debe alejar lo mas rápido de la rotoenfardadora para que cierre la compuerta y siga trabajando.
Expulsión de rollos
Se utilizan deflectores de forraje para evitar que se pegue a las correas.
Trabajo con pasto húmedo

VENTAJAS Mayor capacidad de procesado de la camara
de compactación: mas kg/min. Mayor presión de compactación. Mayor capacidad de trabajo. Menor amasado en la camara de
compactación.DESVENTAJASAlta inversión inicialMayor potencia requerida
Enfardadoras gigantes
Momento de almacenaje: inmediato después de hacerlos.
Lugar de almacenaje: lugar alto, que permita escurrimiento, al reparo de los arboles, pegados caras con caras en direccion NORTE-SUR para que el sol seque en sentido ESTE-OESTE, distancia entre hileras de 1 m.
Superficie: que no exista contacto directo con el suelo para que este no le ceda humedad.
Cobertura: se cubre hasta la mitad del diámetro del rollo para que la evapotranspiración no quede retenida en el rollo.
Categorización: división de los rollos en al menos 4 categorías, de acuerdo a los de mejor a menor calidad.
ALMACENAJE
El color del rollo nos determina bajo que condiciones fue confeccionado.
COLOR: VERDE: buena calidad de heno AMARILLENTO: expuesto mucho tiempo al
sol. CASTAÑO: lluvias en el periodo de secado, o
cortado maduro. OSCURO O NEGRO: exceso de fermentación,
y elevado temperatura del heno.
Diagnóstico