HPF – Formingbibing.us.es/proyectos/abreproy/5146/fichero/Documentación... · - Unión estable...
12
HPF – High Performance Forming La nueva dimensión del laminado de roscas A nova dimensão da laminação de roscas Leitz Metalworking Technology Group
Transcript of HPF – Formingbibing.us.es/proyectos/abreproy/5146/fichero/Documentación... · - Unión estable...

HPF – High PerformanceForming
La nueva dimensión dellaminado de roscas
A nova dimensão da laminaçãode roscas
Leitz Metalworking Technology Group

Ventajas del laminado de roscasen relación al cortado de roscasVantagens da laminação de roscas em relação ao corte de roscas
- Durante el proceso de laminado de roscas, laestructura de la textura del material no es cortada,sino que es conformada y compactada. Estosignifica:- mayor resistencia de la rosca y seguridad de los
componentes- superficies de roscas más duras- mayor precisión de perfil- flancos de rosca pulidos- mayor resistencia al desgaste- mayor resistencia a la corrosión
- Seguridad máxima de proceso, ya que no haygeneración de virutas y consecuentementetampoco acumulación de las mismas
- Mayor vida de la herramienta y menos cambios- Mayores velocidades periféricas- No se generan desechos de roscas siempre que
se observe el diámetro correcto del taladro previo- No hay "desvío" axial durante el laminado de roscas
- A estrutura da textura do material não é separadana laminação de roscas, mas deformada ecompactada. Isto significa:- maior resistência de rosca e segurança de
componentes- superfícies mais duras de rosca - maior precisão de perfil- flancos de rosca polidos- maior resistência ao desgaste- melhor resistência à corrosão
- Segurança máxima de processo, visto que não háformação de cavacos e conseqüentementenenhum acúmulo de cavacos
- Maior vida útil e menos trocas de ferramenta- Maior velocidade periférica- Sem refugo de roscas, desde que observado o
diâmetro correto de pré-furação.- Sem "deslocamento" axial na formação de roscas.
Dirección de la fibra durante el
cortado de una rosca
Sentido da fibra no corte de rosca
HPF – High Performance Forming La nueva dimensión del laminado de roscasA nova dimensão da laminação de roscas
Dirección de la fibra durante el
laminado de una rosca
Sentido da fibra na formação de roscas
2
www.LMT-tools.de
Espectro de aplicaciónEspectro de aplicação
Materiales con buenas características de conforma-ción en frío y un coeficiente de alargamiento de roturasuperior a 8% y una resistencia de hasta 1000 N/mm2
permiten una buena y hasta muy buena conformación.
Materiais com boas características de laminação afrio e um coeficiente de alongamento de rupturasuperior a 8% e uma resistência de até 1000 N/mm2
permitem uma formação boa até excelente.
por el cabezal de conformación de metal duro(placa intercambiable), pasando por los arrastres,hasta el mango tenaz.
- Gracias a esta solución constructiva, es posiblelaminar roscas con seguridad de procesoutilizando el dispositivo para moldear roscas HPFde FETTE y evitar una rotura de herramienta aunen el caso de alto par de fuerzas.
- Normalmente, el fin de la duración del dispositivode laminar roscas de metal duro integral significatambién el fin de toda la herramienta. En el dispo-sitivo para moldear roscas HPF de FETTE sólo esnecesario cambiar el cabezal de conformación.
- Menores costos de herramienta comparados conlos dispositivos para laminar roscas de una solapieza de metal duro integral.
- Velocidade periférica nitidamente maior e com istosão possíveis menores tempos de usinagem emcomparação a laminadores de metal duro integral,visto que o torque elevado na formação de roscasdo cabeçote de laminação de metal duro (insertointercambiável) é introduzido através dos arrastesna haste tenaz.
- Através desta solução construtiva é possívelformar roscas com segurança de processo pormeio do laminador HPF da FETTE e também evitara quebra de ferramenta em torques elevados.
- Fim de vida útil de um laminador de metal durointegral significa também o fim da ferramentacompleta. No laminador HPF da FETTE énecessário trocar apenas a pastilha de metal durointegral.
- Menores custos de ferramenta em comparação aolaminador de metal duro integral de uma só peça.
Características constructivas y geométricasCaracterísticas construtivas e geométricas
- Cuerpo básico "elástico" de acero para una mayorrigidez a la torsión comparado con las herramientaspara laminar roscas de metal duro integral
- Placa intercambiable de substrato de metal durotenaz, de grano superfino resistente al desgaste
- Unión estable entre el cuerpo básico y la placaintercambiable gracias a un asiento de flancocentrado con taladro de alojamiento céntrico en laplaca intercambiable y arrastres radiales en elcuerpo básico
- Ambos componentes vienen unidos positivamentepor un tornillo
- La cantidad de lobulos de presión está óptima-mente ajustada al paso de rosca
- Redondeamiento de las cabezas de rosca en lasplacas intercambiables especialmente concebidopara una mejor adherencia de las capas y unamayor vida útil
- Recubrimiento multicapas de PVD TiCN-PLUS deFETTE
- Corpo base "elástico" de aço para rigidez detorção nitidamente maior em comparação àformação de roscas de metal duro integral maciço
- Insertos de substrato de metal duro tenaz, degranulação fina, resistente ao desgaste
- União estável entre o corpo base e o insertoatravés de suporte de flanco centrado comfuração-suporte central no inserto e arrastesradiais no corpo base
- Ambos os componentes estão unidospositivamente por um parafuso
- A quantidade de cantos de pressionamento estáajustada de forma ideal ao passo da rosca
- Arredondamento especialmente desenvolvido dascabeças de rosca nos insertos intercambiáveispara uma melhor aderência de camada e maiorvida útil
- Revestimento multicamada de PVD TiCN-PLUSda FETTE
Ventajas del dispositivo de laminar roscas HPFcomparado con dispositivos para moldear roscasde una sola pieza-herramientas Integrales-Vantagens do formador HPF em relação aosformadores de rosca de uma só peça
- Velocidades periféricas claramente mayores y,gracias a ello, menores tiempos de mecanizado en comparación a los dispositivos para laminarroscas de metal duro integral, ya que el alto par defuerzas durante el laminado de roscas es iniciado
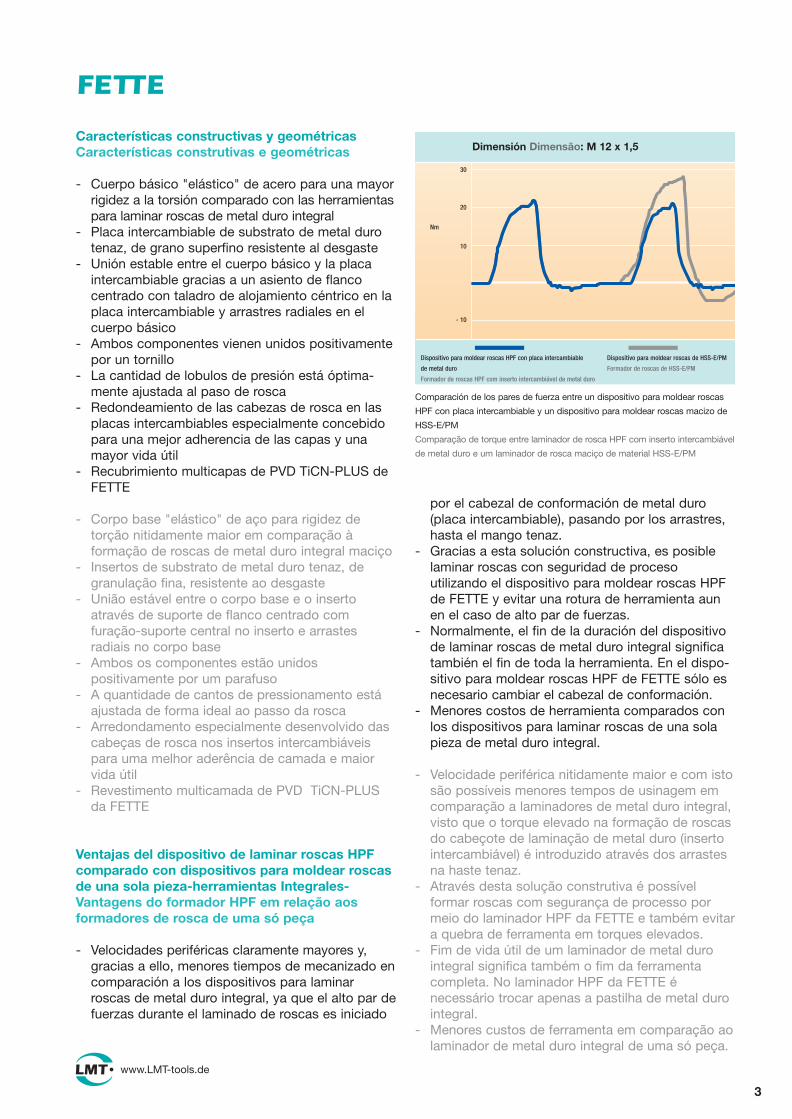
Comparación de los pares de fuerza entre un dispositivo para moldear roscas
HPF con placa intercambiable y un dispositivo para moldear roscas macizo de
HSS-E/PM
Comparação de torque entre laminador de rosca HPF com inserto intercambiável
de metal duro e um laminador de rosca maciço de material HSS-E/PM
3
Dimensión Dimensão: M 12 x 1,5
Dispositivo para moldear roscas HPF con placa intercambiable
de metal duro
Formador de roscas HPF com inserto intercambiável de metal duro
- 10
Dispositivo para moldear roscas de HSS-E/PM
Formador de roscas de HSS-E/PM
10
20
30
Nm
www.LMT-tools.de

4
dispositivos para laminar roscas de FETTE lascondiciones previas ideales para una rosca internade conformación perfecta y de alta calidad quecorresponde en su exactitud a todas las toleranciasexigidas por la norma.El trabajo en conjunto de los dos "compañeros" – elHPF drill y el dispositivo para laminar roscas HPF esuna garantía para largas carreras de duración de laherramienta y para roscas de primerísima calidad,además de ofrecer como beneficio adicional para elcliente una fabricación más económica.
A observância exata do diâmetro recomendado paraa pré-furação é muito mais importante na laminaçãode roscas do que no corte de rosca, e contribui deforma fundamental para a qualidade e forma darosca e para a vida útil do laminador de roscas. Poristo, foram apurados os diâmetros ideais de pré-furação para os tamanhos de roscas convencionaispara todos os laminadores de roscas FETTE, e foidesenvolvida uma broca especial de metal durointegral para a pré-furação.A broca HPF da FETTE, em relação aos diâmetros depré-furo recomendados como padrão para alaminação de roscas tem uma sobremedida na casacentesimal e fornece, assim, a todos os laminadoresda FETTE o pré-requisito ideal para uma roscainterna de formação perfeita e de alta qualidade, quecorresponde a todas as tolerâncias da norma na suaexatidão.A interação dos dois "parceiros" HPF-drill e laminadorHPF é uma garantia para vidas úteis longas e roscasde primeira linha, e oferece como benefício adicionaldo cliente, uma fabricação de menor custo.
www.LMT-tools.de
Dispositivo para laminar roscas HPF conalimentación interna del refrigeranteFormador de roscas HPF com suprimento internode agente refrigerante
La variante de refrigeración interna de los cuerposbásicos dispone de un orificio central ciego de refri-gerante comunicado con varios canales derefrigeración de salida lateral, ajustados a la posiciónde las ranuras de engrase en la plaquita de laminaciónde metal duro. Estos canales de refrigeración,ejecutados con una inclinación de 5 grados en rela-ción al eje, se encuentran abiertos en la parte frontaly proporcionan un acceso ideal del refrigerante enlas ranuras de engrase de la plaquita de metal duro.
As variantes de refrigeração interna dos corpos basedispõem de uma furação de agente refrigerantecentral não-passante e uma quantidade de canais derefrigeração de saída lateral, ajustados aos canais delubrificação na pastilha de metal duro. Estes canaisde refrigeração, executados com uma inclinação de 5 graus em relação ao eixo, encontram-se abertos naparte anterior e proporcionam o acesso ideal doagente refrigerante aos canais de lubrificação dapastilha de metal duro.
El taladro para roscar adecuado – HPF drill comocompañero del dispositivo de moldear roscasA broca HPF de pré-furação certa como parceirado formador
La observación exacta del diámetro del taladroprevio recomendado es mucho más importante en ellaminado de roscas que en el labrado de roscas ycontribuye de forma fundamental a la calidad, a laconformación de la rosca y a la vida útil del disposi-tivo de moldear roscas. Por ese motivo, fuerondeterminados los diámetros de taladro previo idealespara los tamaños de roscas corrientes y se concibióuna broca especial de metal duro integral para eltaladro previo.La broca HPF de FETTE tiene, comparado con losdiámetros de taladros recomendados como standardpara la laminación de roscas, una medida excedenteen el área centesimal y ofrece así a todos los

3500
3000
2500
2000
1900
3100
1500
1000
500
0
Can
tid
ad d
e ro
scas
Qu
anti
dad
e d
e ro
scas
Competencia ConcorrênciaDispositivo para moldear roscas
de metal duro integralFormador de roscas de metal
duro integralrecubierto con TiCN revestido com
Vc = 10 m/min
Dispositivo para moldear roscas HPF FETTE
Laminador HPF FETTEcon placa intercambiable de metal duro
com inserto intercambiável de metal durorecubierto con TiCN-Plus revestido com
Vc = 20 m/min
Ejemplos de aplicación Exemplos de aplicação
5
www.LMT-tools.de
Componente: bielas na indústria automotivaMaterial: C 70 I Rosca: M 16 x 1,5 IFuro base / profundidade de rosca: 40 mm
Requisito do cliente:Menor tempo de usinagemPor isto, a velocidade de deformação foi dobrada deVc = 10 m/min para Vc = 20 m/min, a quantidadeaumentou adicionalmente em mais de 60% para3.100 roscas. O diâmetro do pré-furo foi otimizadocom uma broca HPF de 15,32 mm.Benefício do cliente com 500.000 peças:Redução à metade dos custos de ferramenta para25.740 €.Economia total, inclusive custos demáquina 192.300 €.
Componente: bielas en la industria automovilísticaMaterial: C 70 I Rosca: M 16 x 1,5 IAgujero ciego / profundidad de rosca: 40 mm
Requisito del cliente:Menor tiempo de mecanizadoPor eso, la velocidad de deformación foi duplicada deVc = 10 m/min a Vc = 20 m/min, la produccióndurante la vida aumentó adicionalmente en más de60% para 3.100 roscas. El diámetro de la pré-perfora-ción fue optimizado con una broca HPF de 15,32 mm.Beneficio del cliente con 500.000 piezas:Reducción a la mitad de los costos de herramienta,totalizando 25.740 €.
Economía total, inclusive costos demáquina 192.300 €.
50000
40000
3000
40000
30000
20000
10000
0
Can
tid
ad d
e ro
scas
Qu
anti
dad
e d
e ro
scas
Competencia ConcorrênciaDispositivo para moldear roscas
HSS-EFormador de roscas HSS-E
recubierto con TiCN revestido com Vc = 11 m/min
Dispositivo para moldear roscas HPF FETTE
Laminador HPF FETTE con placa intercambiable
com inserto intercambiávelrecubierto con TiCN-Plus revestido com
Vc = 14 m/min
Componente: porca de capaMaterial: 1.4305 (X12CrNiS 18 8)Rosca: M 18 x 1,5 com tolerância especial 6CXFuro base, profundidade de rosca: 10 mmTempo de usinagem não determinante de ciclo
Benefício do cliente:A conversão para HPF FETTE trouxe uma vida útilmais de 13 vezes maior e uma redução doscustos de ferramenta de 11.100 €em 1 milhão de peças.
Componente: tuerca de racorMaterial: 1.4305 (X12CrNiS 18 8)Rosca: M 18 x 1,5 con tolerancia especial 6CXAgujero ciego, profundidad de rosca: 10 mmTiempo de mecanizado no es determinante para laduración del ciclo
Benefício del cliente:El cambio para HPF FETTE significó una vida útil 13veces mayor y una reducción de costos de herramienta de 11.100 € en 1 millón de piezas.
15000
7000
10000
1000
5000
Can
tid
ad d
e ro
scas
Qu
anti
dad
e d
e ro
scas
Competencia ConcorrênciaDispositivo para moldear roscas HSS-E
Formador de roscas HSS-Erecubierto con TiCN revestido com
Vc = 13,2 m/min
Dispositivo para moldear roscas HPF FETTE
Laminador HPF FETTEcon placa intercambiable
com inserto intercambiávelrecubierto con TiCN-Plus revestido com
Vc = 33 m/min
0
Componente: bucha roscadaMaterial: 1.4305 Rosca: M 10 x 16 HXFuro base / profundidade de rosca: 12 mm
Requisito do cliente:Redução do tempo de usinagem.Através do aumento da velocidade de deformaçãoem 2,5 vezes foi possível reduzir o tempo deusinagem em 2,6 segundos por peça.Apesar de custos de ferramenta aprox. 180 €maiores por lote de 40.000 unidades, resulta umaredução do tempo de trabalho de aprox. 29 horas.Benefício do cliente:Em um custo/hora de 80 € isto significa umaeconomia efetiva de aprox. 1.800 €por lote.
Componente: casquillo con rosca interiorMaterial: 1.4305 Rosca: M 10 x 16 HXAgujero ciego / profundidad de rosca: 12 mm
Requisito del cliente:Reducción del tiempo de mecanizado.Gracias al aumento de la velocidad de laminación en un orden de 2,5 veces, fue posible reducir eltiempo de mecanizado en 2,6 segundos por pieza.A pesar de costos de herramienta aprox. 180 €mayores por lote de 40.000 unidades, resulta unareducción del tiempo de trabajo de aprox. 29 horas.Con una tarifa horaria de 80 € esto significa unaeconomía efetiva de aprox. 1.800 €por lote.
FETTE HPF M 16 x 1,5
FETTE HPF M 18 x 1,5
FETTE HPF M 10 x 1

M 10 x 0,75 1403050 1403053 1403056 1403063 90 8 7 5,5M 10 x 1 1403051 1403054 1403059 1403065 90 8 7 5,5 3M 10 x 1,25 1403052 1403055 1403061 1403068 90 8 7 5,5
M 12 x 1 1403060 1403080 1403102 1403117 100 8 9 7M 12 x 1,25 1403062 1403082 1403103 1403119 100 8 9 7 4M 12 x 1,5 1403064 1403083 1403105 1403120 100 8 9 7
M 14 x 1 1403069 1403085 1403106 1403121 100 8 11 9M 14 x 1,5 1403070 1403086 1403109 1403123 100 8 11 9
M 16 x 1 1403071 1403090 1403111 1403124 100 8 12 9M 16 x 1,5 1403072 1403092 1403112 1403127 100 8 12 9
M 18 x 1 1403074 1403096 1403113 1403128 100 9 14 11M 18 x 1,5 1403078 1403098 1403114 1403131 100 9 14 11
*) con ranuras de lubrificante refrigerador*) com canais de refrigeração
Cuerpo básico Corpo base Par de apriete Torque
Accesorios Acessórios
3 / 3-IK 1045832 1048326 2,3 (Nm)4 / 4-IK 2422203 1048335 5,2 (Nm)5 / 5-IK 2422202 1048344 10,2 (Nm)6 / 6-IK 2422202 1048344 10,2 (Nm)7 / 7-IK 1045183 1048427 17,5 (Nm)
www.LMT-tools.de
d2
l1
l2
d1
l1 l2 d2 ❏ Nº Nº IKNº ident. Nº ident. H9
d1 Z Tipo N Tipo S *) Tipo N Tipo S *)
Nº ident.
Nº catálogo Nº catálogoNorma NormaPara tipo de agujero Para tipo de furoposibles profundidades de rosca Possíveis profundidades de roscaTipo de ranura Tipo de canalEntrada de corte (cono de entrada) Entrada de corte (cone de entrada)Clase de tolerancia Classe de tolerânciaRecubrimiento Revestimento
6090DIN 374
Rosca en agujero ciego y pasante Rosca em furo cego e passante3 x D
recta (tipo S)*) reto (tipo S)*)
Paso E 1,5 - 2 Passo6 HX / 6 GX TiCN-PLUS
con placa intercambiable de metal duro integralcom inserto intercambiável de metal duro integral
Rosca métrica ISO fina DIN 13Rosca métrica ISO fina DIN 13
Laminador de roscas HPFLaminador de roscas HPF
Placas intercambiables de metal duro integralInsertos intercambiáveis de metal duro integral
Cuerpo básicoCorpo base
Clase de tolerancia Classe de tolerância Dimeniones (mm) Dimensões (mm)6HX 6GX
5 1403028 3-IK 1403040
diámetro de taladroprevio recomendado diâmetro de pré-furorecomendado
1403032 4-IK 1403041
1403034 5-IK 1403042
1403036 6-IK 1403043
1403038 7-IK 1403044
5
6
6
6
para alimentacióninterna del refrigerante para suprimento interno de agenterefrigerante
9,62 mm9,52 mm9,42 mm
11,52 mm11,42 mm11,32 mm
13,52 mm13,32 mm
15,52 mm15,32 mm
17,52 mm17,32 mm
6
5
6
7

3/8 9,525 24 5 1402662 1402658 90 8 9,68 7,26 13 1403150 13-IK 1403178 9,02 mm7/16 11,113 20 5 1402675 1402795 100 8 8,20 6,15 18 1403158 18-IK 1403179 10,49 mm1/2 12,7 20 5 1402663 1402659 100 8 9,32 6,99 14 1403151 14-IK 1403180 12,07 mm9/16 14,288 18 6 1402667 1402666 100 8 10,90 8,18 15 1403155 15-IK 1403181 13,59 mm5/8 15,875 18 6 1402664 1402660 100 8 12,19 9,14 16 1403153 16-IK 1403182 15,17 mm3/4 19,05 16 7 1402665 1402661 110 10 14,99 11,23 17 1403154 17-IK 1403184 18,27 mm
d2
l1
l2
d1
l1 l2 d2 ❏ Nº Nº IKNº ident. Nº ident. H9
UNF d1 (mm) P Z Tipo N Tipo S *)
Nº ident.
Nº catálogo Nº catálogoNorma NormaPara tipo de agujero Para tipo de furoDiámetro de mango Diâmetro de hastePosibles profundidades de rosca Possíveis profundidades de roscaTipo de ranura Tipo de canalEntrada de corte (cono de entrada) Entrada de corte (cone de entrada)Clase de tolerancia Classe de tolerânciaRecubrimiento Revestimento
con placa intercambiable de metal duro integralcom inserto intercambiável de metal duro integral
Rosca UNF (fina) ASME-B 1.1UNF thread (fine) ASME-B 1.1
Laminador de roscas HPFLaminador de roscas HPF
*) con ranuras de lubrificante refrigerador*) com canais de refrigeração
Placas intercambiables de metal duro integralInsertos intercambiáveis de metal duro integral
Cuerpo básicoCorpo base
Clase de tolerancia Classe de tolerância Dimensiones (mm) Dimensões (mm)
Medida nominal Medida nominal 2BX
3/8 9,525 24 5 1402662 1402658 90 8 10 8 23 1403159 23-IK 1403171 9,02 mm7/16 11,113 20 5 1402685 1402795 100 8 8 6,2 28 1403160 28-IK 1403172 10,49 mm1/2 12,7 20 5 1402663 1402659 100 8 9 7 24 1403162 24-IK 1403173 12,07 mm9/16 14,288 18 6 1402667 1402666 100 8 11 9 25 1403163 25-IK 1403175 13,59 mm5/8 15,875 18 6 1402664 1402660 100 8 12 9 26 1403164 26-IK 1403176 15,17 mm3/4 19,05 16 7 1402665 1402661 110 10 14 11 27 1403166 27-IK 1403177 18,27 mm
Cuerpo básico Corpo base Par de apriete Torque
Accesorios Acessórios
13 / 13-IK 23 / 23-IK 1045832 1048326 2,3 (Nm)18 / 18-IK 28 / 28-IK 2422212 1048335 3,5 (Nm)14 / 14-IK 24 / 24-IK 2422202 1048335 5,2 (Nm)15 / 15-IK 25 / 25-IK 2422202 1048335 10,2 (Nm)16 / 16-IK 26 / 26-IK 2422202 1048335 10,2 (Nm)17 / 17-IK 27 / 27-IK 1045183 1048427 17,5 (Nm)
www.LMT-tools.de
diámetro de taladroprevio recomendado diâmetro de pré-furorecomendado
para alimentacióninterna del refrigerante para suprimento interno de agenterefrigerante
l1 l2 d2 ❏ Nº Nº IKNº ident. Nº ident. H9
UNF d1 (mm) P Z Tipo N Tipo S *)
Nº ident.
Placas intercambiables de metal duro integralInsertos intercambiáveis de metal duro integral
Cuerpo básicoCorpo base
Clase de tolerancia Classe de tolerância Dimensiones (mm) Dimensões (mm)
Medida nominal Medida nominal 2BX
diámetro de taladroprevio recomendado diâmetro de pré-furorecomendado
para alimentacióninterna del refrigerante para suprimento interno de agenterefrigerante
Diámetro de mango conforme ANSI Diâmetro de haste conforme ANSI
7
6080DIN 371/ DIN 374
Rosca en agujero ciego y pasante Rosca em furo cego e passante≈ DIN 374
3 x D recta (tipo S)*) reto (tipo S)*)
Paso E 1,5 - 2 Passo2 BX
TiCN-PLUS

d2
l1
l2
d1
l1 l2 d2 ❏ Nº Nº IKNº ident. Nº ident. H9
Witworth d1 (mm) P Z Tipo N Tipo S *)
Nº ident.
Nº catálogo Nº catálogoNorma NormaPara tipo de agujero Para tipo de furoDiámetro de mango Diâmetro de hastePosibles profundidades de rosca Possíveis profundidades de roscaTipo de ranura Tipo de canalEntrada de corte (cono de entrada) Entrada de corte (cone de entrada)Clase de tolerancia Classe de tolerânciaRecubrimiento Revestimento
6070DIN 5156
Rosca en agujero ciego y pasante Rosca em furo cego e passante≈ DIN 5156
3 x D recta (tipo S)*) reto (tipo S)*)
Paso E 1,5 - 2 Passo
TiCN-PLUS
con placa intercambiable de metal duro integralcom inserto intercambiável de metal duro integral
Rosca para tubos WitworthRosca de tubo Whitworth
Laminador de roscas HPFLaminador de roscas HPF
*) con ranuras de lubrificante refrigerador*) com canais de refrigeração
Placas intercambiables de metal duro integralInsertos intercambiáveis de metal duro integral
Cuerpo básicoCorpo base
Clase de tolerancia Tolerance class Dimensiones (mm) Dimensões (mm)
Medida nominal Medida nominal 2BX
G 1/8 9,728 28 5 1403073 1403088 90 8 7 5,5 40 1403130 40-IK 1403140 9,27 mmG 1/4 13,157 19 5 1403077 1403089 100 8 11 9 41 1403133 41-IK 1403141 12,46 mmG 3/8 16,662 19 6 1403081 1403091 100 8 12 9 42 1403135 42-IK 1403142 15,97 mmG 1/2 20,955 14 6 1403087 1403095 125 12 16 12 43 1403136 43-IK 1403144 20,02 mm
www.LMT-tools.de
diámetro de taladroprevio recomendado diâmetro de pré-furorecomendado
para alimentacióninterna del refrigerante para suprimento interno de agenterefrigerante
Cuerpo básico Corpo base Par de apriete Torque
Accesorios Acessórios
RoscaRosca de tubo
40 / 40-IK 1045832 1048326 2,3 (Nm)41 / 41-IK 2422203 1048335 5,2 (Nm)42 / 42-IK 2422202 1048344 10,2 (Nm)43 / 43-IK 1045186 1048427 17,5 (Nm)
8

Broca chaflanadora de metal duro integral, de 2 cortes Broca de escareamento de metal duro integral, de 2 cortespara dispositivos para laminar roscas y machos de roscar para formador de roscas e macho de rosca
Metal duro integralMetal duro integral
de corte a la derechade corte à direita
Ángulo de achaflanado C=90°Ângulo de escareamento C=90°
9,42 47 89 10 1320093 1320071 1320049 1320007 M10 x 1,259,52 47 89 10 1320092 1320070 1320048 1320006 M10 x 1
11,32 55 102 12 1320097 1320075 1320053 1320011 M12 x 1,511,42 55 102 12 1320096 1320074 1320052 1320010 M12 x 1,2511,52 55 102 12 1320095 1320073 1320051 1320009 M12 x 113,32 60 107 14 1320101 1320079 1320057 1320015 M14 x 1,513,52 60 107 14 1320099 1320077 1320055 1320013 M14 x 115,32 65 115 16 1320104 1320082 1320060 1320018 M16 x 1,515,52 65 115 16 1320103 1320081 1320059 1320017 M16 x 117,32 73 123 18 1320107 1320085 1320063 1320021 M18 x 1,517,52 73 123 18 1320106 1320084 1320062 1320020 M18 x 1
l1
d1
l2
d2
H 9Tamaño de agujero
Tamanho de furo l2 l1 d2 6 h Nº ident. Nº ident. Nº ident. Nº ident. MF
3360 C 3361 C 3362 C 3363 CT 300 T 300 IK
DIN 6537, corta curta3 x D
AL2Plus– con alimentación interna del refrigerante
com suprimento interno de agente refrigerante
Dispositivo para moldear roscas de taladro previo Formador de roscas de pré-furo
LC 640 T
Nº catálogo Nº catálogoTipo TipoNorma NormaPosible profundidad de perforación Possível profundidade de furoModelo de mango Modelo de haste
Recubrimiento RevestimentoCaracterísticas especiales Características especiais
Material de corte Tipo de material de corte
DIN 6535 HEWhistle Notch
DIN 6535 HA cilíndricocilíndrica
DIN 6535 HEKWhistle Notch
DIN 6535 HAKcilíndricocilíndrica
Metal duro integral, de corte a la derechade metal duro integral, de corte à direita
Broca de alto rendimiento HPF-drillBroca de alto desempenho HPF-drill
Broca chaflanadora de metal duro integralBroca de escareamento de metal duro integral
3670CT250 T250 IK
DIN 6537, corta curta≈ 2,5 x D
DIN 6535 HAcilíndrico cilíndrica
AL2 Pluscon alimentación interna del refrigerante
com suprimento interno de agente refrigerante
LC 640 T
Nº catálogo Nº catálogoTipo TipoNorma NormaPosible profundidad de perforación Possível profundidade de furoModelo de mango Modelo de haste
Recubrimiento RevestimentoCaracterísticas especiales Características especiais
Material de corte Tipo de material de corte
Dimensiones Dimensões mm
d1 H9 l1 l3 l2 l4 D h6
Diámetro especialmente determinado para laminado de roscasDiâmetro especialmente determinado para a subseqüente formação de roscas
Nº ident. Nº ident. MF9,52 102 45 47 25,5 12 1300871 1300923 M10 x 1
11,32 107 45 55 30 14 1300895 1300925 M12 x 1,511,52 107 45 55 30 14 1300874 1300926 M12 x 113,32 115 48 60 34,5 16 1300876 1300928 M14 x 1,515,32 123 48 65 38,5 18 1300878 1300930 M16 x 1,5
9
Tamaño de agujeroTamanho de furo
d1 h9
C°
Dh6
I4
I2
I1
I3

Acero para construcción no aleado Aço carbono sem ligaAcero para tornos automáticos Aço rápidoAcero de construcción Aço estruturalAcero para tratamiento, Aço para beneficiamento,semiduro média resistênciaAcero fundido Aço fundidoAcero de cementación Aço cementadoAcero inoxidable y a prueba de Aço inoxidável e resistente a ácidos,ácidos, ferrítico, martensítico ferrítico, martensíticoAcero para tratamiento, Aço para beneficiamento,altamente resistente alta resistênciaAcero nitrurado bonificado Aço para nitretaçãoAcero para herramientas Aço ferramenta (até 45 HRC)Acero inoxidable y a prueba Aço inoxidável e resistente a ácidos,de ácidos, austenítico austeníticoAcero maraging Aço martensíticoFundición gris Ferro fundido cinzento
Fundición gris con aleación Ligas de ferro fundido cinzento
Fundición esferoidal Ferro fundido nodular
Fundición maleable Ferro fundido maleável
Metales puros, blandos Metais puros, docesAleaciones de aluminio, Ligas de alumínio,de virutas largas cavacos longosAleaciones de aluminio, Ligas de alumínio,de virutas cortas cavacos curtosAleaciones de cobre, Ligas de cobre,de virutas largas cavacos longosAleaciones de cobre, Ligas de cobre,de virutas cortas cavacos curtosAleaciones de magnesio Ligas de magnésioTermoplásticos TermoplásticosDuroplásticos DuroplásticosGrafito GrafiteAleaciones de titanio, Ligas de titânio,semiduras média resistênciaAleaciones de titanio, altamente resistentes Ligas de titânio, alta resistênciaAleaciones padre de níquel, Ligas básicas de níquel,semiduras média resistênciaAleaciones padre de níquel Ligas básicas de níquel,muy termorresistentes alta resistência térmicaFundición dura Ferro fundido coquilhado
90 - 110
80 - 90
70 - 90
30 - 40
60 - 70
30 - 40
120 - 140
90 - 110
-180 - 240
150 - 170
-
-
---
-
-
Recomendaciones de valores de corte para dispositivos para laminarroscas HPF y brocas chaflanadoras Recomendações de valores de corte para laminadores de roscas HPF /Broca de escareamento
- 700- 700
500 - 950500 - 950
- 950- 950
500 - 950
950 - 1400
950 - 1400950 - 1400500 - 950
100 - 400(120 - 260 HB)
150 - 250(160 - 230 HB)
400 - 800(120 - 310 HB)
350 - 700(150 - 280 HB)
- 500- 550
- 400
300 - 700
- 500
150 - 30040 - 7020 - 40
- 950
900 - 1400- 950
900 - 1400
300 - 600 HB
Tipo metal duro Carbide Grade
20 - 8020 - 8020 - 8020 - 80
20 - 8020 - 8010 - 50
-
--
10 - 40
10 - 50
30 - 8030 - 80
20 - 80
-
25 - 8040 - 8010 - 40
10 - 40
-10 - 40
-
85 - 100
70 - 80
65 - 85
-
50 - 60
-
120 - 140
90 - 110
-160 - 180
130 - 160
-
-
---
-
-
vc m/min
sin semIK
vc m/min
con comIK
vc m/min
LC 640 T
Material MaterialRm
(N/mm2)
HPF
www.LMT-tools.de
1) con ranuras de lubrificante refrigerador1) com canais de refrigeração
10
www.LMT-tools.de

Avance Avanço
f = mm/Revol.para diámetro de broca para diâmetro de broca
0,08 - 0,125
0,10 - 0,125
0,10 - 0,125
0,05 - 0,08
0,063 - 0,10
0,05 - 0,08
0,125 - 0,16
0,125 - 0,16
0,16 - 0,200,16 - 0,20
0,16 - 0,20
0,125 - 0,16
0,125 - 0,16
0,125 - 0,16--
0,05 - 0,08
0,04 - 0,05
3 – 50,125 - 0,20
0,125 - 0,20
0,125 - 0,20
0,08 - 0,125
0,08 - 0,16
0,08 - 0,125
0,16 - 0,25
0,16 - 0,25
0,20 - 0,3150,20 - 0,315
0,20 - 0,315
0,16 - 0,25
0,16 - 0,25
0,16 - 0,25--
0,08 - 0,125
0,05 - 0,08
5 – 80,16 - 0,25
0,20 - 0,25
0,20 - 0,25
0,10 - 0,16
0,125 - 0,20
0,10 - 0,16
0,25 - 0,315
0,25 - 0,315
0,315 - 0,400,315 - 0,40
0,315 - 0,4
0,25 - 0,315
0,25 - 0,315
0,25 - 0,315--
0,10 - 0,16
0,08 - 0,10
8 – 120,20 - 0,315
0,25 - 0,315
0,25 - 0,315
0,125 - 0,20
0,16 - 0,25
0,125 - 0,20
0,315 - 0,40
0,315 - 0,40
0,40 - 0,500,40 - 0,50
0,40 - 0,50
0,315 - 0,40
0,315 - 0,40
0,315 - 0,40--
0,125 - 0,20
0,10 - 0,125
12 – 160,25 - 0,40
0,315 - 0,40
0,315 - 0,40
0,16 - 0,25
0,20 - 0,315
0,16 - 0,25
0,40 - 0,50
0,40 - 0,50
0,50 - 0,630,50 - 0,63
0,50 - 0,63
0,40 - 0,50
0,40 - 0,50
0,40 - 0,50--
0,16 - 0,25
0,125 - 0,16
16 – 20
11
FETTE GMBHGrabauer Str. 24D-21493 Schwarzenbek, DeutschlandTel. +49 (0) 41 51/12-0Fax +49 (0) 41 51/37 97E-mail: [email protected]: www.fette.com
Pri
nte
d i
n G
erm
any,
Nr.
20
09
(1
00
4 1
P/G
K)
ARGENTINIEN | ARGENTINASIN PAR S.A.Conesa 2 Al 18Casilla Correo No. 1801878 Quilmes – Buenoa AiresFon +54/11 42 57 43 95Fax +54/11 42 24 56 87
AUSTRALIEN | AUSTRALIANEUSEELAND | NEW ZEALANDRitec Tooling Technology LTDLevel 1Greenpark RoadPenroseAucklandNew ZealandFon +64-9/5 71 20 44Fax +64-9/5 79 99 [email protected]
BALTIKUM | BALTICSIA InstroLacplesa Str. 871011 RigaLettlandFon +3 71-7 28 85 45Fax +3 71-7 28 77 [email protected]
BELGIEN | BELGIUMSA LMT FETTE NVIndustrieweg 15 B21850 GrimbergenFon +32-2/2 51 12 36Fax +32-2/2 51 74 89
BRASILIEN | BRAZILLMT Böhlerit LTDA.Rua André de Leão 155 Bloco ACEP: 04672-030Socorro – Santo AmaroSão PauloFon +55/11 55 46 07 55Fax +55/11 55 46 04 76
CHINA | CHINALeitz Tooling Systems(Nanjing) Co. Ltd.Division LMTNo. 81, Zhong Xin RoadJiangning Development ZoneNanjing 211100Fon +86-25 52 10 31 11Fax +86-25 52 10 63 [email protected]
DÄNEMARK | DENMARKLars Østergaard APSSadelmagervej 277100 VejleFon +45-75/85 95 22Fax +45-75/85 95 88
LMG A/SNordager 16000 KoldingFon +45 36 95 50 00Fax +45 36 95 50 [email protected]
ENGLAND | UNITED KINGDOM IRLAND | IRELAND LMT FETTE LIMITEDLongfordCoventry 304 Bedworth RoadCV6 6LAFon +44 24 76 36 97 70Fax +44 24 76 36 97 71
FINNLAND | FINLANDOy Maanterä AbKeinumäenkuja 201510 VantaaFon +35 89/61 53 22Fax +35 89/61 53 23 50www.maantera.fi
FRANKREICH | FRANCELMT FETTEParc d’Affaires Silic-Bâtiment M216 Avenue du QuébecVillebon sur YvetteBoite Postale 76191963 Courtabœf CedexFon +33-1/69 18 94-00Fax +33-1/69 18 [email protected]
Service Center ColmarLMT-FETTE15 rue Edouard Brauly21 estF-68000 ColmarFon +33-0/3 89 41 03 37Fax +33-0/3 89 41 45 90
INDIEN | INDIALMT Fette India Pvt Ltd.Old No. 14, New No. 29, II Main RoadGandhinagar, AdyarChennai - 600 020Fon +91-44/2 44 05 136/137Fax +91-44/2 44 05 [email protected]
INDONESIEN | INDONESIAJakarta officePT Germantara Tooling Service Indonesia (GTS)Jl. Pulo Sidik Blok R29Pulogadung Industrial EstateJakarta 13930, IndonesiaFon +62-21/46 83 53 13/-46 83 53 15Fax +62-21/46 83 53 [email protected]
Surabaya officePT Gema Trikarsa Sarana (GTS)Jl. Dharmahusada Selatan No. 23Surabaya 60285/IndonesiaFon +62-31/5 93 91 80Fax +62-31/5 94 30 [email protected]
Bandung officePT Gemateknika Toolindo Sistema (GTS)Jl. Batununggal Indah 185Bandung 40266Fon +62-22/7 50 16 19Fax +62-22/7 50 16 [email protected]
IRAN | IRANB.A.I. Boresh Abzar Iran Co. Ltd.No. 40 Zafar Street(Vahid Dastegerdi)Tehran 19117Fon +98 21/2 22 76 10Fax +98 21/2 27 24 [email protected]
ITALIEN | ITALYFerruccio Allasia & c.s.r.f.Aktiva s.r.f.Via G. Pastorelli 1320143 MilanoFon +39-02/8 35 61 66Fax +39-02/8 32 10 [email protected]
JAPAN | JAPANKTI Kimura Techno Import Toei-cho 6-9-3, Mizuho-ku467-0017 NagoyaFon +81-52/8 52-88 92Fax +81-52/8 53-02 [email protected]
KOREA | KOREAGlobal Tooling Service. Inc.607, Byugsan-Kyungin Kumchun-GuDigitar Valley 2481-10 Gasan-dong SeoulFon +82/2-21 13-09 07Fax +82/2-22 13-09 [email protected]
MALAYSIA | MALAYSIAGerman Tooling Systems Sdn Bhd14, Jalan BK 1/17Taman Perindustrian Bandar KinraraBatu 6 1/2, Jalan Puchong58200 Kuala LumpurFon +60-3/5 75 88 98Fax +60-3/5 75 89 [email protected]
MEXIKO | MEXICOLMT Böhlerit S.A. de C.V.Matias Romero No. 1359Col. Letran ValleMex 03650 Mexico D.F.Fon +52/55 56 05 82 77Fax +52/55 56 05 85 [email protected]
NIEDERLANDE | NETHERLANDSHagro Precisie bvIndustriepark 185374 CM SchaijkFon +31-4 86/46 24 24Fax +31-4 86/46 16 [email protected]
NORWEGEN | NORWAYNor-Swiss A/SRyenstubben 5 / 0679 OsloFon +47-23/24 10 20Fax +47-23/24 10 [email protected]
Deli Verktoeysenter A/SDelivejen 51540 VestbyFon +47-64/95 62 18Fax +47-64/95 62 [email protected]
ÖSTERREICH | AUSTRIAKROATIEN | KROATIASLOWENISCHE REPUBLIK |REPUBLIC SLOVENIAFETTE PräzisionswerkzeugeHandelsgesellschaft mbHRodlergasse 51190 WienFon +43-1/3 68 17 88Fax +43-1/3 68 42 [email protected]
PHILIPPINEN | PHILIPPINESKenna Mytal Inc.3rd Floor, Olympia Bldg.618 J. P. Rizal StreetConcepcion UnoMarikina City, 1807PhilippinenFon +63-2 99 85 270Fax +63-2 99 85 269
POLEN | POLANDWiemikMaciej Mikolajewskiul. Wierzbiecice 37A/661-558 PoznanFon +48-61/6 65 80 08Fax +48-61/8 33 49 [email protected]
RUMÄNIEN | ROMANIAGTS Group SibiuSti. Dimitrie Cantemir, 342400 SibiuFon +40/2 69 21 04 17Fax +40/2 69 21 55 [email protected]
SCHWEDEN | SWEDENAB Liljegrens MaskinverktygBox 161Nydalavaegen57422 VetlandaFon +46-3 83/1 78 50Fax +46-3 83/1 74 [email protected]
EDECO Tool ABBos 2119S-65002 Karlstad, SwedenFon +46/54 55 80 00Fax +46/54 55 80 [email protected]
SCHWEIZ | SWITZERLANDVargus WerkzeugtechnikSnel AG, Knonauerstr. 56Postfach 406 / CH-6330 ChamFon +41-41/7 84 21 21Fax +41-41/7 84 21 [email protected]
SINGAPUR | SINGAPORELMT Singapore1 Clementi Loop No. 4-04Clementi West District ParkSingapore 129808Fon +65/64 62-42 14Fax +65/64 62-42 [email protected]
SPANIEN | SPAINLMT Böhlerit S.L.C/. Narcis Monturiol, 11 Planta 1a08339 Vilassar De Dalt, BarcelonaFon +34/37 50 79 07Fax +34/37 50 79 [email protected]
SÜDAFRIKA | SOUTH AFRICATraconsa (Pty) Ltd.P.O. Box 3160Johannesburg 2000Fon +27 11/3 94 28 10Fax +27 11/9 70 17 [email protected]
TAIWAN | TAIWANGolden Hardpoint Inc.5th Floor, No. 63, Lane 122Ren Ai Road, Sec, TaipeiTaiwanFon +88-6/2-27 05-84 48Fax +88-6/2-27 00-84 30
THAILAND | THAILANDTSC Tooling Service Centre202/655-656 Soi SupapongSukhapiban 3 RoadHuamark, BangkapiBangkok 10240Fon +66-2/7 35 24 26-31Fax +66-2/3 76 25 [email protected]
TSCHECHIEN | CZECH REPUBLICSLOWAKISCHE REPUBLIK |REPUBLIC SLOVAKIALMT FETTE spol. sr.o.Drázni 7627 00 Brno-SlatinaFon +420-5/48 21 87 22Fax +420-5/48 21 87 [email protected]
TÜRKEI | TURKEYBöhler Sert Maden Takim Sanayi veTicaret A.S.E5 Yolu üzeri No. 22 P.K. 167Kartal 81412 IstanbulFon +90-216/3 06 65 70 PbxFax +90-216/3 06 65 [email protected]
UKRAINE | UCRAINETechnopoliceSosiurystr. 702090 KiewFon +38-44/4 51 86 51/5 36 16 32Fax +38-44/5 36 16 [email protected]
UNGARN | HUNGARYLMT Boehlerit Kft.Kis-Duma u.6PoBox. 2036 Erdliget Pf. 322030 ErdFon +36-23/52 19 10Fax +36-23/52 19 [email protected]
USA | USAKANADA | CANADALMT-FETTE Inc.18013 Cleveland ParkwaySuite 180Cleveland, Ohio 44135Fon +1-2 16/3 77-61 30Fax +1-2 16/3 77-07 87
VENEZUELA | VENEZUELAMaquinaria Diekmann S.A.Apartado 40.112Caracas 1040 – AVenezuelaFon +58 2/61 74 22Fax +58 2/62 69 79Tlx. 21 467
LMT Deutschland GmbHHeidenheimer Straße 108D-73447 OberkochenTel. +49 (0) 73 64/95 79 10Fax +49 (0) 73 64/95 79 30E-mail: [email protected]: www.LMT-tools.com






![Angina Estable[1]](https://static.fdocuments.es/doc/165x107/5571f7d049795991698c0d95/angina-estable1.jpg)