ICP AJT V3-corregido 3 - Repositorio...
174
81,9(56,'$' 1$&,21$/ '( ,1*(1,(5Ë$ )$&8/7$' '( &,(1&,$6 (6&8(/$ 352)(6,21$/ '( 48,0,&$ ,1)250( '( &203(7(1&,$ 352)(6,21$/ 3$5$ 237$5 (/ TITULO 352)(6,21$/ '( /,&(1&,$'2 (1 48,0,&$ TITULADO (O DQiOLVLV GH OXEULFDQWHV FRPR KHUUDPLHQWD SDUD HO GLDJQyVWLFR \ PDQWHQLPLHQWR GH HTXLSRV GH PLQHUtD 35(6(17$'2 325 $/'(5 $/(;,6 -$5$ 758-,//2 $6(625 'U $GROIR /D 5RVD 7RUR *yPH] /,0$ 3(58 $xR
Transcript of ICP AJT V3-corregido 3 - Repositorio...
TITULO
TITULADO

rmano
mi
resa r or rindarme
r rme
sor
r pez
I
m
o
r
%
0
un mantenimiento
un
an
r


1
INTRODUCCIÓN
El análisis de aceites lubricantes es una poderosa herramienta del mantenimiento
basado en condición que nos permite tomar decisiones que tienen gran repercusión
en los procesos de mantenimiento, los costos asociados al mantenimiento, costos
asociados a la confiabilidad de las maquinarias. En la industria de la gran minería,
los equipos utilizados en los procesos de extracción, transporte y procesamiento del
mineral usualmente están lubricados con aceites lubricantes y en algunas ocasiones
con grasas lubricantes. Los equipos empleados en el tajo de la mina, equipos de
acarreo y carguío, para obtención del mineral (Volquetes Mineros, Palas
Electromecánicas, Tractores de Orugas, Cargadores Frontales, Perforadoras,
Motoniveladoras, entre otros) su disponibilidad es determinante para lograr las metas
de producción y también los costos de mantenimientos son factores muy importantes
dentro de los costos de la operación que puede representar el ahorro/beneficio de
millones de dólares anuales.
La experiencia obtenida en empresas mineras como Barrick Gold Corporation
(minas Pierina y Lagunas Norte), Glencore –Xstrata (mina Tintaya), Southern Perú
(mina Toquepala) me brindaron los conocimientos necesarios para entender la gran
importancia que tiene el análisis de lubricantes en el proceso productivo de las minas
al ser empleada como una herramienta del mantenimiento basado en condición.
2
En estas experiencias se logró emplear los conocimientos como Químico para la
realización de los ensayos de aceites lubricantes, el control de calidad de los mismos,
bajo Normas Estándares (ASTM, ISO). Con mi especialización en análisis de
lubricantes y lubricación de clase mundial, realizado con Noria Latín América me
permitió entender la implementación del análisis de lubricantes in situ y la
implementación exitosa de un programa de análisis de lubricantes.
Al analizar aceites lubricantes de las maquinarias, se hace una analogía como si un
médico estuviera analizando los resultados de una muestra de sangre de una persona,
esto me motivo a fortalecer mis conocimientos en este campo y ampliarlo al
monitoreo de condiciones de las maquinarias para brindar la mayor confiabilidad de
los mismos. De modo que la obtención de la muestra es fundamental para dar inicio
al proceso, el establecimiento de los límites y/o alarmas para detección de
condiciones anormal y el diagnóstico y pronóstico de los equipos mediante la
técnica SACODE (SAlud-COntaminación-DEsgaste).
En este proceso de aprendizaje también se logró aplicar las demás herramientas del
mantenimiento basado en condición, tales como: Análisis de Vibraciones, Análisis
de Ultrasonido Activo, Análisis de Ultrasonido Pasivo, Termografía Infrarroja,
Partículas Magnéticas y Líquidos Penetrantes. Se logró entender los modos de falla
de las maquinarias las cuales pueden ser detectadas por más de una herramienta del
mantenimiento basado en condición y que estas se complementan entre sí para
identificarlos de la mejor manera.
3
Objetivos
Dar a conocer la importancia del análisis de lubricantes como una
herramienta muy importante del monitoreo de condiciones tanto desde el
enfoque proactivo como predictivo para la toma de decisiones de
mantenimiento.
Brindar una metodología para el diagnóstico y pronóstico de análisis de
lubricantes.
Brindar los criterios para la implementación exitosa de un programa de
análisis de lubricantes.
4
Capítulo I: Generalidades de los Lubricantes
1.1 Aceites Lubricantes
Definición: Son sustancias que están constituidos por moléculas largas
hidrocarbonadas complejas y de composición química: aceites minerales (obtenidos
del crudo de petróleo), aceites orgánicos (vegetales) y aceites obtenidos por síntesis
química (sintéticos).
Los aceites lubricantes cumplen una serie de funciones durante su trabajo:
Reducción de la fricción y desgaste; separando las superficies en movimiento.
Controlar la temperatura; absorbiendo y posteriormente disipando el calor
generado por la máquina.
Prevención de la corrosión; protegiendo las superficies de las sustancias
corrosivas.
Control de la contaminación; manteniendo los contaminantes en suspensión y
transportándolos hasta los filtros y separadores.
Transmisión de potencia; en el caso de aceites hidráulicos, transmite fuerza y
movimiento.

5
1.2 Tipos de Bases Lubricantes
Aceites Base
Los principales constituyentes de un aceite lubricante son los denominados aceites
base, estas proveen las características primarias del aceite lubricante, los cuales se
clasifican en tres grupos según su origen: minerales (proveniente del crudo de
petróleo), sintéticos y vegetales.
Los Aceites Base Minerales proceden de la destilación del petróleo en las refinerías,
donde según el crudo de origen, se subdividen en:
•Parafínicos: contienen gran cantidad de cadenas de alcanos ramificados, baja
densidad (0,880-0,890 g/cm3), reducida variación de viscosidad con la temperatura o
índice de viscosidad elevado (≅100), baja volatilidad y bajo poder disolvente
(tendencia a la formación de lodos).
•Nafténicos: contienen cadenas de alcanos de estructuras cíclicas y policíclicas,
presentan propiedades contrarias a los Parafínicos conforme más cortas son las
cadenas fijadas a los ciclos. Poseen una densidad elevada (>0,900 g/cm3), bajo
índice de viscosidad (40-60), considerable volatilidad y un gran poder disolvente.
6
•Aromáticos: están compuestos por cadenas no saturadas y anillos aromáticos, tienen
una densidad superior a Parafínicos y Nafténicos, su índice de viscosidad es muy
bajo, llegando incluso a valores negativos. Forman fácilmente emulsiones con el
agua y tienen tendencia a la oxidación, provocando la formación de productos
resinosos o asfálticos, acompañados de derivados corrosivos.
Los Aceites Base Sintéticos son obtenidos a partir de diferentes fluidos de síntesis
orgánica que se mezclan para obtener aceites lubricantes de prestaciones superiores a
las bases minerales tradicionales. Los principales compuestos empleados en la
formulación de aceites sintéticos son los siguientes:
•Hidrocarburos Sintéticos: son compuestos orgánicos obtenidos a partir de
monóxido de carbono e hidrógeno mediante el proceso Fisher - Tropsch, por lo tanto
no proceden del petróleo. Al ser compuestos totalmente sintéticos contienen rangos
de cadenas de hidrocarburos perfectamente definidos.
•Polialfaolefinas (PAO). Son hidrocarburos puros de parafinas ramificadas, con
nulo contenido de azufre, fósforo, ceras o metales. La viscosidad viene determinada
por las ramificaciones. Las principales desventajas son su bajo poder solvente de
aditivos, limitada resistencia a la oxidación, además de tender a disolver sellos y
materiales de goma.
7
•Diésteres. Proceden de la reacción de di-ácidos orgánicos con alcoholes. Presentan
una excelente fluidez a bajas temperaturas y bajos puntos de congelamiento, alto
índice de viscosidad, excelente resistencia al corte y elevada estabilidad térmica. La
principal desventaja es su alto poder disolvente, alterando sellos, pinturas y
recubrimientos de los elementos lubricados. Se tornan inestables con la presencia de
agua dando lugar a compuestos ácidos.
•Poliol-ésteres. Son generados a partir de la reacción de mono-ácidos de cadenas de
5 a 10 carbonos con poli-alcoholes como los glicoles. Sus prestaciones mejoran las
de los diésteres, además algunas variedades son biodegradables. La principal
desventaja es el alto poder disolvente, tendiendo a alterar sellos, pinturas y acabados
con mayor intensidad que los diésteres.
•Ésteres fosfatados: Son obtenidos a partir de reacciones de fenoles sustituidos con
ácido fosfórico. Tienen una excelente estabilidad térmica y resistencia fuego. Dado
que su densidad es superior a la del agua, ante una posible contaminación, ésta
flotaría sobre el lubricante. Son incompatibles con aceites minerales. Tienen un bajo
índice de viscosidad. Están siendo sustituidos por otros compuestos dados su elevada
toxicidad.

8
•Poliglicoles (PAG). Son sintetizados a partir de la adición de óxido de etileno a
iniciadores que contienen oxígeno como serían un alcohol, un glicol o un éter. Su
naturaleza polar les confiere buenas propiedades lubricantes. Tienen una baja
generación de lodos, ya que sus productos de descomposición por altas temperaturas
son gaseosos. Son biodegradables. Actualmente son los principales componentes de
los líquidos de frenos de los automóviles.
•Siliconas. Son fluidos específicos formados por cadenas de átomos de silicio y
oxígeno con cadenas ramificadas. Tienen un elevado índice de viscosidad, superior a
300, son químicamente inertes y no tóxicos. Presentan una buena fluidez a bajas
temperaturas, baja volatilidad, resistencia elevada al fuego y reducida afinidad al
agua. No suelen ser miscibles con otros fluidos derivados del petróleo.
Tabla N°1: Comparación de Propiedades entre Básicos (28)
9
Los Aceites Base Vegetal Se extraen de las semillas mediante procesos especiales
de refinación, dependiente del tipo de semillas. Los tipos de semillas más comunes
son: Canola (Colza), Girasol, Soja. Cuando aún no se conocía el petróleo, eran los
únicos utilizados; hoy en día se emplean mezclados con los aceites minerales para
brindarles ciertas propiedades tales como adherencia y pegajosidad (capacidad de
adherencia) a las superficies. Estos aceites base se descomponen fácilmente con el
calor y a temperaturas bajas se oxidan formando gomas, haciendo inútil su
utilización en la lubricación, sin embargo tienen la característica de ser
biodegradables y no tóxicos.
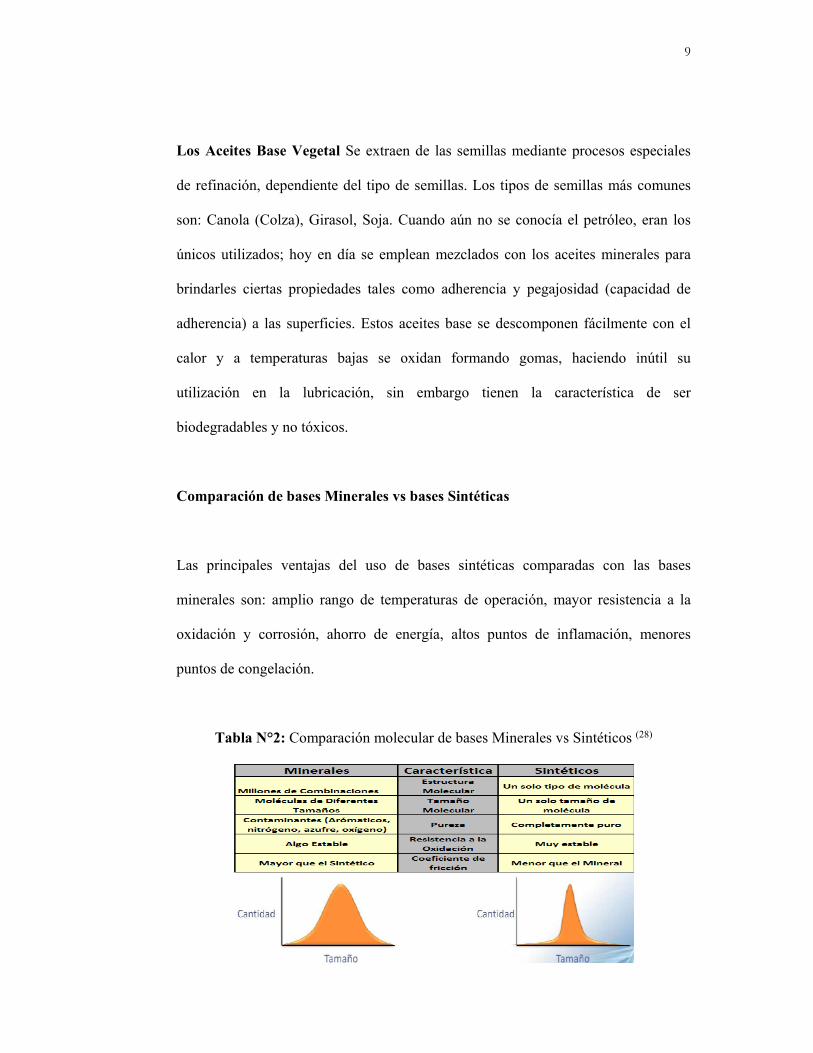
Comparación de bases Minerales vs bases Sintéticas
Las principales ventajas del uso de bases sintéticas comparadas con las bases
minerales son: amplio rango de temperaturas de operación, mayor resistencia a la
oxidación y corrosión, ahorro de energía, altos puntos de inflamación, menores
puntos de congelación.
Tabla N°2: Comparación molecular de bases Minerales vs Sintéticos (28)
10
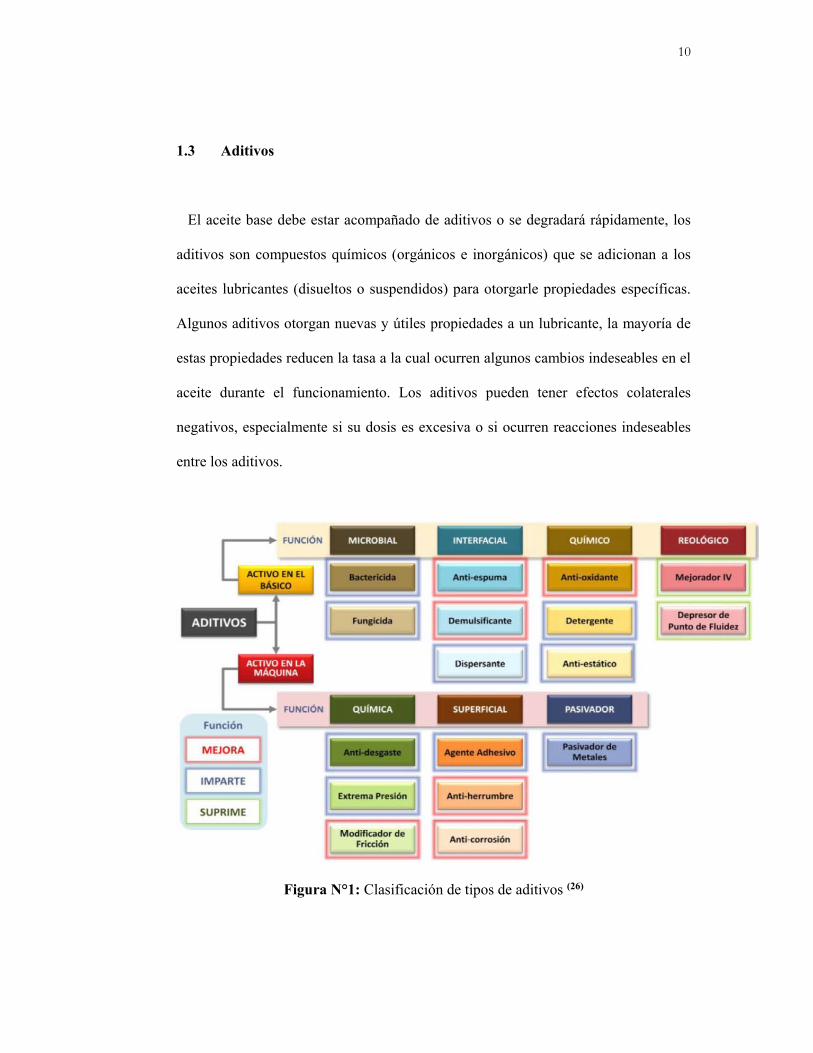
1.3 Aditivos
El aceite base debe estar acompañado de aditivos o se degradará rápidamente, los
aditivos son compuestos químicos (orgánicos e inorgánicos) que se adicionan a los
aceites lubricantes (disueltos o suspendidos) para otorgarle propiedades específicas.
Algunos aditivos otorgan nuevas y útiles propiedades a un lubricante, la mayoría de
estas propiedades reducen la tasa a la cual ocurren algunos cambios indeseables en el
aceite durante el funcionamiento. Los aditivos pueden tener efectos colaterales
negativos, especialmente si su dosis es excesiva o si ocurren reacciones indeseables
entre los aditivos.
Figura N°1: Clasificación de tipos de aditivos (26)
11
Inhibidores de Corrosión: Estos aditivos previenen la corrosión causado por
ácidos orgánicos, que se producen como degradación del aceite lubricante, y la
causada por contaminantes arrastrados por el aceite. Estos compuestos
generalmente están constituidos por sulfonatos o fenatos.
Detergentes: Los detergentes neutralizan los ácidos en el aceite y ayudan a
mantener el aceite limpio neutralizando los precursores de depósitos que se
forman bajo altas temperaturas o como el resultado de quemar combustibles con
un alto contenido de sulfuro. Los principales detergentes usados en la actualidad
son sales de metales alcalinotérreos como bario, calcio y magnesio, conocidos
como compuestos órgano-metálicos.
Dispersantes: El término dispersante se reserva para designar aquellos aditivos
capaces de dispersar los lodos húmedos originados en el funcionamiento frío del
motor. Suelen estar constituidos por una mezcla compleja de productos no
quemados de la combustión, carbón, óxidos de plomo y agua, los dispersantes
recubren a cada partícula de una película por medio de fuerzas polares, que
repelen eléctricamente a las otras partículas, evitando se aglomeren.

12
Aditivos anti desgaste: Estos aditivos son usados en muchos aceites lubricantes
para reducir la fricción, el desgaste, estas se producen cuando no se puede
mantener una película lubricante completa, haciéndose progresivamente más
delgada, debido a incrementos de carga o temperatura, produciéndose un
contacto entre las piezas a través de las irregularidades o asperezas que estas
pudieran presentar, cuando estas irregularidades hacen contacto se producen los
rayones y se perfora la superficie de la pieza. Los principales aditivos usados
para evitar el desgaste son: ácidos grasos y ésteres.
Aditivos de presiones extremas: Estos compuestos llamados EP (extrema
presión) son requeridos en condiciones de operación a altas temperaturas o bajo
cargas pesadas para reducir la fricción, controlar el desgaste y prevenir graves
daños en la superficie de las piezas.
Antiespumantes: Las moléculas de estos aditivos se pegan a las burbujas de
aire en la espuma, produciendo puntos débiles en la burbuja para que esta
colapse. El volumen adicionado de éste aditivo es crítico, ya que mucha cantidad
incrementa el potencial de producir espuma. Los antiespumantes usados son
polímeros de la silicona y polímeros orgánicos.
13
Depresor del punto de fluidez: Estos aditivos ayudan a mantener el aceite
como un perfecto fluido a bajas temperaturas al inhibir la conglomeración de
partículas de cera que impedirían el flujo del aceite estos aditivos, en realidad
hacen uso de las propiedades coligativas de la solución ocasionando un descenso
crioscópico, el punto de fusión de las partículas de cera disminuye mas no
desaparece. Los aditivos usados para este fin son los alquilaromáticos.
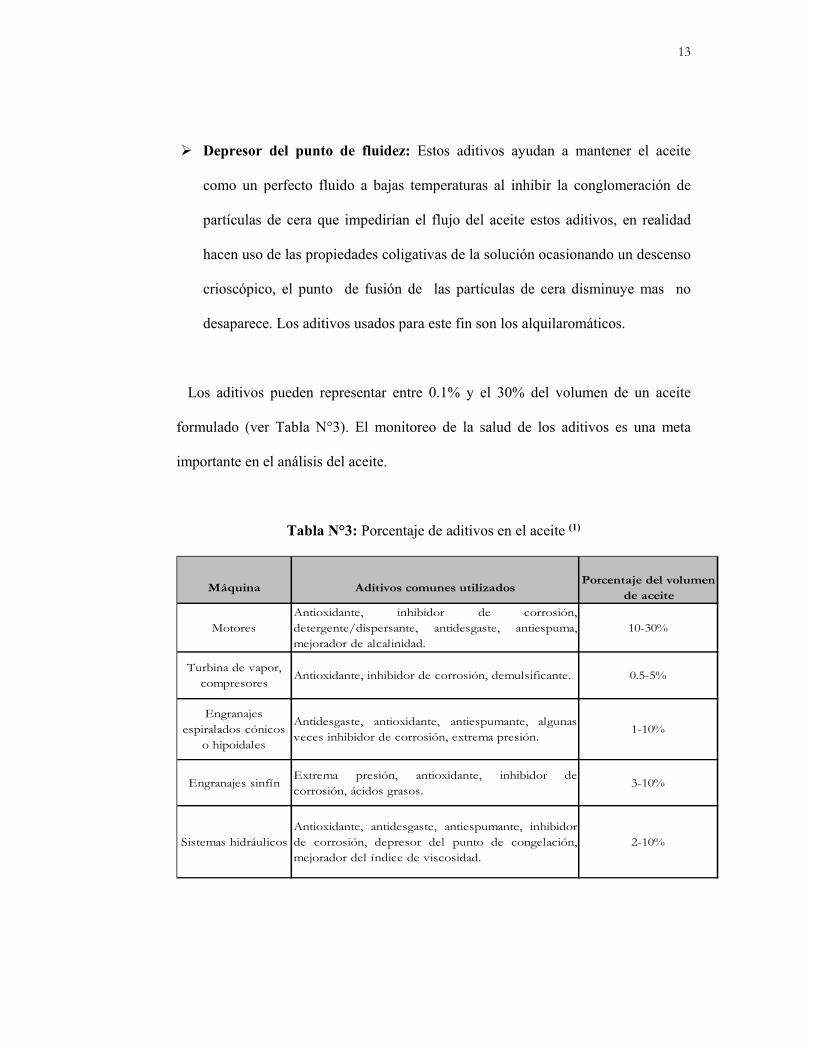
Los aditivos pueden representar entre 0.1% y el 30% del volumen de un aceite
formulado (ver Tabla N°3). El monitoreo de la salud de los aditivos es una meta
importante en el análisis del aceite.
Tabla N°3: Porcentaje de aditivos en el aceite (1)
Máquina Aditivos comunes utilizadosPorcentaje del volumen
de aceite
Engranajes sinfín 3-10%
Sistemas hidráulicos 2-10%
Motores 10-30%
Turbina de vapor, compresores
0.5-5%
Engranajes espiralados cónicos
o hipoidales1-10%
Antioxidante, inhibidor de corrosión,detergente/dispersante, antidesgaste, antiespuma,mejorador de alcalinidad.
Antioxidante, inhibidor de corrosión, demulsificante.
Antidesgaste, antioxidante, antiespumante, algunasveces inhibidor de corrosión, extrema presión.
Extrema presión, antioxidante, inhibidor decorrosión, ácidos grasos.
Antioxidante, antidesgaste, antiespumante, inhibidorde corrosión, depresor del punto de congelación,mejorador del índice de viscosidad.

14
ADITIVO COMPUESTOS COMUNES ELEMENTOS MODO DE TRABAJODialquil Ditiofosfato de Zinc (ZDDP) Zn, P Descompone los peróxidos y desactiva los metalesFenoles Inhibidos Orgánico Rompen las cadenas de descomposiciónAminas Aromáticas Orgánico Atrapan radicales libresFenatos y Sulfonatos metálicos Orgánico Desactivan metales para hacerlos menos reactivos
Dispersante Succinamidas y otros compuestos orgánicos Orgánico Envuelve al hollín y lo mantiene finamente dispersoPoli‐isopreno radial (forma de estrella) OrgánicoPoli‐isobutileno (PIB) OrgánicoPoli‐metracrilatos (PMA) OrgánicoCopolímeos de Olefina (OCP) Orgánico
Detergente Jabones órgano‐metálicos de calcio y magnesio Ca, Mg Control de depósitos y neutralización de ácidosMetil silicona, polidimetilpolisiloxano Si El antiespumante se adhiere a la burbuja de aire y debilita su pared hasta que revienta
Polímeros orgánicos (polimetacrilatos ‐ PMA)Orgánico
Afectan la tensión interfacial del lubricante para provocar que las burbujas de aire puedan crecen en tamaño y posteriormente puedan ser liberadas
Sulfonatos, fosfatos, ácidos orgánicos, succinamidas, ést Orgánico Cubren la superficie de los metales ferrosos para evitar el atque de los ácidosDerivados de ácido fosfórico, ácido succínico, sulfuros de calcio fenol y ácidos graso de cadena larga
P, CaRepelen el agua de las superficies
Detergentes Ca, Mg Neutralizan ácidosDispersantes Orgánico Emulsifican el agua y neutralizan compuestos ácidosEmulsificantes Orgánico Emulsifican el aguaCompuestos quelantes de imidiazol, benzotriazol y ZDDP Zn, P Cubren la superficie de los metales ferrosos para evitar el atque de los ácidos
Agentes de Aceitosidad Ácidos grasos de origen animal vegetal o sintetizados Orgánico Se adhieren al metal y forman una película dúctil adherente
Antidesgaste (AW) Dialquil ditiofostato de zinc (ZDDP), Tricresilfosfato (TCP)Zn, P
Por el efecto de un incremento moderado en las temperaturas de contacto, se combinan con los metales de la máquina para forman una película dúctil similar a ceniza y proteger contra el desgaste mecánico, generando un ligero desgaste químico.
Azufre‐Fosforo
S, P
Por el efecto de un incremento moderado en las temperaturas de contacto, se combinan con los metales de la máquina para forman una película adherente que se transforma en jabón metálico dúctil y protege contra el desgaste mecánico, generando un desgaste químico medio.
Molibdeno, grafito, teflón, boratos. Mo, B Forman una película superficial en la máquina muy resistente al desgaste y a la carga
Inhíbidor de Corrosión
Extrema presión (EP)
Incrementa su tamaño con el aumento de la temperatura y se encogen al disminuir la temperatura para mejorar las propiedades de fluidez del lubricante en baja temperatura y proporcionar una película lubricante más resistente en altas temperaturas.
Antioxidante
Mejorador de Índice de Viscosidad
Antiespumante
Inhíbidor de Herrumbre
Tabla N°4: Tipos de aditivos, compuestos comunes y modo de trabajo (29)

15
1.4 Propiedades Físico-Químicas de los lubricantes
Los aceites usados se clasifican según sus características físicas, ya que son las más
fáciles de medir y en última instancia son las que determinan el comportamiento del
aceite en el interior del sistema lubricado.
Análisis Físicos (ASTM): Se utilizan para caracterizar a los aceites de petróleo, porque
el rendimiento del lubricante a menudo depende también de las propiedades físicas. Las
pruebas físicas usuales incluyen mediciones de la viscosidad, densidad, punto de
fluidez, gravedad específica, punto de inflamación y de combustión, olor y color.
Análisis Químicos (ASTM): Las pruebas químicas dilucidan la composición,
incluyendo la medición de varios elementos que se encuentran en los aditivos, así como
pruebas de acidez y el residuo de carbono.
Color
El color de la luz que atraviesa los aceites lubricantes varía de negro (opaco) a
transparente (claro).Las variaciones en el color de los aceites lubricantes resulta de:
Diferencias en los petróleos crudos. Viscosidad. El método y grado de tratamiento durante la refinación. La cantidad y naturaleza de los aditivos usados.
El color tiene poco significado al momento de determinar el desempeño de un aceite.
16
Número total de bases (TBN)
Una de las funciones del aceite de motor es neutralizar los ácidos creados durante el
proceso de combustión, esto es de particular importancia cuando se usan combustibles
con un alto contenido de sulfuros. La cantidad de ácido que un aceite puede neutralizar
es expresado en términos de la cantidad requerida de una base estándar para neutralizar
el ácido en un volumen especificado de aceite, esta característica de un aceite es
llamada TBN.
Punto de fluidez
Éste punto es la temperatura más baja a la cual fluirá el aceite cuando es enfriado bajo
unas condiciones preestablecidas. La mayoría de los aceites contienen ceras disueltas,
cuando el aceite comienza a enfriarse las ceras se empiezan a separar en cristales que
se interconectan para formar una estructura rígida, reduciendo la habilidad del aceite a
fluir libremente. La agitación mecánica puede romper la estructura de las ceras, así es
posible tener un aceite por debajo de su punto de fluidez (ver apéndice C). La
importancia de esta propiedad depende del uso que se le va a dar al aceite.

17
Cenizas Sulfatadas
Son el residuo no combustible de un aceite usado. Contenidos excesivos de cenizas
ocasionan depósitos de cenizas que pueden afectar el desempeño del motor, su
potencia y eficiencia, aunque muy poca cantidad de cenizas proporciona una menor
protección contra el desgaste. Los detergentes y el zinc difosfato son las fuentes más
comunes de las cenizas.
Viscosidad
Probablemente la propiedad más importante de un aceite lubricante es la viscosidad. La
viscosidad es un factor fundamental para:
La formación de películas lubricantes.
Afecta la generación de calor y el enfriamiento de cilindros, engranes y cojinetes.
La viscosidad rige el efecto sellante del aceite, la tasa de consumo del aceite y
determina la facilidad con la cual la maquinaria se enciende en condiciones de frío. Al
momento de seleccionar el aceite apropiado para una aplicación dada la viscosidad es la
consideración primaria, esta debe ser lo suficientemente alta para proveer películas
lubricantes y no tanto como para que las pérdidas debidas a la fricción sean excesivas.
Como la viscosidad es un factor de la temperatura es necesario considerar las
temperaturas de operación del aceite en la maquinaria.
18
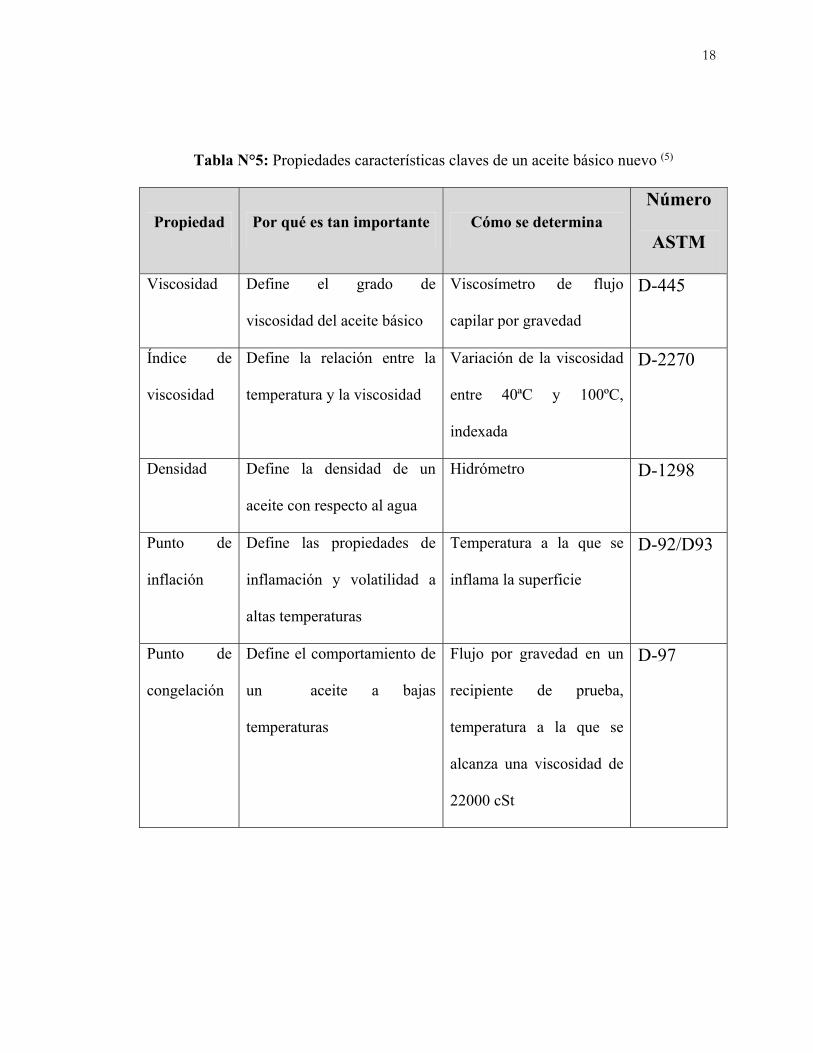
Tabla N°5: Propiedades características claves de un aceite básico nuevo (5)
Propiedad Por qué es tan importante Cómo se determina Número
ASTM
Viscosidad Define el grado de
viscosidad del aceite básico
Viscosímetro de flujo
capilar por gravedad
D-445
Índice de
viscosidad
Define la relación entre la
temperatura y la viscosidad
Variación de la viscosidad
entre 40ªC y 100ºC,
indexada
D-2270
Densidad Define la densidad de un
aceite con respecto al agua
Hidrómetro D-1298
Punto de
inflación
Define las propiedades de
inflamación y volatilidad a
altas temperaturas
Temperatura a la que se
inflama la superficie
D-92/D93
Punto de
congelación
Define el comportamiento de
un aceite a bajas
temperaturas
Flujo por gravedad en un
recipiente de prueba,
temperatura a la que se
alcanza una viscosidad de
22000 cSt
D-97

19
1.5 Factores que afectan la vida del lubricante
En condiciones ideales de funcionamiento no habría necesidad de cambiar un aceite
lubricante, la base lubricante no se gasta, se contamina y los aditivos son los que
soportan las críticas condiciones de funcionamiento.
La naturaleza de las partículas extrañas que contaminan el lubricante varía de
acuerdo con el tipo de trabajo del mecanismo. Diversos factores como la temperatura y
el estado son los factores más influyentes para el deterioro del aceite.
Temperatura de operación
Los lubricantes derivados del petróleo son hidrocarburos, éstos se descomponen cuando
están sometidos a altas temperaturas, esto hace que el aceite se oxide o se polimerice.
Un aceite descompuesto de esta manera puede presentar productos solubles o
insolubles, los productos solubles, por lo general, son ácidos que forman emulsiones
estables en presencia de agua y que atacan químicamente las superficies metálicas,
principalmente cuando son de plomo o de cobre-plomo, si la concentración de estos
ácidos aumenta considerablemente no pueden ser inhibidos por los aditivos
antioxidantes y anticorrosivos, formando lodos que dan lugar a los productos insolubles.
20
Si estos productos no se eliminan del aceite pueden deteriorar las superficies metálicas
que lubrican o taponan las tuberías de conducción del mismo.
La oxidación y la polimerización depende en mayor grado del tipo de base lubricante
de que esté compuesto el aceite y del grado de refinamiento que posea, aunque es
posible evitar que ocurran mediante la utilización de aditivos antioxidantes.
A temperatura ambiente el aceite puede mostrar algún grado de deterioro, el cual no
incide apreciablemente en su duración, a temperaturas menores de 50ºC la velocidad de
oxidación es bastante baja como para no ser factor determinante en la vida del aceite.
Mientras más baja sea la temperatura de operación, menores serán las posibilidades de
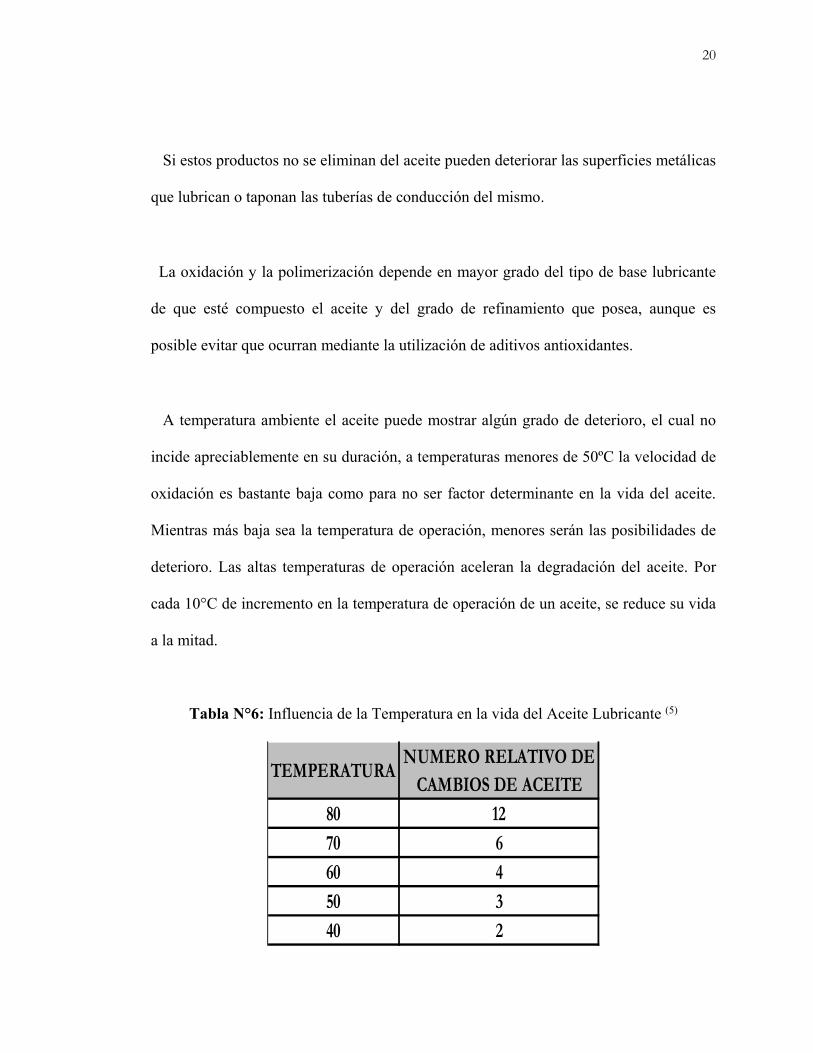
deterioro. Las altas temperaturas de operación aceleran la degradación del aceite. Por
cada 10°C de incremento en la temperatura de operación de un aceite, se reduce su vida
a la mitad.
Tabla N°6: Influencia de la Temperatura en la vida del Aceite Lubricante (5)
TEMPERATURANUMERO RELATIVO DE
CAMBIOS DE ACEITE
80 12
70 6
60 4
50 3
40 2
21
Agua
Esta se encuentra principalmente por la condensación del vapor presente en la
atmósfera o en algunos casos se debe a fugas en los sistemas de enfriamiento del aceite.
El agua presente en el aceite provoca emulsificación del aceite, o puede lavar la
película lubricante que se encuentra sobre la superficie metálica provocando desgaste
de dicha superficie. El agua en el aceite puede incrementar la velocidad de oxidación
en más de 10 veces.
Combustibles
La contaminación o dilución con combustible es un fenómeno que se presenta en los
motores de combustión interna en los cuales el combustible no quemado (diésel,
gasolina, condensados del gas natural o LP) se acumulan en el cárter del motor. Una
mezcla aire/combustible excesivamente rica o una combustión incompleta, ocasionan
que cierta cantidad de combustible pase a través del sistema anillos/pistón/cilindro
diluyendo el aceite del motor. Esta situación es más común en motores donde el
combustible es inyectado a elevadas presiones, como por ejemplo contra las paredes de
los cilindros, pasando a través de los anillos hacia el cárter del motor, incrementando el
desgaste y también la dilución del lubricante.
22
Sólidos y polvo
Se deben principalmente a empaques y sellos en mal estado, permitiendo que
contaminantes del medio entren al aceite. Otros contaminantes menos frecuentes aunque
igualmente perjudiciales son: tierra y partículas metálicas provenientes del desgaste de
las piezas, hollín y subproductos de la combustión de combustibles líquidos.
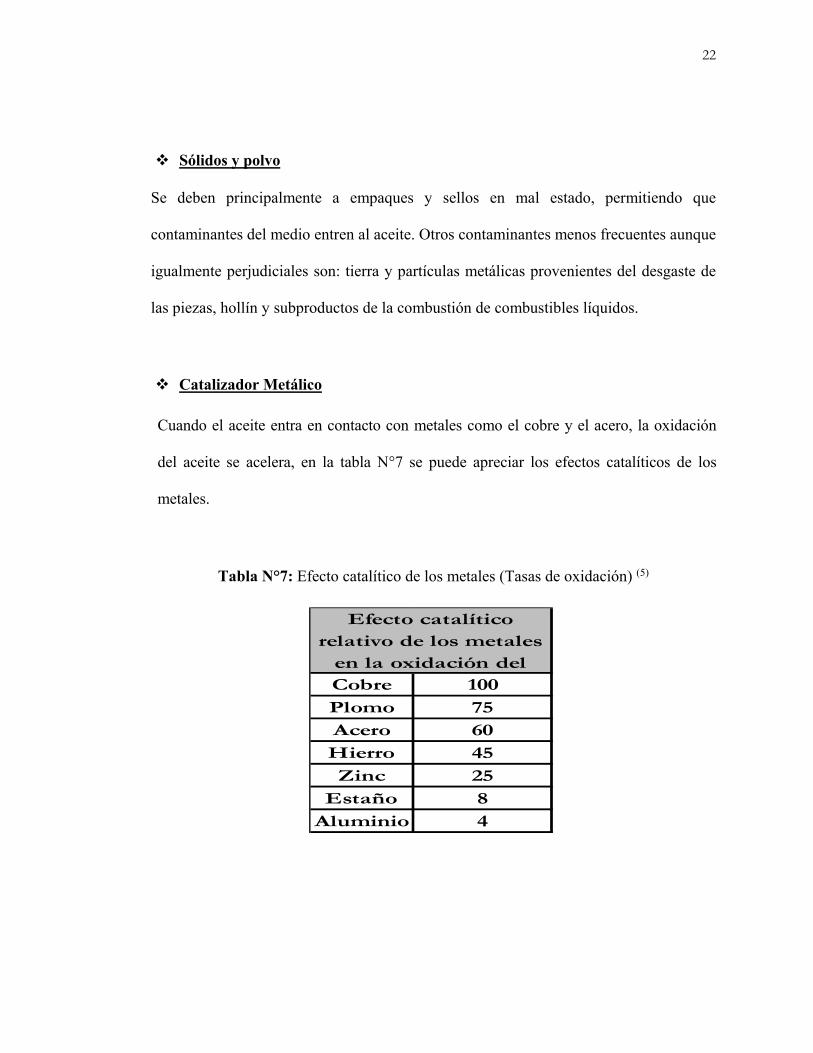
Catalizador Metálico
Cuando el aceite entra en contacto con metales como el cobre y el acero, la oxidación
del aceite se acelera, en la tabla N°7 se puede apreciar los efectos catalíticos de los
metales.
Tabla N°7: Efecto catalítico de los metales (Tasas de oxidación) (5)
Cobre 100
Plomo 75
Acero 60
Hierro 45
Zinc 25
Estaño 8
Aluminio 4
Efecto catalítico relativo de los metales
en la oxidación del
23
Capítulo II: Descripción de las Técnicas de Análisis de Lubricantes.
Los problemas que degradan el aceite en servicio pueden ser detectados por uno o más
procedimientos de prueba, algunas de estas pruebas pueden ser hechas en el mismo
lugar donde se encuentra operando el aceite, otras deben ser realizadas en el laboratorio.
Las pruebas establecidas para aceites lubricantes se pueden dividir en dos clases: La
primera de ellas agrupa a todas aquellas que evalúan las características físicas o
químicas del lubricante tales como viscosidad, índice de viscosidad, color,
componentes, gravedad específica, etc.
La segunda clase de ensayos sirve para evaluar las cualidades del lubricante en
operación, observando y midiendo los efectos producidos en el componente durante un
tiempo programado de prueba.
24
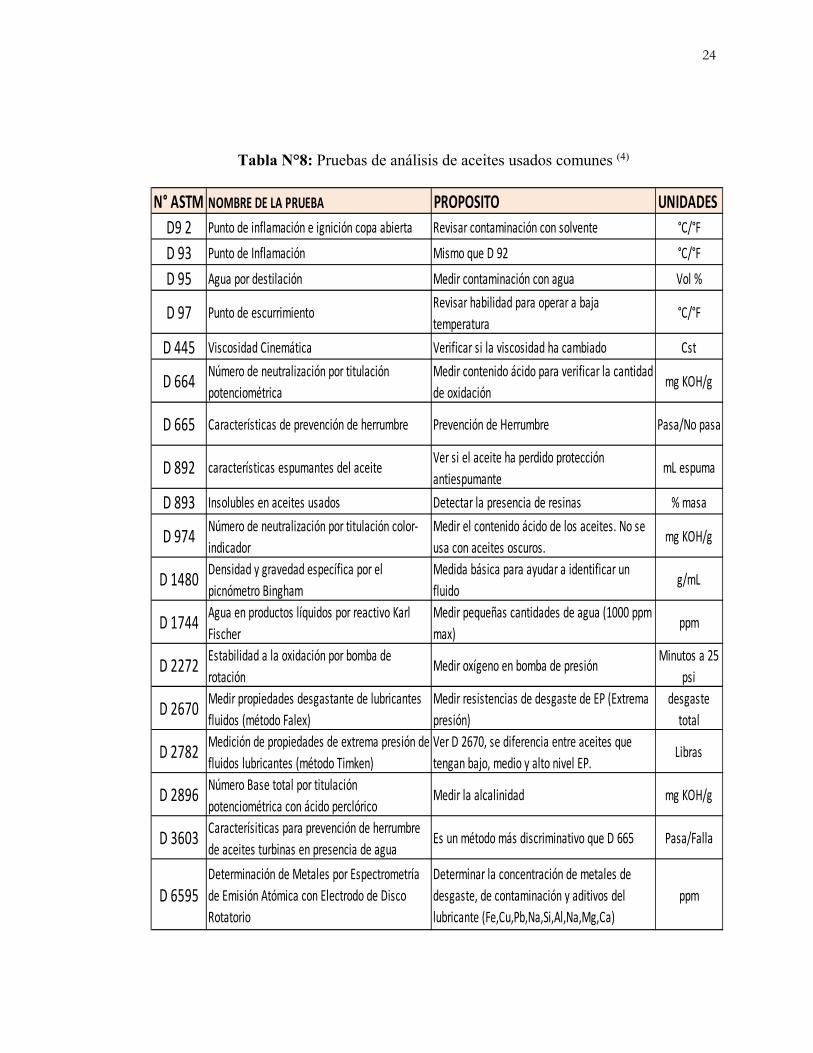
Tabla N°8: Pruebas de análisis de aceites usados comunes (4)
N° ASTM NOMBRE DE LA PRUEBA PROPOSITO UNIDADESD9 2 Punto de inflamación e ignición copa abierta Revisar contaminación con solvente °C/°F
D 93 Punto de Inflamación Mismo que D 92 °C/°F
D 95 Agua por destilación Medir contaminación con agua Vol %
D 97 Punto de escurrimiento Revisar habilidad para operar a baja temperatura
°C/°F
D 445 Viscosidad Cinemática Verificar si la viscosidad ha cambiado Cst
D 664 Número de neutralización por titulación potenciométrica
Medir contenido ácido para verificar la cantidad de oxidación
mg KOH/g
D 665 Características de prevención de herrumbre Prevención de Herrumbre Pasa/No pasa
D 892 características espumantes del aceite Ver si el aceite ha perdido protección antiespumante
mL espuma
D 893 Insolubles en aceites usados Detectar la presencia de resinas % masa
D 974 Número de neutralización por titulación color‐indicador
Medir el contenido ácido de los aceites. No se usa con aceites oscuros.
mg KOH/g
D 1480 Densidad y gravedad específica por el picnómetro Bingham
Medida básica para ayudar a identificar un fluido
g/mL
D 1744 Agua en productos líquidos por reactivo Karl Fischer
Medir pequeñas cantidades de agua (1000 ppm max)
ppm
D 2272 Estabilidad a la oxidación por bomba de rotación
Medir oxígeno en bomba de presión Minutos a 25 psi
D 2670 Medir propiedades desgastante de lubricantes fluidos (método Falex)
Medir resistencias de desgaste de EP (Extrema presión)
desgaste total
D 2782 Medición de propiedades de extrema presión de fluidos lubricantes (método Timken)
Ver D 2670, se diferencia entre aceites que tengan bajo, medio y alto nivel EP.
Libras
D 2896 Número Base total por titulación potenciométrica con ácido perclórico
Medir la alcalinidad mg KOH/g
D 3603 Caracterísiticas para prevención de herrumbre de aceites turbinas en presencia de agua
Es un método más discriminativo que D 665 Pasa/Falla
D 6595Determinación de Metales por Espectrometría de Emisión Atómica con Electrodo de Disco Rotatorio
Determinar la concentración de metales de desgaste, de contaminación y aditivos del lubricante (Fe,Cu,Pb,Na,Si,Al,Na,Mg,Ca)
ppm
25
2.1 Tipos de ensayos de lubricantes.
Existen tres formas básicas de análisis de aceite:
a. Pruebas en laboratorio externo – Se recogen las muestras y se envían a un
laboratorio externo para realizar los ensayos y su interpretación. Esto puede
llevarse a cabo de forma rutinaria o para confirmar los datos de las pruebas de
rutina o de ensayos en sitio.
b. Análisis en sitio – Las muestras se recogen y analizan en sitio (en la mina),
utilizando equipos de pruebas de campo.
c. Análisis en línea – Equipos de medición (contadores de partículas), medidores de
humedad y probadores dieléctricos, que se instalan en un sistema de circulación con
el fin de capturarlas condiciones “en tiempo real” de los lubricantes. Al igual que
con el equipo de pruebas en sitio.
Un programa de análisis de aceite puede ser visto desde dos enfoques necesarios y
complementarios: Uno protectivo (proactivo) dirigido a localizar modos de falla que
ponen en riesgo a la maquinaria para controlarlos y proteger la maquinaria de un
desgaste anormal, y otro Predictivo que monitorea la condición de los parámetros de
salud del lubricante, así como la tendencia de desgaste de la maquinaria.
26
El enfoque Protectivo del análisis de lubricante, el cual debe provenir del Análisis de
Modo de Falla y Efecto (AMFE). Como resultado del AMFE, se reconocen los modos
de falla críticos que ponen en riesgo la maquinaria y se les asigna una acción de
mantenimiento correspondiente (proactiva o preventiva) que ayude a controlar su
ocurrencia o mitigar su efecto, a la vez que se determina la herramienta de monitoreo
que pueda localizar la causa de falla o sus efectos lo más temprano posible.
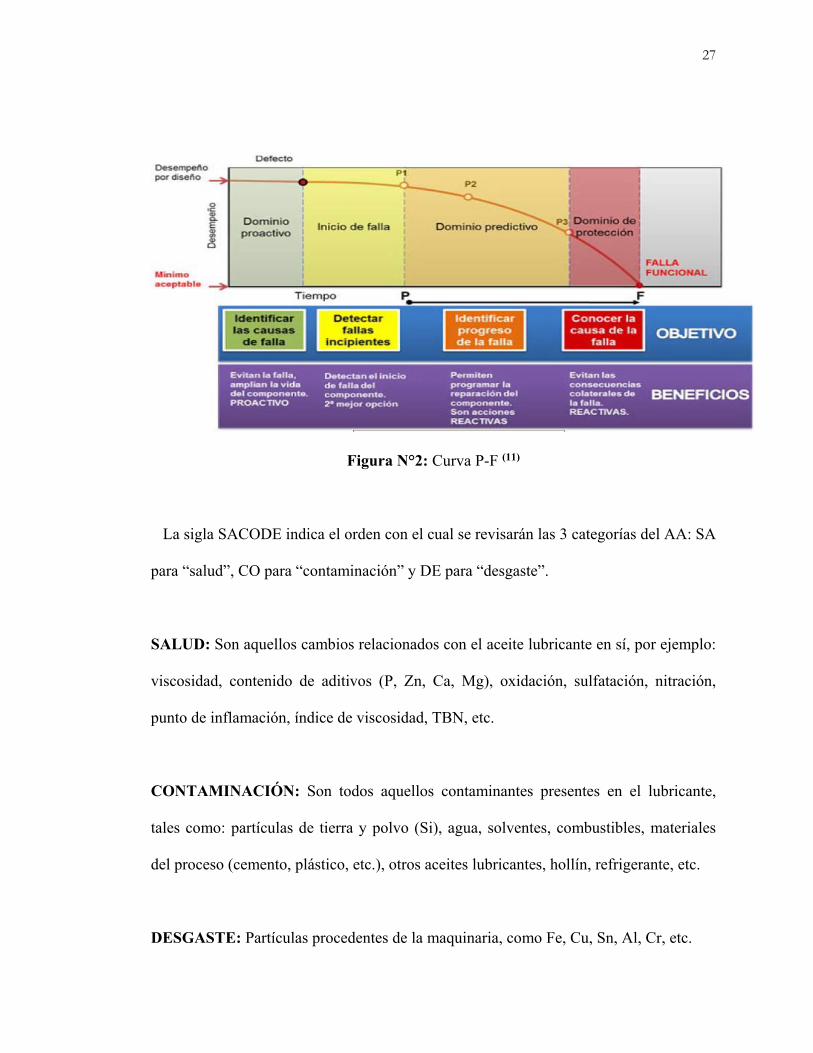
Muchas de las fallas críticas tienen periodos P-F (periodo entre el momento en que la
falla puede ser detectada por una tecnología y el momento en que la falla funcional
ocurre) suficientemente cortos para que los métodos tradicionales del análisis de
lubricante puedan detectarlas con eficiencia (Figura N°2). Una muestra de aceite
tomada con una frecuencia de tres meses podrá capturar fallas que tengan periodos P-F
mayores cuando se presenten dentro de ese período de muestreo. La probabilidad de
capturar fallas con periodos P-F digamos de una semana (antes de que el equipo falle)
es muy baja. Para que nuestro programa de monitoreo tenga éxito, se requiere que el
periodo de muestreo sea menor que el P-F. Sin embargo, para algunos modos de falla
esto nos llevaría a tomar muestras de aceite y enviarlas a laboratorio con una frecuencia
muy alta, haciendo esto impráctico.
Aun cuando esto fuera efectuado de esa manera, no habría garantía de que los
resultados llegarán antes de que ocurriera el problema.
27
Figura N°2: Curva P-F (11)
La sigla SACODE indica el orden con el cual se revisarán las 3 categorías del AA: SA
para “salud”, CO para “contaminación” y DE para “desgaste”.
SALUD: Son aquellos cambios relacionados con el aceite lubricante en sí, por ejemplo:
viscosidad, contenido de aditivos (P, Zn, Ca, Mg), oxidación, sulfatación, nitración,
punto de inflamación, índice de viscosidad, TBN, etc.
CONTAMINACIÓN: Son todos aquellos contaminantes presentes en el lubricante,
tales como: partículas de tierra y polvo (Si), agua, solventes, combustibles, materiales
del proceso (cemento, plástico, etc.), otros aceites lubricantes, hollín, refrigerante, etc.
DESGASTE: Partículas procedentes de la maquinaria, como Fe, Cu, Sn, Al, Cr, etc.
28
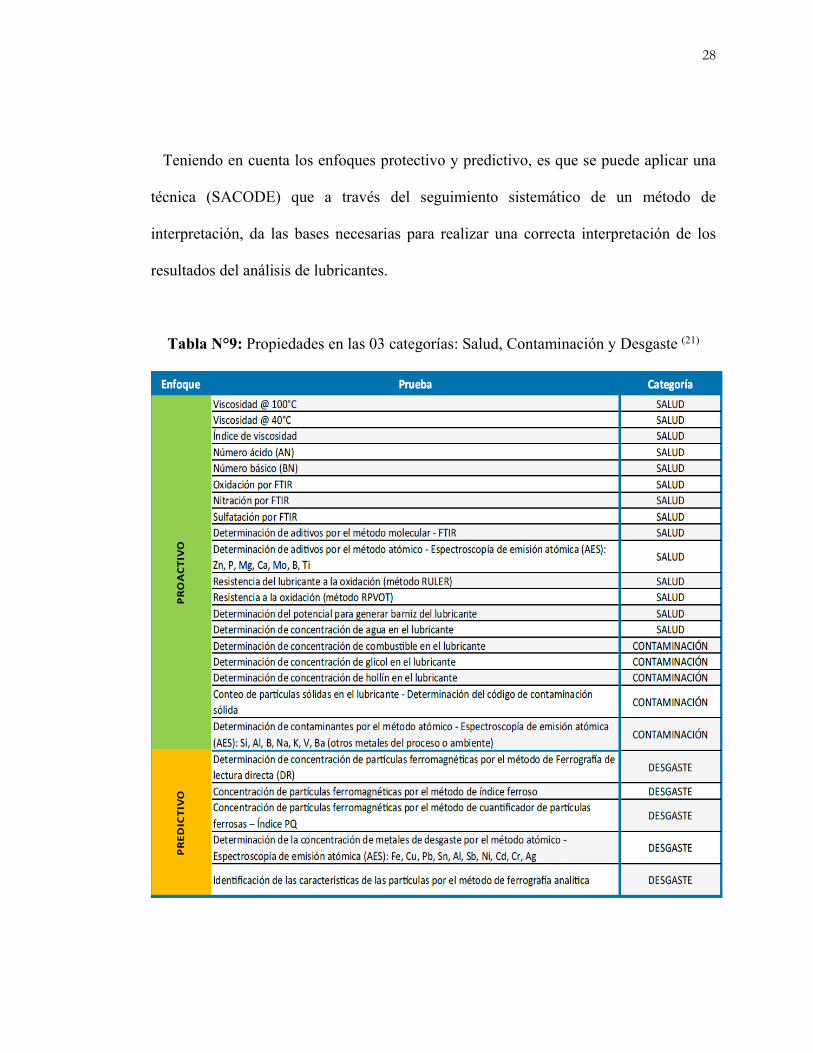
Teniendo en cuenta los enfoques protectivo y predictivo, es que se puede aplicar una
técnica (SACODE) que a través del seguimiento sistemático de un método de
interpretación, da las bases necesarias para realizar una correcta interpretación de los
resultados del análisis de lubricantes.
Tabla N°9: Propiedades en las 03 categorías: Salud, Contaminación y Desgaste (21)
29
2.2 Técnicas Analíticas orientadas a evaluar la salud del lubricante.
Viscosidad Cinemática.
En la viscosidad cinemática según la norma ASTM D-445, se mide el tiempo para que
un volumen fijo de líquido pueda fluir a través de un capilar de vidrio calibrado. La
viscosidad cinemática se calcula mediante el tiempo de flujo y el factor de calibración
del viscosímetro. Se expresa en centistokes (cSt = mm2/s).
El Índice de Viscosidad (IV)
El procedimiento para calcular el IV de un aceite es determinar su viscosidad a 40°C y
100°C (104°F y 212°F). Para realizar los cálculos del índice de viscosidad se aplican el
método estándar ASTM D-2270 y las tablas de viscosidad ASTM.
Análisis FTIR
Por su sigla significa Espectroscopía Infrarroja por Transformadas de Fourier, esta
práctica realiza el análisis cualitativo de muestras de sólidas, líquidas y vapores, por
técnicas infrarrojas; se determinan parámetros (en %) como: Hollín, Oxidación,
Sulfatación, Agua, Nitración y Fuel.

30
El Número Base Total (TBN).
El TBN es básicamente una medida del potencial que tiene el aceite para neutralizar los
ácidos que se vayan formando con el Azufre (S) y Cloro (Cl). El método ASTM D-
2896, indica la cantidad de miligramos de ácido perclórico, necesaria que debe
añadírsele a un gramo de la muestra de aceite para neutralizar todos sus componentes
básicos.
Antiespumante.
La espuma consiste en burbujas de aire que ascienden rápidamente hacia la superficie
del aceite, pero debe ser diferenciada del atrapamiento de aire que es el ascenso lento de
burbujas dispersas a través de todo el aceite. Las características de la formación de
espuma en el aceite de cárter, se verifica con la prueba de formación de espuma ASTM
D-892 (ver apéndice D).
Pruebas de la oxidación del lubricante.
Los lubricantes no duran para siempre. Esta es una afirmación entendida a nivel
mundial por todos los usuarios de lubricantes. Todos los lubricantes están sujetos a un
proceso de envejecimiento (oxidación).Los lubricantes no están exentos de este proceso.
La oxidación está aceptada como la principal causa del envejecimiento y degradación
del lubricante.

31
En un lubricante, su estructura química es la que está sujeta al proceso de oxidación.
La estructura química del aceite básico mineral es lo que químicamente se conoce como
su cadena de hidrocarburos. Los constituyentes de esa cadena de hidrocarburos son el
carbono y el hidrógeno, de ahí el nombre de hidrocarburo. La oxidación de esta
estructura da como resultado incrementos en la viscosidad y en el número ácido total
(TAN), lo que contribuye a la formación de lodo y barniz.
Si se conoce la velocidad a la cual el lubricante se está degradando, es posible
determinar su vida útil remanente y establecer un intervalo de cambio económicamente
efectivo. Pueden determinarse algunos cambios en las condiciones de operación antes
de que se presente una completa degradación del lubricante o una falla mecánica en el
equipo. Esto puede lograrse utilizando pruebas de laboratorio como RPVOT (Rotating
Pressure Vessel Oxidation Test) y RULER (Remaining Useful Life Evaluation
Routine).
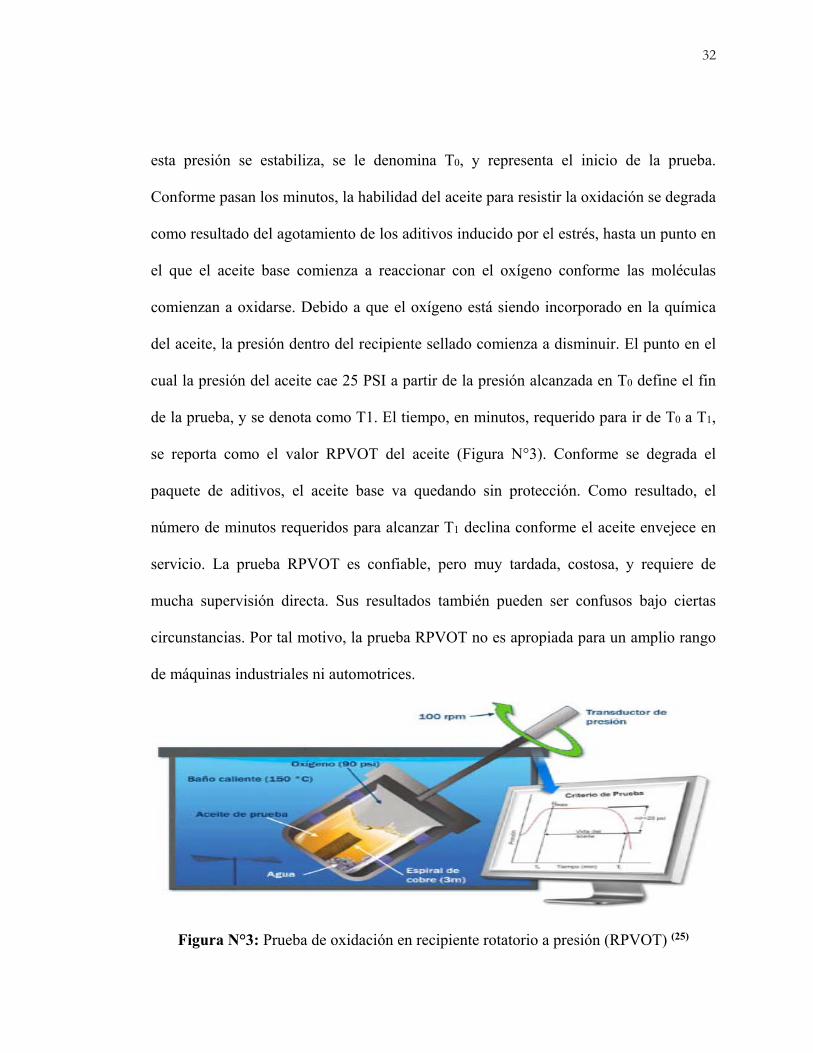
Prueba RPVOT
Es el método de prueba de laboratorio más común, bajo la norma ASTM D2272 (ver
apéndice F). En esencia, esta prueba involucra el colocar la muestra de aceite dentro de
un recipiente presurizado junto con una porción de agua y un espiral de cobre. El
recipiente se presuriza a 90 PSI con oxígeno puro y se coloca en un baño que se calienta
a una temperatura de 150°C en un dispositivo que lo hace rotar a 100 rpm. Conforme
incrementa la temperatura del recipiente y su contenido, aumenta la presión. Cuando
32
esta presión se estabiliza, se le denomina T0, y representa el inicio de la prueba.
Conforme pasan los minutos, la habilidad del aceite para resistir la oxidación se degrada
como resultado del agotamiento de los aditivos inducido por el estrés, hasta un punto en
el que el aceite base comienza a reaccionar con el oxígeno conforme las moléculas
comienzan a oxidarse. Debido a que el oxígeno está siendo incorporado en la química
del aceite, la presión dentro del recipiente sellado comienza a disminuir. El punto en el
cual la presión del aceite cae 25 PSI a partir de la presión alcanzada en T0 define el fin
de la prueba, y se denota como T1. El tiempo, en minutos, requerido para ir de T0 a T1,
se reporta como el valor RPVOT del aceite (Figura N°3). Conforme se degrada el
paquete de aditivos, el aceite base va quedando sin protección. Como resultado, el
número de minutos requeridos para alcanzar T1 declina conforme el aceite envejece en
servicio. La prueba RPVOT es confiable, pero muy tardada, costosa, y requiere de
mucha supervisión directa. Sus resultados también pueden ser confusos bajo ciertas
circunstancias. Por tal motivo, la prueba RPVOT no es apropiada para un amplio rango
de máquinas industriales ni automotrices.
Figura N°3: Prueba de oxidación en recipiente rotatorio a presión (RPVOT) (25)
33
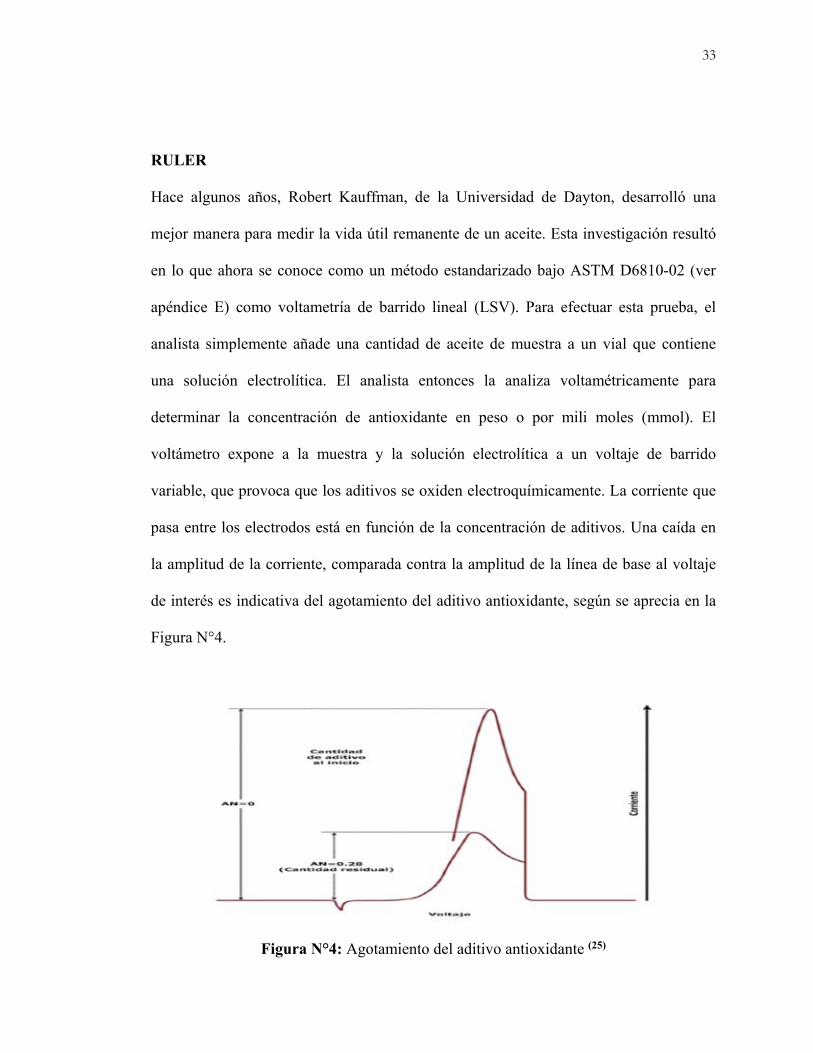
RULER
Hace algunos años, Robert Kauffman, de la Universidad de Dayton, desarrolló una
mejor manera para medir la vida útil remanente de un aceite. Esta investigación resultó
en lo que ahora se conoce como un método estandarizado bajo ASTM D6810-02 (ver
apéndice E) como voltametría de barrido lineal (LSV). Para efectuar esta prueba, el
analista simplemente añade una cantidad de aceite de muestra a un vial que contiene
una solución electrolítica. El analista entonces la analiza voltamétricamente para
determinar la concentración de antioxidante en peso o por mili moles (mmol). El
voltámetro expone a la muestra y la solución electrolítica a un voltaje de barrido
variable, que provoca que los aditivos se oxiden electroquímicamente. La corriente que
pasa entre los electrodos está en función de la concentración de aditivos. Una caída en
la amplitud de la corriente, comparada contra la amplitud de la línea de base al voltaje
de interés es indicativa del agotamiento del aditivo antioxidante, según se aprecia en la
Figura N°4.
Figura N°4: Agotamiento del aditivo antioxidante (25)
34
Hay evidencia que RUL puede estimar efectivamente y eficientemente la vida útil
remanente de un aceite. Se han efectuado muchas comparaciones contra RPVOT y otros
instrumentos convencionales que miden RUL, y el instrumento parece desempeñarse
confiablemente.
ASTM D6971-09 Método estándar para la determinación de antioxidantes tipo fenol
inhibido y aminas aromáticas en aceites para turbinas sin zinc por Voltametría de
barrido lineal (LSV).
Los resultados se expresan en %p (porcentaje en peso).
Figura N°5: Instrumento para medir RUL por voltametría LSV (25)

35
Demulsibilidad
Es la propiedad del aceite para separar el agua y así evitar la formación de herrumbe. Se
puede medir con base en la ASTM D-1401, como se aplica a aceites de viscosidad
ligera a moderada, y por la ASTM D-2711, en aceites muy viscosos. Esta propiedad es
deseable donde el agua debe separarse fácilmente del aceite. Los factores que favorecen
la estabilidad de las emulsiones son: una tensión interfacial suficientemente baja,
viscosidad muy elevada del aceite, pequeña diferencia de densidad entre ambos líquidos
y la presencia de sulfonatos por oxidación del aceite.
Contenido de Ceniza.
Para evaluar el Contenido de Ceniza, en una muestra de un aceite nuevo o usado, se
emplean dos métodos. El ASTM D-482 para aquellos aceites formulados con aditivos
sin cenizas y el ASTM D-874 para los que contienen aditivos con cenizas. Los aditivos
que mayor cantidad de cenizas producen son los detergentes, por lo cual esta prueba
proporciona el contenido aproximado de aditivos detergentes, especialmente aquellos
derivados del Bario (Ba) y Calcio (Ca).

36
2.3 Técnicas Analíticas orientadas a evaluar la contaminación del lubricante
Puntos de inflamación y de combustión.
El punto de inflamación de un aceite es la temperatura a la cual se debe calentar hasta
que se desprendan superficies de vapores inflamables, que se inflaman al ponerlos en
contacto momentáneo con una llama. El punto de combustión es la temperatura más alta
a la cual continuarán ardiendo los vapores de aceite, una vez que se han encendido. El
método estándar ASTM D-93 se utiliza para probar los puntos de inflamación y de
combustión por medio del ensayador de copa cerrada Pensky-Martens.
Residuo de Carbono.
Se define como el porcentaje de depósitos carbonosos que se obtienen al someter a una
muestra de aceite a evaporación y pirólisis en las condiciones normales de ensayo. La
determinación se hace con mayor frecuencia por el procedimiento de Conradson
(ASTM D-189). O por el método de Ramsbottom (ASTM D-524).
Determinación del contenido de Agua
El agua es tal vez el más dañino de todos los contaminantes, con excepción de las
partículas sólidas. La presencia de agua a menudo es ignorada como la principal causa
raíz de los problemas de la máquina. La excesiva contaminación con agua puede
conducir a la degradación prematura del aceite, aumento de corrosión e incremento del
desgaste.

37
El agua puede existir en el aceite en tres estados o fases. El primer estado, conocido
como agua disuelta, se caracteriza por moléculas individuales de agua dispersas en el
aceite. El agua disuelta en el aceite es comparable a la humedad en el aire en un lugar
húmedo; sabemos que la humedad está ahí, sin embargo, ya que se encuentra dispersa
molécula por molécula, no podemos verla porque es muy pequeña. Por esta razón, un
aceite puede contener una significante concentración de agua sin una señal visible de su
presencia. Muchos aceites industriales, como los hidráulicos, turbinas, etc., pueden
contener entre 200 y 600 ppm de agua (0.02 a 0.06 por ciento) en estado disuelto,
dependiendo de la temperatura, edad y deterioro del aceite.
La cantidad de agua que un lubricante puede disolver depende del tipo de aceite base,
la cantidad y tipo de aditivos con los que está formulado, la temperatura y la presión.
Aceites degradados pueden contener de tres a cuatro veces más agua en estado disuelto
que el aceite nuevo. El agua disuelta no afecta ni al lubricante ni a sus aditivos.
El punto en el cual un lubricante no puede mantener más agua disuelta se llama punto
de saturación. Si hubiera más agua presente de la que el lubricante puede disolver,
entonces el exceso de agua estará como emulsión o separada como agua libre.
Una vez que la cantidad de agua ha excedido el nivel máximo para permanecer
disuelta, el aceite se satura. En este punto, al agua suspendida en el aceite en gotas
microscópicas, se le conoce como emulsión. Esto es similar a la formación de niebla en

38
un día frío. En este caso, la cantidad de humedad en el aire excede el punto de
saturación del aire a esa temperatura, dando como resultado la suspensión de pequeñas
gotas de humedad o niebla. En el aceite, a esta “niebla” se le conoce como turbidez y se
refiere uno al aceite diciendo que se encuentra turbio o nebuloso (incluso con apariencia
lechosa).
Espectrometría Infrarroja por Transformadas de Fourier (FTIR)
La Espectrometría Infrarroja por Transformadas de Fourier (FTIR) puede ser un método
eficaz para analizar las muestras que contienen más de 1000 ppm de agua, siempre que
se cuente con una correcta línea de base del aceite para efectuar la sustracción espectral.
Sin embargo, debido a su limitada precisión ya sus límites de detección
comparativamente altos, FTIR no es el método adecuado en muchas situaciones en
donde se requiere identificar concentraciones de agua por debajo de 1000 ppm o de 0,1
por ciento.
Método de Destilación Dean & Stark
El método clásico para determinar la presencia de agua en el aceite es el método de
destilación de Dean & Stark (ASTM D95-13). Este método de prueba es bastante
laborioso y requiere una muestra relativamente grande para garantizar su precisión, por
lo que rara vez se utiliza en los laboratorios comerciales de análisis de aceite actuales.

39
El método implica la co-destilación directa de la muestra de aceite. A medida que el
aceite se calienta, se evapora cualquier cantidad de agua presente. Los vapores del agua
se condensan y se recogen en un tubo colector graduado, de modo que se puede medir el
volumen de agua producido por la destilación en función del volumen total de aceite
usado (Figura N°6).
Figura N°6: Aparato de destilación de Dean & Stark (ASTM D95-13) (19)
Humedad por Karl Fischer
La prueba de humedad por Karl Fischer es el método a elegir cuando se requiere
determinar con precisión y exactitud la cantidad de agua libre, disuelta y emulsionada
presente en una muestra de aceite. Sin embargo, existe una gran variedad de
metodologías dentro de las pruebas de Karl Fischer.

40
Todos los procedimientos de Karl Fischer funcionan básicamente de la misma
manera. Se hace la titulación de la muestra de aceite con un reactivo estándar de Karl
Fischer hasta que se alcanza un punto final. La diferencia entre los métodos de prueba
se basa en la cantidad de muestra utilizada para la prueba y en el método utilizado para
determinar el punto final de la titulación. Se muestra en la Figura N°7 un equipo para
titulación por Karl Fischer.
Figura N°7: Equipo para titulación por Karl Fischer (19)
El método de Karl Fischer más frecuentemente utilizado sigue la norma
ASTMD1744-13 e implica una titulación volumétrica de la muestra, utilizando una
celda potenciométrica para determinar el punto final. Si bien este método es confiable y
preciso, puede haber problemas de reproducibilidad en bajas concentraciones de agua

41
(200 ppm o menos). Además, la prueba puede estar sujeta a interferencias de aditivos
sulfurosos (por ejemplo, aditivos tipo EP y AW) y sales ferrosas que pueden estar
presentes debido a partículas de desgaste. Ambas sustancias reaccionan con el reactivo
de Karl Fischer como si fueran agua y pueden dar un falso positivo, resultando en una
exageración dela concentración del agua. De hecho, un aceite AW o EP nuevo, limpio y
seco puede dar una lectura desde 200 hasta 300 ppm, debido a la reacción de los
aditivos, más que por el exceso de humedad.
Recientemente, los laboratorios han cambiado a un método de titulación coulométrico
descrito en la norma ASTM D6304-07. Este método es más confiable que el ASTM
D1744-13 para bajas concentraciones de agua y es menos propenso a los efectos de
interferencia, aunque, una vez más, los aceites aditivos AW y EP pueden mostrar hasta
100 ppm de agua como resultado de los efectos de los aditivos sulfurosos.
El método más confiable es el ASTM D6304-07, con co-destilación. Con el método
de co-destilación, la muestra de aceite se calienta bajo vacío para que cualquier cantidad
de agua presente en la muestra se evapore. Los vapores del agua se condensan y se
disuelven en tolueno, que entonces se titula utilizando el procedimiento D6304-07.
Debido a que en la muestra de aceite usado pueden estar presentes algunos aditivos y
otros contaminantes disueltos o suspendidos, el agua condensada en el tolueno está libre
de los efectos de interferencia y es un conteo real del agua presente en la muestra
42
Determinación de Hollín
Idealmente, el proceso de combustión completa en los cilindros de un motor sólo debe
producir dióxido de carbono y agua. En razón de que ninguna combustión es completa,
suelen producirse contaminantes como monóxido de carbono (CO), óxidos de nitrógeno
(NOx), combustible o hidrocarburo (HC) no quemado, agua y hollín. Este último, al
igual que los demás, se introduce al cárter del motor y contamina el lubricante por los
gases de combustión (Blow By) que pasan a través de los anillos del pistón y los
cilindros. Debido a la forma en que el combustible es inyectado y quemado, los motores
diésel son más propensos a formar hollín que los motores a gasolina o gas (natural o
LP). A diferencia de los motores a gasolina y gas, donde una mezcla de aire y
combustible es encendida por una chispa, en un motor diésel el aire y el combustible se
encienden espontáneamente por la elevada presión y temperatura presente en la cámara
de combustión. Típicamente, la mezcla aire/combustible en motores diésel no es tan
eficiente como en los motores a gasolina o gas. Esto produce densas zonas de
combustible que producen hollín cuando se queman. Como es de esperarse, gran parte
del hollín se va en los gases de escape, pero otra parte, dependiendo de las condiciones
mecánicas y de operación del motor, pasan al cárter a través de los anillos del pistón,
terminando en el lubricante.
El hollín es 98% carbón y sus partículas tienen forma casi esférica con tamaños que
van desde 0,01 hasta 0,05 micrones. Estas partículas, mientras permanezcan pequeñas,
no ponen en peligro los diferentes componentes del motor. Sin embargo, con el tiempo
43
y el agotamiento de los aditivos del lubricante, estas tienden a aglomerarse y crecer en
tamaño. Al no poder ser manejadas por el lubricante, estas partículas producen
incremento en la viscosidad del lubricante y depósitos en el motor. Adicionalmente, al
tratarse de carbón y crecer en tamaño, ocasiona desgaste abrasivo, principalmente en
zonas donde la lubricación es, a película límite. En la actualidad, los aditivos
dispersantes del lubricante se encargan de mantener el hollín finamente disperso,
evitando su crecimiento y aglomeración.
Excesivas cantidades de hollín agotan rápidamente la capacidad dispersante del
lubricante formando lo que normalmente se conoce como lodos. A medida que se
desgasta el dispersante las partículas de hollín comienzan a aglomerarse y a depositarse
sobre las superficies del motor impidiendo una correcta lubricación y flujo de aceite a
través del filtro. Excesivas cantidades de hollín incrementan la viscosidad del lubricante
ocasionando un mayor desgaste, al afectar el desempeño del anti desgaste, ocasionado
una falla prematura del motor.
El uso de motores con recirculación de gases de escape (EGR) ha incrementado el
nivel de hollín en el lubricante, por lo que se han generado nuevos niveles de
desempeño a fin de que estos lubricantes puedan manejar mayores concentraciones de
hollín sin afectar sus propiedades y la protección de los motores.

44
Las pruebas de laboratorio utilizadas para la determinación de hollín en lubricantes de
motor son:
ASTM D7844-12: Determinación de la tendencia de hollín en el monitoreo de
condición de lubricantes en uso mediante infrarrojo por transformadas de Fourier
(FTIR). Los resultados se pueden reportar en ABS/mm, ABS/cm o porcentaje en peso.
La precisión es de: ± 10%.
ASTM D7889-13: Determinación de las propiedades de fluidos en servicio utilizando
espectroscopía IR (ver apéndice A). Los resultados se reportar como % Peso/Peso
(%w/w).
Figura N°8: Espectrómetro Fluidscan Q1000 (19)

45
ASTM D7899-13: Método estándar para determinar la dispersancia de aceites de motor
en uso con la prueba de la gota de aceite.
Unidades: visual. Depósito duro negro en el centro de la gota de aceite. Se está
desarrollando un escáner basado en modelos matemáticos para correlacionar los
resultados de la prueba visual con resultados cuantitativos.
Figura N°9: Equipo para cromatografía Plana (19)
Determinación del Glicol
La contaminación con glicol es común en los aceites de motor alterando seriamente las
propiedades del aceite. El anticongelante origina espesamiento en viscosidad, haciendo
que este no fluya tan fácilmente como cuando está nuevo causa lubricación a película
límite en aquellos componentes del motor que viscosidad para protegerse y lubricarse
adecuadamente. También crea como resultado corrosión del sistema, sobre todo en las
superficies de cobre o manera compromete el desempeño del aditivo del aceite.

46
Una vez contaminado el aceite, continúa fluyendo por la misma ruta, desde los demás
componentes del motor y a través del filtro. Con esta contaminación comienzan a
taparse prematuramente, lo que causa una disminución del flujo y eventualmente, se
alcanza la presión de apertura de la válvula de derivación (By Pass), una condición
pasará al motor sin pasar por el filtro. Esto permitirá que las partículas que permanezcan
en el aceite, deteriorando la película lubricante, dando como resultado de los
componentes del motor.
El anticongelante también se mezcla con el lubricante formado pequeños glóbulos
aceite (Bolas de Aceite). A pesar de que son muy pequeñas, normalmente entre 5 y 40
micrones, problemas. Estas bolas son abrasivas y generar erosión sobre las superficies.
Un puede verse, es en las paredes interiores de los cilindros, donde las bolas de aceite
paredes. Pueden causar cualquier tipo de fatiga en las superficies y conducir a fallas
áreas donde las tolerancias son muy ajustadas.
Figura N°10: Formación de las bolas de aceite (18)
47
Los efectos de la contaminación con refrigerante y anticongelante son muchos. Uno
simple es el incremento de la viscosidad o espesamiento del aceite. Cuando se mezcla
con el aceite, a menudo produce algo parecido a un gel espeso o una emulsión, conocida
como “mayonesa negra”. Se originan ácidos como el glicólico, fórmico y otros de tipo
ácidos orgánicos.
El flujo de aceite se restringe a medida que esa mayonesa negra se mueve a través del
motor. Esta se adhiere a las paredes y en los claros dinámicos (tolerancias) del motor,
interfiriendo con el flujo de aceite, causando un desabasto de aceite en aquellas zonas
hasta donde debe llegar. Es muy común que el glicol y estas emulsiones y geles taponen
completamente los filtros. Esta ha sido reportada como la causa número uno de falla
prematura de filtros y de una pobre lubricación en motores diésel.
El glicol (anticongelante) puede ingresar en los motores por diferentes fuentes. Los
enfriadores de lubricante son la causa número uno del ingreso de anticongelante al
motor. Otras fuentes incluyen fugas por los sellos, empacaduras dañadas, corrosión en
los tubos de los enfriadores y hasta el empleo de un envase de refrigerante para efectuar
el relleno de lubricante al motor puede ser un gran problema mayor si no se monitorea.

48
El glicol puede causar mucho daño a los motores y a su lubricante. De hecho, analizar
las trazas de glicol en su programa de análisis de lubricantes de motores es una prueba
obligatoria.
En la prueba de FTIR el glicol es detectado en la regiones de 880, 1040, 1080 y 3400
cm-1, como se aprecia en la Tabla N°10.
Tabla N°10: Moléculas comunes medidas con FTIR (6)
49
2.4 Técnicas Analíticas orientadas a evaluar el desgaste de la maquinaria
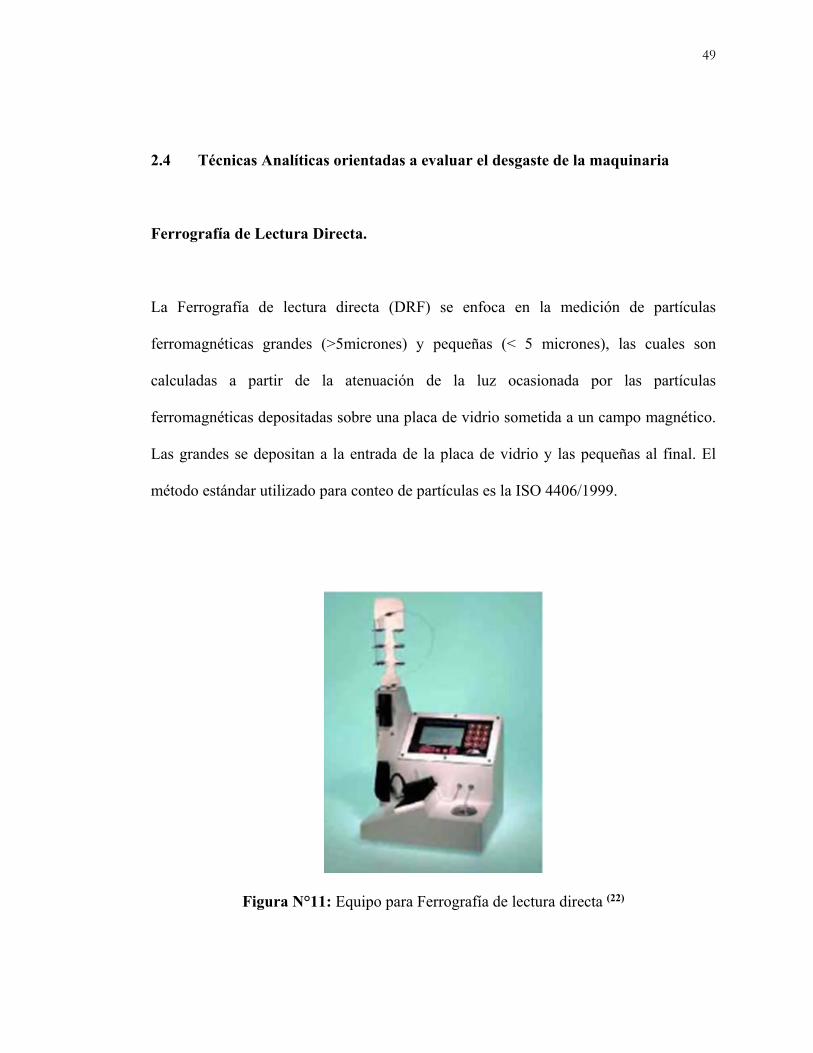
Ferrografía de Lectura Directa.
La Ferrografía de lectura directa (DRF) se enfoca en la medición de partículas
ferromagnéticas grandes (>5micrones) y pequeñas (< 5 micrones), las cuales son
calculadas a partir de la atenuación de la luz ocasionada por las partículas
ferromagnéticas depositadas sobre una placa de vidrio sometida a un campo magnético.
Las grandes se depositan a la entrada de la placa de vidrio y las pequeñas al final. El
método estándar utilizado para conteo de partículas es la ISO 4406/1999.
Figura N°11: Equipo para Ferrografía de lectura directa (22)
50
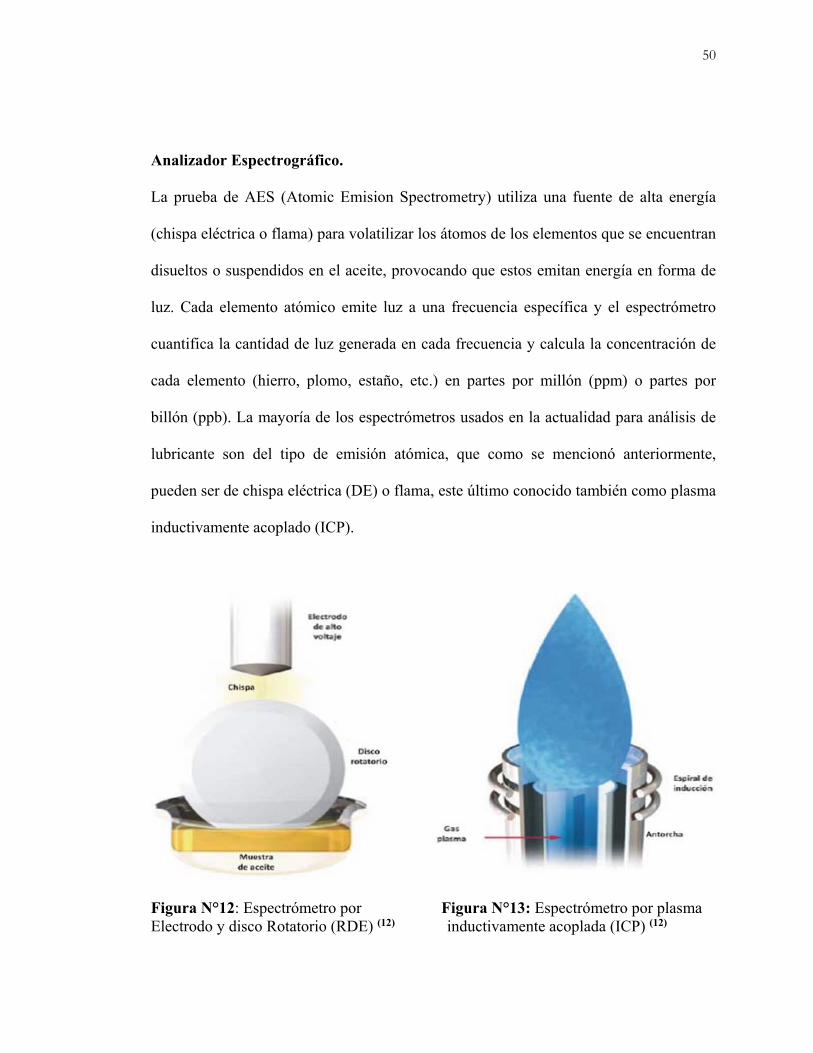
Analizador Espectrográfico.
La prueba de AES (Atomic Emision Spectrometry) utiliza una fuente de alta energía
(chispa eléctrica o flama) para volatilizar los átomos de los elementos que se encuentran
disueltos o suspendidos en el aceite, provocando que estos emitan energía en forma de
luz. Cada elemento atómico emite luz a una frecuencia específica y el espectrómetro
cuantifica la cantidad de luz generada en cada frecuencia y calcula la concentración de
cada elemento (hierro, plomo, estaño, etc.) en partes por millón (ppm) o partes por
billón (ppb). La mayoría de los espectrómetros usados en la actualidad para análisis de
lubricante son del tipo de emisión atómica, que como se mencionó anteriormente,
pueden ser de chispa eléctrica (DE) o flama, este último conocido también como plasma
inductivamente acoplado (ICP).
Figura N°12: Espectrómetro por Figura N°13: Espectrómetro por plasma Electrodo y disco Rotatorio (RDE) (12) inductivamente acoplada (ICP) (12)
51
La diferencia básica entre estos dos radica principalmente en la manera en que la
muestra es vaporizada y los átomos son excitados por la fuente de alta energía. En un
espectrómetro RDE (ver Figura N°12), en ocasiones conocido también como un
instrumento “Arc-Spark”, el lubricante es vaporizado y excitado utilizando una descarga
de alto voltaje entre un electrodo y un disco de carbón rotatorio. En un instrumento ICP
(ver Figura N°13), el lubricante se inyecta en un plasma de argón a alta temperatura,
donde los átomos se vaporizan, se excitan, y subsecuentemente emiten luz.
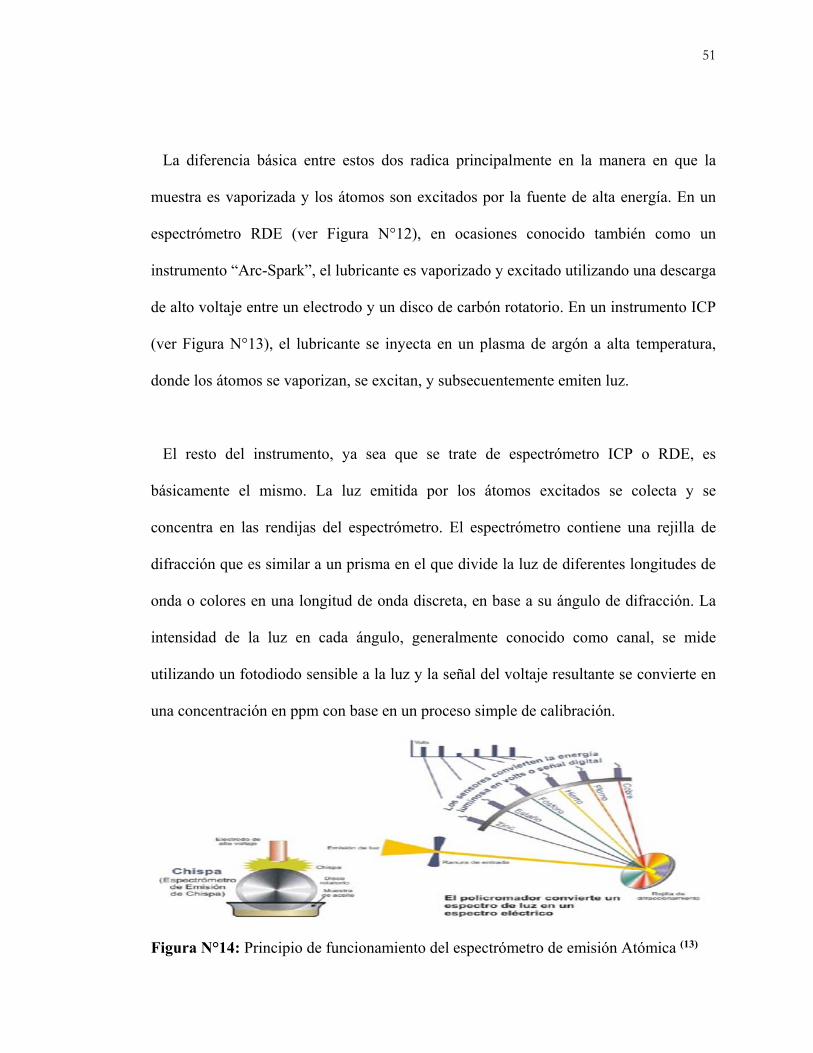
El resto del instrumento, ya sea que se trate de espectrómetro ICP o RDE, es
básicamente el mismo. La luz emitida por los átomos excitados se colecta y se
concentra en las rendijas del espectrómetro. El espectrómetro contiene una rejilla de
difracción que es similar a un prisma en el que divide la luz de diferentes longitudes de
onda o colores en una longitud de onda discreta, en base a su ángulo de difracción. La
intensidad de la luz en cada ángulo, generalmente conocido como canal, se mide
utilizando un fotodiodo sensible a la luz y la señal del voltaje resultante se convierte en
una concentración en ppm con base en un proceso simple de calibración.
Figura N°14: Principio de funcionamiento del espectrómetro de emisión Atómica (13)
52
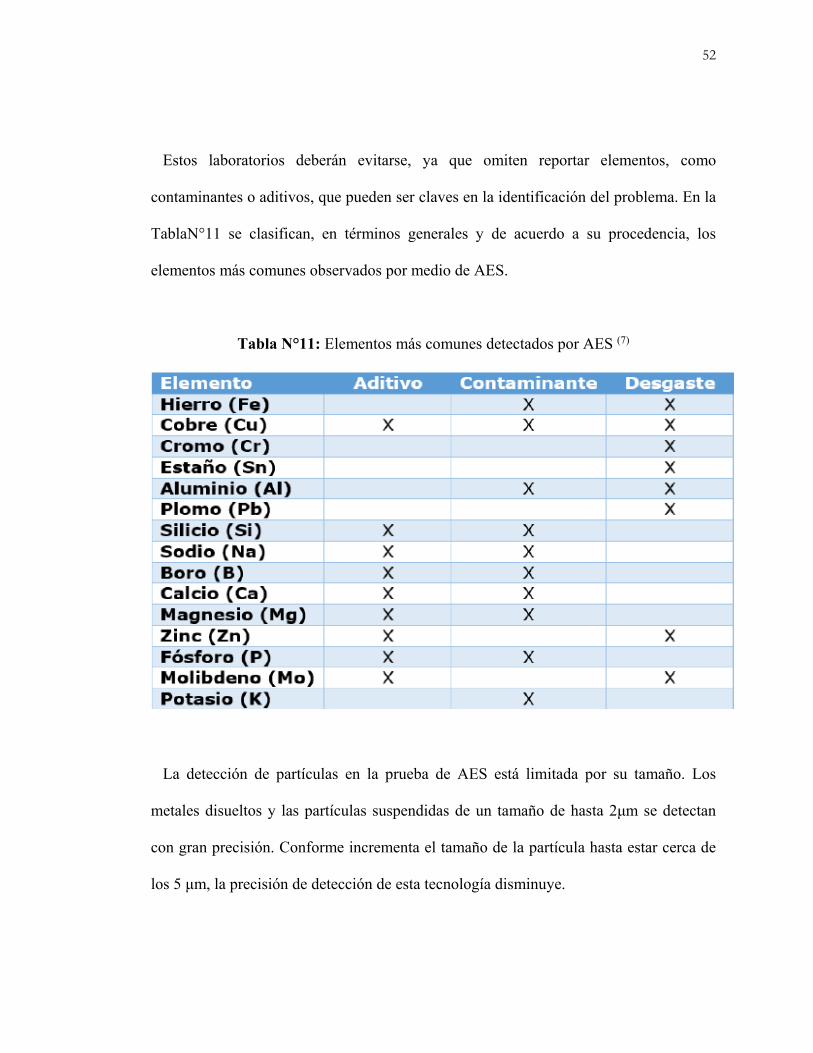
Estos laboratorios deberán evitarse, ya que omiten reportar elementos, como
contaminantes o aditivos, que pueden ser claves en la identificación del problema. En la
TablaN°11 se clasifican, en términos generales y de acuerdo a su procedencia, los
elementos más comunes observados por medio de AES.
Tabla N°11: Elementos más comunes detectados por AES (7)
La detección de partículas en la prueba de AES está limitada por su tamaño. Los
metales disueltos y las partículas suspendidas de un tamaño de hasta 2μm se detectan
con gran precisión. Conforme incrementa el tamaño de la partícula hasta estar cerca de
los 5 μm, la precisión de detección de esta tecnología disminuye.
53
La medición de concentraciones de partículas mayores a 5 μm puede ser muy
imprecisa y prácticamente no se detectan partículas mayores a 10 μm. En equipos
operando bajo el principio de chispa, el límite de detección es de 8 μm, sin embargo,
cuando se trata del instrumento de plasma (ICP), la sensibilidad al tamaño de partícula
es menor, quedando limitada a elementos disueltos o partículas menores a 5μm.Un
aceite puede ser aceptable desde el punto de vista físico-químico, pero si el contenido de
metales está por encima de la tendencia normal de desgaste, será necesario cambiar de
aceite. A pesar de su limitación al tamaño de partícula, esta tecnología es considerada
como parte indispensable del programa de análisis de lubricante por su gran aporte en la
identificación de las posibles causas del problema y sus consecuencias.
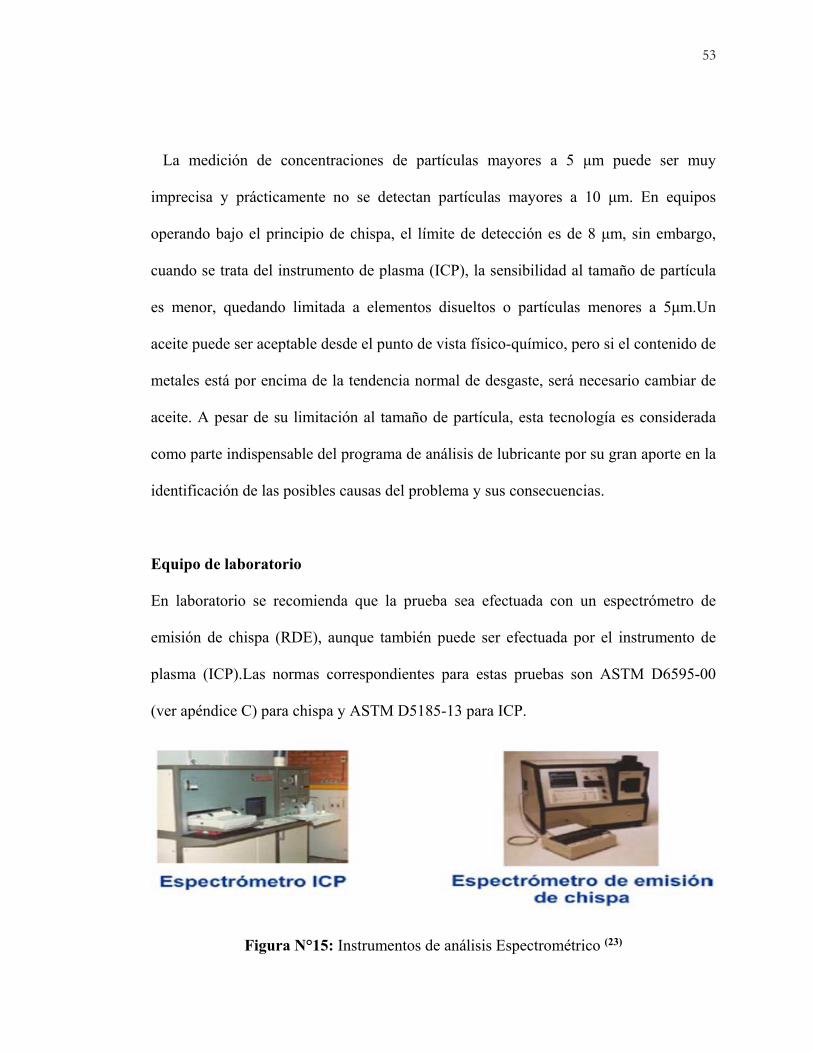
Equipo de laboratorio
En laboratorio se recomienda que la prueba sea efectuada con un espectrómetro de
emisión de chispa (RDE), aunque también puede ser efectuada por el instrumento de
plasma (ICP).Las normas correspondientes para estas pruebas son ASTM D6595-00
(ver apéndice C) para chispa y ASTM D5185-13 para ICP.
Figura N°15: Instrumentos de análisis Espectrométrico (23)
54
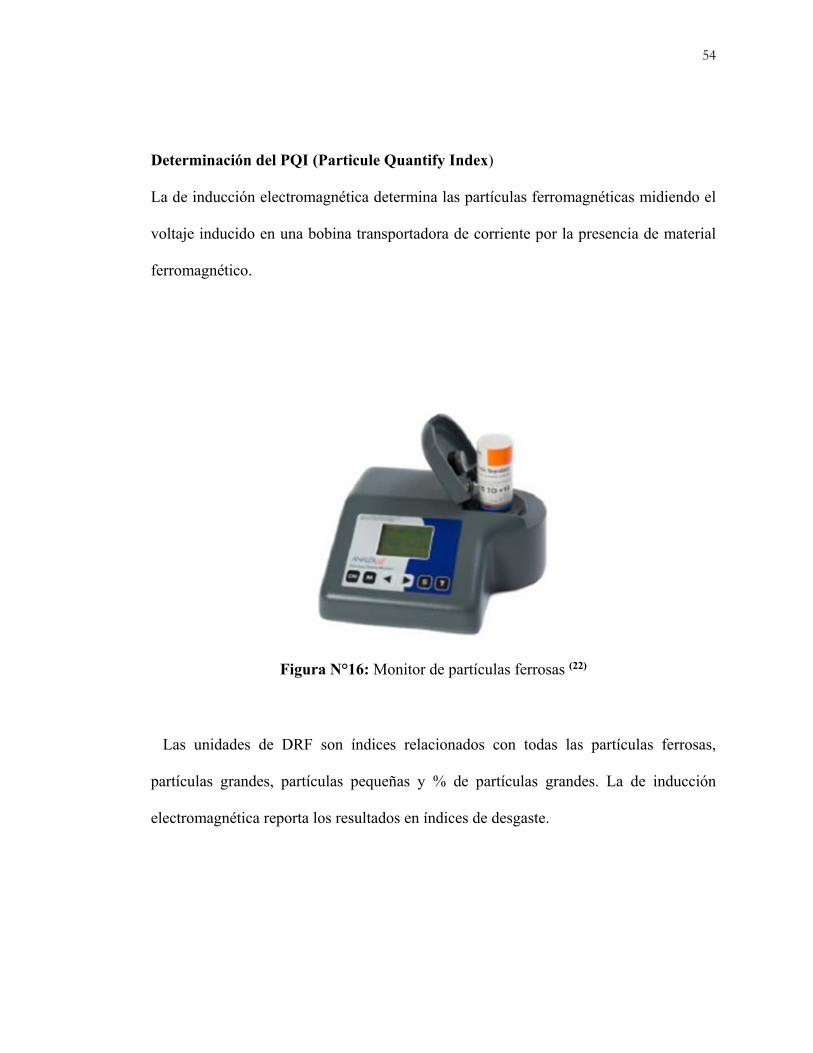
Determinación del PQI (Particule Quantify Index)
La de inducción electromagnética determina las partículas ferromagnéticas midiendo el
voltaje inducido en una bobina transportadora de corriente por la presencia de material
ferromagnético.
Figura N°16: Monitor de partículas ferrosas (22)
Las unidades de DRF son índices relacionados con todas las partículas ferrosas,
partículas grandes, partículas pequeñas y % de partículas grandes. La de inducción
electromagnética reporta los resultados en índices de desgaste.
55
Capítulo III: Implementación de un programa de análisis de lubricantes
El mayor retorno de la inversión al establecer un Programa de análisis de lubricantes
se logrará usando el análisis de criticidad para afinar un programa existente y conseguir
un nuevo programa con un punto de partida óptimo. El programa que no considera el
análisis de criticidad de las máquinas a ser monitoreadas, no podrá concentrar los
recursos para lograr los mayores beneficios del análisis de lubricantes en lo referente a
confiabilidad y retorno de inversión.
Algunas de las decisiones principales relacionadas con el análisis de aceite en las que
puede ayudar el análisis de criticidad son:
- Selección de las máquinas
- Objetivos de confiabilidad
- Selección del conjunto de pruebas
- Frecuencia de muestreo
Para darle al programa un cimiento apropiado, deben responderse seis preguntas
básicas:
¿Qué es lo que quiere de su programa de análisis de aceite?
¿Qué equipos necesitan ser muestreados?
56
¿En qué parte del equipo debe tomarse la muestra?
¿Cómo se van a extraer las muestras?
¿Con qué frecuencia deben tomarse las muestras?
¿Qué pruebas son necesarias?
Los diferentes modelos de máquinas tienen componentes específicos que son
monitoreados mediante el análisis de lubricante. Esta información, permite identificar
componentes específicos de acuerdo a su metalurgia y además ubica a la máquina en el
punto correspondiente en su ciclo de vida.
Los elementos básicos de un programa de Análisis de lubricante son:
- Selección de las máquinas a incluir en el programa
- Identificación de puertos de muestreo
- Establecimiento de la frecuencia de muestreo
- Selección del lugar de análisis (en laboratorio externo, en sitio y en línea).
- Selección de la secuencia de ensayos
- Definición de objetivos y límites
- Estrategia de interpretación de los resultados y
- Software de administración de la información

57
3.1 Pasos de la implementación de un programa de análisis de aceite
Algunos de estos pasos pueden efectuarse simultáneamente, mientras que otros deben
hacerse secuencialmente. ©
Paso 1: Las funciones de un programa de análisis de aceite
Este primer paso es crítico. Le proporciona la dirección para todas las decisiones futuras
respecto al programa de análisis de aceite. ¿Pueden detectarse fallas en forma temprana?
¿Existen problemas de mezclas de lubricantes que requieran prevenirse o detectarse
antes de que provoquen un problema? ¿O simplemente necesita monitorear la salud del
lubricante para conocer el intervalo exacto de cambio del aceite? Las razones para
efectuar un análisis de lubricante pueden variar, pero en general, la elección puede tener
el mayor efecto en lo que puede lograrse con un programa de análisis de aceite.
Paso 2: Unidades a muestrear
Seleccionar las unidades a muestrear, es un proceso que se basa en un estudio de
criticidad. No se requiere determinar las unidades en particular, pero para posteriores
pasos en el proceso, será necesario decidir qué unidades se van a incluir. ¿Solo las cajas
de engranajes? ¿Unidades súper-críticas? ¿Todas? Este paso puede ser uno de los más
complicados, pero cuando se combinan todos los fundamentos, es relativamente fácil
por los factores limitadores que plantean algunos pasos.
58
La mejor solución es hacer una lista de todo lo que el usuario quiera muestrear y
priorizarlos en grupos (definitivamente se quieren muestrear, podrían ser muestreados,
definitivamente no). De ahí que, si el costo es prohibitivo, puede hacerse un ajuste en
algunas unidades y muestrearlas con menor frecuencia o excluirlas.
Paso 3: Ubicación de puntos de muestreo
Aunque este paso puede efectuarse en cualquier orden, es útil para ayudar a poner
límites en el alcance del plan de muestreo. La ubicación para la toma de muestra en
ocasiones esta preestablecida por el mismo equipo.
Los pros y contras de cada opción de muestreo deben evaluarse contra muchas
variables, incluyendo preguntas como “¿Qué podemos hacer con el presupuesto
asignado respecto al número de equipos a muestrear?” y “¿Qué método de muestreo me
permitirá monitorear lo que deseo para alcanzar la meta de este proyecto?” En algunos
casos, el muestreo por manguera es apropiado. En otras, se requiere instalar un punto de
muestreo para obtener datos útiles y precisos.
Seleccionar el punto de muestreo apropiado en el equipo puede no ser tan fácil como
parece. Si se aplica un método de muestreo incorrecto o el puerto de muestreo está en
una zona inactiva, la unidad puede terminar fallando mientras los datos de análisis de
aceite siguen dando resultados positivos.
59
La seguridad también puede ser un aspecto a considerar. ¿La unidad es un sistema
hidráulico de alta presión? Asegúrese de checar que al instalar el puerto de muestreo, la
presión esté dentro del rango apropiado, o en su defecto, tomar la muestra con el
dispositivo de reducción de presión apropiado.
Paso 4: Extracción de la muestra (Muestreo)
Si se elige el método de muestreo por manguera y solo se utiliza en motores a diésel,
esta es una decisión fácil. Compre una bomba de vacío y comience a trabajar. Si, sin
embargo, existen más complicaciones para asegurarse de haber seleccionado la
ubicación apropiada para tomar las muestras, puede enfrentar un gran problema. Existen
muchas razones por las que algunas unidades en particular no pueden muestrearse por
ningún punto.
Siempre habrá alguna unidad que no cuente con una opción viable, pero también hay
soluciones que resuelven problemas típicos si se quiere incluir esos equipos. Asegúrese
de que cuando se seleccione el equipo y método de muestreo, también cuente con el
entrenamiento y habilidades para tomar la muestra.
Si se encuentra con algún problema al buscar la forma de extraer las muestras de
algún equipo, el mismo vendedor de su máquina puede estar capacitado para brindarle
una solución.
60
Paso 5: Establecimiento de la frecuencia de muestreo
La frecuencia de muestreo puede dictaminarse por dos factores: qué está tratando de
buscar y qué tan rápido necesita encontrarlo. El costo también puede ser tomado en
cuenta, ya que el muestreo mensual no siempre es una buena opción. Sin embargo, si el
costo para completar el análisis se vuelve un problema mayor, debe modificarse el
objetivo del proyecto de muestreo para limitar el muestreo a una situación administrable
financieramente que no involucre retirar aleatoriamente unidades del plan de muestreo.
Al determinar la frecuencia de muestreo, deben tomarse en consideración problemas
como la probabilidad de falla e historial del equipo al decidir qué intervalo asignarle.
Mientras más frecuentemente se tomen las muestras, más efectivo será el
descubrimiento de problemas antes de que se presente la falla. La mayoría de los
usuarios de análisis de aceite han escuchado historias que involucran una falla que pasó
de su inicio a la falla catastrófica en cuestión de días. Aunque esta es más bien la
excepción que la regla, tenga en mente que las fallas pueden presentarse rápidamente, y
es necesario limitar la exposición a esa magnitud de falla en unidades que pudiesen
paralizar las operaciones si llegasen a parar.
Una historia funcional del equipo puede ser la diferencia entre una buena llamada de
atención y una pérdida total mediante el análisis de aceite. Un muestreo que considerar
los periodos en que se producen los modos de falla de maquinaria será más efectivo.
61
Paso 6: Selección de pruebas
¿Cuáles pruebas son necesarias? se determina estrictamente por lo que uno quiere
encontrar con dichas pruebas. Las pruebas de viscosidad y número ácido pueden ser
útiles si se trata sólo de monitorear la salud del lubricante. Para monitorear el estado del
equipo, las pruebas de metales y densidad ferrosa pueden ser el camino a tomar. La
mayoría de los usuarios de análisis de aceite buscan una combinación de la salud del
lubricante, su limpieza (contaminación) y el estado del equipo.
La percepción general es que los costos del análisis de aceite pueden disminuirse
significativamente al hacerlo en sitio. Este es un enfoque erróneo debido a que para ello
se debe comprar el equipo correcto, mantenerlo y calibrarlo, mantener el laboratorio,
entrenar y pagar al personal que lo usará (por lo general se requiere de personal
dedicado a tiempo completo para atender el laboratorio) y comprar los consumibles, lo
que podría costarle lo mismo o hasta un poco más de lo que le costaría hacerlo en un
laboratorio externo.
El verdadero valor del análisis de aceite en sitio está en que puede obtener
retroalimentación inmediata, cuenta con la facilidad para repetir algún ensayo en caso
de resultados anormales, y le hace ver a toda la organización que es importante. Sin
embargo, sin una considerable inversión en instrumentos y gente –equivalente a equipar
un laboratorio comercial completo- siempre hará falta experiencia y habrá algunos
ensayos que requerirán ser manejados por medio de un laboratorio externo.
62
El análisis de aceite en sitio puede brindarle gran cantidad de información instantánea
con la cual puede tomar decisiones de mantenimiento inmediatas. Sin embargo, tenga
en cuenta que aunque el análisis de aceite en sitio puede producir resultados fidedignos
para la programación de tareas de mantenimiento o alguna otra acción, no es posible
comparar con precisión, para un mismo ensayo, los resultados de laboratorio con los
obtenidos en sitio. Diferentes métodos proporcionan resultados diferentes.
Hay muchos ensayos y kits de campo disponibles para utilizarlos en campo y en
planta. Antes de embarcarse en la aventura de efectuar ensayos en sitio, pregúntese:
"¿Qué voy a hacer cuando obtenga esa información?" En el difícil entorno económico
actual, es necesario adoptar tecnología que agregue valor. No importa si los resultados
de análisis de aceite que usted recibe provienen de un kit de campo o de un laboratorio
comercial; si no los usa para tomar decisiones de mantenimiento (y sólo hace el reporte
a un lado), entonces realmente es una actividad sin valor. Comience enfocándose en la
información que necesita, después investigue qué opciones están disponibles para
analizar lubricantes en sitio.
Los mejores programas de análisis de aceite por lo general incluyen el análisis en sitio
(dimensionado de acuerdo a los objetivos, expectativas y presupuesto de la
organización), complementado por un programa externo a través de un laboratorio
comercial de calidad.

63
El procedimiento para implementar un programa exitoso de análisis de aceite, se
muestra a continuación:
1. Filosofía del mantenimiento proactivo y revisión de las bases del análisis de aceite y
los elementos claves de su implementación
2. Selección del equipo
3. Pruebas de Análisis de Aceite
4. Análisis en sitio
5. Selección del laboratorio
6. Selección del software de análisis de aceite
7. Equipo para toma de muestras
8. Cambios a los sistemas de filtración y respiradores
9. Entrenamiento a lubricadores, operadores y programadores.
10. Revisar prácticas de lubricación y manejo de lubricantes.
11. Instalación de puertos de muestreo, válvulas, etc.
12. Instalación de filtros, respiradores, equipo móvil de filtración, etc.
13. Instalación del software
14. Establecer límites de advertencia y metas por equipo
15. Instalar instrumentación para pruebas en sitio.
16. Establecer interfase con el laboratorio
17. Validar laboratorio
18. Entrenamiento en interpretación de resultados
64
19. Alcanzar las metas iniciales (limpieza, humedad, etc.)
20. Desarrollar el manual de análisis de aceite y lubricantes
21. Saber cómo reaccionar a resultados anormales Preactivos o Predictivos
22. Establecer tendencias de los equipos
23. Establecer beneficios y ahorros del programa
24. La incorporación de otros equipos, ayuda a tener una mejor confiabilidad en el
resultado del análisis.
25. Ajustar las metas y límites de los equipos.
La ingeniería de los programas de análisis de aceite puede ser especialmente
complicada a menos que se haga un ajuste en el resto de las estrategias y filosofías de
mantenimiento. Se requiere de cambios en la mentalidad de muchas personas,
especialmente aquellas que son hostiles a la innovación y al cambio.
La educación y el entrenamiento son factores claves en este proceso y deberán ser
acompañados con la incorporación de nuevas tecnologías y cambios estructurales y
estratégicos.
El análisis de aceite integra el mantenimiento proactivo, predictivo en una simple
tecnología de mantenimiento multifacética. Pero los profesionales del mantenimiento no
deben perder de vista la importancia del mantenimiento proactivo en términos de su
potencial de generar beneficios. Las condiciones de la maquinaria deberán ser ajustadas
65
a los nuevos valores establecidos como metas (partículas, limpieza, temperatura,
humedad, espumación, alineación, balanceo, etc.) para poder aspirar a esos beneficios y
ahorros.
El adentrarse en un programa de análisis de aceite, es conocer la composición del
mismo aceite, como contenido de partículas, moléculas de aditivos, productos de
oxidación, abrasivos microscópicos y formas misteriosas de desgaste. Cada una de estas
formas, contiene información codificada, claves y pistas que esperan para ser reveladas
El mantenimiento predictivo utiliza varias técnicas para conocer el comportamiento de
un equipo, es el análisis de aceites lubricantes usados. Los beneficios tangibles de
implementar esta herramienta son la reducción de paros innecesarios por falla en
equipo, reparaciones innecesarias, aumento de la vida útil de los equipos, disminución
de gastos, aumento de la confiabilidad de la maquinaria, mantenimiento efectivo, mejor
planeación y programación dela producción, y los beneficios implícitos son el aumento
de la confiabilidad por parte del cliente al recibir su pedido a tiempo, calidad del
producto relacionada con un mejor funcionamiento de los equipos, y por consiguiente,
la generación de ventajas frente a la competencia. El presente trabajo pretende dar a
conocer la herramienta de análisis de aceites lubricantes usados dentro de un programa
de mantenimiento predictivo y las ventajas que podría brindar si se implementa
adecuadamente en el sector industrial.

66
3.2 Pruebas de rutina y excepción.
Prueba de rutina:
Prueba que se efectúa con base en una frecuencia estándar y está dirigidas a localizar los
principales modos de falla de la máquina.
Prueba de excepción:
Prueba especial que se efectúa sólo cuando una prueba de rutina ha encontrado un
resultado anormal y no se logra identificar la causa o el modo de falla. Las pruebas de
excepción son para identificar el problema.
En la tabla N°12, se muestra las pruebas comunes que se pueden seleccionar como de
rutina y excepción.
Tabla N°12: Conjunto de Pruebas de Rutina y Excepción para el Análisis del Lubricante (24)

67
3.3 Análisis de lubricantes en dos dimensiones.
Para optimizar el programa de análisis de lubricantes se debe considerar una estrategia
de "Dos dimensiones" que permita identificar los modos de falla principales con las
pruebas de rutina y pruebas de excepción para localizar los problemas o identificar las
causas de la condición anormal. La "Primera dimensión" se refiere a las pruebas de
rutina que alertan de una condición anormal. Cuando las pruebas de rutina identifican
una condición anormal, pero la causa del problema o la identificación del problema no
sean completas, entonces se aplica la "Segunda dimensión" que son pruebas de
excepción para efectivamente localizar el problema y su causa. Esta estrategia optimiza
los recursos y crea un programa efectivo, balanceado y de bajo costo.
Un programa de análisis de lubricante tradicional incluye enviar las muestras al
laboratorio para realizar un conjunto de pruebas pre-definidas. Generalmente estas
pruebas son efectuadas con baja frecuencia y algunos modos de falla pasan
desapercibidos, disminuyendo la confianza en la estrategia. Al aplicar la estrategia de
Dos dimensiones, se seleccionan sólo unas cuantas pruebas y la frecuencia de las
pruebas puede ser mayor, e incluso se pueden efectuar en el campo. Las pruebas de
rutina enviadas al laboratorio ayudan a llevar la tendencia y monitorear la condición en
general del lubricante y la máquina. La estrategia de Dos dimensiones optimiza los
recursos y previene que los modos de falla principales sean detectados. Esta estrategia
debe ser diseñada para cada máquina y la base de ella es el AMFE.
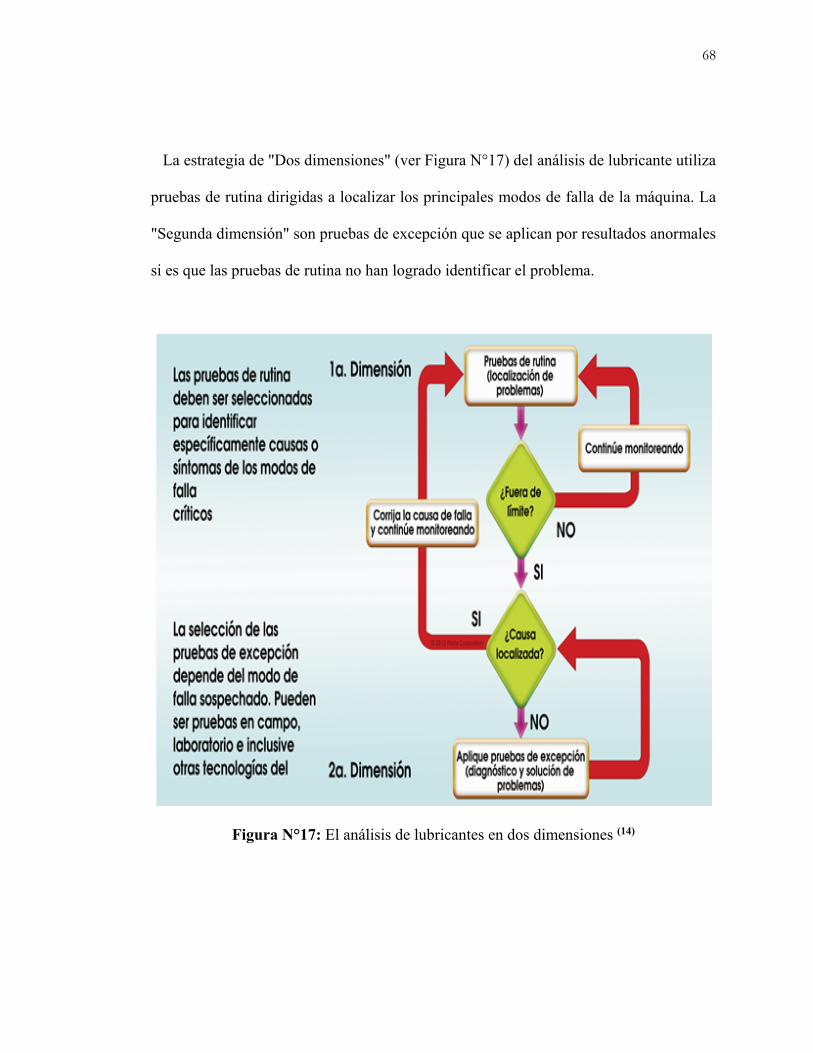
68
La estrategia de "Dos dimensiones" (ver Figura N°17) del análisis de lubricante utiliza
pruebas de rutina dirigidas a localizar los principales modos de falla de la máquina. La
"Segunda dimensión" son pruebas de excepción que se aplican por resultados anormales
si es que las pruebas de rutina no han logrado identificar el problema.
Figura N°17: El análisis de lubricantes en dos dimensiones (14)
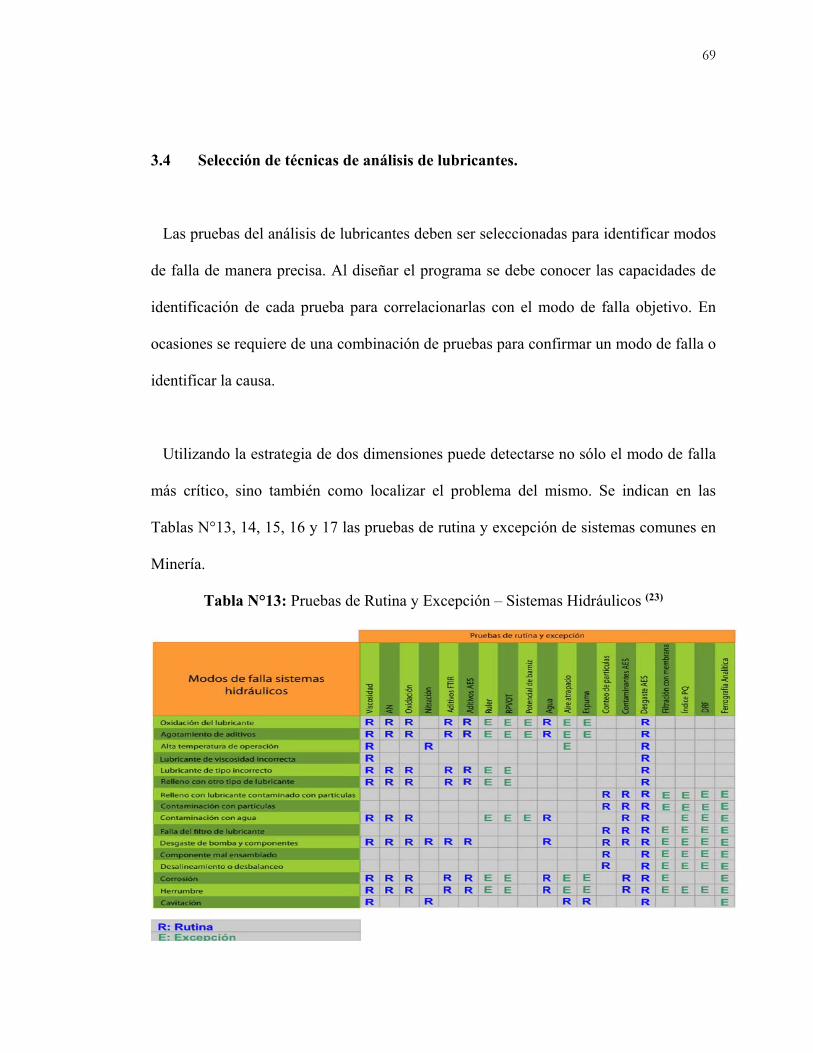
69
3.4 Selección de técnicas de análisis de lubricantes.
Las pruebas del análisis de lubricantes deben ser seleccionadas para identificar modos
de falla de manera precisa. Al diseñar el programa se debe conocer las capacidades de
identificación de cada prueba para correlacionarlas con el modo de falla objetivo. En
ocasiones se requiere de una combinación de pruebas para confirmar un modo de falla o
identificar la causa.
Utilizando la estrategia de dos dimensiones puede detectarse no sólo el modo de falla
más crítico, sino también como localizar el problema del mismo. Se indican en las
Tablas N°13, 14, 15, 16 y 17 las pruebas de rutina y excepción de sistemas comunes en
Minería.
Tabla N°13: Pruebas de Rutina y Excepción – Sistemas Hidráulicos (23)
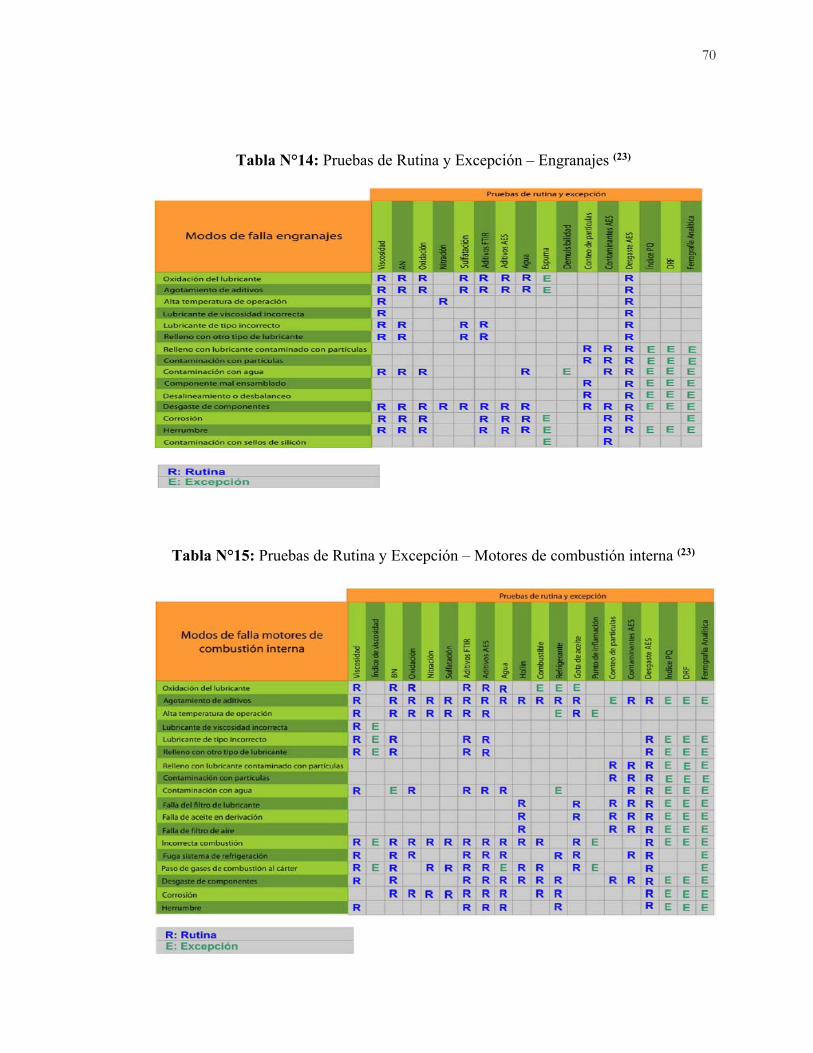
70
Tabla N°14: Pruebas de Rutina y Excepción – Engranajes (23)
Tabla N°15: Pruebas de Rutina y Excepción – Motores de combustión interna (23)
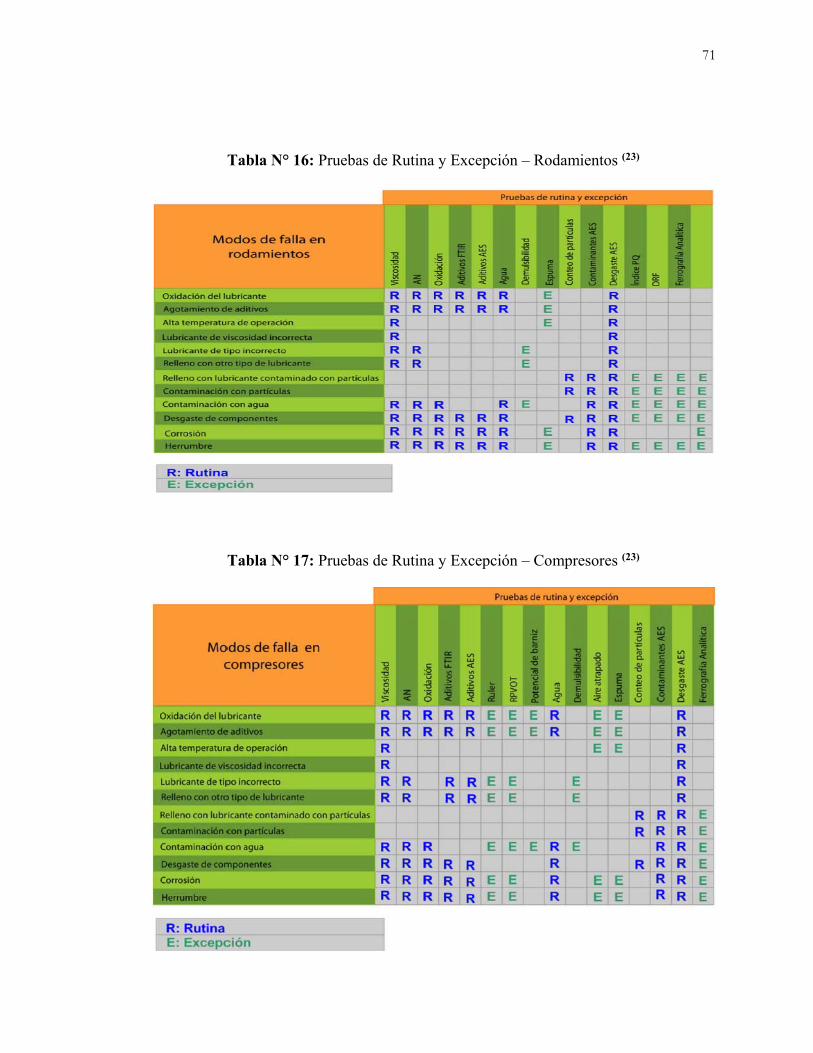
71
Tabla N° 16: Pruebas de Rutina y Excepción – Rodamientos (23)
Tabla N° 17: Pruebas de Rutina y Excepción – Compresores (23)

72
3.5 La Integridad del análisis de lubricantes.
En la mayoría de las empresas mineras se ha reconocido la relevancia del análisis de
aceite como parte de la estrategia de confiabilidad y se han implementado programas
utilizando esta tecnología. Por lo general los beneficios que se obtienen de los
programas actuales de análisis de aceite son sólo una pequeña parte del gran potencial
de esta maravillosa tecnología. Para obtener el total de los beneficios del análisis de
aceite quizá sea necesario reforzar uno o varios eslabones en la cadena de confiabilidad
del análisis de aceite (Figura N°18).
Figura N°18: Eslabones de la cadena de confiabilidad del programa de análisis de
aceite (8)
73
Para que un programa de análisis de lubricante sea exitoso, se requiere que sus
elementos básicos sean bien diseñados y ejecutados. Al igual que la resistencia de una
cadena, la integridad del programa se basa en la fortaleza de cada uno de sus elementos.
Programa basado en estudio de criticidad
Fortaleza: Implementar un programa en base a un estudio de criticidad.
Si enfocamos los esfuerzos del programa de análisis de aceite en aquellos equipos que
lo justifiquen, en base a un estudio o análisis de criticidad como el RCM (impacto en la
producción, costo de reparación, impacto en seguridad y ecología, costo del equipo,
etc.), el programa tendrá un verdadero impacto positivo en la confiabilidad de la
máquina y en los resultados financieros de la empresa.
Debilidad: Implementar un programa general.
Si no se toma en cuenta la criticidad del equipo que se pretende incluir en el programa
de análisis de aceite, o si no existe un criterio claro para escoger los equipos que deben
estar dentro del programa, los beneficios a obtener serán marginales y en muchos casos
redundará en un alto costo con mínimos beneficios, lo que causará el desánimo general
y posible cancelación del programa.
74
Enfoque del programa de monitoreo de condición
Fortaleza: proactivo
Ser proactivos significa dirigir los esfuerzos a eliminar las causas de falla de la
maquinaria. Para ello se debe buscar mantener una buena salud del lubricante
(propiedades del fluido) y un bajo nivel de contaminación, lo cual redundará en la
eliminación o reducción significativa del desgaste. Este enfoque tiene como beneficio
principal la extensión de la vida del lubricante y de la maquinaria. En la figura 2 se
resumen las diferencias entre la estrategia proactiva y la predictiva dentro de un
programa de mantenimiento basado en condición.
Debilidad: predictivo
Algunos programas se centran en la parte predictiva del análisis de aceite, la cual está
relacionada con el monitoreo del desgaste, los síntomas de falla y la falla misma. Esto
se debe en gran medida a que se ve al mantenimiento basado en condición como una
herramienta para detectar fallas, cuando en realidad debe utilizarse para evitar que
sucedan.
Inspecciones de Campo
Fortaleza: Inspecciones efectivas
Por lo general se considera al análisis de aceite como algo reservado a expertos
ubicados en un laboratorio. Si bien es cierto que las pruebas de laboratorio son
poderosas y necesarias, las inspecciones de campo también tienen un impacto
75
importante en el éxito del programa, sobre todo en donde existe un medio ambiente
agresivo que puede provocar cambios súbitos en la condición del lubricante. El cambio
en el color y olor del lubricante, la presencia de sedimentos, ruidos anormales en la
maquinaria, humo en los ejes, cambio en el olor del lubricante, etc., pueden ser síntomas
de problemas serios en el lubricante y la maquinaria, y por lo tanto deben investigarse.
El personal debe recibir el entrenamiento adecuado para efectuar inspecciones efectivas.
Puede ser necesario hacer algunas modificaciones a la maquinaria para permitir una
inspección efectiva y no intrusiva. Debe cuidarse que la tarea pueda efectuarse en forma
segura, ergonómica y utilizando una práctica de inspección optimizada, lo que permitirá
identificar situaciones evidentes de riesgo en la maquinaria. Todas las tareas deben estar
soportadas por procedimientos y formatos (ya sean en papel o electrónicos) para
garantizar consistencia en la tarea y evitar que se haga en forma descuidada o subjetiva.
La gente debe tener la posibilidad de revisarlos y llenarlos durante sus recorridos. Esto
permite que las observaciones queden registradas y se les realice el seguimiento
correspondiente para sacar el máximo provecho da la inspección.
Debilidad: Inspecciones limitadas
Si durante las inspecciones los técnicos se limitan simplemente a verificar niveles y
rellenar los depósitos, se está desperdiciando una enorme oportunidad de detectar
cambios súbitos de la condición del equipo que pueden terminar en una falla
catastrófica. En muchas ocasiones los equipos no están equipados adecuadamente para
realizar las inspecciones en forma eficiente.
76
Toma de muestras
Fortaleza: Muestreo efectivo
La toma de muestras de aceite tiene 3 objetivos principales:
- Maximizar la densidad en la información
- Reducir al mínimo la distorsión (interferencia) de la información
- Frecuencia de muestreo adecuada
Para cumplir con lo anterior es necesario colocar los puertos de muestreo en los lugares
correctos en la maquinaria, entrenar al personal que toma las muestras, empleando el
método correcto, documentar los procedimientos, utilizar botellas para toma de muestra
acordes con el objetivo de limpieza de la máquina, proveer las herramientas y equipos
necesarios (en cantidad y calidad) para la toma de muestras por cada lubricante
utilizado, determinar la frecuencia de muestreo con base en los objetivos de
confiabilidad, y purgar los instrumentos y accesorios de muestreo.
Debilidad: Muestreo ineficaz
Este puede ser uno de los eslabones más débiles del programa. Tomar muestras en
recipientes sucios o reutilizados, no definir adecuadamente el punto de muestreo o
tomar la muestra en diferentes sitios, inconsistencia en el proceso de toma muestra,
empleo de un método inapropiado, no purgar instrumentos, por lo general se consideran
irrelevantes, siendo que tienen un gran impacto en los resultados del análisis, dando
falsos positivos o falsos negativos.
77
Dimensiones del programa de análisis de aceite y selección del conjunto de pruebas
Fortaleza: Programa en dos dimensiones
Antes de definir las pruebas que se le van a realizar al lubricante, hay que investigar
cuáles son los modos de falla más comunes del equipo, cuáles son sus precursores
(causa raíz), y qué técnicas de análisis de aceite son las adecuadas para detectar dichos
precursores. Es necesario que también se establezcan los límites de cada prueba,
tomando en cuenta las características de cada equipo y sus objetivos de confiabilidad.
El programa de análisis de aceite tiene dos dimensiones que debemos aplicar
adecuadamente utilizando pruebas de rutina y pruebas de excepción. Las primeras se
realizan periódicamente y las segundas sólo cuando se detecta una condición anormal o
sospechosa en las pruebas de rutina.
Debilidad: Programa en una sola dimensión
Si la selección de pruebas del programa está basada sólo en los paquetes ofrecidos por
un laboratorio, los límites y objetivos de las pruebas son determinados genéricamente, y
no se toman en consideración el ambiente y las condiciones de operación de la máquina,
es posible que esté disparando al aire sin un blanco fijo. Si en su programa de análisis
de aceite no existen pruebas de rutina en conjunto con pruebas adicionales de
excepción, es posible que esté gastando más de lo necesario en su programa y que aun
así no pueda determinar con precisión lo que sucede en el lubricante y la maquinaria.
78
Lugar del análisis
Fortaleza: Integrar pruebas en sitio con pruebas de laboratorio externo.
Obtener los resultados del análisis del aceite de la maquinaria crítica a la brevedad
posible es crucial para su confiabilidad. Muchas de las pruebas de rutina que permiten
monitorear el estado del lubricante y de la maquinaria pueden efectuarse en sitio, es
decir, sin tener que enviar una muestra fuera de la operación. La mayoría de las pruebas
en sitio y de campo tienen un alto nivel de precisión y son altamente confiables. Con el
enfoque de dos dimensiones del análisis de aceite, se pueden realizar en sitio las pruebas
de rutina y quizás algunas pruebas de excepción, dejando aquellas más especializadas a
un laboratorio externo. Esto permitirá tener los resultados del análisis en forma casi
instantánea, lo cual facilitará la toma de decisiones rápidas y oportunas cuando la
máquina así lo amerite.
Debilidad: Sustentar el programa sólo en un laboratorio externo.
La necesidad de enviar las muestras a un laboratorio y esperar los resultados reduce la
eficacia del análisis de aceite, debido a la demora en la entrega de los mismos. Todo el
tiempo que se invierte en el envío de la muestra al laboratorio, sumado al de espera de
la muestra para que el laboratorista pueda efectuar las pruebas y posteriormente al de la
interpretación de los resultados, es vital para la maquinaria, que en caso de tener algún
problema grave, no daría tiempo suficiente de respuesta, y en muchos casos se podría
llegar a la falla catastrófica mucho antes de tener en la mano los resultados del análisis
de aceite.
79
Documentación de todos los procesos
Fortaleza: Procedimientos escritos
Todas las tareas relacionadas con el programa de análisis de aceite deben documentarse.
Se tienen que definir todos los procesos y poner por escrito los procedimientos para
asegurar su consistencia y reducir la variabilidad, producto de la rotación del personal y
diferentes habilidades. Entre los procesos que se requiere documentar se encuentran:
- Procedimiento de toma de muestras
- Manipulación de las muestras
- Identificación y procesamiento de las muestras
- Asignación del conjunto de pruebas para cada máquina
- Establecimiento de objetivos, límites y alarmas (tanto para pruebas de rutina como
para pruebas de excepción)
- Procedimientos de campo de análisis de aceite
- Interpretación de resultados
- Acciones proactivas, preventivas y correctivas
- Registro de los resultados en un sistema o base de datos adecuado
Debilidad: Procedimientos informales y no documentados
Este puede ser el talón de Aquiles del programa de análisis de aceite. La falta de
procedimientos escritos genera un sinnúmero de ineficiencias, tales como:

80
- Muestras no representativas: por falta de instrucciones de cómo y dónde debe ser
tomada la muestra.
- Recepción tardía de resultados por demoras en el envío: las muestras quedan varios
días en espera de ser enviadas al laboratorio para su análisis, debido a que no hay un
procedimiento formal para su procesamiento y envío.
- Aprovechamiento limitado de los resultados: los resultados simplemente se revisan
para ver aquello que está fuera de límite y, en el mejor de los casos, se programa un
cambio de aceite; posteriormente se archivan y se olvidan.
Educación
Fortaleza: Educación y certificación
Educar al personal en la toma de muestras, la selección de los conjuntos de pruebas, la
selección del laboratorio y la interpretación de los resultados, significará un gran ahorro
de recursos, al eliminar las muestras no representativas, las pruebas no relevantes,
resultados erróneos y conclusiones/recomendaciones inadecuadas.
Adicional al entrenamiento está la certificación. Por un lado, permite reconocer el
esfuerzo de una persona por superarse y colaborar con los objetivos de la compañía, y
por otro, demuestra la importancia de esta técnica de monitoreo de condición a toda la
organización.
81
Debilidad: Mínimo entrenamiento
La falta de entrenamiento del personal a cargo del programa de análisis de aceite limita
las posibilidades del mismo. Interpretaciones incorrectas de los resultados, soluciones
inadecuadas a los problemas y una visión correctiva de los mismos, son sólo algunas
consecuencias de la falta de conocimiento adecuado en el área del análisis de lubricante.
Interacción con otras tecnologías de mantenimiento basado en condición (MBC)
Fortaleza: Programa integrado
Al conocer los modos de falla más comunes del equipo se puede determinar qué
tecnología de monitoreo de condición permite detectar más temprano los síntomas de la
falla y utilizarla. Es una excelente práctica usa dos o más tecnologías en forma integrada
para tomar mejores decisiones y reducir el riesgo de falla.
Debilidad: Falta de integración del programa de monitoreo de condición
Al separar el análisis de aceite de otras tecnologías, como el análisis de vibración, la
termografía y el ultrasonido, se limita considerablemente su potencial. En más de una
ocasión se manejan estas actividades de monitoreo de condición por separado y sólo
cuando se presenta una falla se recuerda que son complementarias.
82
Revisión periódica del programa de análisis de aceite
Fortaleza: Periódica
Al revisar, y en caso necesario renovar el programa de análisis de aceite, éste se adecua
a las condiciones del negocio. Esta revisión permite integrar nuevas tecnologías que
ayudan a hacer más eficiente el programa.
Debilidad: No se realiza
Después de implementarlo, se olvida que existe un programa y permanece sin cambios
por un número indefinido de años, hasta que algún problema severo o un recorte en el
presupuesto obligan a replantear los objetivos y las técnicas que se utilizan.
Un Programa de Análisis de Aceite puede convertirse en un derroche innecesario de
tiempo y recursos si no está bien establecido. El análisis de aceite, nos proporciona
información importante en las diferentes condiciones de vida de la maquinaria como:
El enfoque de la Industria hacia el análisis de aceite, ha sido por mucho tiempo el del
Mantenimiento Predictivo como el indicarnos cuando una pieza está siendo gastada,
para tomar la decisión de cambiar un aceite o programar un paro antes de tener una falla
mayor.

83
Las 10 razones comunes por las que un programa de análisis de aceite generalmente
falla es por:
1. El programa de análisis de aceite no está identificado y enfocado con la estrategia
del mantenimiento proactivo o preventivo.
2. Las muestras de aceite no proporcionan información de calidad, debido a puertos
mal localizados o métodos de muestreo inadecuados.
3. Los métodos y las pruebas que se efectúan a los aceites son incorrectas o
incompletas.
4. No se establecen límites de advertencia y metas de control adecuados.
5. La frecuencia de muestreo es inadecuada y falta de pruebas de seguimiento por
excepción.
6. Poca demanda de servicios de alta calidad de Laboratorios Independientes de
Análisis de aceite.
7. Inadecuado conocimiento del diseño de la maquinaria e información de la
operación en la interpretación de resultados.
8. Falta de análisis y combinación de datos de inspecciones y sensorial con el
resultado de análisis de aceite para determinar las causas de falla.
9. Falta de entrenamiento en la interpretación, para asegurar una respuesta adecuada
a los resultados anormales.
10. Falta de sistemas para medir el progreso de los programas que son requeridos en
el mismo procesamiento de datos.
84
Capítulo IV: El análisis de lubricantes como una herramienta del mantenimiento
basado en condición
4.1 Mantenimiento basado en condición.
Una definición de mantenimiento basado en condición (MBC) refiere lo siguiente:
Las tareas a condición consisten en chequear si hay fallas potenciales, para que se pueda
actuar para prevenir la falla funcional o evitar las consecuencias. Esto también se
conoce como mantenimiento basado en condición porque la necesidad de acciones
correctivas o para evitar las consecuencias se basa en una evaluación de la condición del
elemento.
Otra definición, el MBC es el acto de realizar una tarea de mantenimiento basándose
en algún parámetro medible, ya sea a través de una simple inspección visual o usando
una herramienta más sofisticada como el análisis de vibraciones o el análisis del aceite.
En la realidad los métodos de mantenimiento basado en condición han existido
siempre en la forma del sentido humano (vista, oído, tacto y olfato). Sin embargo, las
desventajas de emplear estos, es su imprecisión porque las pequeñas desviaciones
tienden a estar más allá del rango sensitivo humano y solo podrían detectarse con
instrumentos.

85
Las dos categorías del MBC: mantenimiento predictivo y proactivo (ver la Figura
N°19).
Figura N°19: Las Categorias del mantenimiento basado en condición (15)
El mantenimiento predictivo emplea herramientas como el análisis de partículas de
desgaste, el análisis de vibraciones, la termografía y el análisis de corriente del motor
para diagnosticar las condiciones de falla. Estas técnicas nos permiten corregir
(posiblemente) el problema cuando todavía no es severo y no ha causado daños
colaterales y cuando la reparación puede efectuarse en el tiempo menos inoportuno para
la organización como durante un paro programado de producción o cuando el equipo,
las herramientas y los recursos están disponibles.

86
La filosofía del mantenimiento proactivo o preventivo , utiliza técnicas que
monitorean las condiciones de operación de las máquinas (motores), las cuales permiten
detectar las causas que dan origen a las fallas, para eliminarlas y prolongar la vida del
equipo, permitiéndonos además anticipar las fallas antes que se conviertan en
catastróficas.
Sin embargo, lo que muchos exponentes del MBC no logran comprender es que el
MBC predictivo no cambia la tasa de falla, sino el balance entre los problemas que se
vuelven severos y aquellos que se pueden corregir mientras el problema todavía es
moderado o menor. En pocas palabras, aunque la operación organice un equipo de
analistas de primer nivel (clase mundial), especializado en vibraciones (o en análisis de
aceite) para que tomen datos predictivos cada hora o incluso continuamente, ello no
alterará el hecho de que el rodamiento, caja de engranajes, etc., vayan a fallar.

87
4.2 Tecnologías del mantenimiento basado en condición.
Dentro las tecnologías del mantenimiento Basado en condición objetivas tenemos a los
siguientes:
Análisis de Vibración: Consiste en el estudio del tipo la propagación de ondas elásticas
en un material homogéneo y la determinación de los efectos producidos y el modo de
propagación. Las vibraciones pueden ser medidas y caracterizadas midiendo la
oscilación o desplazamiento alternante de ciertos puntos al paso de una onda elástica.
Análisis de Aceite: Es una técnica del mantenimiento basado en condición, que
mediante la realización de Ensayos físico-químicos en el aceite permite evaluar las
propiedades del lubricante y su salud así como el estado desgaste del equipo
proporcionando información Administrador de Mantenimiento para la toma de acciones
de mantenimiento.
Termografía Infrarroja: Es una técnica que permite, a través de la radiación infrarroja
que emiten los cuerpos, la medida superficial de temperatura. El instrumento que se usa
en termografía para medir, es la cámara de infrarrojos. La principal ventaja de la medida
de temperatura mediante termografía, es que es una técnica de medida sin contacto, por
lo que no afectará a las condiciones de los objetos observados.
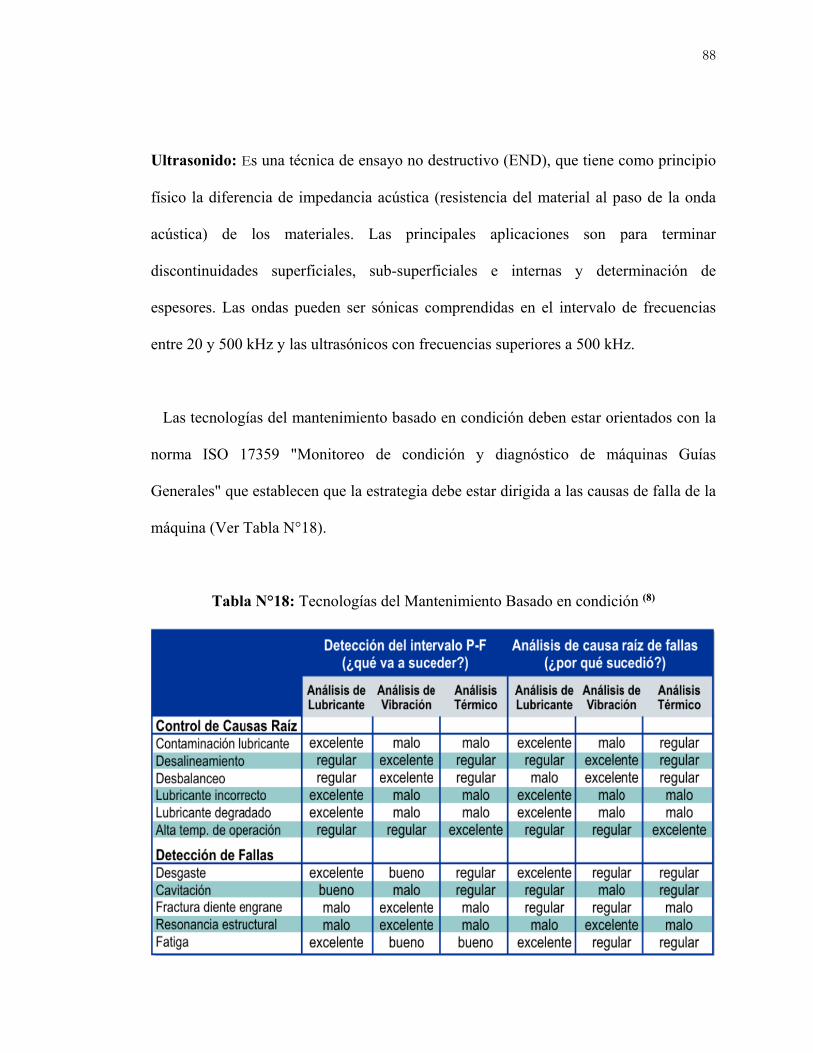
88
Ultrasonido: Es una técnica de ensayo no destructivo (END), que tiene como principio
físico la diferencia de impedancia acústica (resistencia del material al paso de la onda
acústica) de los materiales. Las principales aplicaciones son para terminar
discontinuidades superficiales, sub-superficiales e internas y determinación de
espesores. Las ondas pueden ser sónicas comprendidas en el intervalo de frecuencias
entre 20 y 500 kHz y las ultrasónicos con frecuencias superiores a 500 kHz.
Las tecnologías del mantenimiento basado en condición deben estar orientados con la
norma ISO 17359 "Monitoreo de condición y diagnóstico de máquinas Guías
Generales" que establecen que la estrategia debe estar dirigida a las causas de falla de la
máquina (Ver Tabla N°18).
Tabla N°18: Tecnologías del Mantenimiento Basado en condición (8)
89
4.3 Integración de las tecnologías de mantenimiento basado en condición.
Al conocer los modos de falla más comunes del equipo se puede determinar qué
tecnología de monitoreo de condición permite detectar más temprano los síntomas de la
falla y utilizarla. Es una excelente práctica usa dos o más tecnologías en forma integrada
para tomar mejores decisiones y reducir el riesgo de falla.
Al separar el análisis de aceite de otras tecnologías, como el análisis de vibración, la
termografía y el ultrasonido, se limita considerablemente su potencial. En más de una
ocasión se manejan estas actividades de monitoreo de condición por separado y sólo
cuando se presenta una falla se recuerda que son complementarias.

90
Utilice la combinación más apropiada de las herramientas de MBC para maximizar la
sensibilidad de detección de problemas dentro del intervalo P-F de la máquina. En la
Tabla N°19, se aprecia la correlación entre análisis de aceite y análisis de vibraciones.
Tabla N°19: Correlación entre análisis de aceite y análisis de vibraciones (20)
91
4.4 Importancia del análisis de lubricantes en el MBC
El análisis de aceite es una de las técnicas simples, que mayor información
proporciona al administrador de mantenimiento, con respecto a las condiciones de
operación del equipo, sus niveles de contaminación, degradación y finalmente su
desgaste y vida útil. Con el análisis de aceite es posible aplicar técnicas de cambio del
lubricante basado en su condición, con lo que se obtienen ahorros importantes.
El enfoque de la industria hacia el análisis de aceite, ha sido por mucho tiempo el del
mantenimiento predictivo como el indicarnos cuando una pieza está siendo gastada,
para tomar la decisión de cambiar un aceite o programar un paro antes de tener una falla
mayor. El mantenimiento predictivo está enfocado en el monitoreo de los síntomas de
falla.
La filosofía del mantenimiento proactivo, hace gran uso de la técnica del análisis de
aceite, para conocer las causas que generan el desgaste y tomar las decisiones de control
antes de que estas dañen el equipo. El mantenimiento proactivo se enfoca al monitoreo
de las causas que originan la falla. Controlando estas causas de falla se logra extender la
vida del componente, menores tiempos de parada por fallos del componente, mayores
ahorros en costos de mantenimiento.

92
Capítulo V: Metodología para el diagnóstico y pronóstico del análisis de
lubricantes.
El análisis de lubricantes (AL) a pesar de ser una herramienta poderosa de monitoreo
de condición con sus enfoques proactivo y predictivo puede representar dificultades
para ser empleado de forma que resalten estas bondades. Entre las principales
dificultades esta la forma de realizar el diagnóstico, que en muchas industrias solo se
concentra en el enfoque predictivo evaluando principalmente el nivel de desgaste del
equipo y solo tomar acciones de cambio de lubricante.
Todo lo cual significa una cuantiosa pérdida de tiempo, energía, administración y
recursos. El presente capítulo se centra justamente en el último punto arriba mencionado
y tiene por objetivo aportar a todas las personas relacionadas con el monitoreo de
condición dentro de la planta, las bases necesarias para realizar una correcta
interpretación y, con ello, obtener el máximo beneficio del AL; esto a través del
seguimiento sistemático de un método de interpretación: la denominada técnica
SACODE. ©
Para facilitar la manera en que se diseña e interpreta, el análisis de lubricante se ha
clasificado en tres categorías. Dos categorías se refieren al lubricante para determinar su
salud y su contaminación, mientras que la tercera está dedicada al desgaste de la
máquina que monitorea.
93
5.1 Tres categorías del análisis de lubricantes.
En el análisis de lubricantes se pueden diferencia 03 categorías:
1° Categoría: Referida al monitoreo de las propiedades de la Salud del Lubricante. Las
principales propiedades del lubricante (propiedades de desempeño: viscosidad, índice
de viscosidad, oxidación) y la condición de sus aditivos si es que puede continuar
trabajando o debe programarse su reemplazo.
2° de las categorías del análisis de lubricante está enfocada en Identificar la
contaminación del lubricante. Las pruebas en esta categoría están referidas a localizar la
presencia de contaminantes, cuantificarlos y en ocasiones a determinar su procedencia
para establecer las acciones dirigidas a su control y remoción.
3° de las categorías del análisis de lubricante está dedicada específicamente a identificar
el comportamiento de los componentes lubricados de la máquina. Las pruebas en ésta
categoría están dirigidas a la identificación de partículas de desgaste de diferentes
tamaños y características para conocer su procedencia y severidad.
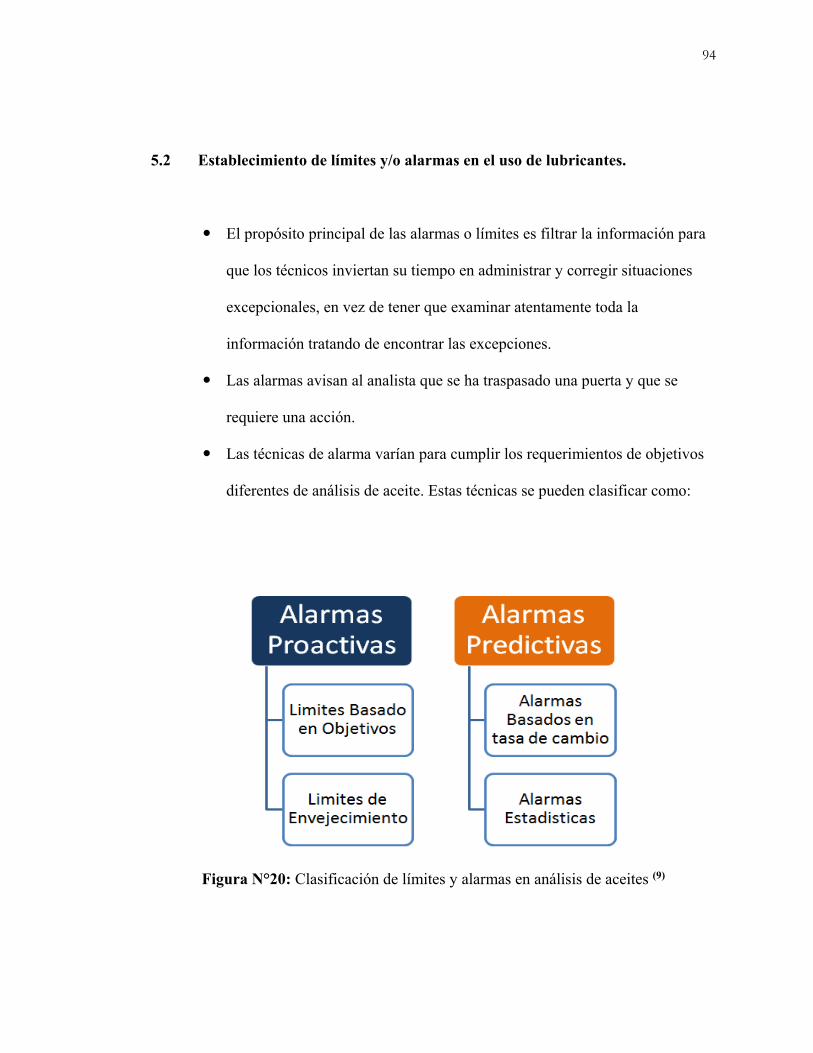
94
5.2 Establecimiento de límites y/o alarmas en el uso de lubricantes.
El propósito principal de las alarmas o límites es filtrar la información para
que los técnicos inviertan su tiempo en administrar y corregir situaciones
excepcionales, en vez de tener que examinar atentamente toda la
información tratando de encontrar las excepciones.
Las alarmas avisan al analista que se ha traspasado una puerta y que se
requiere una acción.
Las técnicas de alarma varían para cumplir los requerimientos de objetivos
diferentes de análisis de aceite. Estas técnicas se pueden clasificar como:
Figura N°20: Clasificación de límites y alarmas en análisis de aceites (9)
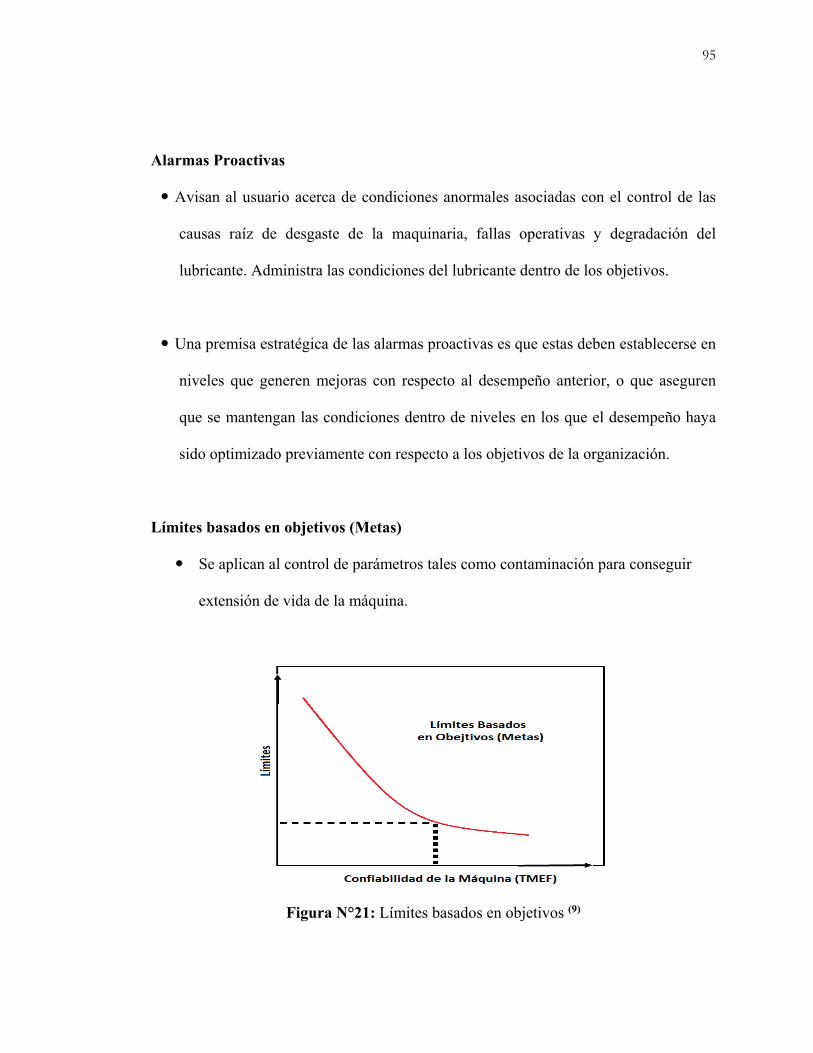
95
Alarmas Proactivas
Avisan al usuario acerca de condiciones anormales asociadas con el control de las
causas raíz de desgaste de la maquinaria, fallas operativas y degradación del
lubricante. Administra las condiciones del lubricante dentro de los objetivos.
Una premisa estratégica de las alarmas proactivas es que estas deben establecerse en
niveles que generen mejoras con respecto al desempeño anterior, o que aseguren
que se mantengan las condiciones dentro de niveles en los que el desempeño haya
sido optimizado previamente con respecto a los objetivos de la organización.
Límites basados en objetivos (Metas)
Se aplican al control de parámetros tales como contaminación para conseguir
extensión de vida de la máquina.
Figura N°21: Límites basados en objetivos (9)
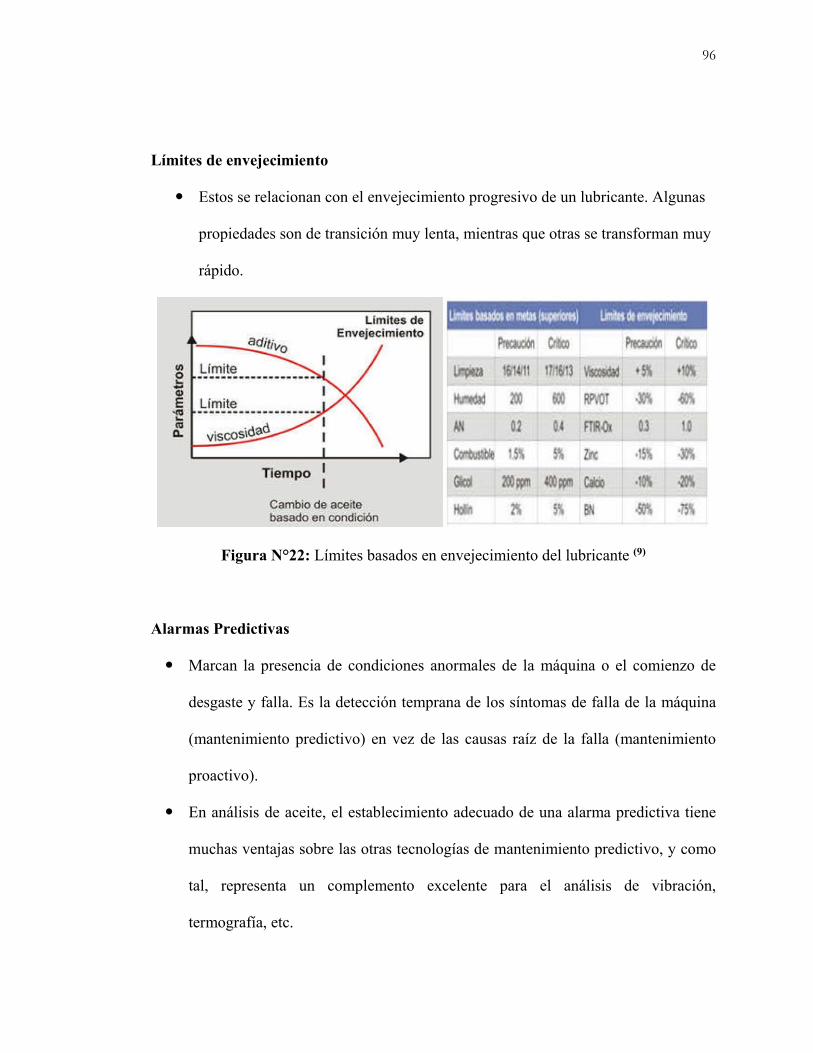
96
Límites de envejecimiento
Estos se relacionan con el envejecimiento progresivo de un lubricante. Algunas
propiedades son de transición muy lenta, mientras que otras se transforman muy
rápido.
Figura N°22: Límites basados en envejecimiento del lubricante (9)
Alarmas Predictivas
Marcan la presencia de condiciones anormales de la máquina o el comienzo de
desgaste y falla. Es la detección temprana de los síntomas de falla de la máquina
(mantenimiento predictivo) en vez de las causas raíz de la falla (mantenimiento
proactivo).
En análisis de aceite, el establecimiento adecuado de una alarma predictiva tiene
muchas ventajas sobre las otras tecnologías de mantenimiento predictivo, y como
tal, representa un complemento excelente para el análisis de vibración,
termografía, etc.
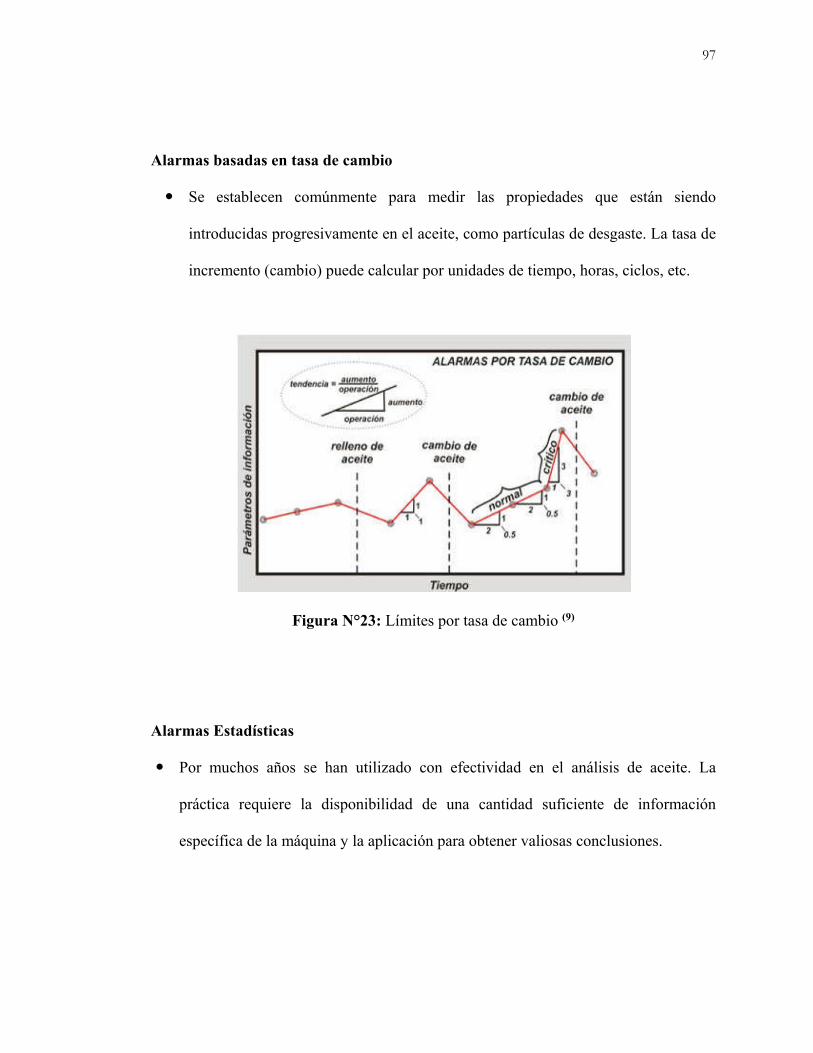
97
Alarmas basadas en tasa de cambio
Se establecen comúnmente para medir las propiedades que están siendo
introducidas progresivamente en el aceite, como partículas de desgaste. La tasa de
incremento (cambio) puede calcular por unidades de tiempo, horas, ciclos, etc.
Figura N°23: Límites por tasa de cambio (9)
Alarmas Estadísticas
Por muchos años se han utilizado con efectividad en el análisis de aceite. La
práctica requiere la disponibilidad de una cantidad suficiente de información
específica de la máquina y la aplicación para obtener valiosas conclusiones.

98
Se genera la media de la población (promedio) y la desviación estándar asociada
a partir de la información disponible.
Si el valor cae dentro de la media más una desviación estándar, se considera
normal. .
Si el valor cae fuera de la media más una desviación estándar, pero dentro de dos
desviaciones estándar, se considerar un aviso de precaución.
.
Si el resultado excede de 2 desviaciones estándar, se considera una alarma crítica
puesto que es mayor o menor según sea el caso, que el 95% de la
población.
Si el valor pasa de tres desviaciones estándar, eso será una situación muy crítica,
ya que el valor excede el 99% de la población. .
Figura N°24: Ejemplo de cálculo de límites de desgaste (9)

99
5.2.1 Línea Base
Las características originales del aceite nuevo que se utilizará en la lubricación
del equipo (por ejemplo, viscosidad, AN, BN, contenido de aditivos -fósforo,
zinc, calcio, magnesio, boro, silicio -este elemento puede formar parte del
paquete de aditivos cuando el aceite contiene un aditivo antiespumante a base
de metilsilicona o bien, puede ser un contaminante procedente de la tierra y el
polvo, RPVOT para aceites de turbinas, etc.). Es fundamental contar con la
información de la LB para poder implementar un programa de análisis de
aceite efectivo.
La siguiente figura nos ayuda a entender el comportamiento del aceite durante su uso:
Figura N°25: Monitoreo, control y tendencia de las propiedades vitales físicas y
químicas del lubricante (21)
100
Criterios para el Establecimiento de Límites
Para establecer los límites, es necesario determinar primero si el parámetro es
independiente o dependiente del tiempo. Si en condiciones normales de operación, este
valor no aumenta ni disminuye proporcionalmente con el tiempo de uso, entonces es
independiente del tiempo. El parámetro es dependiente del tiempo si su aumento o
disminución es proporcional al tiempo.
- Para los parámetros dependientes del tiempo se utiliza el análisis estadístico y donde
sean aplicables las normalizaciones por tiempo y por compensación de aceite.
Los parámetros de desgaste son dependientes del tiempo y sus límites pueden
establecerse normalizando por tiempo y por compensación de aceite. Sin embargo en
lugar de estos límites se puede establecer los límites por Tasa de Cambio.
- Para los parámetros independientes del tiempo se consideran los límites establecidos
por el fabricante de la máquina y/o del lubricante, hay técnicas que permiten mejorar
estas especificaciones basadas en la experiencia de vida útil del aceite y de la máquina.
- Los parámetros independientes del tiempo proactivos, y que están fuera de los límites
normales, (como la contaminación por agua y las partículas contaminantes) indican que

101
se deben tomar acciones tempranas que ayuden a prevenir algún deterioro en el aceite o
en la máquina.
- Para los parámetros independientes del tiempo reactivos, y que están fuera de los
límites normales (como el TBN, la viscosidad y los aditivos) se toman acciones
inmediatas como el refrescamiento con aceite nuevo o cambio del aceite.
- Todos los parámetros se pueden analizar con los límites de Tasa de Cambio. Sin
embargo primero es necesario normalizar por compensación de aceite a los parámetros
que sea posible.
- Hay parámetros que pueden tener a la vez un límite dependiente y un límite
independiente del tiempo. Por ejemplo, la viscosidad tiene un límite de acción reactiva
establecido por el fabricante y un límite de Tasa de Cambio que controla las variaciones
anormales en el tiempo.
En la Tabla N°20 se resumen los criterios para establecer los límites para cada tipo de
parámetro.
En la Tabla N°21 se resumen las recomendaciones de Noria Latín América para
establecer los límites para cada tipo de parámetro.

102
Tabla N°20: Criterios para establecer límites por tipo de parámetro (16)
PropiedadBasado en Obejtivo
Basado en Edad
Basado en Tasa de Cambio
Basado en Estadística
1. Conteo de Partículas S ‐ P S2. Viscosidad a. 40 °C S, I S, I ‐ ‐ b. 100 °C S, I S, I ‐ ‐3. AN I S, I P, N S, I4. BN I N5. FTIR a. Oxidación/Nitración/Sulfatación ‐ S P S b. Fenol ‐ I N I c. ZDDP ‐ I N I d. Dilución por Combustible/Hollín ‐ S P S e. Agua S ‐ P P6. Densidad Ferrosa ‐ ‐ P S7. Ferrografía Analítica ‐ ‐ ‐ ‐8. RPVOT ‐ ‐ N I9. Índice PQ ‐ ‐ P S10. Agua por Crepitación S ‐ ‐ ‐11. Agua por Karl Fisher S ‐ P ‐12. Demulsibilidad ‐ I ‐ ‐13. Análisis de Elementos a. Metales de Desgaste ‐ ‐ P S b. Metales de Contaminantes S ‐ I S c. Metales de Aditivos ‐ I I I, SS=Límite SuperiorI= Límite InferiorP=Tendencia PositivaN=Tendencia NegativaNota: Cuando las alarmas tienen dos leyendas, la que se alcance primero es la más importante
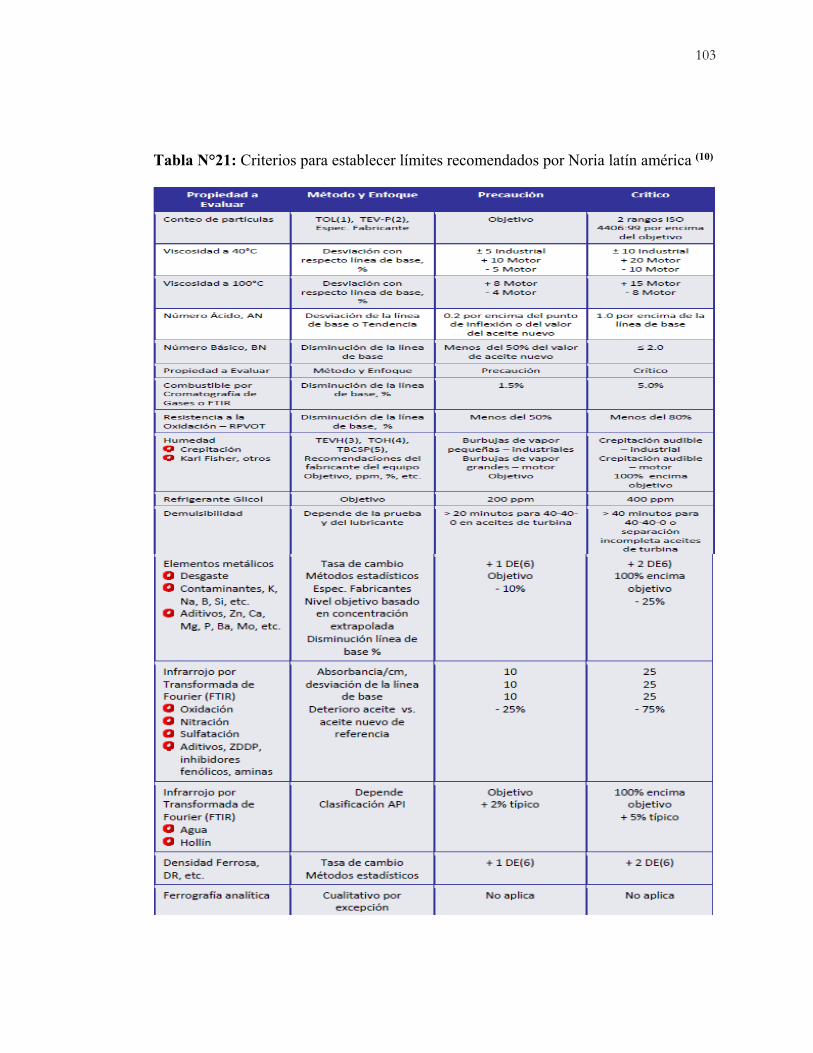
103
Tabla N°21: Criterios para establecer límites recomendados por Noria latín américa (10)
104
5.3 Técnica SACODE
¿Por qué este nombre? Para indicar el orden con el cual se revisarán las 3 categorías del
análisis de aceite: SA (para “salud”), CO (para “contaminación”) y DE (para
“desgaste”).
Leer - considerar toda la información referente al equipo que proporcione el reporte
de análisis
Tomar nota de todos los detalles referentes al muestreo -¿por dónde fue tomada
la muestra? ¿bajo qué condiciones? ¿La máquina estaba en operación?, ¿se tomó
recién después de parar el equipo?, ¿la máquina no había estado en uso durante
mucho tiempo?, ¿cómo fue tomada?, ¿por puerto de drenado, ¿por puerto o válvula
de muestreo?, ¿con bomba de succión? ¿En un codo en línea de retorno? ¿antes o
después de filtros? ¿se purgó la cantidad suficiente en caso de haber manguera
microbore o conectores? ¿en qué recipiente se tomó la muestra?, etc., etc. No toda
esta información suele estar presente, sin embargo, deberá de tomarse en
consideración toda la información disponible a objeto de incluirla en el momento de
obtener conclusiones
Observaciones generales – tipo de maquinaria, en qué industria opera, ambiente de
trabajo del equipo, etc.
Normalización - ¿Hace falta “normalizar” la información? Si es así, proceda a
normalizar
105
Identificación de cada propiedad/característica de análisis - Identifique cada
dato, con el Código SACODE (Salud — S, Contaminación — C y Desgaste — D).
Poner letra a la izquierda de cada dato (Ver Tabla 2)
Línea Base y última muestra reportada -Ver Primero la información de la “línea
base”, Segundo la data del último análisis y Tercero la data de las diferentes
muestras a lo largo del tiempo (tendencias)
Establecimiento de Límites - Con la información de la línea base, calcular los
límites de precaución y críticos para cada resultado, tomando en consideración la
información en la Tabla 1. Anotar los límites de precaución y crítico a la derecha de
cada valor.
Metodología - Iniciar lectura primero en cuanto a las propiedades de SALUD, segundo
la data relativa a la CONTAMINACIÓN y al final, los datos correspondientes al
DESGASTE
Calificación de datos en varias categorías - 1. Dato normal: dentro de límites
precautorios, 2. Datos con tendencia: aún está dentro de límites normales o críticos,
pero muestra una especial tendencia, ya sea de incremento o de disminución y 3.
Dato anormal y crítico (a éstos se les denomina “pivotes” y servirán como puntos
base de referencia para la calificación del reporte): Son los que están fuera del
límite crítico o por encima del límite de 2 desviaciones estándar o cuando se tienen
3 valores consecutivos por encima del límite de una desviación estándar (aunque
esté por debajo del límite de 2 desviaciones estándar). En este proceso (tal como se
106
describe en el punto de arriba) detenerse en el primer valor anormal que resulte y
marcarlo como “Pivote #1”. Ver además, la historia para tal propiedad (información
de muestras anteriores). Continuar este proceso, de tal forma que primero se
recorrerán todos los datos de salud, después los de contaminación y al final los de
desgaste. Es posible, dependiendo del estado de la muestra, el obtener varios
pivotes en cada una de las dimensiones (SA-CO-DE)
Anotar las conclusiones parciales en cada dato y continúese en el orden
establecido
Al terminar, reúna sus anotaciones, analice si los pivotes o datos con tendencia se
relacionan (explican) entre sí y emita un reporte de lo encontrado. No aventurarse
en las conclusiones, mantenerse siempre en el contexto de los hechos; en todo caso
recomiende hacer o haga una investigación de campo.
Defina acciones para qué hacer con el lubricante y qué hacer con el equipo. Utilice
el código de colores:
Verde – Condición normal, no se requiere acción
Amarillo – Condición anormal, requiere acción
Rojo – Condición crítica, requiere acción inmediata

107
5.4 Diagnóstico y Pronóstico con Análisis de Lubricantes.
Procedimiento.
a) Leer y considerar toda la información referente al equipo que proporcione el reporte
de análisis.
b) Tomar nota de todos los detalles referentes al muestreo, el lugar por donde se toma la
muestra, las condiciones, describir si la máquina estaba en operación, describir forma en
que fue tomada la muestra: por puerto o por válvula de muestreo, en un codo en línea de
retorno, antes o después de los filtros, describir si se purgó la cantidad suficiente, etc.
Deberá tomarse en consideración toda la información disponible a objeto de incluirla en
el momento de obtener conclusiones.
c) Observar el tipo de maquinaria, la industria en la que opera y el ambiente de trabajo
del equipo.
d) Normalizar la información si hace falta.
e) Identificar cada parámetro, con el Código SACODE: Salud (S), Contaminación (C) y
Desgaste (D). Poner letra a la izquierda de cada dato de la Línea Base y la última
muestra reportada.
108
f) Revisar en el siguiente orden: La información de la LB, la data del último análisis y la
data de las diferentes muestras a lo largo del tiempo.
g) Considerar la información de la LB, los datos del fabricante, las fórmulas estadísticas
y los criterios para identificar los parámetros dependientes e independientes del tiempo,
luego calcular y establecerlos límites de precaución y críticos para cada parámetro
utilizando los datos disponibles.
h) Anotar los límites de precaución y crítico a la derecha de cada parámetro.
i) Iniciar lectura primero en cuanto a las propiedades de SALUD, segundo los datos de
CONTAMINACIÓN y al final, los datos correspondientes al DESGASTE.
j) Clasificar los datos en:
- Dato normal, dentro de límites precautorios.
- Datos con tendencia, aún está dentro de límites normales o críticos, pero muestra una
especial tendencia, ya sea de incremento o de disminución.
- Dato anormal y crítico: denominados “pivotes” que servirán como puntos base de
referencia para la calificación del reporte. Son los que están fuera del límite crítico o por
encima del límite de 2 desviaciones estándar o cuando se tienen 3 valores consecutivos
por encima del límite de una desviación estándar (aunque esté por debajo del límite de2

109
desviaciones estándar). En este proceso debe detenerse en el primer valor anormal que
resulte y resaltarlo.
k) Leer el historial para tal propiedad (información de muestras anteriores). Continuar
este proceso, de tal forma que primero se recorrerán todos los datos de salud, después
los de contaminación y al final los de desgaste. Es posible, dependiendo del estado de la
muestra, el obtener varios pivotes en cada una de las dimensiones (SACO-DE).
l) Anotar en el formato las conclusiones parciales: en cada dato y continúese en el orden
establecido.
m) Reunir anotaciones y analizar si los pivotes o datos con tendencia se relacionan entre
sí y se emite un diagnóstico de lo encontrado.
Recomendaciones.
- Las conclusiones deben mantenerse siempre en el contexto de los hechos; si es
necesario se debe recomendar hacer una investigación de campo.
- Se debe plantear acciones sobre qué hacer con el lubricante y qué hacer con el equipo.
- No debe dirigir la atención directamente en los datos de desgaste.
- Utilizar el código de colores.
Las figuras N°26, 27 y 28 muestran 03 casos en Southern Perú de detección de
fallas tempranas en componente principales.
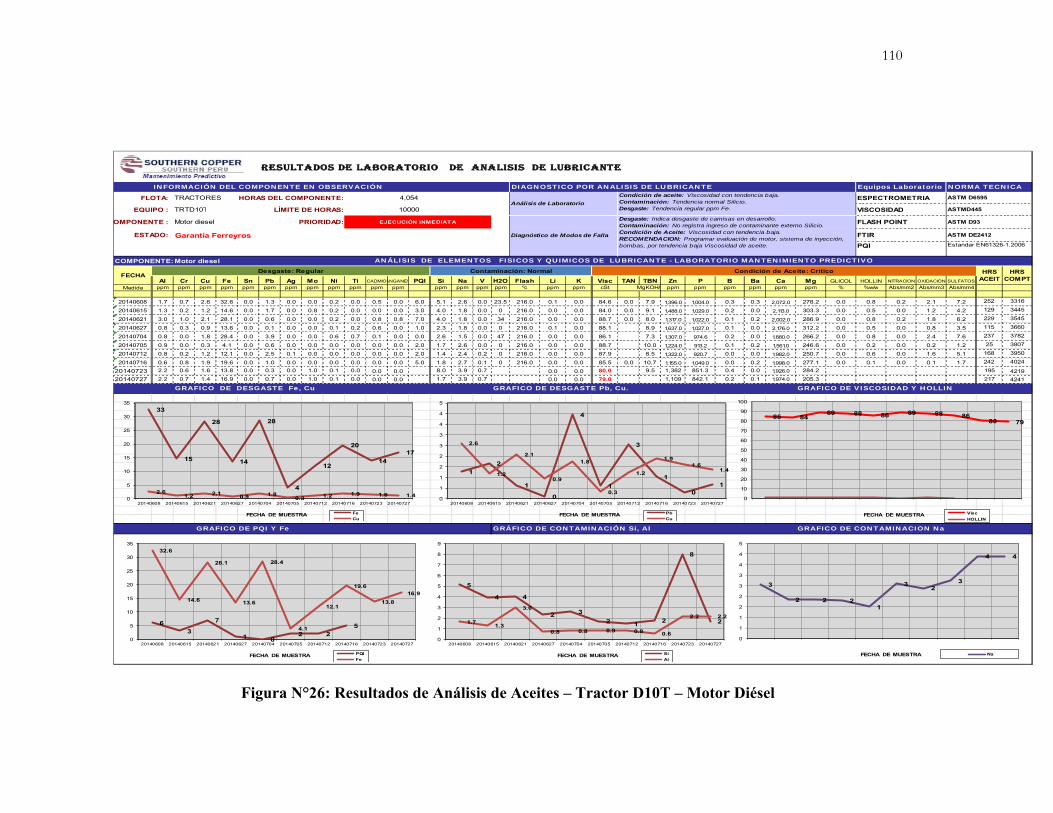
110
Fe
Cu
1 INFORMACIÓN DEL COMPONENTE EN OBSERVACIÓN DIAGNOSTICO POR ANALISIS DE LUBRICANTE Equipos Laboratorio NORMA TECNICA
FLOTA: HORAS DEL COMPONENTE: ESPECTROMETRIA ASTM D6595
EQUIPO : LÍMITE DE HORAS: VISCOSIDAD ASTMD445
OMPONENTE : PRIORIDAD: FLASH POINT ASTM D93
ESTADO: Garantía Ferreyros FTIR ASTM DE2412
PQI Estandar EN61326-1.2006
COMPONENTE:
Al Cr Cu Fe Sn Pb Ag Mo Ni Ti CADMIOANGANES PQI Si Na V H2O Flash Li K Visc TAN TBN Zn P B Ba Ca Mg GLICOL HOLLIN NITRACION OXIDACIÓN SULFATOS
Medida ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ºc ppm ppm cSt MgKOH/g ppm ppm ppm ppm ppm ppm % %w/w Abs/mm2 Abs/mm3 Abs/mm4
20140608 1.7 0.7 2.6 32.6 0.0 1.3 0.0 0.0 0.2 0.0 0.5 0.0 6.0 5.1 2.6 0.0 23.5 216.0 0.1 0.0 84.6 0.0 7.9 1,396.0 1,004.0 0.3 0.3 2,072.0 278.2 0.0 0.8 0.2 2.1 7.2 252 3316
20140615 1.3 0.2 1.2 14.6 0.0 1.7 0.0 0.8 0.2 0.0 0.0 0.0 3.0 4.0 1.8 0.0 0 216.0 0.0 0.0 84.0 0.0 9.1 1,488.0 1,029.0 0.2 0.0 2,113.0 303.3 0.0 0.5 0.0 1.2 4.2 129 3445
20140621 3.0 1.0 2.1 28.1 0.0 0.6 0.0 0.0 0.2 0.0 0.8 0.8 7.0 4.0 1.8 0.0 34 216.0 0.0 0.0 88.7 0.0 8.0 1,317.0 1,022.0 0.1 0.2 2,002.0 286.9 0.0 0.8 0.2 1.8 6.2 229 3545
20140627 0.8 0.3 0.9 13.6 0.0 0.1 0.0 0.0 0.1 0.2 0.6 0.0 1.0 2.3 1.8 0.0 0 216.0 0.1 0.0 88.1 8.9 1,637.0 1,027.0 0.1 0.0 2,176.0 312.2 0.0 0.5 0.0 0.8 3.5 115 3660
20140704 0.8 0.0 1.8 28.4 0.0 3.9 0.0 0.0 0.6 0.7 0.1 0.0 0.0 2.6 1.5 0.0 47 216.0 0.0 0.0 86.1 7.3 1,307.0 974.6 0.2 0.0 1,880.0 266.2 0.0 0.8 0.0 2.4 7.6 237 3782
20140705 0.9 0.0 0.3 4.1 0.0 0.6 0.0 0.0 0.0 0.0 0.0 0.0 2.0 1.7 2.6 0.0 0 216.0 0.0 0.0 88.7 10.0 1,224.0 913.2 0.1 0.2 1,561.0 246.6 0.0 0.2 0.0 0.2 1.2 25 3807
20140712 0.8 0.2 1.2 12.1 0.0 2.5 0.1 0.0 0.0 0.0 0.0 0.0 2.0 1.4 2.4 0.2 0 216.0 0.0 0.0 87.9 8.5 1,322.0 920.7 0.0 0.0 1,982.0 250.7 0.0 0.6 0.0 1.6 5.1 168 3950
20140716 0.6 0.8 1.9 19.6 0.0 1.0 0.0 0.0 0.0 0.0 0.0 0.0 5.0 1.8 2.7 0.1 0 216.0 0.0 0.0 85.5 0.0 10.7 1,155.0 1,049.0 0.0 0.2 1,998.0 277.1 0.0 0.1 0.0 0.1 1.7 242 4024
20140723 2.2 0.6 1.6 13.8 0.0 0.3 0.0 1.0 0.1 0.0 0.0 0.0 8.0 3.9 0.7 0.0 0.0 80.0 9.5 1,382 851.3 0.4 0.0 1,926.0 284.2 195 4219
20140727 2.2 0.7 1.4 16.9 0.0 0.7 0.0 1.0 0.1 0.0 0.0 0.0 1.7 3.9 0.7 0.0 0.0 79.0 1,109 842.1 0.2 0.1 1,974.0 205.3 217 4241
GRAFICO DE DESGASTE Fe, Cu GRAFICO DE DESGASTE Pb, Cu. GRAFICO DE VISCOSIDAD Y HOLLIN
GRAFICO DE PQI Y Fe GRÁFICO DE CONTAMINACIÓN Si, Al GRAFICO DE CONTAMINACION Na
RESULTADOS DE LABORATORIO DE ANALISIS DE LUBRICANTE
TRACTORES 4,054Análisis de Laboratorio
Condición de aceite: Viscosidad con tendencia baja.Contaminación: Tendencia normal Silicio.Desgaste: Tendencia regular ppm Fe.TRTD10T5 10000
HRS COMPT
Motor diesel EJECUCIÓN INMEDIAT A
Diagnóstico de Modos de Falla
Desgaste: Indica desgaste de camisas en desarrollo.Contaminación: No registra ingreso de contaminante externo Silicio.Condición de Aceite: Viscosidad con tendencia baja.RECOMENDACION: Programar evaluación de motor, sistema de inyección, bombas, por tendencia baja Viscosidad de aceite.
Motor diesel ANÁLISIS DE ELEMENTOS FISICOS Y QUIMICOS DE LUBRICANTE - LABORATORIO MANTENIMIENTO PREDICTIVO
FECHADesgaste: Regular Contaminación: Normal Condición de Aceite: Crítico HRS
ACEIT
63
7
1 02 2
5
32.6
14.6
28.1
13.6
28.4
4.1
12.1
19.6
13.8
16.9
0
5
10
15
20
25
30
35
20140608 20140615 20140621 20140627 20140704 20140705 20140712 20140716 20140723 20140727
FECHA DE MUESTRA PQI
Fe
3
2 2 21
32
3
4 4
0
1
1
2
2
3
3
4
4
5
FECHA DE MUESTRA Na
85 8489 88 86 89 88 86
80 79
0
10
20
30
40
50
60
70
80
90
100
FECHA DE MUESTRA Visc
HOLLIN
5
4 4
2 3
2 12
8
21.71.3
3.0
0.8 0.8 0.9 0.8 0.6
2.2 2.2
0
1
2
3
4
5
6
7
8
9
20140608 20140615 20140621 20140627 20140704 20140705 20140712 20140716 20140723 20140727
FECHA DE MUESTRA Si
Al
33
15
28
14
28
4
12
20
14
17
2.61.2 2.1
0.9 1.80.3 1.2 1.9 1.6 1.4
0
5
10
15
20
25
30
35
20140608 20140615 20140621 20140627 20140704 20140705 20140712 20140716 20140723 20140727
FECHA DE MUESTRA Fe
Cu
1
2
1
0
4
1
3
1
01
2.6
1.2
2.1
0.9
1.8
0.3
1.2
1.91.6
1.4
0
1
1
2
2
3
3
4
4
5
20140608 20140615 20140621 20140627 20140704 20140705 20140712 20140716 20140723 20140727
FECHA DE MUESTRA Pb
Cu
Figura N°26: Resultados de Análisis de Aceites – Tractor D10T – Motor Diésel
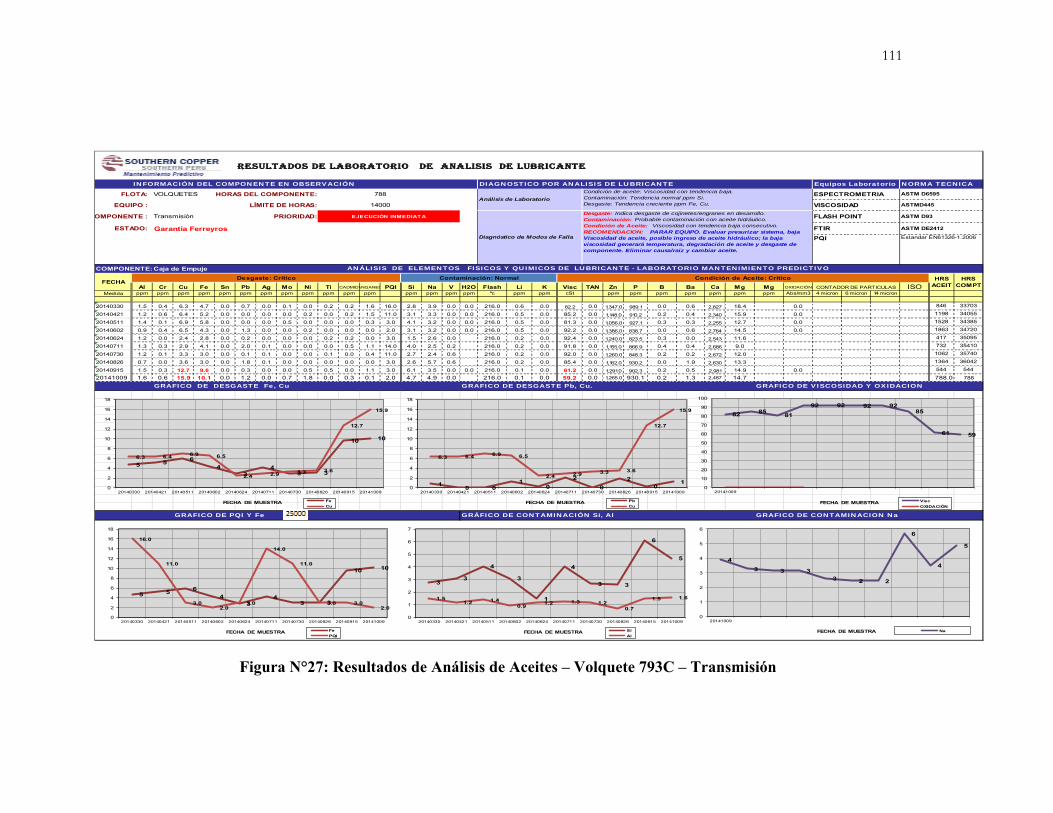
111
Fe
Cu
2 INFORMACIÓN DEL COMPONENTE EN OBSERVACIÓN DIAGNOSTICO POR ANALISIS DE LUBRICANTE Equipos Laboratorio NORMA TECNICA
FLOTA: HORAS DEL COMPONENTE: ESPECTROMETRIA ASTM D6595
EQUIPO : LÍMITE DE HORAS: VISCOSIDAD ASTMD445
OMPONENTE : PRIORIDAD: FLASH POINT ASTM D93
ESTADO: Garantia Ferreyros FTIR ASTM DE2412
PQI Estandar EN61326-1.2006
COMPONENTE:
Al Cr Cu Fe Sn Pb Ag Mo Ni Ti CADMIOANGANES PQI Si Na V H2O Flash Li K Visc TAN Zn P B Ba Ca Mg Mg OXIDACIÓN ISOMedida ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ºc ppm ppm cSt ppm ppm ppm ppm ppm ppm ppm Abs/mm3 4 micron 6 micron 14 micron
20140330 1.5 0.4 6.3 4.7 0.0 0.7 0.0 0.1 0.0 0.2 0.2 1.6 16.0 2.8 3.9 0.0 0.0 216.0 0.6 0.0 82.2 0.0 1,347.0 989.1 0.0 0.6 2,827 18.4 0.0 846 33703
20140421 1.2 0.6 6.4 5.2 0.0 0.0 0.0 0.0 0.2 0.0 0.2 1.5 11.0 3.1 3.3 0.0 0.0 216.0 0.5 0.0 85.2 0.0 1,148.0 910.2 0.2 0.4 2,340 15.9 0.0 1198 34055
20140511 1.4 0.1 6.9 5.8 0.0 0.0 0.0 0.5 0.0 0.0 0.0 0.3 3.0 4.1 3.2 0.0 0.0 216.0 0.5 0.0 81.3 0.0 1,056.0 927.1 0.3 0.3 2,255 12.7 0.0 1528 34385
20140602 0.9 0.4 6.5 4.3 0.0 1.3 0.0 0.0 0.2 0.0 0.0 0.0 2.0 3.1 3.2 0.0 0.0 216.0 0.5 0.0 92.2 0.0 1,386.0 838.7 0.0 0.6 2,764 14.5 0.0 1863 34720
20140624 1.2 0.0 2.4 2.8 0.0 0.2 0.0 0.0 0.0 0.2 0.2 0.0 3.0 1.5 2.6 0.0 216.0 0.2 0.0 92.4 0.0 1,240.0 823.5 0.3 0.0 2,543 11.6 417 35095
20140711 1.3 0.3 2.9 4.1 0.0 2.0 0.1 0.0 0.0 0.0 0.5 1.1 14.0 4.0 2.5 0.2 216.0 0.2 0.0 91.8 0.0 1,155.0 866.9 0.4 0.4 2,686 9.0 732 35410
20140730 1.2 0.1 3.3 3.0 0.0 0.1 0.1 0.0 0.0 0.1 0.0 0.4 11.0 2.7 2.4 0.6 216.0 0.2 0.0 92.0 0.0 1,260.0 848.3 0.2 0.2 2,672 12.0 1062 35740
20140826 0.7 0.0 3.6 3.0 0.0 1.8 0.1 0.0 0.0 0.0 0.0 0.0 3.0 2.6 5.7 0.6 216.0 0.2 0.0 85.4 0.0 1,162.0 930.2 0.0 1.9 2,630 13.3 1364 36042
20140915 1.5 0.3 12.7 9.6 0.0 0.3 0.0 0.0 0.5 0.5 0.0 1.1 3.0 6.1 3.5 0.0 0.0 216.0 0.1 0.0 61.2 0.0 1,291.0 902.3 0.2 0.5 2,981 14.9 0.0 544 544
20141009 1.6 0.6 15.9 10.1 0.0 1.2 0.0 0.7 1.8 0.0 0.3 0.1 2.0 4.7 4.9 0.0 216.0 0.1 0.0 59.2 0.0 1,265.0 930.1 0.2 1.3 2,487 14.7 788.0 788
GRAFICO DE DESGASTE Fe, Cu GRAFICO DE DESGASTE Pb, Cu. GRAFICO DE VISCOSIDAD Y OXIDACION
GRAFICO DE PQI Y Fe GRÁFICO DE CONTAMINACIÓN Si, Al GRAFICO DE CONTAMINACION Na
RESULTADOS DE LABORATORIO DE ANALISIS DE LUBRICANTE
VOLQUETES 788Análisis de Laboratorio
Condición de aceite: Viscosidad con tendencia baja.Contaminación: Tendencia normal ppm Si.Desgaste: Tendencia creciente ppm Fe, Cu.VQT2 14000
HRS COMPTCONTADOR DE PARTICULAS
Transmisión EJECUCIÓN INMEDIAT A
Diagnóstico de Modos de Falla
Desgaste: Indica desgaste de cojinetes/engranes en desarrollo.Contaminación: Probable contaminación con aceite hidráulico.Condición de Aceite: Viscosidad con tendencia baja consecutivo.RECOMENDACION: PARAR EQUIPO. Evaluar presurizar sistema, baja Viscosidad de aceite, posible ingreso de aceite hidráulico; la baja viscosidad generará temperatura, degradación de aceite y desgaste de componente. Eliminar causa/raiz y cambiar aceite.
Caja de Empuje ANÁLISIS DE ELEMENTOS FISICOS Y QUIMICOS DE LUBRICANTE - LABORATORIO MANTENIMIENTO PREDICTIVO
FECHADesgaste: Crítico Contaminación: Normal Condición de Aceite: Crítico HRS
ACEIT
5 56
43
43 3
10 10
16.0
11.0
3.02.0
3.0
14.0
11.0
3.0 3.02.0
0
2
4
6
8
10
12
14
16
18
20140330 20140421 20140511 20140602 20140624 20140711 20140730 20140826 20140915 20141009
FECHA DE MUESTRA Fe
PQI
4
3 3 3
3 2 2
6
4
5
0
1
2
3
4
5
6
20141009
FECHA DE MUESTRA Na
82 8581
92 92 92 9285
61 59
0
10
20
30
40
50
60
70
80
90
100
20141009
FECHA DE MUESTRA Visc
OXIDACIÓN
33
4
3
1
4
3 3
6
5
1.51.2 1.4
0.91.2 1.3 1.2
0.7
1.5 1.6
0
1
2
3
4
5
6
7
20140330 20140421 20140511 20140602 20140624 20140711 20140730 20140826 20140915 20141009
FECHA DE MUESTRA Si
Al
5 56
43
43 3
10 10
6.3 6.4 6.9 6.5
2.4 2.9 3.3 3.6
12.7
15.9
0
2
4
6
8
10
12
14
16
18
20140330 20140421 20140511 20140602 20140624 20140711 20140730 20140826 20140915 20141009
FECHA DE MUESTRA Fe
Cu
10 0
10
2
0
20
1
6.3 6.4 6.9 6.5
2.4 2.9 3.3 3.6
12.7
15.9
0
2
4
6
8
10
12
14
16
18
20140330 20140421 20140511 20140602 20140624 20140711 20140730 20140826 20140915 20141009
FECHA DE MUESTRA Pb
Cu
Figura N°27: Resultados de Análisis de Aceites – Volquete 793C – Transmisión

112
Fe
Cu
1 INFORMACIÓN DEL COMPONENTE EN OBSERVACIÓN DIAGNOSTICO POR ANALISIS DE LUBRICANTE Equipos Laboratorio NORMA TECNICA
FLOTA: HORAS DEL COMPONENTE: ESPECTROMETRIA ASTM D6595
EQUIPO : LÍMITE DE HORAS: VISCOSIDAD ASTMD445
COMPONENTE : PRIORIDAD: FLASH POINT ASTM D93
ESTADO: Garantia Hofman FTIR ASTM DE2412
PQI Estandar EN61326-1.2006
COMPONENTE:
Al Cr Cu Fe Sn Pb Ag Mo Ni Ti CADMIO MANGANESO PQI Si Na V H2O Flash Li K Visc TAN Zn P B Ba Ca Mg Mo OXIDACIÓN CONTADOR DE PARTICULAS ISO
Medida ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ppm ºc ppm ppm cSt ppm ppm ppm ppm ppm ppm ppm Abs/mm3 PARTICULAS >4u PARTICULAS >6u PARTICULAS >14u5 0 1 48 0 1 1 5 2 4 4 3 131 6 10 1 500 212 1 2 268< ; 402> 3 1 216 32 0 8 0 5 10 10 10
20140322 0.8 0.0 0.2 22.0 0.0 0.0 0.0 1.6 0.7 0.3 0.4 0.0 85.0 5.7 0.2 0.0 0.0 216.0 0.1 0.0 328.0 1.3 2.3 247.8 1.8 0.0 0.0 0.1 1.6 0.0 1263 34457
20140418 2.1 0.3 0.3 52.3 0.0 0.3 0.0 3.7 1.0 0.0 0.0 1.0 144.0 6.4 0.6 0.0 0.0 216.0 0.1 0.0 321.3 2.3 2.5 359.9 2.2 0.0 0.0 1.2 3.7 1.6 1761 34955
20140509 1.4 0.0 0.2 51.2 0.0 0.0 0.0 2.9 0.4 0.3 0.7 0.0 137.0 5.2 0.5 0.0 0 216.0 0.1 0.0 305.9 0.0 0.0 332.8 2.2 0.0 0.0 0.2 2.9 0.0 2110 35304
20140529 0.4 0.9 0.1 17.2 1.1 0.0 0.0 0.4 0.5 0.0 0.0 1.1 46.0 18.2 0.1 0.0 2.0 216.0 0.0 0.0 320.7 0.0 0.0 389.3 0.8 0.0 0.0 0.0 0.4 0.2 38 35582
20140614 0.9 0.0 0.2 24.0 0.0 1.0 0.0 0.0 0.0 0.1 0.5 0.0 56.0 18.1 0.2 0.0 0 216.0 0.0 0.0 327.9 1.7 3.9 370.5 0.8 0.0 2.7 0.2 0.0 1.2 435 35979
20140702 0.7 0.0 0.2 33.6 0.7 1.4 0.1 0.4 0.5 0.4 0.0 0.0 84.0 12.3 0.1 0.0 0 216.0 0.0 0.0 322.3 2.2 2.2 375.6 0.7 0.0 0.4 0.2 0.4 1.9 755 36299
20140720 0.7 0.3 0.2 34.4 0.0 0.0 0.1 0.0 0.0 0.1 0.0 0.0 82.0 7.0 0.1 0.0 0 216.0 0.0 0.0 316.7 2.4 1.9 336.5 0.7 0.0 0.4 0.1 0.0 2.8 1126 36670
20140831 0.2 0.3 0.1 19.2 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.5 39.0 16.8 0.1 0.1 0 216.0 0.9 0.0 346.0 2.0 3.9 367.7 0.5 0.0 0.8 0.1 0.0 2.8 205 910
20140902 0.3 0.0 0.2 34.6 0.6 0.8 0.1 0.0 0.0 0.0 0.0 0.0 102.0 15.9 0.1 0.4 0 216.0 0.8 0.0 327.5 2.3 3.0 357.3 0.7 0.0 0.9 0.1 0.0 2.2 225 930
20140920 0.7 0.1 0.2 13.5 0.3 0.1 0.0 1.3 0.0 0.0 0.9 0.0 1.0 20.7 0.0 0.7 0 216.0 0.3 0.0 338.2 0.0 0.3 280.4 1.9 0.0 0.3 0.1 1.3 0.0 277 1219
GRAFICO DE DESGASTE Fe, Cu GRAFICO DE DESGASTE Pb, Cu. GRAFICO DE VISCOSIDAD Y HOLLIN
GRAFICO DE PQI Y Fe GRÁFICO DE CONTAMINACIÓN Si, Al GRAFICO DE CONTAMINACION Na
FECHADesgaste: Crítico Contaminación: Normal Condición de Aceite: Normal HRS
ACEITHRS
COMPT
Caja de Izar EJECUCIÓN INMEDIATA
Diagnóstico de Modos de Falla
Desgaste: Desgaste de engranajes, rodamientosContaminación: No registra el ingreso de contaminantes externos.Condición de Aceite: NormalRECOMENDACION: Parar el equipo y evaluar alta tasa de desgaste y temperatura elevada de rodamientos (110 °C).
Caja de Izar ANÁLISIS DE ELEMENTOS FISICOS Y QUIMICOS DE LUBRICANTE - LABORATORIO MANTENIMIENTO PREDICTIVO
RESULTADOS DE LABORATORIO DE ANALISIS DE LUBRICANTE
Palas 1,219Análisis de Laboratorio
Condición de aceite: NormalContaminación: Tend. normal ppm Si,Al,Na.Desgaste: Tend. Elevada ppm Fe, PQIPAT5 10000
0
0
0
0
0
0
0
0
0 0
22
52 51
17
24
34 34
19
35
13
0.0
10.0
20.0
30.0
40.0
50.0
60.0
0
0
0
0
0
0
0
0
20140322 20140418 20140509 20140529 20140614 20140702 20140720 20140831 20140902 20140920
FECHA DE MUESTRA Cu Fe
0
0
0
0
0
0
0
0
0 0
0
0
0 0
1
1
0 0
1
00.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
0
0
0
0
0
0
0
0
20140322 20140418 20140509 20140529 20140614 20140702 20140720 20140831 20140902 20140920
FECHA DE MUESTRA Cu Pb
328
321
306
321
328322
317
346
328
338
280.0
290.0
300.0
310.0
320.0
330.0
340.0
350.0
0
0
0
0
0
1
1
1
1
1
1
20140322 20140418 20140509 20140529 20140614 20140702 20140720 20140831 20140902 20140920
FECHA DE MUESTRA Visc
85
144137
4656
84 82
39
102
1
22
52 51
17
24
34 34
19
35
13
0.0
10.0
20.0
30.0
40.0
50.0
60.0
0
20
40
60
80
100
120
140
160
20140322 20140418 20140509 20140529 20140614 20140702 20140720 20140831 20140902 20140920
FECHA DE MUESTRA PQI Fe
1
2
1
0
11 1
00
16 6
5
18 18
12
7
1716
21
0.0
5.0
10.0
15.0
20.0
25.0
0
1
1
2
2
3
20140322 20140418 20140509 20140529 20140614 20140702 20140720 20140831 20140902 20140920
FECHA DE MUESTRA Al Si
0
1
1
0
0
0 00 0
00
0
0
0
0
1
1
20140322 20140418 20140509 20140529 20140614 20140702 20140720 20140831 20140902 20140920
FECHA DE MUESTRA Na
RETORNAR
Figura N°28: Resultados de Análisis de Aceites – Pala Bucyrus – Caja de Izar
113
Para el caso de la Figura N°26: Motor Diésel – Tractor de Orugas.
Para los motores diésel de combustión interna la contaminación con combustible es
una de las principales causas de falla catastrófica, ya que impacta sobre los siguientes
aspectos:
Disminución de la viscosidad del lubricante
Disminución de la resistencia de película, ocasionando contacto metal-metal,
incrementando el desgaste, especialmente en la zona anillo/pistón/cilindro.
Incremento en la volatilidad (en casos extremos puede ocasionar explosión
del motor), bajo punto de inflamación del lubricante.
Baja presión de aceite en el sistema de lubricación del motor.
Incrementa la acidez del lubricante provocando corrosión en los componentes
del motor.
La viscosidad límite a 40°C de acuerdo a las recomendaciones de noria latín américa
(ver Tabla N°21), sería de: 104x0,9 = 93,6 cSt. Y por experiencia se determinó como
límite en 83 cSt, lo cual difiere mucho de la recomendación general. Se debe tener en
cuenta que se trata de un motor Accert (Tipo de motor, generación de bajas
emisiones al medio ambiente). Al tenerse los 02 últimos valores por debajo de este
límite crítico y además de tener incrementos en niveles de desgaste de Cu y Fe, se
realizó el reporte de condición mostrado en la Figura N°26, indicándose una
prioridad inmediata de intervención. En la intervención se determinó la falla de 04
inyectores de combustible.
114
Para el caso de la Figura N°27: Transmisión – Volquete CAT 793C.
Para las transmisiones que suelen realizar altas revoluciones y por tanto el
requerimiento de la película de lubricación es muy importante para conservar los
claros dinámicos de los componente para asegurar un buen funcionamiento de los
mismos.
De acuerdo con las recomendaciones de noria latín américa (ver Tabla N°21), se
tendría un valor crítico para un viscosidad a 40 °C: 100x0.9 = 90,0 cSt. De acuerdo a
nuestra experiencia se evidencia incrementos en los niveles de desgaste de
componentes metálicos cuando se tienen viscosidad por debajo de 80 cSt.
Teniendo en cuenta que es un componente que solo tiene 788 horas de servicio,
componente que se encuentra en garantía hasta las 5000 horas de servicio, pues las
reparaciones indican que posterior a esas horas de servicio no se garantiza el
funcionamiento del componente reparado la falla producida puede ser de alto
potencial catastrófico. La frecuencia de mantenimiento de estos equipos se realiza
aprox. Cada 15 días. Como se muestra en la figura N°27 se determinó de forma
consecutiva en 02 mantenimientos del equipo, por lo que la condición presentada es
la misma y de acuerdo al mantenimiento preventivo el aceite se debería cambiar cada
2000 horas, con lo que la transmisión en estas condiciones no podría haber
culminado su funcionamiento hasta su cambio preventivo. Se reportó la condición
con prioridad de atención, lográndose encontrar en la falla del sistema hidráulico por
donde se estaba pasando este aceite de menor viscosidad al sistema de la transmisión.
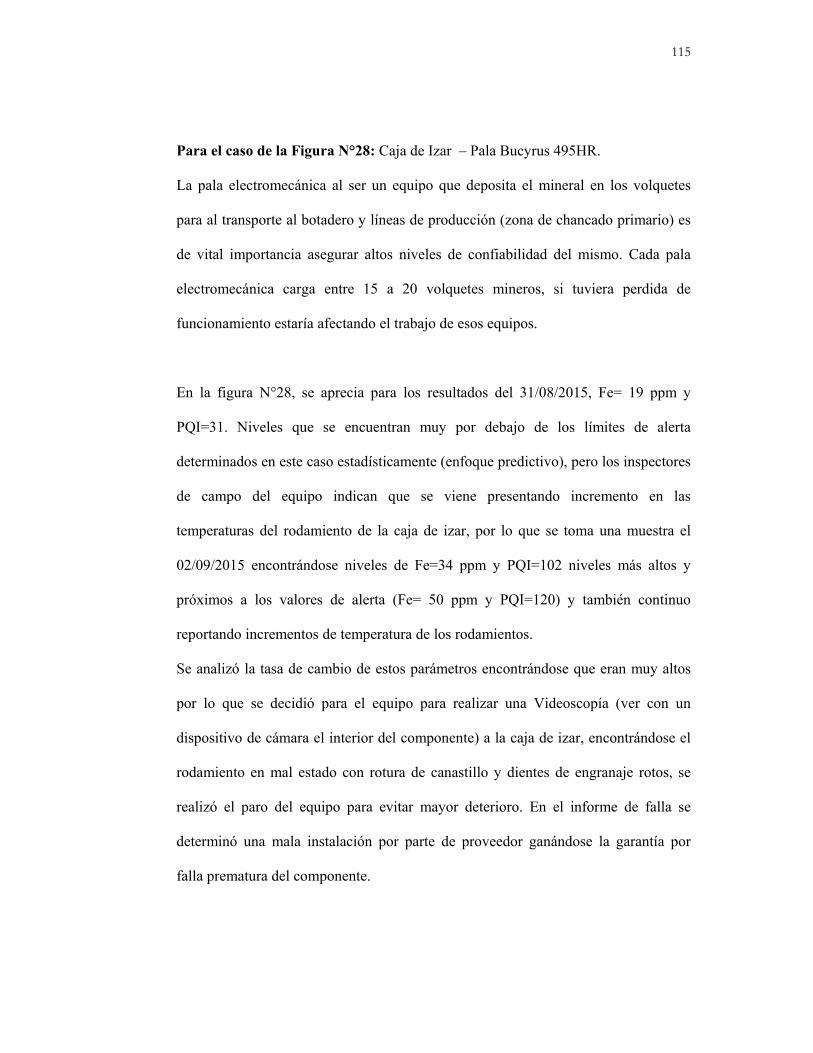
115
Para el caso de la Figura N°28: Caja de Izar – Pala Bucyrus 495HR.
La pala electromecánica al ser un equipo que deposita el mineral en los volquetes
para al transporte al botadero y líneas de producción (zona de chancado primario) es
de vital importancia asegurar altos niveles de confiabilidad del mismo. Cada pala
electromecánica carga entre 15 a 20 volquetes mineros, si tuviera perdida de
funcionamiento estaría afectando el trabajo de esos equipos.
En la figura N°28, se aprecia para los resultados del 31/08/2015, Fe= 19 ppm y
PQI=31. Niveles que se encuentran muy por debajo de los límites de alerta
determinados en este caso estadísticamente (enfoque predictivo), pero los inspectores
de campo del equipo indican que se viene presentando incremento en las
temperaturas del rodamiento de la caja de izar, por lo que se toma una muestra el
02/09/2015 encontrándose niveles de Fe=34 ppm y PQI=102 niveles más altos y
próximos a los valores de alerta (Fe= 50 ppm y PQI=120) y también continuo
reportando incrementos de temperatura de los rodamientos.
Se analizó la tasa de cambio de estos parámetros encontrándose que eran muy altos
por lo que se decidió para el equipo para realizar una Videoscopía (ver con un
dispositivo de cámara el interior del componente) a la caja de izar, encontrándose el
rodamiento en mal estado con rotura de canastillo y dientes de engranaje rotos, se
realizó el paro del equipo para evitar mayor deterioro. En el informe de falla se
determinó una mala instalación por parte de proveedor ganándose la garantía por
falla prematura del componente.

116
5.5 Los beneficios económicos del análisis de lubricantes.
Teniendo en cuenta los casos presentados en las Figuras N°26, N°27 y N°28.
Los costos por la detección temprana de los modos de falla en los casos mostrados,
se considerarán de la siguiente manera:
- Costos por tiempo de vida útil remanente:
Costo del componente*(Tiempo de cambio-Tiempo de servicio)/Tiempo de
cambio
- Costos por parada de equipo (Costo Down Time). Es decir lo que deja de
producir.
Costo por hora de parada del equipo*tiempo de parada del equipo
Para el caso de la Figura N°26:
- Costo por tiempo de vida útil remanente
170 000*(10000-4054)/10000= 101082 USD
- Costos por para de equipo
300*104= 31 200 USD
Costo Total= 132 282 USD

117
Para el caso de la Figura N°27:
- Costo por tiempo de vida útil remanente
170 000*(14000-788)/14000= 160431 USD
- Costos por para de equipo
500*124= 62000 USD
Costo Total= 222 431 USD
Para el caso de la Figura N°28:
- Costo por tiempo de vida útil remanente
1 000 000*(25000-788)/25000= 968 480 USD
- Costos por para de equipo
10000*24= 240 000 USD
Costo Total= 1 208 480 USD
Teniendo en cuenta estos cálculos sencillos los ahorros obtenidos en estos 03 casos
asciende a: 1 563 193 USD.
118
CONCLUSIONES
1. Se concluye que el Análisis de Lubricantes es una herramienta muy valiosa
del mantenimiento basado en condición, que logra detectar modos de falla
que podrían convertirse en fallas catastróficos de la maquina implicando
grandes pérdidas económicas.
2. La técnica SACODE mediante su enfoque proactivo (protectivo) y predictivo
, permite la clasificación de los parámetros de Análisis de Lubricantes de
modo que al controlar los aspectos de Salud y Contaminación del Lubricante
logramos extender la vida del mismo, mientras que el enfoque predictivo por
desgaste de la maquinaria mediante los límites condenatorios podemos
identificar comportamientos anormales en la maquinaría para poder
recomendar su evaluación temprana y volver la maquinaria a un
comportamiento normal.
3. Para implementar un programa de Análisis de Lubricantes debemos buscar la
integridad del programa realizando el monitoreo de los equipos críticos
(aquellos que impactan sobre los procesos producción), la toma de la muestra,
los puntos de muestreo, las técnicas analíticas para la detección de los modos
de falla de la maquinaria por tipo de aplicación (motores diésel, transmisión,
sistemas hidráulicos, compresores), el establecimiento de los Límites y/o
Alertas, la línea base del aceite nuevo y la integración con otras técnicas del
mantenimiento basado en condición.

119
APÉNDICE A
NORMA ASTM D7889-13

120

121

122
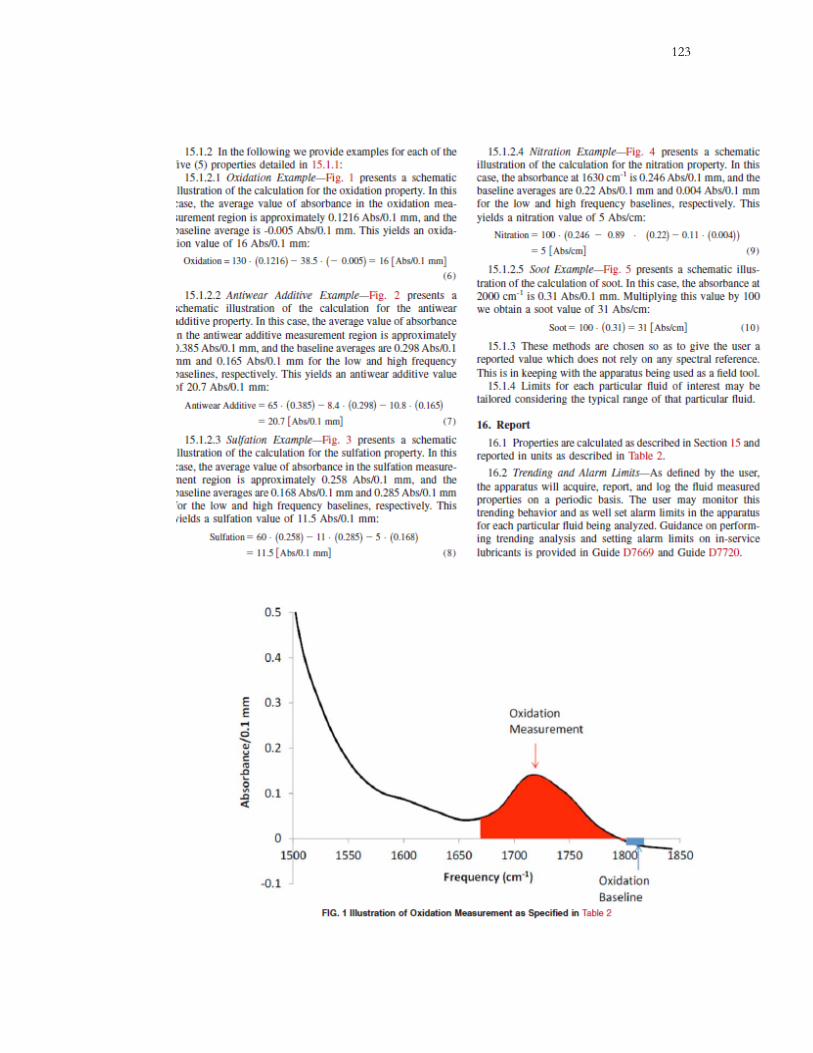
123
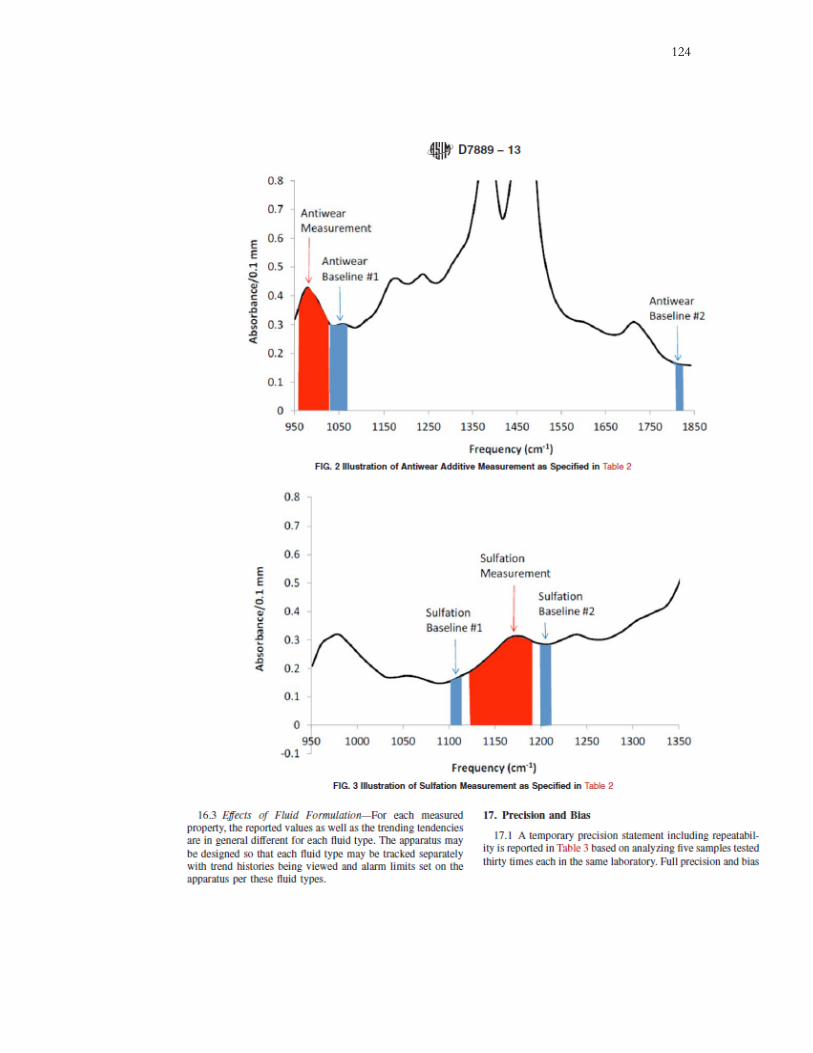
124
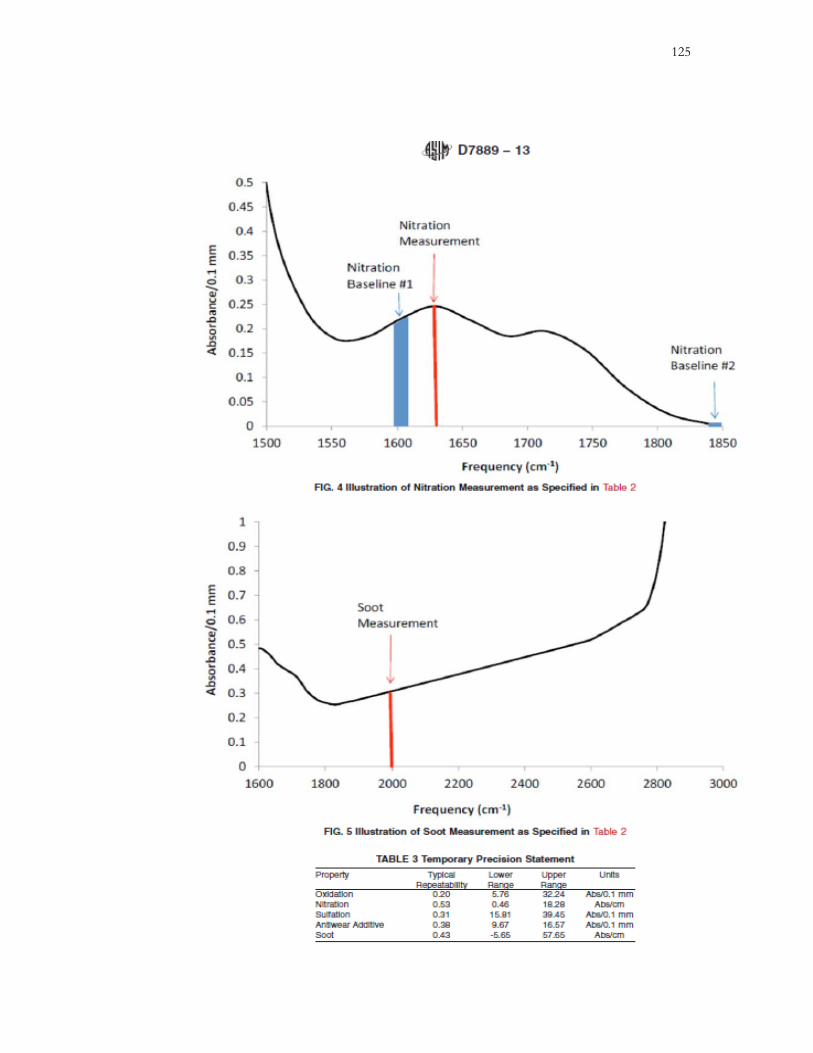
125
126
APÉNDICE B
NORMA ASTM D6595-00

127

128

129
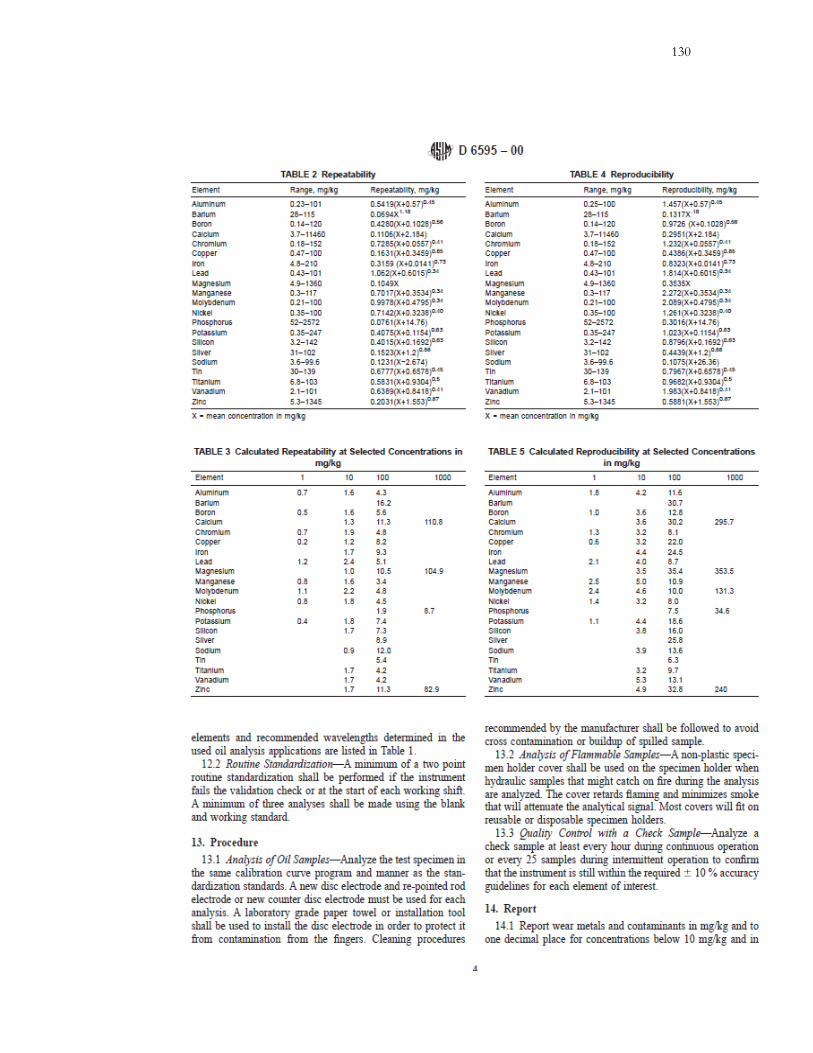
130
131
APÉNDICE C
NORMA ASTM D97-04
132

133

134
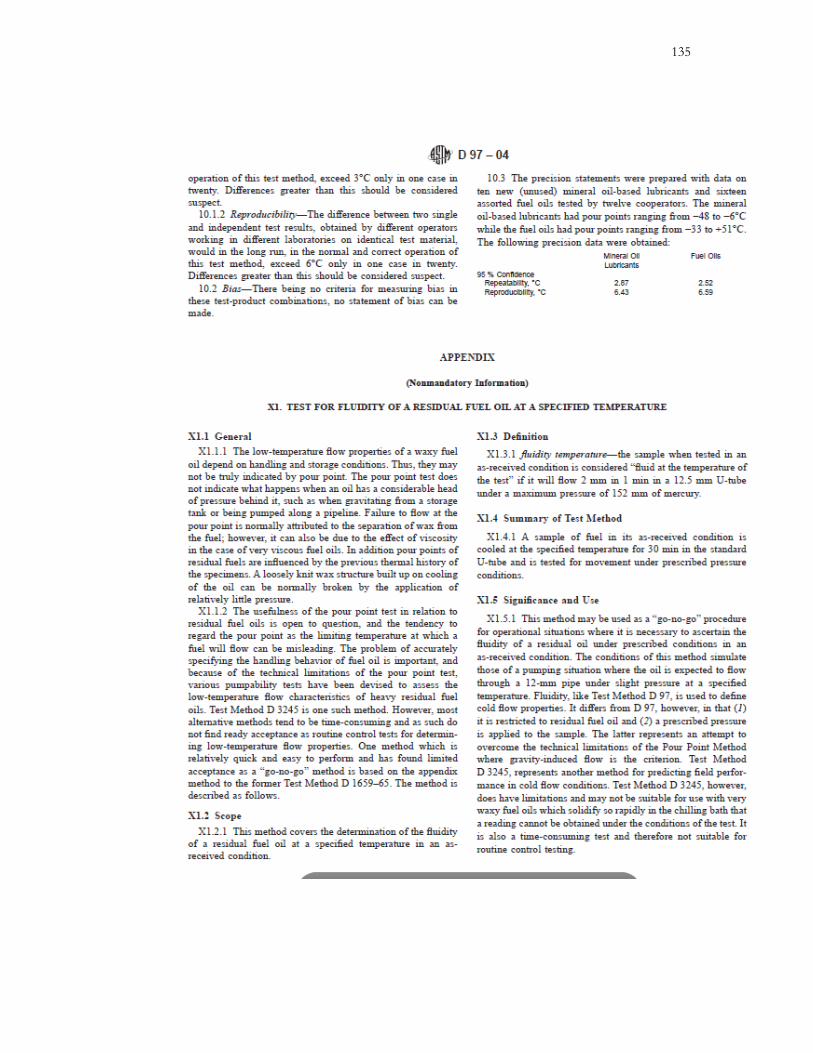
135
136
137
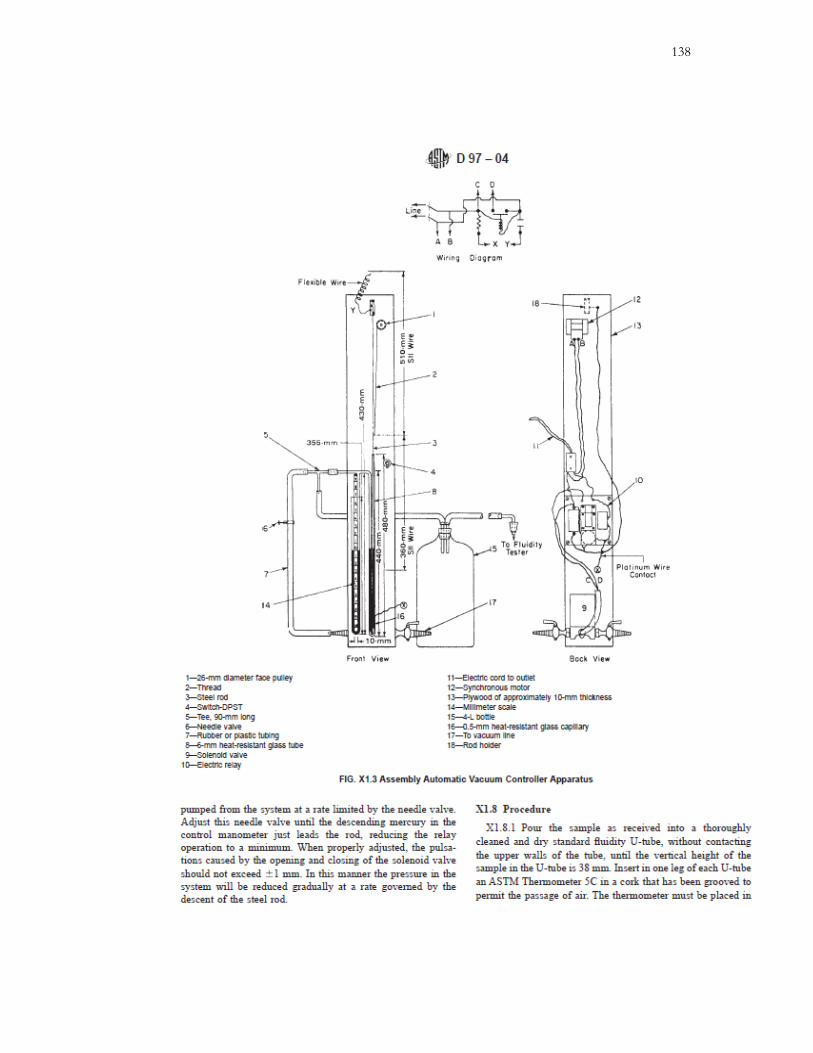
138
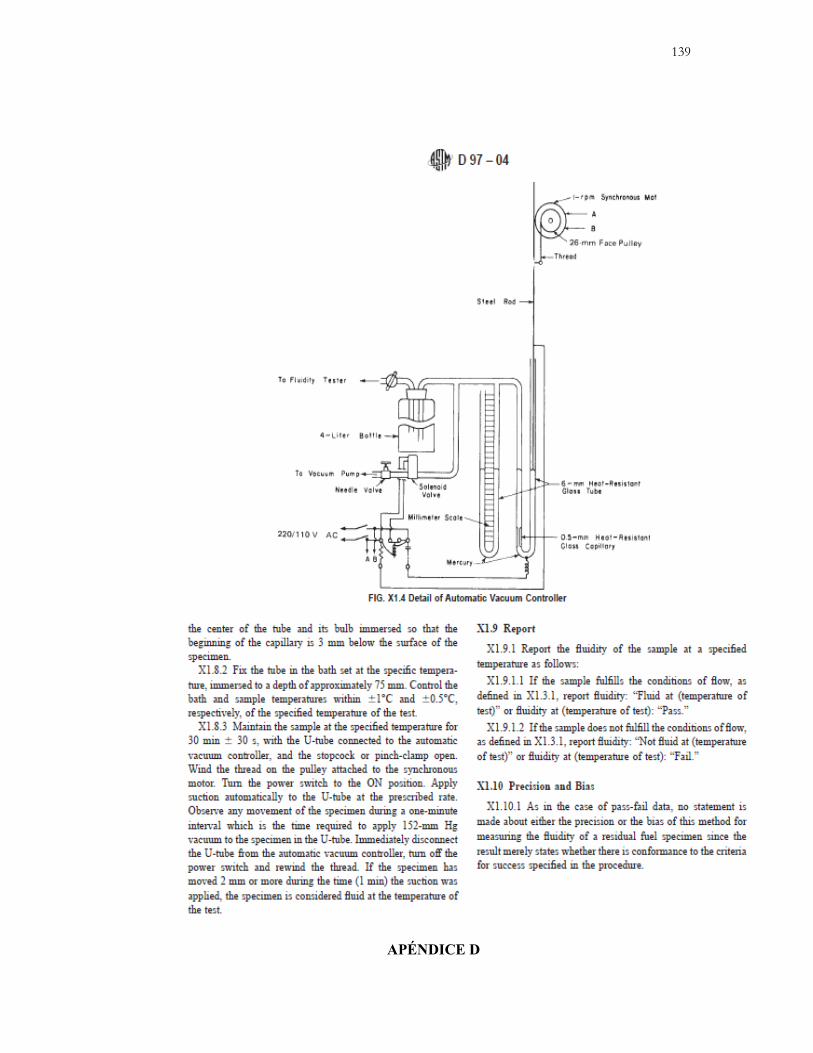
139
APÉNDICE D
140
NORMA ASTM D892-03
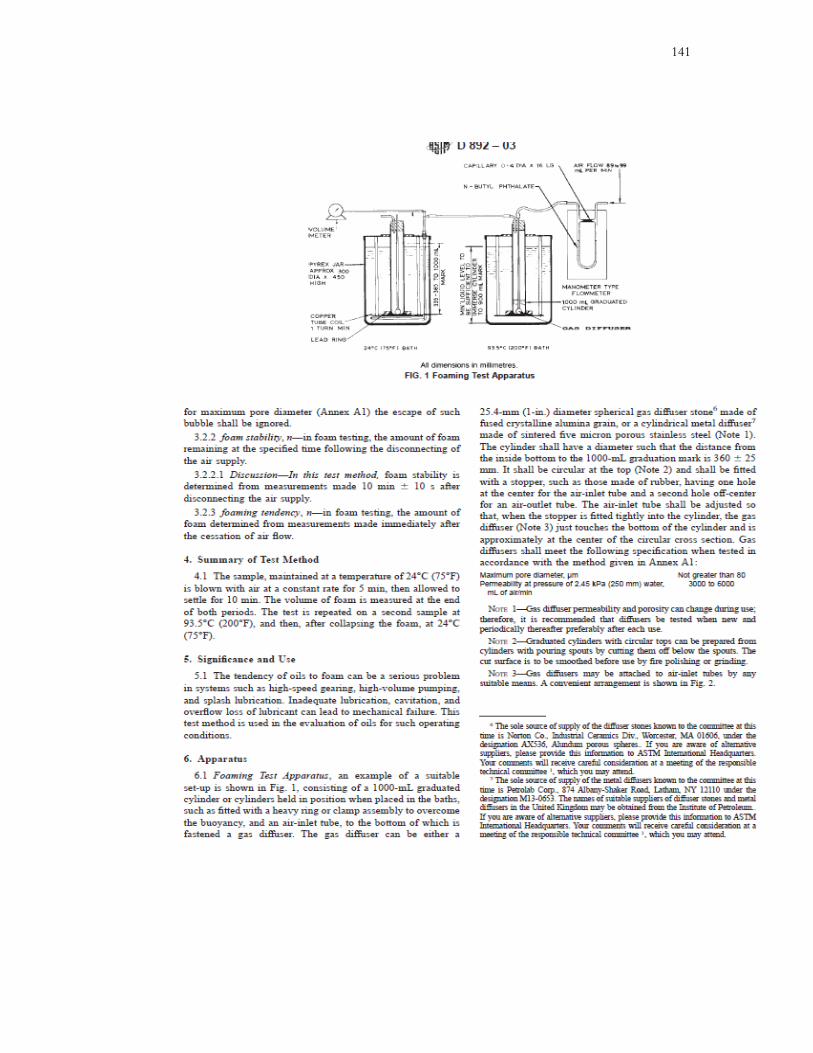
141
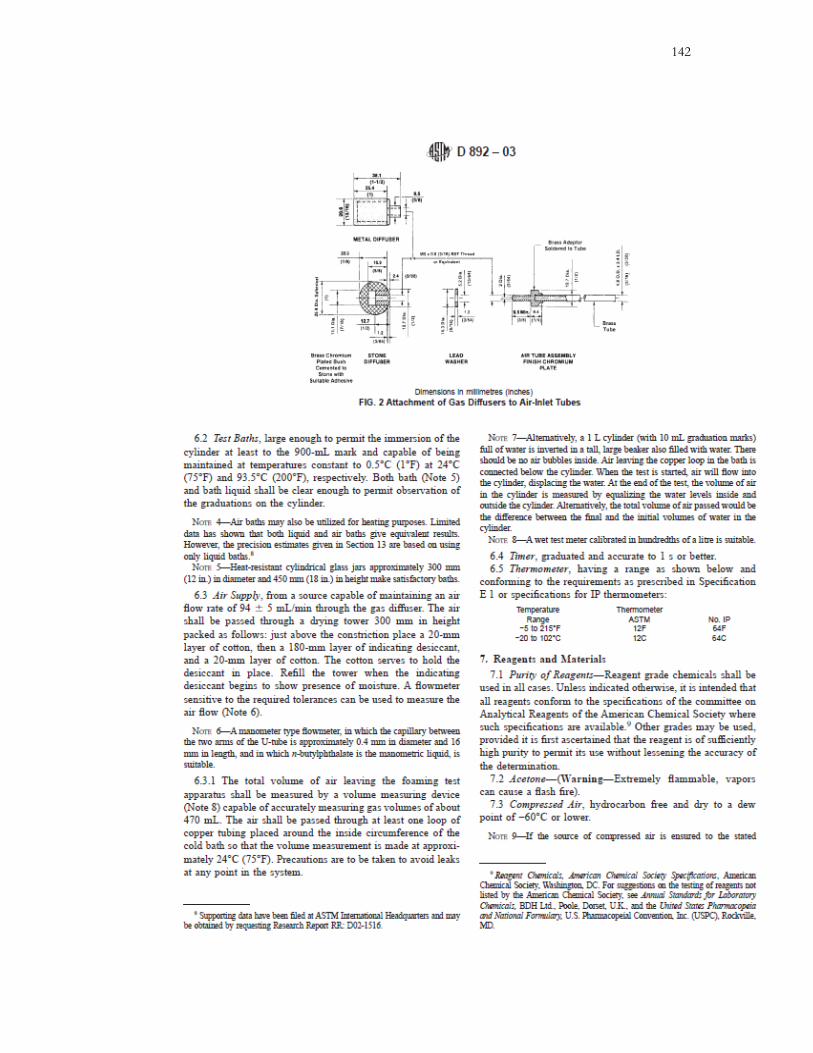
142
143

144
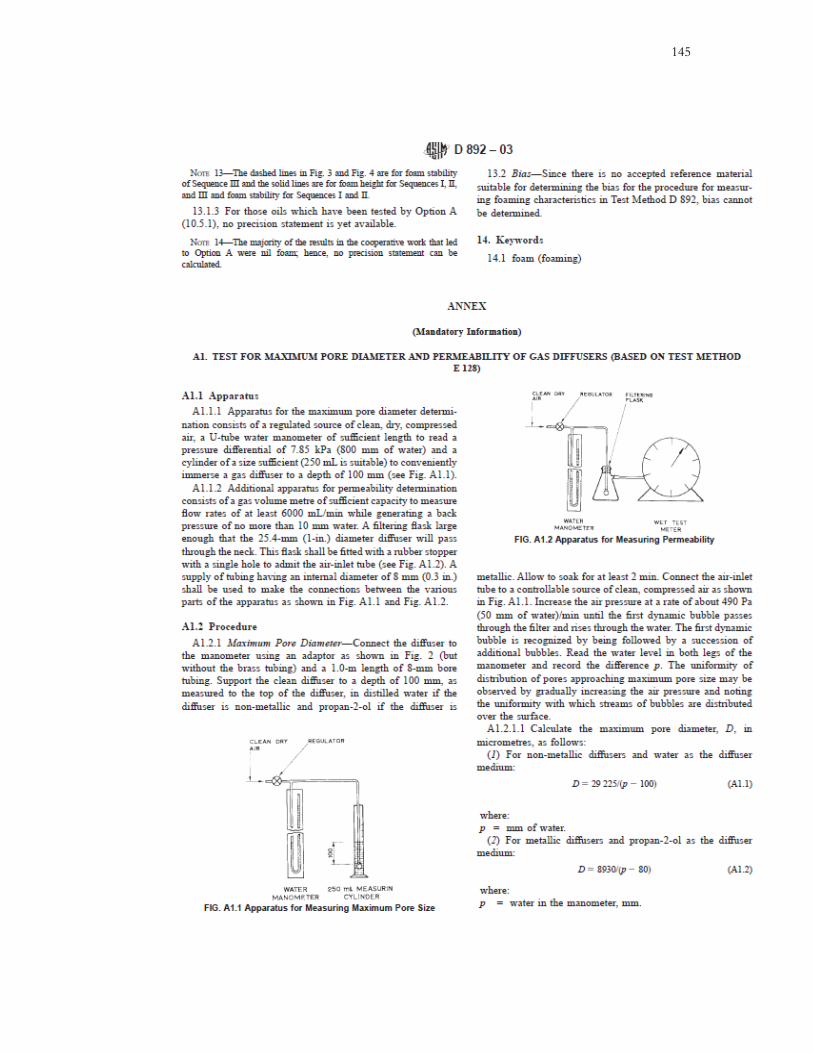
145
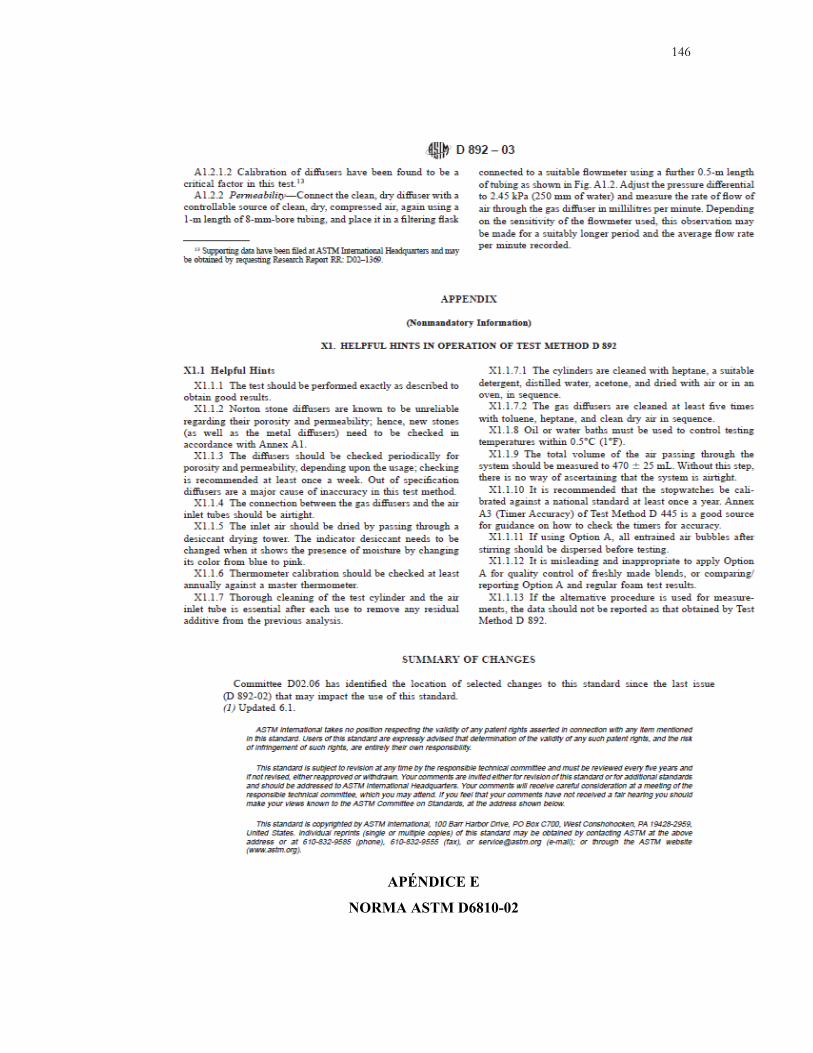
146
APÉNDICE E
NORMA ASTM D6810-02

147
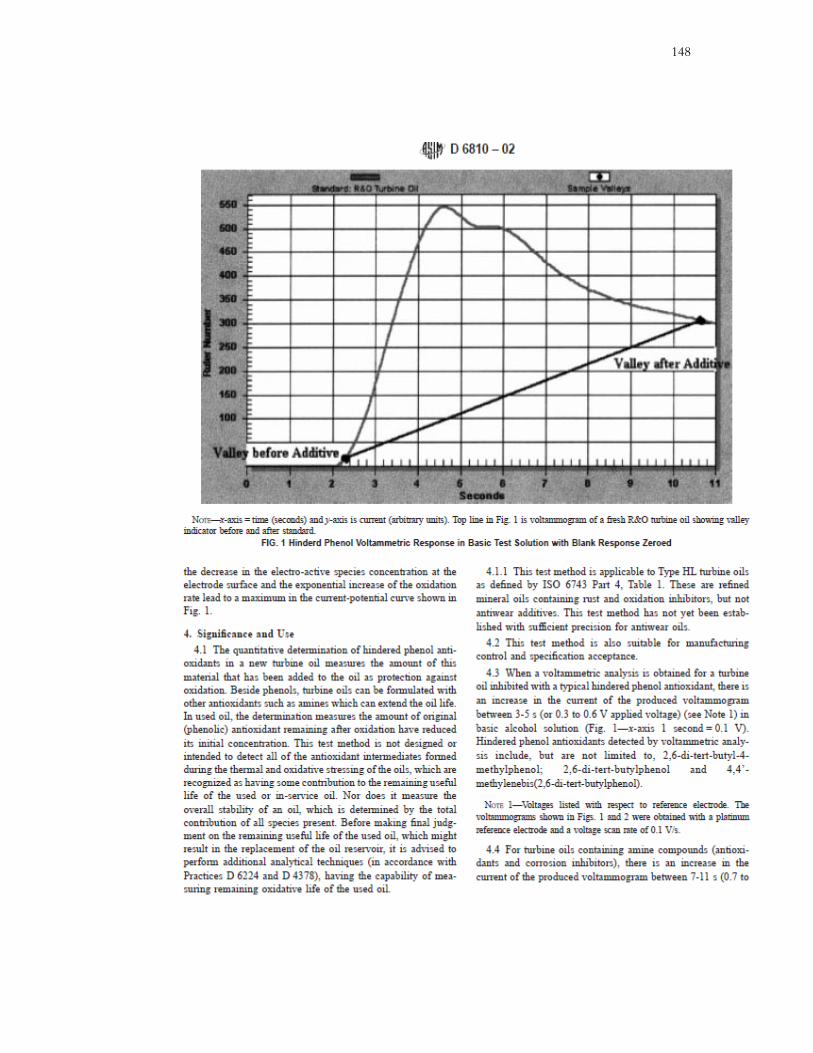
148
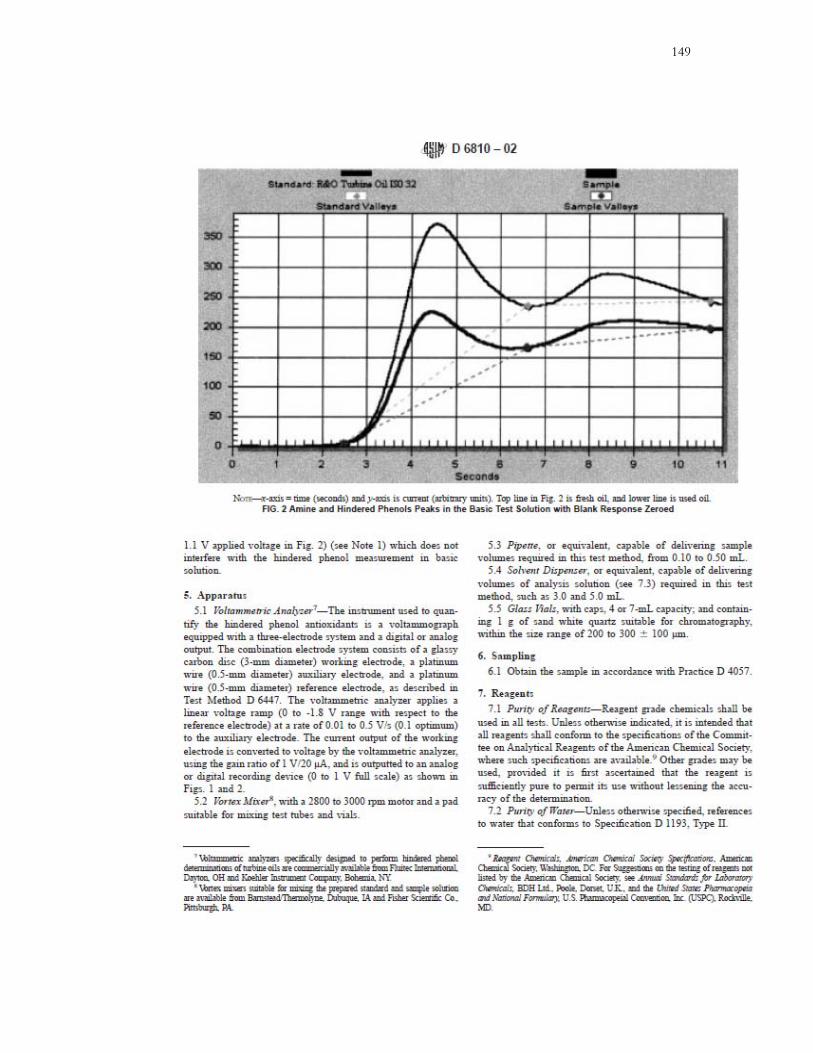
149
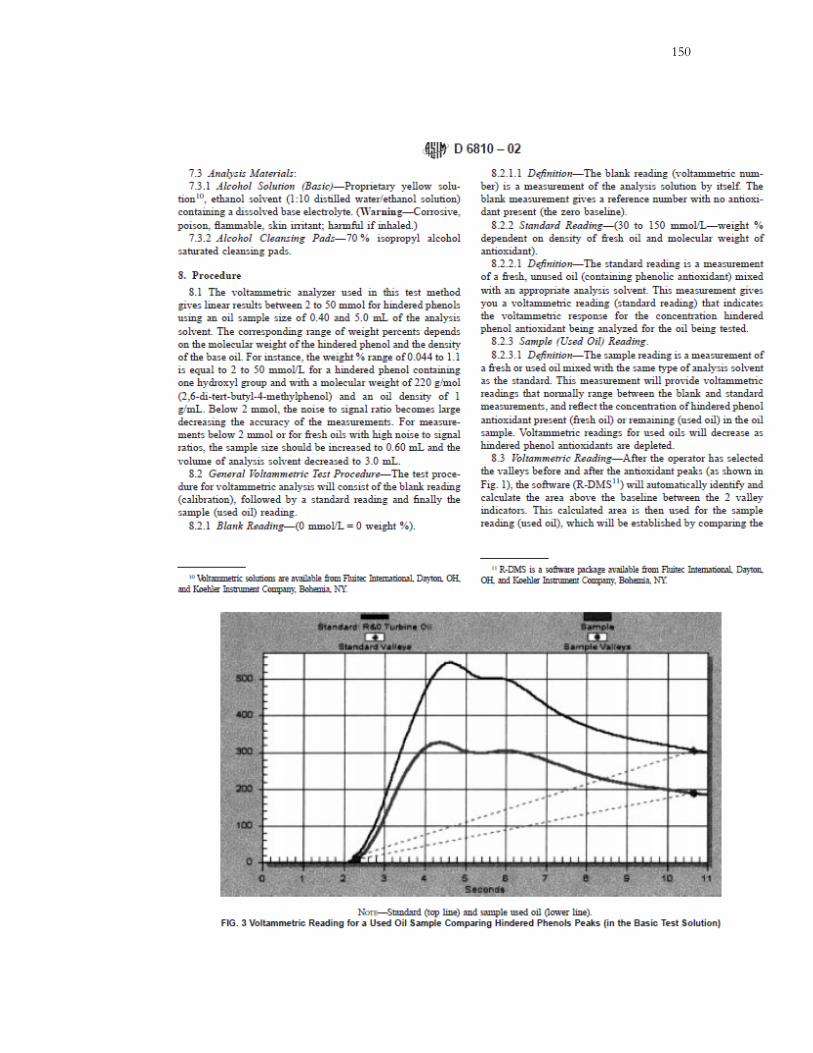
150

151
152
APÉNDICE F
NORMA ASTM D2272-02
153

154
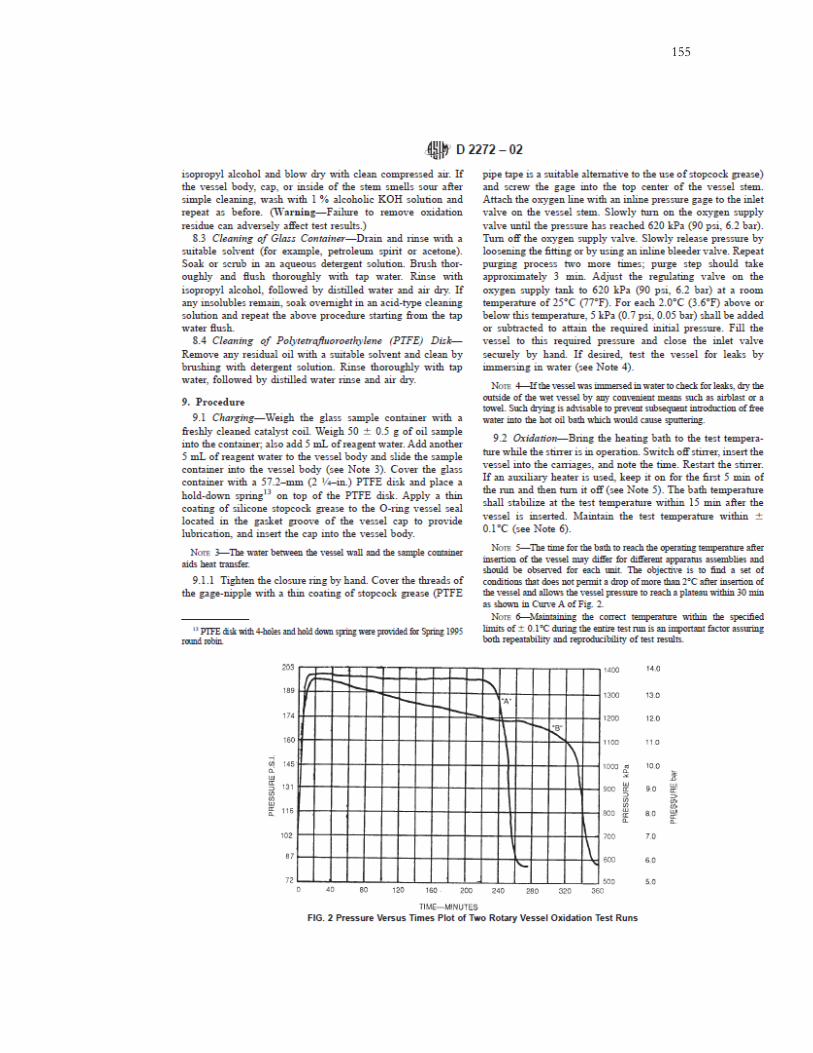
155

156
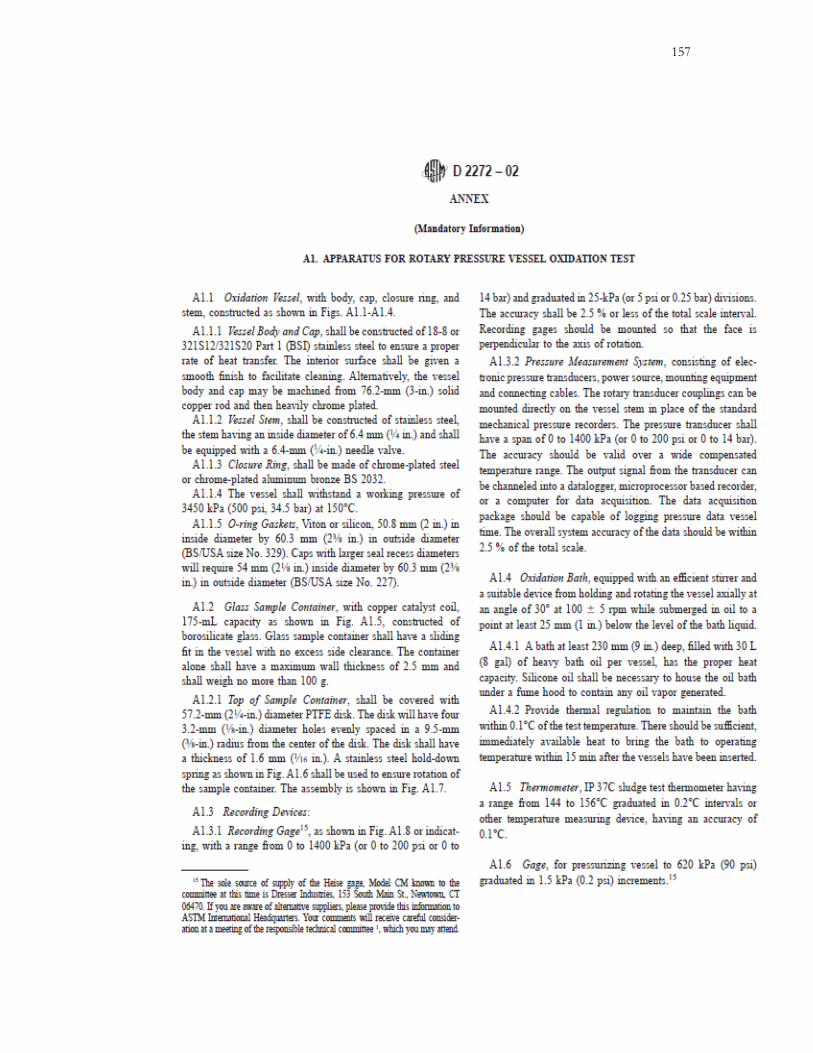
157
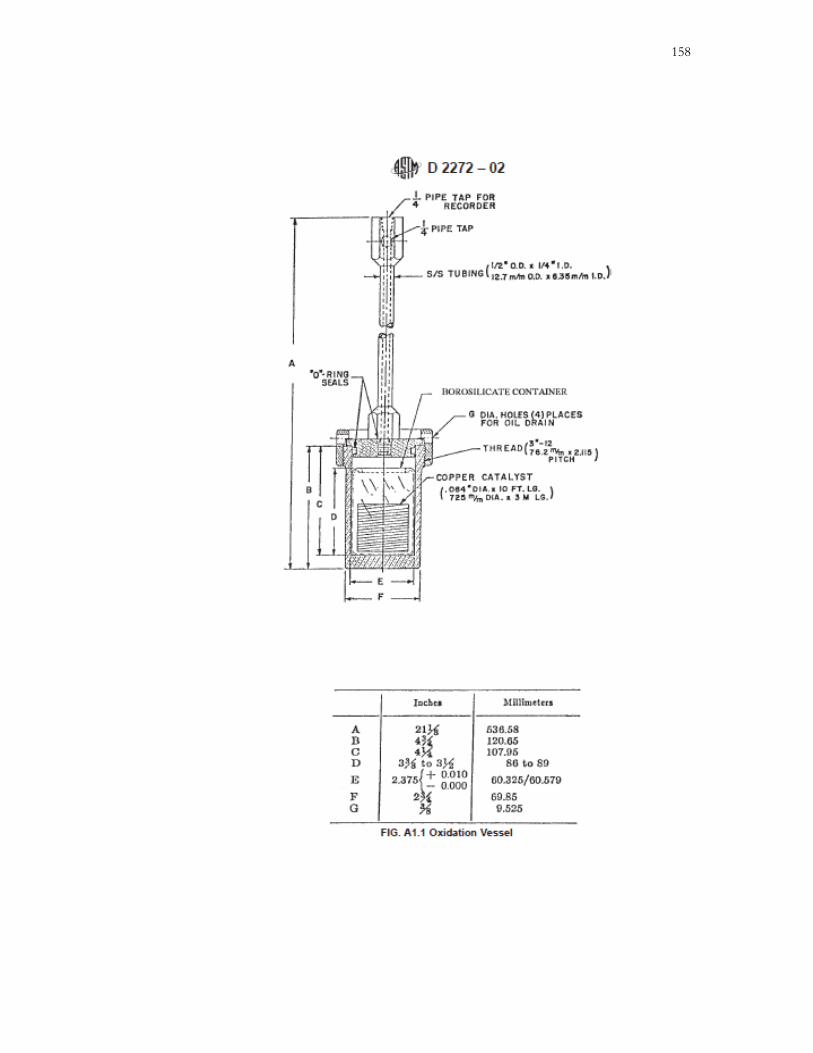
158
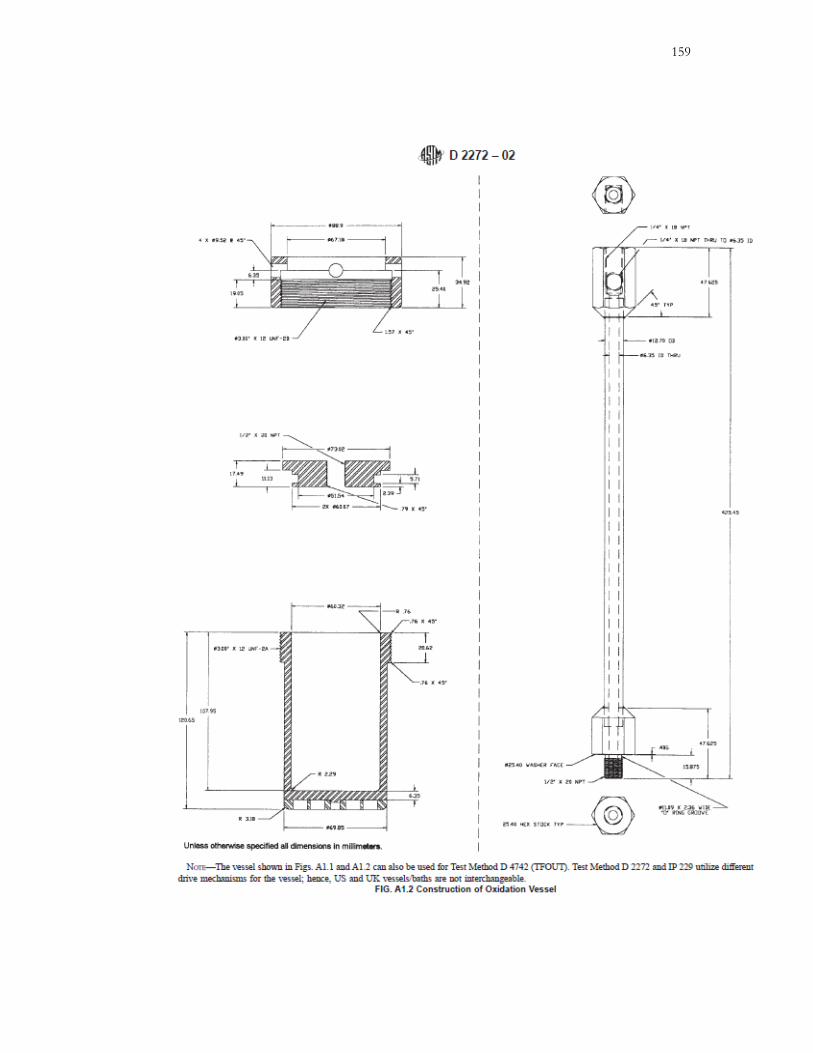
159

160
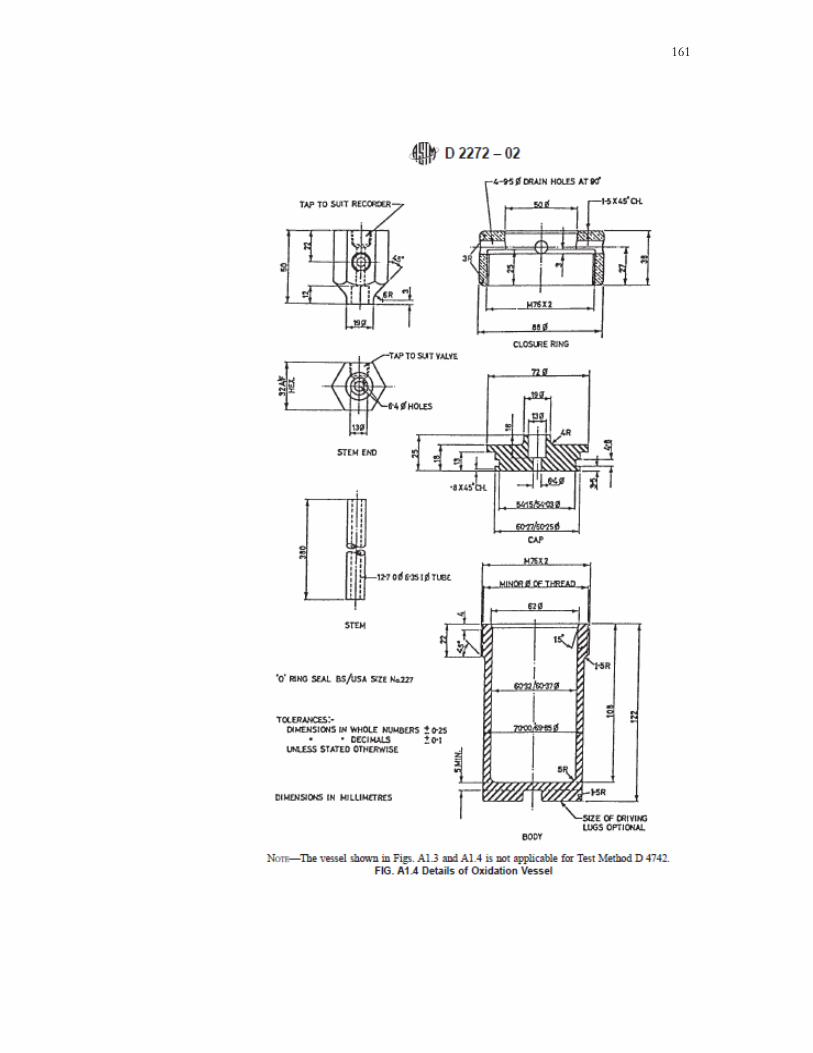
161
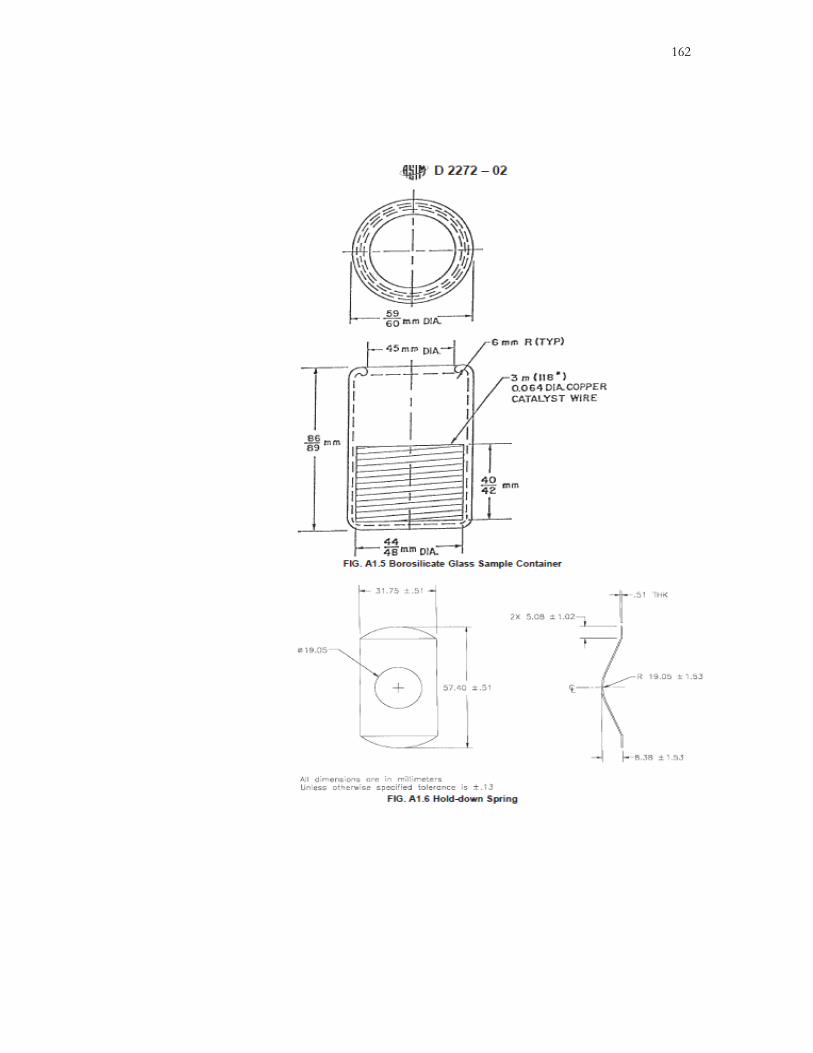
162

163
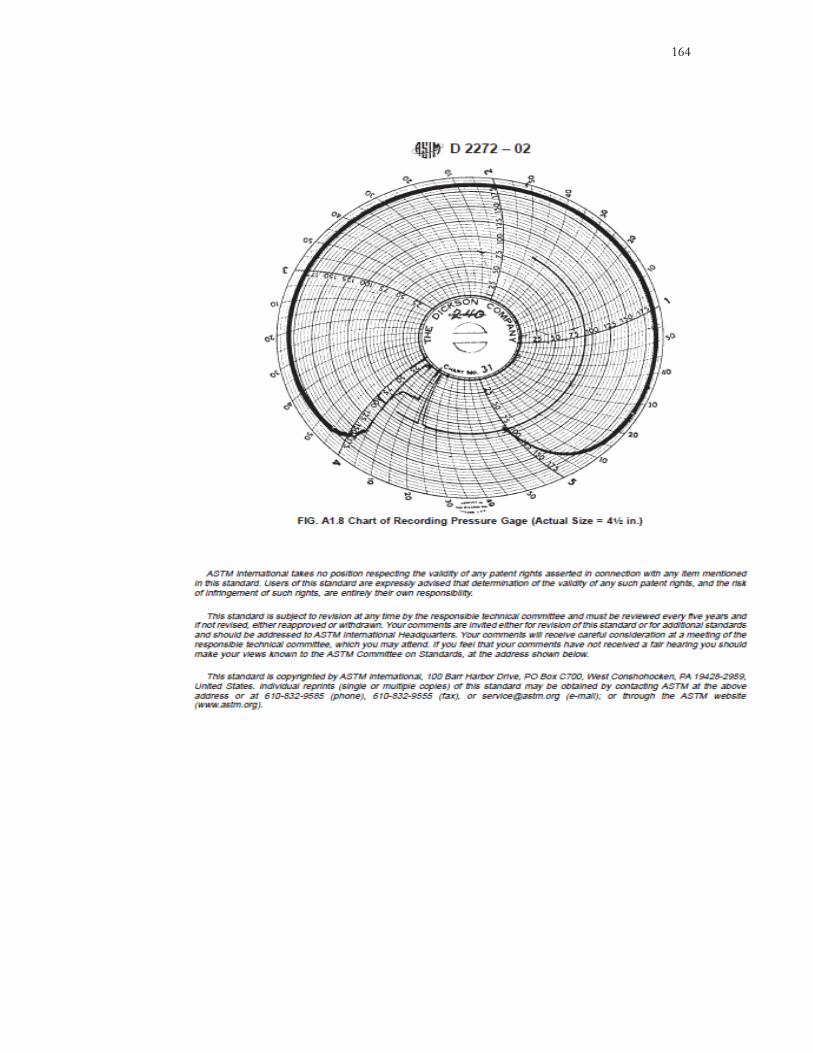
164

165
BIBLIOGRAFÍA
1. Jim Fitch (2012, Junio). Noria Corporation. Machinery Lubrication. Traducido
por Roberto Trujillo Corona, Noria Latín América. El crítico rol de los aditivos en la lubricación.
2. Drew Troyer y Jim Fich, traducido por Gerardo Trujillo, 2004, Oil Analysis Basics, Noria Corporation.
3. Gabriel Alejandro Arellano Ortiz, 2009. Implantación de Análisis de Aceite en
Motores de Combustión Interna de Ciclo Diésel. Tesis de Grado. Escuela Superior Politécnica Litoral, Guayaquil, Ecuador.
4. Jiménez Macias Magaly, 2011. Análisis de Metales en Aceites Lubricantes
automotrices usados por espectroscopía de Absorción Atómica. Tesis de Grado. Instituto Politécnico Nacional, México, DF.
5. Hugo Suarez Valdivia, 2006. “extensión de intervalos de cambio de aceites
lubricantes en equipos pesados de minería e incremento de la vida útil de componentes mayores mediante monitoreo de condiciones”. Informe de suficiencia. Lima, Perú.
6. Noria Corporation. Traducido por Francisco J. Páez Alfonzo, Noria Latín
América. Espectrometría infrarroja por Transformadas de Fourier. 7. James C. Fitch. Traducido por Gerardo Trujillo, 2002. “Guía de procedencia de
elementos para aceite usado”. Noria latín América 8. Noria Corporation. Traducido por Roberto Trujillo Corona. Noria Latín
América. Fortalezas y Debilidades del Programa de Análisis de Aceite. 9. Jim Fitch (2011, Agosto). Noria Corporation. Machinery Lubrication.
Traducción por Roberto Trujillo, Noria Latín América. "Establecimiento de Límites y Objetivos para un Análisis de Aceite Efectivo".
10. Fitch, Jim and Troyer, Drew. Handbook of Used Oil Analysis. Noria
Corporation. 11. Noria Corporation (2007, Diciembre). Machinery Lubrication. Traducido por
Gerardo Trujillo Corona, Noria Latín América. Análisis de lubricante en-sitio, Antídoto para las fallas.
12. Noria Corporation. Traducido por Lizzette Irazú Trujillo González, Noria Latín
América. Análisis de elementos.
166
13. Gustavsen, A.J. (2001). “Assessing Additive Health Using Elemental Spectroscopy and the Stoke’s Procedure.” Revista Practicing Oil Analysis. Mayo-Junio.
14. Noria Corporation. Traducido por Francisco J. Páez Alfonzo, Noria Latín
América. La realidad – Es hora de rediseñar su paquete de pruebas del análisis de lubricantes.
15. Noria Corporation. Traducido por Roberto Trujillo Corona, Noria Latín
América, ¿Lo está volviendo loco su programa de mantenimiento basado en condición?
16. Jim Fitch y Drew Troyer. Noria Corporation. Traducción por Roberto Trujillo,
Noria Latín América. Establecimiento de Límites y Objetivos para un Análisis de Aceite Efectivo.
17. Andrew K.S. Jardine, Daming Lin, Dragan Banjevic (2006, Octubre). A review
on machinery diagnostics and prognostics implementing condition-based maintenance Review Article Mechanical Systems and Signal Processing, Volume 20. Pages 1483-1510.
18. Wes Cash (2013, Noviembre), Noria Corporation. Traducido por Francisco J.
Páez Alfonzo, Noria Latín América. “Cómo la contaminación con glicol afecta al aceite de motor”.
19. JimFitch (2013, Octubre). Noria Corporation. Machinery Lubrication. Traducido
por Roberto Trujillo Corona, Noria Latín América. "Conozca los efectos de la contaminación con agua".
20. Drew D. Troyer - Noria Corporation - “Effective Integration of vibration
analysis and Oil Analysis” – Maintenance Technology Magazine November 99. Pag. 4.
21. Noria Corporation. Diplomado análisis de lubricantes nivel I. Módulo 4: Tipos
de lubricante. 22. Noria Corporation. Diplomado análisis de lubricantes nivel II. Módulo 18:
Densidad ferrosa. 23. Noria Corporation. Diplomado análisis de lubricantes nivel II. Módulo 20:
Selección de las pruebas por tipo de máquina y modo de falla. 24. Noria Corporation. Diplomado análisis de lubricantes nivel I. Módulo 14:
Pruebas de rutina y excepción. 25. Noria Corporation. Diplomado análisis de lubricantes nivel II. Módulo 7: Vida
útil remanente.
167
26. Noria Corporation. Diplomado lubricación de clase mundial Nivel I, Módulo 5: Funciones de los aditivos.
27. Noria Corporation. Diplomado análisis de lubricantes nivel I. Módulo 4: Tipos
de Lubricante. 28. Noria Corporation. Diplomado lubricación de clase mundial nivel I. Módulo 3:
Aceites básicos: minerales, sintéticos y vegetales. 29. Noria Corporation. Diplomado análisis de lubricantes nivel II. Módulo 8:
Entendiendo la importancia de los aditivos.