
Implementación del CNC en máquinas de la empresa 1.pdf
42
Arturo González Murillo Implementación del CNC en maquinas CONSULTOR Difusión de buenas prácticas Página 1 de 42 DIFUSIÓN DE BUENAS PRÁCTICAS Actividad subcontratada por el CDI FOINDESA como parte de las actividades subvencionadas por la Dirección General de Innovación Tecnológica para los Centros de Difusión de la Innovación conforme a la orden 3742/2007 para la anualidad 01/10/07 al 30/09/ IMPLEMENTACION DEL CNC EN MÁQUINAS DE LA EMPRESA
-
Upload
manuel-alberto-jaramillo-lugo -
Category
Documents
-
view
116 -
download
3
Transcript of Implementación del CNC en máquinas de la empresa 1.pdf

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 1 de 42
DIFUSIÓN DE BUENAS PRÁCTICAS
Actividad subcontratada por el CDI FOINDESA como parte de las actividades subvencionadas por la Dirección General de Innovación Tecnológica para los Centros de Difusión de la Innovación conforme a la orden 3742/2007 para la anualidad 01/10/07 al 30/09/
IMPLEMENTACION DEL CNC EN
MÁQUINAS DE LA EMPRESA
Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 2 de 42
Í N D I C E
1. INTRODUCCIÓN 4
2. FUNDAMENTO DEL TORNO PARALELO 5
2.1 Partes principales 5
2.2 Trabajos que se realizan en el torno paralelo 9
2.3 Tipos de Tornos 13
3. INTRODUCCIÓN AL CNC 14
4. FUNCIONAMIENTO DEL TORNO DE CNC 15
5. ARQUITECTURA GENERAL DE UN TORNO DE CNC 16
5.1 Motor y cabezal principal 16
5.2 Bancada y carros desplazables 17
5.3 Ajustes de posicionamiento de carros 18
5.4 Portaherramientas 18
5.5 Accesorios y periféricos 19
5.6 UCP unidad central de proceso 20
6. TRABAJOS PREVIOS PARA ELABORAR UN PROGRAMA DE MECANIZADO
22
7. ESTRUCTURA DE UN PROGRAMA DE CNC DE TORNEADO 23
7.1 Puntos de referencia 24
7.2 Número de secuencia 24
7.3 Funciones preparatorias G 24
7.4 Funciones modales 26
8. FUNDAMENTOS TECNOLÓGICOS DEL TORNEADO CON CNC 27
8.1 Funciones auxiliares M 28

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 3 de 42
8.2 Elección de las herramientas de corte 30
8.3 Formación de la viruta 32
8.4 Mecanizado en seco y con refrigerante 32
9. IMPLEMENTACIÓN DEL CNC EN EL TORNO PARALELO 33
9.1 Descripción del sistema 33
9.2 Diseño del software de control 37
9.3 Galería de fotos 39
10. VENTAJAS Y DESVENTAJAS DE LA IMPLEMENTACIÓN DEL CNC EN MAQUINAS CONVENCIONALES
41
11. RESULTADOS 41
Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 4 de 42
1. INTRODUCCIÓN
Este estudio de difusión de buenas prácticas trata de analizar en primer lugar las características diferenciadoras entre una máquina herramienta convencional y una máquina herramienta de Control Numérico como puede ser un Torno. En segundo lugar veremos el trabajo realizado para la implementación de un sistema de CNC en un Torno paralelo convencional, realizado en la empresa Martín Acedo Manufacturing, S.A., en su sede de Fuenlabrada (Madrid), con el objeto de que pueda servir de ejemplo a seguir por otras empresas que dispongan de máquinas convencionales.
La diferencia entre un torno convencional y uno de Control
Numérico Computarizado (CNC), está constituida fundamentalmente por sus sistemas de movimiento automático y sus sistemas electrónicos, que procesan y controlan los movimientos y su software que permite la comunicación del usuario con el torno propiamente dicho. Este estudio describe los resultados obtenidos en el desarrollo de un proyecto en el cual se diseñó y construyó un sistema de control numérico, desde su concepción hasta su desarrollo e implementación, para construir piezas a partir de un esquema diseñado con cualquier herramienta de diseño mecánico. Se describen los aspectos electrónicos y de software, centrando su atención en el desarrollo del sistema control de movimientos.
Se presenta la implementación y resultados de un sistema de control numérico diseñado y construido localmente. Se describe el sistema mecánico y se explican con detalle los sistemas electrónico y de software, implementados para lograr la automatización de esta máquina herramienta, así como las ventajas e inconvenientes de este nuevo sistema.
Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 5 de 42
2. FUNDAMENTOS DEL TORNO PARALELO
En esta máquina, el arranque de viruta se produce al acercar la herramienta a la pieza en rotación, mediante el movimiento de ajuste. Al terminar una revolución completa, si no hubiera otros movimientos, debería interrumpirse la formación de viruta; pero como el mecanizado se ha de realizar, además de en profundidad (según la dirección de ajuste), en longitud (según el eje de rotación de la pieza), la herramienta deberá llevar un movimiento de avance. Según sea éste paralelo o no al eje de giro se obtendrán superficies cilíndricas o cónicas respectivamente. Se deduce de aquí que las partes esenciales del torno serán, aparte de la bancada, las que proporcionen los tres movimientos, de ajuste, avance y corte. El torno más corriente es el llamado torno paralelo; los otros se consideran como especiales.
Partes principales del torno paralelo: El torno paralelo se compone de las siguientes partes principales: 1º) Bancada: Es un zócalo de fundición soportado por uno o más pies, que sirve de apoyo y guía a las demás partes principales del torno. La fundición debe ser de la mejor calidad; debe tener dimensiones apropiadas y suficientes para soportar las fuerzas que se originan durante el trabajo, sin experimentar deformación apreciable, aún en los casos más desfavorables. Para facilitar la resistencia suele llevar unos nervios centrales. Las guías han de servir de perfecto asiento y permitir un deslizamiento suave y sin juego al carro y contracabezal. Deben estar perfectamente rasqueteadas o rectificadas. Es corriente que hayan recibido un tratamiento de temple superficial, para resistir el desgaste. A veces, las guías se hacen postizas, de acero templado y rectificado. 2º) Cabezal: Es una caja fijada al extremo de la bancada por medio de tornillos o bridas. En ella va alojado el eje principal, que es el que proporciona el movimiento a la pieza. En su interior suele ir alojado el mecanismo para lograr las distintas velocidades, que se seleccionan por medio de mandos adecuados, desde el exterior. El mecanismo que más se emplea para lograr las distintas velocidades es por medio

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 6 de 42
de trenes de engranajes. Los principales sistemas empleados en los cabezales de los tornos son: Cabezal monopolea: El movimiento proviene de un eje, movido por una polea única. Las distintas velocidades o marchas se obtienen por desplazamiento de engranajes. Transmisión directa por motor: En lugar de recibir el movimiento a través de una polea, lo pueden recibir directamente desde un motor. En este tipo de montaje es normal colocar un embrague, para evitar el cambio brusco del motor, al parar o invertir el sentido de la marcha. La potencia al transmitir es más directa, pues se evitan pérdidas por deslizamiento de correas. Caja de cambios: Otra disposición muy frecuente es la colocación de una caja o cambio, situada en la base del torno; desde allí se transmite el movimiento hasta el cabezal por medio de correas. Este sistema se presta muy bien para tornos rápidos y, sobre todo, de precisión. El eje principal queda descargado de tensiones, haciendo que la polea apoye en soportes adecuados. Variador de velocidades: Para lograr una variación de velocidades, mayor que las limitadas por los mecanismos anteriores, se emplean en algunos tornos variadores de velocidad mecánicos o hidráulicos.
Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 7 de 42
3º) Eje principal: Es el órgano que más esfuerzos realiza durante el trabajo. Por consiguiente, debe ser robusto y estar perfectamente guiado por los rodamientos, para que no haya desviaciones ni vibraciones. Para facilitar el trabajo en barras largas suele ser hueco. En la parte anterior lleva un cono interior, perfectamente rectificado, para poder recibir el punto y servir de apoyo a las piezas que se han de tornear entre puntos. En el mismo extremo, y por su parte exterior, debe llevar un sistema para poder colocar un plato portapiezas. 4º) Contracabezal o cabezal móvil: El contracabezal o cabezal móvil, llamado impropiamente contrapunta, consta de dos piezas de fundición, de las cuales una se desliza sobre la bancada y la otra puede moverse transversalmente sobre la primera, mediante uno o dos tornillos. Ambas pueden fijarse en cualquier punto de la bancada mediante una tuerca y un tornillo de cabeza de grandes dimensiones que se desliza por la parte inferior de la bancada. La superior tiene un agujero cilíndrico perfectamente paralelo a la bancada y a igual altura que el eje del cabezal. En dicho agujero entra suavemente un manguito cuyo hueco termina, por un extremo en un cono Morse y, por el otro, en una tuerca. En esta tuerca entra un tornillo que puede girar mediante una manivela; como este tornillo no puede moverse axialmente, al girar el tornillo el manguito tienen que entrar o salir de su alojamiento. Para que este manguito no pueda girar, hay una ranura en toda su longitud en la que ajusta una chaveta. El manguito puede fijarse en cualquier parte de su recorrido mediante otro tornillo. En el cono Morse puede colocarse una punta semejante a la del cabezal o bien una broca, escariador, etc. Para evitar el roce se emplean mucho los puntos giratorios. Además de la forma común, estos puntos giratorios pueden estar adaptados para recibir diversos accesorios según las piezas que se hayan de tornear. 5º) Carros: En el torno la herramienta cortante se fija en el conjunto denominado carro. La herramienta debe poder acercarse a la pieza, para lograr la profundidad de pasada adecuada y, también, poder moverse con el movimiento de avance para lograr la superficie deseada. Las superficies que se pueden obtener son todas las de revolución: cilindros y conos, llegando al límite de superficie plana. Por tanto, la Herramienta debe poder seguir las direcciones de la generatriz de estas superficies.

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 8 de 42
Esto se logra por medio del carro principal, del carro transversal y del carro inclinable. A) Carro principal: Consta de dos partes, una de las cuales se desliza sobre la bancada y la otra, llamada delantal, está atornillada a la primera y desciende por la parte anterior. El delantal lleva en su parte interna los dispositivos para obtener los movimientos automáticos y manuales de la herramienta, mediante ellos, efectuar las operaciones de roscar, cilindrar y refrentar. Dispositivo para roscar: El dispositivo para roscar consiste en una tuerca en dos mitades, las cuales por medio de una manivela pueden aproximarse hasta engranar con el tornillo patrón o eje de roscar. El paso que se construye variará según la relación del número de revoluciones de la pieza que se trabaja y del tornillo patrón. Dispositivo para cilindrar y refrentar: El mismo dispositivo empleado para roscar podría servir para cilindrar, con tal de que el paso sea suficientemente pequeño. Sin embargo, se obtiene siempre con otro mecanismo diferente. Sobre el eje de cilindrar va enchavetado un tornillo sin fin que engrana con una rueda, la cual, mediante un tren basculante, puede transmitir su movimiento a un piñón que engrana en una cremallera fija en la bancada o a otro piñón en el tornillo transversal. El tren basculante puede también dejarse en posición neutra. En el primer caso se mueve todo el carro y, por tanto, el torno cilindrará; en el segundo, se moverá solamente el carro transversal y el torno refrentará; en el tercer caso, el carro no tendrá ningún movimiento automático. Los movimientos del tren basculante se obtienen por medio de una manivela exterior. El carro puede moverse a mano, a lo largo de la bancada, por medio de una manivela o un volante. B) Carro transversal: El carro principal lleva una guía perpendicular a los de la bancada y sobre ella se desliza el carro transversal. Puede moverse a mano, para dar la profundidad de pasada o acercar la herramienta a la pieza, o bien se puede mover automáticamente para refrentar con el mecanismo ya explicado. Para saber el giro que se da al husillo y, con ello, apreciar el desplazamiento del carro transversal y la profundidad de la pasada, lleva el husillo junto al volante de accionamiento un tambor graduado que puede girar loco o fijarse en una posición determinada. Este tambor es de gran utilidad para las operaciones de cilindrado y roscado, como se verá más adelante.

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 9 de 42
C) Carro orientable: El carro orientable, llamado también carro portaherramientas, está apoyado sobre una pieza llamada plataforma giratoria, que puede girar alrededor de un eje central y fijarse en cualquier posición al carro transversal por medio de cuatro tornillos. Un círculo o limbo graduado indica en cualquier posición el ángulo que el carro portaherramientas forma con la bancada. Esta pieza lleva una guía en forma de cola de milano en la que se desliza el carro orientable. El movimiento no suele ser automático, sino a mano, mediante un husillo que se da vueltas por medio de una manivela o un pequeño volante. Lleva el husillo un tambor similar al del husillo del carro transversal. Para fijar varias herramientas de trabajo se emplea con frecuencia la torre portaherramientas, la cual puede llevar hasta cuatro herramientas que se colocan en posición de trabajo por un giro de 90º. Tiene el inconveniente de necesitar el uso de suplementos, por lo cual se emplea el sistema americano, o bien se utilizan otras torretas que permiten la graduación de la altura de la herramienta, que además tiene la ventaja de que se puede cambiar todo el soporte con la herramienta y volverla a colocar en pocos segundos; con varios soportes de estos se pueden tener preparadas otras tantas herramientas. Trabajos que se hacen con el torno paralelo:
Los trabajos característicos que se hacen en el torno paralelo son: - Cilindrado exterior e interior. - Refrentado. - Torneado de conos exteriores. - Troceado y ranurado. - Otros trabajos de torneado. - Roscado en el torno. Cilindrado exterior e interior: Es una operación para dar forma y dimensiones a la superficie lateral de un cilindro recto de revolución. Se emplea siempre la herramienta adecuada, recta o curvada, de acuerdo con la operación de desbaste o de acabado. La posición debe ser correcta para que se pueda realizar toda la longitud de la pasada sin interrupciones. Hay que asegurarse de que no estorban: el perro, las garras del plato, la contrapunta, las lunetas, etc. Así como en el desbaste lo fundamental no es ni la rugosidad ni la precisión, sino el rendimiento en la cantidad de viruta cortada, en el
Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 10 de 42
acabado, dentro de las limitaciones del torno, lo fundamental es la precisión en las medidas y la rugosidad, que deben ser pedidas en los dibujos de taller. Se realiza maniobrando de igual modo que en el cilindrado de desbaste, pero variando los elementos de corte, como son la velocidad, el avance y la profundidad de pasada, así como la herramienta. Refrentado: Se llama así a la realización de superficies planas en el torno. El refrentado puede ser completo, en toda la superficie libre, o parcial, en superficies limitadas. También existe el refrentado interior. Las herramientas normales suelen ser definidas por las normas DIN 4.978, 4.980 y 4.977. También pueden emplearse las DIN 4.971 y DIN 4.876 y otras similares o sus correspondientes UNE o ISO. Un detalle importante a tener en cuenta es el ángulo de posición; hay que evitar que la herramienta tienda a acuñarse o clavarse en la pieza. Preparadas la pieza y la herramienta y seleccionada la velocidad, se procede a dar la pasada. Si la superficie es pequeña se puede dar la profundidad de pasada con el carro principal y, una vez lograda, se mantiene fijo el carro con una mano, mientras con la otra se da el avance a mano, accionando el husillo transversal, o se pone el automático de refrentar. Si la superficie es mayor y el trabajo es de precisión, es mejor actuar de la manera siguiente: - Se aproxima la herramienta con los carros principal y transversal. - Se fija el carro principal apretando el sistema de frenado o fijación del mismo. - Se da la profundidad de pasada por medio del carro orientable (conviene que esté paralelo al eje principal). Si se han de dar varias pasadas, se pone el tambor a cero y se va controlando en el mismo la profundidad rebajada. Naturalmente, si la superficie es completa y se refrenta del centro hacia fuera, la pasada debe darse en marcha. - Se coloca el automático de refrentar. Torneado de conos exteriores: En líneas generales, es muy parecido al torneado de cilindros. Pero presenta algunas
Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 11 de 42
peculiaridades. El torneado de conos puede hacerse de varias maneras: - Con inclinación del carro orientable, - Con aparato copiador, - Entre puntos con desplazamiento del cabezal. Para pequeñas serie o piezas únicas suele emplearse el primer procedimiento. Tiene el grave inconveniente de que, al no tener movimiento automático el carro orientable, la uniformidad no puede ser muy buena, salvo que se posea una gran práctica y destreza. Para grandes series es aconsejable emplear el segundo o tercer procedimiento. Un detalle muy interesante, a tener en cuenta en cualquier sistema empleado en el torneado de conos, es que la punta de la herramienta debe estar perfectamente a la altura del punto o eje del torno. Si no se hace así, la superficie cónica no resulta tal, ya que la herramienta no se desplaza sobre una generatriz, sino sobre una línea que se cruza con el eje, dando lugar a una superficie reglada cónica, pero no a un cono. Torneado de conos por inclinación del carro orientable: La inclinación del carro orientable no se puede hacer con precisión, solamente con la graduación del mismo, ya que normalmente no se alcanzan apreciaciones menores de 15'. Pero es muy interesantecomo primera aproximación; por eso, en los dibujos no debe faltar nunca la acotación de la inclinación o semiángulo del cono en grados, aunque sólo sea aproximado. Torneado de conos con copiador: Es el procedimiento recomendado para grandes series. El copiador puede ser hidráulico o mecánico; pero en ambos sistemas, la base fundamental es la plantilla guía, cuyo ángulo debe ser el del semiángulo del cono. En la calidad y precisión de la colocación de la plantilla estriba la precisión de la conicidad. El acabado puede ser de buena calidad, por hacerse con el avance del carro principal, que como es lógico, se mueve automáticamente igual que para el cilindrado. La verificación se hace, como anteriormente se indicó, en las primeras piezas; ya que, trabajando normalmente, no se suele desajustar el copiador y, por tanto, sólo habrá que verificar el diámetro para las otras piezas. Por seguridad, a cada cierto número de piezas, conviene verificar también la conicidad. Torneado de conos entre puntos con desplazamiento del contracabezal: Es el tercero de los sistemas anotados; como el anterior, se presta para series de conos largos de poca conicidad, ya que el

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 12 de 42
desplazamiento de la contrapunta es limitado. En estos casos los puntos deben ser esféricos, ya que los normales no se apoyarían correctamente, sobre todo en los casos más desfavorables. Por razones de desgaste, el punto del contracabezal conviene que sea giratorio, ya que el contacto se reduce a una simple línea. Troceado: Consiste en cortar una pieza en partes. Es una operación delicada que requiere gran seguridad y experiencia, pero resultará más fácil si se tiene en cuenta las causas de la dificultad. El peligro principal está en los inconvenientes que encuentra la viruta para salir de la ranura, particularmente cuando el canal tiene cierta profundidad. Torneado de interiores o mandrinado: Esta operación consiste en realizar cilindros o conos interiores, cajas, ranuras, etc. Como en el taladrado, el montaje debe ser tal que deje libre el extremo de la pieza. Roscado: El roscado en el torno puede hacerse por medio de machos y terrajas convencionales y con herramientas especiales, cuando se trata de trabajo en serie. Si la rosca tiene mucho paso o dimensiones no normalizadas, se efectúa el roscado con herramienta simple. Para ello es preciso que al mismo tiempo que gira la pieza que se trabaja, la herramienta avance a una velocidad que depende del avance de la rosca que se ha de construir y del número de revoluciones que da el eje del torno. Moleteado: Es la operación que tiene por objeto producir una superficie áspera o rugosa, para que se adhiera a la mano, con el fin de sujetarla o girarla más fácilmente. La superficie sobre la que se hace el moleteado normalmente es cilíndrica. Trabajos especiales en el torno: Además de los ya explicados, se pueden realizar trabajos especiales en el torno, especialmente cuando no se dispone de la maquinaria adecuada para ello. Casi todos estos trabajos exigen el empleo de utillaje idóneo: torneado esférico, destalonado de fresas, rectificado, roscado cónico, etc.

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 13 de 42
Tipos de tornos El torno que se ha utilizado para la descripción general de sus diferentes mecanismos es el torno paralelo o cilíndrico. La índole de las piezas, el número de ellas o los trabajos especiales han impuesto la necesidad de otros tipos que se diferencian, principalmente, por el modo de sujetar la pieza o el trabajo que realizan. Los más importantes son: Tornos revolver: Se distinguen de los cilíndricos en que no llevan contrapunto y el cabezal móvil se sustituye por una torre giratoria alrededor de un árbol horizontal o vertical. La torre lleva diversos portaherramientas, lo cual permite ejecutar mecanizados consecutivos son sólo girar la torreta. Tornos al aire: Se utilizan para el mecanizado de piezas de gran plato, en el eje principal. El avance lo proporciona una cadena que son difíciles de fijar en dos puntos. Entonces se fija la pieza sobre un gran plato en el eje principal. El avance lo proporciona una cadena que transmite, por un mecanismo de trinquete, el movimiento al husillo, el cual hace avanzar al portaherramientas. Tornos verticales: Los inconvenientes apuntados para los tornos al aire se evitan haciendo que el eje de giro sea vertical. La pieza se coloca sobre el plato horizontal, que soporta directamente el peso de aquella. Las herramientas van sobre carros que pueden desplazarse vertical y transversalmente. Tornos automáticos: Son tornos revolver en que pueden realizarse automáticamente los movimientos de la torreta así como el avance de la barra. Suelen usarse para la fabricación en serie de pequeñas piezas. Tornos de CNC: La diferencia entre un torno convencional y uno de Control Numérico Computarizado (CNC), esta constituida fundamentalmente por sus sistemas de movimiento automático, La descripción del diseño y construcción de un torno de control numérico y sus sistemas electrónicos, que procesan y controlan los movimientos y su software, permite la comunicación del usuario con el torno propiamente dicho. A continuación veremos con más detalle este tipo de tornos que nos ocupa en este estudio.

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 14 de 42
3. INTRODUCCIÓN AL CNC
El control numérico se inventó para adaptar las variaciones en la configuración de los productos. El torno es uno de los ejemplos más importantes de automatización en la fabricación de componentes metálicos. El control numérico (CN) es una forma de automatización programable en la cual el equipo de procesado se controla a través de números, letras y otros símbolos. Cuando la tarea en cuestión cambia, se cambia el programa de instrucciones.
El primer desarrollo en el área del control numérico lo realizó el inventor norteamericano John T. Parsons (Detroit 1913-2007), junto con su empleado Frank L. Stulen, en la década de 1940. La aplicación del control numérico abarca gran variedad de procesos. Se dividen las aplicaciones en dos categorías:
• Aplicaciones con máquina herramienta, tales como el taladrado, laminado, torneado, etc.
• Aplicaciones sin máquina herramienta, tales como el ensamblaje, trazado e inspección.
El principio de operación común de todas las aplicaciones del control numérico es el control de la posición relativa de una herramienta o elemento de procesado con respecto al objeto a procesar.
La puesta en marcha del control numérico estuvo caracterizada por un desarrollo anárquico de los códigos de programación. Cada constructor utilizaba el suyo particular.
Pronto se vio la necesidad de normalizar los códigos de programación como condición indispensable para que un mismo programa pudiera servir para diversas máquinas con tal de que fuesen del mismo tipo.
Los caracteres más usados que se establecieron están regidos bajo la norma DIN 66024 y 66025 son, entre otros, los siguientes:
N que corresponde al número de bloque o secuencia. Esta letra va seguida de un número que corresponde a cada bloque diferente que es necesario programar. El número máximo de bloques que pueden programarse hoy día depende de la capacidad que disponga el procesador, pero sin duda el nº de ellos puede ser muy elevado..
X, Y, Z son las que se utilizan para señalar las cotas correspondientes a los ejes de coordenadas X, Y, Z de la máquina herramienta. En los tornos solo se utilizan las coordenadas X y Z. Dichas cotas se pueden programar en forma absoluta o relativa, es decir, con respecto al cero pieza o con respecto a la última cota respectivamente.

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 15 de 42
G es la dirección correspondiente a las funciones preparatorias. Se utilizan para informar al control de las características de las funciones de mecanizado. La función G va seguida de un número de dos cifras que permite programar hasta 100 funciones preparatorias diferentes.
M corresponde a nominación de funciones auxiliares, tales como parada de la máquina, activación de la refrigeración, etc.
Desde los orígenes del control numérico todos los esfuerzos se han encaminado a incrementar la productividad, precisión, rapidez y flexibilidad de las máquinas-herramienta. Su uso ha permitido la mecanización de piezas muy complejas, especialmente en la industria aeronáutica, que difícilmente se hubieran podido fabricar de forma manual.
4. FUNCIONAMIENTO DEL TORNO DE CNC
En su funcionamiento los tornos CNC tienen tres ejes de referencia, llamados X,Z,Y:
• El eje Z es el que corresponde al desplazamiento longitudinal de la herramienta en las operaciones de cilindrado.
• El eje X es el que realiza el movimiento transversal de la herramienta y corresponde a las operaciones de refrentado, siendo perpendicular al eje principal de la máquina.
• Estos son los dos ejes principales, pero con los CNC de ultima tecnología, comienza a tener mucha mas importancia el EJE Y: eje que comanda la altura de las herramientas del CNC.
Estos ejes tienen incorporada la función de interpolación, es decir que puedan desplazarse de forma simultánea, pudiendo conseguir mecanizados cónicos y esféricos de acuerdo a la geometría que tengan las piezas.
Las herramientas van sujetas en un cabezal en forma de tambor donde pueden ir alojadas de seis a veinte portaherramientas diferentes las cuales van rotando de acuerdo con el programa de mecanizado. Este sistema hace fácil el mecanizado integral de piezas complejas.
La velocidad de giro de cabezal portapiezas, el avance de los carros longitudinal y transversal y las cotas de ejecución de la pieza están programadas, y, por tanto, exentas de fallos humanos imputables al operario de la máquina.

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 16 de 42
Dada la robustez de las máquinas, permiten trabajar a velocidades de corte y avance muy superiores a los tornos convencionales y, por tanto, requiere una gran calidad de las herramientas que utiliza suelen ser de metal duro o de cerámica.
5. ARQUITECTURA GENERAL DE UN TORNO CNC
Las características propias de los tornos CNC respecto de un torno paralelo convencional son las siguientes:
5.1 Motor y cabezal principal
Este motor limita la potencia real de la máquina y es el que provoca el movimiento giratorio de las piezas, normalmente los tornos actuales CNC equipan un motor de corriente continua, que actúa directamente sobre el husillo con una transmisión por poleas interpuesta entre la ubicación del motor y el husillo, siendo innecesario ningún tipo de transmisión por engranajes.
Estos motores de corriente continua proporcionan una variedad de velocidades de giro casi infinita desde cero a un máximo determinado por las características del motor, que es programable con el programa de ejecución de cada pieza. Muchos motores incorporan dos gamas de velocidades uno para velocidades lentas y otro para velocidades rápidas, con el fin de obtener los pares de esfuerzo más favorables. El husillo lleva en su extremo la adaptación para los correspondientes platos de garra y un hueco para poder trabajar con barra.
Las características del motor y husillo principal de un torno CNC pueden ser las siguientes:
• Diámetro agujero husillo principal: 100 mm • Nariz husillo principal: DIN 55027 Nº 8 / Camclock Nº 8 • Cono Morse Nº 2 • Gama de velocidades: 2 • Velocidad variable del husillo: I: 0-564 rpm II: 564-2000 rpm • Potencia motor: 15 kw

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 17 de 42
5.2 Bancada y carros desplazables
Husillo de bolas con rosca redondeada rectificada.
• Para poder facilitar el desplazamiento rápido de los carros longitudinal y transversal, las guías sobre las que se deslizan son templadas y rectificadas con una dureza del orden de 450 HB. Estas guías tienen un sistema automatizado de engrase permanente.
• Los husillos de los carros son de bolas templadas y rectificadas asegurando una gran precisión en los desplazamientos, estos husillos funcionan por el principio de recirculación de bolas, mediante el cual un tornillo sin fin tiene un acoplamiento a los respectivos carros. Cuando el tornillo sin fin gira el carro se desplaza longitudinalmente a través de las guías de la bancada. Estos tornillos carecen de juego cuando cambian de sentido de giro y apenas ofrecen resistencia. Para evitar los daños de una colisión del carro con algún obstáculo incorporan un embrague que desacopla el conjunto y detiene la fuerza de avance.
• Cada carro tiene un motor independiente que pueden ser servomotores o motores encoder que se caracterizan por dar alta potencia y alto par a bajas revoluciones. Estos motores funcionan como un motor convencional de Motor de corriente alterna, pero con un encoder conectado al mismo. El encoder controla las revoluciones exactas que da el motor y frena en el punto exacto que marque la posición programada de la herramienta.
Por otra parte la estructura de la bancada determina las dimensiones máximas de las piezas que se puedan mecanizar. Ejemplo de las especificaciones de la bancada de un torno CNC:

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 18 de 42
• Altura entre puntos: 375 mm • Diámetro admitido sobre bancada: 760 mm • Diámetro sobre carro longitudinal 675 • Diámetro admitido sobre carro transversal. 470 mm • Avance de trabajo ejes Z, X. 0-10000 mm/min • Desplazamientos rápidos ejes Z, X 15/10 m/min • Fuerza empuje longitudinal 9050 N • Fuerza empuje transversal 9050 N
5.3 Ajuste posicionamiento de carros
A pesar de la calidad de los elementos que intervienen en la movilidad de los carros longitudinal y transversal no hay garantía total de poder conseguir la posición de las herramientas en la cota programada.
Para corregir los posibles fallos de posicionamiento hay dos sistemas electrónicos uno de ellos directo y el otro sistema indirecto. El sistema de ajuste de posicionamiento directo utiliza una regla de medida situada en cada una de las guías de las bancadas, donde actúa un lector óptico que mide exactamente la posición del carro, transfiriendo a la UCP (Unidad Central de Proceso) las desviaciones que existen donde automáticamente se reprograma hasta conseguir la posición correcta.
5.4 Portaherramientas

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 19 de 42
Detalle del cabezal portaherramientas.
El torno CNC utiliza un tambor como portaherramientas donde pueden ir ubicados de seis a veinte herramientas diferentes, según sea el tamaño del torno, o de su complejidad. El cambio de herramienta se controla mediante el programa de mecanizado, y en cada cambio, los carros retroceden a una posición donde se produce el giro y la selección de la herramienta adecuada para proseguir el ciclo de mecanizado. Cuando acaba el mecanizado de la pieza los carros retroceden a la posición inicial de retirada de la zona de trabajo para que sea posible realizar el cambio de piezas sin problemas. El tambor portaherramientas, conocido como revolver, lleva incorporado un servomotor que lo hace girar, y un sistema hidráulico o neumático que hace el enclavamiento del revolver, dando así una precisión que normalmente está entre 0.5 y 1 micra de milímetro. Las herramientas tienen que ser ajustadas a unas coordenadas adecuadas en un accesorio externo a los tornos de acuerdo con las cotas que indique el programa. En la mayoría de los casos se trabaja con plaquitas intercambiables de metal duro, con lo cual, cuando se necesita reponer la plaquita, no hace falta desmontar el portaherramientas de su alojamiento.
5.5 Accesorios y periféricos
Se conocen como accesorios de una máquina aquellos equipamientos que formando parte de la misma son adquiridos a un proveedor externo, porque son de aplicación universal para ese tipo de máquina. Por ejemplo la batería de un automóvil es un accesorio de mismo.
Todas las máquinas que tienen incorporado su funcionamiento CNC, necesitan una serie de accesorios que en el caso de un torno se concretan en los siguientes:
• UCP (Unidad de Control de Proceso) • Gráficos dinámicos de sólidos y de trayectoria • Editor de perfiles • Periféricos de entrada • Periféricos de salida

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 20 de 42
5.6 UCP Unidad central de proceso
La UCP o CPU es el cerebro de cálculo de la máquina, gracias al microprocesador que incorpora. La potencia de cálculo de la máquina la determina el microprocesador instalado. A cada máquina se le puede instalar cualquiera de las UCP que hay en el mercado, por ejemplo: FAGOR, FANUC, SIEMENS, etc. Lo normal es que el cliente elige las características de la máquina que desea y luego elige la UCP que más le convenga por prestaciones, precio, servicio, etc.
Las funciones principales encomendadas a la UCP es desarrollar las órdenes de mando y control que tiene que tener la máquina de acuerdo con el programa de mecanizado que el programador haya establecido, como por ejemplo calcular la posición exacta que deben tener las herramientas en todo el proceso de trabajo, mediante el control del desplazamiento de los correspondientes carros longitudinal y transversal. También debe controlar los factores tecnológicos del mecanizado, o sea las revoluciones del husillo y los avances de trabajo y de desplazamiento rápido así como el cambio de herramienta.
Por otra parte la UCP, integra las diferentes memorias del sistema, que pueden ser EPROM, ROM, RAM y TAMPON, que sirven para almacenar los programas y actuar como un disco duro de cualquier ordenador.
Como periférico de entrada el más significativo e importante es el teclado que está instalado en el panel de mandos de la máquina, desde donde se pueden introducir correcciones y modificaciones al programa inicial, incluso elaborar un programa individual de mecanizado. Hay muchos tipos de periféricos de entrada con mayor o menor complejidad, lo que si tienen que estar construidos es a prueba de ambientes agresivos como los que hay en los talleres.
Como periférico de salida más importante se encuentra el monitor que es por donde nos vamos informando del proceso de ejecución del mecanizado y podemos ver todos los valores de cada secuencia. También podemos controlar el desplazamiento manual de los carros y demás elementos móviles de la máquina.
Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 21 de 42
Unidad Central de Proceso torno Amutio

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 22 de 42
6. TRABAJOS PREVIOS PARA ELABORAR UN PROGRAMA DE MECANIZADO
Ciclo básico de mecanizado.
Antes de empezar a confeccionar un programa de mecanizado se tiene que conocer bien el mecanizado que se va a realizar en el torno y las dimensiones y características del material de partida, así como la cantidad de piezas que hay que componen la serie que hay que mecanizar. Con estos conocimientos previos, se establece el sistema de fijación de la pieza en el torno, las condiciones tecnológicas del mecanizado en cuanto a velocidad de corte, avance y número de pasadas.
Igualmente se establecen los parámetros geométricos del mecanizado señalando las cotas de llegada y partida de las herramientas, así mismo se selecciona las herramientas que se van a utilizar y las calidades de las mismas.
Velocidad de giro del cabezal. Este dato está en función de las características del material, del grado de mecanizado que se desee y del tipo de herramienta que se utilice. El programa permite adaptar cada momento la velocidad de giro a la velocidad más conveniente. Se representa por la letra (S) y puede expresarse como velocidad de corte o revoluciones por minuto del cabezal.

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 23 de 42
Avance de trabajo. Hay dos tipos de avance para los carros, uno de ellos muy rápido, que es el avance de aproximación o retroceso al punto de partida, y otro que es el avance de trabajo. Este también está en función del tipo de material, calidad de mecanizado y grado de acabado superficial. El programa permite adaptar cada momento el avance que sea más conveniente. Se representa por la letra (F) y puede expresarse en milímetros por revolución o milímetros de avance por minuto.
Otro factor importante a determinar es que todo programa debe indicar el lugar de posición que se ha elegido para referenciar la pieza que se llama "cero pieza". A partir del cero pieza se establece toda la geometría del programa de mecanizado.
Piezas de ajedrez mecanizadas en un torno CNC.
7. ESTRUCTURA DE UN PROGRAMA DE CNC DE TORNEADO
La estructura de un programa de torneado está conformado por una serie de secuencias y funciones donde se van programando las tareas que debe realizar la máquina de acuerdo con los parámetros de la pieza y las condiciones tecnológicas de su mecanizado. Existen varios fabricantes de ordenadores para tornos. En este artículo para ejemplarizar un tipo de programación se toma referencia el modelo 8050 que fabrica la empresa española Fagor que ha sido la empleada en la automatización que nos ocupa este estudio.

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 24 de 42
7.1 Puntos de referencia
Todos los tornos de control numérico están dotados de tres puntos de referencia que hay que tener en cuenta a la hora de iniciar un programa. Estos puntos son conocidos como cero máquina, cero pieza y punto de referencia.
El cero máquina es el punto sobre el que se sitúa el sistema de coordenadas inicial de las máquinas, este origen viene dado por el fabricante. Normalmente se sitúa en la cara frontal del plato de garras y sobre el eje X-0.
Se conoce como cero pieza el sistema de referencia que el programador adopta por razones prácticas, teniendo en cuenta la geometría y acotación de la pieza a mecanizar, para facilitar la programación CNC. El cero pieza se programa como la primera función a realizar en cada modelo de pieza nueva que se mecaniza Este punto tiene como coordenadas X-O y el valor de Z es la distancia que hay del cero máquina a la cota elegida del plano de la pieza como cero pieza que es el que el programador considere oportuno.
Punto de referencia es aquél donde se realiza la sincronización del sistema de referencia de la máquina. Este punto es hacia donde se dirige el carro portaherramientas cuando cambia de herramienta o cuando se acaba el mecanizado de la pieza. Este punto está prefijado por el fabricante de la máquina
7.2 Número de secuencia N
Se denomina secuencia al conjunto de órdenes no contradictorias que se pueden dar de una sola vez a la máquina. Se identifican por la letra N, y en un torno normal se pueden dar has 9999 órdenes sucesivas. Si el programa no es muy largo se pueden numerar de 10 en 10, por si es necesario introducir alguna orden complementaria no prevista, así tendremos N10, N20, N30, etc. o podríamos tener, N10, N11, N20, etc.
7.3 Funciones preparatorias G
Bajo la letra G acompañada de una cifra se agrupan una gran variedad de funciones que permiten al torno realizar las tareas adecuadas y necesarias para su trabajo.
Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 25 de 42
Hay cuatro tipos básicos de funciones preparatorias:
• Funciones de movilidad • Funciones tecnológicas • Funciones de conversión • Funciones de mecanizado especiales
Funciones de movilidad Las funciones de movilidad más importantes son las siguientes:
G00. Desplazamiento rápido. Indica el desplazamiento más rápido posible del carro portaherramientas, desde el punto de referencia al punto donde inicia el trabajo cada herramienta. Actúa al inicio del programa, cada vez que se produce un cambio de herramienta, y al final del programa en el retorno al punto de referencia.
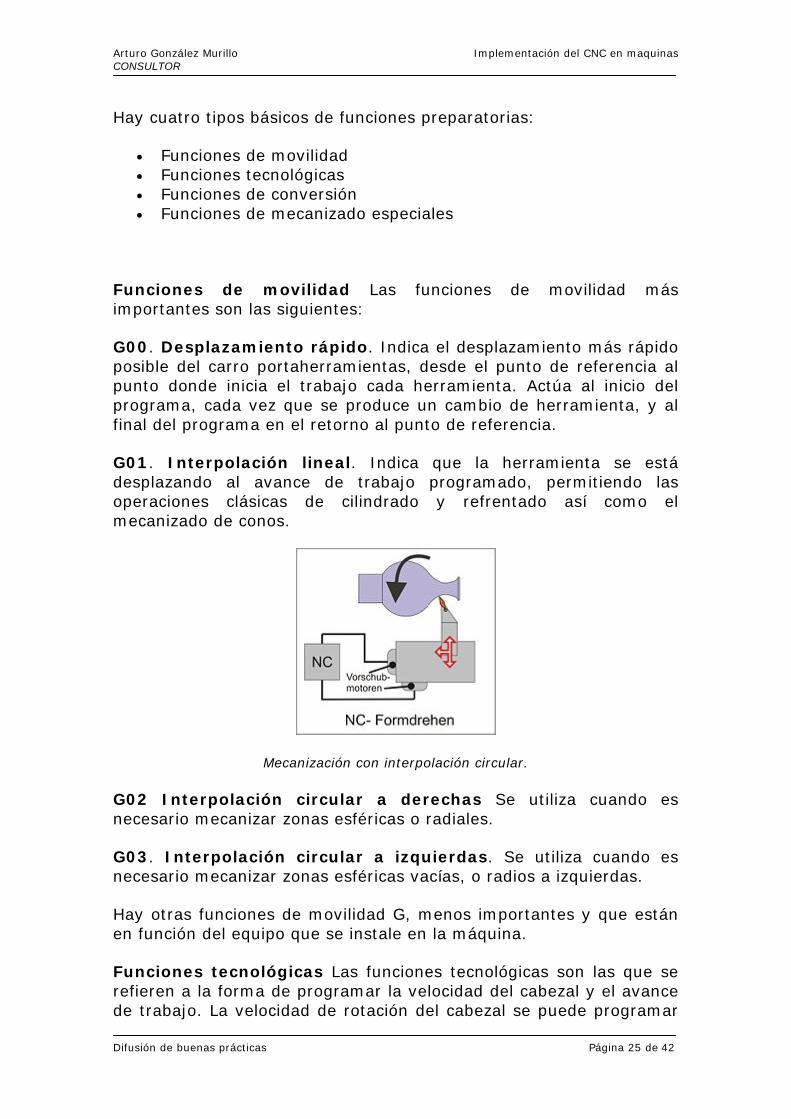
G01. Interpolación lineal. Indica que la herramienta se está desplazando al avance de trabajo programado, permitiendo las operaciones clásicas de cilindrado y refrentado así como el mecanizado de conos.
Mecanización con interpolación circular.
G02 Interpolación circular a derechas Se utiliza cuando es necesario mecanizar zonas esféricas o radiales.
G03. Interpolación circular a izquierdas. Se utiliza cuando es necesario mecanizar zonas esféricas vacías, o radios a izquierdas.
Hay otras funciones de movilidad G, menos importantes y que están en función del equipo que se instale en la máquina.
Funciones tecnológicas Las funciones tecnológicas son las que se refieren a la forma de programar la velocidad del cabezal y el avance de trabajo. La velocidad de rotación del cabezal se puede programar

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 26 de 42
a las revoluciones por minuto que se desee, para lo cual se antepondrá la función G97, o se puede programar para que gire a una velocidad de corte constante en m/min. En tal caso se indica con la función G96. Igual sucede con el avance de trabajo, si se desea programar el avance en mm/rev, se antepone la función G95 y si se desea trabajar en mm/min se antepone la función G94.
Funciones de conversión La función más importante de este grupo es la que corresponde al traslado de origen para situar el cero pieza que se realiza mediante la función G59. también existen funciones si el acotado está en pulgadas o en milímetros. Si bien ya tiene preestablecida la que se va a usar normalmente. Otro caso de conversión es si se programa con cotas absolutas o cotas incrementales.
Funciones de mecanizados especiales. La más popular de estas funciones es la que corresponde a un ciclo de roscado representada por la función G33. Otras funciones de este tipo son las de refrentados, taladrados, roscado con macho, escariado, etc.
7.4 Funciones modales.
En los programas de CNC, existen funciones que, una vez programadas, permanecen activas hasta que se programa una función contraria, o el programa se termina. Estas funciones son las llamadas funciones modales. En un bloque se pueden programar tantas funciones como se desee, siempre que no sean incompatibles entre ellas. Por ejemplo no se pueden programar en un bloque las funciones G00 y G01.
Programación de cotas X-Z
Se entiende por programación de cotas la concreción en el programa de los recorridos que tienen que realizar las herramientas para conformar el perfil de la pieza de acuerdo con el plano de la misma. La programación se puede hacer mediante coordenadas X y Z o coordenadas polares. También mediante la función G adecuada se pueden programar las cotas tanto en milímetros como en pulgadas. Para hacer una programación correcta de las cotas hay que conocer bien los excedentes de material que hay que remover, para determinar el número de pasadas que hay que realizar así como la rugosidad superficial que deben tener los acabados mecanizados, así como la forma de sujetar la pieza en la máquina y la rigidez que tenga.
Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 27 de 42
Programación de la herramienta T-D
Los tornos de control numérico tienen un tambor frontal donde pueden ir alojados un número variable de herramientas generalmente de 6 a 20 herramientas diferentes. Las herramientas se programan con una letra T seguida del número que ocupa en el tambor, por ejemplo T2, la letra T, es la inicial de esta palabra en inglés (tool). Como cada herramienta tiene una longitud diferente y un radio en la punta de corte también diferente es necesario introducir en el programa los valores correctores de cada herramienta, para que el programa pueda desarrollarse con normalidad.
Aparte de la longitud de la herramienta existen unas funciones G para introducir una corrección de acuerdo al valor que tenga el radio de la herramienta en la punta de corte. La compensación del radio de la herramienta tiene una gran importancia en el mecanizado, especialmente en piezas que contengan perfiles irregulares. Las placas de herramientas de torno tienen siempre puntas redondeadas, de esta forma son más rígidas. Cuanto menor es el radio de la punta mayor tendencia presenta a astillarse.
8. FUNDAMENTOS TECNOLÓGICOS DEL TORNEADO CON CNC
Los factores tecnológicos que hay que tener a la hora de elaborar un programa son los siguientes:
• Material de la pieza a mecanizar.
• Tolerancia de cotas y calidad superficial del mecanizado.
• Estructura de la pieza a mecanizar.
Estos factores son los que van a determinar entre otras cosas los siguientes elementos.
• Velocidad de corte la velocidad de corte se programa mediante la letra S, inicial de la palabra inglesa (speed) que significa velocidad, y una cifra que puede referirse a un valor constante de velocidad de corte que queremos mantener en todo el mecanizado o a una cifra que corresponde a las revoluciones por minuto del cabezal de acuerdo con la velocidad

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 28 de 42
de corte que se funcione y el diámetro de la pieza que se esté torneando. La elección de un sistema de programa u otro se realiza mediante la función G que corresponda.
• Profundidad de pasada este concepto viene determinado por la cantidad de viruta que se tenga que remover y del grado superficial que se tenga que obtener y de la tolerancia de mecanizado del plano.
• Avance de trabajo El avance de trabajo de la herramienta se representa por la letra F inicial de la palabra inglesa (Feed) que significa avance, seguida de una cifra que puede referirse al avance de la herramienta expresado en mm/rev o en mm/min. En el torneado lo más común es programar el avance expresado en mm/rev. La elección de un sistema de programa u otro se realiza con la función G que corresponda.
• Refrigerante en muchos mecanizados es necesario refrigerar la zona donde está actuando la herramienta, esta función se programa mediante una función auxiliar M.
• Fijación de la pieza en el cabezal en las máquinas de control numérico es muy importante asegurarse que la fijación de la pieza sea lo suficientemente rígida como para poder soportar las tensiones del mecanizado, asimismo se debe prever un sistema rápido y seguro de anclaje de la pieza para eliminar tiempos muertos inactivos de la máquina.
8.1 Funciones auxiliares M
Se denominan funciones auxiliares las que se utilizan para definir el funcionamiento de la máquina, como el sentido de giro, parada del cabezal, activar o desactivar el refrigerante, cierre y apertura de puertas, fin de programa, etc.16
Las funciones auxiliares se pueden clasificar en 3 grupos:
• Relacionadas con el programa CNC. • Relacionadas con el giro del cabezal. • Relacionadas con el funcionamiento de la máquina.
Las principales funciones relacionadas con el programa son:
• M00, significa orden de parada de la ejecución de un programa. Se usa para parar la máquina cuando es necesario

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 29 de 42
realizar una medida de la pieza o en operaciones conflictivas, que exijan un control manual del proceso.
• M01 significa parada condicional del programa con lo que tiene un significado parecido a M00.
• M02 significa final del programa. • M30 es la que se usa normalmente para terminar un programa
CNC.
Las funciones relacionadas con el giro del cabezal son las siguientes:
• M03 indica que el giro del cabezal será hacia la derecha. • M04 indica que el giro del cabezal será hacia la izquierda. • M05 significa parada del giro del cabezal.
Estas tres funciones son incompatibles entre si. Cada equipo de CNC puede utilizar otros números para estas funciones.
Las funciones relacionadas con el funcionamiento de la máquina son:
• M08 Activación del refrigerante. • M09 Desactivación del refrigerante
En el torneado hay seis parámetros clave:
Los tornos CNC, debido a sus mecanismos de funcionamiento permiten ajustar al máximo las condiciones de mecanizado y por lo tanto conseguir el mejor tiempo de torneado posible.
1. Velocidad de corte (Vc). Se define como la velocidad lineal en la periferia de la zona que se está mecanizando. Su elección viene determinada por el material de la herramienta, el tipo de material de la pieza y las características de la máquina. Una velocidad de corte alta permite realizar el mecanizado en menos tiempo pero acelera el desgaste de la herramienta. La velocidad de corte se expresa en metros/minuto.
2. Velocidad de rotación de la pieza (N). Normalmente expresada en revoluciones por minuto. Se calcula a partir de la velocidad de corte y del diámetro mayor de la pasada que se está mecanizando.
3. Avance (F). Definido como la velocidad de penetración de la herramienta en el material. En el torneado suele expresarse en mm/rev. No obstante para poder calcular el tiempo de torneado es necesario calcular el avance en mm/min de cada pasada.

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 30 de 42
4. Profundidad de pasada. Es la distancia radial que abarca una herramienta en su fase de trabajo. Depende de las características de la pieza y de la potencia del torno.
5. Potencia de la máquina. Está expresada en kW, y es la que limita las condiciones generales del mecanizado, cuando no está limitado por otros factores.
6. Tiempo de torneado (T). Es el tiempo que tardan todas las herramientas en realizar el mecanizado sin tener en cuenta otras cuestiones como posibles paradas de control o el tiempo poner y quitar la pieza del cabezal que puede variar dependiendo de cada pieza y máquina. Se calcula a base de ir sumando los tiempos parciales de cada herramienta.
Estos parámetros están relacionados por las fórmulas siguientes:
Generalmente, la velocidad de corte óptima de cada herramienta y el avance de la misma vienen indicados por el fabricante de la herramienta o, en su defecto, en los prontuarios técnicos de mecanizado.
Elección de las herramientas
En los tornos CNC, debido al alto coste que tiene el tiempo de mecanizado, es de vital importancia hacer una selección adecuada de las herramientas que permita realizar los mecanizados en el menor tiempo posible y en condiciones de precisión y calidad requeridos.
Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 31 de 42
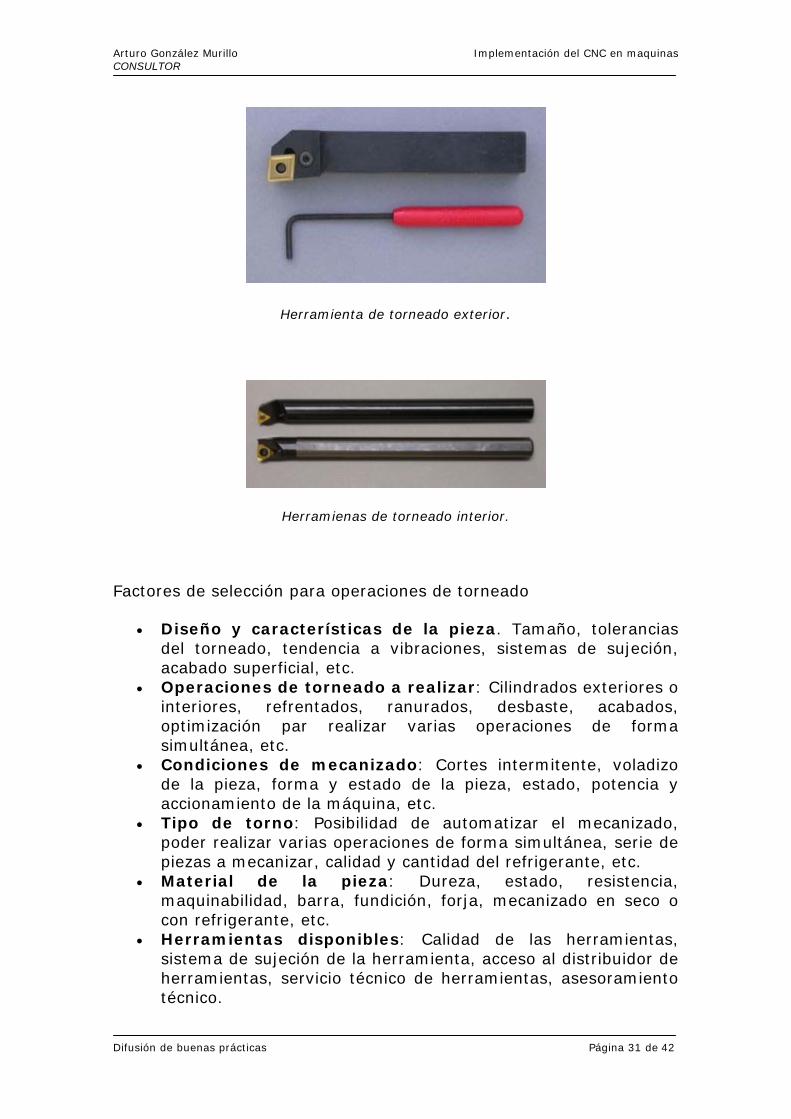
Herramienta de torneado exterior.
Herramienas de torneado interior.
Factores de selección para operaciones de torneado
• Diseño y características de la pieza. Tamaño, tolerancias del torneado, tendencia a vibraciones, sistemas de sujeción, acabado superficial, etc.
• Operaciones de torneado a realizar: Cilindrados exteriores o interiores, refrentados, ranurados, desbaste, acabados, optimización par realizar varias operaciones de forma simultánea, etc.
• Condiciones de mecanizado: Cortes intermitente, voladizo de la pieza, forma y estado de la pieza, estado, potencia y accionamiento de la máquina, etc.
• Tipo de torno: Posibilidad de automatizar el mecanizado, poder realizar varias operaciones de forma simultánea, serie de piezas a mecanizar, calidad y cantidad del refrigerante, etc.
• Material de la pieza: Dureza, estado, resistencia, maquinabilidad, barra, fundición, forja, mecanizado en seco o con refrigerante, etc.
• Herramientas disponibles: Calidad de las herramientas, sistema de sujeción de la herramienta, acceso al distribuidor de herramientas, servicio técnico de herramientas, asesoramiento técnico.
Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 32 de 42
• Aspectos económicos del mecanizado: Optimización del mecanizado, duración de la herramienta, precio de la herramienta, precio del tiempo de mecanizado
Como ejemplo, podemos comentar que los aspectos especiales de las herramientas para mandrinar son:
Se debe seleccionar el mayor diámetro de la barra posible y asegurarse una buena evacuación de la viruta. Seleccionar el menor voladizo posible de la barra. Seleccionar herramientas de la mayor tenacidad posible
8.3 Formación de viruta
El torneado ha evolucionado tanto que ya no se trata tan solo de arrancar material a gran velocidad, sino que los parámetros que componen el proceso tienen que estar estrechamente controlados para asegurar los resultados finales de economía calidad y precisión.
La forma de tratar la viruta se convierte en un proceso complejo, donde intervienen todos los componentes tecnológicos del mecanizado, para que pueda tener el tamaño y la forma que no perturbe el proceso de trabajo. Si no fuera así se acumularían rápidamente masas de virutas largas y fibrosas en el área de mecanizado que formarían madejas enmarañadas e incontrolables.
La forma que toma la viruta se debe principalmente al material que se está cortando y puede ser de material dúctil y también quebradizo y frágil.
El avance con el que se trabaje y la profundidad de pasada, son bastante responsables de la forma de viruta, y cuando no se puede controlar con estas variables hay que recurrir a elegir la herramienta que lleve incorporado un rompevirutas eficaz.
8.4 Mecanizado en seco y con refrigerante
Hoy en día el torneado en seco es completamente viable y se emplea en numerosas aplicaciones. Hay una tendencia reciente a efectuar los mecanizados en seco siempre que la calidad de la herramienta lo permita. Una zona de temperatura de corte más elevada puede ser en muchos casos, un factor positivo.
Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 33 de 42
Sin embargo el mecanizado en seco no es adecuado para todas las aplicaciones, especialmente para taladrados, roscados y mandrinados para garantizar la evacuación de las virutas.
Es necesario evaluar con cuidado operaciones, materiales, piezas, exigencias de calidad y maquinaria para identificar los beneficios de eliminar el aporte de refrigerante.
9. IMPLEMENTACIÓN DEL CNC EN EL TORNO PARALELO.
9.1 Descripción del sistema
Dentro de un mundo lleno de cambios, se requiere respuestas súbitas a las necesidades de producción de bienes e insumos, lo que conlleva a la utilización de maquinas automatizadas para la reducción de los costos, la eficiencia, exactitud, repetitividad y la disponibilidad pronta de los productos requeridos.
El Control Numérico Computarizado (CNC), es un sistema para producción en serie de piezas mecanizadas. Dicho sistema consiste en una unidad computarizada que se emplea para controlar la dirección, velocidad y posición de los motores que se usan como actuadores de los distintos ejes que puede poseer la máquina herramienta. La forma de realizar el control es a través del empleo de rutinas programadas.
La inquietud es crear un sistema de control de movimiento flexible y de bajo costo que permita la automatización de maquinas herramientas convencionales existentes en la industria y ofrecer una alternativa viable para lograr la actualización y modernización del parque industrial a empresas dedicadas a la elaboración y fabricación de piezas mecanizadas, sin necesidad de invertir en máquinas nuevas que pueden acarrear el gasto de grandes sumas de dinero, que en los actuales momentos puede producir la descapitalización, paralización y desarrollo de otras áreas de la empresa que pueden ser necesarias para el normal desenvolvimiento de las mismas.
Este proyecto permite profundizar en el desarrollo de aplicaciones de control de movimiento, mediante la utilización de elementos de
Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 34 de 42
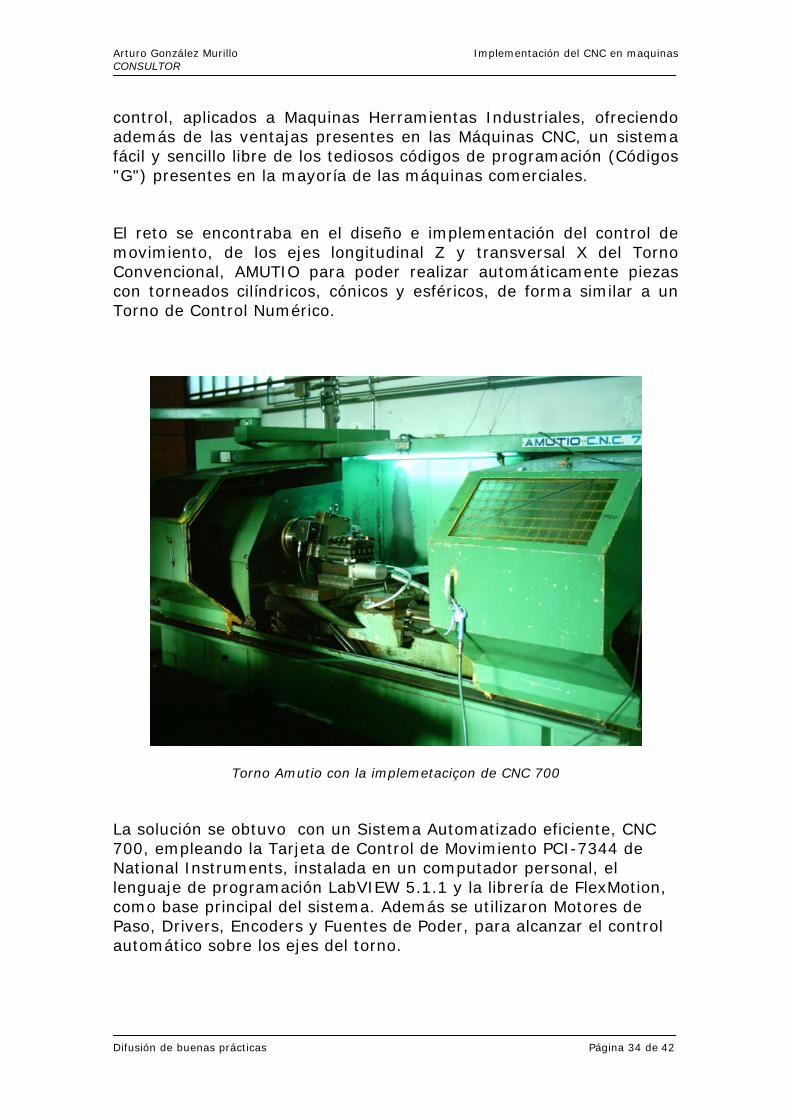
control, aplicados a Maquinas Herramientas Industriales, ofreciendo además de las ventajas presentes en las Máquinas CNC, un sistema fácil y sencillo libre de los tediosos códigos de programación (Códigos "G") presentes en la mayoría de las máquinas comerciales.
El reto se encontraba en el diseño e implementación del control de movimiento, de los ejes longitudinal Z y transversal X del Torno Convencional, AMUTIO para poder realizar automáticamente piezas con torneados cilíndricos, cónicos y esféricos, de forma similar a un Torno de Control Numérico.
Torno Amutio con la implemetaciçon de CNC 700
La solución se obtuvo con un Sistema Automatizado eficiente, CNC 700, empleando la Tarjeta de Control de Movimiento PCI-7344 de National Instruments, instalada en un computador personal, el lenguaje de programación LabVIEW 5.1.1 y la librería de FlexMotion, como base principal del sistema. Además se utilizaron Motores de Paso, Drivers, Encoders y Fuentes de Poder, para alcanzar el control automático sobre los ejes del torno.
Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 35 de 42
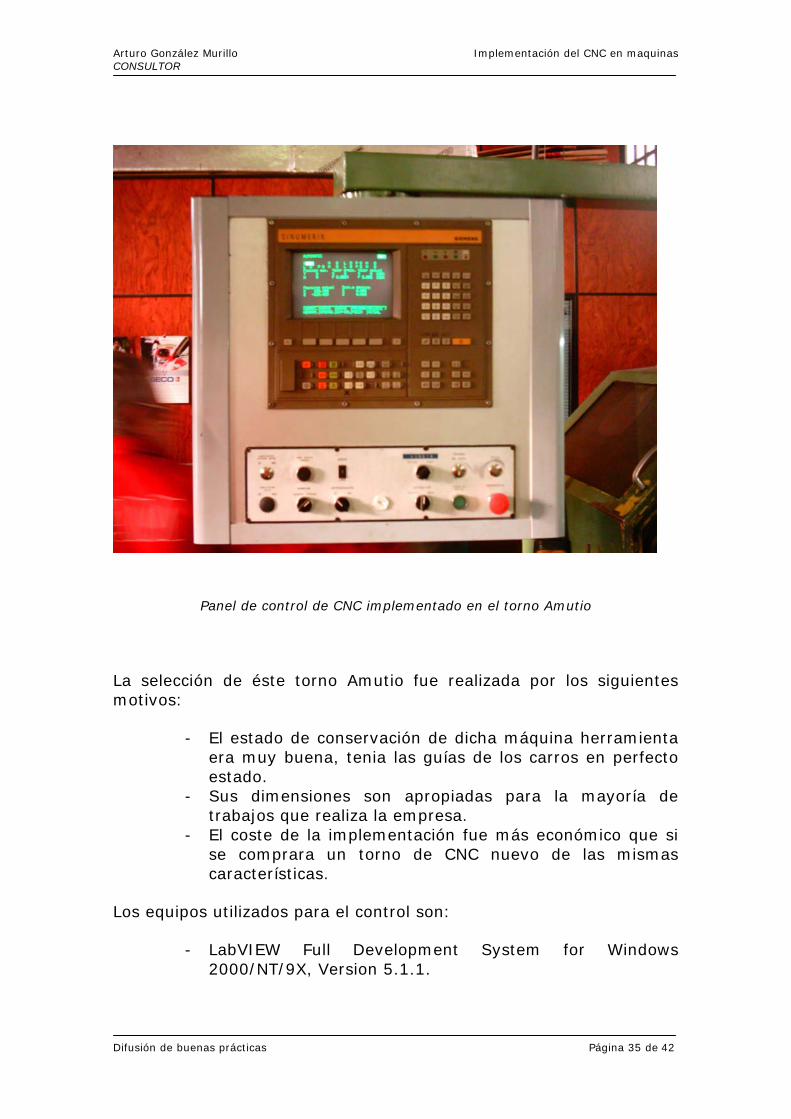
Panel de control de CNC implementado en el torno Amutio
La selección de éste torno Amutio fue realizada por los siguientes motivos:
- El estado de conservación de dicha máquina herramienta era muy buena, tenia las guías de los carros en perfecto estado.
- Sus dimensiones son apropiadas para la mayoría de trabajos que realiza la empresa.
- El coste de la implementación fue más económico que si se comprara un torno de CNC nuevo de las mismas características.
Los equipos utilizados para el control son:
- LabVIEW Full Development System for Windows 2000/NT/9X, Version 5.1.1.
Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 36 de 42
- Tarjeta de Control de Movimien-to PCI-7344, FlexMotion.
- Interfase Universal de Movimien-to UMI-7764.
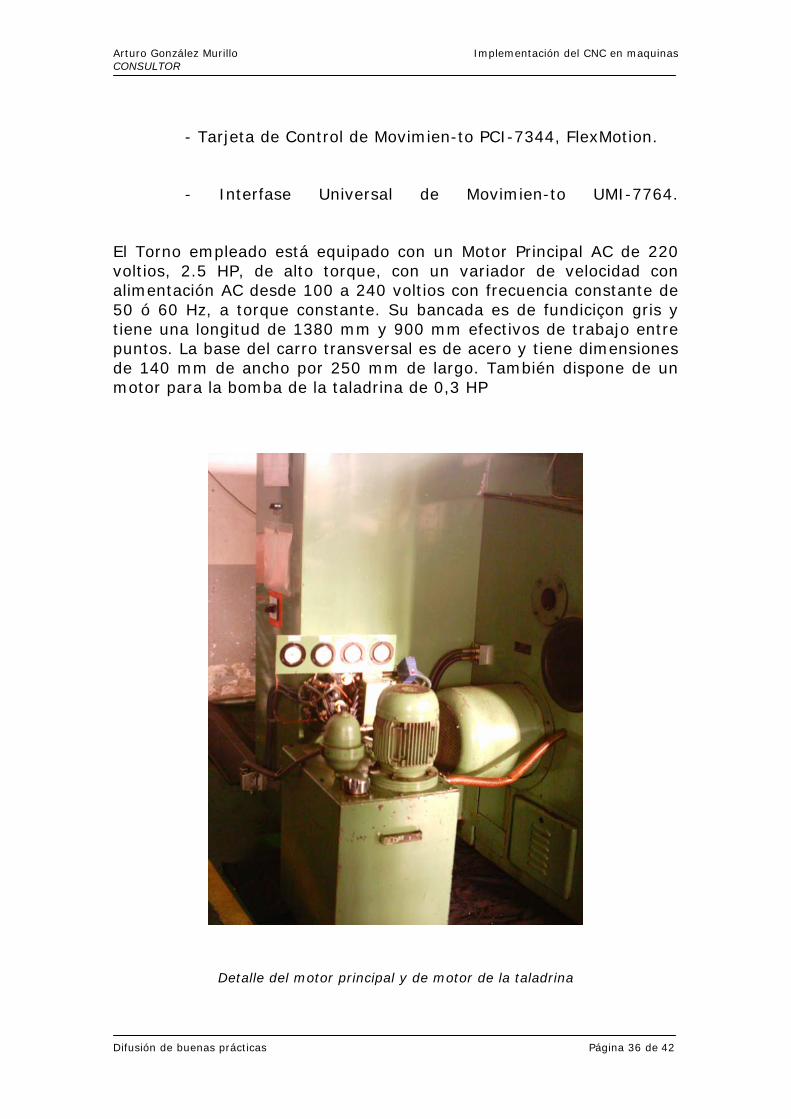
El Torno empleado está equipado con un Motor Principal AC de 220 voltios, 2.5 HP, de alto torque, con un variador de velocidad con alimentación AC desde 100 a 240 voltios con frecuencia constante de 50 ó 60 Hz, a torque constante. Su bancada es de fundiciçon gris y tiene una longitud de 1380 mm y 900 mm efectivos de trabajo entre puntos. La base del carro transversal es de acero y tiene dimensiones de 140 mm de ancho por 250 mm de largo. También dispone de un motor para la bomba de la taladrina de 0,3 HP
Detalle del motor principal y de motor de la taladrina

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 37 de 42
En este Torno se pueden fabricar piezas con un diámetro máximo de 276 mm sobre bancada y un diámetro máximo de 200 mm sobre el carro transversal, la longitud máxima permitida es de 900 mm. Para ejecutar el movimiento de los ejes del torno, sé acopló a cada eje un Motor de Paso con su encoder, además se empleó un driver para el motor. Por ultimo se instalaron limit switches que permiten la detección de los inicios y finales de carrera de los ejes. La base del sistema de control es la Tarjeta de Control de Movi-miento PCI-7344 de National Ins-truments con la Interfase UMI-7764.
Carro transversal, carro longitudinal y contrapunto
9.2 Diseño del software de control
El control de movimiento del Torno se realizó totalmente en lenguaje de programación LabVIEW y utilizando la librería de Flex-Motion. Se crearon dos programas de control:

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 38 de 42
El primero consiste en un Módulo de Posicionamiento Manual, que permite operar el torno a través del PC como si se estuviesen realizando operaciones manuales en una máquina convencional. Es decir, que se pueden efectuar aproximaciones de herramientas de corte, efectuar desbastes sobre la pieza y posicionamiento de la herramienta de corte para obtener el punto de inicio y /o el punto de referencia de la pieza.
El segundo programa, denominado Módulo de Ciclo Automático se basa en la programación geométrica simple para estructurar el contorno de la pieza a elaborar. Este módulo permite ejecutar dos programas de cortes diferentes, de forma independiente. Además, posee una pantalla gráfica que muestra en 2D el perfil de la pieza y donde se puede trabajar en el modo simulación (offline) o en el modo de operación (online), lo cual resulta conveniente para preparar y corregir cualquier detalle previo a la elaboración de la pieza.
El sistema desarrollado realiza contornos cilíndricos, cónicos y esféricos, manteniendo control sobre la velocidad de avance de la herramienta de corte. La forma de programación para el usuario es sumamente simple y solamente requiere recordar dos instrucciones.
En el Panel Principal se encuentran disponibles todos los pulsadores de accionamiento para las distintas operaciones de la máquina (inicio de ciclo, fin de ciclo, parada de emergencia, selección de corte, líquido refrigerante, y otros).
Detalle de situación del panel de control

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 39 de 42
El ingreso de los datos y especificaciones para la elaboración de una pieza se realiza llenando una tabla sencilla, tanto como trabajar una tabla en EXCEL. Donde se transcriben el tipo de corte, los valores de diámetros, longitudes, velocidades de avance correspondientes a la pieza que se desea elaborar.
9.3 Galería de fotos
Parte trasera del contrapunto
Detalle de la torreta portaherramientas

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 40 de 42
Sistema de seguridad de emergencia
Detalles del cuadro eléctrico
Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 41 de 42
10. VENTAJAS Y DESVENTAJAS DE LA IMPLEMENTACIÓN DEL CNC EN MAQUINAS CONVENCIONALES
Ventajas:
• Permiten obtener mayor precisión en el mecanizado • Permiten mecanizar piezas más complejas • Se puede cambiar fácilmente de mecanizar una pieza a otra • Se reducen los errores de los operarios • Cada vez son más baratas las automatizaciones • Se pueden realizar series grandes de piezas iguales • El coste de la implementación o automatización es menor que
comprar una máquina nueva de CNC • Menor tiempo de aprendizaje del operario de la máquina
Como desventajas se pueden indicar las siguientes:
• Necesidad de realizar un programa previo al mecanizado de la primera pieza.
• Coste elevado de herramientas y accesorios • Conveniencia de tener una gran ocupación para la máquina
debido a su alto costo para su amortización • No es muy rentable para piezas unitarias
11. RESULTADOS
La facilidad de crear rutinas de cortes, con un mínimo de conocimientos de metalmecánica, convierten a este sistema en una herramienta de gran valor para los usuarios, ya que no hay que recordar complicados códigos ni secuencias, reduciendo los costos de entrenamiento del operador del equipo, lo cual representa para la empresa un ahorro de miles de euros en horas-hombres de aprendizaje a lo largo de la vida útil de la máquina
Este sistema promete ser revolucionario en todas las empresas que tengan máquinas convencionales ya que demuestra que la actualización a CNC es posible y además es una solución más económica mejorando con ello la competitividad de la empresa.

Arturo González Murillo Implementación del CNC en maquinas CONSULTOR
Difusión de buenas prácticas Página 42 de 42
Es un sistema capaz de realizar tareas de mecanizado más complejas, fabricar piezas precisas repetitivas en tiempos muy breves.
Siendo un software abierto, es flexible para ser instalado en cualquier máquina de mayores o menores dimensiones, realizando la configuración de los parámetros de los actuadores requeridos.
Existen empresas en el mercado nacional que se dedican entre otras cosas a realizar este tipo de automatizaciones, como ejemplo podemos indicar a REDIMA,S.A.
--------------- o O o ---------------


















