Informe de la Visita a Bio4 “Planta de Producción de Etanol en base ...
9
Informe de la Visita a Bio4 “Planta de Producción de Etanol en base a maíz” y Bioeléctrica Asociativismo en la producción de bioenergía (Bioetanol y Biogas) En los últimos años la demanda de energía, la disponibilidad de materias primas para su producción y la Ley de biocombustibles han posibilitado la creación de plantas modelos de Bioetanol y Biogás bajo la estructura del asociativismo. Es por ello, que un grupo de profesionales de INTA visitaron las instalaciones de la planta Bio4 y futura planta de Bioeléctrica, en las inmediaciones de la ciudad de Río Cuarto. En la misma fuimos recibidos por el Ing Agr. Manuel Ron, quien es uno de los socios y actual gerente de la empresa y por el Ing. Agr. Gerardo Andreo que trabaja en Bio 4 y en la empresa Bioeléctrica. Dicho grupo estuvo formado por: Ing. Agr .José María Méndez, [email protected] , AER INTA TOTORAS Ing. Agr. Marcos Bragachini, [email protected] , EEA INTA MANFREDI Ing. Agr. Nicolás Sosa, [email protected] , EEA INTA RAFAELA Lic. Melina Covacevich, [email protected] , EEA INTA OLIVEROS Ing. Alim. Cecilia Accoroni, [email protected] , AER INTA TOTORAS Ing Agr. Alfredo Benito Coen, [email protected] , EEA INTA VILLA MERCEDES Dr. Alberto Acevedo, [email protected] , CNIA INTA CASTELAR Dr. Daniel Horacio Grasso, [email protected] ; CNIA INTA CASTELAR Dra. Mariana Alegre; [email protected] , EEA INTA PERGAMINO Introducción La empresa Bio 4 está constituida por 26 socios, los cuales tienen un porcentaje accionario que varía desde el 1% al 20%. Sin embargo, esta diferencia de porcentaje accionario no interfiere en la toma de decisiones del Directorio, ya que todas las opiniones se consideran de manera igualitaria. La mayoría de ellos son productores agropecuarios a excepción del accionista Porta Hnos. que es el socio estratégico de la empresa siendo el responsable de la tecnología aplicada en la planta, dada su gran experiencia en la producción industrial de alcohol. Esta particularidad, permitió desarrollar la tecnología nacional en la producción de bioetanol y reducir los costos, de modo que el proyecto sea viable. Entre otras cosas, esto se logró aplicando control de procesos en su mayoría manual y aumentando el número de empleados. El automatismo se limita solo a controlar procesos críticos (destilación y evaporación) demostrando que esta empresa opto por una tecnología con baja sofisticación, pero con alta generación de puestos de trabajo. Características del proyecto La empresa desde sus comienzos tuvo como objetivo lograr: • Compromiso a agregar valor en origen al maíz de la zona que tiene aproximadamente unos 400 km de flete hasta el puerto de Rosario. • Aportar sustentabilidad económica, social y ambiental.
Transcript of Informe de la Visita a Bio4 “Planta de Producción de Etanol en base ...
Informe de la Visita a Bio4 “Planta de Producción de Etanol en base a maíz” y Bioeléctrica
Asociativismo en la producción de bioenergía (Bioetanol y Biogas)
En los últimos años la demanda de energía, la disponibilidad de materias primas para su producción y la
Ley de biocombustibles han posibilitado la creación de plantas modelos de Bioetanol y Biogás bajo la
estructura del asociativismo.
Es por ello, que un grupo de profesionales de INTA visitaron las instalaciones de la planta Bio4 y futura
planta de Bioeléctrica, en las inmediaciones de la ciudad de Río Cuarto. En la misma fuimos recibidos por
el Ing Agr. Manuel Ron, quien es uno de los socios y actual gerente de la empresa y por el Ing. Agr.
Gerardo Andreo que trabaja en Bio 4 y en la empresa Bioeléctrica.
Dicho grupo estuvo formado por:
Ing. Agr .José María Méndez, [email protected], AER INTA TOTORAS
Ing. Agr. Marcos Bragachini, [email protected], EEA INTA MANFREDI
Ing. Agr. Nicolás Sosa, [email protected], EEA INTA RAFAELA
Lic. Melina Covacevich, [email protected], EEA INTA OLIVEROS
Ing. Alim. Cecilia Accoroni, [email protected], AER INTA TOTORAS
Ing Agr. Alfredo Benito Coen, [email protected], EEA INTA VILLA MERCEDES
Dr. Alberto Acevedo, [email protected] , CNIA INTA CASTELAR
Dr. Daniel Horacio Grasso, [email protected] ; CNIA INTA CASTELAR
Dra. Mariana Alegre; [email protected] , EEA INTA PERGAMINO
Introducción
La empresa Bio 4 está constituida por 26 socios, los cuales tienen un porcentaje accionario que varía
desde el 1% al 20%. Sin embargo, esta diferencia de porcentaje accionario no interfiere en la toma de
decisiones del Directorio, ya que todas las opiniones se consideran de manera igualitaria. La mayoría de
ellos son productores agropecuarios a excepción del accionista Porta Hnos. que es el socio estratégico de
la empresa siendo el responsable de la tecnología aplicada en la planta, dada su gran experiencia en la
producción industrial de alcohol. Esta particularidad, permitió desarrollar la tecnología nacional en la
producción de bioetanol y reducir los costos, de modo que el proyecto sea viable. Entre otras cosas, esto
se logró aplicando control de procesos en su mayoría manual y aumentando el número de empleados. El
automatismo se limita solo a controlar procesos críticos (destilación y evaporación) demostrando que
esta empresa opto por una tecnología con baja sofisticación, pero con alta generación de puestos de
trabajo.
Características del proyecto
La empresa desde sus comienzos tuvo como objetivo lograr:
• Compromiso a agregar valor en origen al maíz de la zona que tiene aproximadamente unos 400
km de flete hasta el puerto de Rosario.
• Aportar sustentabilidad económica, social y ambiental.
• Asociar a productores de la zona.
• Construir la planta a costos nacionales, con ingeniería local, con conocimiento de proveedores
locales.
• Localizar la planta en cercanía a la ciudad de Rio IV que provee los servicios necesarios (gas,
electricidad, agua, etc.) y personal capacitado.
• Entregar la producción de bioetanol a refinerías para la mezcla con naftas, cumpliendo de este
modo con la Ley de Biocombustibles y reduciendo las emisiones de gases de efecto invernadero
a la atmosfera.
El conjunto de estas características contempladas en el proyecto determinaron que la empresa califique
para acceder a un Crédito del Bicentenario otorgado por el Banco de la Nación Argentina por
aproximadamente el 60 % del valor de la planta que en el año 2011 rondaba en los 35 M/U$S. Por lo
tanto, el financiamiento estuvo dado tanto por el aporte de los socios como por el otorgamiento del
crédito. Entre los factores contemplados se destaca el agregado de valor en origen, la creación de
nuevos puestos de trabajo, la incorporación de tecnología nacional para el desarrollo del proceso
productivo y el cumplimiento de la normativa vigente evitando la importación de bioetanol, sustituyendo
parte de la importación de naftas y la mejora continua de la gestión ambiental. Se considera que la
inversión se recuperará pasados los primeros 5 años de funcionamiento.
La empresa está planteada como una unidad de negocio de los productores. Es por ello, que cada socio
tiene prioridad de vender su maíz a la planta pero no recibe un precio mejor que un no socio. Sin
embargo, los socios siempre tienen la primicia de los negocios. Para la compra de maíz la condición
comercial es el precio del MATBA disponible o posiciones del mes de entrega menos un descuento por
contra flete de entre 15 y 20 dólares la tonelada, pudiendo variar de acuerdo a situaciones puntuales del
mercado. Cabe aclarar que el productor de Río Cuarto y localidades cercanas, que lleva su cereal al
Puerto de Rosario tiene un descuento por flete de aproximadamente 40 dólares la tonelada.
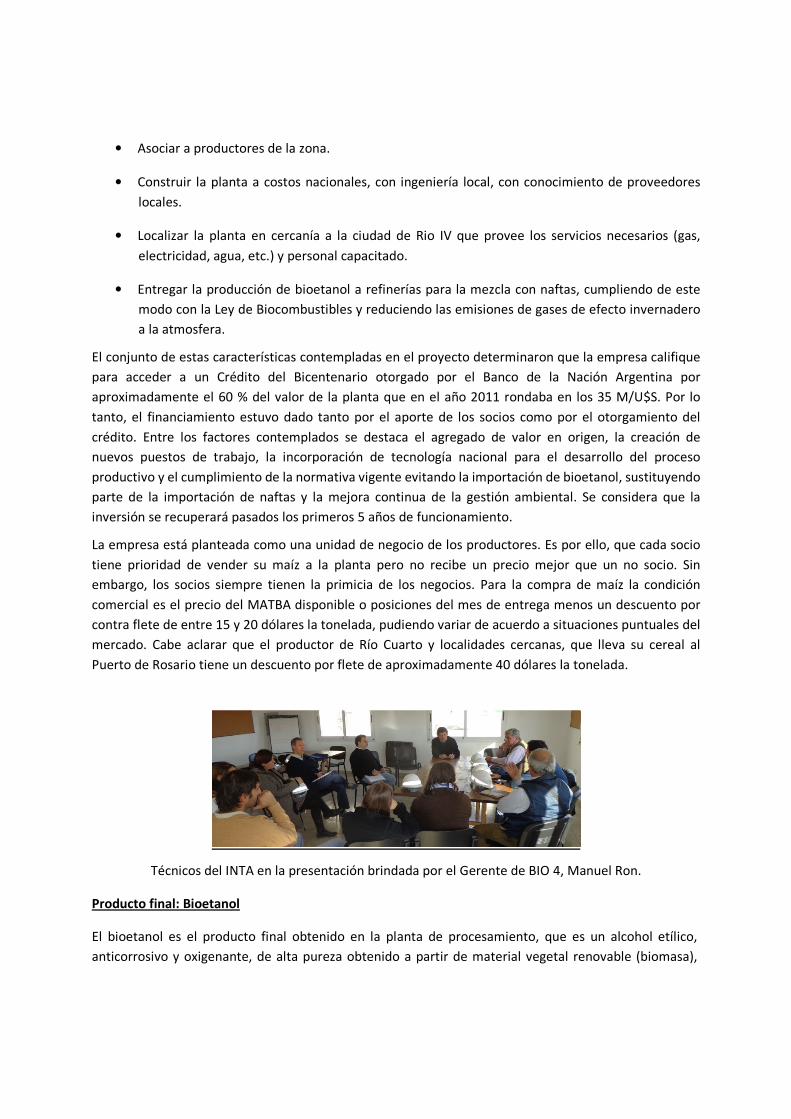
Técnicos del INTA en la presentación brindada por el Gerente de BIO 4, Manuel Ron.
Producto final: Bioetanol
El bioetanol es el producto final obtenido en la planta de procesamiento, que es un alcohol etílico,
anticorrosivo y oxigenante, de alta pureza obtenido a partir de material vegetal renovable (biomasa),

que puede ser utilizado como combustible, generalmente, mezclado con las naftas en diferentes
proporciones.
Se fabrica mediante la fermentación de los azúcares en alcohol. Estos azúcares pueden provenir de una
variedad de fuentes agrícolas, como cereales, la caña de azúcar, remolacha azucarera, patatas, otros
cultivos e, incluso materiales de desecho orgánicos. En todos los casos se transforma el almidón o
azucares complejos en azucares simples disponibles para la fermentación. Los azucares fermentados se
destilan y el agua remanente se retira logrando un alcohol de alta pureza.
En el caso de Bio 4, se utiliza maíz como materia prima y el almidón del mismo es la única parte que se
transforma, todas las otras partes del grano, grasas, proteínas y fibras quedan remanentes y forman los
llamados granos destilados (DGS) o burlanda. Estos se usan para la alimentación de vacunos, cerdos y
aves con excelentes resultados. Actualmente, la empresa lo comercializa como WDGS (Húmedo) por lo
que su uso está limitado solo a la producción bovina de carne y leche, ya que de esa forma es muy difícil
incluirlo en la ración de un monogástrico.
El dióxido de carbono (CO2) aún no es capturado en la planta de producción de etanol, durante el
proceso de fermentación del maíz, pero podría utilizarse en la industria de las gaseosas o como
refrigerante.
Capacidad instalada y puesta en marcha
La planta tiene una capacidad de procesamiento diario de 650 toneladas de maíz. Para ello, cuenta con
una capacidad de acopio de 10.000 toneladas y de almacenamiento de bioetanol de 3.750.000 litros. En
este momento la planta no tiene instalada la secadora de DGS, por lo cual existe una dependencia con el
transporte de este producto perecedero. La secadora ya esta comprada y sólo falta ser instalada.
Se considera que el 88% de los almidones del cereal son transformados en alcohol. Esto indica que a
partir de los balances de masa del proceso, se puede determinar que por cada tonelada de maíz, se
pueden obtener como máximo 400 litros de etanol. Sin embargo, con el avance de las tecnologías se
estima que esta eficiencia de conversión aumentará.
En la actualidad, tanto el balance de masa como el rendimiento de la planta se calculan diariamente. Se
obtienen entre 340 y 400 litros de bioetanol por cada tonelada de maíz procesada. Esta variabilidad se
debe, principalmente, a la materia prima. El rendimiento promedio de producción es de 250.000
litros/día, lo cual equivale a 22 camiones de alcohol despachados por día.
Litros de Etanol producidos por tonelada de Maíz
Etanol Litros/kg Litros/día Ton
Maíz/día
Maíz Bajo Almidón 340 250000 735,3
Maíz Alto Almidón 400 250000 625,0
Diferencia 60 110,3
La planta se puso en marcha en agosto del 2012 y, recién 6 meses más tarde, se logró alcanzar el
régimen de producción. Esto significa que la planta lleva funcionando más de 300 días continuos,
habiendo despachado aproximadamente 1.500 camiones de alcohol con un grado de pureza del 99,5%.

El 15 de julio se paró la producción por 30 días para realizar las tareas de mantenimiento completo de la
planta, de este modo se aseguran las condiciones para afrontar nuevamente 11 meses de trabajo sin
interrupción.
Materia prima e insumos
• Maíz: es el principal insumo y, por el momento, la única materia prima utilizada para el producir
etanol. La calidad del mismo es determinante en el rendimiento de la planta, ya que varía de 2,8
a 3,5 kg maíz/lt de etanol. Se ha notado que los maíces amarillos tipo americano tienen una
mejor performance debido a su mayor contenido de almidón y su facilidad de manipulación
durante el proceso. Dentro de los parámetros para el recibo del maíz se encuentran el
cumplimiento a las condiciones de cámara y el análisis sensorial olfativo. Este último es un
indicador de rechazo en caso de que exista presencia de mal olor. Hasta el momento no se hacen
análisis de afltoxinas, sin embargo, no han tenido problema con las mismas en el subproducto.
• Insumos biológicos: se utilizan enzimas alfa-amilasa y glucomilasa, levaduras y buffers. Estos
representan del 3 al 4 % de los costos de producción.
• Agua: debe ser de calidad, por lo tanto, es extraída a 8 km del establecimiento para que cumpla
los requisitos establecidos.
• Gas natural: es el insumo principal para la generación de energía térmica en la planta. Es por
ello, que el terreno de la planta está ubicado sobre un gasoducto. Esta ubicación estratégica se
debe a la disponibilidad de este insumo indispensable para el funcionamiento de la misma. Sin
embargo, en períodos invernales deben hacer uso de fuel oil, debido a las restricciones de uso
del gas ya que se prioriza el gas para uso doméstico ante el uso industrial. Cabe destacar que el
consumo de fuel oil incrementa significativamente los costos, con respecto al uso del gas
natural.
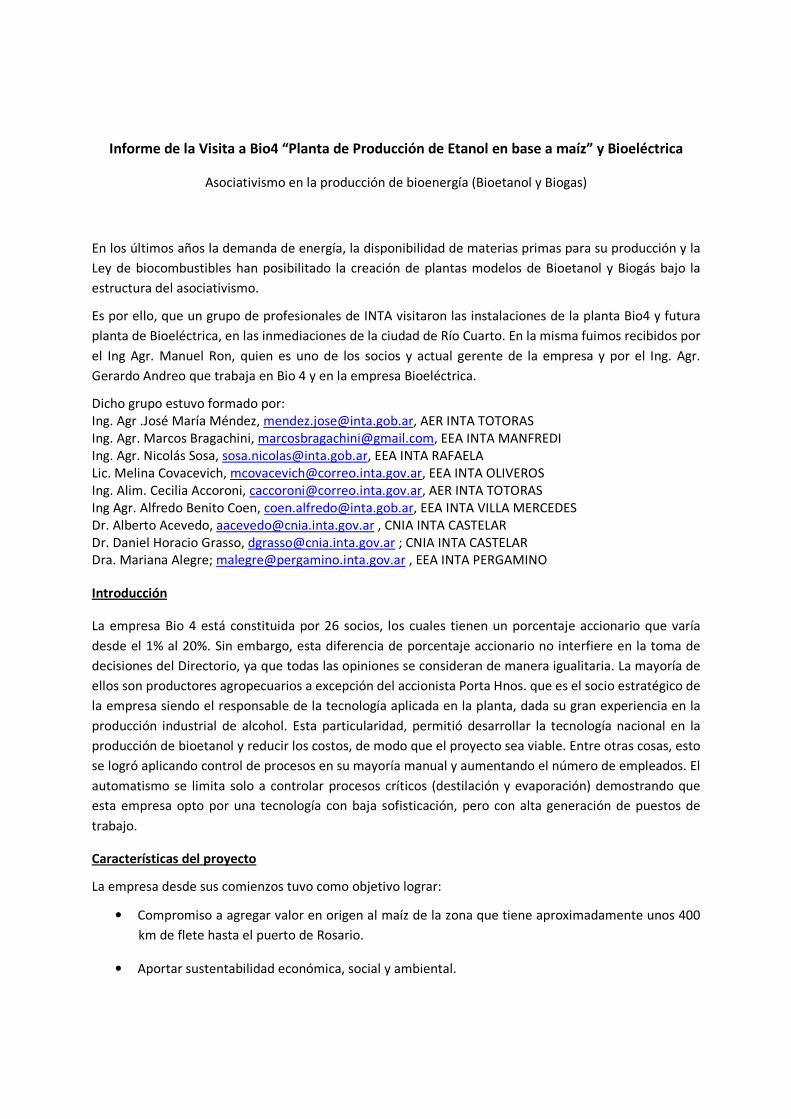
Proceso de producción
En el proceso de producción se aplica el sistema de molienda seca para la obtención de etanol.
Fuente: http://www.bio4.com.ar/productos_proceso-prod.php
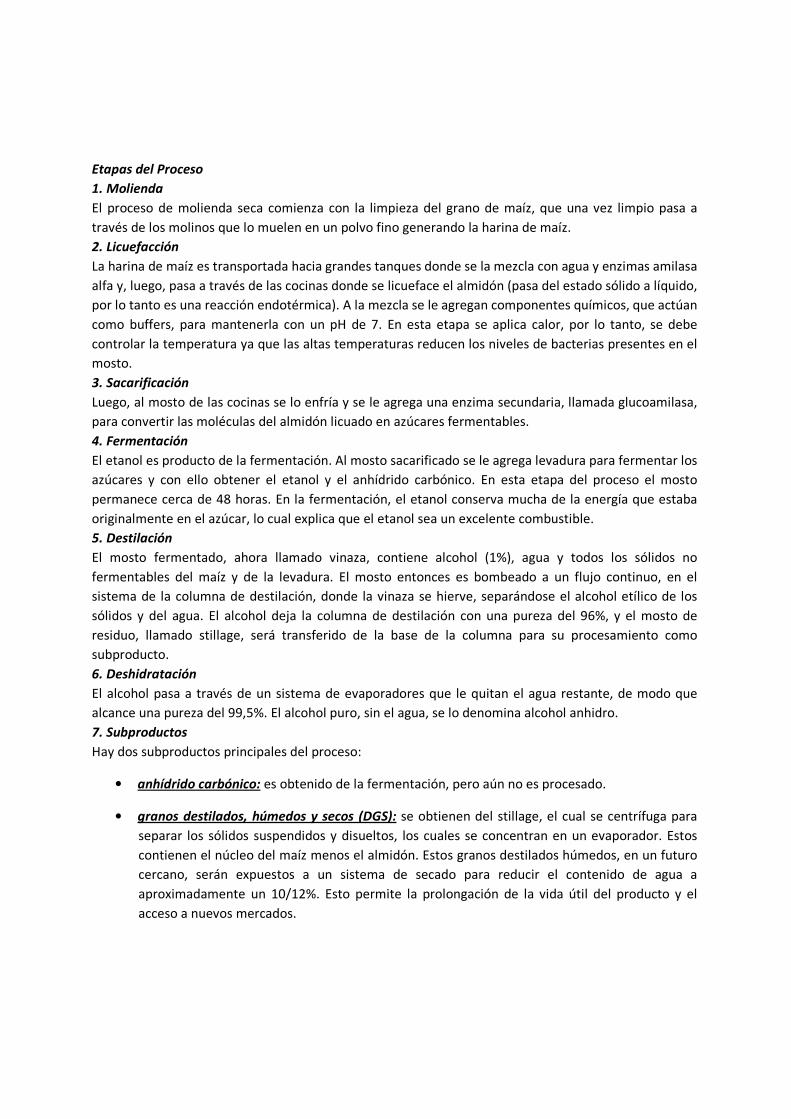
Etapas del Proceso
1. Molienda
El proceso de molienda seca comienza con la limpieza del grano de maíz, que una vez limpio pasa a
través de los molinos que lo muelen en un polvo fino generando la harina de maíz.
2. Licuefacción
La harina de maíz es transportada hacia grandes tanques donde se la mezcla con agua y enzimas amilasa
alfa y, luego, pasa a través de las cocinas donde se licueface el almidón (pasa del estado sólido a líquido,
por lo tanto es una reacción endotérmica). A la mezcla se le agregan componentes químicos, que actúan
como buffers, para mantenerla con un pH de 7. En esta etapa se aplica calor, por lo tanto, se debe
controlar la temperatura ya que las altas temperaturas reducen los niveles de bacterias presentes en el
mosto.
3. Sacarificación
Luego, al mosto de las cocinas se lo enfría y se le agrega una enzima secundaria, llamada glucoamilasa,
para convertir las moléculas del almidón licuado en azúcares fermentables.
4. Fermentación
El etanol es producto de la fermentación. Al mosto sacarificado se le agrega levadura para fermentar los
azúcares y con ello obtener el etanol y el anhídrido carbónico. En esta etapa del proceso el mosto
permanece cerca de 48 horas. En la fermentación, el etanol conserva mucha de la energía que estaba
originalmente en el azúcar, lo cual explica que el etanol sea un excelente combustible.
5. Destilación
El mosto fermentado, ahora llamado vinaza, contiene alcohol (1%), agua y todos los sólidos no
fermentables del maíz y de la levadura. El mosto entonces es bombeado a un flujo continuo, en el
sistema de la columna de destilación, donde la vinaza se hierve, separándose el alcohol etílico de los
sólidos y del agua. El alcohol deja la columna de destilación con una pureza del 96%, y el mosto de
residuo, llamado stillage, será transferido de la base de la columna para su procesamiento como
subproducto.
6. Deshidratación
El alcohol pasa a través de un sistema de evaporadores que le quitan el agua restante, de modo que
alcance una pureza del 99,5%. El alcohol puro, sin el agua, se lo denomina alcohol anhidro.
7. Subproductos
Hay dos subproductos principales del proceso:
• anhídrido carbónico: es obtenido de la fermentación, pero aún no es procesado.
• granos destilados, húmedos y secos (DGS): se obtienen del stillage, el cual se centrífuga para
separar los sólidos suspendidos y disueltos, los cuales se concentran en un evaporador. Estos
contienen el núcleo del maíz menos el almidón. Estos granos destilados húmedos, en un futuro
cercano, serán expuestos a un sistema de secado para reducir el contenido de agua a
aproximadamente un 10/12%. Esto permite la prolongación de la vida útil del producto y el
acceso a nuevos mercados.
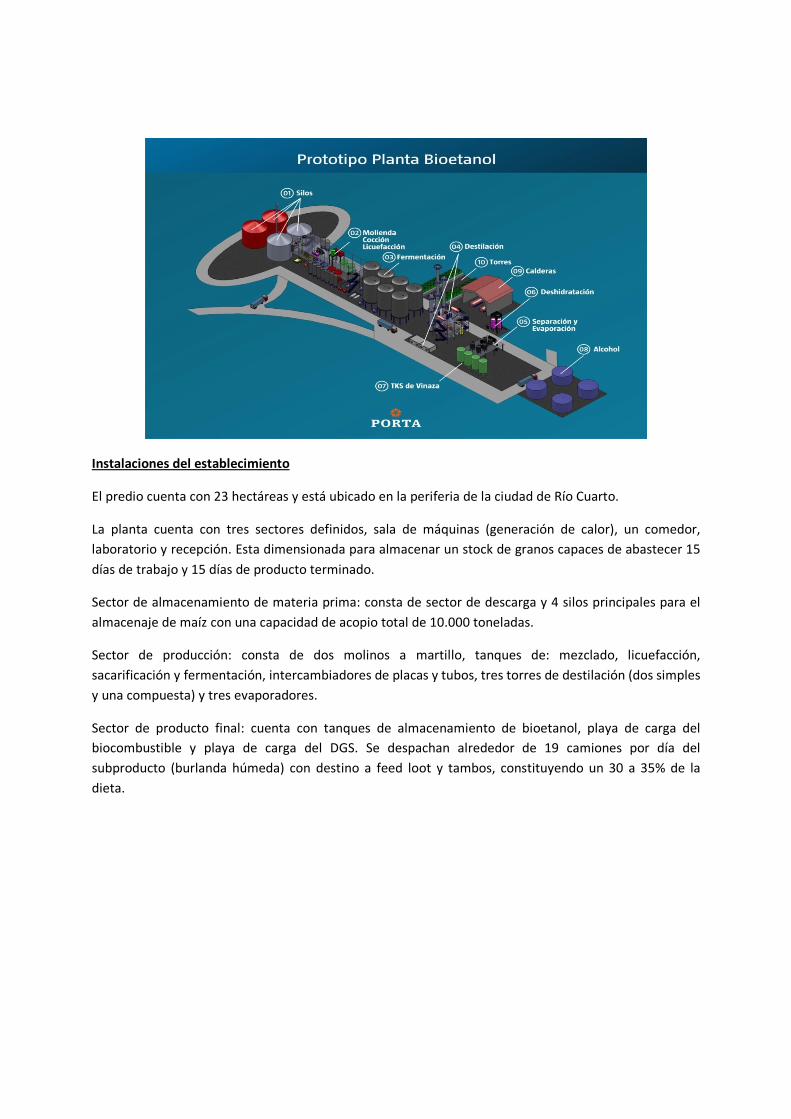
Instalaciones del establecimiento
El predio cuenta con 23 hectáreas y está ubicado en la periferia de la ciudad de Río Cuarto.
La planta cuenta con tres sectores definidos, sala de máquinas (generación de calor), un comedor,
laboratorio y recepción. Esta dimensionada para almacenar un stock de granos capaces de abastecer 15
días de trabajo y 15 días de producto terminado.
Sector de almacenamiento de materia prima: consta de sector de descarga y 4 silos principales para el
almacenaje de maíz con una capacidad de acopio total de 10.000 toneladas.
Sector de producción: consta de dos molinos a martillo, tanques de: mezclado, licuefacción,
sacarificación y fermentación, intercambiadores de placas y tubos, tres torres de destilación (dos simples
y una compuesta) y tres evaporadores.
Sector de producto final: cuenta con tanques de almacenamiento de bioetanol, playa de carga del
biocombustible y playa de carga del DGS. Se despachan alrededor de 19 camiones por día del
subproducto (burlanda húmeda) con destino a feed loot y tambos, constituyendo un 30 a 35% de la
dieta.

Vista del equipo de fermentación
Vista lateral de la planta
Vista superior de sector de evaporadores
Vista de torres de destilación
Vista frontal de evaporador
Vista frontal de tanques de almacenamiento
de bioetanol
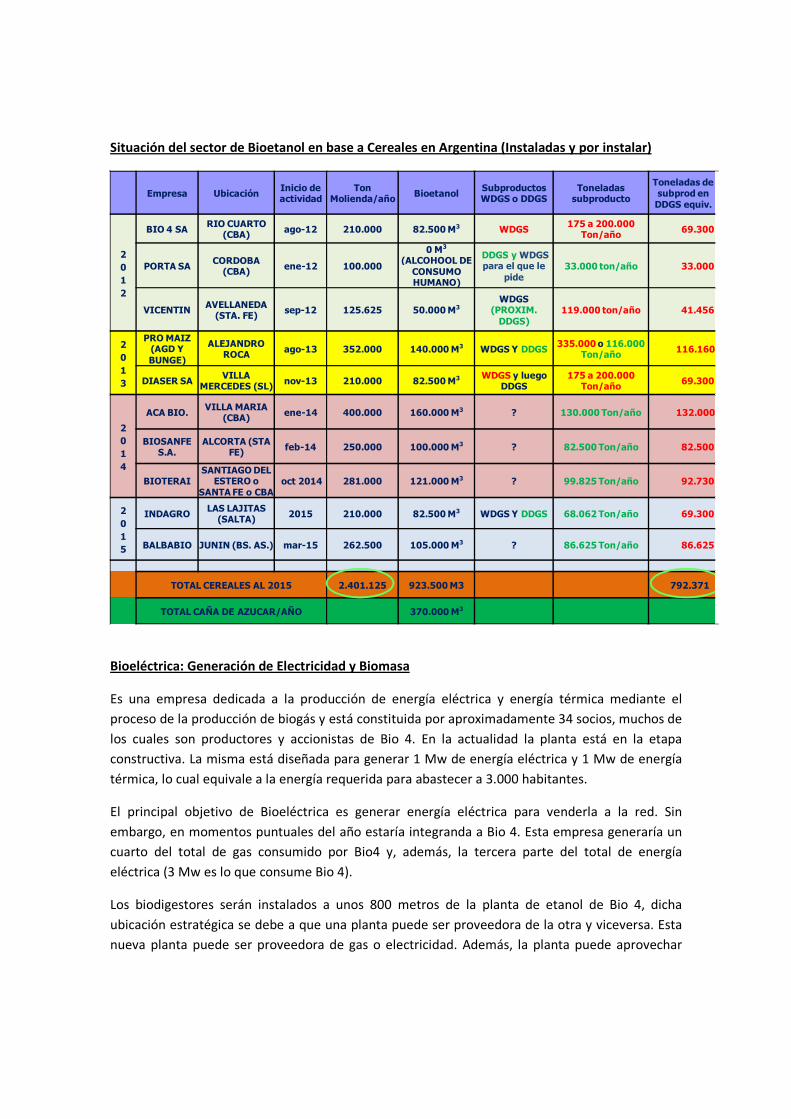
Situación del sector de Bioetanol en base a Cereales en Argentina (Instaladas y por instalar)
Empresa Ubicación Inicio de actividad
Ton Molienda/año Bioetanol
Subproductos WDGS o DDGS
Toneladas subproducto
Toneladas de subprod en DDGS equiv.
2012
BIO 4 SA RIO CUARTO
(CBA) ago-12 210.000 82.500 M3 WDGS175 a 200.000
Ton/año 69.300
PORTA SA CORDOBA
(CBA) ene-12 100.000
0 M3
(ALCOHOOL DE CONSUMO HUMANO)
DDGS y WDGS para el que le
pide33.000 ton/año 33.000
VICENTIN AVELLANEDA (STA. FE) sep-12 125.625 50.000 M3
WDGS(PROXIM.
DDGS)119.000 ton/año 41.456
2013
PRO MAIZ (AGD Y BUNGE)
ALEJANDRO ROCA ago-13 352.000 140.000 M3 WDGS Y DDGS
335.000 o 116.000 Ton/año 116.160
DIASER SAVILLA
MERCEDES (SL) nov-13 210.000 82.500 M3 WDGS y luego DDGS
175 a 200.000 Ton/año 69.300
2014
ACA BIO.VILLA MARIA
(CBA) ene-14 400.000 160.000 M3 ? 130.000 Ton/año 132.000
BIOSANFE S.A.
ALCORTA (STA FE) feb-14 250.000 100.000 M3 ? 82.500 Ton/año 82.500
BIOTERAISANTIAGO DEL
ESTERO o SANTA FE o CBA
oct 2014 281.000 121.000 M3 ? 99.825 Ton/año 92.730
2015
INDAGROLAS LAJITAS
(SALTA) 2015 210.000 82.500 M3 WDGS Y DDGS 68.062 Ton/año 69.300
BALBABIO JUNIN (BS. AS.) mar-15 262.500 105.000 M3 ? 86.625 Ton/año 86.625
TOTAL CEREALES AL 2015 2.401.125 923.500 M3 792.371
TOTAL CAÑA DE AZUCAR/AÑO 370.000 M3
Bioeléctrica: Generación de Electricidad y Biomasa
Es una empresa dedicada a la producción de energía eléctrica y energía térmica mediante el
proceso de la producción de biogás y está constituida por aproximadamente 34 socios, muchos de
los cuales son productores y accionistas de Bio 4. En la actualidad la planta está en la etapa
constructiva. La misma está diseñada para generar 1 Mw de energía eléctrica y 1 Mw de energía
térmica, lo cual equivale a la energía requerida para abastecer a 3.000 habitantes.
El principal objetivo de Bioeléctrica es generar energía eléctrica para venderla a la red. Sin
embargo, en momentos puntuales del año estaría integranda a Bio 4. Esta empresa generaría un
cuarto del total de gas consumido por Bio4 y, además, la tercera parte del total de energía
eléctrica (3 Mw es lo que consume Bio 4).
Los biodigestores serán instalados a unos 800 metros de la planta de etanol de Bio 4, dicha
ubicación estratégica se debe a que una planta puede ser proveedora de la otra y viceversa. Esta
nueva planta puede ser proveedora de gas o electricidad. Además, la planta puede aprovechar

parte de la energía térmica de la planta de biogás y el agua caliente de la refrigeración de los
motores de generación eléctrica.
La tecnología e ingeniería del biodigestor fue comprada a la firma Killer y Fisher proveniente de
Alemania, donde posee alrededor de 140 plantas instaladas. Para cumplir con las indicaciones de
la empresa se están construyendo dos biodigestores de las siguientes dimensiones: el primario de
18 m de diámetro por 18 m de altura y el secundario de 26 m de diámetro por 6 de altura.
La planta está diseñada para recibir como materia prima un 90% de silo de maíz picado fino, más
un 10% de desechos de tambos y producir energía térmica y energía eléctrica. La cantidad de maíz
a procesar es de 500 hectáreas aproximadamente.
El departamento de I+D de la empresa está trabajando en la producción de energía en base a
biomasa. Desde hace 5 años el grupo está evaluando la caña de castilla. También, se evalúa la
posibilidad de utilizar la burlanda, subproducto de la producción de etanol a base de maíz, como
sustrato para la biodigestión. Además, dicho departamento de Investigación y Desarrollo tiene
previsto estudiar y trabajar en el etanol de segunda generación.
Grupo de técnicos de INTA que realizaron la visita.