
informe procesos
22
Departamento de Ciencias de la Energía y Mecánica SOLDADURA II Canacuán Ramos Carlos Andrés 2156 Ing. Carlos Naranjo 16 de Mayo de 2014
-
Upload
carlos-canacuan-ramos -
Category
Documents
-
view
23 -
download
1
Transcript of informe procesos
Departamento de Ciencias de la Energía y Mecánica
SOLDADURA II
Canacuán Ramos Carlos Andrés
2156
Ing. Carlos Naranjo
16 de Mayo de 2014

TABLA DE CONTENIDOOBJETIVOS 3
PROCESO GMAW 3
PROCESO RSW 4
PROCESO GTAW6
PROCESO SMAW 8
PROCESO FCAW 10
PROCESO SAW 11
SOLDADURA OXIACETILÉNICA 14
CONCLUSIONES 16
RECOMENDACIONES 16
REFERENCIAS BIBLIOGRÁFICAS 16
ANEXO 17
TABLA DE ILUSTRACIONESIlustración 2: Esquema proceso GMAW.......................................................................................3Ilustración 3: Esquema proceso RSW...........................................................................................5Ilustración 4: Tipos de electrodos para RSW................................................................................6Ilustración 5: Esquema del proceso GTAW...................................................................................7Ilustración 6: Esquema del proceso SMAW..................................................................................8Ilustración 7: Corriente continua (a) Polaridad directa (b) Polaridad indirecta..........................10Ilustración 8: Esquema del proceso FCAW.................................................................................10Ilustración 9: Esquema del proceso SAW...................................................................................12Ilustración 10: Esquema Soldadura Oxiacetilénica.....................................................................14Ilustración 11: Tipos de llamas...................................................................................................15
2

PROCESOS DE SOLDADURA MANUAL, SEMIAUTOMÁTICA Y MECANIZADA
1. OBJETIVOS
Objetivo general
Identificar los aspectos más importantes de los procesos de soldadura estudiados
Objetivos específicos
Detallar las ventajas y desventajas de los procesos de soldadura. Definir los parámetros de soldadura a regular en cada proceso. Especificar los consumibles de soldadura en cada proceso. Realizar un esquema de los procesos de soldadura.
2. PROCESO GMAW2.1. Definición
Se cono ce como Soldadura por arco metálico con gas (Gas Metal Arc Welding), la fusión es producida por un arco que se establece entre el extremo del alambre aportado continuamente y la pieza a soldar. La protección se obtiene íntegramente de los gases suministrados simultáneamente con el metal de aporte.
2.2. Esquema1 Caudalímetro 2 Antorcha o pistola de soldadura:
Consta de un mango y un gatillo, y dirige el alambre, el gas protector y la corriente hacia la zona de soldadura. En su extremo contiene una boquilla o tubo de contacto (intercambiable para cada tipo de alambre) rodeada de una tobera.
3 Regulador de presión4 Cilindro de gas protector5 Manguera de suministro de gas6 Electrodo (hilo)7 Fuente de energía8 Amperímetro9 Voltímetro10 Cable de potencia11 Cable de retorno12 Pinza de masa13 Alimentador del alambre consumible:
2.3. Variaciones MIG
3
: Esquema proceso GMAW

Utiliza Gases Inertes o puros (He, Ar), utilizado principalmente para soldar metales ferrosos
MAG
Utiliza Gases Activos (O2, CO2), utilizado principalmente para soldar aceros
2.4. Aplicaciones
Principalmente se lo utiliza en la industria automotriz.
2.5. Ventajas Alta productividad Es automatizable Su calidad con lo referente al aspecto No produce escoria
2.6. Desventajas No factible para trabajo de campo Limitaciones con lo referente a aplicaciones Transporte complicado del equipo de soldadura Costo inicial elevado
2.7. Variables del procesoa. Stick Out
El stick out va en rangos de 8mm a 20 mm
b. Corriente (I)c. Velocidad de salida del alambre (Vs)
Vs α I, la velocidad de salida del alambre es directamente proporcional a la corriente.
d. Voltaje (V)
El voltaje va en rangos de 15 V a 215 V, aunque en ocasiones puede llegar a 300V.
e. Electrodof. Tipo de gas
Desplaza el aire alrededor del arco para evitar la contaminación del metal fundido con gases de la atmósfera. La envoltura protectora de gas debe proteger eficientemente el área del arco para obtener un metal de aporte de buena calidad.
g. Flujo de gash. Posición de soldadura
La cual depende del diámetro del alambre y de la variación del proceso.
3. PROCESO RSW3.1. Definición
Se conoce como soldadura por resistencia eléctrica de puntos (Resistance Spot Welding), en este proceso las partes a unir se presionan una contra otra por un electrodo, se hace circular
4

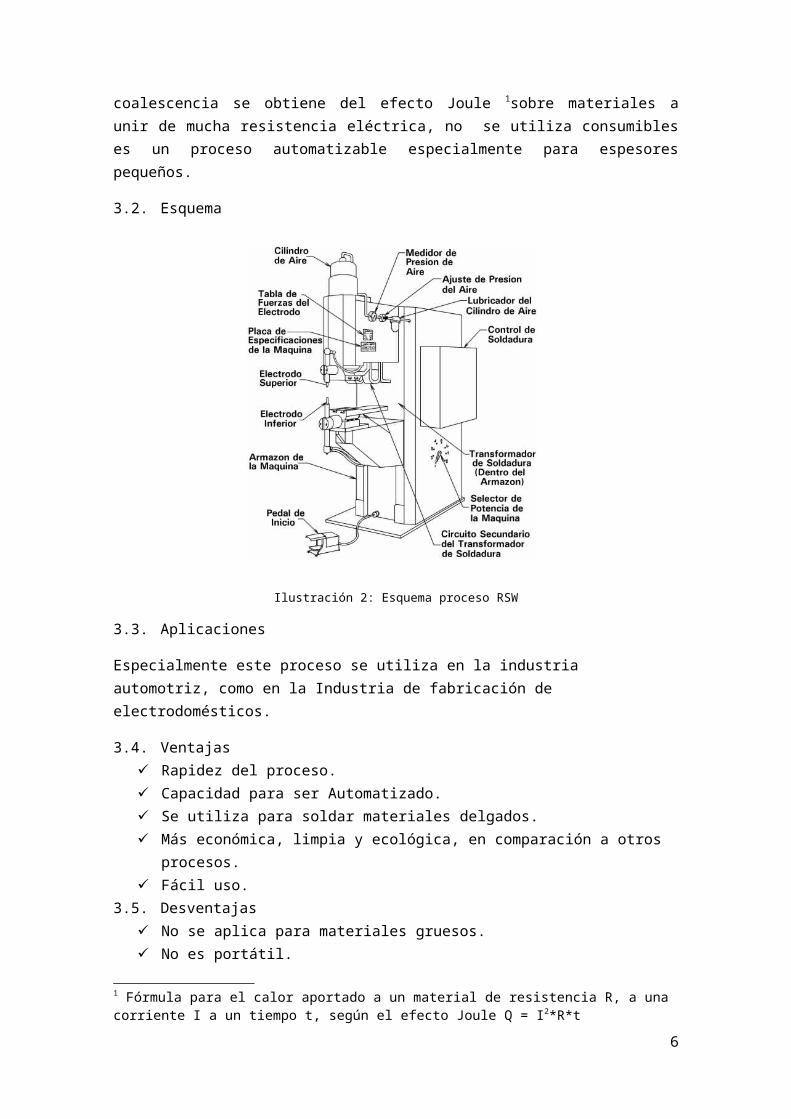
una corriente elevada y el potencial energético para la coalescencia se obtiene del efecto Joule 1sobre materiales a unir de mucha resistencia eléctrica, no se utiliza consumibles es un proceso automatizable especialmente para espesores pequeños.
3.2. Esquema
Ilustración 2: Esquema proceso RSW
3.3. Aplicaciones
Especialmente este proceso se utiliza en la industria automotriz, como en la Industria de fabricación de electrodomésticos.
3.4. Ventajas Rapidez del proceso. Capacidad para ser Automatizado. Se utiliza para soldar materiales delgados. Más económica, limpia y ecológica, en comparación a otros procesos. Fácil uso.
3.5. Desventajas No se aplica para materiales gruesos. No es portátil. Necesita espacios planos para la soldadura. No aplicable para materiales con altísima conductividad eléctrica.
3.6. Variables del procesoa. Presiónb. Corriente
1 Fórmula para el calor aportado a un material de resistencia R, a una corriente I a un tiempo t, según el efecto Joule Q = I2*R*t
5
Las corrientes utilizadas en este proceso van de 2000 A a 30000 A.
c. Tiempod. Material a soldar
La soldabilidad de los metales y aleaciones depende de su resistencia eléctrica. De acuerdo con este criterio, los diversos materiales pueden agruparse en dos tipos:
De elevada resistencia eléctrica y baja conductividad térmica, como los aceros, que se sueldan con intensidades relativamente pequeñas y tiempos de paso largos.
De baja resistividad eléctrica y elevada conductividad térmica, tales como el aluminio y sus aleaciones y las aleaciones de cobre que se sueldan con altas intensidades y tiempos muy cortos.
e. Geometría del electrodo
Los electrodos utilizados en soldadura por puntos pueden variar en gran medida dependiendo de la aplicación que vayamos a realizar, cada tipo de electrodo tiene una función diferente.
Electrodos de radio se utilizan para aplicaciones de alta temperatura.
Electrodos con una punta truncada se utilizan para altas presiones.
Electrodos excéntricos se utilizan para soldar esquinas, o para llegar a rincones y espacios pequeños.
Ilustración 3: Tipos de electrodos para RSW
4. PROCESO GTAW4.1. Definición
Se lo conoce como soldadura por arco de tungsteno con gas (Gas Tungsten Arc Welding). Es un proceso en el que la fusión, es producida por el calor de un arco que se establece entre un
6
electrodo de tungsteno no consumible y la pieza. La protección se obtiene de un gas inerte o semi – inertes.
4.2. Esquema
Ilustración 4: Esquema del proceso GTAW
4.3. Aplicaciones Fabricación de recipientes a presión pequeños. Aeronáutica. Industria Alimenticia. Industria Nuclear. Trabajos con aluminio.
4.4. Ventajas Alta calidad de la soldadura. No existe mayor contaminación. El electrodo no es consumible. Se lo utiliza en soldaduras de alta responsabilidad. Optimo para soldar aluminio. Soldadura posible en todas las posiciones. No produce escoria.
4.5. Desventajas Manipulación compleja. Baja productividad. No aplicable para trabajos de campo.
4.6. Variables del procesoa. Electrodo
7

Los electrodos que se utilizan en el proceso son de tungsteno y de aleaciones de tungsteno. Tienen un punto de fusión muy elevado (6170 °F) y prácticamente no se consumen. Los electrodos son de tungsteno puro (los más baratos), tungsteno con 1 – 2 % de torio (de larga vida se emplea para aceros) o de tungsteno aleado con circonio (menor contaminación, mejor calidad – se emplea para soldar aluminio). Los diferentes tipos de electrodos son fácilmente reconocibles por un código de colores. Se presentan en varios diámetros con largos de 3 a 24 pulgadas.
b. Longitud de arcoc. Gas de protección
Generalmente se utiliza Argón, Helio o una mezcla de Argón y CO2.
d. Flujo de gas
Varía entre los rangos de 8 a 15 litros por minuto, en la posición sobrecabeza, requiere un caudal ligeramente mayor.
e. Varilla de aporte
Esta varilla puede ser de Aluminio, Acero inoxidable o Acero al carbono.
f. Tipo de corriente
Generalmente se usa AC para soldar aluminio y magnesio.
g. Inicio de arco
El inicio de arco puede ser por raspado, alta frecuencia y levantamiento.
5. PROCESO SMAW5.1. Definición
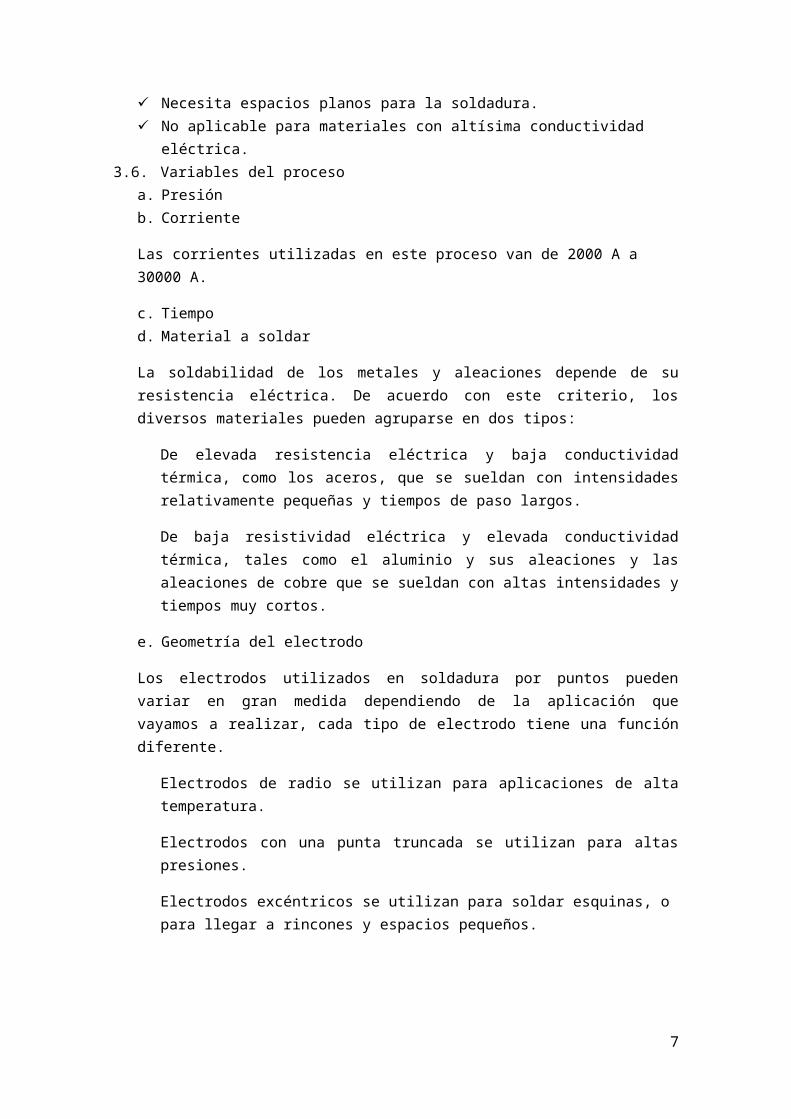
Conocido como soldadura por arco eléctrico manual con electrodo metálico revestido (Shielded Metal Arc Welding), es un proceso donde la unión es producida por el calor generado por un arco eléctrico.
5.2. Esquema
8

Ilustración 5: Esquema del proceso SMAW
5.3. Aplicaciones Dominante en la Industria del mantenimiento y reparación. Estructuras metálicas. Fabricación industrial. Industria manual.
5.4. Ventajas El proceso de soldadura más común. Aplicable a espesores grandes. Equipo simple, portátil y de bajo costo. Aplicable a una amplia variedad de metales, posiciones de soldadura y electrodos. Posee tasas de deposición del metal relativamente altas. Adecuada para aplicaciones en exteriores.
5.5. Desventajas Menor calidad en la soldadura en comparación a otros procesos. No aplicable a espesores pequeños. El proceso es discontinuo debido a la longitud limitada de los electrodos Por tratarse de una soldadura manual, requiere gran pericia por parte del soldador. La soldadura puede contener inclusiones de escoria. Los humos dificultan el control del proceso.
5.6. Variables del procesoa. Electrodo
9
Tabla 1: Clasificación de electrodos para SMAW
b. Voltajec. Longitud de arco
Un arco demasiado corto puede ser errático y producir cortocircuitos durante la transferencia de metal. Un arco demasiado largo perderá direccionalidad e intensidad, además el gas y el fundente generados por el revestimiento no son tan eficaces para la protección del arco y del metal de soldadura, por lo que se puede producir porosidad y contaminación del metal de soldadura con oxígeno e hidrógeno.
d. Corriente Corriente alterna Corriente continua
Esta puede ser en polaridad directa (optimo para materiales gruesos) o polaridad indirecta (mayor penetración y aplicable a materiales delgados).
Ilustración 6: Corriente continua (a) Polaridad directa (b) Polaridad indirecta
6. PROCESO FCAW6.1. Definición
Se lo conoce como soldadura por arco con alambre tubular (Flux Cored Arc Welding), es un proceso de soldadura en el que la fusión se da por el arco entre un electrodo tubular (alambre tubular) y la pieza a soldar. La protección se obtiene del fundente contenido dentro del alambre tubular, protección adicional de un gas suministrado externamente (no es necesario).
10

6.2. Esquema
Ilustración 7: Esquema del proceso FCAW
6.3. Aplicaciones Fabricación de recipientes a presión. Industria automotriz. Soldaduras de campo en ocasiones. Operaciones de mantenimiento y taller.
6.4. Ventajas El operador puede ver el arco. La soldadura es posible en todas las posiciones, en función del diámetro del alambre. Se puede hacer en cualquier tipo de junta en función del espesor del material. Con protección exterior de gas
Soldaduras suaves y sanas. Penetración profunda. Buenas propiedades para radiografía.
Sin protección exterior de gas Eliminación del gas externo de protección. Penetración moderada. Posibilidad de soldar con corrientes de aire. Metal depositado de alta calidad.
6.5. Desventajas Puede producir fusión incompleta. Porosidad. Equipo costoso y poco versátil.
11

Crea más humos de soldadura que SMAW. Alimentación de alambre irregular.
6.6. Variables del proceso Velocidad de alimentación de alambre. Voltaje Extensión del electrodo. Velocidad de desplazamiento y el ángulo. Ángulos de electrodos. Tipo de cable de electrodos. Protección gaseosa. Polaridad.
7. PROCESO SAW7.1. Definición
Se conoce como soldadura por arco sumergido (Submerged Arc Welding), es un proceso de soldadura automático y semiautomático, en el cual su operación se da similar al proceso SMAW, el electrodo es remplazado por un alambre desnudo que, a medida que se consume, es alimentado mediante un mecanismo automático. El arco es protegido por un polvo granular y fusible, conocido como fundente o flujo, el mismo que es compuesto por silicatos y minerales.
El fundente cumple el mismo principio físico y metalúrgico del revestimiento, físicamente haciendo que la escoria proteja al baño de soldadura de la acción de los gases atmosféricos, formando un cordón libre de poros y evitando una perdida de calor demasiado rápida; metalúrgicamente impide perdidas de elementos de aleación compensando o agregándolo al metal depositado.
7.2. Esquema
12
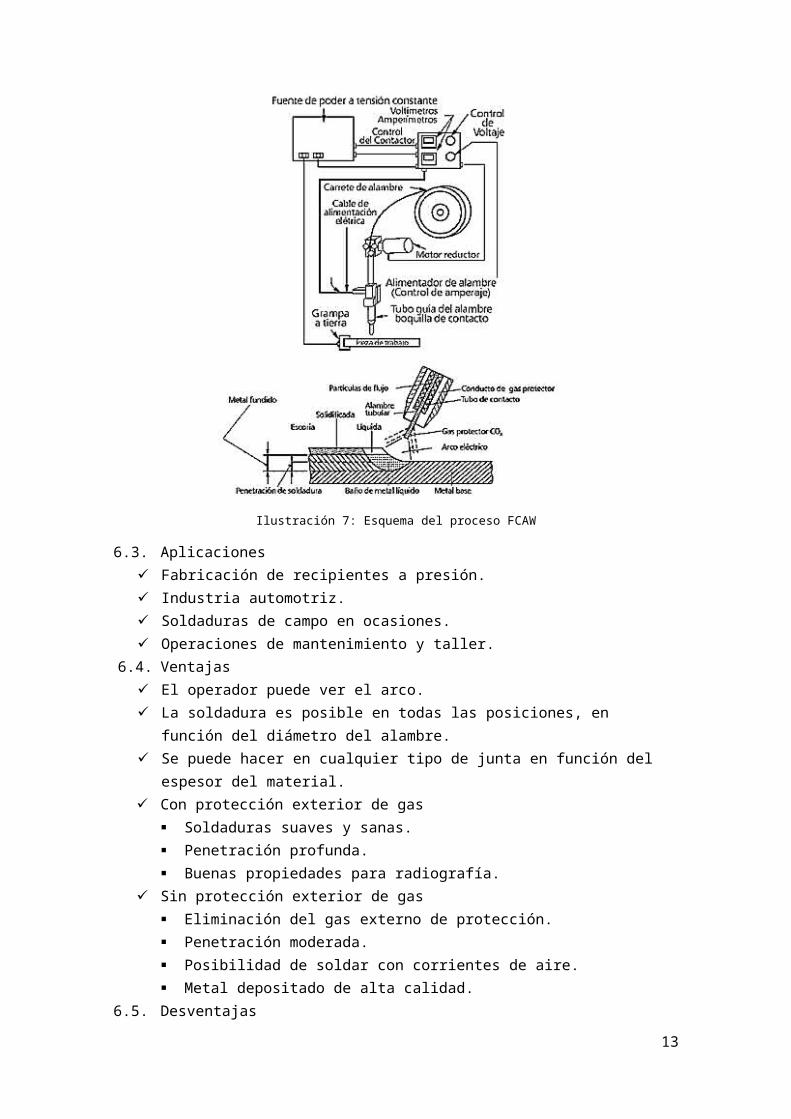
Ilustración 8: Esquema del proceso SAW
7.3. Aplicaciones Fabricación de puentes y vigas. Industria ligera y pesada con productos no aleados Recipientes a presión con productos de baja aleación Todos los grados de fabricación de tubos Offshore2 con productos de baja aleación Industria de procesos con productos de baja y alta aleación
7.4. Ventajas Tasas de deposición altas (más de 45 kg / h). Factores altos de operación en aplicaciones mecanizadas. Profunda penetración de la soldadura. Soldaduras de sonido se realizan fácilmente (con un buen diseño y el control de
procesos). Soldadura de alta velocidad de aceros laminados finos de hasta 5 m / min es posible. Humos de soldadura mínimo o luz de arco se emite. Prácticamente ninguna preparación de borde es necesario. El proceso es adecuado tanto para trabajos de interior y al aire libre. Baja distorsión Las soldaduras producidas son uniformes, dúctiles, resistentes a la corrosión y tienen
una buena relación de impacto. Soldaduras de un solo pase pueden realizarse en placas gruesas con equipo normal. El arco siempre está cubierto por un manto de fundente, por lo tanto no hay
posibilidad de salpicaduras de soldadura.
2 Soldadura de campo sobre la costa (plataformas, plantillas submarinas).
13

50% a 90% del fundente es recuperable, reciclados y reutilizados7.5. Desventajas
Limitado a materiales ferrosos y algunas aleaciones con base de níquel. Limitado a las posiciones 1F, 1G, y 2F. Requiere sistemas de manejo de flujo relativamente molestos. Fundente y residuos de escoria puede presentar un problema de salud y seguridad. Requiere inter-pass y la eliminación de la escoria después de la soldadura.
7.6. Variables del procesoa. Velocidad de alimentación de alambre
Es el factor principal en la soldadura para el control de la corriente, al aumentar la intensidad, aumenta las pérdidas por combustión del Mn y del Si, disminuyendo su contenido en el metal aportado
b. Voltaje
Al aumentar la tensión del arco aumenta la cantidad de escoria fundida incrementándose el contenido de Mn y se Si en el metal aportado.
c. Velocidad de desplazamiento
La velocidad de avance determina cuánto tiempo el arco queda retenido por unidad de longitud. Esto produce un efecto sobre prácticamente todos los parámetros de soldadura que se apliquen en el arco y cómo éste afecta al metal sobre el que dicho arco está establecido.
d. Stick Out
La velocidad de avance determina cuánto tiempo el arco queda retenido por unidad de longitud. Esto produce un efecto sobre prácticamente todos los parámetros de soldadura que se apliquen en el arco y cómo éste afecta al metal sobre el que dicho arco está establecido.
e. Tipo de corriente Corriente alterna
Corriente alterna variable de equilibrio
Corriente continua Esta puede ser en polaridad directa o polaridad indirecta.
f. Corriente Corriente alterna Corriente continua
Polaridad directao Es la forma más usual de trabajar con arco sumergido. o La penetración es mayor.o Hay mayor resistencia a porosidad. o La soldadura resulta con un aspecto más suave.
14

Polaridad indirectao Aumenta la tasa de deposición (hasta un 30%). o Hay menos penetración. o Para obtener una forma del cordón similar hay que aumentar el voltaje
unos 4 V.g. Fundente
Están disponibles diferentes grados y tipos de fundentes para arco sumergido. Es importante hacer la elección adecuada para el metal base a soldarse y que este de acuerdo a la composición del alambre.
h. Alambre
Para soldadura por arco sumergido, se utiliza alambre como electrodo. Estos alambres son desnudos y macizos, con excepción de un delgado recubrimiento, el cual evita la corrosión, mejora el contacto eléctrico y disminuye el rozamiento del hilo con el dispositivo de alimentación, normalmente de cobre.
8. SOLDADURA OXIACETILÉNICA
8.1. Definición
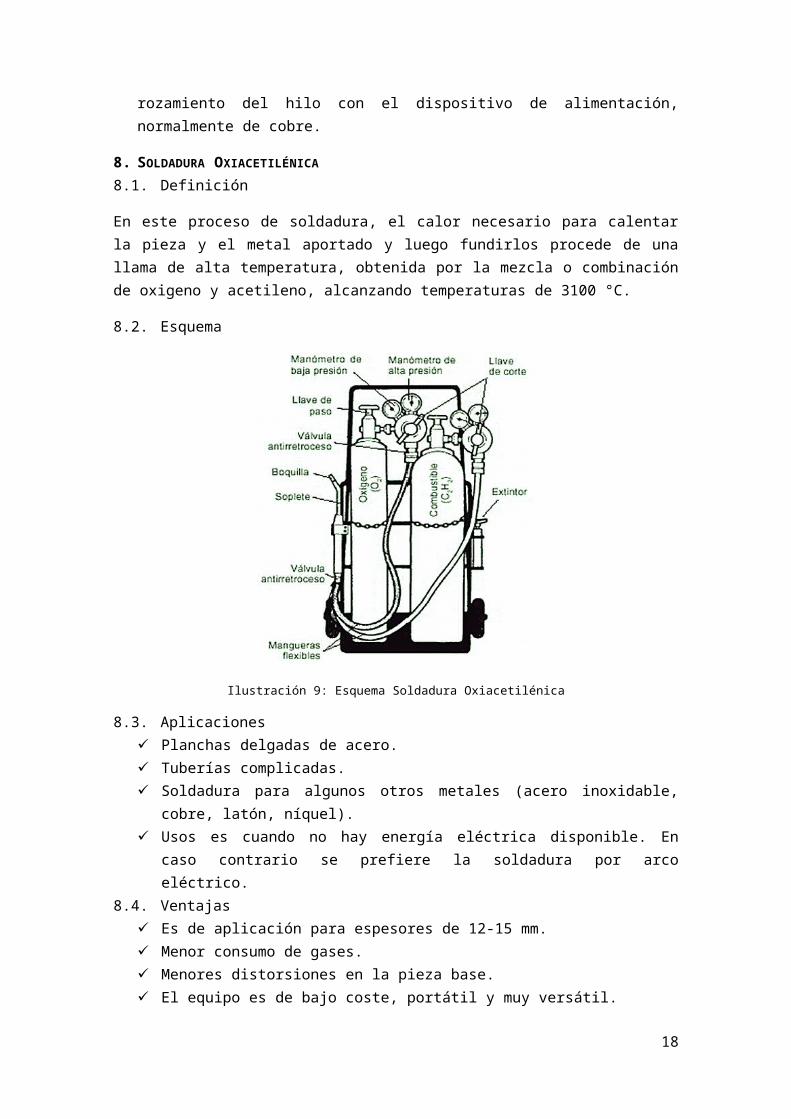
En este proceso de soldadura, el calor necesario para calentar la pieza y el metal aportado y luego fundirlos procede de una llama de alta temperatura, obtenida por la mezcla o combinación de oxigeno y acetileno, alcanzando temperaturas de 3100 °C.
8.2. Esquema
Ilustración 9: Esquema Soldadura Oxiacetilénica
8.3. Aplicaciones Planchas delgadas de acero. Tuberías complicadas.
15

Soldadura para algunos otros metales (acero inoxidable, cobre, latón, níquel). Usos es cuando no hay energía eléctrica disponible. En caso contrario se prefiere la
soldadura por arco eléctrico.8.4. Ventajas
Es de aplicación para espesores de 12-15 mm. Menor consumo de gases. Menores distorsiones en la pieza base. El equipo es de bajo coste, portátil y muy versátil. El soldador tiene control sobre la fuente de calor y sobre la temperatura de forma
independiente del control sobre el metal de aportación.8.5. Desventajas
Exposición a gases y humos de soldadura. Riesgos de incendios y explosiones. Riesgos considerables a quemaduras.
8.6. Variables del proceso Llama de soldadura
Es el tipo de llama que se origina en la punta de la boquilla por la combustión del volumen de oxígeno (Vo) con volúmenes de acetileno (Va). El volumen de los gases se regula mediante las llaves situadas en el mango del soplete. Dependiendo de la relación entre los volúmenes de los gases se distinguen tres tipos de llamas que tienen aplicaciones diferentes. La normalmente empleada para soldadura de aceros es la llama neutra.
Ilustración 10: Tipos de llamas
Varillas de soldadura
Se suministran en varillas de metal que se funden con la llama y se depositan sobre los bordes de la pieza a soldar o sobre la superficie para compensar desgastes. Además, pueden ser utilizados para conferir ciertas propiedades mecánicas al metal base.
Fundentes
16
Los fundentes son productos químicos que se utilizan para evitar la formación de óxidos que puedan quedar ocluidos en la unión soldada. Su uso es obligatorio para la soldadura de todos los metales y aleaciones salvo para el acero suave, los fundentes se presentan en forma de polvo, pasta, y en algunas ocasiones, como líquidos.
Tabla 2: Tabla de consumibles de la soldadura oxiacetilénica en función del metal base
9. CONCLUSIONES
Cada proceso de soldadura presentado con anterioridad, posee equipos, características, consumibles, ventajas, desventajas y variables especificas, las cuales determinan el tipo y área de aplicación de los mismos, siendo la variedad de procesos de soldadura una ventaja a la hora de la aplicación de la ingeniería, además de un amplio campo de estudio indispensable en la formación de un Ingeniero Mecánico.
El desarrollo de la tecnología y la demanda de procesos cada vez más versátiles, ha generado que los procesos de soldadura se vuelvan automáticos, por lo que en un futuro, lo que hoy en un proceso de soldadura manual es indispensable (habilidad del soldador), quedará en segundo plano.
10. RECOMENDACIONES
Aún con el uso de medidas y normas de protección el personal relacionado con la soldadura no están exentos de riesgos, por lo que el uso de los diferentes equipos de protección son imprescindibles a la hora de ingresar, trabajar o inspeccionar un lugar en el que se desarrolla cualquier tipo de soldadura.
La aplicación de regulaciones de higiene y seguridad industrial en soldadura, es de vital importancia debido a que incentiva un comportamiento preventivo en el personal de soldadura, y si bien es cierto “Ningún accidente ocurre por casualidad. Todos pueden evitarse”3.
Regular correctamente y prestas atención a las diferentes variables de soldadura, específicas de cada proceso, con el fin de conseguir una soldadura de calidad.
11. REFERENCIAS BIBLIOGRÁFICAS
Manual de Soldadura y catálogo de productos, EXSA - OERLIKON, Parte I, 2010, Perú. Notiaceso, Procesos de soldadura, Aceso, Edición 4, Colombia. Soldeo manual con electrodos revestidos (SMAW), Departamento de Formación
Lincoln Electric, 2012. Soldeo con alambre tubular, Departamento de Formación Lincoln Electric, 2012. Soldadura semiautomática con gas de protección (MIG-MAG), Departamento de
Formación Lincoln Electric, 2012. Soldeo por arco sumergido, Ángela Lázaro Martín (SOLYSOL), España, 2008.
3 Decálogo de la prevención en el lugar de trabajo
17
ANEXO
18


















