INFORME RECTIFICADORA
11
UNIVERSIDAD TÉCNICA DE COTOPAXI TALLER MECÁNICO II RECTIFICADORAS MANUALES DE PRECISIÓN ________________________________ _ Universidad Técnica de Cotopaxi Carrera: Ingeniería Electromecánica. Nivel: Cuarto. Periodo académico: Septiembre 2014-Febrero 2015. Asignatura: Taller Mecánico II. Tipo de trabajo: Informe. Tema: Rectificadora Manual de Precisión M818A. Grupo N°: 6 Integrantes: Alomía Paredes Jorge Leonardo Chicaisa Ugsha Jairo Marcelo Medina Madril Juan Carlos Molina Vaca Luis Israel INFORME TÉCNICO GRUPO # 6 1
-
Upload
jorge-luis-prado-sandoval -
Category
Documents
-
view
235 -
download
9
description
taller mecanico
Transcript of INFORME RECTIFICADORA
UNIVERSIDAD TCNICA DE COTOPAXITALLER MECNICO II RECTIFICADORAS MANUALES DE PRECISIN _________________________________
Universidad Tcnica de CotopaxiCarrera: Ingeniera Electromecnica.Nivel: Cuarto.Periodo acadmico: Septiembre 2014-Febrero 2015.Asignatura: Taller Mecnico II.Tipo de trabajo: Informe.Tema: Rectificadora Manual de Precisin M818A.Grupo N: 6Integrantes: Aloma Paredes Jorge Leonardo Chicaisa Ugsha Jairo Marcelo Medina Madril Juan Carlos Molina Vaca Luis Israel Prado Sandoval Jorge LuisFecha de presentacin: 26 de febrero del 2015.
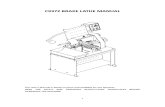
Es una mquina herramienta que se utiliza para acabar con alta precisin las piezas mecanizadas con otras mquinas. En esta mquina, la muela gira a velocidades muy elevadas. Por el contrario, los esfuerzos de corte son muy inferiores a los del resto de las mquinas. El movimiento del equipo es una combinacin de rotacin y oscilacin lineal, regulada de tal manera que un punto dado de la barra abrasiva no repite la misma trayectoria.
Figura 1. Rectificadora de presin M818AFuente: Grupo # 6 (Fotografa de Rectificadora,Taller Mecnico U T C, 2015).
La mayora de las rectificadoras de superficie del tipo I sirven para rectificar una superficie plana de la pieza de trabajo, por lo regular a una igualdad de superficie menor de 0.0002 pulg. No obstante este tipo de rectificadoras tambin puede usarse para maquinar contornos en la pieza de trabajo. La rueda puede carearse a la forma inversa de la deseada en la pieza de trabajo, y luego puede esmerilarse el contorno en la parte.La pieza de trabajo se sostiene por lo general en un mandril magntico y se la hace viajar bajo la rueda giratoria con la mesa. A su vez, la mesa est montada sobre un soporte que proporciona el movimiento transversal de la mesa bajo la rueda. En algunos modelos, se mueve la cabeza esmeriladora con la rueda transversalmente a la superficie de la pieza de trabajo en vez de que la mesa este sobre un soporte.Estructura Rectificadora Manual de Precisin M818A
Figura 2. Estructura de una Rectificadora1) Base, 2) Montaje a lo largo de la cual se desliza verticalmente el cabezal portamuelas, 3) Cabezal puerta muelas, 4) Portamuelas,5) Carro transversal, 6) mesa con movimiento longitudinal, 7) MuelaFuente: Grupo # 6 (Fotografa de fresadora, Taller Mecnico U T C, 2015).
Ejes de Movimiento en el Rectificador Manual de Precisin M818A Eje Z de movimiento: Este eje posee la potencia de corte y en l va montada la muela abrasiva.Eje X de movimiento: Este eje es horizontal y paralelo a la superficie de sujecin de la pieza. Es perpendicular al eje Z.Eje Y de movimiento: Este eje es vertical, perpendicular al eje X y proporciona el movimiento de acercamiento de la muela a la pieza.Figura 3. Eje de movimientosFuente: Operation Manual Surface grinders
Caractersticas tcnicas de la rectificadora manual de precisinCaractersticas generales: Clase de rectificadora: tangencial. Naturaleza del cabezal portamuela: desplazable verticalmente.Caractersticas de capacidad: Longitud mxima de la pieza a rectificar en la mquina. Anchura mxima de la pieza a rectificar en la mquina. Dimensiones mximas de la muela.Caractersticas de trabajo: Potencia de los distintos motores. Gama de velocidades del eje portamuelas.Tipo de OperacionesRectificado Plano Acabados de superficies planas o perfiles. Parmetros Profundidad de pasada, ae (m) Velocidad perifrica de muela, Vs (m/s) Velocidad de avance. Vf (m/min) Anchura de pasaba, bw (mm)Figura 4. Rectificado planoFuente: Escuela tcnica superior de ingeniera Bilbao
Rectificado Cilndrico Acabado de superficies de revoluciones ( interiores y exteriores A travs y Penetracin (plongee) Parmetros Profundidad de pasada radial, ae (m) Anchura de pasaba, bw (mm) Velocidad perifrica de muela, Vs (m/s) Velocidad de avance. Vf (m/min) Velocidad perifrica de pieza Vw (m/min)Figura 5. Rectificado cilndricoFuente: Escuela tcnica superior de ingeniera Bilbao
Muelas de rectificadoLas herramientas utilizadas en operaciones de Rectificado se denominan MUELAS. La seleccin de la muela es crtica en la operacin, del mismo modo que ocurre con las herramientas de torneado o fresado. A la hora de elegir la mejor muela para una aplicacin, debe atenderse a: La geometra de la operacin (planeado, cilndrico a travs, sin centros, rectificado de forma, etc.) La especificacin de la muela: Tipo de material abrasivo Tamao de grano abrasivo Dureza de la muela Estructura Tipo de aglomeranteFigura 6. Muelas EstndarFuente: Escuela tcnica superior de ingeniera Bilbao
TIPO DE MATERIAL ABRASIVO: Seleccin en funcin del material de pieza a rectificar Tipos: Convencionales xido de aluminio (Al2O3, almina) [A]Aplicacin general al rectificado de aceros. Muy extendido. Carburo de silicio (SiC) [C]Rectificado de carburos, cermicas, metales no frricos, fundiciones, (Menos extendido). Superabrasivos Nitruro de boro cbico (CBN) [B]Rectificado a alta velocidad de frricos de alta dureza, herramientas de corte, aleaciones termoresistentes, Diamante [D]Rectificado a alta velocidad y precisin de cermicas y metal duro.DUREZA DE LA MUELA: Resistencia del aglomerante a soltar granos como consecuencia de las fuerzas en el proceso Se designa con una letra que va desde la A hasta la Z:
Figura 6. Designacin De MuelasFuente: Escuela tcnica superior de ingeniera Bilbao
Funcionamiento del Rectificador Manual de Precisin M818AElmecanizado de piezas por abrasines uno de los tres procesos que eliminan material de una pieza a fin de darle forma y modelarla de acuerdo a su aplicacin posterior. Se diferencia de los otros procesos demecanizadoporque la remocin de material es relativamente pequea, por lo que se trata ms bien de un proceso de acabado de piezas y la herramienta que seempleapara ello es unamuela abrasiva, constituida por granos de cuarzo, carburo de silicio, carborundum o corindn y un aglutinante.En nuestro artculo sobre lamquina de lapidarmencionamos que el mecanizado de piezas por abrasin comprende, a su vez, diversas tcnicas, una de las cuales es el rectificado. Bsicamente, el rectificado es una operacin realizada en piezas que requieren medidas y tolerancias exigentes, ya sea dimensionales (diametral, longitudinal o angular), geomtricas (concentricidad, paralelismo, perpendicularidad, etc.) o de acabado superficial (rugosidad, direccin del rayado, etc.).Las mquinasempleadasen el rectificado se conocen comorectificadorasy puesto que existen varios tipos distintos de rectificado la industria tambin cuenta con la correspondiente multiplicidad derectificadoras. En este artculo vamos a citar nicamente los tipos principales.Dimensiones del Rectificador Manual de Precisin M818AModeloM818A
Talla del vector (milmetros)210X450
Recorrido del vector (milmetro)500X240
Anchura mxima que se moler (milmetros)220
Longitud mxima que se moler (milmetro)470
Altura mxima que se moler (milmetros)350
Alimentacin verticalrevolucin (milmetros)1
graduacin (milmetro)0.005
Distancia mxima del eje de rotacin a la superficie del vector (milmetros)450
Talla de la muela abrasiva (milmetro)200x13x31.75
Velocidad del eje de rotacin (r/min)3450 (60hz)2850 (50hz)
Motor del eje de rotacin (kilovatio)1.5 (eje de rotacin 1.1)
Capacidad de carga mxima128
N.W. (kilogramo)920
Talla total (milmetros)1330x1150x1680
informe TCNICO grupo # 6
8