
INGENIERÍA QUÍMICA TRABAJO FINAL DE
317
TRABAJO FINAL DE INGENIERÍA QUÍMICA Fraccionamiento de ácidos grasos para valorizar aceite de girasol usado, mediante alternativas sustentables y ecológicas Di Iorio, Romina Diaz, Florencia Natero, Geraldina Lisette 08/12/2020
Transcript of INGENIERÍA QUÍMICA TRABAJO FINAL DE
TRABAJO FINAL DE INGENIERÍA QUÍMICA
Fraccionamiento de ácidos grasos para
valorizar aceite de girasol usado, mediante alternativas sustentables y ecológicas
Di Iorio, Romina
Diaz, Florencia
Natero, Geraldina Lisette
08/12/2020

RINFI se desarrolla en forma conjunta entre el INTEMA y la Biblioteca de la Facultad de Ingeniería de la Universidad Nacional de Mar del Plata.
Tiene como objetivo recopilar, organizar, gestionar, difundir y preservar documentos digitales en Ingeniería, Ciencia y Tecnología de Materiales y Ciencias Afines.
A través del Acceso Abierto, se pretende aumentar la visibilidad y el impacto de los resultados de la investigación, asumiendo las políticas y cumpliendo con los protocolos y
estándares internacionales para la interoperabilidad entre repositorios
Esta obra está bajo una Licencia Creative Commons Atribución-NoComercial-CompartirIgual 4.0 Internacional.
Índice general
Introducción 10
CAPÍTULO 1 . ESTUDIO PRELIMINAR DEL PROCESO 12
1.1 Objetivos del capítulo 13
1.2 Introducción 13
1.3 Materia prima 14
1.3.1 Aceite vegetal usado 14
1.3.2 Fuentes de materia prima en Argentina 15
1.3.3 Especificaciones 17
1.4 Ácidos grasos 19
1.4.1 ¿Qué es un ácido graso? 19
1.4.2 Mercado internacional de los ácidos grasos 19
1.4.3 Mercado nacional de ácidos grasos 22
1.4.4 Fraccionamiento de los ácidos grasos 23
1.6 Selección de capacidad de la planta 26
1.7 Proceso 27
1.7.1 Hidrólisis 28
1.7.2 Síntesis de mezcla de mono y diglicéridos 32
1.7.3 Reactores 34
1.7.4 Selección de la enzima 37
1.7.5 Separación y purificación de los ácidos grasos y mezcla de MG+DG 38
1.8 Ubicación de la planta 42
1.9 Bibliografía 44
CAPÍTULO 2 . ESTRUCTURA DE LA PLANTA Y BALANCES DE MASA 48
2.1 Objetivos del capítulo 49
2.2 Introducción 49
2.3 Capacidad de la planta 52
1
2.4 Etapas principales del proceso 53
2.5 Proceso 55
2.5.1 Pretratamiento de la materia prima 55
2.5.2 Hidrólisis 59
2.5.3 Separación y purificación del glicerol 66
2.5.4 Separación de los ácidos grasos 68
2.5.5 Glicerólisis 72
2.5.6 Purificación de la mezcla de MG y DG 79
2.6 Balances de masa 83
2.6.1 Filtrado 83
2.6.2 Hidrólisis 83
2.6.3 Separación de agua 84
2.6.4 Separación de glicerol 84
2.6.5 Cristalización 84
2.7 Bibliografía 90
CAPÍTULO 3 . DISEÑO DE LOS SISTEMAS DE REACTORES 93
3.1 Objetivos del capítulo 94
3.2 Introducción 94
3.3 Hidrólisis 96
3.3.1 Cinética de la hidrólisis 96
3.3.2 Reactor de hidrólisis 106
3.4 Glicerólisis 120
3.4.1 Cinética de la glicerólisis 120
3.4.2 Reactor de glicerólisis 127
3.5 Sistema de control 135
3.5.1 Temperatura 135
3.5.2 Caudal 135
3.5.3 Presión 136
3.5.4 Automatización 136
2

3.6 Bibliografía 138
CAPÍTULO 4 . DISEÑO DEL SISTEMA DE PURIFICACIÓN 141
4.1 Objetivos del capítulo 142
4.2 Introducción 142
4.3 Separador flash 1 145
4.4 Separador centrífugo 146
4.4.1 Introducción 146
4.4.2 Componentes de un separador centrífugo 146
4.4.3 Diseño del equipo 147
4.5 Cristalización 151
4.5.1 Introducción 151
4.5.2 Cinética de cristalización 151
4.5.3 Tipos de cristalización 151
4.5.4 Equipos industriales 153
4.5.5 Cristalizador A 156
4.5.6 Diseño del equipo 158
4.6 Filtros rotativos de vacío 163
4.6.1 Introducción 163
4.6.2 Diseño del equipo 163
4.7 Torre de destilación 1 166
4.7.1 Diseño del equipo 166
4.8 Separador Flash 2 173
4.9 Torre de destilación 2 174
4.9.1 Introducción 174
4.10 Separador Flash 3 177
4.11 Equipos complementarios 178
4.11.1 Diseño de la bomba de vacío 179
4.12 Verificación de los balances de masa 180
4.13 Bibliografía 184
3

CAPÍTULO 5 . INTEGRACIÓN ENERGÉTICA Y EQUIPOS AUXILIARES 186
5.1 Objetivos del capítulo 187
5.2 Introducción 187
5.3 Integración Energética 191
5.3.1 Análisis PINCH 191
5.3.2 Resultados 192
5.3.3 Diseño detallado 195
5.3.4 Corrientes integradas 197
5.3.5 Corrientes a calentar 199
5.3.6 Corrientes a enfriar 200
5.4 Equipos auxiliares 203
5.4.1 Caldera 203
5.4.2 Ciclo de refrigeración 208
5.4.3 Torre de enfriamiento 213
5.4.4 Bombas 215
5.4.5 Válvulas 224
5.5 Consumo total de energía 230
5.6 Bibliografía 231
CAPÍTULO 6 . ANÁLISIS ECONÓMICO 233
6.1 Objetivos del capítulo 234
6.2 Introducción 234
6.3 Costos de Inversión 236
6.3.1 Costo de equipos 238
6.3.2 Costo del terreno 243
6.3.3 Otros costos 244
6.3.4 Inversión Total 245
6.4 Costos de Operación 246
6.4.1 Materia Prima 246
6.4.2 Mano de obra 246
4
6.4.3 Supervisión 248
6.4.4 Servicios 248
6.4.5 Mantenimiento 249
6.4.6 Laboratorio 249
6.4.7 Envases 249
6.4.8 Suministros 249
6.4.9 Depreciación 250
6.4.10 Impuestos 251
6.4.11 Seguros 251
6.4.12 Ventas y distribución 251
6.4.13 Dirección y administración 251
6.4.14 Investigación y desarrollo 251
6.4.15 Enzimas 251
6.4.16 Resumen de costos fijos 252
6.5 Cronograma propuesto 254
6.6 Ingresos por venta 256
6.7 Flujos de caja y rentabilidad 257
6.7.1 Cálculo de la rentabilidad 260
6.8 Análisis de sensibilidad 263
6.8.1 Materia prima 263
6.8.2 Enzimas 264
6.8.3 Precio de venta 264
6.8.4 Análisis de resultados 265
6.9 Bibliografía 266
CAPÍTULO 7 . GESTIÓN AMBIENTAL 268
7.1 Objetivos del capítulo 269
7.2 Introducción 269
7.3. Política ambiental 271
7.4 Objetivos ambientales 274
5
7.5 Aspectos e impactos asociados 275
7.6 Efluentes 279
7.7 Bibliografía 301
Conclusión 301
Anexo 1 - Corrientes detalladas 304
Anexo 2 - Intercambiadores de calor 308
Intercambiador N°1 308
Intercambiador N°2 308
Intercambiador N°3 308
Intercambiador N°4 309
Intercambiador N°5 309
Intercambiador N°6 309
Intercambiador N°7 310
Intercambiador N°8 310
Intercambiador N°9 310
Intercambiador N°10 311
Intercambiador N°11 311
Intercambiador N°12 312
Intercambiador N°13 312
Intercambiador N°14 312
Intercambiador N°15 313
Intercambiador N°16 313
Intercambiador N°17 313
Intercambiador N°18 314
Intercambiador N°19 314
Anexo 3 - Tablas auxiliares al Capítulo 5 315
Anexo 4 - Tablas auxiliares al Capítulo 6 316
Anexo 5 - Aspectos e impactos del Capítulo 7 318
6
Introducción El presente proyecto busca hacer un diseño conceptual de una planta de valorización
de aceite de girasol usado. Realizar un diseño conceptual implica una serie de etapas:
- Realizar un estudio de mercado, para definir la necesidad y oferta actual en el mercado, tanto de la materia prima como de los productos. En base a esto definir sus especificaciones de calidad;
- Definir, en base al punto anterior, la capacidad de diseño que tendrá la planta;
- Encontrar los procesos, equipos, accesorios, etc. mínimos para la obtención de los productos con las especificaciones requeridas, en las cantidades definidas;
- Definir el sistema de intercambio de calor de la planta y los principales equipos auxiliares y de servicio. De esta manera calcular los requerimientos energéticos y de otros servicios, como agua y gas, de la planta;
- Realizar un análisis económico para definir la rentabilidad del proyecto y el cronograma preliminar en que se llevaría a cabo.
El proceso planteado se dividió en dos grandes partes: Como primera etapa, se aprovechará el aceite de girasol usado para obtener ácidos grasos fraccionados, mediante una reacción de hidrólisis. Como subproducto de esta reacción se obtiene glicerol, que será aprovechado en una segunda etapa, haciéndolo reaccionar con una fracción del aceite usado que llega a la planta. Se obtendrá una mezcla de mono y diglicéridos, mediante una reacción conocida como glicerólisis.
En el presente proyecto se decidió optar por una alternativa no convencional para estos procesos, que es utilizar un catalizador biológico. Este tipo de catalizadores permiten obtener una planta con mucho menor gasto de energía, con productos más puros, y de manera más ecológica. Esto implica el uso de procesos y de reactores completamente diferentes a alternativas tradicionales, lo que supuso un gran desafío a la hora de su diseño.
Estos procesos están muy poco desarrollados en la industria, por lo que mediante este proyecto, se propuso definir su viabilidad tecnológica y económica. Desde el punto de vista del proceso, se encontró que, además de los dos reactores, se requieren siete equipos de separación, entre ellos 3 destiladores flash, un separador centrífugo, un cristalizador, y dos torres de destilación. Sumado a esto, hay múltiples intercambiadores de calor, bombas, válvulas, y una caldera.
Al concluir la etapa de diseño del proyecto, se concluye que al elegir una vía enzimática, es posible cumplir con las especificaciones de diseño, y vale destacar que se obtiene un bajo caudal de efluentes, siendo éste principalmente agua, es decir que el aprovechamiento del AVU es prácticamente total.
7

Finalmente, al analizar el aspecto económico del proyecto se obtuvo una muy buena rentabilidad, obteniendo una tasa interna de repago del 40%. Esto permite concluir, en una instancia de diseño, que el proyecto es viable, y se debe pasar a etapas de ingeniería de detalle para obtener más conclusiones.
Como cierre del proyecto se propuso la implementación de un Sistema de Gestión Ambiental (SGA), para establecer la política ambiental del proyecto, abordar los temas de gestión de efluentes, evaluación de impactos ambientales, y para formular procedimientos que permitan aplicar un sistema de mejora continua del proyecto. La implementación de este sistema ayudará a lograr una mayor sostenibilidad en el entorno en el que operará este proyecto ya que tratará de poner el foco en la mejora ambiental, lo cual es consistente dado que todo el proyecto se enmarca en la llamada “química verde”, con métodos de síntesis más amigables con el ambiente.
8

CAPÍTULO 1
ESTUDIO PRELIMINAR DEL PROCESO
9

1.1 Objetivos del capítulo
Se realizará un estudio del proceso de valorización de aceite de girasol usado mediante la producción de ácidos grasos fraccionados, utilizando una hidrólisis catalítica; además, se analizará la producción de una mezcla de mono y diglicéridos como método de valorización del glicerol, un subproducto del proceso principal.
En este primer capítulo se busca realizar un estudio preliminar tanto del producto, incluyendo sus usos, precio, mercado y producción en Argentina y en el mundo, como de los procesos de producción que competen a este proyecto.
1.2 Introducción
El aceite de girasol es el aceite para cocinar más elegido por la población argentina, con 560 mil toneladas destinadas para consumo humano en 2016, según datos del Ministerio de Agroindustria. Representa alrededor del 65% del total de consumo de aceites vegetales.
En una encuesta realizada a finales del 2014, se encontró que el 45% de los encuestados que fríen regularmente su comida descartan el aceite por la cañería. Esto trae aparejado una serie de problemas ambientales y de infraestructura graves, ya que se estima que cada litro de aceite descartado por cañerías puede contaminar hasta 1000 litros de agua. Además, las capas de aceite que se acumulan en zonas de desagües donde la velocidad de fluido es baja pueden generar obstrucciones (la Agencia de Protección Ambiental de Estados Unidos calcula que el 47% de los bloqueos de cloacas provienen de acumulación de grasas y aceites del sector industrial y gastronómico).
Todo esto deteriora la calidad del agua que llega a las estaciones de tratamiento final, y encarece y dificulta este tratamiento. En caso de llegar a ríos o grandes cuerpos de agua, el aceite usado puede perjudicar la vida de los peces y otros seres vivos, ya que forma una película que impide el paso de oxígeno a través de la superficie del agua.
Este proyecto apunta a resolver algunas de estas problemáticas ambientales, sociales, y económicas, mediante la reutilización del aceite de girasol usado, para obtener un producto de mucho mayor valor comercial como son los ácidos grasos fraccionados, y los mono y diglicéridos, para aplicaciones industriales.
10
1.3 Materia prima
1.3.1 Aceite vegetal usado
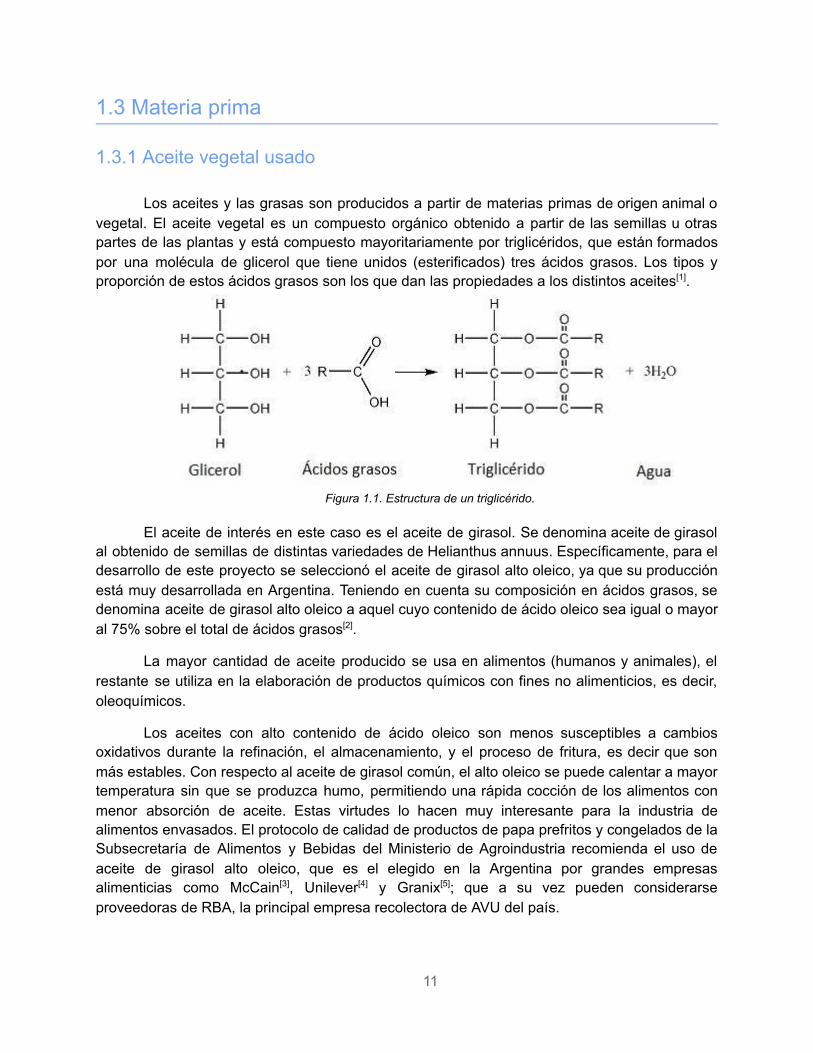
Los aceites y las grasas son producidos a partir de materias primas de origen animal o vegetal. El aceite vegetal es un compuesto orgánico obtenido a partir de las semillas u otras partes de las plantas y está compuesto mayoritariamente por triglicéridos, que están formados por una molécula de glicerol que tiene unidos (esterificados) tres ácidos grasos. Los tipos y proporción de estos ácidos grasos son los que dan las propiedades a los distintos aceites [1] .
Figura 1.1. Estructura de un triglicérido.
El aceite de interés en este caso es el aceite de girasol. Se denomina aceite de girasol
al obtenido de semillas de distintas variedades de Helianthus annuus. Específicamente, para el desarrollo de este proyecto se seleccionó el aceite de girasol alto oleico, ya que su producción está muy desarrollada en Argentina. Teniendo en cuenta su composición en ácidos grasos, se denomina aceite de girasol alto oleico a aquel cuyo contenido de ácido oleico sea igual o mayor al 75% sobre el total de ácidos grasos [2] .
La mayor cantidad de aceite producido se usa en alimentos (humanos y animales), el restante se utiliza en la elaboración de productos químicos con fines no alimenticios, es decir, oleoquímicos.
Los aceites con alto contenido de ácido oleico son menos susceptibles a cambios oxidativos durante la refinación, el almacenamiento, y el proceso de fritura, es decir que son más estables. Con respecto al aceite de girasol común, el alto oleico se puede calentar a mayor temperatura sin que se produzca humo, permitiendo una rápida cocción de los alimentos con menor absorción de aceite. Estas virtudes lo hacen muy interesante para la industria de alimentos envasados. El protocolo de calidad de productos de papa prefritos y congelados de la Subsecretaría de Alimentos y Bebidas del Ministerio de Agroindustria recomienda el uso de aceite de girasol alto oleico, que es el elegido en la Argentina por grandes empresas alimenticias como McCain [3] , Unilever [4] y Granix [5] ; que a su vez pueden considerarse proveedoras de RBA, la principal empresa recolectora de AVU del país.
11

Durante la cocción estos aceites sufren cambios fisicoquímicos, que ocurren a través de reacciones complejas de oxidación, polimerización, hidrólisis e isomerización, que conducen a la formación de mezclas complejas de productos volátiles y no volátiles. Si bien en el presente proyecto no se ahondará en los procesos que ocurren durante la fritura, se debe tener en cuenta que, en consecuencia, el aceite usado presenta un mayor contenido polar total, un aumento en la cantidad de polímeros de triglicéridos, dímeros de triglicéridos y triglicéridos oxidados, así como una alteración termoxidativa e hidrolítica; además de cambios en el color, viscosidad, e índice de refracción del aceite [6][7] . Estos compuestos que se generan en el proceso de fritura se conocen como TPC (Compuestos Polares Totales), y su composición no es exactamente conocida.
Es debido a estos cambios que el aceite puede usarse un número finito de veces y luego debe ser desechado, causando las problemáticas ambientales ya mencionadas.
1.3.2 Fuentes de materia prima en Argentina
Según un informe del Ministerio de Agricultura, Ganadería y Pesca, en conjunto con el INDEC, los datos del aceite de girasol para el año 2017, en toneladas, fueron los siguientes:
Tabla 1.1. Consumo nacional aparente de aceite crudo de girasol en toneladas.
Los valores de toneladas de aceite de girasol producidos en el país a lo largo de los años se obtuvieron del informe elaborado por el INDEC [8] , en Diciembre 2019. Se observa una creciente producción de aceite de girasol, con niveles de producción superiores a 1.200.000 toneladas anuales.
12
Stock inicial 44660
Producción 1317085
Exportaciones 758433

Figura 1.2. Producción de aceite de girasol en Argentina.
El aceite vegetal usado (AVU) proviene, en forma continua o discontinua, de establecimientos de todo tipo que generan o elaboran productos comestibles: pequeños, medianos y grandes gastronómicos e industriales. Entre ellos destacan:
- Comedores de hoteles - Comedores industriales - Restaurantes, confiterías y bares - Empresas de catering - Rotiserías - Restaurantes de comida rápida - Supermercados con elaboración propia
El AVU es recolectado por empresas dedicadas a ese fin. En caso de ser aceite de uso
doméstico existen puntos de recolección denominados Puntos Limpios, ubicados en todo el país.
RBA Ambiental [9] , ubicada en el Parque Industrial Bella Vista, es una de las empresas habilitadas como recolectora y operadora de aceite vegetal usado. Cuenta con más de 7000 clientes activos, entre ellos McDonald's, Burger King, McCain, La Serenísima, Carrefour, Coto, Disco, La Anónima, Jumbo, IBM, Petrobras, Shell y Temaikén. Su capacidad de procesamiento es de 200 toneladas/día, pudiendo almacenar más de 5000 toneladas diarias. El AVU recolectado a nivel nacional es trasladado a su planta y sometido a un proceso de muestreo y análisis de calidad para luego ser almacenado y tratado con el fin de dejarlo en condiciones para la producción de bioenergía. Para el presente proyecto, se considerará a RBA como la principal empresa proveedora de AVU.
En base a este estudio, a datos brindados por la cátedra, y a precios encontrados en
plataformas de compra-venta como Alibaba, se definió el precio del AVU a utilizar en 0.25 U$S/kg.
13
1.3.3 Especificaciones
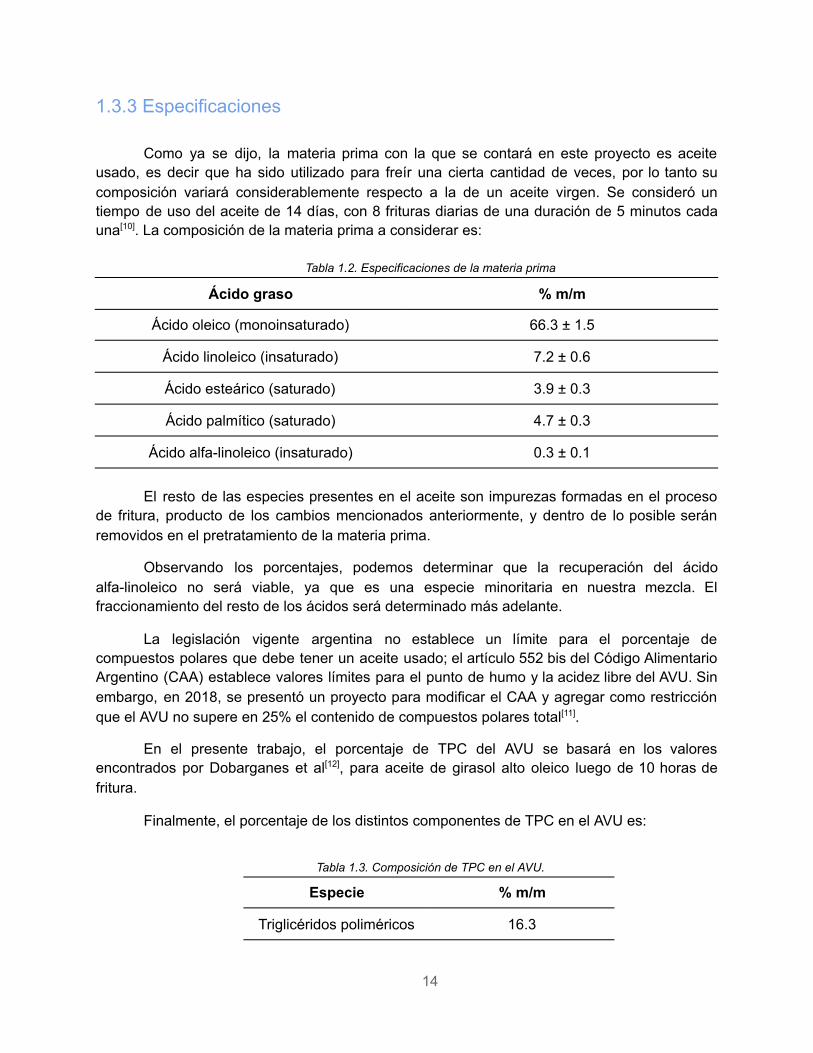
Como ya se dijo, la materia prima con la que se contará en este proyecto es aceite usado, es decir que ha sido utilizado para freír una cierta cantidad de veces, por lo tanto su composición variará considerablemente respecto a la de un aceite virgen. Se consideró un tiempo de uso del aceite de 14 días, con 8 frituras diarias de una duración de 5 minutos cada una [10] . La composición de la materia prima a considerar es:
Tabla 1.2. Especificaciones de la materia prima
El resto de las especies presentes en el aceite son impurezas formadas en el proceso
de fritura, producto de los cambios mencionados anteriormente, y dentro de lo posible serán removidos en el pretratamiento de la materia prima.
Observando los porcentajes, podemos determinar que la recuperación del ácido alfa-linoleico no será viable, ya que es una especie minoritaria en nuestra mezcla. El fraccionamiento del resto de los ácidos será determinado más adelante.
La legislación vigente argentina no establece un límite para el porcentaje de compuestos polares que debe tener un aceite usado; el artículo 552 bis del Código Alimentario Argentino (CAA) establece valores límites para el punto de humo y la acidez libre del AVU. Sin embargo, en 2018, se presentó un proyecto para modificar el CAA y agregar como restricción que el AVU no supere en 25% el contenido de compuestos polares total [11] .
En el presente trabajo, el porcentaje de TPC del AVU se basará en los valores encontrados por Dobarganes et al [12] , para aceite de girasol alto oleico luego de 10 horas de fritura.
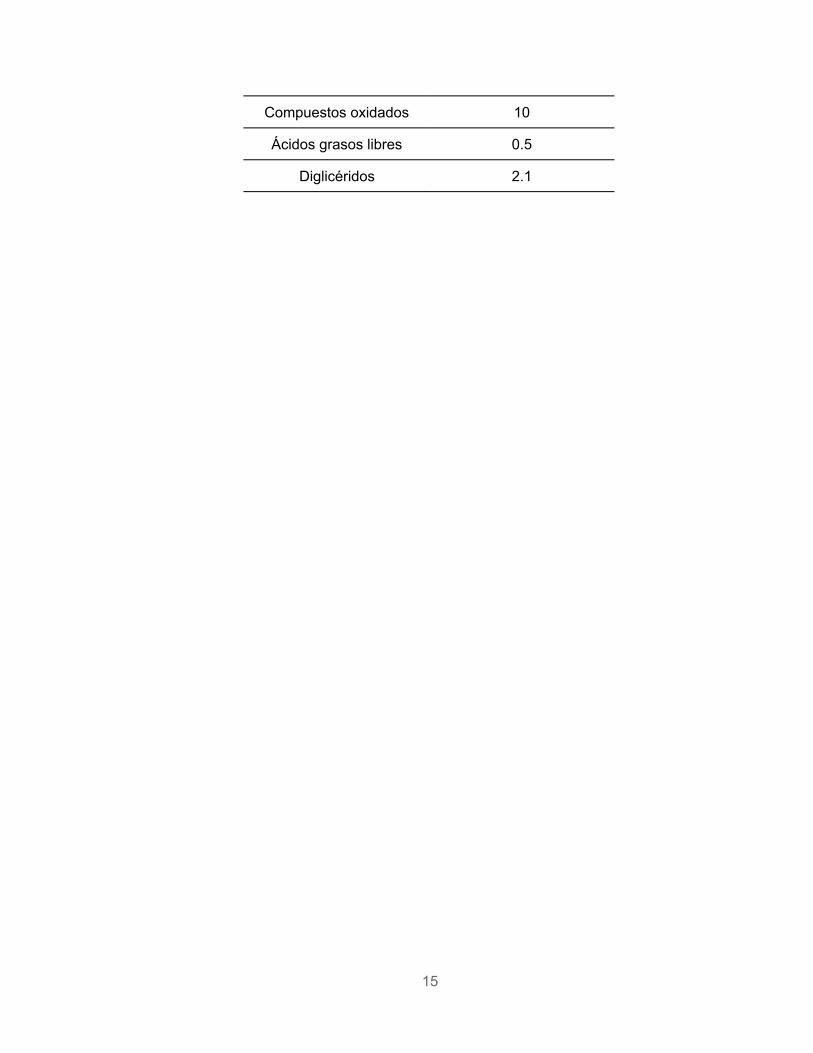
Finalmente, el porcentaje de los distintos componentes de TPC en el AVU es:
Tabla 1.3. Composición de TPC en el AVU.
14
Ácido graso % m/m
Ácido oleico (monoinsaturado) 66.3 ± 1.5
Ácido linoleico (insaturado) 7.2 ± 0.6
Ácido esteárico (saturado) 3.9 ± 0.3
Ácido palmítico (saturado) 4.7 ± 0.3
Ácido alfa-linoleico (insaturado) 0.3 ± 0.1
Especie % m/m
Triglicéridos poliméricos 16.3
15
Compuestos oxidados 10
Ácidos grasos libres 0.5
Diglicéridos 2.1

1.4 Ácidos grasos
1.4.1 ¿Qué es un ácido graso?
Un ácido graso es una biomolécula compuesta por una cadena hidrocarbonada que varía entre 4 a 30 átomos de carbono, generalmente lineal, en cuyo extremo hay un grupo carboxilo. Su forma general es R-COOH, donde R es la cadena hidrocarbonada que identifica al ácido en particular. Los ácidos más comunes son aquellos de cadena de 16 a 18 átomos de carbono de longitud.
Su clasificación se basa en el grado de saturación de su cadena y pueden distinguirse dos tipos: saturados e insaturados. Aquellos ácidos grasos que no poseen dobles enlaces entre carbonos se denominan saturados (ej.: ácido palmítico o esteárico). Un ácido graso insaturado es aquel que posee uno o más enlaces dobles en los que es posible adicionar átomos de hidrógeno (Ej: ácido oleico -monoinsaturado- o ácido linoleico -poliinsaturado-).
Figura 1.3. Estructura de un ácido graso saturado.
Actualmente estos compuestos tienen un gran uso en industrias como la alimenticia, farmacéutica, cosmética, plástica, entre otras.
1.4.2 Mercado internacional de los ácidos grasos
1.4.2.1 Producción de ácidos grasos
Según un estudio de Polaris Market Research [13] , el tamaño global del mercado de los ácidos grasos se estimó en US$ 31.1 mil millones en 2018 y se espera un crecimiento a una tasa anual del 5.2% durante el período comprendido entre 2019-2026.
La producción de ácidos grasos en los próximos años dependerá de las mejoras en la gestión de la cadena de suministro, el aumento constante de la demanda y las políticas gubernamentales.
Los principales factores para el crecimiento de la industria de los ácidos grasos son las industrias de plásticos y caucho, especialmente en las naciones en desarrollo del mundo. La creciente industria del cuidado personal también ayuda al crecimiento del mercado, debido a
16

que los ácidos grasos tienen aplicaciones en cosméticos y artículos de tocador, principalmente los ácidos esteáricos, ácidos láuricos y ácidos oleicos.
Figura 1.4. Mercado de ácidos grasos por región estimado hasta 2026.
Alimentos y bebidas son otras de las industrias en crecimiento más grandes que
tampoco pueden prescindir de los ácidos grasos y eso se traduce en crecimiento para el mercado de los mismos. La industria alimentaria es prominente en aplicaciones que incluyen ácidos grasos en margarina, productos de panadería, aceite de cocina, dulces, helados y chicles.
El crecimiento de la producción de ácidos grasos proviene, también, del aumento del
consumo de productos sostenibles y una demanda saludable de ácidos grasos naturales. La industria que está teniendo una carrera larga y saludable son los suplementos para la salud y los nutracéuticos [14] . La creciente conciencia entre los consumidores sobre el aumento del bienestar de la salud junto con el aumento de los ingresos disponibles en los países en desarrollo ha contribuido significativamente al crecimiento de los suplementos dietéticos.
En Asia, en particular en el sudeste asiático, se han construido muchas plantas nuevas
de producción de ácidos grasos en los últimos años. La región es la principal fuente de aceites de coco, palma y almendra de palma utilizados como materias primas para los ácidos grasos C8-C14. En total, estos países (incluido Japón) representan el 73% de la capacidad total mundial de ácidos grasos. Malasia, China, Indonesia e India juntas representan el 92% de la capacidad asiática [15] .
Por otro lado, el mercado estadounidense para el ácido oleico ha observado un fuerte
crecimiento en los últimos tiempos impulsado principalmente por campos petroleros y aplicaciones de perforación.
El mercado mundial de ácidos grasos está fragmentado y las empresas están estableciendo bases de fabricación en economías emergentes como Asia para aprovechar el
17

mercado potencial debido a la rápida industrialización. Las compañías clave que operan en este mercado incluyen Akzo Nobel, BASF SE, Arizona Chemicals, Ashland Inc., Eastman Chemical, Croda y Oleon NV. Otras compañías destacadas incluyen Godrej Industries, Colgate-Palmolive Ltd, Vantage Oleochemicals, Wujiang Jinyu Lanolin Co., Ltd y Ferro Corporation [16] .
1.4.2.2 Consumo de ácidos grasos
Ya sea que se usen como tales o en forma de diversos derivados, los ácidos grasos se
consumen en una amplia variedad de industrias. El crecimiento económico de muchas de estas industrias, ya mencionadas, es a menudo un buen indicador del desempeño económico general de una región. No es sorprendente que el crecimiento histórico en el consumo de ácidos grasos haya tendido a aproximarse al crecimiento del PIB en la región de su consumo.
El siguiente gráfico, realizado por IHS Markit [17] , muestra el consumo mundial de ácidos
grasos naturales:
Figura 1.5. Consumo internacional de ácidos grasos derivados de fuentes naturales, 2017.
Asia es la región más consumidora de ácidos grasos del mundo, con un 42% del
consumo global total. China está impulsando el consumo en la región, con más del 66% del consumo total de Asia y una alta tasa de crecimiento anual promedio esperada durante el período comprendido entre 2017-22. Se espera que China represente el 30% del consumo mundial para 2022. El uso principal de ácidos grasos en Asia es para la producción de jabón. Por otro lado, el consumo japonés crecerá solo un poco en los próximos años.
En 2017, el consumo de ácidos grasos en Europa occidental representó
aproximadamente el 25% del total mundial. Se pronostica que el crecimiento anual del consumo durante 2017–22 será moderado, y se espera que siga el PIB en la región. Algunos
18
segmentos del mercado crecerán a tasas superiores al promedio, mientras que otros tendrán un crecimiento limitado.
El consumo de América del Norte es aproximadamente el 21% del mercado mundial de
ácidos grasos. El crecimiento futuro del consumo será impulsado por los sectores industriales, incluidos los productos químicos y polímeros de campos petroleros.
Se espera que otras regiones consumidoras de ácidos grasos con mercados más
pequeños experimenten tasas de crecimiento moderadas. Por ejemplo, se espera que América Central y del Sur crezca como resultado del uso creciente de productos para el cuidado personal y en el hogar en medio de un entorno económico y político estabilizador. Se espera que Europa central y oriental, Oriente Medio y África experimenten un fuerte crecimiento en el consumo de ácidos grasos. Turquía impulsará el crecimiento en Oriente Medio, satisfecho principalmente por las importaciones asiáticas, mientras que Sudáfrica, Nigeria y Costa de Marfil impulsarán el crecimiento en África.
El uso de materias primas de aceites y grasas en lugar de materias primas a base de
petróleo para producir biocombustibles, plásticos, etc. creará competencia para la producción / suministro de ácidos grasos y afectará los precios. Sin embargo, este uso dependerá en gran medida de los precios del petróleo crudo.
1.4.3 Mercado nacional de ácidos grasos
A nivel nacional, el mercado está dominado por Materia Hnos [16] , una empresa
marplatense, con producción de 70000 toneladas al año de diferentes productos: ácido esteárico, ácido oleico, ácidos grasos destilados, ácidos grasos fraccionados, ácidos grasos vegetales y glicerol. Operan principalmente con sebo vacuno como materia prima, utilizando también aceites vegetales según la demanda.
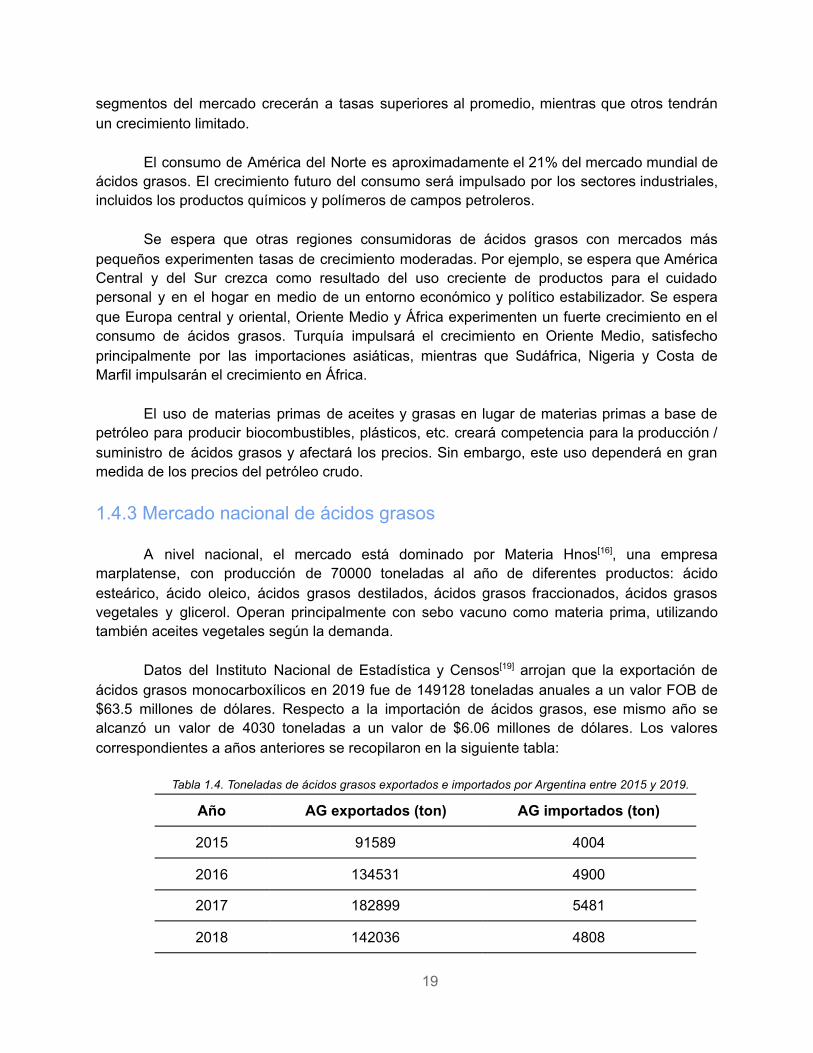
Datos del Instituto Nacional de Estadística y Censos [19] arrojan que la exportación de
ácidos grasos monocarboxílicos en 2019 fue de 149128 toneladas anuales a un valor FOB de $63.5 millones de dólares. Respecto a la importación de ácidos grasos, ese mismo año se alcanzó un valor de 4030 toneladas a un valor de $6.06 millones de dólares. Los valores correspondientes a años anteriores se recopilaron en la siguiente tabla:
Tabla 1.4. Toneladas de ácidos grasos exportados e importados por Argentina entre 2015 y 2019.
19
Año AG exportados (ton) AG importados (ton)
2015 91589 4004
2016 134531 4900
2017 182899 5481
2018 142036 4808

Se puede observar que la tasa de crecimiento del mercado de ácidos grasos en el país
no presenta grandes variaciones a lo largo de los años, sobre todo lo que refiere a las importaciones.
1.4.4 Fraccionamiento de los ácidos grasos
Como se mencionó en la Tabla 1.2, la materia prima a considerar está compuesta de 4
ácidos grasos principales: ácido oleico, ácido linoleico, ácido esteárico y ácido palmítico, estos últimos dos siendo componentes minoritarios.
A la hora de decidir cómo realizar el fraccionamiento, se debe tener en cuenta la
estructura química de cada ácido y la facilidad de su separación. Como se mencionó anteriormente, los ácidos oleico y linoleico son insaturados, y palmítico y esteárico son saturados, y el fraccionamiento entre estos dos tipos de ácidos es relativamente sencillo.
Sin embargo, separar los insaturados es complejo. Se hizo un análisis preliminar
utilizando el software de simulación de procesos UNISIM Design, y se encontró que la separación no era factible con una torre de destilación. Es posible realizarla con cristalización, pero debido a importantes desventajas que serán analizadas más adelante en este capítulo, se decidió no separarlos. Los saturados tampoco se separarán, ya que frecuentemente se venden como una mezcla. De esta manera, se obtendrán dos productos principales: Ácido oleico y ácido esteárico.
A continuación se detallan los usos de estos dos ácidos:
Ácido oleico (18:1): Es un ácido graso monoinsaturado utilizado en detergentes y
jabones como emulsificante y como emoliente para cremas hidratantes. También se utiliza como excipiente en la industria farmacéutica. Es muy utilizado como aditivo alimenticio. Se utiliza, también, en la industria textil principalmente en la producción de aditivos textiles y de cuero para así lograr un producto de calidad. Junto con otros ácidos grasos como el ácido palmítico y el ácido esteárico, es materia prima para la mejora de las propiedades de las tintas, materiales de pintura y soluciones que utilizarán en el teñido de textiles. Además se usa para la producción de textiles a prueba de agua, y como agente lubricante para los diversos procesos de esta industria. A nivel industrial, se utiliza con una pureza entre 65-80% [20] .
Ácido esteárico (18:0): Las principales aplicaciones de este ácido son usos como
lubricantes para plásticos, productos auxiliares en industria textil, producción de jabones para cosméticos o detergentes. También se aplica en producción de ceras, ésteres, sales metálicas, agentes de recubrimiento hidrofóbicos, velas o caucho para neumáticos. Asimismo, tiene aplicaciones en la industria farmacéutica o también como aditivo alimentario en la producción
20
2019 149128 4030

de envases plásticos para distintos alimentos [21] . Comercialmente se vende en mezclas con ácido palmítico, de composición de alrededor de 60% esteárico, 40% palmítico [22] .
Para determinar la calidad de nuestro producto final se analizó la calidad de productos que las empresas existentes ofrecen, ya que esto es un indicador de las necesidades del mercado. En este caso, las especificaciones se definieron en base a las de Materia Hnos.
La pureza se detalla como porcentaje del ácido en cuestión, mientras que el resto serán
otros ácidos grasos. El porcentaje de materia insaponificable, detallado en la columna del medio, indica la cantidad de materia disuelta en los ácidos, pero que no puede saponificar por álcalis, y es solubles en los disolventes grasos comunes. Dentro de este grupo se encuentran compuestos como alcoholes alifáticos, esteroles como el colesterol, hidrocarburos, tocoferoles, vitaminas como la E, A,D y K y materia orgánica derivada del petróleo.
Tabla 1.5. Calidad de productos .
Todos los precios indicados en este capítulo resultan de un promedio de valores
obtenidos de distintas páginas web comerciales como Alibaba Group o Sigma Aldrich [23][24] .
21
Ácido Pureza Porcentaje máx. de materia insaponificable
Precio (USD/kg)
Ácido oleico 80-85 % 0.4 0.95
Ácido esteárico/palmítico
20-40% palmítico, 40-65% esteárico
0.4 1.5

1.5 Valorización de glicerol, producción de monoglicéridos y diglicéridos
Un subproducto de la síntesis a realizar es glicerol, conocido también como glicerina. La
oferta de glicerol en el mercado mundial estuvo relativamente estable hasta 2003, cuando Estados Unidos comenzó su producción de biodiesel. Al ser el glicerol también un subproducto en esa industria, provocó una gran sobreoferta.
De acuerdo con un informe financiado por la Unión Europea, “Cada año se producen
grandes cantidades de glicerol crudo que no se utilizan, disminuyendo así su valor comercial, hasta convertirse en «corriente residual» y no en un «coproducto» de valor” [25] . Esto hace que sea necesario encontrar nuevas aplicaciones para el glicerol, ya que resulta ventajoso transformarla en productos de alto valor añadido. En este proyecto, se decidió hacer una síntesis denominada glicerólisis, en que se hace reaccionar al glicerol (subproducto del proceso principal) con una parte de la materia prima pretratada, es decir triglicéridos. Esto da como producto una mezcla de monoglicéridos y diglicéridos, que tiene muchas aplicaciones como emulsionante, particularmente en la industria alimenticia, ya que logra estabilizar emulsiones que se romperían de manera visible con el paso del tiempo, como por ejemplo mayonesa, margarina, o mantequilla de maní; y en la industria cosmética [26] .
Comercialmente, se encontraron algunos productos similares: Durem™ 207 [27] ,
Grindsted® Mono-Di HV 52 K-A [28] y Modigly C [29] , todos formulados como emulsionantes para la industria alimenticia. En los primeros dos casos la especificación es que la mezcla debe tener como mínimo 52% de monoglicéridos, mientras que en el tercer caso esta especificación toma el valor de 40%. Dado que el último producto cumple con las especificaciones del código alimentario argentina y como se busca comercializar este producto a nivel nacional, se lo tomará como referencia.
Tabla 1.6. Especificaciones de calidad de mezcla de mono y diglicéridos Modigly C [29]
22
Especificaciones Mezcla MG-DG
Contenido de monoglicérido (%) > 40
Glicerol libre (%) < 7
Valor de yodo < 5
F.F.A (Ácidos grasos libres) (%) < 6
Humedad (%) < 1.5
Precio (USD/kg) [30] 1.2
1.6 Selección de capacidad de la planta
Se propone orientar los productos al mercado nacional, por lo que para determinar la capacidad de la planta se tuvieron en cuenta la disponibilidad de materia prima, el mercado de ácidos grasos en Argentina y el rendimiento por tonelada de materia prima:
- La empresa proveedora procesa 200 ton/día de materia prima, o 8.33 ton/h, de la cual, a su vez, destina una fracción importante a la producción de biodiesel. Se descarta la posibilidad de trabajar con múltiples proveedores debido a que no se puede garantizar la calidad homogénea de la materia prima que ingrese a la planta y, por lo tanto, la unicidad de requerimientos en el pre-tratamiento.
- Actualmente el mercado está liderado por Materia Hnos con una producción de 70.000 toneladas por año, que equivale a 8 ton/h; sin embargo debe aclararse que este es el volumen total de producción de diversos compuestos, lo que indica que la producción de ácidos grasos es menor a dicha cantidad. A su vez, la tasa de crecimiento del mercado nacional, basada en los valores exportados e importados no ha presentado grandes variaciones en los últimos 5 años, como se observó en el apartado 1.4.3. Debido a estos dos factores, plantear un caudal de producción de igual o mayor magnitud que el de la competencia sabiendo que no se esperan tasas de crecimiento altas del mercado en los próximos años carece de sentido debido a que daría lugar a un exceso de oferta.
- Se estima una producción de 0.75 toneladas de ácidos grasos por cada tonelada de aceite vegetal usado procesado, considerando que se consigue una conversión del 93% en la hidrólisis [31] , teniendo en cuenta que por cada triglicérido que reacciona se forman 3 ácidos grasos. El rendimiento global en los procesos de separación y purificación se definió como 90%, como una primera aproximación [32] . Se debe destacar que el resultado es una aproximación y que se definirá con mayor precisión en los capítulos siguientes, considerando los rendimientos individuales de cada etapa involucrada.
- Respecto a los monoglicéridos y diglicéridos, su producción quedará determinada por la cantidad de glicerol obtenido del proceso de hidrólisis.
En base a lo mencionado anteriormente se decide que la planta procesará 3 toneladas
por hora de aceite vegetal usado.
23

1.7 Proceso
La obtención de ácidos grasos (AG) comenzará con el pretratamiento de la materia prima, para dejarlo en condiciones óptimas para el proceso. Se considerará que la empresa proveedora somete al aceite a un proceso de filtración, centrifugación y absorción, por lo que en planta solo se llevará a cabo una filtración antes de la entrada al reactor, ya que en el transporte el AVU puede contaminarse con material particulado. Se decidió llevar a cabo este proceso como pretratamiento en base a trabajos anteriores similares [33] .
Luego de realizada la filtración, el AVU ingresará al reactor donde se efectuará la
hidrólisis, obteniendo los ácidos grasos y glicerol. Los ácidos grasos obtenidos se separarán del glicerol a través de un proceso a definir. Mediante cristalización a baja temperatura se separarán los distintos ácidos grasos fraccionados.
Por otro lado, el glicerol obtenido primero será tratado y luego será aprovechado y valorizado mediante un proceso de glicerólisis, con una fracción del aceite. De esta manera, se obtiene una mezcla de mono y diglicéridos de mayor valor comercial.
A continuación se presenta el diagrama de bloques preliminar del proceso:
24
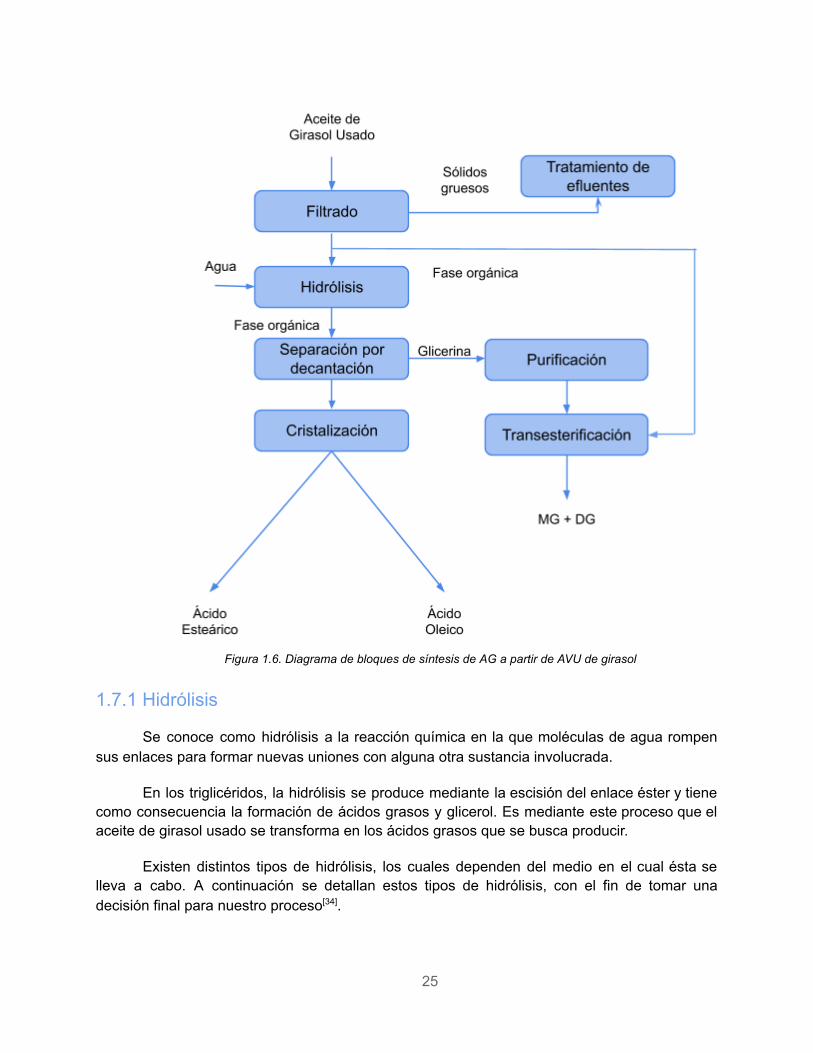
Figura 1.6. Diagrama de bloques de síntesis de AG a partir de AVU de girasol
1.7.1 Hidrólisis
Se conoce como hidrólisis a la reacción química en la que moléculas de agua rompen sus enlaces para formar nuevas uniones con alguna otra sustancia involucrada.
En los triglicéridos, la hidrólisis se produce mediante la escisión del enlace éster y tiene como consecuencia la formación de ácidos grasos y glicerol. Es mediante este proceso que el aceite de girasol usado se transforma en los ácidos grasos que se busca producir.
Existen distintos tipos de hidrólisis, los cuales dependen del medio en el cual ésta se lleva a cabo. A continuación se detallan estos tipos de hidrólisis, con el fin de tomar una decisión final para nuestro proceso [34] .
25

Hidrólisis ácida: Consiste en una hidrólisis catalizada en medio ácido. Puede llevarse a cabo con ácido sulfúrico diluido y vapor, con un emulgente que asegura el contacto de las dos fases (grasa y acuosa ácida).
Figura 1.7. Hidrólisis ácida de triglicéridos.
Los ácidos grasos resultantes flotan, como una capa aceitosa, quedando la glicerol en la capa acuosa. Por decantación se separan los ácidos grasos, insolubles en agua, de la glicerol. El ejemplo más emblemático es la hidrólisis de Twitchell, donde el aceite se coloca en un tanque por el cual se hace circular vapor de agua, en presencia del reactivo de Twitchell (catalizador ácido), por 24-48 hs. Este proceso consume grandes cantidades de energía y produce la decoloración de los ácidos grasos.
Hidrólisis básica o saponificación : Este proceso consiste en tratar al aceite con una disolución de NaOH o KOH, con agitación y calentamiento por vapor. Como resultado se obtiene una molécula de glicerol (líquido) y tres moléculas de ácidos carboxílicos (los ácidos grasos) por cada molécula de triglicérido. A su vez, estos ácidos grasos reaccionan con el catión produciendo tres ésteres de sodio o potasio.
Figura 1.8. Hidrólisis básica de triglicéridos.
La pasta resultante se trata con una disolución de cloruro de sodio (salado) para favorecer la precipitación (solidificación) del jabón. Éste se separa, por filtración, de la disolución acuosa que contiene la glicerol (la solubilidad del jabón disminuye en una disolución acuosa de cloruro de sodio).
Hidrólisis a altas presiones : Otra alternativa es realizar una hidrólisis a presiones superiores a 50 atmósferas. En estas condiciones no se requiere catalizador. Los ácidos
26

grasos, así obtenidos, se separan en distintas fracciones, por destilación al vacío. El principal método industrial de producción de ácidos grasos, conocido por su nombre comercial Colgate Emery, se realiza a aproximadamente 50 atmósferas de presión y 260°C [35] ; esto involucra requerimientos energéticos muy altos, y reacciones secundarias que resultan en una mezcla de ácidos grasos muy impura.
Hidrólisis enzimática : Se produce en presencia de catalizadores biológicos, conocidos como enzimas lipasas [36] . Las lipasas son triacilglicerol éster hidrolasas, es decir, enzimas que catalizan la hidrólisis de triglicéridos naturalmente para dar MG, DG, AG libres y glicerol.
Figura 1.9. Hidrólisis enzimática de triglicéridos.
Además, estas enzimas son capaces de catalizar la reacción inversa, es decir, la alcohólisis en medio acuoso. De acuerdo a la proporción de triglicéridos y glicerol se pueden obtener monoglicéridos, diglicéridos y triglicéridos. Esta reacción se lleva a cabo a temperaturas moderadas, entre 25°C y 50°C, y el tiempo de reacción es fuertemente dependiente del pH que se utilice, así como de la carga de enzimas [37] . Los triglicéridos no son solubles en la fase acuosa, por lo tanto la reacción se llevará a cabo en la interfase entre las dos fases (acuosa y oleosa). Luego, los ácidos grasos irán a la fase oleosa y el glicerol a la acuosa.
Figura 1.10. Alcohólisis enzimática de glicerol.
Analizando las ventajas y desventajas de las hidrólisis mencionadas anteriormente, se decidió trabajar con hidrólisis enzimática.
27
Esta decisión se tomó basada en las ventajas que presenta este tipo de hidrólisis frente a la catálisis tradicional:
- alta especificidad de reacción, sin reacciones secundarias - condiciones de reacción más suaves - menor requerimiento de purificación - separación de productos más fácil - menor contaminación
Los catalizadores enzimáticos funcionan disminuyendo drásticamente la energía de activación para una reacción, lo que tiene como resultado que los productos se forman más rápido y las reacciones alcanzan su estado de equilibrio más rápidamente.
Por otro lado, son altamente específicos para sus sustratos, lo que evita las reacciones secundarias. Ayudan a ahorrar costos, reduciendo el uso de materia prima, evitando el uso de costosos agentes de resolución de la quiralidad o catalizadores basados en metales, reduciendo los costos de equipamiento, mano de obra y energía.
Asimismo, mejora la productividad acortando las vías de síntesis, con un mayor rendimiento. Todas las reacciones pueden realizarse con alta regioselectividad y enantioselectividad en condiciones de reacción leves, teniendo menos productos derivados o ausencia de estos, menos impurezas en el producto final, tanto en la glicerol como en los ácidos grasos, y menos arrastre de solventes residuales por la reducción del uso de solventes.
Y finalmente, son seguras para el ambiente, reduciendo cantidades de productos de desecho y del uso de solventes y con mayor ahorro de energía.
Es importante notar que esta alternativa también presenta algunas desventajas, razones por las que no se realiza este tratamiento tradicionalmente a nivel industrial:
- Largos tiempos de residencia en el reactor - Mayores costos asociados al uso de la enzima
Sin embargo, se decidió usar este método ya que se cree que es un modelo más sustentable de ingeniería, al requerir menos energía en el proceso y generar menos desechos. Ya que todo el proyecto se enmarca desde el comienzo como el reaprovechamiento de AVU que puede ser desperdiciado y causar contaminación, se considera que es una buena oportunidad para desarrollar todas las instancias del mismo desde un punto de vista sustentable, evitando el uso de energía donde no sea necesaria.
Es importante notar que la hidrólisis enzimática no tiene antecedentes industriales a gran escala, por lo que este proyecto se planteará como un análisis de las operaciones a llevar a cabo en el proceso, las condiciones de operación, y su viabilidad económica.
28
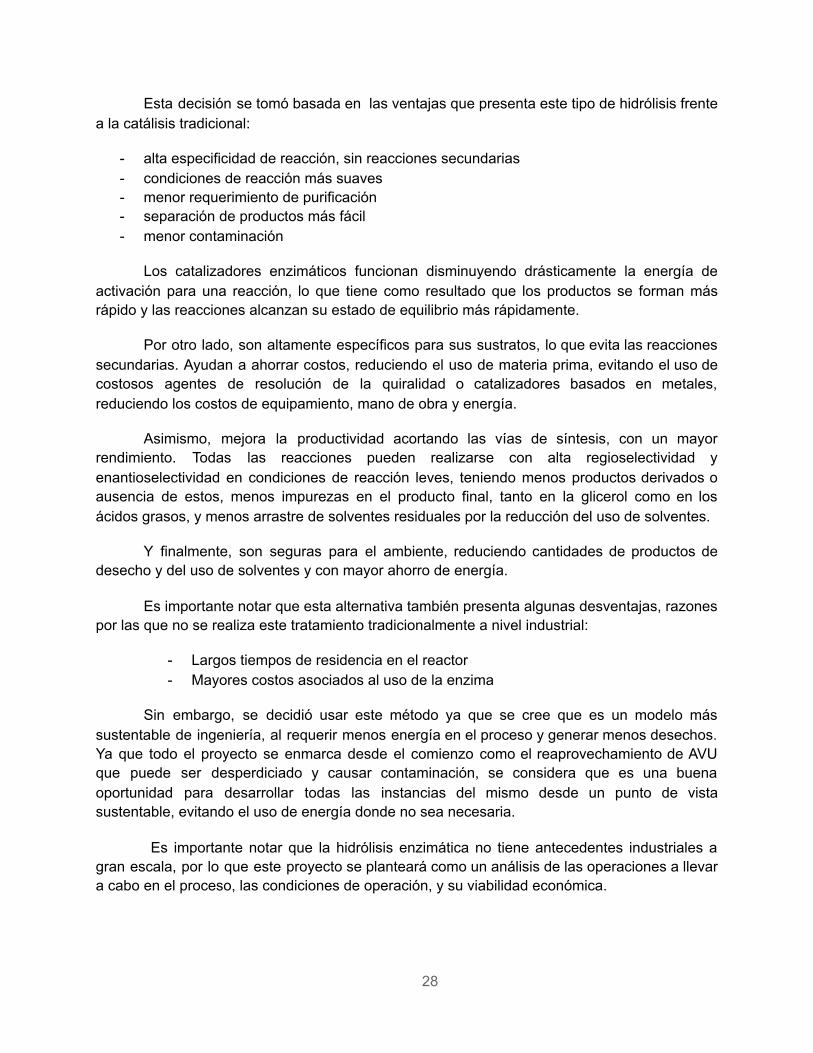
Las principales diferencias entre la hidrólisis tradicional, como por ejemplo la llevada a cabo en un proceso Colgate Emery, frente a la hidrólisis enzimática, fueron esquematizadas por Abdelmoez et al. en el siguiente gráfico:
Figura 1.11. Comparación de los métodos tradicionales (catálisis básica) y enzimáticos de hidrólisis de aceite [38]
1.7.2 Síntesis de mezcla de mono y diglicéridos
La mezcla de ácidos grasos y glicerol producida en la hidrólisis se purificará para eliminar el agua presente. Para ello, se utilizará un separador flash, una operación ampliamente utilizada para la purificación de glicerol [39] , y permite la recirculación del agua no reaccionada a la hidrólisis. La separación y purificaciones adicionales del glicerol se definirán en próximos capítulos, en base a los resultados de los balances de masa.
A continuación se realizará un proceso denominado glicerólisis o transesterificación,
que se puede resumir en la siguiente reacción:
29

Figura 1.12. Glicerólisis de triglicéridos.
La composición de la mezcla resultante dependerá del tipo de catálisis elegido, la temperatura de reacción, y la proporción de reactivos utilizada. Esta síntesis se realizará en exceso de glicerol, ya que cuanta más glicerol se utilice, mayor será la proporción de monoglicérido en el producto [40] .
Para realizarla hay dos opciones principales de catálisis:
Catálisis enzimática: Esta síntesis se puede realizar mediante catálisis con enzimas de tipo lipasa. Esto requiere de un sistema con múltiples fases: una fase oleosa hidrofóbica, una fase con glicerol hidrofílica, y una fase sólida con la enzima. Esto puede tener asociadas bajas eficiencias. Se ha encontrado una manera de aumentar esta eficiencia utilizando tert-pentanol o tert-butanol como solventes, ya que tienen una cadena carbonada hidrofóbica y un grupo polar, además de una estructura terciaria que no compite por los sitios activos de la enzima, lo cual permite que el glicerol y el aceite estén en un mismo sistema [41][42] .
Se puede realizar a temperaturas moderadas, cercanas a los 50°C, lo que disminuye el consumo energético respecto a la alternativa de catálisis alcalina. La proporción de MG a DG en la mezcla final será función de la temperatura, la carga de enzima en el reactor, la cantidad de solvente utilizada y el tiempo de reacción [43][44].
Catálisis alcalina : La síntesis también puede ser realizada mediante catálisis básica,
con por ejemplo hidróxido de sodio, en proporción 0.1% en masa. En este caso es necesario utilizar solventes orgánicos, como fenol o cresol, para obtener un producto homogéneo, lo cual introduce dificultades adicionales a lo hora de separarlo. Industrialmente, se utilizan temperaturas mayores a 220°C para realizar esta síntesis con aceites vegetales, lo que puede resultar en olores y colores no deseables, y requerir tratamientos adicionales, como destilación molecular, para purificar el producto.
En base a lo analizado anteriormente, se decide llevar a cabo la catálisis enzimática,
debido a sus condiciones de reacción moderadas y bajo consumo energético, como se ha desarrollado anteriormente. Los motivos de esta elección son similares a los de la hidrólisis, ya que se buscó la alternativa que, a priori, parece ser ambientalmente más sustentable. Nuevamente, no hay antecedentes de procesos industriales de glicerólisis enzimática, por lo que este proyecto se plantea como un análisis de su viabilidad operativa y económica.
30

1.7.3 Reactores
En el libro Enzyme Technology, Chaplin & Bucke [45] describen varios factores importantes que determinan la elección del reactor para un proceso particular, cuando está catalizado por enzimas. En general, la elección depende del costo de una productividad predeterminada dentro de las especificaciones del producto. Esto debe incluir los costos asociados con el(los) sustrato(s), procesamiento posterior, mano de obra, depreciación, gastos generales y desarrollo del proceso, además de los costos más obvios relacionados con la construcción y el funcionamiento del reactor enzimático. Otros factores que contribuyen son la forma de la enzima de elección (es decir, libre o inmovilizada), la cinética de la reacción y las propiedades químicas y físicas de un soporte de inmovilización, incluso si es particulado, membranoso o fibroso, y su densidad, compresibilidad, robustez, tamaño de partícula y regenerabilidad. También se debe prestar atención a la escala de operación, la posible necesidad de control de pH y temperatura, el suministro y la eliminación de gases y la estabilidad de la enzima, sustrato y producto.
A continuación se presenta un esquema de algunos reactores enzimáticos:
Figura 1.13. Tipos de reactores enzimáticos.
a. Reactor por lotes de tanque agitado (STR), que contiene toda la enzima y sustratos hasta que se complete la conversión deseada.
b. Reactor de membrana por lotes (MR), donde la enzima se mantiene dentro de tubos de membrana que permiten que el sustrato se difunda y el producto se difunda. Este
31

reactor a menudo se puede usar de manera semicontinua, usando la misma solución enzimática para varios lotes.
c. Reactor de lecho fijo (PBR), también llamado reactor de flujo plug (PFR), que contiene un lecho asentado de partículas de enzimas inmovilizadas.
d. Reactor de tanque agitado de flujo continuo (CSTR) que es una versión de funcionamiento continuo de (a).
e. Reactor de membrana de flujo continuo (CMR) que es una versión de funcionamiento continuo de (b).
f. Reactor de lecho fluidizado (FBR), donde el flujo de sustrato mantiene las partículas de enzimas inmovilizadas en un estado fluidizado.
Todos los reactores pueden tener adicionalmente bobinas de calentamiento/enfriamiento y los reactores agitados pueden contener deflectores para aumentar la eficiencia de agitación. Los reactores continuos pueden ser usados en un modo de reciclaje donde parte de la corriente del producto se mezcla con la corriente del sustrato entrante. Todos los reactores pueden usar enzimas inmovilizadas. Además, los reactores (a), (b) y (e) (más reactores (d) y (f), si se usan membranas semipermeables en sus salidas) pueden usarse con la enzima soluble.
Bioreactor enzimático de membrana: El requisito principal para un reactor de membrana es una membrana semipermeable que permita el paso libre de las moléculas del producto pero contenga las moléculas de enzima. La elección habitual para un reactor de membrana es un reactor de fibra hueca que consiste en un módulo preformado que contiene cientos de fibras tubulares delgadas, cada una con un diámetro de aproximadamente 200 mm y un grosor de membrana de aproximadamente 50 mm. Los reactores de membrana pueden usarse en modo discontinuo o continuo y permiten la fácil separación de la enzima del producto. Normalmente se usan con enzimas solubles, evitando los costos y problemas asociados con otros métodos de inmovilización y algunas de las limitaciones de difusión de las enzimas inmovilizadas. Debido a la facilidad con la que se pueden establecer los sistemas de reactores de membrana, a menudo se usan para la producción a pequeña escala (g a kg), especialmente cuando se necesita una vía de enzimas múltiples o regeneración de coenzimas. Permiten el reemplazo fácil de la enzima en procesos que involucran enzimas particularmente lábiles. La principal desventaja de estos reactores se refiere al costo de las membranas y su necesidad de reemplazarlas a intervalos regulares. Son muy utilizados industrialmente para tratar aguas residuales, pero estos reactores también podrían tener aplicaciones para la hidrólisis de aceites usados. El flujo puede ser tangencial a la membrana o normal a ella.
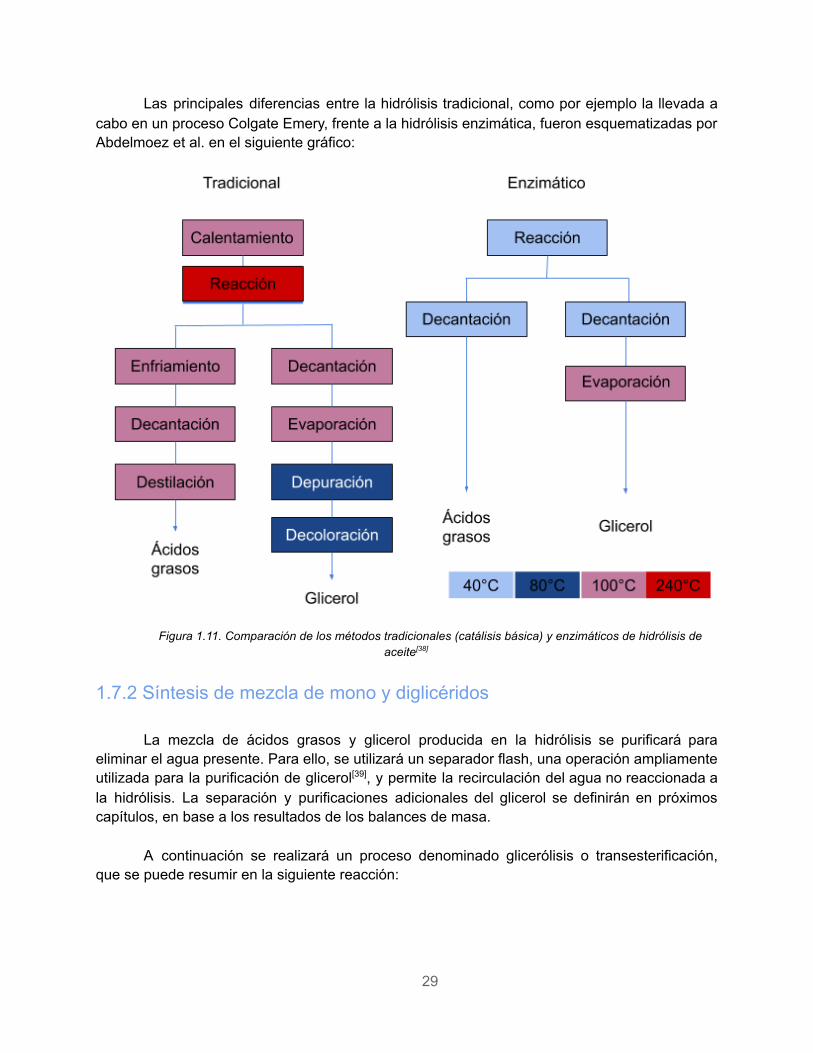
Reactor de lecho fijo (PBR): En este tipo de reactores, el catalizador se inmoviliza sobre un soporte, que a su vez forma una estructura fija, llamada lecho, dentro del reactor. El diseño de los PBR no permite el control del pH, mediante la adición de ácidos o bases. Las desviaciones del flujo de pistón ideal se deben a la mezcla inversa dentro de los reactores, las corrientes de producto resultantes tienen una distribución de tiempos de residencia. En un caso extremo, la mezcla inversa puede dar como resultado un comportamiento cinético del reactor que se aproxima al del CSTR y la consiguiente dificultad para lograr un alto grado de
32
conversión. El uso de un catalizador de tamaño uniforme en un reactor con una corriente de sustrato que fluye hacia arriba reduce la posibilidad y la gravedad del comportamiento no ideal. Este tipo de reactores presentan múltiples ventajas, entre ellas su bajo costo, facilidad de montaje y operación, y buena relación entre superficie/volumen disponible para la reacción. También presentan algunas desventajas, como una gran caída de presión, y limitaciones en la velocidad de reacción debido a la difusión intraparticular. Pueden operarse con una única fase o con dos fases.
Reactor tanque agitado continuo (CSTR): Este reactor consiste en un tanque agitado que contiene la enzima, que normalmente está inmovilizada. La corriente de sustrato se bombea continuamente al reactor al mismo tiempo que se elimina la corriente del producto. Si el reactor se está comportando de una manera ideal, hay una mezcla total y la corriente del producto es idéntica a la fase líquida dentro del reactor e invariable con respecto al tiempo. Algunas moléculas de sustrato pueden eliminarse rápidamente del reactor, mientras que otras pueden permanecer durante períodos sustanciales. El CSTR es un reactor fácil de construir, versátil y barato, que permite la carga y el reemplazo del catalizador. Su naturaleza bien mezclada permite un control directo sobre la temperatura y el pH de la reacción y el suministro o eliminación de gases. Los CSTR tienden a ser bastante grandes ya que deben mezclarse de manera eficiente. Esto, sin embargo, tiene la ventaja de que hay muy poca resistencia al flujo de la corriente del sustrato, que puede contener sustratos coloidales o insolubles, siempre que las partículas insolubles no puedan barrer la enzima inmovilizada del reactor. La naturaleza mecánica de la agitación limita los soportes para las enzimas inmovilizadas a materiales que no se desintegran fácilmente para dar 'finos' que pueden entrar en la corriente del producto. Sin embargo, no se han encontrado aplicaciones industriales de este tipo de reactores y para alcanzar conversiones elevadas se necesitan grandes volúmenes.
Reactores de lecho fluidizado: Estos reactores generalmente se comportan de una manera intermedia entre CSTR y PBR. Consisten en un lecho de enzima inmovilizada que se fluidifica por el flujo rápido hacia arriba de la corriente de sustrato solo o en combinación con una corriente de gas o líquido secundario, cualquiera de los cuales puede ser inerte o contener material relevante para la reacción. Hay una velocidad mínima de fluidización necesaria para lograr la expansión del lecho, que depende del tamaño, la forma, la porosidad y la densidad de las partículas y la densidad y viscosidad del líquido. La expansión relativa del lecho es proporcional a la velocidad superficial del gas e inversamente proporcional a la raíz cuadrada del diámetro del reactor. La fluidización del lecho requiere una gran entrada de potencia pero, una vez fluidizada, se necesita poca entrada energética adicional para aumentar la velocidad de flujo de la corriente del sustrato a través del reactor. Con caudales altos y diámetros bajos del reactor, se pueden lograr características de flujo pistón casi ideales. Se evitan caudales muy altos ya que causan canalización y pérdida de catalizador. La principal desventaja del desarrollo del proceso FBR es la dificultad de su escalado.
Reactores batch: Los costos operativos de los reactores discontinuos son más altos que los de los procesos continuos debido a la necesidad de vaciar y rellenar los reactores regularmente. Este procedimiento no solo es costoso en sí mismo, sino que significa que hay períodos considerables en que el reactor no es productivo; también tiene demandas desiguales
33

tanto en mano de obra como en servicios. Los reactores batch pueden usarse para procesos que involucran enzimas no inmovilizadas, si las consecuencias de que contaminen el producto no son graves. Los reactores por lotes también sufren variaciones pronunciadas de lote a lote, ya que las condiciones de reacción cambian con el tiempo y pueden ser difíciles de ampliar debido a los requisitos de potencia cambiantes para una fijación eficiente. Sin embargo, tienen una serie de características ventajosas. La principal de ellas es su simplicidad tanto en el uso como en el desarrollo de procesos. Por esta razón, son preferidos para la producción a pequeña escala de productos de alto precio, especialmente donde se utilizará el mismo equipo para varias conversiones diferentes. Ofrecen un entorno estrechamente controlable que es útil para reacciones lentas, donde la composición puede controlarse con precisión y las condiciones (por ej., temperatura, pH, concentraciones de coenzima) varían a lo largo de la reacción. También son útiles cuando la operación continua de un proceso resulta difícil debido a la naturaleza viscosa o intratable de la mezcla de reacción.
Otro parámetro a tener en cuenta para realizar esta síntesis, es la utilización de un solvente orgánico, lo que permitirá obtener un sistema con una única fase. Este puede ser hexano, t-butanol u otros. Si no se utiliza, se trabajará con dos fases, lo que permite una operación en contracorriente o co-corriente.
A partir de las descripciones anteriores se tomaron las siguientes decisiones respecto a los reactores a utilizar:
● Operación continua: se eligió este tipo de operación debido a que desean evitar los tiempos muertos que se generan en la operación discontinua, hecho que hace que la producción sea menor. Además, la posibilidad de que haya diferencias entre lotes también hace que la operación discontinua sea desfavorable.
● Enzima inmovilizada dentro del reactor: esto evita la necesidad de pasos posteriores de separación y recirculación de la misma al reactor.
● Lecho fijo: como se mencionó antes el desempeño del lecho fijo frente al lecho fluidizado es mayor, además de que este último no trabaja con caudales altos ya que se puede perder catalizador. Por esto mismo la elección fue del reactor de lecho fijo.
Además, se decidió trabajar sin solvente en el caso de la hidrólisis, es decir con dos fases, para facilitar la separación del glicerol posteriormente. Como se detalla a continuación, el proceso de hidrólisis enzimática sin solvente ha sido ampliamente estudiado.
Para la glicerólisis, se utilizará un solvente polar como t-butanol, ya que las conversiones logradas en presencia de éste ameritan su uso.
1.7.4 Selección de la enzima
34
Una vez determinado que se llevarán a cabo procesos catalizados por enzimas, es necesario determinar qué enzimas se utilizarán en cada caso. A continuación, se hará una breve presentación de los estudios más relevantes existentes en bibliografía.
En el caso de la hidrólisis, se han encontrado buenos resultados al utilizar lipasas, en
específico lipasas de tipo Candida Rugosa y Candida Antarctica . En su review de la hidrólisis enzimática de aceites y grasas, Ramachandra Murty et al [46] plantean que Candida Rugosa es una buena alternativa para la hidrólisis de aceite en un reactor de lecho fijo, operando a pH 7 y 50°C, de acuerdo a lo estudiado por Kang et al [47] . La cinética de esta enzima fue estudiada por Fadiloğlu et al [48] para el aceite de oliva. Anand et al. estudiaron esta reacción para el aceite de girasol alto oleico [49] , comparando el rendimiento de diferentes soportes para la inmovilización de la enzima.
Waghmare et al [50] . realizaron una comparación del rendimiento de la hidrólisis de aceite
vegetal usado catalizada por Candida Antarctica , al utilizar ultrasonido y sin utilizarlo. Los autores plantean que esta puede ser una alternativa para aumentar la eficiencia del proceso.
Con respecto a la reacción de transesterificación, también se utilizan lipasas de
diferentes tipos. Naik et al [51] estudiaron la cinética del aceite de girasol con enzimas de Candida Antarctica ; Damstrup et al [52] buscaron optimizar el rendimiento de esta reacción con la misma enzima mediante la variación de ciertos parámetros característicos como tiempo de reacción, carga de enzima, y cantidad de solvente, obteniendo valores óptimos. Por otro lado, McNeill et al [53] realizaron un estudio comparativo de diferentes enzimas, entre ellas Pseudomonas fluorescens, Chromobacterium viscosum, y Mucor miehei , para diferentes aceites o grasas, concluyendo que para aceites vegetales las primeras dos son mejores opciones que la tercera.
En el capítulo siguiente se elegirá la enzima a utilizar para cada proceso, y se hará un
análisis detallado de las condiciones de operación y las conversiones a obtener.
1.7.5 Separación y purificación de los ácidos grasos y mezcla de MG+DG
La última etapa del proceso químico será la de fraccionamiento de los ácidos grasos, y su correspondiente purificación. Para la separación, se analizarán diferentes opciones, en términos de eficiencia y viabilidad en escala industrial:
Métodos cromatográficos : La cromatografía es un método físico de separación que se basa en el principio de retención selectiva, que dice que especies de diferentes tamaños tendrán diferentes tiempos de residencia sobre una fase estacionaria, cuando sobre ésta pase una fase móvil.
Se ha encontrado que la cromatografía gas-líquido es muy útil a la hora de separar
ácidos grasos de cadena corta, obteniéndose los mismos con muy alta pureza. Por otro lado,
35

se ha encontrado que los tamices moleculares, también conocidos como zeolitas, son de gran utilidad para separar mezclas de ácidos grasos, cuando estos están en su forma de éster.
La cromatografía líquida, conocida como HPLC, donde ambas fases son líquidas, es de
mayor utilidad en la industria, ya que puede manejar volúmenes mayores a los de otras cromatografías. Dentro de este último tipo, surgió en los últimos años una muy prometedora variante, llamada Cromatografía de Partición Centrífuga (CPC). Esta técnica pone en contacto a la solución con el o los solutos en contracorriente con dos fases líquidas, en ausencia de un soporte sólido. Es muy útil a la hora de aislar ácidos grasos poliinsaturados y puede manejar volúmenes mayores a la cromatografía líquida convencional. Sin embargo, estos aún no son suficientes comparados con los que se operará en este proyecto [54] .
Cristalización: Este método de separación opera sobre la propiedad de que los ácidos grasos insaturados son mucho más solubles que los saturados. Se conocen dos tipos de cristalización [55] :
- Cristalización a baja temperatura: Este método no involucra el uso de solventes. Al bajar la temperatura, los ácidos grasos saturados de cadena larga cristalizan, mientras que los insaturados permanecen en estado líquido. Los cristales se separan por filtración con equipos especiales como, por ejemplo, filtros prensa. Esta cristalización requiere de tiempos largos para formar cristales estables, y la eficiencia del proceso dependerá de si se utiliza agitación o es estanco. Este procedimiento permitiría separar fácilmente los dos ácidos grasos saturados de los dos insaturados.
- Cristalización con solvente: La cristalización de los ácidos grasos saturados se puede llevar a cabo en presencia de solventes apolares orgánicos. Esta es la base de procesos industriales ya muy desarrollados, como por ejemplo el proceso Emersol [56] , que se basa en la cristalización controlada de ácidos grasos a muy bajas temperaturas usando metanol como solvente. La mezcla de ácidos grasos se disuelve en el solvente y se la pasa por una serie de congeladores y cristalizadores, con filtración en cada paso para remover los cristales [57] .
Destilación: Es un método muy utilizado para la separación parcial de los ácidos en su forma de éster. Se realiza a baja presión y altas temperaturas, aprovechando las diferencias en los puntos de ebullición de los diferentes compuestos. La destilación más utilizada es la destilación molecular de metil ésteres a muy baja presión, que se caracteriza por un contacto muy corto entre el líquido a destilar y la columna, y una distancia muy pequeña entre el condensador y el evaporador [58] . Sin embargo, no es un método recomendado para la separación de los ácidos grasos con los que se trata en este proyecto, ya que la diferencia del punto de ebullición del ácido oleico y del esteárico es de 1°C.
Existen métodos alternativos, como extracción con fluido supercrítico, o complejación con urea, que son muy útiles para la separación puntual de ciertos ácidos grasos; sin embargo, como no tienen aplicación en este proyecto y además están poco desarrollados a nivel industrial, no serán analizados [59] .
36

A la hora de seleccionar un método, se descarta el método cromatográfico, por no ser útil a escala industrial, y el método de destilación, por la diferencia de puntos de ebullición de los ácidos grasos a tratar.
Se separarán los ácidos grasos saturados de los insaturados mediante una cristalización sin solvente. Este método se ha utilizado con buenos resultados para esta misma separación por Dasgupta et al [60][61] , está muy desarrollado a escala industrial [62] , y presenta la ventaja de no requerir solventes adicionales.
Como se mencionó anteriormente, se descartó la separación de los ácidos oleico y linoleico. Esta separación se determinó como no factible en una torre de destilación en base a simulaciones con UNISIM Design, lo que deja la alternativa de cristalización. La cristalización se basa en alcanzar la temperatura en que uno de los componentes solidifica, mientras que el resto permanece líquido.
Figura 1.14. Composiciones de equilibrio.
En la Figura 1.14, se observa el diagrama de equilibrio de la mezcla oleico-linoleico. Los rombos negros simbolizan la línea de equilibrio correspondiente a la solidificación del ácido
37
oleico. Se puede observar, que para cualquier mezcla con fracción molar de oleico mayor a 0.25, se obtendrá un ácido oleico de pureza cercana al 100%.
Como se explicó en el análisis de mercado, el ácido oleico industrial tiene purezas del orden del 80-85%, por lo que obtener tanta pureza no resulta deseable industrialmente, al no existir un mercado para vender tanta cantidad de producto puro.
Por este motivo, se decidió no separar el ácido linoleico del oleico, ahorrando una etapa de separación, y obteniendo un producto con la pureza deseada.
Con respecto a los mono y diglicéridos, las necesidades de purificación de la mezcla se definirán en el Capítulo 2 luego de realizar los balances de masa y conocer las impurezas con las que se obtiene la mezcla.
38

1.8 Ubicación de la planta
Se decidió ubicar la planta en el Sector Industrial Bella Vista, en el partido de San Miguel, Buenos Aires. Este sector cuenta con 50 hectáreas en una ubicación privilegiada para el flujo dinámico de personas y mercaderías.
Figura 1.15. Ubicación del sector industrial Bella Vista
Para la determinación de la ubicación de la planta se tuvieron en cuenta los siguientes
aspectos: la ubicación de la empresa proveedora de materia prima, RBA Ambiental, ya que se genera un costo adicional al transportar la misma a la planta; la ubicación de las posibles empresas clientes, teniendo en cuenta los usos de los ácidos grasos obtenidos, haciendo que sea conveniente para los posibles clientes nuestra ubicación; la accesibilidad a la planta, este sector tiene accesos directos por Au. Camino del Buen Ayre y Ruta Nacional N° 201, accesos indirectos por Acceso Norte (Ruta Nacional N°9) y Acceso Oeste (Ruta Nacional N° 7), y es posible llegar a esta zona mediante transporte público, utilizando las líneas San Martín y Urquiza del servicio metropolitano de trenes; la posibilidad de exportar, esta zona se encuentra a aproximadamente 30 km del puerto de Buenos Aires.
Por otro lado, este sector tiene beneficios impositivos como la exención del impuesto
inmobiliario e ingresos brutos por 7.5 años, beneficio respecto a los 5 años de las demás posibles locaciones, e impuestos municipales por 4 años [64] .
39

Cuenta con red de alumbrado interno, red de energía eléctrica, red de gas, seguridad privada, red vial interna pavimentada, telefonía e internet, desagües pluviales e industriales y mantenimiento de áreas comunes. Además, tiene una amplia cortina forestal perimetral de 15 metros de ancho, que fue diseñado para garantizar la elevación de la calidad de vida de la población y promover un desarrollo ambientalmente sustentable.
40

1.9 Bibliografía
1. Bunge North America (2020). Aceites vegetales. Recuperado de https://es.bungenorthamerica.com /products/categories/96-aceites-vegetales
2. Franco, D. (2006) Aceites de girasol diferenciales. Área de Sectores Alimentarios. Dirección de Agroalimentos. Subsecretaría de Agregado de Valor y Nuevas Tecnologías. Recuperado de http://www.alimentosargentinos.gob.ar/HomeAlimentos/ Aceites%20y%20Oleaginosas/productos/Girasol/2013/09Sep_06_girasol_diferenciados. pdf
3. McCain Argentina. Nutrición . Recuperado de http://www.mccain.com.ar/nutricion/Aceite- de-girasol-alto-oleico
4. Unilever de Argentina S.A.. (2015). Unilever refuerza su compromiso con la calidad nutricional. Recuperado de https://www.unilever.com.ar/news/ comunicados-de-prensa/ 2015/Unilever-refuerza-su-compromiso.html
5. Alimentos Granix. Productos Crackers . Buenos Aires, Argentina. Recuperado de https://www.granix.com.ar/productos/lista-crackers/
6. Cuesta, O., Sánchez-Muniz, F. J., López-Varela, S., Garrido-Polonio, C. & García Diz,L. (1993). Alteración termoxidativa en un aceite de girasol utilizado en 75 frituras de patatas. Efectos de su inclusión en dietas sobre crecimiento e ingesta en ratas. Facultad de Farmacia, Universidad Complutense. Madrid, Spain.
7. Juárez, Sammar (2007), El deterioro de los aceites durante la fritura , Revista española de nutrición comunitaria, ISSN 1135-3074, Vol. 13, Nº. 2, 2007 , págs. 82-94.
8. Instituto Nacional de Estadísticas y Censos. EPI, Estadísticas de Productos Industriales . Diciembre 2019. ISSN 2545-7152.
9. RBA Ambiental. RBA Ambiental-Transformamos Aceite de Cocina Usado en Bioenergía. Buenos Aires, Argentina. Recuperado de http://www.rba-ambiental.com.ar/
10. Aladedunye, F., & Przybylski, R. (2013). Frying stability of high oleic sunflower oils as affected by composition of tocopherol isomers and linoleic acid content. Food Chemistry, 141(3), 2373–2378.
11. Dirección de Prevención y Vinculación Federal INAL-ANMAT. Comisión Nacional de Alimentos 131° Reunión Ordinaria. Compuestos polares. Octubre 2019. Recuperado de http://www.conal.gob.ar/actas/Anexo_IX_Compuestos_Polares.pdf
12. Dobarganes, M. C., Marquez-Ruiz, G., & Perez-Camino, M. C. (1993) . Thermal stability and frying performance of genetically modified sunflower seed (Helianthus annuus L.) oils. Journal of Agricultural and Food Chemistry, 41(4), 678–681.
13. Polaris Market Research . (2019). Fatty Acid Market Share, Size, Trends, Industry Analysis Report By Product Type (Saturated, Monounsaturated, Polyunsaturated, and Trans Fats), By Application (Dietary Supplements, Food & Beverage, Animal Feed, Cosmetics, Lubricants, and Others), By Regions, Segments & Forecast, 2019-2026. Report ID: PM1511.
14. Calder, P. C. (2015). Functional Roles of Fatty Acids and Their Effects on Human Health. Journal of Parenteral and Enteral Nutrition, 39(1_suppl), 18S–32S.
15. IHS Markit. (2018). Natural Fatty Acids. Chemical Economics Handbook.
41

16. Global Market Insights. Fatty Acids Market Size, Industry Downstream Potential Outlook Report, Regional Analysis, Application Development, Price Trend, Competitive Landscape & Forecast, 2020-2026 . Report ID: GMI154
17. IHS Markit. (2018). Natural Fatty Acids. Chemical Economics Handbook. 18. Materia Oleochemicals. La mejor calidad en oleoquímicos. Mar del Plata, Argentina.
Recuperado de https://www.materiaoleochemicals.com/empresa.html 19. Instituto Nacional de Estadísticas y Censos. Sistema de consulta de comercio exterior
de bienes. Ciudad Autónoma de Buenos Aires, Argentina. Recuperado de https://comex.indec.gov.ar/search/imports/2019/Y/38231300,38231900,38231990/
20. Twin Rivers Technologies, Inc. Oleic Fatty Acids. Recuperado de https://www.twinriverstechnologies.com/products/oleochemical-products/oleic-acids
21. Cailà & Parés. Ácido Esteárico: Qué es, usos y propiedades. España. Recuperado de https://cailapares.com/acido-estearico/
22. Twin Rivers Technologies, Inc. Stearic Fatty Acids. Recuperado de https://www.twinriverstechnologies.com/products/oleochemical-products/stearic-acids
23. Sigma Aldrich. Leading Life Science and High Technology company. Recuperado de https://www.sigmaaldrich.com/
24. Alibaba Group. Largest China Supplier Base. Recuperado de https://spanish.alibaba.com/
25. CORDIS European Commission. Desarrollar el mercado para el glicerol crudo . Recuperado de https://cordis.europa.eu/article/id/203869-creating-a-market-for-crude- glycerol/es
26. Mono and Diglycerides in Food Products. Artículo recuperado de https://knowledge.ulprospector.com/511/mono-diglycerides-2/
27. Prospector. Durem™ 114 by Loders Croklaan. Recuperado de https://www.ulprospector.com/en/na/Food/Detail/4107/115213/Durem-114?st=31
28. Prospector. Grindsted® Mono-Di HV 52 K-A by DuPont Danisco.Recuperado de https://www.ulprospector.com/en/la/Food/Detail/3913/111480/Grindsted-Mono-Di-HV-52- K-A
29. Alpha C.I.S.A. (2017). Modigly “C” . División emulsionantes. Córdoba Capital, Argentina. 30. Import Genuis. (2016). Danisco Records. Recuperado de https://www.Importgenius.com/
peru/suppliers/danisco 31. Brunner, K., Frische, R. & Kilian, D. (2005). Method for enzymatic splitting of oils and
fats. Patent No.: US 6 933 139 B2. Oficina de Patentes y Marcas de Estados Unidos. 32. Bianchi, B., Tamborrino, A., & Santoro, F. (2013). Assessment of the energy and
separation efficiency of the decanter centrifuge with regulation capability of oil water ring in the industrial process line using a continuous method. Journal of Agricultural Engineering, 44(2s)
33. González , Diseño de una planta de fabricación de jabón a partir de aceites vegetales usados (2014), Universidad de Almería.
34. Sonntag, N. O. V. (1979). Fat splitting. Journal of the American Oil Chemists’ Society, 56 (11 Part 1), 729A–732A.
35. Barnebey, H. L., & Brown, A. C. (1948). Continuous fat splitting plants using the colgate-emery process. Journal of the American Oil Chemists’ Society, 25(3), 95–99.
42

36. García Román, M. Hidrólisis enzimática de triglicéridos en emulsiones O/W. Aplicación a formulaciones detergentes (2005), Universidad de Granada.
37. Murty, V. R., Bhat, J., & Muniswaran, P. K. A. (2002). Hydrolysis of oils by using immobilized lipase enzyme: A review. Biotechnology and Bioprocess Engineering, 7(2), 57–66.
38. Abdelmoez, W., & Mustafa, A. (2014). Oleochemical Industry Future through Biotechnology. Journal of Oleo Science, 63(6), 545–554.
39. D’souza, G. B. (1979). The importance of glycerol in the fatty acid industry. Journal of the American Oil Chemists’ Society, 56(11Part2), 812A–819A.
40. Yang, T., Rebsdorf, M., Engelrud, U. & Xu, X. Enzymatic production of monoacylglycerols containing polyunsaturated fatty acids through an efficient glycerolysis system . J. Agric. Food Chem. 2005, 53, 1475–1481.
41. Naik, M. K., Naik, S. N., & Mohanty, S. (2014). Enzymatic glycerolysis for conversion of sunflower oil to food based emulsifiers. Catalysis Today, 237, 145–149.
42. Damstrup, M. L., Jensen, T., Sparsø, F. V., Kiil, S. Z., Jensen, A. D., & Xu, X. (2006). Production of heat-sensitive monoacylglycerols by enzymatic glycerolysis in tert-pentanol: Process optimization by response surface methodology. Journal of the American Oil Chemists’ Society, 83(1), 27–33.
43. McNeill, G. P., Shimizu, S., & Yamane, T. (1991) . High-yield enzymatic glycerolysis of fats and oils. Journal of the American Oil Chemists’ Society, 68(1), 1–5.
44. Fregolente, P. B. L., Pinto, G. M. F., Wolf-Maciel, M. R., & Filho, R. M. (2009). Monoglyceride and Diglyceride Production Through Lipase-Catalyzed Glycerolysis and Molecular Distillation. Applied Biochemistry and Biotechnology, 160(7), 1879–1887.
45. Chaplin, M. & Bucke C. (1990). Enzyme Technology. Cambridge University Press. 46. Murty, V. R., Bhat, J., & Muniswaran, P. K. A. (2002). Hydrolysis of oils by using
immobilized lipase enzyme: A review. Biotechnology and Bioprocess Engineering, 7(2), 57–66.
47. Kang, S. T., & Rhee, J. S. (1989). Characteristics of immobilized lipase-catalyzed hydrolysis of olive oil of high concentration in reverse phase system. Biotechnology and Bioengineering, 33(11), 1469–1476.
48. Fadiloğlu, S., & Söylemez, Z. (1997) . Kinetics of lipase-catalyzed hydrolysis of olive oil. Food Research International, 30(3-4), 171–175.
49. Anand, A., & Weatherley, L. R. (2018). The performance of microbial lipase immobilized onto polyolefin supports for hydrolysis of high oleate sunflower oil. Process Biochemistry, 68, 100–107.
50. Waghmare, G. V., & Rathod, V. K. (2016). Ultrasound assisted enzyme catalyzed hydrolysis of waste cooking oil under solvent free condition. Ultrasonics Sonochemistry, 32, 60–67.
51. Naik, M. K., Naik, S. N., & Mohanty, S. (2014). Enzymatic glycerolysis for conversion of sunflower oil to food based emulsifiers. Catalysis Today, 237, 145–149.
52. Damstrup, M. L., Jensen, T., Sparsø, F. V., Kiil, S. Z., Jensen, A. D., & Xu, X. (2006). Production of heat-sensitive monoacylglycerols by enzymatic glycerolysis in tert-pentanol: Process optimization by response surface methodology. Journal of the American Oil Chemists’ Society, 83(1), 27–33.
43

53. McNeill, G. P., Shimizu, S., & Yamane, T. (1991) . High-yield enzymatic glycerolysis of fats and oils. Journal of the American Oil Chemists’ Society, 68(1), 1–5.
54. Wanasundara, U. N., Wanasundara, P. K. J. P. D., & Shahidi, F. (2005). Novel Separation Techniques for Isolation and Purification of Fatty Acids and Oil By-Products. Bailey’s Industrial Oil and Fat Products.
55. Rogers, M. A. (2017). Crystallization of Fats and Fatty Acids in Edible Oils and Structure Determination. Fatty Acids, 541–559.
56. Demmerle, R. L. (1947). Emersol Process: A Staff Report. Industrial & Engineering Chemistry, 39(2), 126–131.
57. Myers, L & Muckerheide, V (1947) Method of Separating Fatty Acids . Patent Number 2,421,157. Oficina de Patentes de Estados Unidos.
58. C., S., L., R., & A., J. (2012). Distillation of Natural Fatty Acids and Their Chemical Derivatives. Distillation - Advances from Modeling to Applications.
59. Wanasundara, U. N., Wanasundara, P. K. J. P. D., & Shahidi, F. (2005). Novel Separation Techniques for Isolation and Purification of Fatty Acids and Oil By-Products. Bailey’s Industrial Oil and Fat Products.
60. Dasgupta, S., Ay, P., Kommolk, R., & Xu, S. (2013). Kinetics of Melt Crystallization of a Sunflower Oil-Based Polyunsaturated Fatty Acid Mixture. Chemical Engineering & Technology, 36(7), 1225–1230.
61. Dasgupta, S., Rettig, F., & Ay, P. (2016). Nucleation Kinetics during Melt Crystallization of Plant Based High Oleic and Linoleic Polyunsaturated Fatty Acid Mixtures. Crystal Growth & Design, 16(2), 861–866.
62. GEA Group Aktiengesellschaft. Melt crystallization plant . Recuperado de https://www.gea.com/es/products/melt-crystallization-plant.jsp
63. San Martín Ederra, F. (2018) Solicitud de Autorización Ambiental Integrada y Evaluación de Impacto Ambiental - Ampliación de Instalación de Planta de procesado de Oleínas añadiendo una actividad de fabricación de Escualano a partir de Escualeno de origen vegetal y una línea de destilación de ácidos grasos y línea de extracción de insaponificables. OLEOFAT Trader S.L.
64. Sector Industrial Bella Vista. Servicios y Beneficios . Buenos Aires, Argentina. Recuperado de https://www.sectorindustrialbellavista.com.ar/servicios.php#beneficio
44

CAPÍTULO 2
ESTRUCTURA DE LA PLANTA Y BALANCES
DE MASA
45
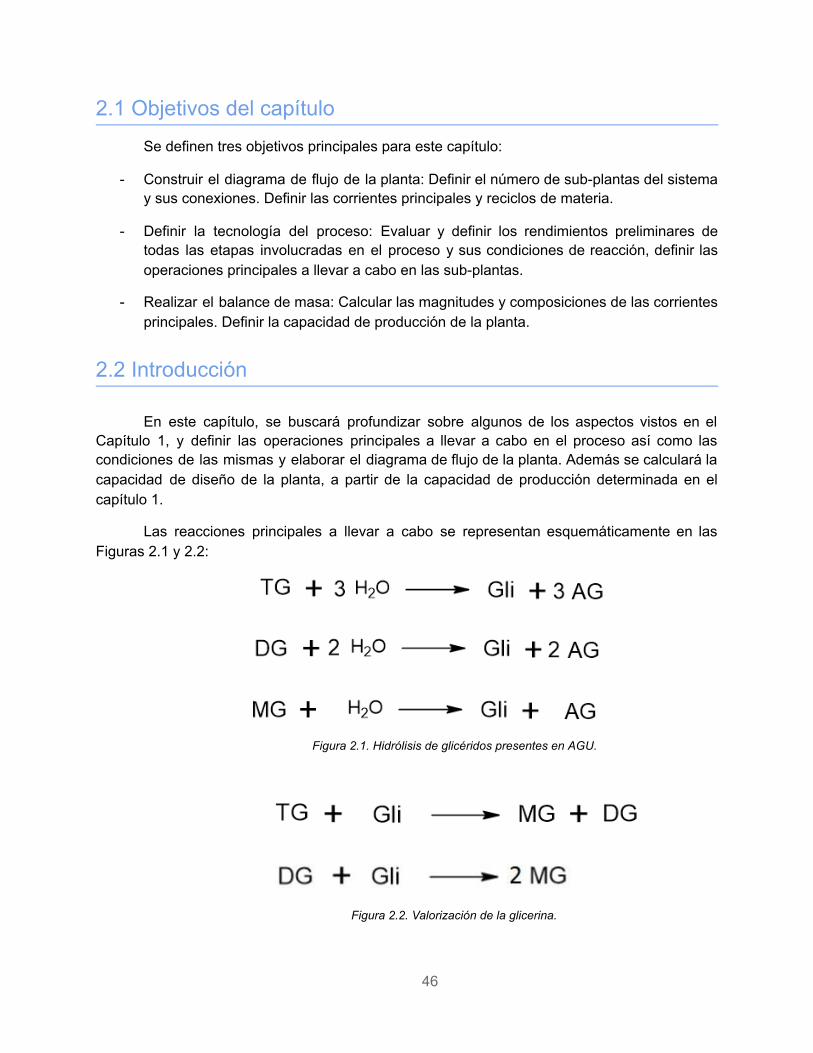
2.1 Objetivos del capítulo Se definen tres objetivos principales para este capítulo:
- Construir el diagrama de flujo de la planta: Definir el número de sub-plantas del sistema y sus conexiones. Definir las corrientes principales y reciclos de materia.
- Definir la tecnología del proceso: Evaluar y definir los rendimientos preliminares de todas las etapas involucradas en el proceso y sus condiciones de reacción, definir las operaciones principales a llevar a cabo en las sub-plantas.
- Realizar el balance de masa: Calcular las magnitudes y composiciones de las corrientes principales. Definir la capacidad de producción de la planta.
2.2 Introducción
En este capítulo, se buscará profundizar sobre algunos de los aspectos vistos en el Capítulo 1, y definir las operaciones principales a llevar a cabo en el proceso así como las condiciones de las mismas y elaborar el diagrama de flujo de la planta. Además se calculará la capacidad de diseño de la planta, a partir de la capacidad de producción determinada en el capítulo 1.
Las reacciones principales a llevar a cabo se representan esquemáticamente en las Figuras 2.1 y 2.2:
Figura 2.1. Hidrólisis de glicéridos presentes en AGU.
Figura 2.2. Valorización de la glicerina.
46
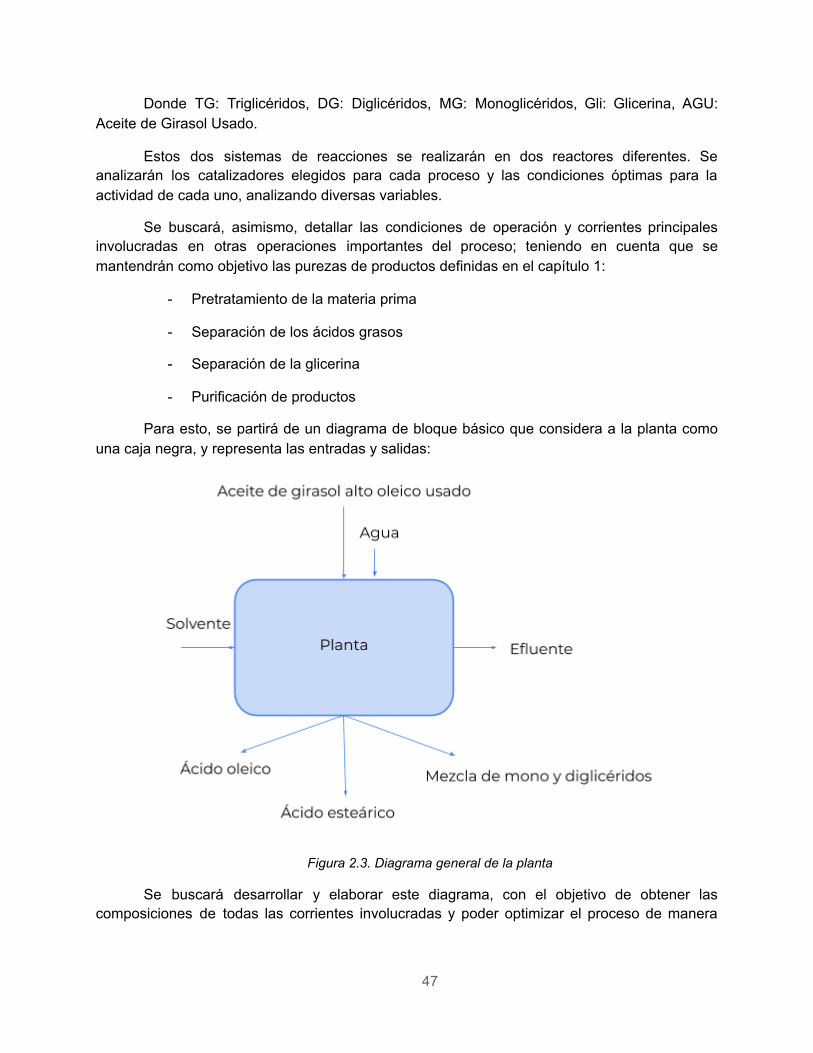
Donde TG: Triglicéridos, DG: Diglicéridos, MG: Monoglicéridos, Gli: Glicerina, AGU: Aceite de Girasol Usado.
Estos dos sistemas de reacciones se realizarán en dos reactores diferentes. Se analizarán los catalizadores elegidos para cada proceso y las condiciones óptimas para la actividad de cada uno, analizando diversas variables.
Se buscará, asimismo, detallar las condiciones de operación y corrientes principales involucradas en otras operaciones importantes del proceso; teniendo en cuenta que se mantendrán como objetivo las purezas de productos definidas en el capítulo 1:
- Pretratamiento de la materia prima
- Separación de los ácidos grasos
- Separación de la glicerina
- Purificación de productos
Para esto, se partirá de un diagrama de bloque básico que considera a la planta como una caja negra, y representa las entradas y salidas:
Figura 2.3. Diagrama general de la planta
Se buscará desarrollar y elaborar este diagrama, con el objetivo de obtener las composiciones de todas las corrientes involucradas y poder optimizar el proceso de manera
47

que el uso de reactivos sea el más eficiente, implementando el uso de reciclos, para cumplir los requerimientos de calidad de productos definidos en el Capítulo 1.
48

2.3 Capacidad de la planta
La capacidad de la planta se puede definir de dos maneras:
- Capacidad de producción nominal: Es aquella que se define luego del estudio de mercado, capacidad de inversión y disponibilidad de materia prima. Esta capacidad de producción fue determinada en el capítulo anterior, con una valor de 3 ton/h.
- Capacidad de diseño: Es aquella utilizada para el diseño de los equipos.
La relación entre estas dos capacidades está dado por un factor, conocido como Efectividad Global del Proceso (EGP), que tiene en cuenta:
- Disponibilidad: Este factor relaciona las horas de producción con las horas totales, y tiene en cuenta paradas de planta y factores externos que provoquen disminución en la producción. Un valor estándar para este factor es 95%.
- Porcentaje de Producto Conforme: Este factor tiene en cuenta cuánto del total producido es consistente con las especificaciones del producto. Tiene en cuenta fallas en la materia prima, en los equipos, y en el proceso. Un valor estándar para este factor es 99%.
- Perfomance: Este factor relaciona la producción instantánea con la producción estándar. Tiene en cuenta fallas de equipos, disponibilidad de materias primas, disponibilidad de personal, y otros factores externos. Como valor de referencia se puede utilizar 85%.
Finalmente el valor de EGP se obtiene del producto de los tres aspectos antes mencionados. En este proyecto, se considerará un valor de EGP de 0.8, que se calcula como:
(Ecuación 2.3.1) GP isponibilidad x % Producto Conforme x PerformanceE = D
Como ya fue dicho, la capacidad de producción nominal se definió en el capítulo 1:
apacidad de producción nominal C = 3 horaton AV U
La capacidad nominal y de diseño se relacionan a través de la siguiente ecuación:
(Ecuación 2.3.2) apacidad de producción nominal apacidad de diseño x 0.8C = C
Resulta entonces:
apacidad de diseño 3.75C = horaton AV U
49
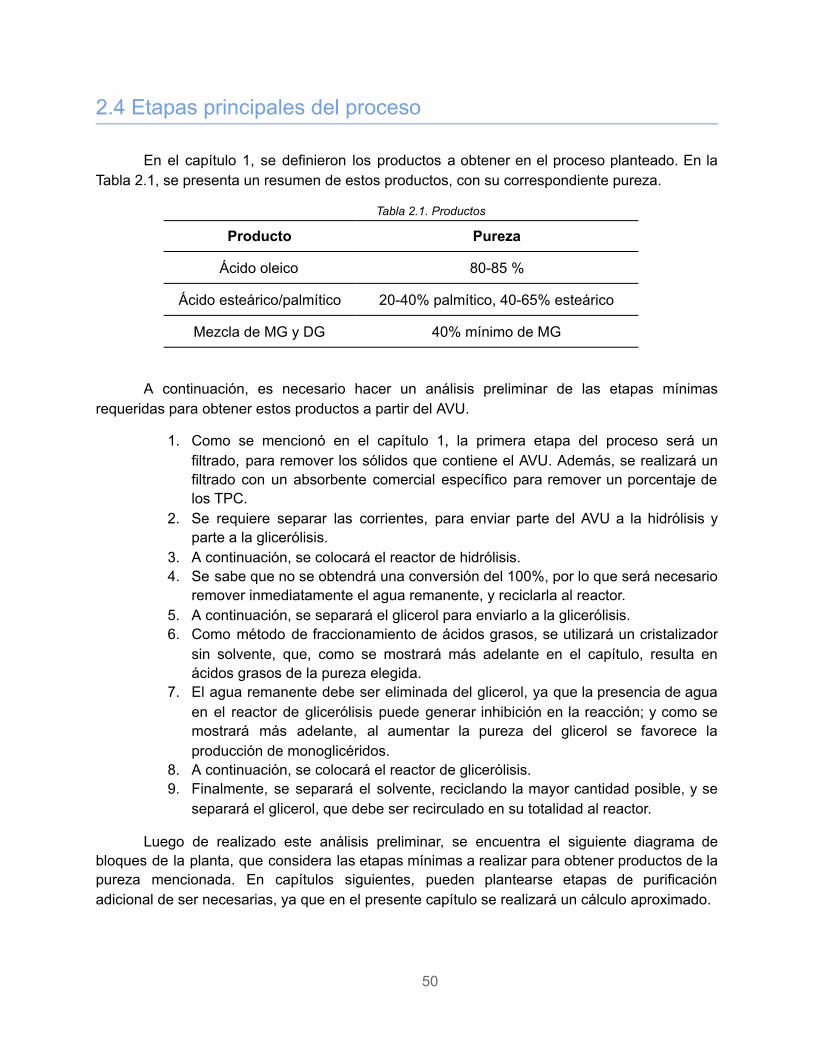
2.4 Etapas principales del proceso
En el capítulo 1, se definieron los productos a obtener en el proceso planteado. En la Tabla 2.1, se presenta un resumen de estos productos, con su correspondiente pureza.
Tabla 2.1. Productos
A continuación, es necesario hacer un análisis preliminar de las etapas mínimas requeridas para obtener estos productos a partir del AVU.
1. Como se mencionó en el capítulo 1, la primera etapa del proceso será un filtrado, para remover los sólidos que contiene el AVU. Además, se realizará un filtrado con un absorbente comercial específico para remover un porcentaje de los TPC.
2. Se requiere separar las corrientes, para enviar parte del AVU a la hidrólisis y parte a la glicerólisis.
3. A continuación, se colocará el reactor de hidrólisis. 4. Se sabe que no se obtendrá una conversión del 100%, por lo que será necesario
remover inmediatamente el agua remanente, y reciclarla al reactor. 5. A continuación, se separará el glicerol para enviarlo a la glicerólisis. 6. Como método de fraccionamiento de ácidos grasos, se utilizará un cristalizador
sin solvente, que, como se mostrará más adelante en el capítulo, resulta en ácidos grasos de la pureza elegida.
7. El agua remanente debe ser eliminada del glicerol, ya que la presencia de agua en el reactor de glicerólisis puede generar inhibición en la reacción; y como se mostrará más adelante, al aumentar la pureza del glicerol se favorece la producción de monoglicéridos.
8. A continuación, se colocará el reactor de glicerólisis. 9. Finalmente, se separará el solvente, reciclando la mayor cantidad posible, y se
separará el glicerol, que debe ser recirculado en su totalidad al reactor.
Luego de realizado este análisis preliminar, se encuentra el siguiente diagrama de bloques de la planta, que considera las etapas mínimas a realizar para obtener productos de la pureza mencionada. En capítulos siguientes, pueden plantearse etapas de purificación adicional de ser necesarias, ya que en el presente capítulo se realizará un cálculo aproximado.
50
Producto Pureza
Ácido oleico 80-85 %
Ácido esteárico/palmítico 20-40% palmítico, 40-65% esteárico
Mezcla de MG y DG 40% mínimo de MG

Figura 2.4. Diagrama de bloques de planta de producción de ácidos grasos a partir de aceite vegetal usado.
51
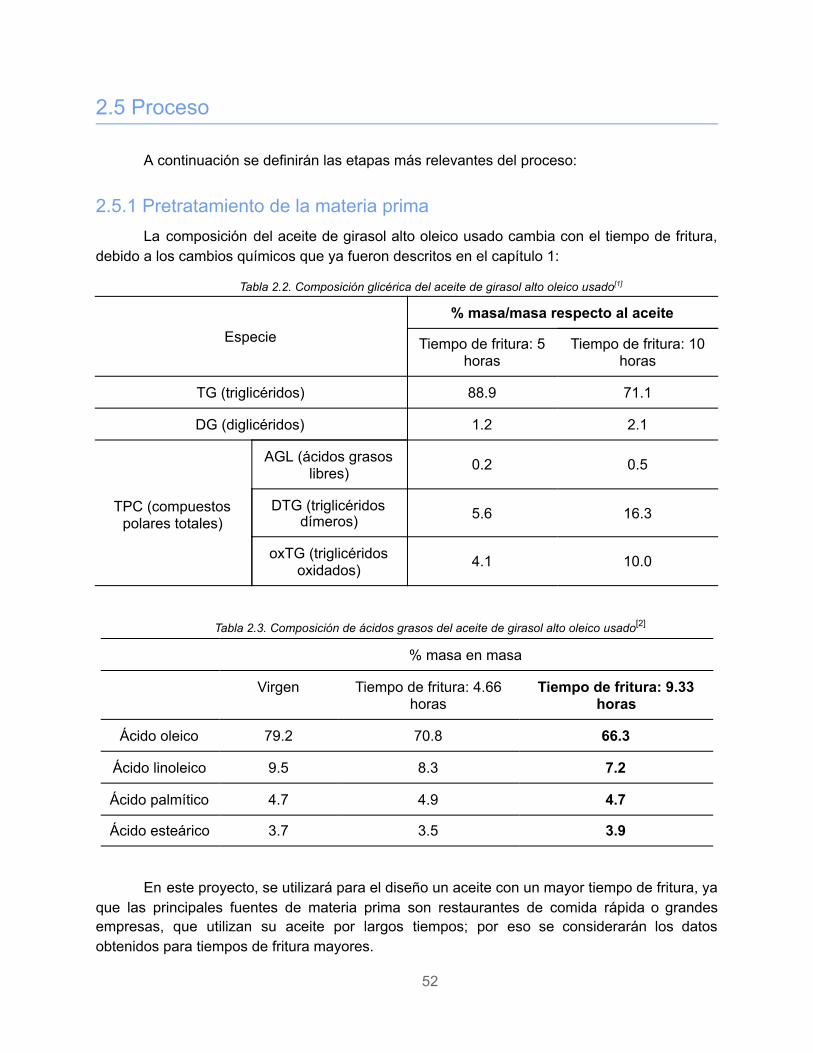
2.5 Proceso
A continuación se definirán las etapas más relevantes del proceso:
2.5.1 Pretratamiento de la materia prima La composición del aceite de girasol alto oleico usado cambia con el tiempo de fritura,
debido a los cambios químicos que ya fueron descritos en el capítulo 1:
Tabla 2.2. Composición glicérica del aceite de girasol alto oleico usado [1]
Tabla 2.3. Composición de ácidos grasos del aceite de girasol alto oleico usado [2]
En este proyecto, se utilizará para el diseño un aceite con un mayor tiempo de fritura, ya que las principales fuentes de materia prima son restaurantes de comida rápida o grandes empresas, que utilizan su aceite por largos tiempos; por eso se considerarán los datos obtenidos para tiempos de fritura mayores.
52
Especie % masa/masa respecto al aceite
Tiempo de fritura: 5 horas
Tiempo de fritura: 10 horas
TG (triglicéridos) 88.9 71.1
DG (diglicéridos) 1.2 2.1
TPC (compuestos polares totales)
AGL (ácidos grasos libres) 0.2 0.5
DTG (triglicéridos dímeros) 5.6 16.3
oxTG (triglicéridos oxidados) 4.1 10.0
% masa en masa
Virgen Tiempo de fritura: 4.66 horas
Tiempo de fritura: 9.33 horas
Ácido oleico 79.2 70.8 66.3
Ácido linoleico 9.5 8.3 7.2
Ácido palmítico 4.7 4.9 4.7
Ácido esteárico 3.7 3.5 3.9
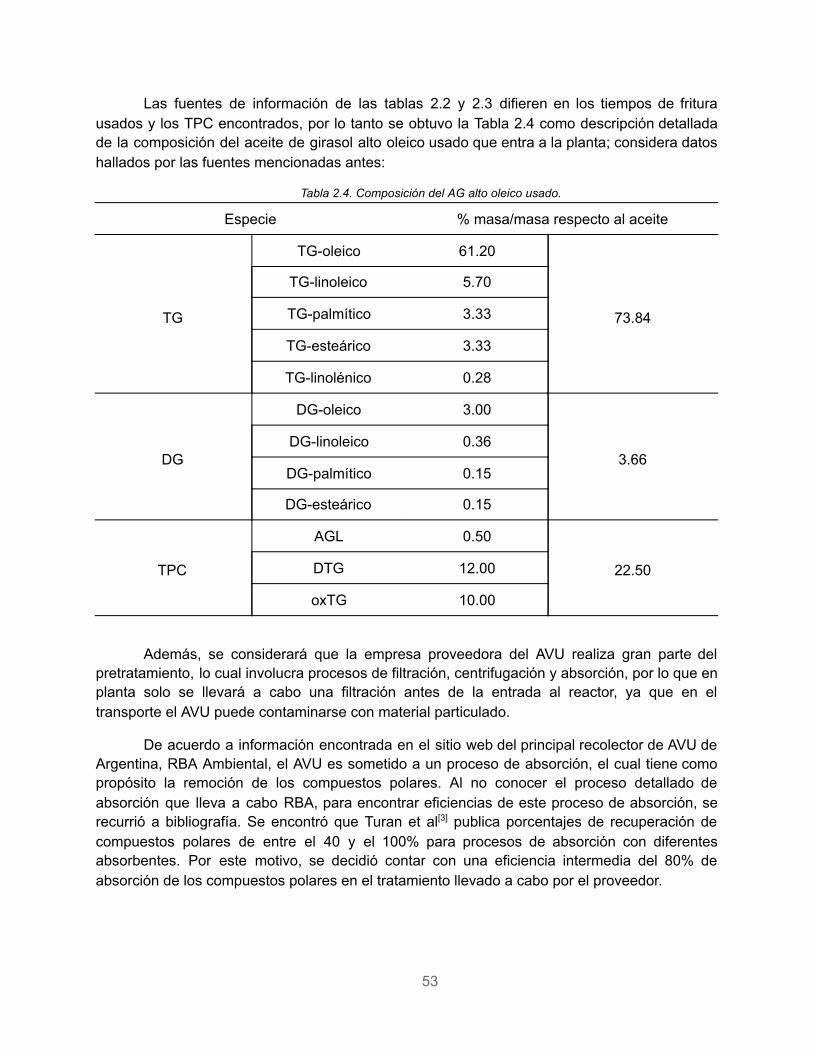
Las fuentes de información de las tablas 2.2 y 2.3 difieren en los tiempos de fritura usados y los TPC encontrados, por lo tanto se obtuvo la Tabla 2.4 como descripción detallada de la composición del aceite de girasol alto oleico usado que entra a la planta; considera datos hallados por las fuentes mencionadas antes:
Tabla 2.4. Composición del AG alto oleico usado.
Además, se considerará que la empresa proveedora del AVU realiza gran parte del pretratamiento, lo cual involucra procesos de filtración, centrifugación y absorción, por lo que en planta solo se llevará a cabo una filtración antes de la entrada al reactor, ya que en el transporte el AVU puede contaminarse con material particulado.
De acuerdo a información encontrada en el sitio web del principal recolector de AVU de Argentina, RBA Ambiental, el AVU es sometido a un proceso de absorción, el cual tiene como propósito la remoción de los compuestos polares. Al no conocer el proceso detallado de absorción que lleva a cabo RBA, para encontrar eficiencias de este proceso de absorción, se recurrió a bibliografía. Se encontró que Turan et al [3] publica porcentajes de recuperación de compuestos polares de entre el 40 y el 100% para procesos de absorción con diferentes absorbentes. Por este motivo, se decidió contar con una eficiencia intermedia del 80% de absorción de los compuestos polares en el tratamiento llevado a cabo por el proveedor.
53
Especie % masa/masa respecto al aceite
TG
TG-oleico 61.20
73.84
TG-linoleico 5.70
TG-palmítico 3.33
TG-esteárico 3.33
TG-linolénico 0.28
DG
DG-oleico 3.00
3.66 DG-linoleico 0.36
DG-palmítico 0.15
DG-esteárico 0.15
TPC
AGL 0.50
22.50 DTG 12.00
oxTG 10.00

Tabla 2.5. Composición del AVU que entra a la planta.
Por otro lado, en la filtración previa al proceso de hidrólisis, se utilizará un compuesto comercial como el DALSORB Ⓡ , que es ampliamente utilizado por industrias alimenticias para reutilizar su aceite, y permite remover hasta el 47% de los compuestos polares [4] . Su presentación es en polvo, y al mezclarlo con el aceite y filtrar forma una torta de filtrado que retiene los sólidos y los compuestos polares. Este paso se consideró necesario ya que:
- El contenido de compuestos polares es muy alto en este aceite, mayor al 5%, incluso luego de descontar el porcentaje removido por el proveedor, por lo que se consideró que remover un gran porcentaje de ellos en esta instancia no solo aportará a la pureza final del producto si no que simplificará las instancias de separación y purificación posteriores.
- El comportamiento de estos compuestos en la mezcla es difícil de predecir, ya que se componen de una amplia variedad de especies, cada una con propiedades diferentes.
- Al ser solubles en la fase oleosa (en su mayoría son triglicéridos dímeros y triglicéridos oxidados) y de difícil separación, mayormente saldrán de la planta en los ácidos grasos, los productos de mayor valor; lo que no resulta deseable.
- Al ser un compuesto que absorbe únicamente compuestos polares, esta filtración no afectará la eficiencia del proceso, es decir no generará ningún tipo de pérdidas de triglicéridos.
Los TPC remanentes serán considerados inertes.
Finalmente, se considerará que el 1% en masa del AVU que entra a la planta son sólidos que se removerán en esta etapa del proceso. Este es un porcentaje muy bajo, ya que el
54
Especie % masa/masa respecto al aceite
TG
TG-oleico 74.63
90.04
TG-linoleico 6.95
TG-palmítico 4.06
TG-esteárico 4.06
TG-linolénico 0.34
DG
DG-oleico 3.66
4.46 DG-linoleico 0.44
DG-palmítico 0.18
DG-esteárico 0.18
TPC 5.50
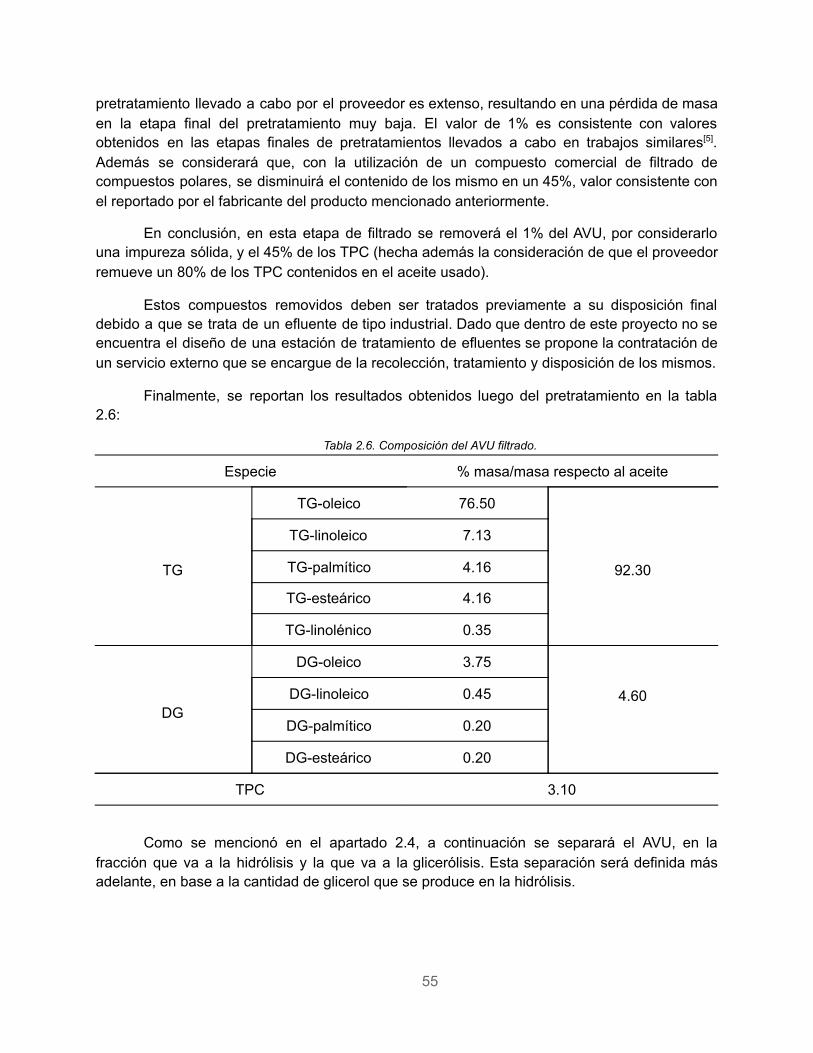
pretratamiento llevado a cabo por el proveedor es extenso, resultando en una pérdida de masa en la etapa final del pretratamiento muy baja. El valor de 1% es consistente con valores obtenidos en las etapas finales de pretratamientos llevados a cabo en trabajos similares [5] . Además se considerará que, con la utilización de un compuesto comercial de filtrado de compuestos polares, se disminuirá el contenido de los mismo en un 45%, valor consistente con el reportado por el fabricante del producto mencionado anteriormente.
En conclusión, en esta etapa de filtrado se removerá el 1% del AVU, por considerarlo una impureza sólida, y el 45% de los TPC (hecha además la consideración de que el proveedor remueve un 80% de los TPC contenidos en el aceite usado).
Estos compuestos removidos deben ser tratados previamente a su disposición final debido a que se trata de un efluente de tipo industrial. Dado que dentro de este proyecto no se encuentra el diseño de una estación de tratamiento de efluentes se propone la contratación de un servicio externo que se encargue de la recolección, tratamiento y disposición de los mismos.
Finalmente, se reportan los resultados obtenidos luego del pretratamiento en la tabla 2.6:
Tabla 2.6. Composición del AVU filtrado.
Como se mencionó en el apartado 2.4, a continuación se separará el AVU, en la fracción que va a la hidrólisis y la que va a la glicerólisis. Esta separación será definida más adelante, en base a la cantidad de glicerol que se produce en la hidrólisis.
55
Especie % masa/masa respecto al aceite
TG
TG-oleico 76.50
92.30
TG-linoleico 7.13
TG-palmítico 4.16
TG-esteárico 4.16
TG-linolénico 0.35
DG
DG-oleico 3.75
4.60 DG-linoleico 0.45
DG-palmítico 0.20
DG-esteárico 0.20
TPC 3.10

2.5.2 Hidrólisis De acuerdo a lo analizado en el capítulo 1, se decidió llevar a cabo una hidrólisis
catalizada por enzimas.
En el curso de esta reacción, la velocidad decrece a medida que avanza por el lecho: esto se debe a que la cantidad de sustrato va disminuyendo a medida que se mueve por el mismo. Al aumentar la concentración de glicerol en la fase acuosa y de ácidos grasos en la oleosa, consecuencia del aumento de la conversión, la velocidad de reacción decrece y la concentración se acerca a la del equilibrio; por lo que una conversión máxima requiere tiempos de residencia muy largos. Para optimizar este proceso, se deben seleccionar cuidadosamente las condiciones de operación, que serán analizadas a continuación.
A continuación se hace una descripción de la enzima a utilizar.
2.5.2.1 Candida Rugosa
Para la hidrólisis se decidió trabajar con la lipasa Candida Rugosa.
La lipasa activa obtenida de la levadura Candida cylindracea, ahora llamada Candida rugosa (CRL) se purificó inicialmente en 1965, al aislar esta levadura de los suelos, debido a su poderosa capacidad de producción de lipasa.
Años más tarde dos isoenzimas (enzimas con diferente secuencia de aminoácidos pero que catalizan la misma reacción), inicialmente llamadas LipA y LipB, se identificaron, purificaron y caracterizaron genéticamente. Hoy en día está bien establecido que al menos siete genes están involucrados en la maquinaria productora de C. rugosa, estando cinco de ellos (Lip1–Lip5) completamente caracterizados bioquímicamente. Hoy en día la nomenclatura LipA / LipB ha sido prácticamente abandonada, y una nueva basada en números es a menudo utilizada: Lip1, Lip2, Lip3, hasta Lip7. Todas las muestras comerciales de CRL están compuestas por una mezcla de varias isoenzimas en diferentes proporciones, y cada isoenzima muestra diferentes propiedades biocatalíticas [6] .
Esta lipasa cataliza la hidrólisis de varios aceites naturales para formar ácidos grasos y glicerol, así como la hidrólisis de grasa animal. La enzima es posicionalmente no específica y, al mismo tiempo, no tiene límites de especificidad de longitud de la cadena, es decir que hidrolizan los triglicéridos para la obtención de ácidos grasos sin importar el largo de la cadena carbonada del mismo y en cualquiera de las tres posiciones del glicerol, pudiendo aparecer los intermedios (1,3), (1,2) y (2,3) diglicéridos y monoglicéridos [7] . Presenta como ventaja frente a otras enzimas hidrolíticas su capacidad de actuar en la interfase que se forma entre el medio acuoso y el orgánico.
La estructura de la lipasa de Candida Rugosa revela una conformación con el centro activo protegido por una tapadera, que en la interfase se retira cambiando su conformación de lipasa cerrada a abierta dejando el centro activo accesible y permitiendo su unión con la interfase. La configuración cerrada protege al centro activo de la reacción de otros compuestos como inhibidores [8] .
56
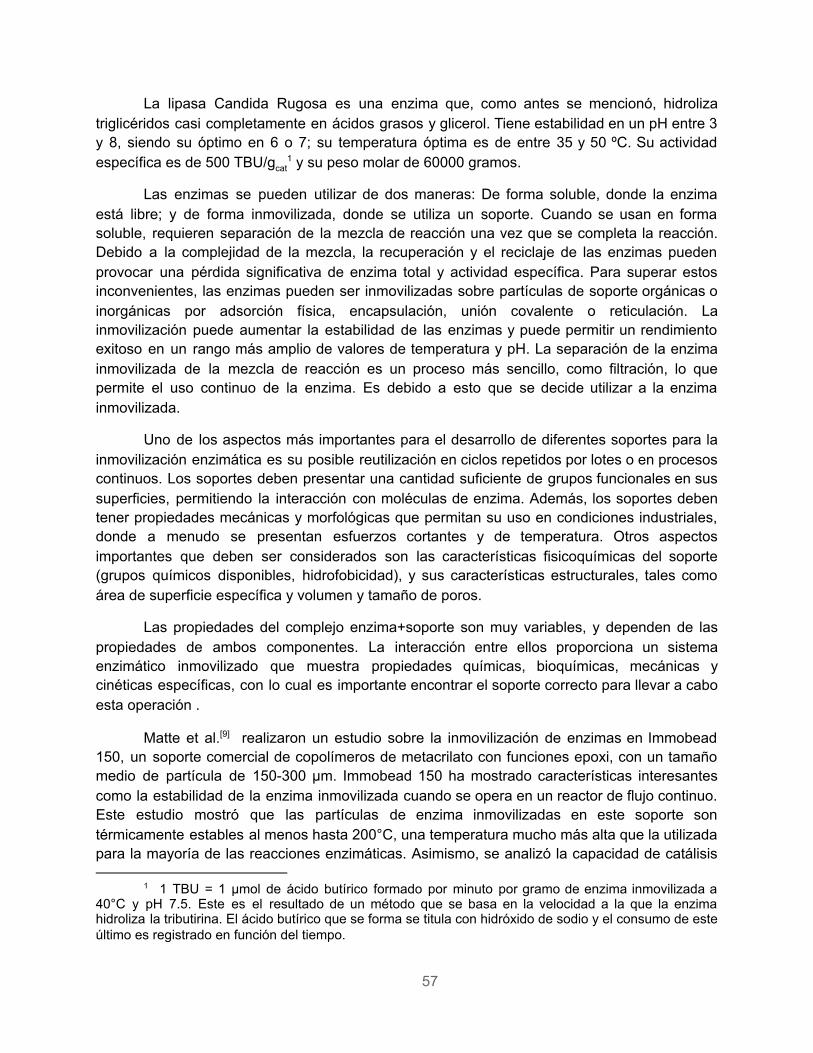
La lipasa Candida Rugosa es una enzima que, como antes se mencionó, hidroliza triglicéridos casi completamente en ácidos grasos y glicerol. Tiene estabilidad en un pH entre 3 y 8, siendo su óptimo en 6 o 7; su temperatura óptima es de entre 35 y 50 ºC. Su actividad específica es de 500 TBU/g cat
1 y su peso molar de 60000 gramos.
Las enzimas se pueden utilizar de dos maneras: De forma soluble, donde la enzima está libre; y de forma inmovilizada, donde se utiliza un soporte. Cuando se usan en forma soluble, requieren separación de la mezcla de reacción una vez que se completa la reacción. Debido a la complejidad de la mezcla, la recuperación y el reciclaje de las enzimas pueden provocar una pérdida significativa de enzima total y actividad específica. Para superar estos inconvenientes, las enzimas pueden ser inmovilizadas sobre partículas de soporte orgánicas o inorgánicas por adsorción física, encapsulación, unión covalente o reticulación. La inmovilización puede aumentar la estabilidad de las enzimas y puede permitir un rendimiento exitoso en un rango más amplio de valores de temperatura y pH. La separación de la enzima inmovilizada de la mezcla de reacción es un proceso más sencillo, como filtración, lo que permite el uso continuo de la enzima. Es debido a esto que se decide utilizar a la enzima inmovilizada.
Uno de los aspectos más importantes para el desarrollo de diferentes soportes para la inmovilización enzimática es su posible reutilización en ciclos repetidos por lotes o en procesos continuos. Los soportes deben presentar una cantidad suficiente de grupos funcionales en sus superficies, permitiendo la interacción con moléculas de enzima. Además, los soportes deben tener propiedades mecánicas y morfológicas que permitan su uso en condiciones industriales, donde a menudo se presentan esfuerzos cortantes y de temperatura. Otros aspectos importantes que deben ser considerados son las características fisicoquímicas del soporte (grupos químicos disponibles, hidrofobicidad), y sus características estructurales, tales como área de superficie específica y volumen y tamaño de poros.
Las propiedades del complejo enzima+soporte son muy variables, y dependen de las propiedades de ambos componentes. La interacción entre ellos proporciona un sistema enzimático inmovilizado que muestra propiedades químicas, bioquímicas, mecánicas y cinéticas específicas, con lo cual es importante encontrar el soporte correcto para llevar a cabo esta operación .
Matte et al. [9] realizaron un estudio sobre la inmovilización de enzimas en Immobead 150, un soporte comercial de copolímeros de metacrilato con funciones epoxi, con un tamaño medio de partícula de 150-300 μm. Immobead 150 ha mostrado características interesantes como la estabilidad de la enzima inmovilizada cuando se opera en un reactor de flujo continuo. Este estudio mostró que las partículas de enzima inmovilizadas en este soporte son térmicamente estables al menos hasta 200°C, una temperatura mucho más alta que la utilizada para la mayoría de las reacciones enzimáticas. Asimismo, se analizó la capacidad de catálisis
1 1 TBU = 1 μmol de ácido butírico formado por minuto por gramo de enzima inmovilizada a 40°C y pH 7.5. Este es el resultado de un método que se basa en la velocidad a la que la enzima hidroliza la tributirina. El ácido butírico que se forma se titula con hidróxido de sodio y el consumo de este último es registrado en función del tiempo.
57
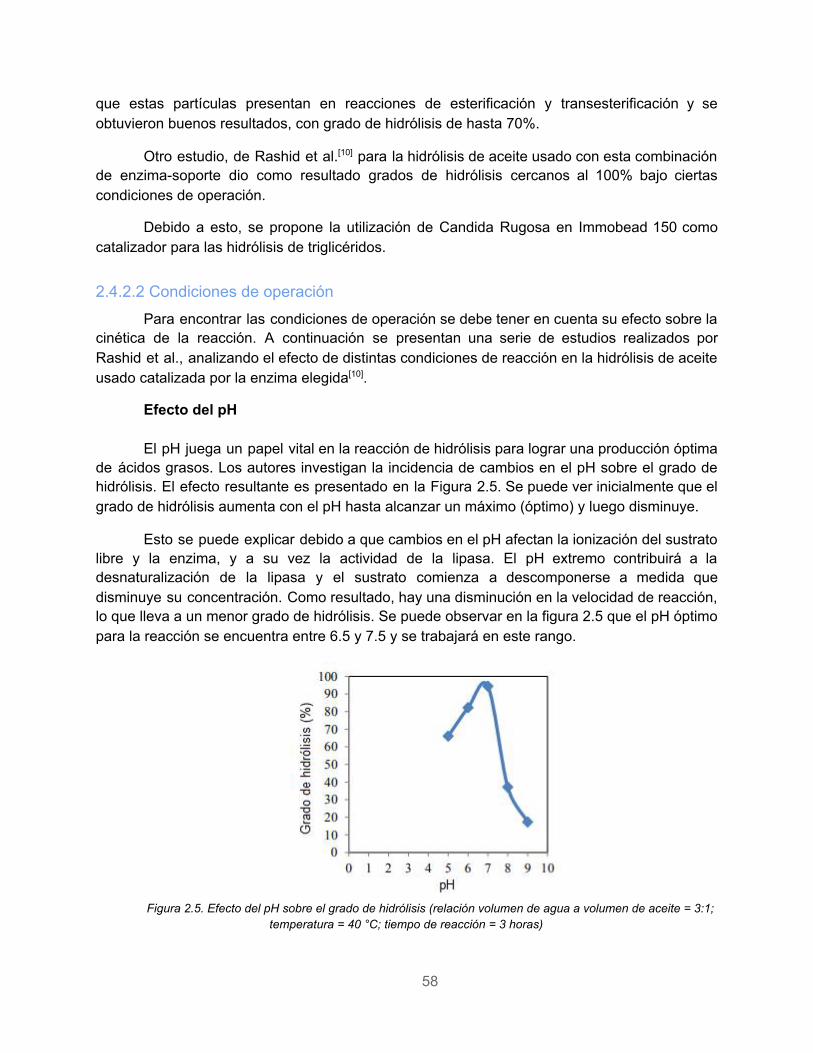
que estas partículas presentan en reacciones de esterificación y transesterificación y se obtuvieron buenos resultados, con grado de hidrólisis de hasta 70%.
Otro estudio, de Rashid et al. [10] para la hidrólisis de aceite usado con esta combinación de enzima-soporte dio como resultado grados de hidrólisis cercanos al 100% bajo ciertas condiciones de operación.
Debido a esto, se propone la utilización de Candida Rugosa en Immobead 150 como catalizador para las hidrólisis de triglicéridos.
2.4.2.2 Condiciones de operación Para encontrar las condiciones de operación se debe tener en cuenta su efecto sobre la
cinética de la reacción. A continuación se presentan una serie de estudios realizados por Rashid et al., analizando el efecto de distintas condiciones de reacción en la hidrólisis de aceite usado catalizada por la enzima elegida [10] .
Efecto del pH
El pH juega un papel vital en la reacción de hidrólisis para lograr una producción óptima de ácidos grasos. Los autores investigan la incidencia de cambios en el pH sobre el grado de hidrólisis. El efecto resultante es presentado en la Figura 2.5. Se puede ver inicialmente que el grado de hidrólisis aumenta con el pH hasta alcanzar un máximo (óptimo) y luego disminuye.
Esto se puede explicar debido a que cambios en el pH afectan la ionización del sustrato libre y la enzima, y a su vez la actividad de la lipasa. El pH extremo contribuirá a la desnaturalización de la lipasa y el sustrato comienza a descomponerse a medida que disminuye su concentración. Como resultado, hay una disminución en la velocidad de reacción, lo que lleva a un menor grado de hidrólisis. Se puede observar en la figura 2.5 que el pH óptimo para la reacción se encuentra entre 6.5 y 7.5 y se trabajará en este rango.
Figura 2.5. Efecto del pH sobre el grado de hidrólisis (relación volumen de agua a volumen de aceite = 3:1;
temperatura = 40 °C; tiempo de reacción = 3 horas)
58
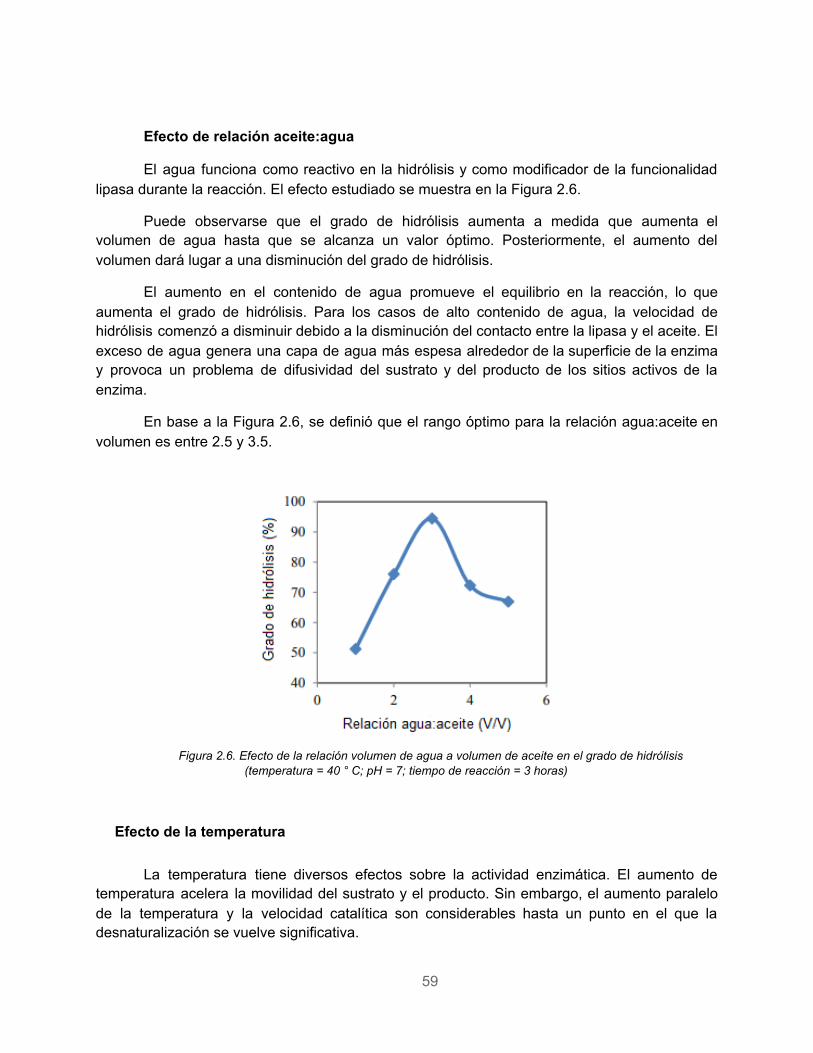
Efecto de relación aceite:agua El agua funciona como reactivo en la hidrólisis y como modificador de la funcionalidad
lipasa durante la reacción. El efecto estudiado se muestra en la Figura 2.6.
Puede observarse que el grado de hidrólisis aumenta a medida que aumenta el volumen de agua hasta que se alcanza un valor óptimo. Posteriormente, el aumento del volumen dará lugar a una disminución del grado de hidrólisis.
El aumento en el contenido de agua promueve el equilibrio en la reacción, lo que aumenta el grado de hidrólisis. Para los casos de alto contenido de agua, la velocidad de hidrólisis comenzó a disminuir debido a la disminución del contacto entre la lipasa y el aceite. El exceso de agua genera una capa de agua más espesa alrededor de la superficie de la enzima y provoca un problema de difusividad del sustrato y del producto de los sitios activos de la enzima.
En base a la Figura 2.6, se definió que el rango óptimo para la relación agua:aceite en volumen es entre 2.5 y 3.5.
Figura 2.6. Efecto de la relación volumen de agua a volumen de aceite en el grado de hidrólisis
(temperatura = 40 ° C; pH = 7; tiempo de reacción = 3 horas)
Efecto de la temperatura
La temperatura tiene diversos efectos sobre la actividad enzimática. El aumento de temperatura acelera la movilidad del sustrato y el producto. Sin embargo, el aumento paralelo de la temperatura y la velocidad catalítica son considerables hasta un punto en el que la desnaturalización se vuelve significativa.
59
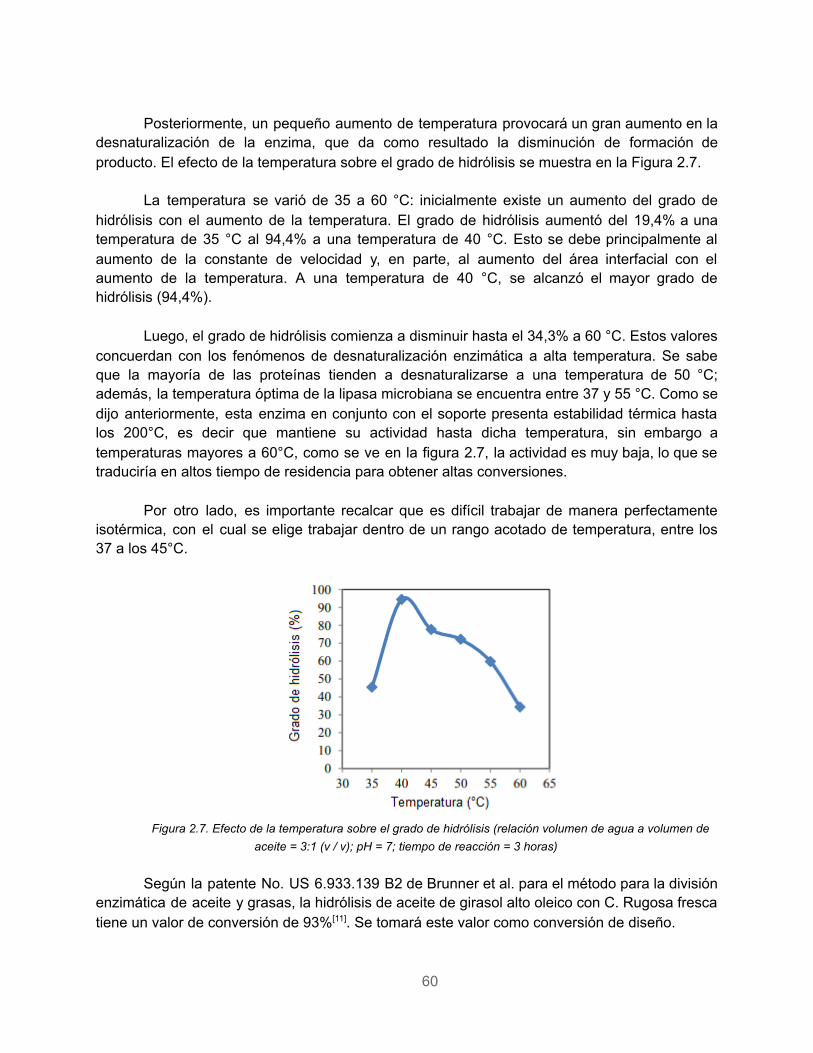
Posteriormente, un pequeño aumento de temperatura provocará un gran aumento en la
desnaturalización de la enzima, que da como resultado la disminución de formación de producto. El efecto de la temperatura sobre el grado de hidrólisis se muestra en la Figura 2.7.
La temperatura se varió de 35 a 60 °C: inicialmente existe un aumento del grado de
hidrólisis con el aumento de la temperatura. El grado de hidrólisis aumentó del 19,4% a una temperatura de 35 °C al 94,4% a una temperatura de 40 °C. Esto se debe principalmente al aumento de la constante de velocidad y, en parte, al aumento del área interfacial con el aumento de la temperatura. A una temperatura de 40 °C, se alcanzó el mayor grado de hidrólisis (94,4%).
Luego, el grado de hidrólisis comienza a disminuir hasta el 34,3% a 60 °C. Estos valores
concuerdan con los fenómenos de desnaturalización enzimática a alta temperatura. Se sabe que la mayoría de las proteínas tienden a desnaturalizarse a una temperatura de 50 °C; además, la temperatura óptima de la lipasa microbiana se encuentra entre 37 y 55 °C. Como se dijo anteriormente, esta enzima en conjunto con el soporte presenta estabilidad térmica hasta los 200°C, es decir que mantiene su actividad hasta dicha temperatura, sin embargo a temperaturas mayores a 60°C, como se ve en la figura 2.7, la actividad es muy baja, lo que se traduciría en altos tiempo de residencia para obtener altas conversiones.
Por otro lado, es importante recalcar que es difícil trabajar de manera perfectamente isotérmica, con el cual se elige trabajar dentro de un rango acotado de temperatura, entre los 37 a los 45°C.
Figura 2.7. Efecto de la temperatura sobre el grado de hidrólisis (relación volumen de agua a volumen de
aceite = 3:1 (v / v); pH = 7; tiempo de reacción = 3 horas)
Según la patente No. US 6.933.139 B2 de Brunner et al. para el método para la división enzimática de aceite y grasas, la hidrólisis de aceite de girasol alto oleico con C. Rugosa fresca tiene un valor de conversión de 93% [11] . Se tomará este valor como conversión de diseño.
60

Es importante mencionar que todo el análisis realizado anteriormente es para enzimas frescas, pero la actividad de las enzimas disminuye con el tiempo, lo que debe ser considerado en este proceso. Esto fue analizado en el trabajo de Brady et al [12] , que obtienen los siguientes resultados para hidrólisis de aceite utilizando un reactor de lecho fijo operado en cocorriente:
Figura 2.8. Ácidos grasos en función del tiempo para reactor de lecho fijo.
Se observa una disminución dramática en la producción de ácidos grasos a tiempos
altos, lo que indica que será necesario hacer la reposición de la enzima. Como en este capítulo solo se busca realizar cálculos preliminares, se considerará un 75% de eficiencia global para el reactor, mientras que el tiempo de recambio de la enzima se trabajará en próximos capítulos.
2.5.2.3 Reactor
Se decidió operar en un reactor continuo de lecho fijo (PBR).
Los reactores de lecho fijo son un tipo de reactor muy utilizado en la industria de procesos, principalmente como reactores catalíticos, con catalizadores sólidos granulares convencionales. La parte central de cualquier reactor de lecho fijo es el catalizador sólido donde tiene lugar la reacción, en este caso la enzima inmovilizada. Una gran variedad de estructuras catalíticas se aplican en la práctica. Una clase de estructura, utilizadas en lechos empaquetados al azar, consiste en pastillas de catalizador de diferentes formas. Una segunda clase comprende estructuras dispuestas regularmente como monolitos con canales de flujo de diferente forma [13] .
61

Figura 2.9. Reactor de lecho fijo adiabático (izquierda), reactor de lecho fijo multitubular (derecha).
La característica más importante de un PBR es que el material fluye a través del reactor
como un pistón. Idealmente, toda la corriente del sustrato fluye a la misma velocidad, paralela al eje del reactor sin mezcla inversa. Todo el material presente en cualquier sección transversal del reactor ha tenido un tiempo de residencia idéntico. La posición longitudinal dentro del PBR es, por lo tanto, proporcional al tiempo pasado dentro del reactor; todos los productos emergen con el mismo tiempo de residencia y todas las moléculas de sustrato tienen la misma oportunidad de reacción. La eficiencia de conversión de un PBR, con respecto a su longitud, se comporta de manera similar a la de un reactor por lotes bien agitado con respecto a su tiempo de reacción. Cualquier grado de reacción requerido puede lograrse mediante el uso de un PBR ideal de longitud adecuada [14] .
La elección de este reactor se basó en la posibilidad de poder operar de modo continuo,
con la enzima fija dentro del reactor, que evita la necesidad de un paso posterior de separación y recirculación de la misma, y las altas conversiones que se obtienen respecto a una reactor continuo agitado, como se explicó en el capítulo 1. El diseño del mismo se verá en capítulos posteriores.
62
2.5.3 Separación y purificación del glicerol En métodos tradicionales de producción de ácidos grasos a partir de aceites vegetales,
las presiones y temperaturas son de 50-55 bar y 250°C respectivamente. Este proceso resulta en una mezcla de ácidos grasos y un subproducto conocido como “agua dulce”, que contiene alrededor del 10% de glicerol en masa, mezclada con agua y otras impurezas del aceite. Para obtener glicerol de mayor pureza, se recurre a procesos de filtración y evaporación seguidos por destilación [15] .
En este proyecto se optó por realizar una hidrólisis enzimática, lo que a diferencia de métodos más tradicionales involucra presión atmosférica y temperaturas moderadas. De esta manera no ocurren reacciones secundarias que podrían ocurrir en condiciones más extremas de presión y temperatura, y que producen impurezas que dan olor y color tanto al glicerol como a los ácidos grasos. Además, la alta selectividad de las enzimas aportan a esta falta de reacciones secundarias.
2.5.3.1 Separador Flash En primer lugar, para reciclar el agua remanente al reactor de hidrólisis, como se
observa en el diagrama de bloques, se utilizará un separador flash, o destilación flash, que cuenta con un buen rendimiento, y separa una gran parte del agua.
La destilación flash es una operación unitaria que consiste en disminuir la presión de una corriente de líquido saturado, de manera que se vaporice parcialmente. Permite obtener una corriente de vapor, rica en el componente más volátil, y una corriente líquida, rica en el menos volátil. Es una de las operaciones unitarias más simples, ya que cuenta con una única etapa, y su costo es muy bajo comparado a otros equipos de separación.
2.5.3.2 Separador centrífugo Para la separación del glicerol de los ácidos grasos se utilizará un separador centrífugo.
El glicerol permanece mezclado con el agua en la fase acuosa, mientras que los ácidos grasos permanecen en fase oleosa. Los decantadores centrífugos son de amplia utilización a escala industrial, permiten separar estas dos fases, y cuentan con una eficiencia de alrededor del 90% [16] .
Un separador centrífugo se basa en el principio básico de la sedimentación. En una mezcla sólido-líquido, los sólidos pesados se acumulan en el suelo del depósito, ya que caen al fondo por la acción de la gravedad.
Sobre la base del principio del separador también pueden separarse entre sí líquidos con diferentes densidades como, por ejemplo, gotas de aceite en agua o gotas de agua en aceite.
Bajo el efecto sólo de la gravedad, la separación es lenta y no resulta eficiente en muchas aplicaciones industriales. Los separadores de disco aceleran el proceso notablemente, separando las fases haciendo uso de la fuerza centrífuga. De la superficie geométrica (área de
63

clarificación) y la aceleración centrífuga se desprende el área de clarificación equivalente, que representa una medida del rendimiento de un separador.
Las altas fuerzas G permiten que el separador alcance un alto rendimiento de separación. Si se compara con una centrífuga, un separador funciona con un número de revoluciones más alto y separa sólidos notablemente más finos (partículas de hasta alrededor de 5 µm) de un líquido.
Como ya fue mencionado, en este proceso se busca la utilización de este equipo para la separación principalmente de ácidos grasos y glicerol, para poder luego alimentar este último al reactor de glicerólisis.
2.5.3.3 Remoción de agua
Luego de la centrifugación, se deberá remover el agua presente en la corriente de glicerol, ya que el rendimiento de porcentaje de MG en la mezcla aumenta al disminuir el contenido de agua, como se muestra en la Figura 2.10. Esto es muy importante, ya que la presencia en exceso de agua en el reactor de glicerólisis puede resultar en una separación completa de fases, y disminuir de manera muy importante su rendimiento.
Figura 2.10. Curvas de % MG producido en función del tiempo para diferentes concentraciones de glicerol.
Para ello, se cuenta con diferentes alternativas:
- Evaporador, - Separador Flash, - Torre de destilación.
A priori, se considera que todos estos equipos son capaces de realizar la separación. En esta instancia, se seleccionó simular esta operación en UNISIM Design con un separador flash, seleccionado ya que es el más sencillo y de menor costo; obteniendo los resultados deseados. Sin embargo, es posible que al realizar el diseño preciso del reactor en futuros capítulos, sea necesario utilizar otro de los equipos mencionados si la cantidad de agua resulta excesiva para la alimentación correcta del reactor de glicerólisis.
64

A la hora de simular el sistema en UNISIM Design, se seleccionó el modelo NRTL. Se decidió utilizar un modelo de coeficientes de actividad, ya que son particularmente útiles en sistemas con compuestos polares no iónicos, que suelen tener desviaciones de la idealidad. Entre ellos, el modelo NRTL da buenos resultados al utilizar presiones bajas
2.5.4 Separación de los ácidos grasos Las alternativas de separación de ácidos grasos fueron brevemente presentadas en el
capítulo 1. La opción de destilación fraccional se descartó debido a la dificultad de separación del ácido esteárico del oleico [17] , ya que sus puntos de ebullición varían en 1°C. Industrialmente se suele utilizar el método Emersol o similares, que consiste en una cristalización por etapas usando metanol como solvente.
Figura 2.11. Diagrama de flujo representativo del proceso Emersol.
Este método, al igual que gran parte de los métodos de separación de mezclas de ácidos grasos saturados e insaturados, aprovecha su gran diferencia en puntos de fusión. Como se ve representado en la Figura 2.12, los ácidos grasos saturados presentan un mayor punto de fusión que los insaturados y por lo tanto, al disminuir la temperatura de la mezcla, serán los primeros en cristalizar, permitiendo la separación por filtración.
65

Figura 2.12. Gráfico Temperatura vs composición para mezclas de ácidos grasos
Otro método muy utilizado en los últimos años para la separación de mezclas de ácidos grasos es la de cristalización sin solvente . Presenta múltiples ventajas, ya que no requiere solventes adicionales y tiene altas eficiencias. Se eligió esta alternativa para el proceso planteado, ya que requiere una única etapa, y es más económica al no utilizar solvente.
El proceso de cristalización se puede dividir en dos pasos: Nucleación y crecimiento. La nucleación solo se alcanza cuando la mezcla está sobresaturada; lo cual se logra realizando modificaciones a la temperatura, eliminando solvente por evaporación o añadiendo reactivos [18] . En este caso, se logrará mediante variaciones en la temperatura.
La Figura 2.13, presentada por Dasgupta et al. representa estas variaciones de temperatura, y muestra las respuestas de la mezcla de ácidos grasos [19] . Se pueden observar tres picos endotérmicos y tres exotérmicos. El pico 1, presentado a la izquierda, se debe a la nucleación y cristalización de la fracción saturada de los ácidos grasos, mientras que los picos 2 y 3 se deben a este mismo fenómeno para las fracciones insaturadas. Los picos 1’, 2’, y 3’, presentados a la derecha, se deben a la fusión de las respectivas fracciones.
66

Figura 2.13. Entalpía vs. Temperatura para mezcla de ácidos grasos poliinsaturados del AG alto oleico (50°C a -40°C a 50°C), a 0.2 K/min
Se logra observar que para obtener la cristalización sin solvente de los ácidos grasos obtenidos del aceite de girasol alto oleico, se deberá enfriar la mezcla a una temperatura entre 10 y 3°C; con lo que se conseguirá que la fracción saturada cristalice y la insaturada permanezca líquida, permitiendo luego su filtración. Para procesos como como este, los autores encuentran el siguiente equilibrio:
Figura 2.14. Equilibrio líquido-sólido para ácido esteárico en mezcla de ácidos grasos de aceite de girasol alto oleico .
67
Se observa en esta figura un estado metaestable en concentraciones de ácido esteárico menores a 3%, donde la curva del pico 2 intersecta con la curva del pico 1. Los autores marcan a esta concentración como el límite que se podrá alcanzar; es decir que la fracción líquida rica en ácidos grasos insaturados no tendrá menos que 3% de ácido esteárico; mientras que la fracción sólida quedará libre de ácidos grasos insaturados, que no logran cristalizar a esa temperatura.
La cristalización siempre va acompañada de un proceso de filtración, donde se separa el líquido, rico en ácidos grasos insaturados, del sólido, cristal rico en ácidos grasos saturados.
68
2.5.5 Glicerólisis La reacción de glicerólisis se compone por: la formación de monoglicéridos y
diglicéridos a partir de la reacción de los triglicéridos con el glicerol y la reacción del diglicérido con una molécula de glicerol para dar lugar a dos moléculas de monoglicéridos.
G Gli G MG T + → D +
Reacción 1
G Gli 2 MG D + →
Reacción 2
Como se discutió en capítulos anteriores, también se opta por una vía enzimática. La enzima elegida es la Candida Antarctica B.
2.5.5.1 Candida Antarctica B La levadura basidiomiceteosa anamórfica Candida antarctica se aisló por primera vez
del sedimento del fondo del lago antártico Vanda, cubierto permanentemente con 3-5 m de hielo.
El nombre original dado a esta levadura fue Sporobolomyces antarcticus y desde entonces el organismo ha estado presente bajo distintos nombres. Sin embargo, debido a que en 1988 esta especie fue identificada como productora de lipasa, el nombre generalmente aceptado fue Candida antarctica, o bien, C. antarctica.
Goto et al. aislaron sólo una cepa de C. antarctica y descubrieron que crecía en el rango de temperatura 5-32°C, lo cual puede parecer sorprendente dado el origen de las muestras aisladas.
Según lo informado por Ishii et al. y Heldt-Hansenet al., pronto se descubrió que LF058 produce dos lipasas diferentes, la lipasa A, que es la lipasa identificada originalmente, y la lipasa B, que es termoestable y que tiene una capacidad única para formar e hidrolizar un variedad de ésteres estereoespecíficamente.
Sin embargo, LF058 produce sólo cantidades limitadas de dos lipasas, por lo que obtener componentes puros en grandes cantidades es bastante tedioso. Patkar y col. logró purificar las lipasas nativas A y B en cantidades suficientes para una caracterización detallada. Usando tributirina como sustrato en un sistema de ensayo, donde el pH se mantiene constante, Patkar et al. mostró que ambas lipasas tienen un pH óptimo alrededor del neutral, pero mantienen más de la mitad de la actividad a pH 7 en el rango de pH 5-10 [20] .
La lipasa C. antarctica B (CALB) exhibe un grado muy alto de especificidad de sustrato, con respecto tanto a la regio como a la enantioselectividad. Se ha utilizado ampliamente en la resolución de alcoholes racémicos, aminas y ácidos, y en la preparación de compuestos ópticamente activos a partir de sustratos meso. Los compuestos ópticamente puros resultantes
69

son muy difíciles de obtener por rutas alternativas y pueden ser de gran valor sintético. Del mismo modo, CALB se ha utilizado intensamente como un catalizador regio-selectivo en la acilación selectiva de diferentes carbohidratos [21] .
Como se mencionó en el capítulo anterior, se utilizará Novozym® 435, que es la lipasa CALB inmovilizada en un vehículo hidrófobo (resina acrílica).
2.5.5.2 Condiciones de operación
Para determinar las condiciones de operación se realiza un análisis de las variables principales del proceso. Se tomaron resultados de estudios realizados sobre glicerólisis de aceite de girasol utilizando la enzima Candida antarctica con t-butanol como solvente con el objeto de realizar un análisis cualitativo [22] .
Efecto de la temperatura
El incremento de temperatura favorece la producción de MG y DG debido a un aumento en la velocidad de reacción. A 30ºC se obtienen velocidades de reacción lentas mientras que a valores superiores se obtienen mayores conversiones en cortos tiempos de reacción. Yang et al [23] encontró que el aumento de temperatura tiene dos efectos principales: en primer lugar, puede reducir la viscosidad de la mezcla, mejorando la solubilidad mutua y, en consecuencia, el proceso de difusión de sustratos, favoreciendo la transferencia de materia y las interacciones entre partículas enzima-sustrato.
Figura 2.15. Efecto de la temperatura en glicerólisis de aceite de girasol en tert-butanol catalizada por Novozym 435. Condiciones experimentales: relación molar glicerol:aceite 4.5:1, relación másica solvente:aceite 2.2:1, velocidad de
agitación 700 rpm, tiempo de reacción 2 horas.
70
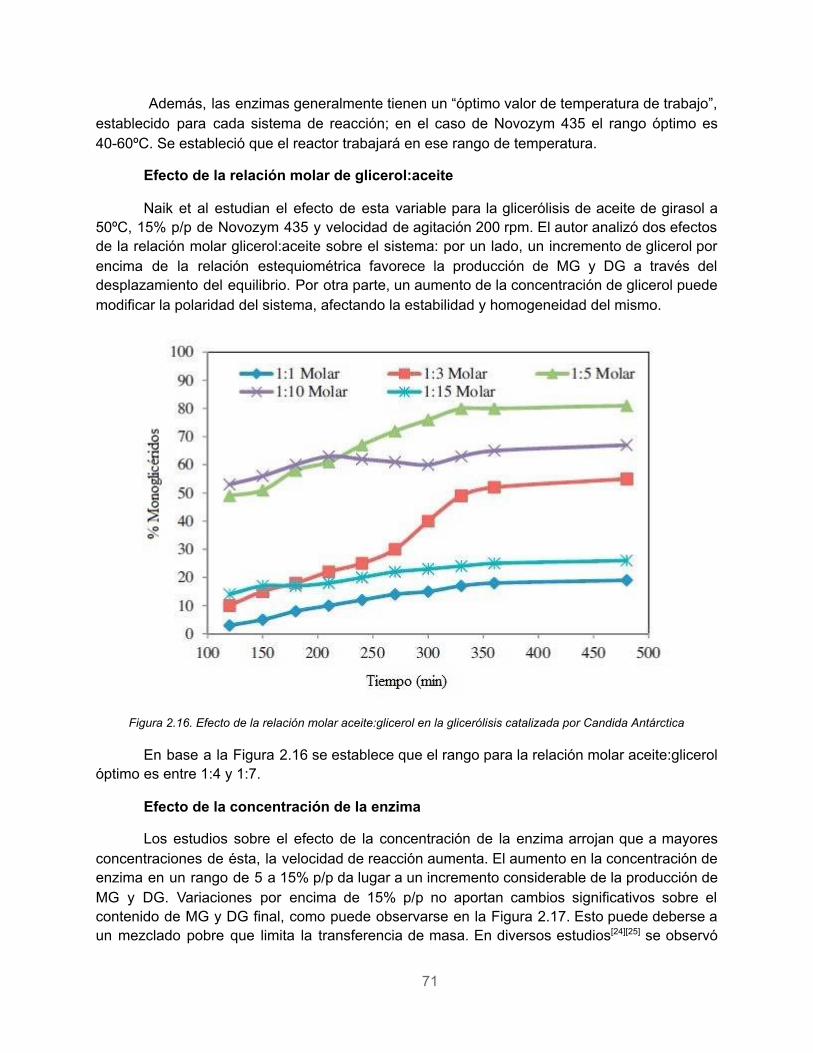
Además, las enzimas generalmente tienen un “óptimo valor de temperatura de trabajo”, establecido para cada sistema de reacción; en el caso de Novozym 435 el rango óptimo es 40-60ºC. Se estableció que el reactor trabajará en ese rango de temperatura.
Efecto de la relación molar de glicerol:aceite
Naik et al estudian el efecto de esta variable para la glicerólisis de aceite de girasol a 50ºC, 15% p/p de Novozym 435 y velocidad de agitación 200 rpm. El autor analizó dos efectos de la relación molar glicerol:aceite sobre el sistema: por un lado, un incremento de glicerol por encima de la relación estequiométrica favorece la producción de MG y DG a través del desplazamiento del equilibrio. Por otra parte, un aumento de la concentración de glicerol puede modificar la polaridad del sistema, afectando la estabilidad y homogeneidad del mismo.
Figura 2.16. Efecto de la relación molar aceite:glicerol en la glicerólisis catalizada por Candida Antárctica
En base a la Figura 2.16 se establece que el rango para la relación molar aceite:glicerol óptimo es entre 1:4 y 1:7.
Efecto de la concentración de la enzima
Los estudios sobre el efecto de la concentración de la enzima arrojan que a mayores concentraciones de ésta, la velocidad de reacción aumenta. El aumento en la concentración de enzima en un rango de 5 a 15% p/p da lugar a un incremento considerable de la producción de MG y DG. Variaciones por encima de 15% p/p no aportan cambios significativos sobre el contenido de MG y DG final, como puede observarse en la Figura 2.17. Esto puede deberse a un mezclado pobre que limita la transferencia de masa. En diversos estudios [24][25] se observó
71

que el aumento de la concentración de la enzima da lugar a la formación de agregados que provocan que el sitio activo de las enzimas no esté disponible para el sustrato.
Figura 2.17. Efecto de la concentración de enzima en la glicerólisis catalizada por Candida Antarctica. Condiciones experimentales: 50 ºC, relación molar glicerol:aceite 5:1, velocidad de agitación 200 rpm,
Efecto del solvente
Naik et al [26] . estudiaron el rendimiento de la glicerólisis, comparando diferentes solventes:
72

Figura 2.18. Efecto del solvente en la glicerólisis catalizada por Candida Antarctica. Condiciones experimentales: 50 ºC, relación molar glicerol:aceite 5:1, velocidad de agitación 200 rpm.
Se puede notar un considerable aumento en la conversión de monoglicéridos empleando tert-butanol como solvente. El solvente es un medio para mejorar la homogeneidad y estabilidad del sistema y reducir la viscosidad y las resistencias a la transferencia de materia. A su vez, el solvente provocará una reducción en la concentración de sustratos que dará lugar a una menor velocidad de reacción. El efecto de la cantidad de solvente agregado se muestra en la Figura 2.19 [27] .
Dado que el requisito de pureza de la mezcla a comercializar de MG y DG es que el contenido de MG se encuentre por encima del 40% p/p, se decide trabajar con una relación másica de solvente:aceite igual o superior a 1:1.
73
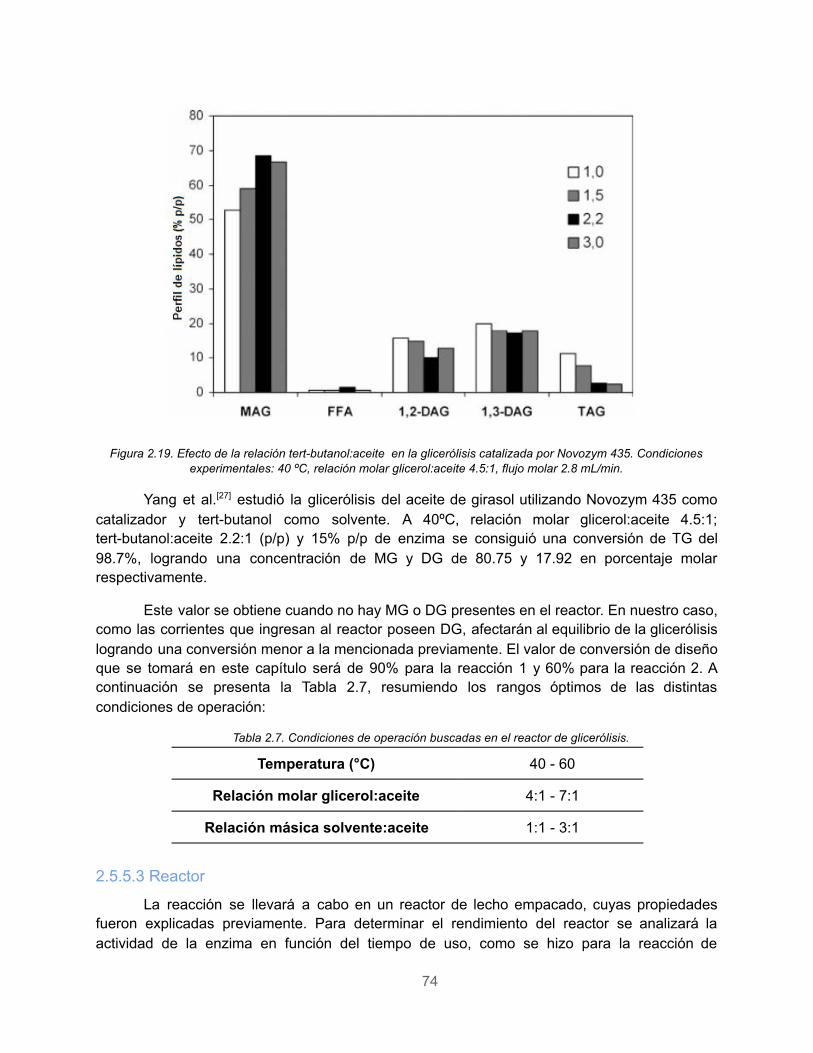
Figura 2.19. Efecto de la relación tert-butanol:aceite en la glicerólisis catalizada por Novozym 435. Condiciones experimentales: 40 ºC, relación molar glicerol:aceite 4.5:1, flujo molar 2.8 mL/min.
Yang et al. [27] estudió la glicerólisis del aceite de girasol utilizando Novozym 435 como catalizador y tert-butanol como solvente. A 40ºC, relación molar glicerol:aceite 4.5:1; tert-butanol:aceite 2.2:1 (p/p) y 15% p/p de enzima se consiguió una conversión de TG del 98.7%, logrando una concentración de MG y DG de 80.75 y 17.92 en porcentaje molar respectivamente.
Este valor se obtiene cuando no hay MG o DG presentes en el reactor. En nuestro caso, como las corrientes que ingresan al reactor poseen DG, afectarán al equilibrio de la glicerólisis logrando una conversión menor a la mencionada previamente. El valor de conversión de diseño que se tomará en este capítulo será de 90% para la reacción 1 y 60% para la reacción 2. A continuación se presenta la Tabla 2.7, resumiendo los rangos óptimos de las distintas condiciones de operación:
Tabla 2.7. Condiciones de operación buscadas en el reactor de glicerólisis.
2.5.5.3 Reactor
La reacción se llevará a cabo en un reactor de lecho empacado, cuyas propiedades fueron explicadas previamente. Para determinar el rendimiento del reactor se analizará la actividad de la enzima en función del tiempo de uso, como se hizo para la reacción de
74
Temperatura (°C) 40 - 60
Relación molar glicerol:aceite 4:1 - 7:1
Relación másica solvente:aceite 1:1 - 3:1

hidrólisis. Se estudió [27] la estabilidad de la enzima durante un período de 31 días. Los resultados pueden observarse en la Figura 2.20.
Figura 2.20. Estabilidad de la operación de la glicerólisis continua catalizada por Novozym 435. Condiciones experimentales: 40 ºC, relación molar glicerol:aceite 3.5:1, relación másica tert-butanol:aceite 2:1, tiempo de
residencia 40 minutos.
Puede notarse que a lo largo de la operación la estabilidad de la enzima fue constante. Los autores no detectaron signos de disminución en la actividad enzimática y debieron finalizar el experimento debido al gran consumo de reactivos. Determinaron que a partir del estudio puede esperarse una vida útil de unos pocos meses. Análogamente al reactor empleado para la hidrólisis, se considerará un rendimiento elevado para este reactor, siendo este igual a 95%.
75
2.5.6 Purificación de la mezcla de MG y DG Luego de realizar un proceso de glicerólisis, entre los productos obtenidos en la
corriente de salida se obtiene glicerol, agua, y restos de solvente, por lo que es conveniente realizar un proceso de purificación.
En primer lugar, se propone la utilización de un equipo que separe y recicle el solvente; y a continuación, un equipo para la recuperación del glicerol. A priori, se simuló en el software UNISIM Design a estas dos operaciones con destilaciones flash.
2.5.6.1 Separación del solvente Se encontró una muy buena separación del solvente con un separador flash colocado a
continuación del reactor de glicerólisis, lo que permite reciclar el solvente casi en su totalidad, permitiendo obtener la relación másica deseada (Tabla 2.7) con una baja cantidad de solvente.
2.5.6.2 Separación del glicerol Al simular la separación del glicerol de la mezcla de mono, di y triglicéridos con una
destilación flash, no se obtuvieron buenos resultados. Se encontró que se requerían temperaturas muy altas (mayores a 400°C) para obtener separación y la eficiencia no era buena, es decir que se perdía mucha cantidad de producto. Por este motivo, se decidió utilizar una torre de destilación, que permite tener muchas etapas de separación en equilibrio en un mismo equipo, aumentando su eficiencia.
La destilación es, en su forma más simple, la separación por vaporización de los componentes de una solución que resulta de una diferencia de volatilidad de los componentes.
El proceso de destilación es fundamental en la elaboración de numerosos productos industriales, y las columnas de destilación utilizadas constituyen, en general, un porcentaje significativo de la inversión que se realiza en plantas químicas y refinerías de todo el mundo. El costo de operación de las columnas de destilación es, a menudo, la parte más costosa de la mayoría de los procesos industriales en los que interviene. Por ello, el disponer de técnicas prácticas para modelar columnas de destilación más o menos realistas y el desarrollar sistemas de controles eficaces y fiables es muy importante, a fin de conseguir un funcionamiento eficaz y seguro de los sistemas de destilación industriales.
2.5.6.2.1 Tipos de columnas destilación
Hay varios tipos de columnas de destilación, cada una diseñada para un determinado tipo de separación. Una manera posible de clasificar las columnas de destilación es a partir de su operación:
● Columnas batch ● Columnas continuas
76
La elección de uno u otro tipo de destilación depende de la clase de industria y de la cantidad a procesar. En este caso se va a trabajar con destilación en columna continua.
Este tipo de columna recibe un flujo de alimentación continuo, no ocurren interrupciones a menos que se presenten problemas con la columna o en los alrededores de las unidades de proceso, son capaces de manejar grandes cantidades de materia prima y son las más comunes de los dos tipos.
Además, pueden subclasificarse de acuerdo a:
a) La naturaleza del flujo de alimentación que se está procesando:
● Columnas binarias: el flujo de alimentación contiene solo dos componentes. ● Columna multicomponente: el flujo de alimentación contiene más de dos
componentes.
b) Los dispositivos internos:
● Columna de platos: donde platos de varios diseños son usados para manejar el líquido, de manera que se provee un mejor contacto líquido-vapor, y por tanto una mejor separación.
● Columna rellena o empacada: donde en lugar de platos, se usan rellenos para acentuar el contacto líquido-vapor [28] .
Comparando una columna rellena con una columna de platos se encuentra que la primera tiene mayor eficiencia debido a que el funcionamiento del relleno establece una gran superficie de contacto entre el gas y el líquido, favoreciendo el íntimo contacto entre las fases, además tiene una caída de presión del gas menor por unidad de altura, ya que operan con menor burbujeo de gas en el líquido y presentan menos problemas a la corrosión. Como desventajas se encuentra que los empaques dificultan la limpieza y que los costos iniciales en el diseño de las torres empacadas son mayores, aunque con el tiempo se reduce el costo [29] .
En el presente trabajo se diseñará una columna multicomponente y del tipo columna rellena debido a las ventajas presentadas.
Las torres empaquetadas o rellenas generalmente vienen en dos diseños, empaquetamiento aleatorio y estructurado:
● Las torres empaquetadas al azar se construyen utilizando una variedad de materiales, ya sean metálicos, cerámicos o plásticos. Estos materiales proporcionan la superficie para el proceso de destilación. El anillo Raschig fue el primer material de empaque, pero las formas más nuevas proporcionan una baja caída de presión y una gran superficie por unidad de volumen [30] .
● Las torres de empaquetadura estructuradas se basan en un sistema de estructura, el cual consiste en una serie de láminas corrugadas apiladas a dos redes de apoyo. Su geometría hace que este tipo de rellenos no provoque problemas debido a la disposición aleatoria de los elementos. Las operaciones que requieren alta demanda de energía, como lo es la destilación, se benefician con este tipo de rellenos logrando un
77
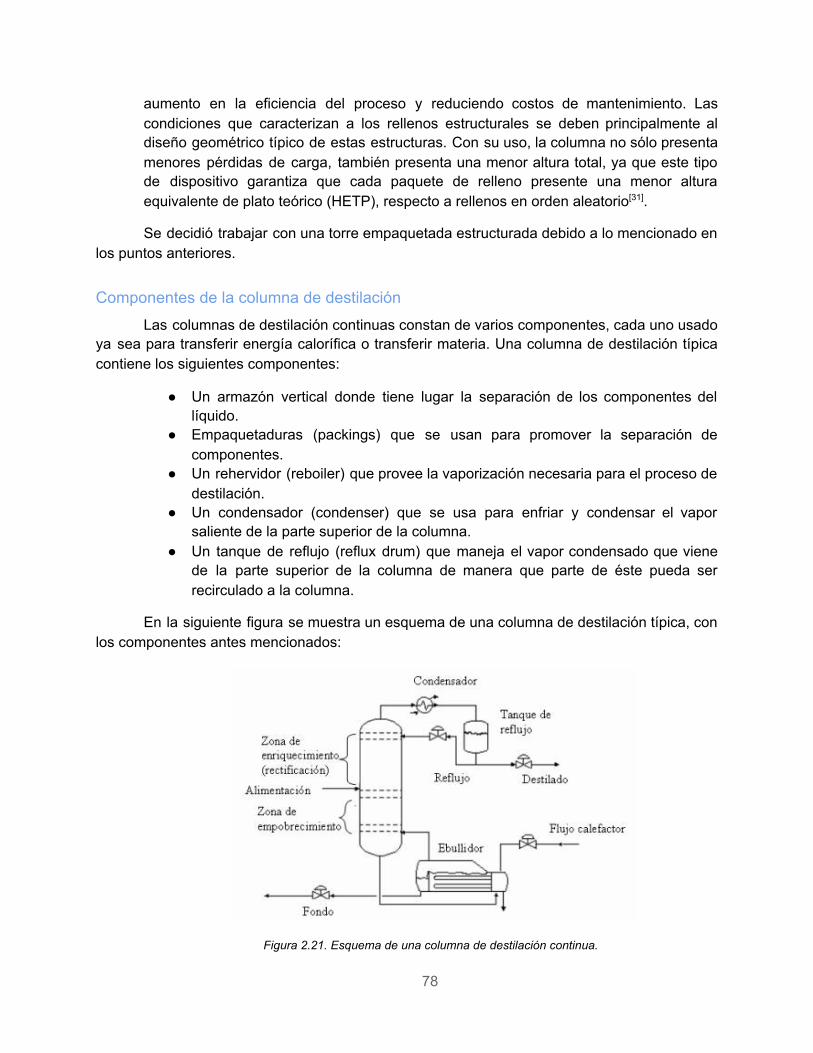
aumento en la eficiencia del proceso y reduciendo costos de mantenimiento. Las condiciones que caracterizan a los rellenos estructurales se deben principalmente al diseño geométrico típico de estas estructuras. Con su uso, la columna no sólo presenta menores pérdidas de carga, también presenta una menor altura total, ya que este tipo de dispositivo garantiza que cada paquete de relleno presente una menor altura equivalente de plato teórico (HETP), respecto a rellenos en orden aleatorio [31] .
Se decidió trabajar con una torre empaquetada estructurada debido a lo mencionado en los puntos anteriores.
Componentes de la columna de destilación Las columnas de destilación continuas constan de varios componentes, cada uno usado
ya sea para transferir energía calorífica o transferir materia. Una columna de destilación típica contiene los siguientes componentes:
● Un armazón vertical donde tiene lugar la separación de los componentes del líquido.
● Empaquetaduras (packings) que se usan para promover la separación de componentes.
● Un rehervidor (reboiler) que provee la vaporización necesaria para el proceso de destilación.
● Un condensador (condenser) que se usa para enfriar y condensar el vapor saliente de la parte superior de la columna.
● Un tanque de reflujo (reflux drum) que maneja el vapor condensado que viene de la parte superior de la columna de manera que parte de éste pueda ser recirculado a la columna.
En la siguiente figura se muestra un esquema de una columna de destilación típica, con los componentes antes mencionados:
Figura 2.21. Esquema de una columna de destilación continua.
78
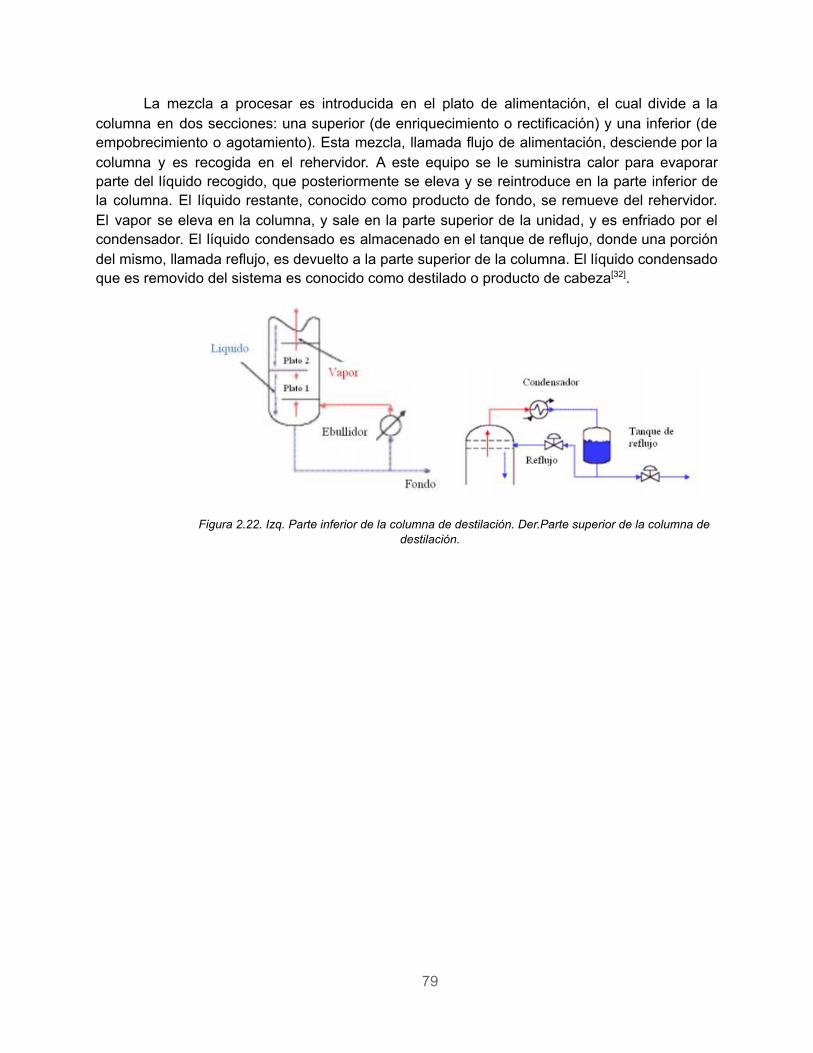
La mezcla a procesar es introducida en el plato de alimentación, el cual divide a la columna en dos secciones: una superior (de enriquecimiento o rectificación) y una inferior (de empobrecimiento o agotamiento). Esta mezcla, llamada flujo de alimentación, desciende por la columna y es recogida en el rehervidor. A este equipo se le suministra calor para evaporar parte del líquido recogido, que posteriormente se eleva y se reintroduce en la parte inferior de la columna. El líquido restante, conocido como producto de fondo, se remueve del rehervidor. El vapor se eleva en la columna, y sale en la parte superior de la unidad, y es enfriado por el condensador. El líquido condensado es almacenado en el tanque de reflujo, donde una porción del mismo, llamada reflujo, es devuelto a la parte superior de la columna. El líquido condensado que es removido del sistema es conocido como destilado o producto de cabeza [32] .
Figura 2.22. Izq. Parte inferior de la columna de destilación. Der.Parte superior de la columna de destilación.
79

2.6 Balances de masa Un balance general de materia para un sistema dado se puede escribir como:
{F lujo de entrada} − {F lujo de salida} = {Acumulación } − {Generación por reacción}
Este balance se particulariza para cada uno de los procesos detallados previamente y representados en el diagrama de flujo, obteniendo de esta manera las composiciones de todas las corrientes mostradas. Todos los balances se realizarán en estado estacionario, por lo que el término de acumulación no será considerado.
A continuación, se detallará qué consideraciones de conversión y rendimiento se hicieron en cada etapa, y finalmente se presentarán tablas con las composiciones de las corrientes de entrada y salida de la planta, así como para las corrientes intermedias principales.
2.6.1 Filtrado El flujo de entrada a esta etapa es de 3.75 ton/h y, como se explicó en el apartado 2.4.1,
se considera que en la filtración se pierde el 1% en masa del AVU que entra a la planta gracias a la filtración de sólidos, además de la pérdida de masa debido a la eliminación del 45% de los compuestos polares.
Es importante notar que para el cálculo se consideró que los triglicéridos y los diglicéridos estaban compuestos por el mismo ácido graso, para simplificar el cálculo de la masa molar. Además, se consideró 100% la eficiencia del separador de las corrientes 3 y 4.
2.6.2 Hidrólisis Para que se lleve a cabo la reacción de esta etapa es necesario incorporar agua como
reactivo. Como se analizó anteriormente, la proporción buscada es entre 2.5:1 y 3.5:1 en volumen agua:aceite.
Al realizar la hidrólisis, se consideró una conversión del 93% tanto para triglicéridos como diglicéridos. Como este valor se encuentra para enzima fresca, se planteó un rendimiento del reactor igual a 75% considerando los efectos de la pérdida de actividad enzimática en el tiempo.
Además, se estableció que del total de aceite que ingresa a la planta, el 85% se utilizará en la hidrólisis y el 15% en la glicerólisis. Estas fracciones se definieron, como se mencionó anteriormente, mediante un proceso iterativo, hasta encontrar valores que permitieran cumplir con los parámetros de relación aceite:agua (en la hidrólisis) y aceite:solvente y aceite:glicerol (en la glicerólisis).
80

2.6.3 Separación de agua Esta separación fue simulada con el UNISIM Design como una destilación flash, es
decir que no se le asignó un valor de rendimiento. Se logró reciclar el 100% del agua remanente.
2.6.4 Separación de glicerol Se considerará una eficiencia de 90% para la centrífuga.
2.6.5 Cristalización Se consideró que el 97% de ácidos grasos esteárico y palmítico cristaliza. El 3%
restante permanece en la fase líquida junto a los ácidos grasos insaturados.
2.6.6 Purificación de glicerol
Se simuló mediante un simulador flash en UNISIM Design.
2.6.7 Glicerólisis
Para esta reacción se tuvieron en cuenta dos reacciones en cadena. La conversión de triglicéridos lograda en la reacción 1 se definió como 90% mientras que en la reacción 2 se definió una conversión del 60%.
Respecto al reactor, considerando la estabilidad de la enzima y su actividad a lo largo del tiempo, se estableció un rendimiento del 95%.
2.6.8 Separación de solvente y del glicerol
Como se mencionó anteriormente, se simula el separador de solvente mediante una destilación flash, y la separación del glicerol mediante una torre de destilación. El reciclo de solvente no es total, se recicla el 95% del t-butanol total. En futuros capítulos, con el diseño completo del reactor, se buscará optimizar aún más este valor. El reciclo de glicerol es completo.
Al simular estos equipos con los correspondientes reciclos es que se encuentran las relaciones buscadas, especificadas en la Tabla 2.7.
81

A continuación se detallan las corrientes involucradas en el proceso con su composición:
Tabla 2.8. Composición de las corrientes de entrada a la planta
82
Especie Caudal másico (kg/h)
Corriente 1 Corriente 5 Corriente 15
Agua - 170 -
TG
TG-oleico 2764.7 - -
TG-linoleico 257.3 - -
TG-palmítico 150.5 - -
TG-esteárico 150.5 - -
TG-linolénico 12.6 - -
DG
DG-oleico 135.5 - -
DG-linoleico 16.3 - -
DG-palmítico 6.8 - -
DG-esteárico 6.8 - -
TPC 211.5 - -
Tert-butanol - - 120
Sólidos 37.5 - -
Caudal Total 3750 170 120
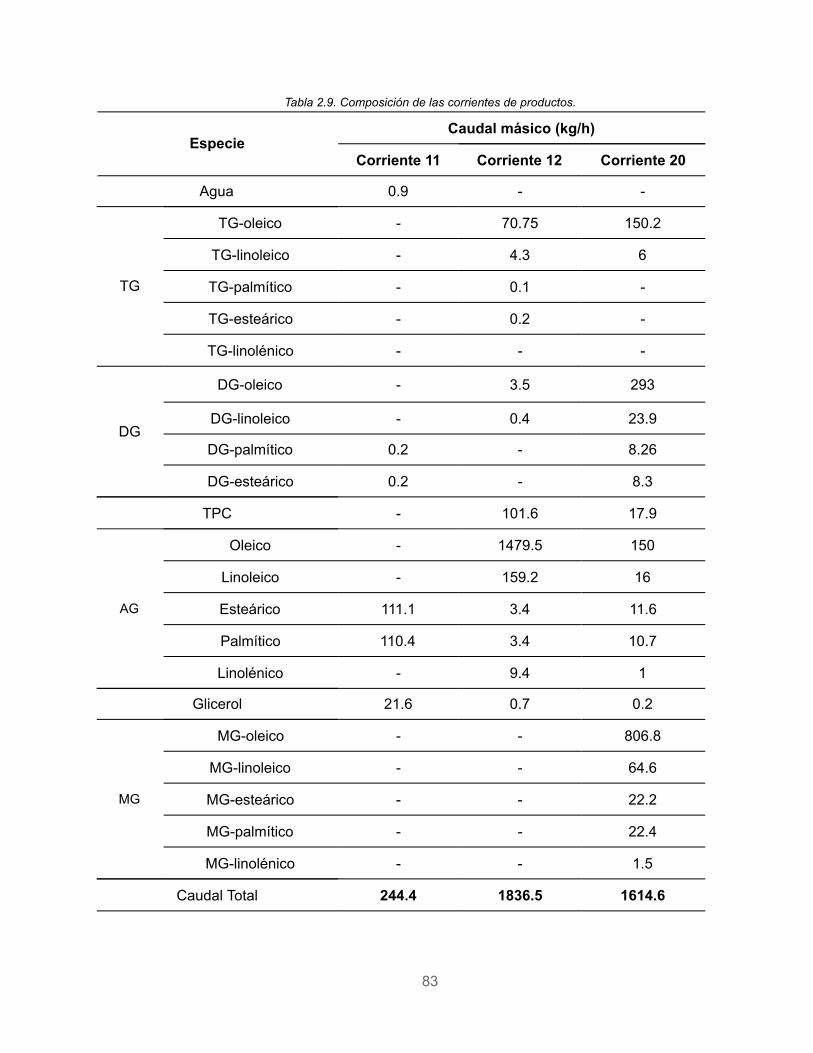
Tabla 2.9. Composición de las corrientes de productos.
83
Especie Caudal másico (kg/h)
Corriente 11 Corriente 12 Corriente 20
Agua 0.9 - -
TG
TG-oleico - 70.75 150.2
TG-linoleico - 4.3 6
TG-palmítico - 0.1 -
TG-esteárico - 0.2 -
TG-linolénico - - -
DG
DG-oleico - 3.5 293
DG-linoleico - 0.4 23.9
DG-palmítico 0.2 - 8.26
DG-esteárico 0.2 - 8.3
TPC - 101.6 17.9
AG
Oleico - 1479.5 150
Linoleico - 159.2 16
Esteárico 111.1 3.4 11.6
Palmítico 110.4 3.4 10.7
Linolénico - 9.4 1
Glicerol 21.6 0.7 0.2
MG
MG-oleico - - 806.8
MG-linoleico - - 64.6
MG-esteárico - - 22.2
MG-palmítico - - 22.4
MG-linolénico - - 1.5
Caudal Total 244.4 1836.5 1614.6

Tabla 2.10. Composición de las corrientes de efluentes.
84
Especie Caudal másico (kg/h)
Corriente 13 Corriente 21 Corriente 22
Agua 39.3 - -
TG
TG-oleico 3.2 - 0.1
TG-linoleico 0.2 - 0.3
TG-palmítico - - 0.2
TG-esteárico - - 0.2
TG-linolénico - - -
DG
DG-oleico 0.15 - -
DG-linoleico - - -
DG-palmítico - - -
DG-esteárico - - -
DG-linolénico - - -
TPC - 91.9 -
AG
Oleico 0.8 - 13.5
Linoleico - - 1.7
Esteárico - - 1
Palmítico - - 2.2
Linolénico - - -
Glicerina 1 - 26.7
Tert-butanol - - 120
MG
MG-oleico - - 0.7
MG-linoleico - - 3.2
MG-esteárico - - -
MG-palmítico - - 0.02
MG-linolénico - - 0.5
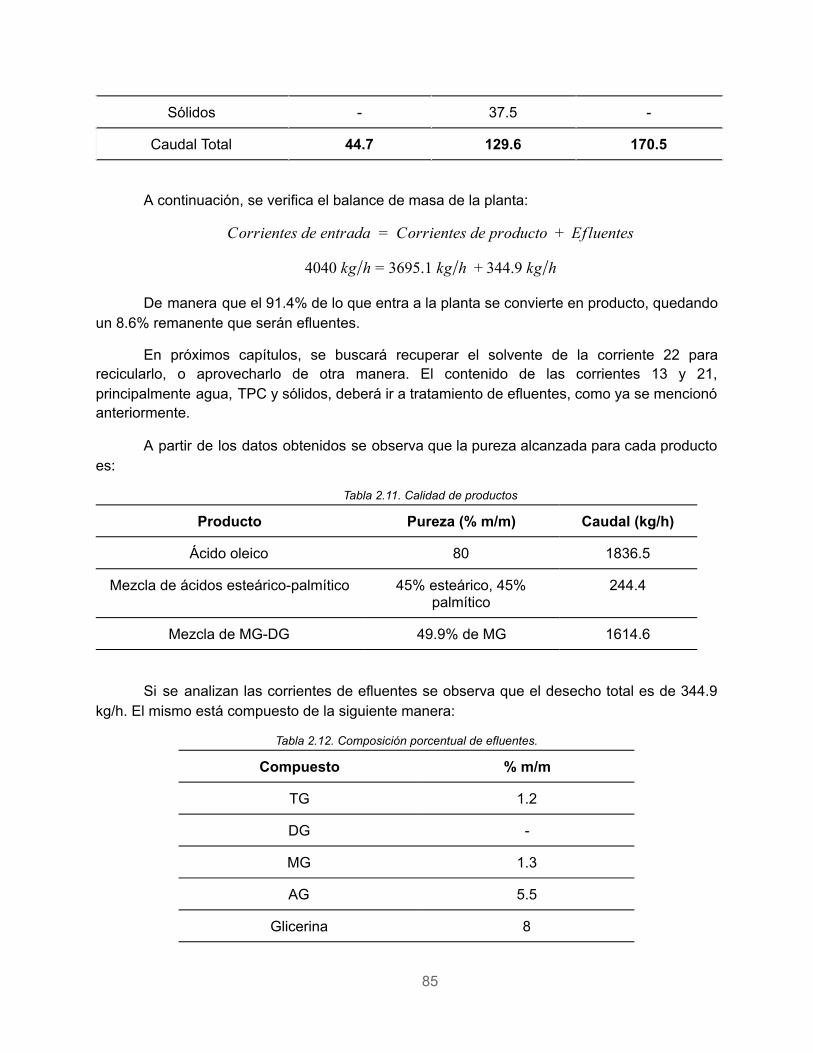
A continuación, se verifica el balance de masa de la planta:
orrientes de entrada Corrientes de producto Efluentes C = +
040 kg h 695.1 kg h 44.9 kg h 4 / = 3 / + 3 /
De manera que el 91.4% de lo que entra a la planta se convierte en producto, quedando un 8.6% remanente que serán efluentes.
En próximos capítulos, se buscará recuperar el solvente de la corriente 22 para recicularlo, o aprovecharlo de otra manera. El contenido de las corrientes 13 y 21, principalmente agua, TPC y sólidos, deberá ir a tratamiento de efluentes, como ya se mencionó anteriormente.
A partir de los datos obtenidos se observa que la pureza alcanzada para cada producto es:
Tabla 2.11. Calidad de productos
Si se analizan las corrientes de efluentes se observa que el desecho total es de 344.9 kg/h. El mismo está compuesto de la siguiente manera:
Tabla 2.12. Composición porcentual de efluentes.
85
Sólidos - 37.5 -
Caudal Total 44.7 129.6 170.5
Producto Pureza (% m/m) Caudal (kg/h)
Ácido oleico 80 1836.5
Mezcla de ácidos esteárico-palmítico 45% esteárico, 45% palmítico
244.4
Mezcla de MG-DG 49.9% de MG 1614.6
Compuesto % m/m
TG 1.2
DG -
MG 1.3
AG 5.5
Glicerina 8

Por último, se verifica que las relaciones encontradas entren dentro del rango propuesto:
Tabla 2.13. Valores encontrados para las relaciones en reactores.
De esta manera, se cumplen todas las especificaciones propuestas.
86
Agua 11.4
Tert-butanol 34.8
TPC 26.7
Sólidos 10.9
Relación volumétrica agua:aceite 2.54:1
Relación molar glicerol:aceite 6.5:1
Relación másica t-butanol:aceite 2.3:1

2.7 Bibliografía 1. Dobarganes, M. C., Marquez-Ruiz, G., & Perez-Camino, M. C. (1993). Thermal stability
and frying performance of genetically modified sunflower seed (Helianthus annuus L.) oils. Journal of Agricultural and Food Chemistry, 41(4), 678–681. (Dobarganes et al. 1993)
2. Aladedunye, F., & Przybylski, R. (2013). Frying stability of high oleic sunflower oils as affected by composition of tocopherol isomers and linoleic acid content. Food Chemistry, 141(3), 2373–2378.(Aladedunye and Przybylski 2013)
3. Turan, S., & Yalcuk, A. (2013). Regeneration of Used Frying Oil. Journal of the American Oil Chemists’ Society, 90(11), 1761–1771.
4. Miller, M. R. (2012). Report from the Biennial Scientific Meeting of the Australasian Section of the American Oil Chemists Society (AAOCS). Held in Adelaide, November 2011. Nutrients, 4(5), 372–398.
5. Gonzalez, C. (2014). Diseño de una planta de fabricación de jabón a partir de aceites vegetales usados. Universidad de Almería. España.
6. Dominguez, P., Sanchez-Montero, J. M., Sinisterra, J. V., Alcantara, A. R. (2005). Understanding Candida rugosa lipases: An overview. Biotransformations Group, Organic and Pharmaceutical Chemistry Department, Faculty of Pharmacy, Complutense University, Pza. Madrid, Spain.
7. Fadiloglu, S. & Söylemez, Z. (1997). Kinetics of lipase-catalyzed hydrolysis of olive oil. Department of Food Engineering, Gaziantep University. Turkey. Food Research International, Vol. 30, No. 314, pp. 171-175.
8. Gonzalez G, S. (2017). Estudio y preparación de biocatalizadores basados en lipasa inmovilizada en diferentes soportes. Aplicación en la obtención de biodiesel. Escuela técnica superior de ingenieros industriales. Universidad politécnica de Madrid. Madrid, España.
9. Matte, C. R., Bordinhão, C., Poppe, J. K, Benvenutti, E. V., Costa, T. M. H., Rodrigues, R. C., Hertz, P. F. & Ayub, M. A. Z. (2017). Physical-Chemical Properties of the Support Immobead 150 Before and After the Immobilization Process of Lipase. J. Braz. Chem. Soc., Vol. 28, No. 8, 1430-1439, 2017.
10. Rashid, R., Zaharudina, N. A. & Idris, A. (2014). Enzymatic Hydrolysis of Used-Frying Oil Using Candida Rugosa Lipase in Solvent-Free System . Department of Bioprocess Engineering, Faculty of Chemical Engineering, Universiti Teknologi Malaysia, Johor, Malaysia. Jurnal Teknologi (Sciences & Engineering) 67:2 (2014), 75–80.
11. Brunner, K., Frische, R. & Kilian, D. (2005). Method for enzymatic splitting of oils and fats. Patent No.: US 6 933 139 B2. Oficina de Patentes y Marcas de Estados Unidos.
12. Brady, C., Metcalfe, L., Slaboszewski, D. & Frank, D. (1987). The hydrolysis of fats using immobilized lipase. Patente No.: 0 232 933 B1. Oficina Europea de Patentes.
13. Eingerberger, G. & Ruppel, W. (2012). Catalytic Fixed-Bed Reactors. Ullmann´s Encyclopedia of Industrial Chemistry. doi:10.1002.
14. Chaplin, M. & Bucke, C. (1990). Enzyme Technology . Cambridge University Press. 15. D’souza, G. B. (1979). The importance of glycerol in the fatty acid industry . Journal of
the American Oil Chemists’ Society, 56(11Part2), 812A–819A.
87

16. Bianchi, B., Tamborrino, A., & Santoro, F. (2013). Assessment of the energy and separation efficiency of the decanter centrifuge with regulation capability of oil water ring in the industrial process line using a continuous method. Journal of Agricultural Engineering, 44(2s)
17. Combs, D. L. (1985). Processing for industrial fatty acids - I . Journal of the American Oil Chemists’ Society, 62(2), 327–330 .
18. Dasgupta, S., Rettig, F., & Ay, P. (2016). Nucleation Kinetics during Melt Crystallization of Plant Based High Oleic and Linoleic Polyunsaturated Fatty Acid Mixtures. Crystal Growth & Design, 16(2), 861–866.
19. Dasgupta, S., Ay, P., & Schulz, S. (2014). Determination and Comparison of Equilibrium Data of Various Plant-Based Fatty Acid Mixtures. Chemical Engineering & Technology, 37(6), 1002–1008.
20. Nielsen, T. B., Ishii M. & Kirk, O. Lipases A and B from the yeast Candida antarctica. Research and Development, Novo Nordisk Bioindustry Ltd., Japan. Bio-Organic Chemistry, Protein Discovery, Enzyme Research, Novo Nordisk A/S, Denmark.
21. Novozymes A/S (2016). Immobilized lipases for biocatalysis . No. 2014-12576-04 22. Naik, M. K., Naik, S. N., & Mohanty, S. (2014). Enzymatic glycerolysis for conversion of
sunflower oil to food based emulsifiers . Catalysis Today, 237, 145–149. 23. Yang, T., Rebsdorf, M., Engelrud, U. & Xu, X. Monoacylglycerols synthesis via enzymatic
glycerolysis using a simple and efficient reaction system . J. Food Lipids 2005, 12, 299–312.
24. Yang, T., Rebsdorf, M., Engelrud, U. & Xu, X. Enzymatic production of monoacylglycerols containing polyunsaturated fatty acids through an efficient glycerolysis system . J. Agric. Food Chem. 2005, 53, 1475–1481.
25. Watanabe, T., Shimizu, M., Sugiura, M., Sato, M., Kohori, J., Yamada, N. & Nakanishi, K. Optimization of reaction conditions for the production of DAG using immobilized 1,3-regiospecific lipase Lipozyme RM IM . J. Am. Oil Chem. Soc. 2003, 80, 1201–1207.
26. Naik, M. K., Naik, S. N., & Mohanty, S. (2014). Enzymatic glycerolysis for conversion of sunflower oil to food based emulsifiers . Catalysis Today, 237, 145–149.
27. Yang, T., Rebsdorf, M., Engelrud, U. & Xu, X. Enzymatic production of monoacylglycerols containing polyunsaturated fatty acids through an efficient glycerolysis system . J. Agric. Food Chem. 2005, 53, 1475–1481.
28. Sánchez Dediós, L. A. (2004) . Control predictivo y optimización económica aplicados a una columna de destilación despropanizadora. Biblioteca central. Facultad de Ingeniería, Universidad de Piura, Perú.
29. Sanéz González, L. Diferencia Entre Torres de Platos y Torres Empacadas . Recuperado de https://es.scribd.com/doc/86646455/Diferencia-Entre-Torres-de- Platos-y-Torres-Empacadas
30. Costello, R. C. (2016). Distillation Part 1 – Packed Towers vs. Tray (Plate) Towers . Recuperado de https://rccostello.com/wordpress/distillation/distillation-part-1-packed- towers -vs-tray-plate-towers/
31. Montoya Mistretta, A. (2012). Diseño de una columna de destilación para recuperación de una sustancia termosensible. Programa doble titulación en Politécnico de Torino, Italia.
88

32. Sánchez Dediós, L. A. (2004). Control predictivo y optimización económica aplicados a una columna de destilación despropanizadora. Biblioteca central. Facultad de Ingeniería, Universidad de Piura, Perú.
89

CAPÍTULO 3
DISEÑO DE LOS SISTEMAS DE REACTORES
90

3.1 Objetivos del capítulo
En este capítulo se realizará el diseño del sistema de reactores, tanto para la hidrólisis como para la glicerólisis, de acuerdo a las especificaciones definidas en los capítulos 1 y 2. Esto involucra realizar el dimensionamiento del reactor o sistema de reactores de acuerdo a un modelo cinético a definir, y realizar su diseño térmico. Además, se determinarán las especificaciones constructivas, y se buscará realizar una evaluación cualitativa del sistema de control necesario.
3.2 Introducción
El diseño de un reactor para un proceso enzimático inmovilizado requiere información sobre la cinética de la reacción enzimática inmovilizada, sobre el comportamiento de la enzima en el medio y sobre la transferencia de masa. Esto se ve representado en la figura 3.1:
Figura 3.1. Variables de la cinética enzimática.
Conociendo la cinética de la enzima inmovilizada, la reacción permite predecir cómo los cambios en las condiciones de funcionamiento afectarán el rendimiento del reactor. Muchos factores pueden afectar los parámetros cinéticos de las enzimas inmovilizadas, por ejemplo, la
91

limitación de la difusión del sustrato a la superficie de soporte externa o a las superficies de poro de soporte interno (Mc. Duffle, 1991). La transferencia de masa hacia y desde la enzima en una partícula ocurre de acuerdo con los siguientes pasos (Fogler):
1. Transferencia de masa del reactivo desde el seno del fluido a la superficie externa de la partícula de catalizador.
2. Difusión del reactivo desde la boca del poro a través de los mismos hasta la vecindad inmediata de la superficie catalítica interna.
3. Adsorción de reactivo sobre la superficie del biocatalizador. 4. Reacción en la superficie del biocatalizador. 5. Desorción de los productos de la superficie del biocatalizador. 6. Difusión de los productos desde el interior de la partícula hasta la boca del poro
en la superficie externa. 7. Transferencia de masa de los productos desde la superficie de la partícula
externa al fluido a seno del fluido [1] .
Para la determinación de la cinética global de la reacción es necesario conocer cual/es es/son los pasos controlantes. Para cada reactor se analizarán estas etapas y luego se procederá al diseño de los mismos.
Los reactores serán dimensionados y se realizará su diseño térmico, lo que permite calcular cuánto calor debe ser intercambiado en su camisa, mediante el cálculo de los calores de reacción involucrados.
92
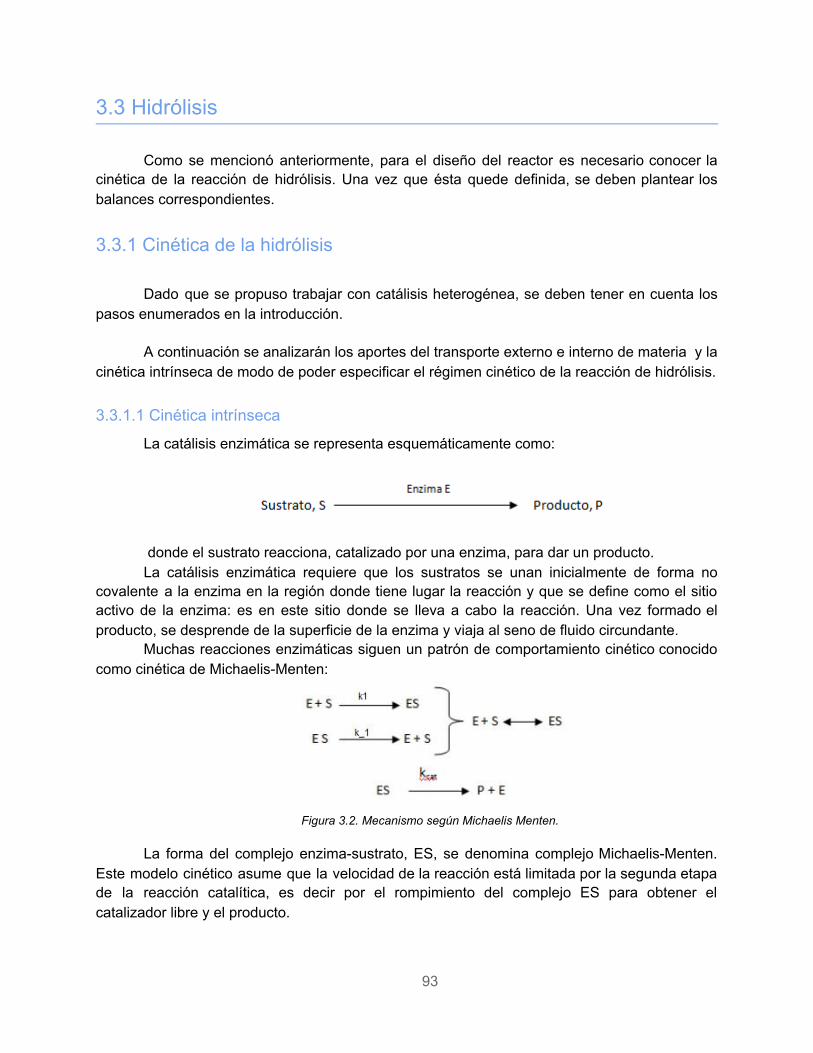
3.3 Hidrólisis
Como se mencionó anteriormente, para el diseño del reactor es necesario conocer la cinética de la reacción de hidrólisis. Una vez que ésta quede definida, se deben plantear los balances correspondientes.
3.3.1 Cinética de la hidrólisis
Dado que se propuso trabajar con catálisis heterogénea, se deben tener en cuenta los pasos enumerados en la introducción.
A continuación se analizarán los aportes del transporte externo e interno de materia y la
cinética intrínseca de modo de poder especificar el régimen cinético de la reacción de hidrólisis.
3.3.1.1 Cinética intrínseca
La catálisis enzimática se representa esquemáticamente como:
donde el sustrato reacciona, catalizado por una enzima, para dar un producto. La catálisis enzimática requiere que los sustratos se unan inicialmente de forma no
covalente a la enzima en la región donde tiene lugar la reacción y que se define como el sitio activo de la enzima: es en este sitio donde se lleva a cabo la reacción. Una vez formado el producto, se desprende de la superficie de la enzima y viaja al seno de fluido circundante.
Muchas reacciones enzimáticas siguen un patrón de comportamiento cinético conocido como cinética de Michaelis-Menten:
Figura 3.2. Mecanismo según Michaelis Menten.
La forma del complejo enzima-sustrato, ES, se denomina complejo Michaelis-Menten.
Este modelo cinético asume que la velocidad de la reacción está limitada por la segunda etapa de la reacción catalítica, es decir por el rompimiento del complejo ES para obtener el catalizador libre y el producto.
93

Pueden existir reacciones alternas, donde el producto es afín al sitio activo de la enzima, generando una competencia entre éste y el sustrato, alterando la cinética de la reacción. Esto se denomina inhibición. En este caso no hay inhibición por producto, por lo que la velocidad se puede expresar como:
(Ecuación 3.3.1) r = Cs+Kmrmax·Cs
Donde la constante Km, denominada constante de Michaelis-Menten, es igual a la
concentración del sustrato a la cual la velocidad de reacción es la mitad de su valor máximo, considerando todas las reacciones involucradas; r max es el máximo de velocidad de reacción para una dada concentración de enzima total, definida como:
( Ecuación 3.3.2 ) maxr = kcat · CEt
( Ecuación 3.3.3 ) mK = k1
k + kcat 1−
donde es la cantidad de enzima utilizada. CEt
Figura 3.3. Parámetros de Michaelis Menten.
La constante de velocidad para la conversión del complejo ES al producto, k cat , también
se denomina número de recambio o turn-over number. El número de recambio de una enzima es el número de reacciones catalizadas por sitio activo por unidad de tiempo. La Km representa la afinidad de la enzima hacia el sustrato y el valor de r max muestra la conversión de sustrato a producto por unidad de tiempo [2] .
Rashid et al. [3] realizaron un estudio de la cinética de la hidrólisis de aceite usado
utilizando como catalizador Candida Rugosa inmovilizada en Immobead 150, siguiendo el mecanismo de Michaelis-Menten. Este estudio investigó los efectos de la carga enzimática, el contenido de agua, la temperatura de reacción, el pH y la velocidad de agitación sobre el grado de hidrólisis. Además, dicho estudio determinó los parámetros cinéticos: para esta
94

determinación los experimentos se realizaron a 3 horas de tiempo de reacción constante y se evaluó el efecto de la concentración del sustrato sobre la velocidad de reacción. Se construyó el gráfico conocido como “gráfico de Lineweaver-Burk” ajustando la velocidad de la enzima frente a la concentración del sustrato. Los valores de Km y r max se calcularon mediante análisis de regresión lineal de la siguiente manera:
( Ecuación 3.3.4 ) r
1 = Kmrmax·Cs + 1
rmax
La Figura 3.4 muestra dicho gráfico para la hidrólisis del aceite usado a diferentes concentraciones de sustrato. Se considera que estos datos son válidos para temperaturas entre 37 y 45°C ya que no se presentan grandes alteraciones de los valores de los parámetros cinéticos.
Figura 3.4. Gráfico de Lineweaver-Burk para hidrólisis de aceite usado [3] .
Los resultados obtenidos se plasman la siguiente tabla:
Tabla 3.1. Parámetros cinéticos. [3]
Por la definición de r max dada anteriormente, y sabiendo que para el ensayo se usó una
concentración de enzima de 1.5% m/v, es decir, una concentración de 0.25 mol/m 3 , de la ecuación 3.3.2 resulta:
Tabla 3.2. Constante de catalizador. [3]
95
Km [mol s /m 3 ] 95.82
r max [mol c /m 3 min] 20.83
k cat [1/min] 83.32

Como ya se mencionó en el capítulo dos, la relación entre el contenido de agua y aceite alimentada al reactor afecta a la cinética de la reacción ya que se genera un sistema de dos fases inmiscibles y la reacción solo se lleva a cabo en una de ellas. Esto tiene como consecuencia que el transporte de reactivos entre fases sea un aspecto a considerar cuando se analiza la cinética de la reacción. Sin embargo, dado que la relación agua:aceite del ensayo de Rashid et al. es la misma que la propuesta en este trabajo, se puede concluir que la cinética hallada es válida para este caso y, por lo tanto, no es necesario el estudio de la posible utilización de un solvente o bien el análisis de la distribución de los reactivos en las fases.
3.3.1.2 Transporte interno
Para que las moléculas reactivas entren en contacto con la enzima inmovilizada en el
interior del catalizador, primero deben difundir a través de la estructura de poros del soporte. En la mayoría de los casos, la difusión a través del catalizador no puede caracterizarse por el mismo coeficiente de difusión que se aplica a la difusión ordinaria para siguientes razones:
● sólo una fracción de la sección transversal del catalizador está compuesta de poros (el resto es sólido);
● la geometría de los poros es muy compleja y los poros individuales cambian frecuentemente de tamaño, forma y dirección;
● las moléculas de sustrato y el poro pueden ser de dimensiones comparables.
Todos estos efectos se incorporan típicamente en un solo coeficiente de difusión, la difusividad efectiva, basada en la sección transversal total del material poroso (vacío del sólido) normal a la dirección de difusión.
La difusividad efectiva, Def, se relaciona con la difusividad combinada Dc, según la
teoría de poros paralelos, mediante la siguiente expresión:
( Ecuación 3.3.5 ) ef cD = D · τƐp
donde es el factor de tortuosidad (un parámetro empírico generalmente asumido estar τ
en el rango de 1.4 hasta 7) y la porosidad de la partícula del catalizador. pƐ
Asimimismo se puede definir:
( Ecuación 3.3.6 ) c D = 1Dab
1 ��·��− − 1Dk
donde: - Dab es la difusividad molecular, que tiene en cuenta las colisiones entre las
moléculas de las especies a y b ;
96
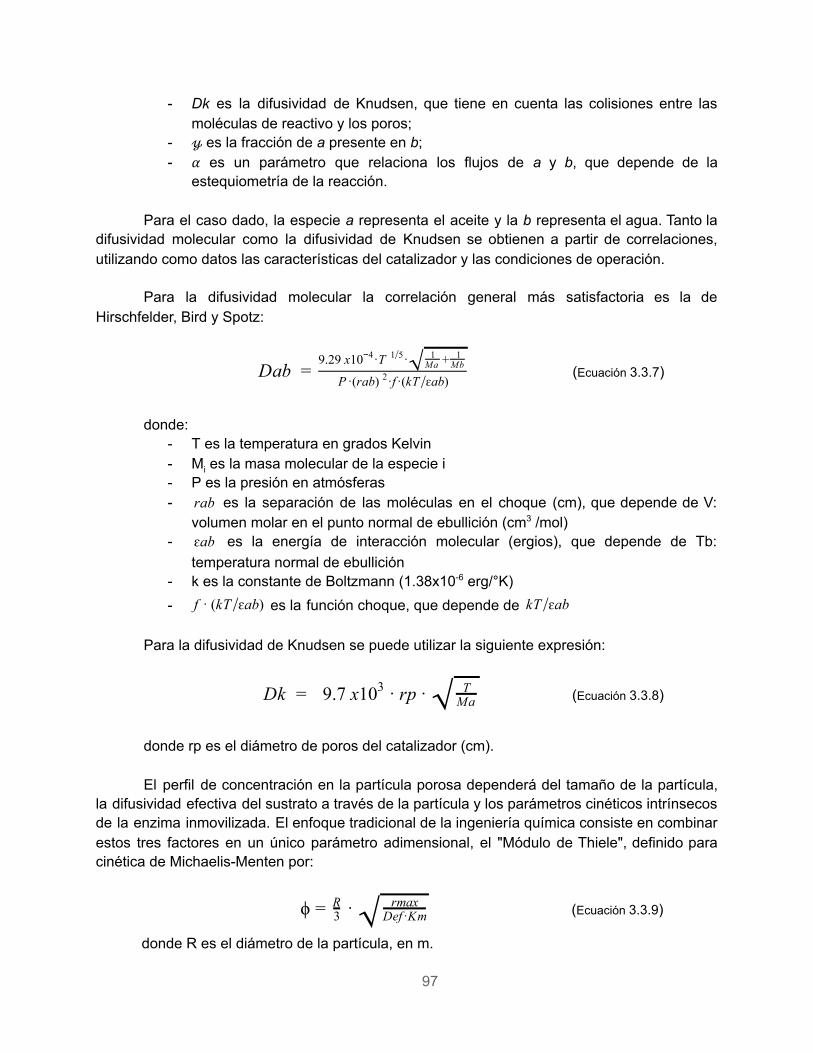
- Dk es la difusividad de Knudsen, que tiene en cuenta las colisiones entre las moléculas de reactivo y los poros;
- 𝓎 es la fracción de a presente en b ; - 𝛼 es un parámetro que relaciona los flujos de a y b , que depende de la
estequiometría de la reacción.
Para el caso dado, la especie a representa el aceite y la b representa el agua. Tanto la difusividad molecular como la difusividad de Knudsen se obtienen a partir de correlaciones, utilizando como datos las características del catalizador y las condiciones de operación.
Para la difusividad molecular la correlación general más satisfactoria es la de
Hirschfelder, Bird y Spotz:
( Ecuación 3.3.7 ) ab D =P ·(rab) ·f ·(kT ɛab)2 /
9.29 x10 ·T ·4− 1 5/ √ +1Ma
1Mb
donde:
- T es la temperatura en grados Kelvin - M i es la masa molecular de la especie i - P es la presión en atmósferas - es la separación de las moléculas en el choque (cm), que depende de V: abr
volumen molar en el punto normal de ebullición (cm 3 /mol) - es la energía de interacción molecular (ergios), que depende de Tb: abɛ
temperatura normal de ebullición - k es la constante de Boltzmann (1.38x10 -6 erg/°K) - es la función choque, que depende de kT ɛab) f · ( / T ɛab k /
Para la difusividad de Knudsen se puede utilizar la siguiente expresión:
( Ecuación 3.3.8 ) k D = .7 x10 p 9 3 · r ·√ TMa
donde rp es el diámetro de poros del catalizador (cm).
El perfil de concentración en la partícula porosa dependerá del tamaño de la partícula, la difusividad efectiva del sustrato a través de la partícula y los parámetros cinéticos intrínsecos de la enzima inmovilizada. El enfoque tradicional de la ingeniería química consiste en combinar estos tres factores en un único parámetro adimensional, el "Módulo de Thiele", definido para cinética de Michaelis-Menten por:
( Ecuación 3.3.9 ) ϕ = 3R ·√ rmax
Def ·Km
donde R es el diámetro de la partícula, en m.
97
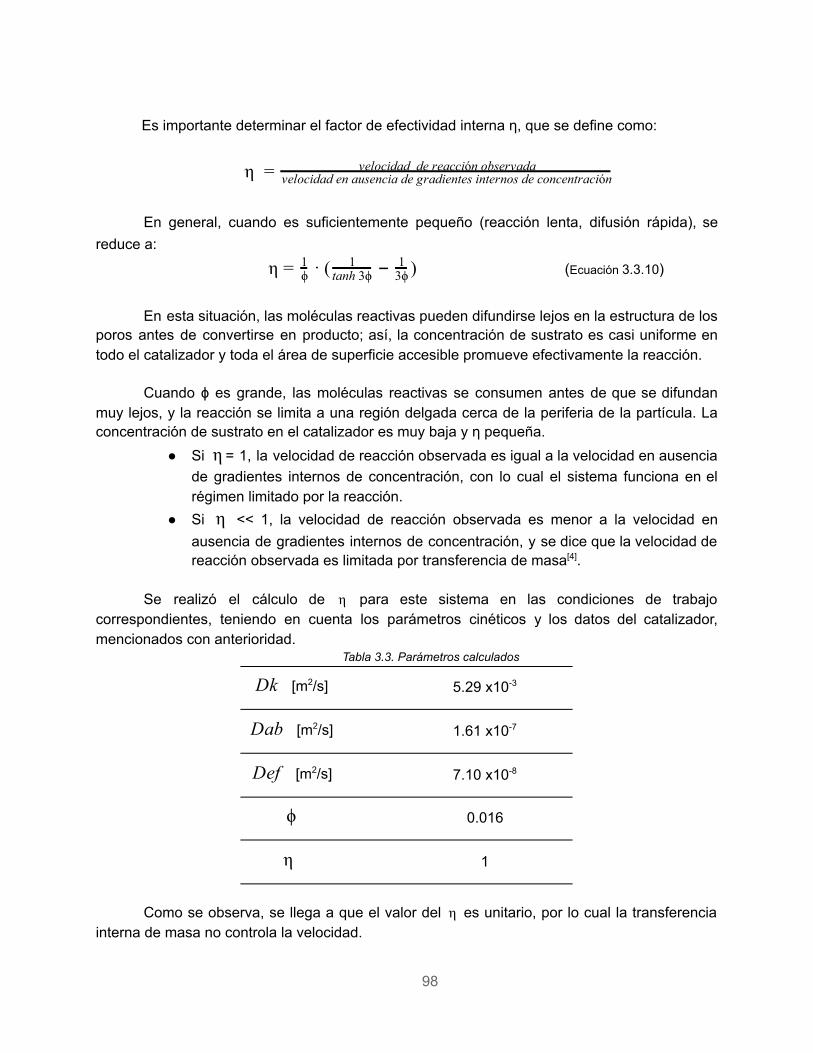
Es importante determinar el factor de efectividad interna η, que se define como:
η = velocidad de reacción observadavelocidad en ausencia de gradientes internos de concentración
En general, cuando es suficientemente pequeño (reacción lenta, difusión rápida), se
reduce a: ( Ecuación 3.3.10 ) ) η = ϕ
1 · ( 1tanh 3ϕ −
13ϕ
En esta situación, las moléculas reactivas pueden difundirse lejos en la estructura de los
poros antes de convertirse en producto; así, la concentración de sustrato es casi uniforme en todo el catalizador y toda el área de superficie accesible promueve efectivamente la reacción.
Cuando ϕ es grande, las moléculas reactivas se consumen antes de que se difundan
muy lejos, y la reacción se limita a una región delgada cerca de la periferia de la partícula. La concentración de sustrato en el catalizador es muy baja y η pequeña.
● Si = 1, la velocidad de reacción observada es igual a la velocidad en ausencia η de gradientes internos de concentración, con lo cual el sistema funciona en el régimen limitado por la reacción.
● Si << 1, la velocidad de reacción observada es menor a la velocidad en η ausencia de gradientes internos de concentración, y se dice que la velocidad de reacción observada es limitada por transferencia de masa [4] .
Se realizó el cálculo de para este sistema en las condiciones de trabajo η
correspondientes, teniendo en cuenta los parámetros cinéticos y los datos del catalizador, mencionados con anterioridad.
Tabla 3.3. Parámetros calculados
Como se observa, se llega a que el valor del es unitario, por lo cual la transferencia η
interna de masa no controla la velocidad.
98
[m 2 /s] k D 5.29 x10 -3
[m 2 /s] ab D 1.61 x10 -7
[m 2 /s] ef D 7.10 x10 -8
ϕ 0.016
η 1

3.3.1.3 Transporte externo
Los efectos de transferencia de masa de sustratos y productos influyen en las velocidades de reacción de las enzimas inmovilizadas en sistemas de reactores de lecho empaquetado, y muchos autores han investigado los efectos de transferencia de masa para las enzimas unidas a soportes sólidos.
Considerando un reactor tubular de altura o largo h, el balance de materia en estado
estacionario para el sustrato da la ecuación diferencial:
( Ecuación 3.3.11 ) m Cb s) 0 = D · dx2d Cb2
− U · dxdCb − k · a · ( − C
donde U es la velocidad de flujo del sustrato, km es la constante de transporte de masa
externo, Cb es la concentración de sustrato en el seno del fluido y Cs es la concentración de sustrato en la superficie del catalizador.
El primer término en el lado derecho representa la dispersión axial del sustrato.
Asumiendo flujo pistón se puede escribir:
( Ecuación 3.3.12 ) m Cb s) U · dxdCb = − k · a · ( − C
En estado estacionario, la velocidad de transferencia de masa es igual a la velocidad de
reacción, cuando la resistencia al transporte interno es despreciable, lo que ya se demostró:
( Ecuación 3.3.13 ) km Cb s) Cs+Kmrmax·Cs = · a · ( − C
Se puede escribir:
( Ecuación 3.3.14 ) s C = 2K + − √K + Km·Cs2
donde K es una función de Cs dada por la siguiente expresión:
( Ecuación 3.3.15 ) K = s m km·armax − C + K
Integrando la ecuación 3.3.12 entre x=0 y x=h:
( Ecuación 3.3.16 ) h = dCsU−km·a · ∫
Csf
Cso
1Cb Cs−
99
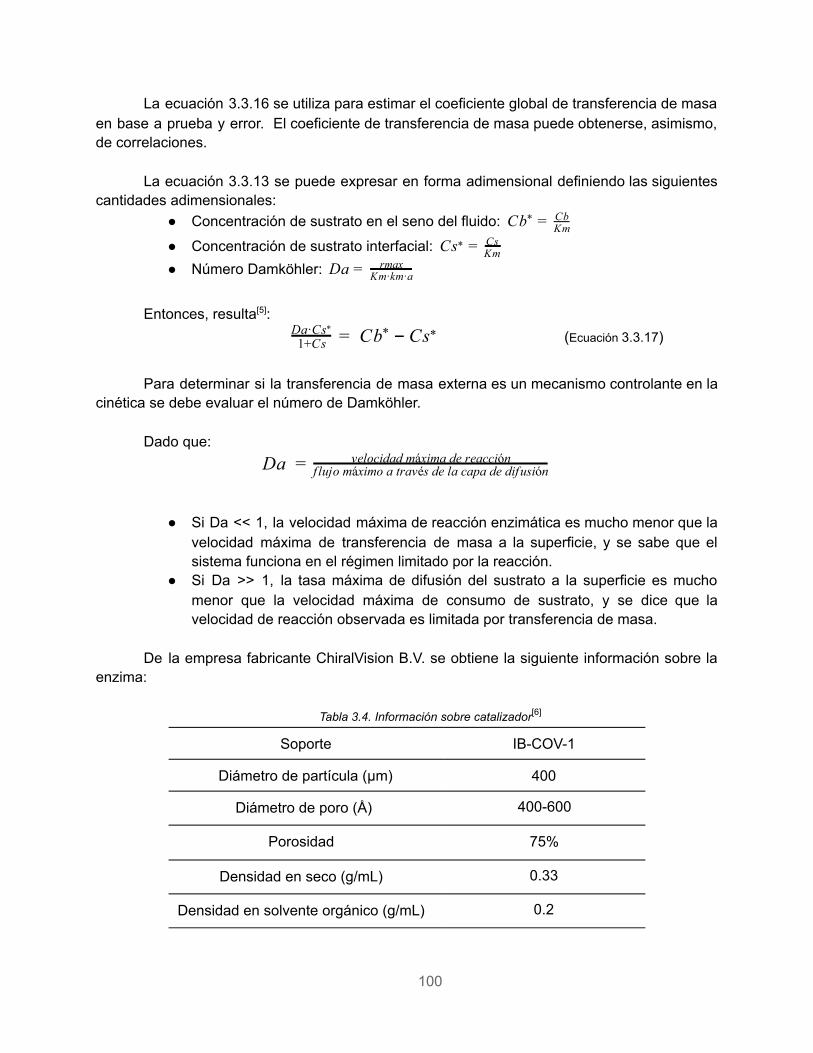
La ecuación 3.3.16 se utiliza para estimar el coeficiente global de transferencia de masa en base a prueba y error. El coeficiente de transferencia de masa puede obtenerse, asimismo, de correlaciones.
La ecuación 3.3.13 se puede expresar en forma adimensional definiendo las siguientes
cantidades adimensionales: ● Concentración de sustrato en el seno del fluido: b C * = Cb
Km ● Concentración de sustrato interfacial: s C * = Cs
Km ● Número Damköhler: a D = rmax
Km·km·a
Entonces, resulta [5] : ( Ecuación 3.3.17 ) Cb s 1+Cs
Da·Cs* = * − C *
Para determinar si la transferencia de masa externa es un mecanismo controlante en la
cinética se debe evaluar el número de Damköhler.
Dado que: a D = velocidad máxima de reacción
f lujo máximo a través de la capa de difusión
● Si Da << 1, la velocidad máxima de reacción enzimática es mucho menor que la
velocidad máxima de transferencia de masa a la superficie, y se sabe que el sistema funciona en el régimen limitado por la reacción.
● Si Da >> 1, la tasa máxima de difusión del sustrato a la superficie es mucho menor que la velocidad máxima de consumo de sustrato, y se dice que la velocidad de reacción observada es limitada por transferencia de masa.
De la empresa fabricante ChiralVision B.V. se obtiene la siguiente información sobre la
enzima:
Tabla 3.4. Información sobre catalizador [6]
100
Soporte IB-COV-1
Diámetro de partícula (µm) 400
Diámetro de poro (Å) 400-600
Porosidad 75%
Densidad en seco (g/mL) 0.33
Densidad en solvente orgánico (g/mL) 0.2
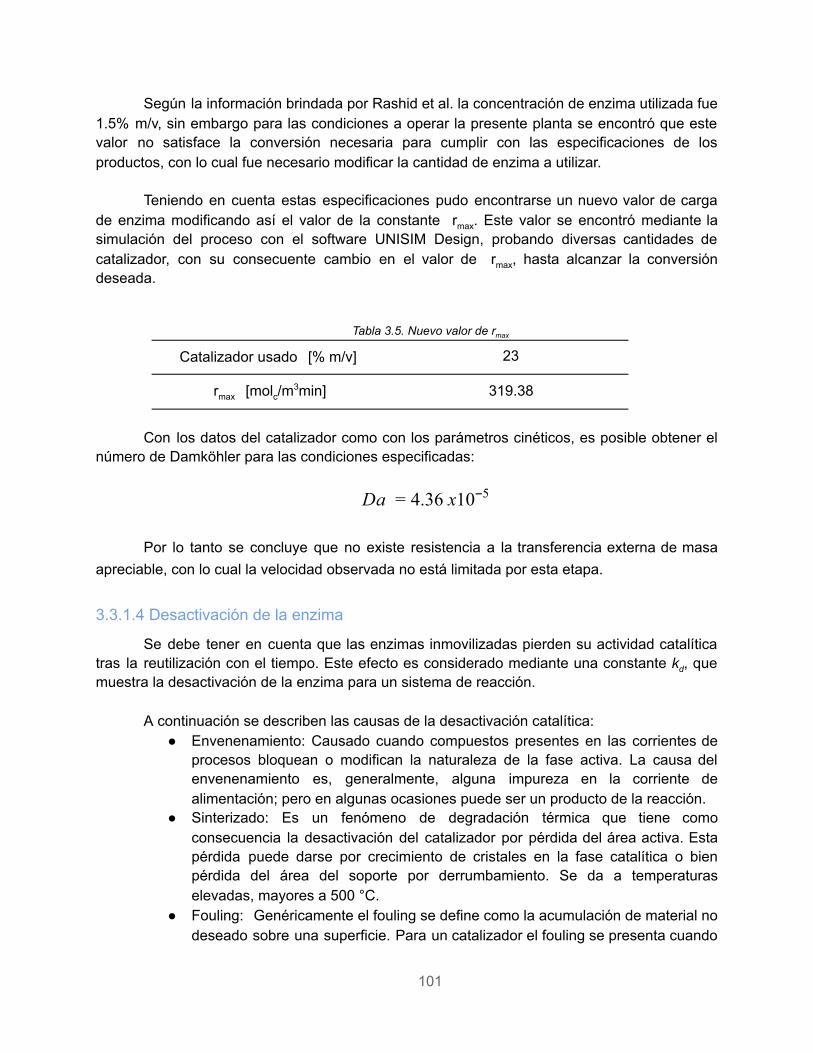
Según la información brindada por Rashid et al. la concentración de enzima utilizada fue 1.5% m/v, sin embargo para las condiciones a operar la presente planta se encontró que este valor no satisface la conversión necesaria para cumplir con las especificaciones de los productos, con lo cual fue necesario modificar la cantidad de enzima a utilizar.
Teniendo en cuenta estas especificaciones pudo encontrarse un nuevo valor de carga
de enzima modificando así el valor de la constante r max . Este valor se encontró mediante la simulación del proceso con el software UNISIM Design, probando diversas cantidades de catalizador, con su consecuente cambio en el valor de r max , hasta alcanzar la conversión deseada.
Tabla 3.5. Nuevo valor de r max
Con los datos del catalizador como con los parámetros cinéticos, es posible obtener el
número de Damköhler para las condiciones especificadas:
a .36 x10 D = 4 5−
Por lo tanto se concluye que no existe resistencia a la transferencia externa de masa apreciable, con lo cual la velocidad observada no está limitada por esta etapa.
3.3.1.4 Desactivación de la enzima
Se debe tener en cuenta que las enzimas inmovilizadas pierden su actividad catalítica tras la reutilización con el tiempo. Este efecto es considerado mediante una constante k d , que muestra la desactivación de la enzima para un sistema de reacción.
A continuación se describen las causas de la desactivación catalítica:
● Envenenamiento: Causado cuando compuestos presentes en las corrientes de procesos bloquean o modifican la naturaleza de la fase activa. La causa del envenenamiento es, generalmente, alguna impureza en la corriente de alimentación; pero en algunas ocasiones puede ser un producto de la reacción.
● Sinterizado: Es un fenómeno de degradación térmica que tiene como consecuencia la desactivación del catalizador por pérdida del área activa. Esta pérdida puede darse por crecimiento de cristales en la fase catalítica o bien pérdida del área del soporte por derrumbamiento. Se da a temperaturas elevadas, mayores a 500 °C.
● Fouling: Genéricamente el fouling se define como la acumulación de material no deseado sobre una superficie. Para un catalizador el fouling se presenta cuando
101
Catalizador usado [% m/v] 23
r max [mol c /m 3 min] 319.38

algún material presente en el reactor (reactivos, productos o intermediarios de reacción) se deposita sobre el sitio catalítico.
● Lixiviado: Se presenta cuando el fluido es capaz de extraer a la fase activa. Generalmente para reacciones en fase líquida. Se puede presentar una reacción indeseable fluido-fase catalítica o simplemente por disolución de la fase en el fluido.
● Desactivación mecánica: Existen tres tipos distintos: a) ”crushing” o aplastado; causado por la carga de catalizador del reactor, en
algunos algunos puntos algunas algunas partículas sostienen toneladas de catalizador. b) Atrición: reducción de tamaño o rompimiento de las partículas del catalizador por el choque entre ellas mismas, especialmente en reactores con movimiento. c) Fracturas: donde la causa principal es el estrés térmico, químico o mecánico. [7]
Una enzima puede presentar desactivación por alguna de estas causas, o por múltiples
en simultáneo. El mecanismo exacto de desactivación no es conocido ni analizado por las fuentes bibliográficas consultadas, por lo que no será tratado en el presente trabajo. Según un estudio de Minovska et al. [8] ésta pérdida de actividad puede modelarse según la siguiente ecuación:
( Ecuación 3.3.18 ) (t)a = a0 · e kd·t−
donde a(t) es la actividad de la enzima dependiente del tiempo y a o es la actividad inicial
de la enzima, considerada como 1. Luego de realizar el estudio de la cinética de la hidrólisis de aceite con C. Rugosa se
halló el valor de kd. Este estudio fue llevado a cabo para temperaturas entre 20 y 50°C y para pH entre 4 a 9 sin demostrar grandes cambios en la constante obtenida, con lo cual es apta para las condiciones de operación elegidas.
Tabla 3.6. Constante de desactivación de catalizador [8]
Debe analizarse la validez de este dato, dado las diferencias que existen entre las
condiciones del experimento y las condiciones de planta.
A continuación se enuncian algunas consideraciones que pueden afectar dicha validez:
1) La escala de una planta de producción difiere mucho respecto a la escala laboratorio en que fue realizada la determinación de la constante de desactivación. Como
102
k d [1/hora] 0.00181
consecuencia los caudales manejados en planta son mayores lo que puede tener como consecuencia un cambio en la desactivación debido a la lixiviación.
2) El punto 1 puede traducirse en mayor cantidad de reactivos, intermediarios y productos en contacto con el catalizador, factor que puede afectar a la desactivación a través del envenenamiento y fouling.
3) La cantidad de impurezas en la alimentación de la planta pueden diferir a la del laboratorio y esto puede alterar todo el proceso de desactivación, a través del envenenamiento.
4) La carga de catalizador a utilizar en planta es mayor a la utilizada en el laboratorio, lo que puede afectar a la desactivación por aplastado.
5) Dado que en este proyecto se trabaja con un lecho fijo con flujo turbulento en lugar de un TAD, como el del ensayo, los coeficientes de transporte de masa de la enzima son mayores en este reactor. Esto puede tener como consecuencia una mayor transferencia de masa de la enzima al seno del fluido, aumentando la desactivación por lixiviación.
Si bien estos puntos enuncian posibles motivos para el aumento de la desactivación en escala industrial, se debe considerar que, en este tipo de plantas, la manera de contrarrestar la desactivación es sobredimensionar el reactor. Esto resulta en una mayor cantidad de enzima, la suficiente para reducir marcadamente los efectos de la desactivación. En el presente proyecto, se sobredimensionará el reactor de manera de cumplir con las especificaciones de diseño planteadas, tanto en el día 1 de operación como en el día 350, cuando se realiza el recambio de catalizador. Por estos motivos, se considera válida la constante de desactivación encontrada; pero se propondrá en futuras instancias realizar ensayos en planta piloto para verificar su validez.
Se debe analizar la posibilidad de regenerar la enzima para evitar su desecho una vez
finalizado el ciclo de operación a los 350 días. Esto permitiría, además, reducir los costos operativos asociados a la compra de enzima. Se considera, para esta instancia de desarrollo del proyecto, como un aspecto a tener en cuenta en etapas de diseño posteriores.
Finalmente, teniendo en cuenta la desactivación de la enzima y el régimen cinético
controlante encontrado en los ítems anteriores, se puede escribir a la velocidad de reacción como:
( Ecuación 3.3.19 ) r = Cs+Km
rmax·Cs · e kd·t−
3.3.2 Reactor de hidrólisis
3.3.2.1 Diseño del reactor
El diseño del reactor se lleva a cabo a partir de un balance de masa. Se utilizará un
reactor de lecho fijo, cuyo balance para el sustrato (aceite) se puede escribir como:
103

( Ecuación 3.3.20 ) Fs g W − d = r · d
Donde W es la carga de catalizador y rg es la velocidad observada, correspondiente a la
velocidad intrínseca con desactivación. Reemplazando rg en la ecuación 3.3.19:
( Ecuación 3.3.21 ) gr = Cs+Kmrmax·Cs · e kd·t−
En términos de conversión se puede escribir:
( Ecuación 3.3.22 ) x so Wd · F = Cso·(1 x)+Km−rmax·Cso·(1 x)− · e kd·t− · d
Integrando esta expresión, resulta:
( Ecuación 3.3.23 ) so 1 ) m n (1 ) C · ( − x − K · l − x = Fsormax·Cso · e kd·t− · W
A la hora de diseñar el reactor, es importante tener en cuenta los reciclos que
correspondan. En el presente trabajo, se recicla el 100% del agua que no reacciona, para aumentar la eficiencia del proceso y disminuir la alimentación total de agua a la planta.
Además, se considerarán los siguientes parámetros de diseño:
Tabla 3.7. Parámetros de diseño del reactor de hidrólisis
Donde como valor de porosidad se tomó un valor estándar y el rango de temperaturas
está dado por los límites dentro de los cuales la cinética intrínseca es válida. Se tomó este rango más acotado de modo de poder tratar al sistema como un sistema isotérmico.
Como se mencionó anteriormente, para el diseño del reactor debe tenerse en cuenta la
desactivación de la enzima. Una de las estrategias utilizadas para mitigar la pérdida de producción en un reactor de lecho fijo por desactivación del catalizador es sobrestimar la carga de catalizador necesaria en la etapa de diseño. Mediante esta estrategia, el lecho se irá desactivando progresivamente, permitiendo que se obtenga la conversión de diseño al momento de la parada de planta, donde se regenerará o se reemplazará el catalizador. Para el presente diseño se plantea utilizar esta estrategia y se propuso que la parada de planta se realice cada 350 días. Teniendo en cuenta esto la actividad remanente de las enzimas, al final del ciclo mencionado, es de 0.0000026. Con este dato, y conociendo la conversión deseada, se calcula el volumen según la ecuación 3.3.23. Sin embargo, el sobredimensionamiento puede
104
Temperatura de operación [ºC] 37 - 41
Porosidad del lecho 0.45

causar que se obtengan productos con pureza mayor a la buscada al principio de la operación. Esto será analizado cuando se realice el diseño del reactor en el software UNISIM Design.
A partir del balance enunciado en la ecuación 3.3.23, se calculó el volumen necesario para obtener una conversión del 75% para el componente mayoritario (trioleína), número que permite cumplir con las especificaciones de productos ya mencionadas en capítulos anteriores. Para la determinación de los parámetros geométricos se tuvo en consideración la caída de presión y posibles desviaciones del flujo tipo pistón:
● Tener flujo tipo pistón en el reactor depende de las relaciones geométricas L/dp y D/dp entre la longitud y diámetro del reactor y el diámetro de partícula. De forma empírica se ha establecido (Rase, 1977) que si L/dp >100 y D/dp>30 la desviación respecto al flujo en pistón es despreciable [9] .
● Retoret [10] utiliza la ecuación de Ergun para el cálculo de la caída de presión y aconseja que la pérdida de carga unitaria esté comprendida entre 0,069 y 0,231 kg/cm 2 /metro de reactor o, lo que es lo mismo, entre 0.067 y 0.224 atm/metro de reactor.
Finalmente los parámetros geométricos se resumen en la siguiente tabla:
Tabla 3.8. Parámetros geométricos del reactor de hidrólisis.
Debe tenerse en cuenta la caída de presión que puede ocurrir dentro del reactor. Para
el cálculo de la misma dentro del reactor se utilizó el software UNISIM Design, el cual utiliza la ecuación de Ergun, válida para cualquier número de Reynolds, y los parámetros constructivos del reactor para el cálculo:
( Ecuación 3.3.24 ) 50 .75dzdP = 1 · ε3
(1 ε)− 2
· μ·v(ϕ·dp)2 + 1 · ε3
(1 ε)− · ρ·v2
(ϕ·dp)
donde:
- es la variación de presión a lo largo del lecho dzdP
- es la porosidad del lecho o frac. volumétrica de huecos ε - es la viscosidad del fluido μ - es la velocidad superficial del líquido, calculada a sección total libre v - es el factor de esfericidad, equivalente a 1 en este caso. ϕ
105
Diámetro interno del reactor [m] 1.6
Diámetro externo del reactor [m] 2.0
Largo del reactor [m] 12
Volumen del reactor [m 3 ] 24.3
Carga de enzima [kg enzima seca / m 3 reactor] 110
Presión de operación [atm] 15

- dp es el tamaño de partícula de catalizador - es la densidad del fluido ρ
Del simulador se obtiene el siguiente resultado:
Tabla 3.9. Caída de presión en reactor de hidrólisis.
Algunos autores aconsejan que la máxima caída de presión permitida de un reactor de
lecho fijo sea referida a la presión de entrada, no pudiendo superar entre el 10% y el 15% de la misma [11] . Entonces, con la caída de presión calculada puede obtenerse la presión de entrada de las corrientes, o presión de operación, informada anteriormente en la tabla 3.8.
En cuanto al material de construcción, el reactor será de acero inoxidable 316, material
que es ampliamente utilizado en reactores de lecho fijo [12] . Este material se ha utilizado exitosamente en procesos similares [13] . Ambos reactores, tanto de hidrólisis como de glicerólisis, contarán además con mallas protectoras a la entrada y a la salida del reactor, para prevenir el escape o la fluidización del relleno.
El material de construcción es importante a la hora de decidir el espesor de las paredes del reactor ya que este está condicionado por la presión de trabajo. Esto puede verse claramente en la siguiente ecuación, dado por la normativa ASME [14] :
( Ecuación 3.3.25 ) atP = S·E·t
R + 0.6·t
( Ecuación 3.3.26 ) alP = 2·S·E·t
R 0.4·t−
donde:
- Pat es la presión admisible por esfuerzo tangencial - Pal es la presión admisible por esfuerzo longitudinal - S es la tensión máxima admisible, tomada como 1733 kg/cm 2 para el acero
inoxidable 316 [15] - t es el espesor del reactor - R es el radio interno del reactor - E es la eficiencia de juntas en soldaduras, tomada como un valor promedio de
0.8 para este caso ya que no se cuentan con datos [16]
Teniendo en cuenta que la presión admisible o de diseño debe ser 1.1 veces la presión de trabajo y teniendo en cuenta que la mayor restricción de presión se da por esfuerzo tangencial, se obtiene el espesor del reactor, previamente informado.
106
Caída de presión [atm] 3.01
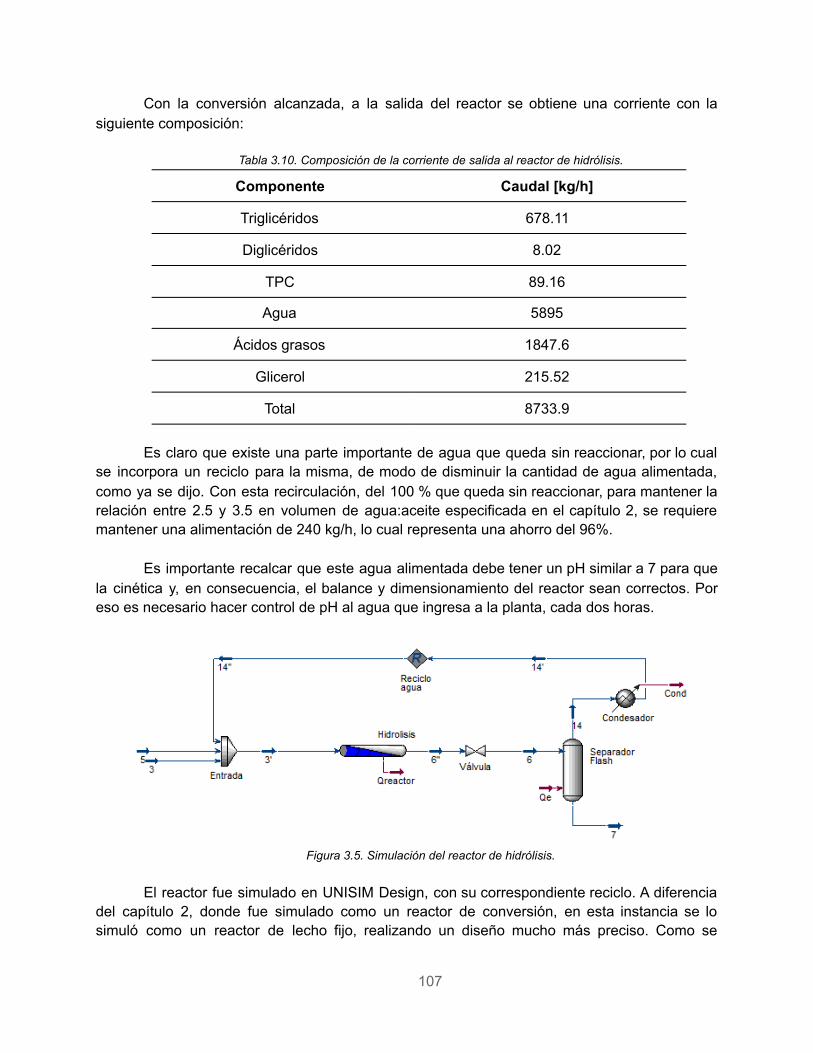
Con la conversión alcanzada, a la salida del reactor se obtiene una corriente con la siguiente composición:
Tabla 3.10. Composición de la corriente de salida al reactor de hidrólisis.
Es claro que existe una parte importante de agua que queda sin reaccionar, por lo cual
se incorpora un reciclo para la misma, de modo de disminuir la cantidad de agua alimentada, como ya se dijo. Con esta recirculación, del 100 % que queda sin reaccionar, para mantener la relación entre 2.5 y 3.5 en volumen de agua:aceite especificada en el capítulo 2, se requiere mantener una alimentación de 240 kg/h, lo cual representa una ahorro del 96%.
Es importante recalcar que este agua alimentada debe tener un pH similar a 7 para que
la cinética y, en consecuencia, el balance y dimensionamiento del reactor sean correctos. Por eso es necesario hacer control de pH al agua que ingresa a la planta, cada dos horas.
Figura 3.5. Simulación del reactor de hidrólisis.
El reactor fue simulado en UNISIM Design, con su correspondiente reciclo. A diferencia
del capítulo 2, donde fue simulado como un reactor de conversión, en esta instancia se lo simuló como un reactor de lecho fijo, realizando un diseño mucho más preciso. Como se
107
Componente Caudal [kg/h]
Triglicéridos 678.11
Diglicéridos 8.02
TPC 89.16
Agua 5895
Ácidos grasos 1847.6
Glicerol 215.52
Total 8733.9

mencionó anteriormente, el reactor fue sobredimensionado, y para la simulación en UNISIM de la planta, se considerará la operación del reactor en el último día antes de la parada de planta, considerado el peor caso.
Sin embargo, también se simuló el reactor en operación en el día 1, con enzima fresca,
para verificar que no se obtengan productos de pureza fuera de la especificación determinada en capítulos anteriores. Para este caso, se encuentran las siguientes especificaciones:
Tabla 3.11. Especificaciones de pureza en operación en el día 1.
En ambos casos, se considera que se cumplen de manera satisfactoria. De esta forma
se puede concluir que el sobredimensionamiento del reactor no altera de manera significativa la pureza de los productos, siendo aún aptos para los usos especificados en el capítulo 1. Esto nos permite afirmar que es correcto utilizar la estrategia de sobredimensionamiento del reactor.
3.3.2.2 Operación térmica
Para operar con enzimas se debe mantener muy controlada la temperatura, ya que el
rango de operación óptimo es pequeño. Para conocer el tipo de operación térmica que debe llevarse a cabo en el reactor es necesario analizar los calores de reacción correspondientes. Dado que no se encontró información específica para las condiciones de operación de este trabajo, se procedió a hacer el cálculo de las mismas de manera teórica. Además, debido al rango acotado de temperaturas en el que se desea operar, se tratará al sistema como un sistema isotérmico, considerando que no hay variación importantes en la entalpía de reacción.
Para esto se utilizan propiedades residuales, una metodología considera la diferencia
entre el valor de la propiedad de la sustancia en el estado real con respecto al que tendría si la sustancia se comportara como líquido ideal a la misma T y P. Es decir:
( Ecuación 3.3.27 ) M MR = M − LI
donde M es cualquier propiedad termodinámica extensiva evaluada para un gas real e
ideal a la misma T y P [17] , y M LI es la correspondiente a un líquido ideal. Para el caso estudiado, considerando la reacción de hidrólisis de los triglicéridos, el cálculo se puede ver representado en el siguiente esquema:
108
Pureza del ácido oleico 89%
Pureza del ácido esteárico 43% esteárico, 43% palmítico

Figura 3.6. Cálculo de la entalpía de reacción para hidrólisis de triglicéridos.
Para llevar a condiciones estándar, es decir presión unitaria y componentes puros, se
reduce la presión y se desmezcla. La energía que representa este proceso es la entalpía residual. Entonces el cambio de entalpía para la reacción puede escribirse como:
( Ecuación 3.3.28 ) H H HΔ r(37°C, 15 atm) = Δ r
o(37°C, 1 atm) + Δ R
(37°C,15 atm)
donde es el diferencia de entalpía residual entre reactivos y productos y HΔ R(37°C,15 atm)
es la entalpía de reacción a la temperatura de trabajo y en condiciones estándar, HΔ ro
(37°C, 1 atm) que puede calcularse como:
( Ecuación 3.3.29 ) H H Cp TΔ ro
(37°C, 1 atm) = Δ ro
(25°C, 1 atm) + ∫37
25Δ · d
Para el cálculo de la entalpía de reacción estándar y a 25°C se recurre a las entalpías
de formación de los reactivos y productos a estas condiciones.
A continuación se presentan dichas entalpías. Para simplificar los cálculos, se toma al aceite compuesto solo de trioleina y dioleina y se considera un solo ácido graso resultante: ácido oleico, lo cual es coherente dado la composición del aceite. Estos datos fueron obtenidos en un estudio realizado por Oliveira et al [18] , donde calcula la entalpía de formación de los compuestos a partir de la contribución de sus grupos funcionales.
Tabla 3.12. Entalpías de formación a 25°C y 1 atm
109
Componente ΔH formación [J/mol]
Triglicérido − 2.11x10 6
Diglicérido − 1.49x10 6
Agua −2.86x10 5

Luego, para el cálculo de la entalpía de reacción en estas condiciones se utiliza la
siguiente fórmula:
( Ecuación 3.3.30 ) H (n H ) (n H ) Δ ro
(25°C, 1 atm) = Σ · Δ formación prod − Σ · Δ formación react
donde n representa el coeficiente estequiométrico de cada especie.
Como ya se sabe, la estequiometría de reacción responde de la siguiente manera:
Figura 3.7. Estequiometría de la hidrólisis de glicéridos presentes en AGU
donde TG: Triglicéridos, DG: Diglicéridos, MG: Monoglicéridos, Gli: Glicerina, AGU: Aceite de Girasol Usado.
En el capítulo dos ya fue mencionado que el aceite de girasol usado no posee
monoglicéridos, por lo cual las reacciones a llevarse a cabo en este reactor son las primeras dos, con lo cual existen dos entalpías de reacción.
Entonces se obtienen:
Tabla 3.13. Entalpías de reacción a 25°C y 1 atm.
Se procede, entonces, a hacer la corrección de esta entalpía por temperatura. Para eso,
son necesarios conocer los Cp de las especies involucradas.
La capacidad calorífica del agua fue obtenida del libro web del NIST (National Institute of Standards and Technology), ya que es una especie incluida en su base de datos. Sin embargo para la capacidad calorífica tanto del diglicérido como del triglicérido, glicerol y ácido oleico se buscaron correlaciones experimentales debido a que no se encuentra disponible. Para estas últimas especies se utilizó un estudio realizado por Rihani et al [19] donde se realiza
110
Glicerol − 6.69x10 5
Ácido graso − 7.70x10 5
Reacción [J/mol] HΔ ro
(25°C, 1 atm)
Hidrólisis de triglicéridos − 2.1x10 4
Hidrólisis de diglicéridos − 1.5x10 5
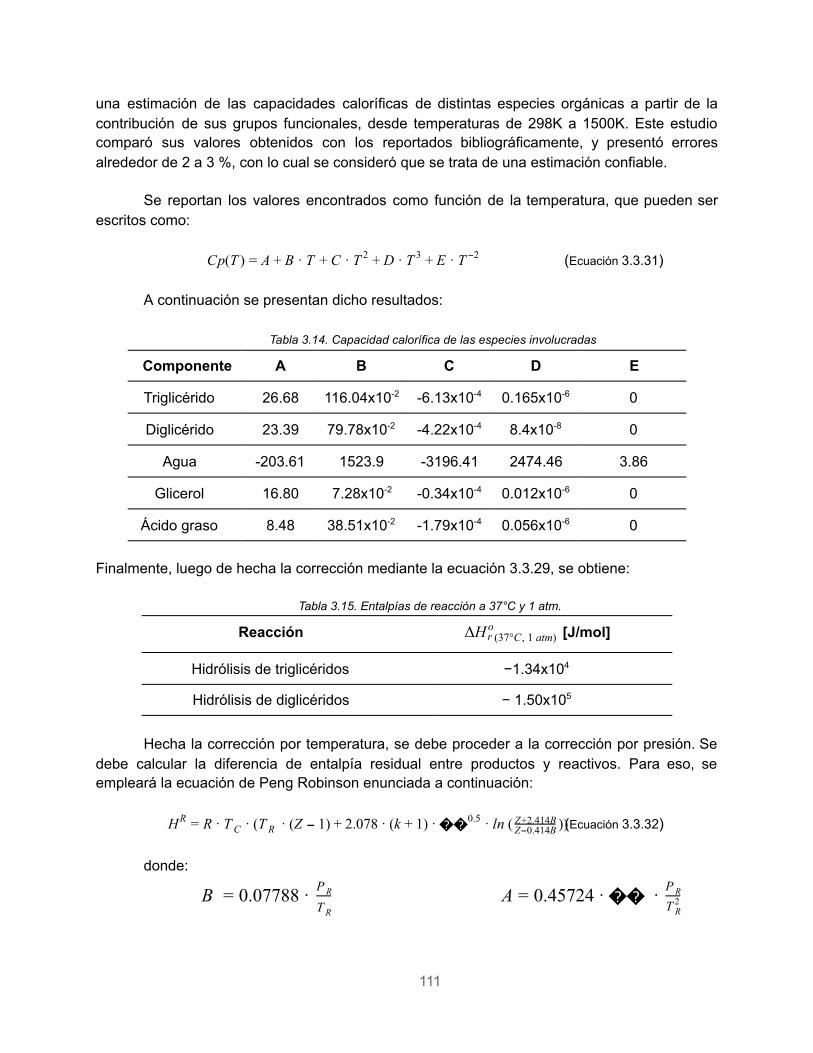
una estimación de las capacidades caloríficas de distintas especies orgánicas a partir de la contribución de sus grupos funcionales, desde temperaturas de 298K a 1500K. Este estudio comparó sus valores obtenidos con los reportados bibliográficamente, y presentó errores alrededor de 2 a 3 %, con lo cual se consideró que se trata de una estimación confiable.
Se reportan los valores encontrados como función de la temperatura, que pueden ser escritos como:
( Ecuación 3.3.31 ) p(T )C = A + B · T + C · T 2 + D · T 3 + E · T 2−
A continuación se presentan dicho resultados:
Tabla 3.14. Capacidad calorífica de las especies involucradas
Finalmente, luego de hecha la corrección mediante la ecuación 3.3.29, se obtiene:
Tabla 3.15. Entalpías de reacción a 37°C y 1 atm.
Hecha la corrección por temperatura, se debe proceder a la corrección por presión. Se
debe calcular la diferencia de entalpía residual entre productos y reactivos. Para eso, se empleará la ecuación de Peng Robinson enunciada a continuación:
( Ecuación 3.3.32 ) T Z ) .078 k ) n ( )) HR = R · TC · ( R · ( − 1 + 2 · ( + 1 ·��0.5 · l Z 0.414B−
Z+2.414B
donde:
.07788B = 0 ·T R
P R .45724A = 0 ·�� ·
T 2R
P R
111
Componente A B C D E
Triglicérido 26.68 116.04x10 -2 -6.13x10 -4 0.165x10 -6 0
Diglicérido 23.39 79.78x10 -2 -4.22x10 -4 8.4x10 -8 0
Agua -203.61 1523.9 -3196.41 2474.46 3.86
Glicerol 16.80 7.28x10 -2 -0.34x10 -4 0.012x10 -6 0
Ácido graso 8.48 38.51x10 -2 -1.79x10 -4 0.056x10 -6 0
Reacción [J/mol] HΔ ro
(37°C, 1 atm)
Hidrólisis de triglicéridos −1.34x10 4
Hidrólisis de diglicéridos − 1.50x10 5
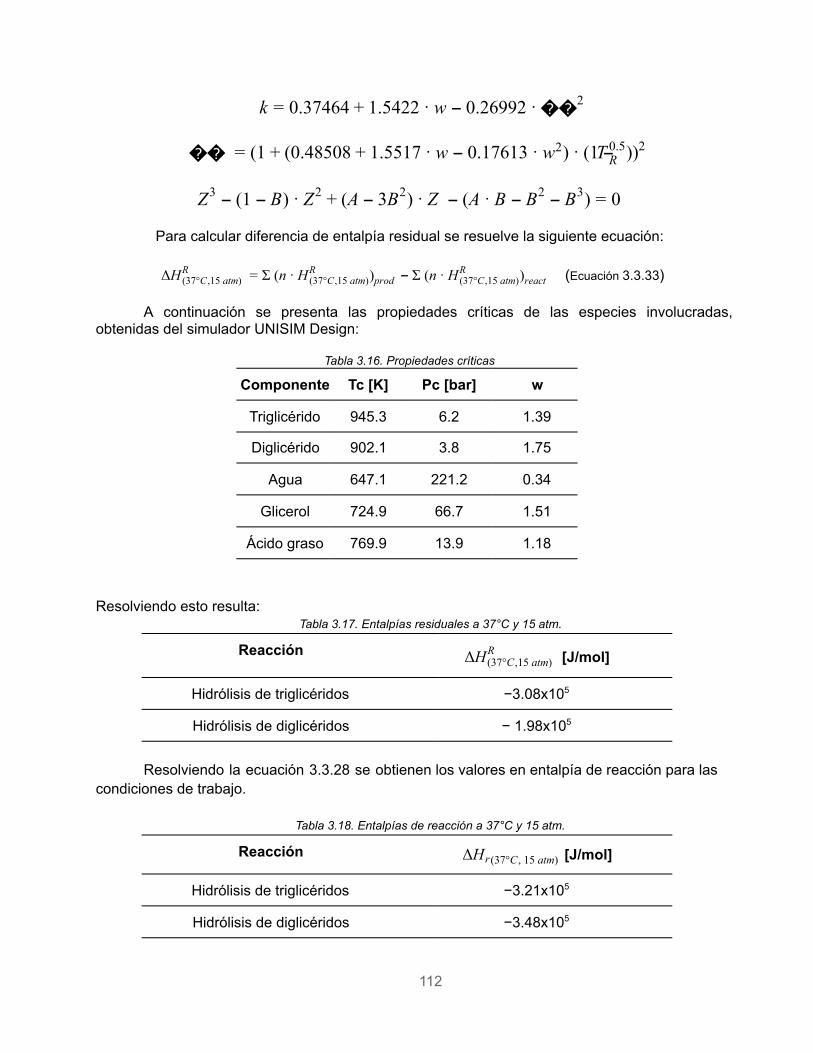
.37464 .5422 .26992 k = 0 + 1 · w − 0 ·��2
1 0.48508 .5517 .17613 ) 1 �� = ( + ( + 1 · w − 0 · w2 · ( − ))T R0.5 2
1 ) A B ) A ) Z3 − ( − B · Z2 + ( − 3 2 · Z − ( · B − B2 − B3 = 0
Para calcular diferencia de entalpía residual se resuelve la siguiente ecuación:
( Ecuación 3.3.33 ) H (n ) (n )Δ R
(37°C,15 atm)
= Σ · HR(37°C,15 atm) prod − Σ · HR
(37°C,15 atm) react
A continuación se presenta las propiedades críticas de las especies involucradas, obtenidas del simulador UNISIM Design:
Tabla 3.16. Propiedades críticas
Resolviendo esto resulta: Tabla 3.17. Entalpías residuales a 37°C y 15 atm.
Resolviendo la ecuación 3.3.28 se obtienen los valores en entalpía de reacción para las
condiciones de trabajo.
Tabla 3.18. Entalpías de reacción a 37°C y 15 atm.
112
Componente Tc [K] Pc [bar] w
Triglicérido 945.3 6.2 1.39
Diglicérido 902.1 3.8 1.75
Agua 647.1 221.2 0.34
Glicerol 724.9 66.7 1.51
Ácido graso 769.9 13.9 1.18
Reacción [J/mol] HΔ R(37°C,15 atm)
Hidrólisis de triglicéridos −3.08x10 5
Hidrólisis de diglicéridos − 1.98x10 5
Reacción [J/mol] HΔ r(37°C, 15 atm)
Hidrólisis de triglicéridos −3.21x10 5
Hidrólisis de diglicéridos −3.48x10 5
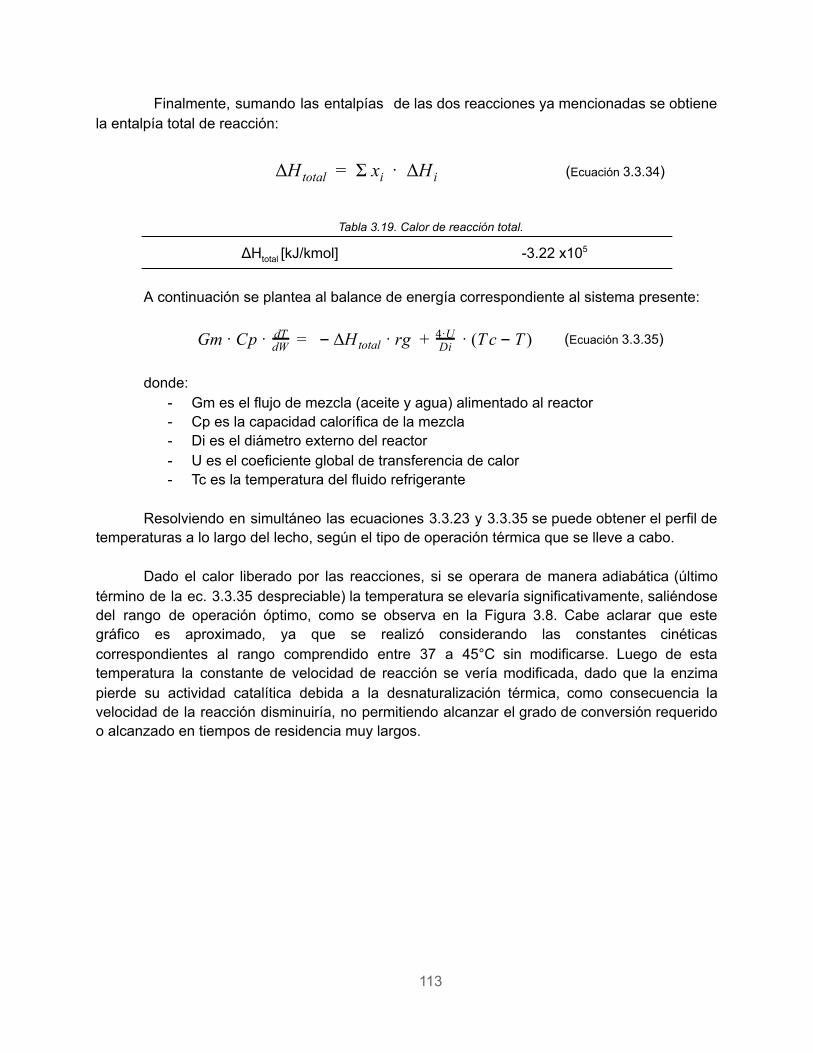
Finalmente, sumando las entalpías de las dos reacciones ya mencionadas se obtiene la entalpía total de reacción:
( Ecuación 3.3.34 ) H Σ x ΔHΔ total = i · i
Tabla 3.19. Calor de reacción total.
A continuación se plantea al balance de energía correspondiente al sistema presente:
( Ecuación 3.3.35 ) m p H g Tc ) G · C · dTdW = − Δ total · r + Di
4·U · ( − T
donde: - Gm es el flujo de mezcla (aceite y agua) alimentado al reactor - Cp es la capacidad calorífica de la mezcla - Di es el diámetro externo del reactor - U es el coeficiente global de transferencia de calor - Tc es la temperatura del fluido refrigerante
Resolviendo en simultáneo las ecuaciones 3.3.23 y 3.3.35 se puede obtener el perfil de
temperaturas a lo largo del lecho, según el tipo de operación térmica que se lleve a cabo.
Dado el calor liberado por las reacciones, si se operara de manera adiabática (último término de la ec. 3.3.35 despreciable) la temperatura se elevaría significativamente, saliéndose del rango de operación óptimo, como se observa en la Figura 3.8. Cabe aclarar que este gráfico es aproximado, ya que se realizó considerando las constantes cinéticas correspondientes al rango comprendido entre 37 a 45°C sin modificarse. Luego de esta temperatura la constante de velocidad de reacción se vería modificada, dado que la enzima pierde su actividad catalítica debida a la desnaturalización térmica, como consecuencia la velocidad de la reacción disminuiría, no permitiendo alcanzar el grado de conversión requerido o alcanzado en tiempos de residencia muy largos.
113
ΔH total [kJ/kmol] -3.22 x10 5
Figura 3.8. Perfil de temperatura a lo largo del reactor operando adiabáticamente.
Por este motivo, se operará el reactor de manera NINA, manteniendo la temperatura
dentro del reactor entre 37 y 41°C (310 y 314K) mediante la utilización de un fluido refrigerante.
Se consideró la utilización de agua debido a las ventajas económicas, fisiológicas, ambientales y químicas que presenta este fluido, pero no es posible su utilización para este proceso ya que no mantiene la temperatura dentro del rango establecido. Debido a esto es necesario emplear un fluido refrigerante distinto. Entonces, se propuso la utilización del fluido SYLTHERM 800 ® , refrigerante perteneciente a la línea de fluidos de transferencia de calor de la empresa Dow ® . Se trata de un fluido a base de silicona, altamente estable y duradero que se recomienda para un rango de temperatura de operación de -40 a 400°C. Es un fluido con bajo potencial de incrustación y a menudo puede operar de manera continua hasta por diez años o más. Es inodoro y de muy baja toxicidad [20] .
A continuación se presentan algunas características térmicas de dicho fluido:
Tabla 3.20. Características del fluido refrigerante.
114
Rango de temperatura [ºC] -40 - 385
Masa molar [kmol/kg] 220
Conductividad térmica [W/m°C] 0.13
Calor específico [kJ/kg°C] 1.64
Viscosidad [cps] 25.6
Densidad líquida [kg/m 3 ] 936

Para la refrigeración se utilizará una camisa por la que circulará el fluido refrigerante y
que formará parte de un ciclo cerrado de refrigeración, permitiendo la reutilización del mismo. El diseño de este ciclo será desarrollado en capítulos posteriores.
A continuación se presentan los coeficientes de intercambio tomados como el valor
medio del rango dado por el apéndice 20 de Intercambiadores de Calor (Cao,1983), además del valor de la resistencia de ensuciamiento dada por el apéndice 22 de dicho libro:
Tabla 3.21. Coeficientes de intercambio de calor del reactor de hidrólisis [21] .
Es necesario plantear también el balance de energía en la camisa ya que su
temperatura también varía a lo largo del reactor.
( Ecuación 3.3.36 ) c p Tc ) G · C ′ · dWdTc = − Di
4·U · ( − T
donde: - Gc es el flujo de fluido refrigerante en la camisa - Cp’ es la capacidad calorífica de dicho fluido
Resolviendo el simultáneo las ec. 3.3.23, 3.3.35 y 3.3.36 puede obtenerse una
combinación de caudal de refrigerante y temperatura que permitan mantener el rango de temperaturas establecidos. Es importante recalcar que la operación presenta un punto caliente, con lo cual es de suma importancia que este no supere el máximo de 41 °C.
A continuación se detallan las variables operativas resultantes y se presenta el perfil de
temperaturas a lo largo del reactor:
Tabla 3.22. Variables térmicas del proceso.
115
Punto de congelación [ºC] Menor a -40
h ref [J/s.m 2 .K] 1175
h aceite [J/s.m 2 .K] 380
Resistencia ensuciamiento [s.m 2 .K/J] 0.0005
U global [J/s.m 2 .K] 251.09
Rango de temperatura [ºC] 37 - 40.55
Tipo de operación térmica Enfriamiento
Caudal de fluido refrigerante [m 3 /h] 50
Temp. de entrada del refrigerante [ºC] 30

Figura 3.9. Perfil de temperatura a lo largo del reactor de hidrólisis en operación NINA.
Como se especificó en el capítulo 2, la temperatura de entrada de las corrientes al
reactor debe ser de 37°C, con lo cual sería necesario la incorporación de un equipo de precalentamiento. Este equipo será diseñado en capítulos posteriores.
116
Área de transferencia [m 2 ] 68.43
Distancia entre tubos [m] 0.05

3.4 Glicerólisis
De acuerdo a lo mencionado en los capítulos 1 y 2, la glicerólisis enzimática se llevará a cabo en un reactor de lecho fijo, con Novozym 435 como catalizador. Este proceso ha sido detallado, en escala laboratorio, por Zeng et al [22] , Damstrup et al [23] y Vol et al [24] , entre otros.
La complejidad de la glicerólisis enzimática reside en la inmiscibilidad del glicerol con el
aceite a bajas temperaturas. Esto resulta en una muy alta viscosidad y problemas de transferencia de masa. Por este motivo se propone el uso de solventes polares como t-butanol, lo cual no sólo incrementa la miscibilidad, si no que mejora el contacto con la enzima.
3.4.1 Cinética de la glicerólisis A continuación se analizarán los modelos cinéticos que pueden representar las
reacciones a llevarse a cabo en el reactor de glicerólisis, además de analizar diversas variables de operación que pueden afectar el desempeño de las reacciones.
3.4.1.1 Modelo cinético
Todos los autores mencionados coinciden en que la velocidad de la reacción está determinada por la cinética intrínseca, y que al usar solventes, no se observa limitaciones en la transferencia de masa externa o interna.
Voll et al. proponen un modelo cinético complejo, que considera múltiples pasos
reversibles, y considera tanto la glicerólisis como la esterificación. Este paso de esterificación es importante cuando hay agua en la mezcla reactiva, ya que la enzima cataliza ambas reacciones y por lo tanto están en competencia.
Glicerólisis
Esterificación
117
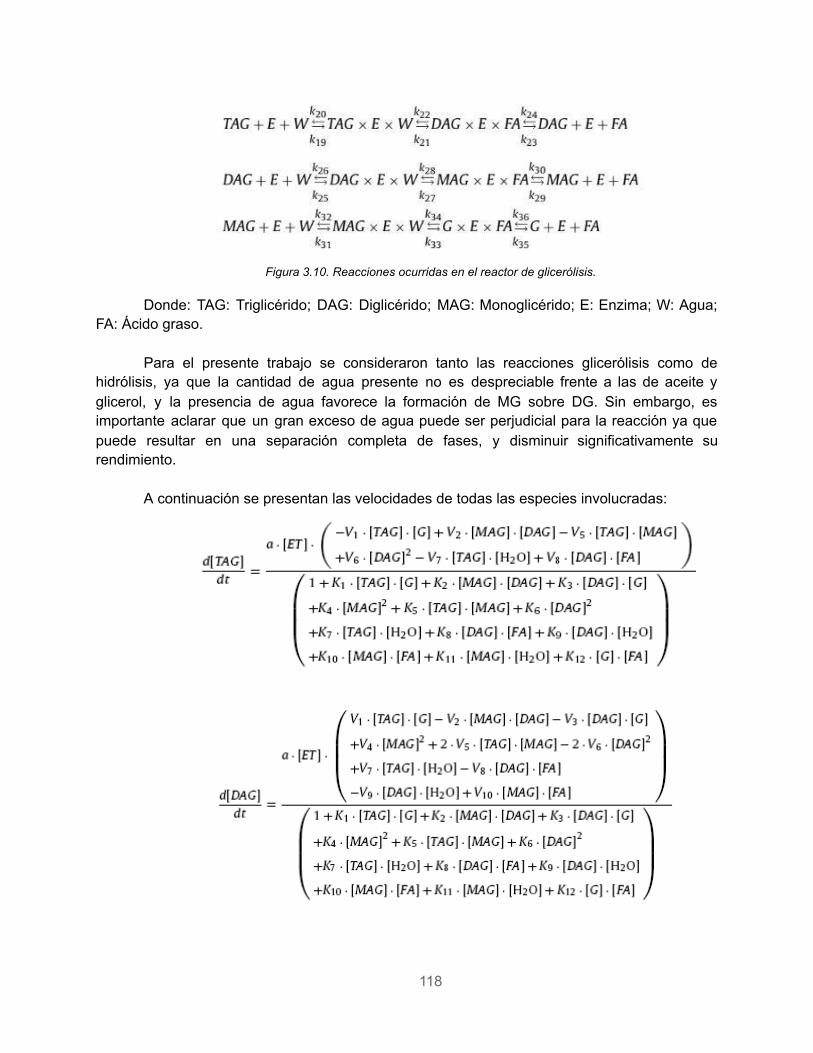
Figura 3.10. Reacciones ocurridas en el reactor de glicerólisis.
Donde: TAG: Triglicérido; DAG: Diglicérido; MAG: Monoglicérido; E: Enzima; W: Agua;
FA: Ácido graso.
Para el presente trabajo se consideraron tanto las reacciones glicerólisis como de hidrólisis, ya que la cantidad de agua presente no es despreciable frente a las de aceite y glicerol, y la presencia de agua favorece la formación de MG sobre DG. Sin embargo, es importante aclarar que un gran exceso de agua puede ser perjudicial para la reacción ya que puede resultar en una separación completa de fases, y disminuir significativamente su rendimiento.
A continuación se presentan las velocidades de todas las especies involucradas:
118
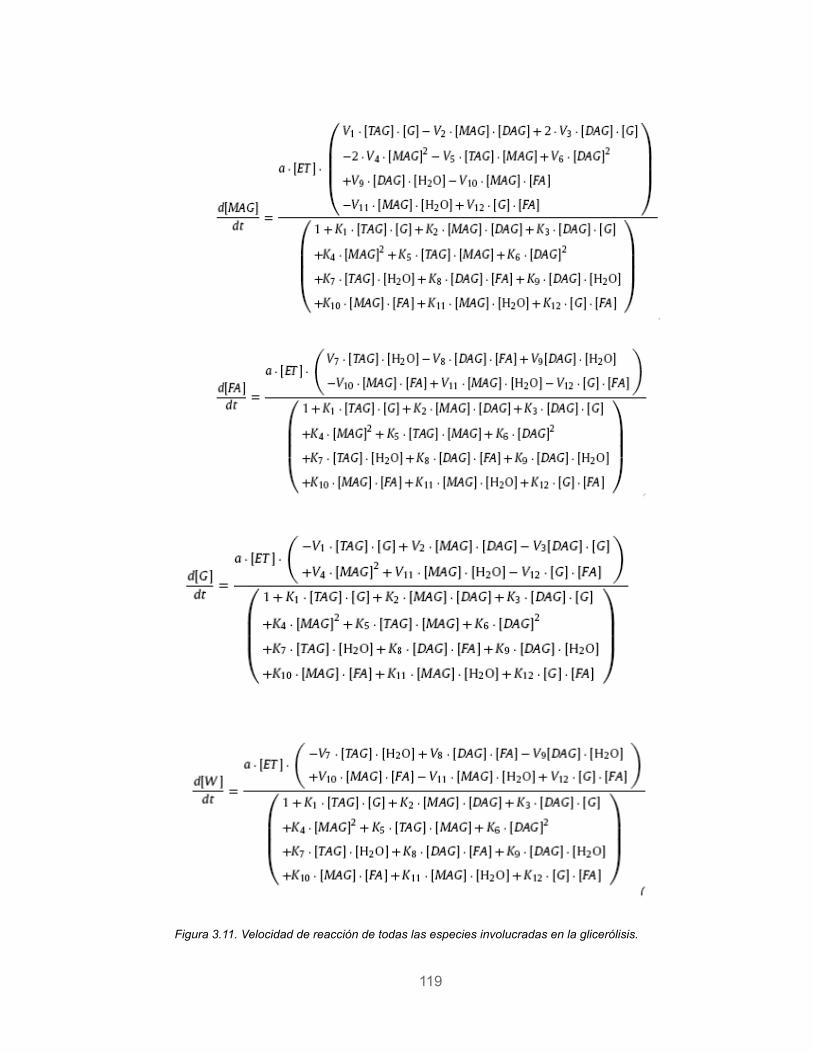
Figura 3.11. Velocidad de reacción de todas las especies involucradas en la glicerólisis.
119

En la tabla 3.22 se resumen los parámetros cinéticos utilizados. Las Vi representan la dependencia con la temperatura:
( Ecuación 3.3.37 ) V i = Ai · e Ea Ti/
Mientras que las Ki corresponden a las constantes de equilibrio.
Tabla 3.23. Constantes cinéticas de la glicerólisis.
Algunos valores están ausentes; al consultar con el autor del paper informó que ciertos
parámetros no pudieron ser calculados. Se presenta el ajuste del modelo propuesto por Damstrup et al. [25] con respecto a puntos experimentales:
120
i K i (g 2 sustrato/mmol 2 ) A i (g 2 sustrato/g enzima *min*mmol) Ea i (K)
1 0.228 5953.7 2201.1
2 1.9x10 -3 16.4 6.45x10 -3
3 - - -
4 1.77x10 -4 50.8 1.32x10 -2
5 9.93x10 -4 47.5 0.1
6 1.63x10 -4 2 42
7 757.7 10615 1869.9
8 - - -
9 4.41x10 -5 1796.6 280.37
10 5236.9 - -
11 8.9x10 -3 282449000 5468.1
12 2.96x10 -3 117844 1897.1
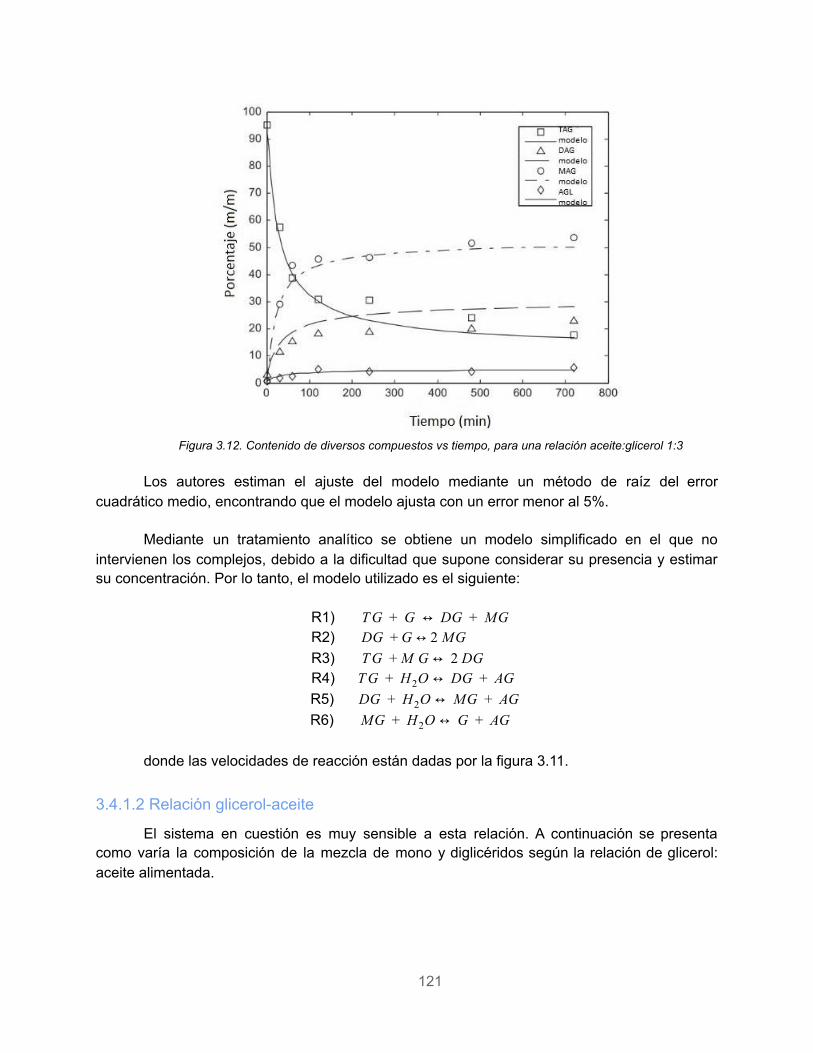
Figura 3.12. Contenido de diversos compuestos vs tiempo, para una relación aceite:glicerol 1:3
Los autores estiman el ajuste del modelo mediante un método de raíz del error
cuadrático medio, encontrando que el modelo ajusta con un error menor al 5%.
Mediante un tratamiento analítico se obtiene un modelo simplificado en el que no intervienen los complejos, debido a la dificultad que supone considerar su presencia y estimar su concentración. Por lo tanto, el modelo utilizado es el siguiente:
R1) G G DG MG T + ↔ + R2) G MG D + G ↔ 2 R3) G G 2 DG T + M ↔ R4) G H O DG AG T + 2 ↔ +
R5) G H O MG AG D + 2 ↔ + R6) G H O G AG M + 2 ↔ +
donde las velocidades de reacción están dadas por la figura 3.11.
3.4.1.2 Relación glicerol-aceite
El sistema en cuestión es muy sensible a esta relación. A continuación se presenta como varía la composición de la mezcla de mono y diglicéridos según la relación de glicerol: aceite alimentada.
121
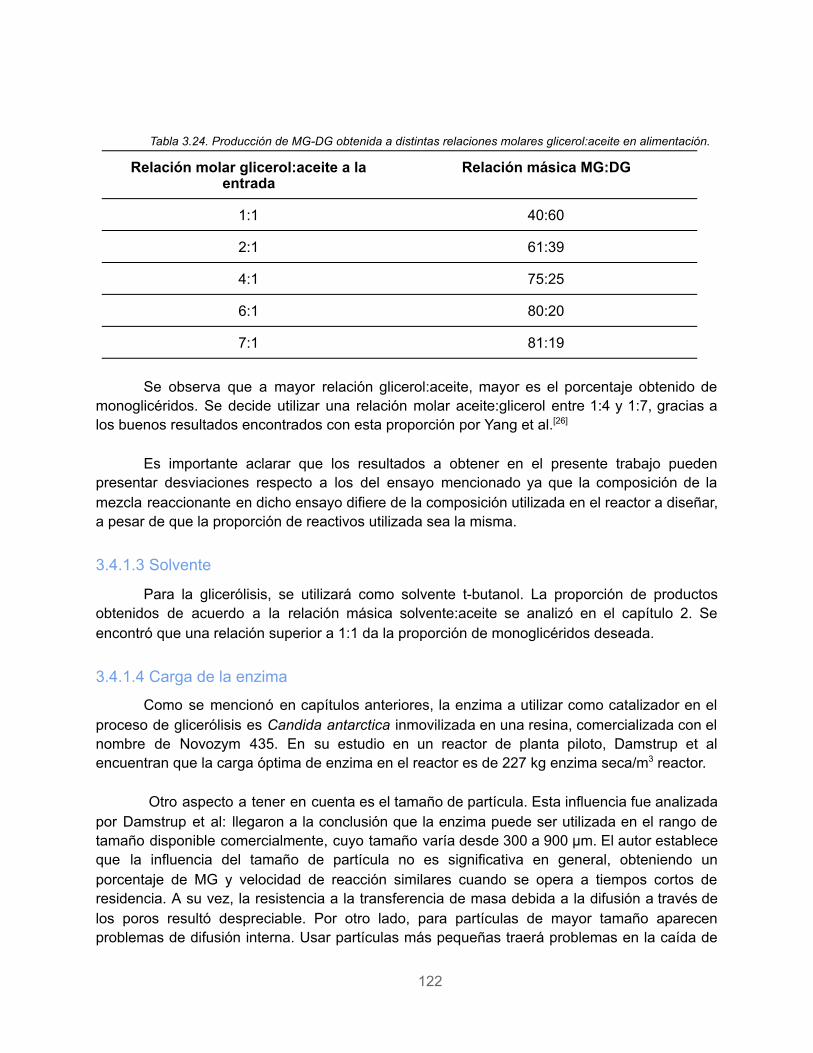
Tabla 3.24. Producción de MG-DG obtenida a distintas relaciones molares glicerol:aceite en alimentación.
Se observa que a mayor relación glicerol:aceite, mayor es el porcentaje obtenido de
monoglicéridos. Se decide utilizar una relación molar aceite:glicerol entre 1:4 y 1:7, gracias a los buenos resultados encontrados con esta proporción por Yang et al. [26]
Es importante aclarar que los resultados a obtener en el presente trabajo pueden
presentar desviaciones respecto a los del ensayo mencionado ya que la composición de la mezcla reaccionante en dicho ensayo difiere de la composición utilizada en el reactor a diseñar, a pesar de que la proporción de reactivos utilizada sea la misma.
3.4.1.3 Solvente
Para la glicerólisis, se utilizará como solvente t-butanol. La proporción de productos obtenidos de acuerdo a la relación másica solvente:aceite se analizó en el capítulo 2. Se encontró que una relación superior a 1:1 da la proporción de monoglicéridos deseada.
3.4.1.4 Carga de la enzima
Como se mencionó en capítulos anteriores, la enzima a utilizar como catalizador en el proceso de glicerólisis es Candida antarctica inmovilizada en una resina, comercializada con el nombre de Novozym 435. En su estudio en un reactor de planta piloto, Damstrup et al encuentran que la carga óptima de enzima en el reactor es de 227 kg enzima seca/m 3 reactor.
Otro aspecto a tener en cuenta es el tamaño de partícula. Esta influencia fue analizada por Damstrup et al: llegaron a la conclusión que la enzima puede ser utilizada en el rango de tamaño disponible comercialmente, cuyo tamaño varía desde 300 a 900 μm. El autor establece que la influencia del tamaño de partícula no es significativa en general, obteniendo un porcentaje de MG y velocidad de reacción similares cuando se opera a tiempos cortos de residencia. A su vez, la resistencia a la transferencia de masa debida a la difusión a través de los poros resultó despreciable. Por otro lado, para partículas de mayor tamaño aparecen problemas de difusión interna. Usar partículas más pequeñas traerá problemas en la caída de
122
Relación molar glicerol:aceite a la entrada
Relación másica MG:DG
1:1 40:60
2:1 61:39
4:1 75:25
6:1 80:20
7:1 81:19

presión del reactor [27] . Por lo tanto, para el diseño del presente reactor se utilizarán partículas de tamaño promedio de 0.0006 m de diámetro.
3.4.1.5 Desactivación de la enzima
Duan et al. [28] estudiaron la actividad enzimática en un reactor batch con un tiempo de reacción de 12 horas durante 100 operaciones utilizando tert-butanol como solvente. Llegaron a la conclusión que luego de 1200 horas de uso la pérdida de actividad de la enzima es mínima. Sin embargo, en el presente trabajo se diseña para una parada de planta anual, por lo que resulta necesario considerar la desactivación.
Figura 3.13. Estabilidad operacional de Novozym 435 durante la producción de diglicéridos. [28]
A partir de los valores de producción que registraron se aproximó una constante de
desactivación. Para ello, se asumió que la disminución en la producción era directamente proporcional a la pérdida de actividad y que la cinética de desactivación tiene la siguiente expresión:
( Ecuación 3.3.38 ) (t) a = a0 · e kd·t−
Donde a corresponde a la fracción activa en un tiempo t; a 0 es la fracción activa inicial e
igual a 1; kd es la constante de desactivación y t es el tiempo, en días. El valor de kd aproximado es el siguiente:
Tabla 3.25. Cinética de desactivación de Novozym 435.
123
k d [1/día] 0.00129

Al igual que en el reactor de hidrólisis, debería analizarse la validez de este dato dado las diferencias que existen entre las condiciones del experimento y las condiciones de planta. Si se tienen en cuenta las mismas consideraciones que afectan dicha validez, se puede llegar a la misma conclusión: aunque con cierto error, el valor encontrado para la constante del catalizador puede ser utilizado para el diseño del presente reactor.
Teniendo en cuenta la desactivación de la enzima, se puede escribir:
( Ecuación 3.3.39 ) ri = rj · e kd·t−
donde r j representa la velocidad de cada especie dada por la figura 3.11.
3.4.2 Reactor de glicerólisis
3.4.2.1 Diseño del reactor
Al igual que el rector de hidrólisis, el diseño del reactor de glicerólisis se lleva a cabo a
partir del balance de masa.
Partiendo de un balance de masa general para lecho fijo: ( Ecuación 3.3.40 ) F W − d i = ri · d
donde F i representa el flujo de cada compuesto involucrado y r i la reacción
correspondiente. Cada r i está dada por la ecuación 3.4.38, las cuales dependen de las velocidades dadas por la figura 3.11 y, como se ve en dicha figura, las velocidades de cada especie i está afectada por las concentraciones de las demás especies, es decir que no son independientes entre sí, con lo cual para la resolución de estos balances es necesario hacerlo de manera acoplada.
El sistema de ecuaciones a resolver se presenta a continuación:
( Ecuación 3.3.41 ) F W − d TAG = rTAG · d ( Ecuación 3.3.42 ) F W − d DAG = rDAG · d ( Ecuación 3.3.43 ) F W − d MAG = rMAG · d
( Ecuación 3.3.44 ) F W − d G = rG · d ( Ecuación 3.3.45 ) F W − d W = rW · d ( Ecuación 3.3.46 ) F W − d FA = rFA · d
124
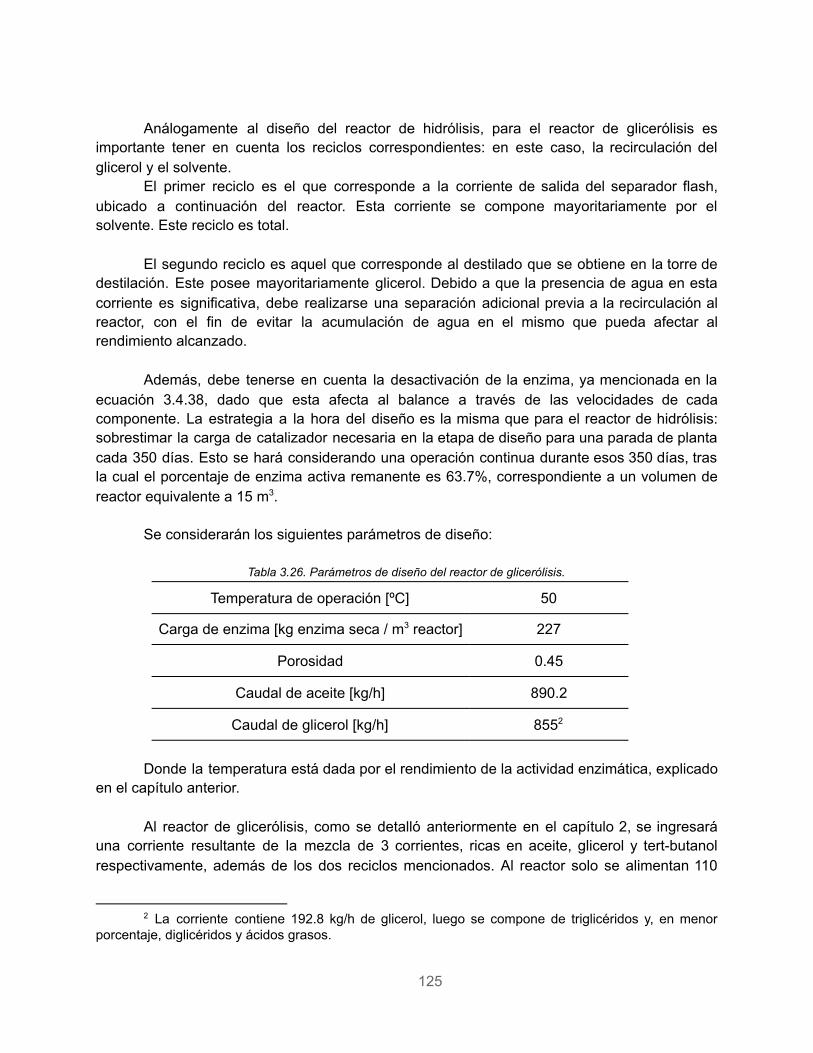
Análogamente al diseño del reactor de hidrólisis, para el reactor de glicerólisis es
importante tener en cuenta los reciclos correspondientes: en este caso, la recirculación del glicerol y el solvente.
El primer reciclo es el que corresponde a la corriente de salida del separador flash, ubicado a continuación del reactor. Esta corriente se compone mayoritariamente por el solvente. Este reciclo es total.
El segundo reciclo es aquel que corresponde al destilado que se obtiene en la torre de
destilación. Este posee mayoritariamente glicerol. Debido a que la presencia de agua en esta corriente es significativa, debe realizarse una separación adicional previa a la recirculación al reactor, con el fin de evitar la acumulación de agua en el mismo que pueda afectar al rendimiento alcanzado.
Además, debe tenerse en cuenta la desactivación de la enzima, ya mencionada en la ecuación 3.4.38, dado que esta afecta al balance a través de las velocidades de cada componente. La estrategia a la hora del diseño es la misma que para el reactor de hidrólisis: sobrestimar la carga de catalizador necesaria en la etapa de diseño para una parada de planta cada 350 días. Esto se hará considerando una operación continua durante esos 350 días, tras la cual el porcentaje de enzima activa remanente es 63.7%, correspondiente a un volumen de reactor equivalente a 15 m 3 .
Se considerarán los siguientes parámetros de diseño:
Tabla 3.26. Parámetros de diseño del reactor de glicerólisis.
Donde la temperatura está dada por el rendimiento de la actividad enzimática, explicado
en el capítulo anterior.
Al reactor de glicerólisis, como se detalló anteriormente en el capítulo 2, se ingresará una corriente resultante de la mezcla de 3 corrientes, ricas en aceite, glicerol y tert-butanol respectivamente, además de los dos reciclos mencionados. Al reactor solo se alimentan 110
2 La corriente contiene 192.8 kg/h de glicerol, luego se compone de triglicéridos y, en menor porcentaje, diglicéridos y ácidos grasos.
125
Temperatura de operación [ºC] 50
Carga de enzima [kg enzima seca / m 3 reactor] 227
Porosidad 0.45
Caudal de aceite [kg/h] 890.2
Caudal de glicerol [kg/h] 855 2

kg/h de solvente y 192.8 kg/h de glicerol. Las relaciones de alimentación solvente:aceite y glicerol:aceite se logran a partir de la implementación de los reciclos mencionados.
A partir de la resolución acoplada de las ecuaciones 3.4.41 a 3.4.46 especializadas para
cada especie involucrada, es decir, para cada tipo de triglicérido (trioleina, triestearina, etc.), diglicérido, monoglicérido y ácido graso, y queriendo obtener una conversión superior a 70% de aceite, tomando como parámetro la conversión de TG totales al ser el componente mayoritario, se obtuvo un valor necesario de 23.55 m 3 .
Para la determinación de los parámetros geométricos se tuvieron las mismas
consideraciones que para el reactor de hidrólisis: la caída de presión y el patrón de flujo.
El valor de Reynolds, para establecer el tipo de flujo, fue analizado por Damstrup et. al [29] , encontrando que la totalidad de los experimentos arrojan valores menores a 100. Se llegó a la conclusión que, las bajas velocidades de fluido no fueron críticas para la formación de MG y la transferencia de reactivos hacia la enzima no es un factor limitante en el proceso. A su vez, el flujo laminar provoca una distribución homogénea de la mezcla reactante en la capa de la enzima.
Los autores señalan que si se trabaja a escala industrial con valores de Lr/Dr dentro del
rango de 9.5-26.7, los problemas de transferencia de masa serán despreciables.
Por último, consideran que alterar la relación Lr/Dr para mejorar la transferencia de masa es innecesario y que un aumento en la velocidad de fluido puede llevar a mayores caídas de presión que impliquen problemas de bombeo, compresión de lecho, entre otros.
Se tuvo en cuenta el rango expresado anteriormente a la hora de establecer el diámetro
y el largo del reactor.
Finalmente los parámetros geométricos se resumen en la siguiente tabla:
Tabla 3.27. Parámetros geométricos del reactor de glicerólisis.
126
Diámetro interno del reactor [m] 1.47
Diámetro externo del reactor [m] 1.494
Largo del reactor [m] 14
Volumen de reactor [m 3 ] 23.55
Presión de entrada al reactor [atm] 9
Caída de presión [atm] 1.97

Respecto a la caída de presión, se calculó este valor mediante el simulador UNISIM Design que utiliza la ecuación de Ergun para su estimación. Se observa que este valor es congruente con la caída de presión sugerida por Retoret [30] obteniendo una pérdida de 0.14 atm por metro de reactor. La presión de entrada de las corrientes fue elegida de modo de respetar la máxima caída de presión permitida [31] .
El reactor será del mismo material que el de hidrólisis, acero inoxidable 316. Para el
cálculo del espesor del mismo se utilizó el mismo criterio antes mencionado, teniendo en cuenta el material de construcción del mismo y la presión de diseño. Se operará verticalmente.
La composición de la corriente de salida que se obtiene en el reactor se detalla a
continuación.
Tabla 3.28. Composición de la corriente de salida al reactor.
Partiendo de un reactor de 23.76 m 3 , considerando una renovación anual de la enzima se obtienen, luego del proceso de purificación, una mezcla de MG-DG de composición 55% MG inicialmente y de 43% MG luego de 350 días de operación. En ambos casos se cumple con las especificaciones de producto indicadas en el capítulo 1 y se logra una conversión superior a 70% de TG.
127
Componente Caudal (kg/h)
Triglicéridos 419.25
Diglicéridos 436.83
Monoglicéridos 866.16
TPC 30.43
Agua 4.87
Ácidos grasos 17.82
Glicerol 733.53
Solvente 1753.5
Total 4262.39
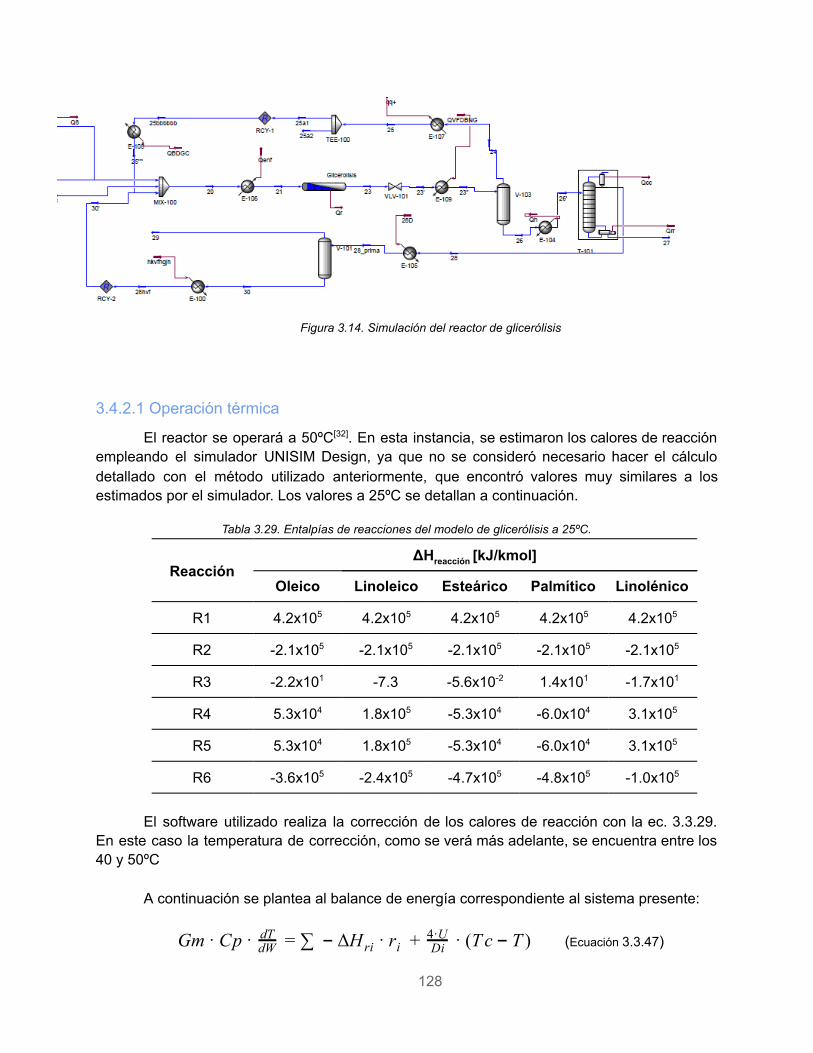
Figura 3.14. Simulación del reactor de glicerólisis
3.4.2.1 Operación térmica
El reactor se operará a 50ºC [32] . En esta instancia, se estimaron los calores de reacción empleando el simulador UNISIM Design, ya que no se consideró necesario hacer el cálculo detallado con el método utilizado anteriormente, que encontró valores muy similares a los estimados por el simulador. Los valores a 25ºC se detallan a continuación.
Tabla 3.29. Entalpías de reacciones del modelo de glicerólisis a 25ºC.
El software utilizado realiza la corrección de los calores de reacción con la ec. 3.3.29.
En este caso la temperatura de corrección, como se verá más adelante, se encuentra entre los 40 y 50ºC
A continuación se plantea al balance de energía correspondiente al sistema presente:
( Ecuación 3.3.47 ) m p H Tc ) G · C · dTdW = ∑ − Δ ri · ri + Di
4·U · ( − T
128
Reacción
ΔH reacción [kJ/kmol]
Oleico Linoleico Esteárico Palmítico Linolénico
R1 4.2x10 5 4.2x10 5 4.2x10 5 4.2x10 5 4.2x10 5
R2 -2.1x10 5 -2.1x10 5 -2.1x10 5 -2.1x10 5 -2.1x10 5
R3 -2.2x10 1 -7.3 -5.6x10 -2 1.4x10 1 -1.7x10 1
R4 5.3x10 4 1.8x10 5 -5.3x10 4 -6.0x10 4 3.1x10 5
R5 5.3x10 4 1.8x10 5 -5.3x10 4 -6.0x10 4 3.1x10 5
R6 -3.6x10 5 -2.4x10 5 -4.7x10 5 -4.8x10 5 -1.0x10 5
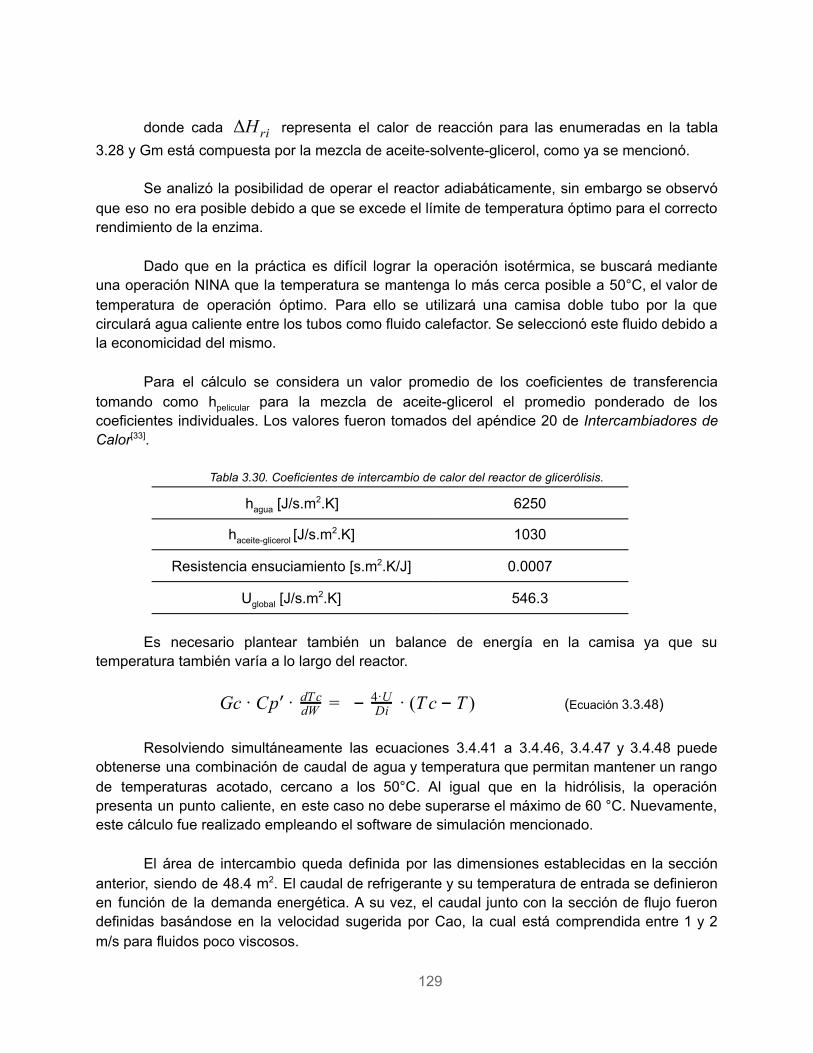
donde cada representa el calor de reacción para las enumeradas en la tabla HΔ ri
3.28 y Gm está compuesta por la mezcla de aceite-solvente-glicerol, como ya se mencionó.
Se analizó la posibilidad de operar el reactor adiabáticamente, sin embargo se observó que eso no era posible debido a que se excede el límite de temperatura óptimo para el correcto rendimiento de la enzima.
Dado que en la práctica es difícil lograr la operación isotérmica, se buscará mediante
una operación NINA que la temperatura se mantenga lo más cerca posible a 50°C, el valor de temperatura de operación óptimo. Para ello se utilizará una camisa doble tubo por la que circulará agua caliente entre los tubos como fluido calefactor. Se seleccionó este fluido debido a la economicidad del mismo.
Para el cálculo se considera un valor promedio de los coeficientes de transferencia tomando como h pelicular para la mezcla de aceite-glicerol el promedio ponderado de los coeficientes individuales. Los valores fueron tomados del apéndice 20 de Intercambiadores de Calor [33] .
Tabla 3.30. Coeficientes de intercambio de calor del reactor de glicerólisis.
Es necesario plantear también un balance de energía en la camisa ya que su
temperatura también varía a lo largo del reactor.
( Ecuación 3.3.48 ) c p Tc ) G · C ′ · dWdTc = − Di
4·U · ( − T
Resolviendo simultáneamente las ecuaciones 3.4.41 a 3.4.46, 3.4.47 y 3.4.48 puede obtenerse una combinación de caudal de agua y temperatura que permitan mantener un rango de temperaturas acotado, cercano a los 50°C. Al igual que en la hidrólisis, la operación presenta un punto caliente, en este caso no debe superarse el máximo de 60 °C. Nuevamente, este cálculo fue realizado empleando el software de simulación mencionado.
El área de intercambio queda definida por las dimensiones establecidas en la sección
anterior, siendo de 48.4 m 2 . El caudal de refrigerante y su temperatura de entrada se definieron en función de la demanda energética. A su vez, el caudal junto con la sección de flujo fueron definidas basándose en la velocidad sugerida por Cao, la cual está comprendida entre 1 y 2 m/s para fluidos poco viscosos.
129
h agua [J/s.m 2 .K] 6250
h aceite-glicerol [J/s.m 2 .K] 1030
Resistencia ensuciamiento [s.m 2 .K/J] 0.0007
U global [J/s.m 2 .K] 546.3

A continuación se detallan las variables operativas resultantes y se presenta el perfil de
temperaturas a lo largo del reactor:
Figura 3.15. Perfil de temperatura a lo largo del reactor de glicerólisis en operación NINA.
Si bien el perfil de temperatura en el reactor se aleja del objetivo de operar
isotérmicamente a 50ºC, se obtiene un rendimiento igual al esperado con una conversión del 70% de TG.
Tabla 3.31. Variables térmicas del proceso de glicerólisis.
130
Rango de temperatura [ºC] 40.3 - 50
Tipo de operación térmica Calentamiento
Fluido calefactor Agua
Calor intercambiado [kJ/h] 7.79x10 5
Velocidad de fluido calefactor [m/s] 1.17
Caudal de fluido calefactor [m 3 /h] 300
Temp. de entrada de fluido calefactor [ºC] 61
Área de transferencia [m 2 ] 65.71
Distancia entre tubos [cm] 3
Sección de flujo calefactor [m 2 ] 0.071

Nuevamente, se requerirá incorporar un equipo de precalentamiento para lograr una temperatura de entrada de las corrientes al reactor de 50°C. Este equipo será diseñado en capítulos posteriores.
131

3.5 Sistema de control
Los reactores de lecho fijo deben contar con los siguientes instrumentos que brinden información sobre las variables involucradas en el proceso:
Tabla 3.32. Instrumentos de control.
3.5.1 Temperatura Los medidores comerciales de temperatura más comunes son las termocuplas y los
RTD. Una termocupla comprende la unión de dos metales distintos, que al sufrir un cambio de temperatura generan una pequeña diferencia de potencial. Un RTD consiste en una sonda metálica que sometida a un aumento de temperatura aumenta su resistencia eléctrica.
A la hora de seleccionar el medidor de temperatura, es importante tener en cuenta las
ventajas y desventajas de cada instrumento. Las termocuplas son más económicas y duraderas, aunque suministran una señal débil y se deben colocar muy cerca del punto de medición. Los RTD son más costosos, pero más sensibles, sobre todo a bajas temperaturas, y se pueden colocar a mayor distancia ya que la señal es más robusta.
Considerando que la temperatura a la que se desea mantener los reactores ronda los
50°C, se considera más conveniente utilizar un RTD, cuya versión comercial más conocida es el Pt-100. Se considera necesario este accesorio ya que las enzimas utilizadas son muy sensibles a cambios de temperatura, y su rango de operación es acotado. Esto involucra un control estricto de la temperatura, lo cual será optimizado con un instrumento más sensible.
3.5.2 Caudal Existe una gran variedad de medidores de caudal para usos industriales en el mercado.
Para la utilización que se requiere en este proyecto, se analizaron las características más importantes de los principales tipos de caudalímetros [34][35] :
Tabla 3.33. Tipos de medidores de caudal.
132
Instrumento Medición
PT - 100 Temperatura del fluido dentro de los reactores.
Manómetro Caída de presión en el reactor.
Caudalímetros Caudales de entrada y salida a los reactores

Se decide utilizar un medidor por ultrasonido, ya que si bien no es el más preciso, es no
invasivo y no genera caída de presión, lo cual se priorizó en este trabajo.
3.5.3 Presión Como se mencionó anteriormente, es importante el monitoreo de la presión tanto a la
entrada como a la salida del reactor, ya que se deben evitar grandes caídas de presión.
Industrialmente, son de amplia utilización los manómetros de tipo Bourdon. Su principio de funcionamiento reside en un tubo curvado, que tiende a desenrollarse al aumentar la presión, y una serie de conexiones mecánicas que transmiten este movimiento hacia una aguja indicadora.
Su ventaja reside en el amplio rango de presiones en que pueden ser utilizados, lo que
los hace muy útiles industrialmente. En el presente trabajo, se colocarán medidores en cada extremo del reactor, para controlar la caída de presión.
3.5.4 Automatización El control de las variables en plantas químicas modernas es automático y programable.
Por este motivo, se utilizará un PLC (Programmable Logic Controller), que es un sistema informático utilizado en industria para automatizar lazos de control, gracias a su alta resistencia a ruidos eléctricos y vibraciones, y a la capacidad de controlar varios sistemas al mismo tiempo.
133
Tipo Medición Fluido Precisión Diámetro Tubería
Caída de presión
Presión diferencial
Diferencia de presión
Gas, Líquidos limpios
Baja Mediano - Grande
Baja
Magnético Velocidad Líquidos conductores
Alta Mediano - Grande
Nula
Ultrasonido Velocidad Gas, Líquido Media/Alta Mediano - Grande
Nula
Coriolis Masa Gas, Líquido Alta Todos Alta

Figura 3.16. Programmable Logic Controller.
Las variables a controlar son la temperatura dentro del reactor, el nivel y el caudal. Para el control de temperatura, la variable manipulada será el caudal de líquido en la camisa. El control de caudal y de nivel se realizará mediante una válvula de control ubicada a la entrada de cada reactor.
A continuación, se presenta un esquema del reactor con sus correspondientes
instrumentos de control:
Figura 3.17. Esquema de reactor con transmisores y controlador .
134

3.6 Bibliografía
1. Subhash Bhatia, A., Naidu, D. & Kamaruddin, A. H. (1999). Modeling and Simulation of an Enzymatic Reactor for Hydrolysis of Palm Oil. School of Chemical Engineering, Universiti Sains Malaysia, Malaysia. Artificial Cells, Blood Substitutes, and Immob. Biotechnology, 27:5-6, 435-440.
2. Rotticci, D. (2000). Understanding and Engineering the Enantioselectivity of Candida antarctica Lipase B towards sec-Alcohols. Royal Institute of Technology. Department of Chemistry. Stockholm. ISBN: 91-7170-550-3.
3. Rashid, R., Zaharudina, N. A. & Idris, A. (2014). Enzymatic Hydrolysis of Used-Frying Oil Using Candida Rugosa Lipase in Solvent-Free System . Department of Bioprocess Engineering, Faculty of Chemical Engineering, Universiti Teknologi Malaysia, Johor, Malaysia. Jurnal Teknologi (Sciences & Engineering) 67:2 (2014), 75–80.
4. Murty, V. R. C., Bhat, J., & Muniswaran, P. K. A. (2005). External Mass Transfer Effects during the Hydrolysis of Rice Bran Oil in Immobilized Lipase Packed Bed Reactor. Department of Chemical Engineering, Manipal Institute of Technology, India. Chem. Biochem. Eng. Q. 19 (1) 57–61.
5. Dr. Rob Schoevaart. (2020). ChiralVision B.V. The Netherlands 6. Subhash Bhatia, A., Naidu, D. & Kamaruddin, A. H. (1999). Modeling and Simulation of an
Enzymatic Reactor for Hydrolysis of Palm Oil. School of Chemical Engineering, Universiti Sains Malaysia, Malaysia. Artificial Cells, Blood Substitutes, and Immob. Biotechnology, 27:5-6, 435-440.
7. Dr . Rogelio Cuevas García. (2008). Desactivación de catalizadores . Departamento de programas audiovisuales, Facultad de Química. Universidad Nacional Autónoma de México, Ciudad de México, México.
8. Minovska, V., Wilkelhausen, E. & Kuzmanova, S. (2004). Lipase immobilized by different techniques on various support materials applied in oil hydrolysis. Skopje, Republic of Macedonia. J. Serb. Chem. Soc. 70 (4) 609-624
9. Iborra, M., Tejero, J., Cunill, F. (2013). Reactores multifásicos . Catálisis y cinética aplicada. Dipòsit Digital de la Universitat de Barcelona. Universitat de Barcelona.
10. J . P. Retoret, J. P. (1976), Reactores de lecho fijo. Parte I, Ingeniería Química . 11. L ópez Cabanes, A. & Bódalo Santoyo, A. Simulación de un reactor-cambiador. Parte I.
Universidad de Murcia. Murcia, España. 12. Autoclave Engineers. Fixed Bed (Tube) Catalyst Reactor . Pennsylvania, USA.
Recuperado de http://www.autoclaveengineers.com/products/catalytic_reactors /CR_Fixed_Bed_Tube/index.html
13. Barrera, C. (2018). Diseño, construcción y puesta en marcha de un reactor de lecho fijo en acero inoxidable para el craqueo catalítico de aceites lubricantes usados. Universidad de San Francisco de Quito, Quito, Ecuador. Recuperado de https://pubs.rsc.org/en/content/articlelanding/2019/cy/c9cy00415g#!divAbstract
135

14. Massa, J., Giro, J. & Giudici, A. (2015). Recipientes de presión . Compendio de cálculo estructural II, FCEFFyN, UNC. Córdoba, Argentina.
15. Villota, I. F. Depósitos de almacenamiento . Proyecto de fin de carrera, Ingeniería Rural. Universidad de Castilla-La Mancha. Ciudad Real, España.
16. Aliaga, J. (2017). Eficiencia de Junta y Categoría de la Junta Soldada . Blog de soporte de QPS. Recuperado de https://www.qpssoporte.com/2017/06/30/eficiencia-de-junta- que-es-y-como-se-aplica-en-el-pvelite/#:~:text=Cuando%20se%20aplica%20correctament e%2C%20la,utilizado%20en%20todo%20el%20mundo.
17. Alí, G. L. Propiedades residuales. Termodinámica del equilibrio. 18. Oliveira, A.C., Moura, L. F. & Cardoso, D. (2011). Method of contribution of groups to
estimate thermodynamic properties of components of biodiesel formation in liquid phase . Fluid Phase Equilibria 317, 59– 64.
19. Rihani, D. N., Doraiswamy,L. K. (1965). Estimation of Heat Capacity of Organic Compounds from Group Contributions . Ind. Eng. Chem. Fundamen., Vol. 1. pp. 17-21.
20. The D ow Chemical Company, Catálogo de Fluidos Térmicos, Guía Línea de Productos, Fluidos de transferencia de calor DOWTHERM, SYLTHERM, DOWFROST Y DOWCAL , Estados Unidos.
21. Cao, E. (1983). Intercambiadores de calor . Buenos Aires. 22. Zeng, F., Yang, B., Wang, Y., Wang, W., Ning, Z., & Li, L. (2010). Enzymatic Production of
Monoacylglycerols with Camellia Oil by the Glycerolysis Reaction. Journal of the American Oil Chemists’ Society, 87(5), 531–537.
23. Damstrup, M. L., Kiil, S., Jensen, A. D., Sparsø, F. V., & Xu, X. (2007). Process Development of Continuous Glycerolysis in an Immobilized Enzyme-Packed Reactor for Industrial Monoacylglycerol Production . Journal of Agricultural and Food Chemistry, 55(19), 7786–7792.
24. Voll, F., Krüger, R. L., de Castilhos, F., Filho, L. C., Cabral, V., Ninow, J., & Corazza, M. L. (2011). Kinetic modeling of lipase-catalyzed glycerolysis of olive oil . Biochemical Engineering Journal, 56(3), 107–115.
25. Damstrup, M (2009) Process development of enzyme catalysed industrial production of partial acylglycerols (Tesis doctoral). Instituto Nacional de Alimentos, Universidad Técnica de Dinamarca.
26. Zeng, F., Yang, B., Wang, Y., Wang, W., Ning, Z., & Li, L. (2010). Enzymatic Production of Monoacylglycerols with Camellia Oil by the Glycerolysis Reaction. Journal of the American Oil Chemists’ Society, 87(5), 531–537.
27. Damstrup, M. L., Kiil, S., Jensen, A. D., Sparso, F. V., Xu, X..(2007) Process Development of Continuous Glycerolysis in an Immobilized Enzyme-Packed Reactor for Industrial Monoacylglycerol Production. Journal of Agricultural and Food Chemistry, 55, 7786–7792.
28. Duan, Z., Du, W., Liu, D.. (2010) Novozym 435-catalyzed 1,3-diacylglycerol preparation via esterification in t-butanol system . Process Biochemistry, 45, 1923–1927
29. Damstrup, M. L., Kiil, S., Jensen, A. D., Sparso, F. V., Xu, X..(2007) Process Development of Continuous Glycerolysis in an Immobilized Enzyme-Packed Reactor for Industrial Monoacylglycerol Production. Journal of Agricultural and Food Chemistry, 55, 7786–7792.
30. J . P. Retoret, J. P. (1976), Reactores de lecho fijo. Parte I, Ingeniería Química .
136

31. López Cabanes, A. & Bódalo Santoyo, A. Simulación de un reactor-cambiador. Parte I. Universidad de Murcia. Murcia, España.
32. Damstrup , M (2009) Process development of enzyme catalysed industrial production of partial acylglycerols (Tesis doctoral). Instituto Nacional de Alimentos, Universidad Técnica de Dinamarca.
33. Cao, E. (1983). Intercambiadores de calor . Buenos Aires. 34. Emerson Electric Co. Flow Measurement and Process Control. Recuperado de
https://www.emerson.com/en-us/automation/measurement-instrumentation/flow-measure ment
35. Process control experts. Flow Meters Buying Guide. New Jersey, USA. Recuperado de https://www.processcontrolexperts.com/flow-meters-buying-guide/
137

CAPÍTULO 4
DISEÑO DEL SISTEMA DE PURIFICACIÓN
138

4.1 Objetivos del capítulo Los objetivos del presente capítulo involucran el diseño del sistema de purificación y
separación de ácidos grasos, así como de la mezcla de mono y diglicéridos. Para ello, se utilizarán los resultados obtenidos en los capítulos anteriores, y se tomará como base el diagrama de flujo diseñado en el capítulo 2.
Para cumplir estos objetivos, se diseñarán desde cero algunos equipos, mientras que otros se seleccionarán de catálogos de fabricantes.
4.2 Introducción
En el capítulo 2 se propuso un diagrama de bloques que represente todos los procesos a llevar a cabo en la planta:
Figura 4.1. Diagrama de flujo preliminar de la planta.
Al realizar el diseño y simulación detallada de las etapas, se encontraron los siguientes problemas:
- Algunos equipos superan la conversión y el rendimiento propuestos en el capítulo 2.
139

- Algunos equipos, por otro lado, no alcanzan estos parámetros. - Un exceso de agua en el reactor de glicerólisis provoca separación de fases, por
lo tanto, se requiere un equipo de separación adicional.
Se presenta una modificación del diagrama, que muestra algunos cambios en base a lo desarrollado en el presente y anterior capítulo.
Figura 4.2. Diagrama de flujo de planta.
El objetivo de este capítulo es el el diseño de los equipos de purificación, pertenecientes de las etapas posteriores a los reactores, lo que comprende:
- Separador flash 1: realiza una primera separación de agua de la corriente de salida del reactor de hidrólisis para poder realimentarla en la corriente 11 y disminuir la cantidad de agua fresca alimentada, como ya se explicó en el capítulo anterior.
- Centrífuga: se utiliza para separar el glicerol y parte de los triglicéridos de los ácidos grasos. El glicerol luego se alimenta al reactor de glicerólisis y los ácidos grasos pasan al cristalizador.
- Cristalizador 1: separa una mezcla mayormente compuesta por ácido esteárico y palmítico del ácido oleico.
- Torre de destilación 1: permite la separación del exceso de agua de la corriente de glicerol que ingresa al reactor de glicerólisis.
- Separador flash 2: realiza la separación de solvente de la corriente de salida del reactor, para luego ser realimentado.
140

- Torre de destilación 2: realiza la separación del glicerol sin reaccionar de la corriente de salida del separador flash 2.
- Separador flash 3: realiza la separación de solvente y del agua remanente de la corriente de glicerol reciclado.
Es importante recordar que toda la simulación y cálculo de los equipos se hizo en base a la operación de la planta en el día 350, es decir el día anterior a la parada de planta. Este se consideró como el diseño más conservador. Sin embargo, también se simuló y verificó el funcionamiento de la planta en el día 1.
141
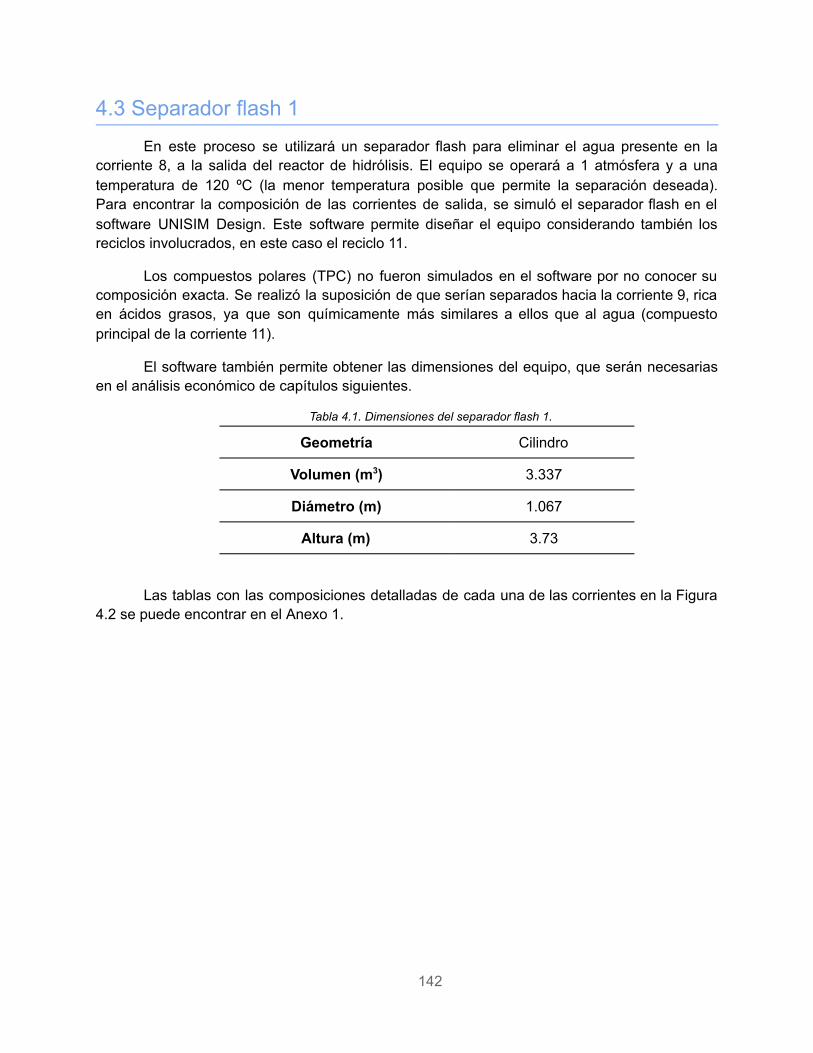
4.3 Separador flash 1 En este proceso se utilizará un separador flash para eliminar el agua presente en la
corriente 8, a la salida del reactor de hidrólisis. El equipo se operará a 1 atmósfera y a una temperatura de 120 ºC (la menor temperatura posible que permite la separación deseada). Para encontrar la composición de las corrientes de salida, se simuló el separador flash en el software UNISIM Design. Este software permite diseñar el equipo considerando también los reciclos involucrados, en este caso el reciclo 11.
Los compuestos polares (TPC) no fueron simulados en el software por no conocer su composición exacta. Se realizó la suposición de que serían separados hacia la corriente 9, rica en ácidos grasos, ya que son químicamente más similares a ellos que al agua (compuesto principal de la corriente 11).
El software también permite obtener las dimensiones del equipo, que serán necesarias en el análisis económico de capítulos siguientes.
Tabla 4.1. Dimensiones del separador flash 1.
Las tablas con las composiciones detalladas de cada una de las corrientes en la Figura 4.2 se puede encontrar en el Anexo 1.
142
Geometría Cilindro
Volumen (m 3 ) 3.337
Diámetro (m) 1.067
Altura (m) 3.73

4.4 Separador centrífugo
4.4.1 Introducción
Se utiliza para separar una fase acuosa rica en glicerol de una fase oleosa rica en ácidos grasos. El caudal a procesar es el de la corriente 9, obtenida en el separador flash 1, con un caudal de 2.9 m 3 /hora.
Éste método de separación se basa en la diferencia de densidades y solubilidades. Los valores de densidad de las especies involucradas son 1260 kg/m 3 para el glicerol, 997 kg/m 3 para el agua e inferior a 908 kg/m 3 para el resto de los componentes (triglicéridos, diglicéridos y ácidos grasos). Sin embargo, debido a una marcada diferencia entre la solubilidad de los triglicéridos y de los ácidos grasos, la separación resultante implica que se obtiene una corriente rica en glicerol, triglicéridos, y el agua remanente; y otra corriente rica en ácidos grasos con una pequeña cantidad de triglicéridos remanentes.
4.4.2 Componentes de un separador centrífugo
El fluido se introduce a través de un tubo de alimentación estacionario (1) en el interior del tambor y es acelerado suavemente por el distribuidor (2) a la velocidad del tambor.
El paquete de discos (3) del tambor divide la corriente de producto en varias capas finas, aumentando la superficie. En el interior del paquete de discos la mezcla de líquidos se separa en una fase líquida ligera (L) y en una fase líquida pesada (H). Las fases líquidas separadas por la fuerza centrífuga se descargan con presión del tambor mediante dos rodetes (7).
En el caso que hubiesen sólidos presentes en la corriente de alimentación, los mismos se depositan en la cámara de sólidos del tambor (4). Luego, el equipo los expulsa (6) mediante un sistema hidráulico accionando el pistón deslizante (5) y un ciclón de sólidos.
143

Figura 4.3. Centrífuga de discos [1] . .
4.4.3 Diseño del equipo
Para determinar la temperatura de operación se realizó el análisis de los caudales de la fase liviana y pesada y del contenido de glicerol y ácido oleico (seleccionado como ácido representativo) en las mismas. Se obtuvieron los siguientes gráficos:
144

Figura 4.4. Análisis de corrientes de salida de la centrífuga en función de la temperatura de operación. Arr.
izq: Contenido de glicerol; arr der: Caudales másicos; abajo: Contenido de ácido oleico.
Se puede observar que entre 70 y 120ºC no hay diferencia significativa en los resultados obtenidos. Operar a temperaturas inferiores a 70ºC, además de implicar el uso de un intercambiador de calor previo a la centrífuga, no permite la separación deseada de los componentes debido al aumento de la solubilidad. Dado que el uso de un intercambiador implica mayores costos operativos y no hay diferencias relevantes en el rango de temperatura expresado, se decide operar la centrífuga a la misma temperatura con la que sale la corriente del separador flash, es decir, a 120 ºC.
145
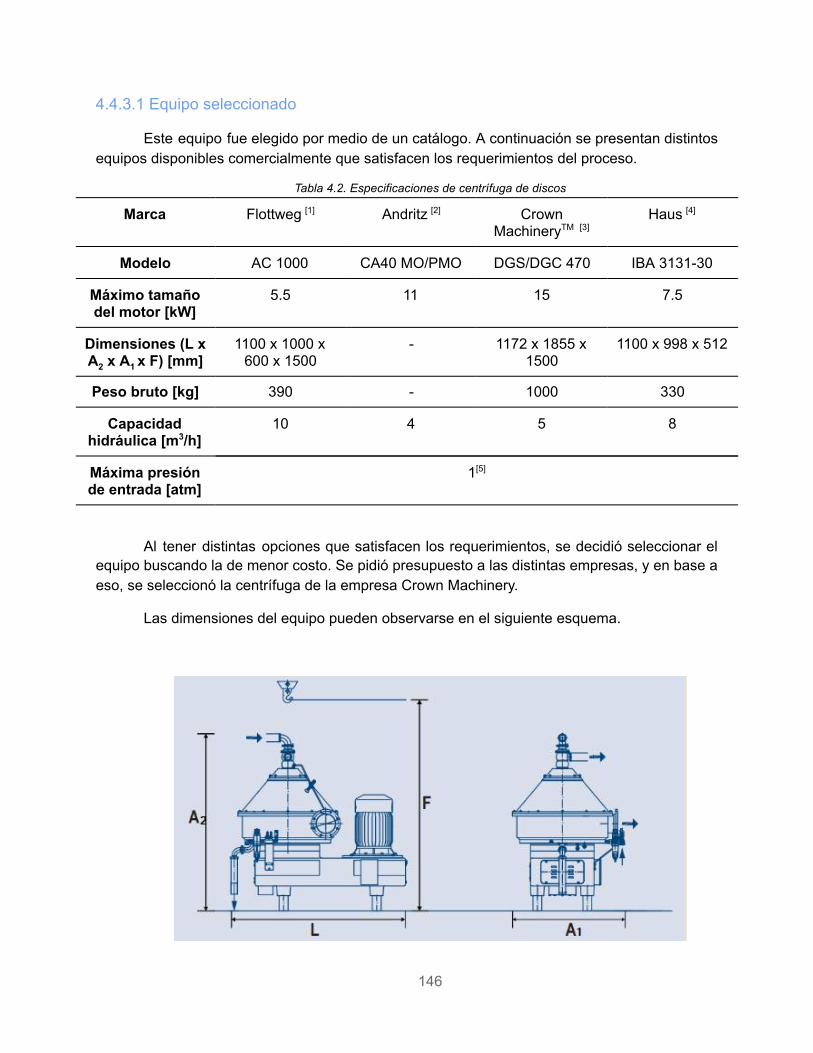
4.4.3.1 Equipo seleccionado
Este equipo fue elegido por medio de un catálogo. A continuación se presentan distintos equipos disponibles comercialmente que satisfacen los requerimientos del proceso.
Tabla 4.2. Especificaciones de centrífuga de discos
Al tener distintas opciones que satisfacen los requerimientos, se decidió seleccionar el equipo buscando la de menor costo. Se pidió presupuesto a las distintas empresas, y en base a eso, se seleccionó la centrífuga de la empresa Crown Machinery.
Las dimensiones del equipo pueden observarse en el siguiente esquema.
146
Marca Flottweg [1] Andritz [2] Crown Machinery TM [3]
Haus [4]
Modelo AC 1000 CA40 MO/PMO DGS/DGC 470 IBA 3131-30
Máximo tamaño del motor [kW]
5.5 11 15 7.5
Dimensiones (L x A 2 x A 1 x F) [mm]
1100 x 1000 x 600 x 1500
- 1172 x 1855 x 1500
1100 x 998 x 512
Peso bruto [kg] 390 - 1000 330
Capacidad hidráulica [m 3 /h]
10 4 5 8
Máxima presión de entrada [atm]
1 [5]

Figura 4.5. Esquema de centrífuga de discos Flottweg.
Todos los equipos mencionados cuentan con un controlador PLC mediante el cual se controlan los parámetros de operación.
Para determinar el grado de separación y la composición de las corrientes resultantes en esta separación se simuló el proceso en UNISIM Design a partir de un 3-Phase-Separator. Esto permite considerar las solubilidades de los componentes en las respectivas fases. Se obtiene la corriente 15, rica en glicerol y triglicéridos, y la corriente 10, rica en ácidos grasos. Esta última será procesada por el cristalizador, a ser diseñado a continuación.
147
4.5 Cristalización
4.5.1 Introducción
El proceso de cristalización se utiliza para separar la fracción de ácidos grasos insaturada (ácido oleico + linoleico) de la saturada (palmítico + esteárico). Consiste en el enfriamiento controlado de la mezcla de ácidos grasos fundida. De esta manera, se obtiene una fase sólida rica en ácidos grasos saturados, y una líquida, rica en insaturados. La separación de las fases se realiza por filtración.
Este tipo de procesos cuenta con múltiples ventajas frente a otros procesos térmicos utilizados en la industria (destilación, extracción):
- Requiere de menos energía, ya que el calor de fusión de compuestos orgánicos es hasta 5 veces menor que el de vaporización;
- Depende de la diferencia de puntos de fusión, que en ácidos grasos es mucho mayor que la de puntos de ebullición;
- Utiliza temperaturas que no provocan degradación o cambios en los productos.
A la hora de diseñar un equipo para llevar a cabo un proceso de cristalización, se puede optar por utilizar solventes o tensioactivos, o bien realizar la operación en seco. Como se discutió en capítulos anteriores, en el presente trabajo se opta por desarrollar la cristalización en seco, también conocida como cristalización en fundido. Este método es el más simple y económico, evita el reprocesamiento o descarte de solvente, y ha dado muy buenos resultados para la separación de ácidos grasos provenientes del aceite de girasol [6], [7], [8] .
4.5.2 Cinética de cristalización
En este tipo de procesos, es importante considerar la cinética, que se compone de dos factores: Nucleación y crecimiento de cristales. La nucleación se define como el proceso de adición de monómeros hasta formar un conjunto de moléculas estable, por encima de un radio crítico. Es posible obtener núcleos cuando la mezcla alcanza la sobresaturación, lo que en este caso se realiza enfriando la mezcla. Esto es luego seguido por una etapa en que los núcleos crecen, formando cristales.
Es importante tener en cuenta que el proceso que controla la cristalización no es la transferencia de masa, si no la transferencia de calor. Esto es cierto únicamente cuando la cristalización se hace a partir del fundido, no si se utilizan solventes [9] .
4.5.3 Tipos de cristalización
Los cristalizadores de fundido industriales se pueden dividir en dos categorías. Se analizará el principio de funcionamiento, ventajas y desventajas de cada uno.
148
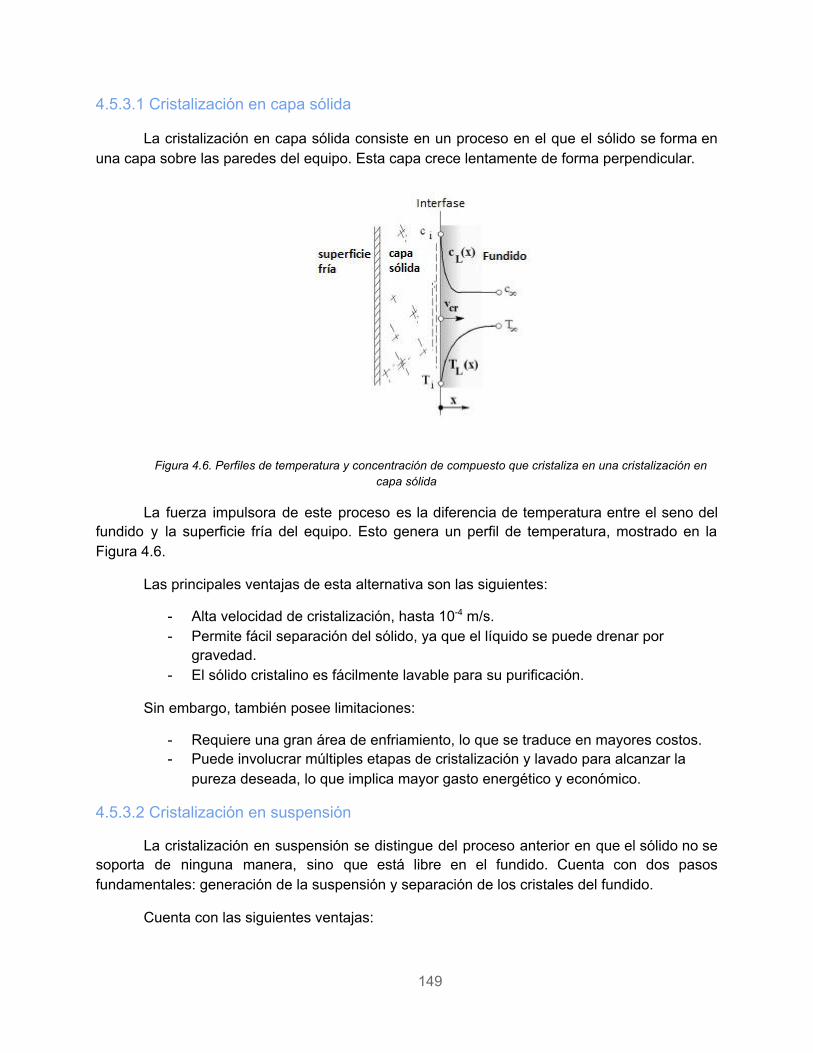
4.5.3.1 Cristalización en capa sólida
La cristalización en capa sólida consiste en un proceso en el que el sólido se forma en una capa sobre las paredes del equipo. Esta capa crece lentamente de forma perpendicular.
Figura 4.6. Perfiles de temperatura y concentración de compuesto que cristaliza en una cristalización en capa sólida
La fuerza impulsora de este proceso es la diferencia de temperatura entre el seno del fundido y la superficie fría del equipo. Esto genera un perfil de temperatura, mostrado en la Figura 4.6.
Las principales ventajas de esta alternativa son las siguientes:
- Alta velocidad de cristalización, hasta 10 -4 m/s. - Permite fácil separación del sólido, ya que el líquido se puede drenar por
gravedad. - El sólido cristalino es fácilmente lavable para su purificación.
Sin embargo, también posee limitaciones:
- Requiere una gran área de enfriamiento, lo que se traduce en mayores costos. - Puede involucrar múltiples etapas de cristalización y lavado para alcanzar la
pureza deseada, lo que implica mayor gasto energético y económico.
4.5.3.2 Cristalización en suspensión
La cristalización en suspensión se distingue del proceso anterior en que el sólido no se soporta de ninguna manera, sino que está libre en el fundido. Cuenta con dos pasos fundamentales: generación de la suspensión y separación de los cristales del fundido.
Cuenta con las siguientes ventajas:
149
- Produce cristales de muy alta pureza en un único paso. - Requiere poco espacio, comparado con cristalización en capa sólida. - No es necesario fundir los cristales para retirarlos del equipo.
Las desventajas se detallan a continuación:
- Puede haber incrustaciones, y se requiere especial cuidado en las partes móviles de los equipos.
- La separación de los cristales de alta pureza del fundido es compleja y puede requerir múltiples operaciones, lo que eleva el costo total y disminuye la eficiencia energética.
4.5.4 Equipos industriales
4.5.4.1 Cristalizador de película descendente
Este equipo funciona bajo el principio de cristalización en capa sólida. Fue desarrollado y patentado por la empresa de ingeniería suiza Sulzer. Consiste en un intercambiador de tubos y coraza, donde el fundido circula de arriba hacia abajo. Un esquema tecnológico puede verse en la Figura 4.7.
Permite realizar tres operaciones de manera consecutiva:
- Cristalización: Los cristales crecen sobre la superficie del tubo principal, que se enfría utilizando un fluido refrigerante.
- Fundido parcial (“Sweating”): Se comienza a circular fluido calefactor por la coraza del cristalizador, hasta alcanzar una temperatura 1 o 2°C menor que la temperatura de fusión de los cristales puros. Esto permite el fundido de las impurezas retenidas dentro de los espacios dejados por el cristal.
- Fundido: Se funde completamente la fase sólida y se lleva al depósito de producto o a la siguiente etapa de purificación si fuese necesaria.
150

Figura 4.7. Cristalizador de película descendente
4.5.4.2 Cristalización estática
Este equipo se basa en la cristalización en suspensión. Se alimenta el fundido a un tanque, que cuenta con placas por las que circula fluido de servicio, que puede ser calefactor o refrigerante.
Figura 4.8. Cristalizador estático.
151

Para operar este equipo, se debe seguir un régimen de temperatura estricto:
Figura 4.9. Régimen de Temperatura vs tiempo en un cristalizador estático.
El proceso se puede dividir en 4 fases, como se observa en la figura 4.9.
- Fase 1: Cristalización. - Fase 2: Drenaje. - Fase 3: Fundido parcial. - Fase 4: Fundido total de los cristales.
4.5.4.3 Intercambiadores de calor de superficie rascada
Los intercambiadores de superficie rascada son un equipo de doble tubo, donde la mezcla fundida de ácidos grasos fluye por el tubo interno, que tiene paletas giratorias que rascan continuamente los depósitos de cristales sobre la pared. El fluido refrigerante fluye por la coraza. El producto es un slurry, mezcla de sólido y líquido.
Figura 4.10. Esquema de un intercambiador de superficie rascada.
152

Se suelen acompañar por un separador líquido-sólido, que puede ser un filtro prensa o un filtro rotativo, entre otros. Luego el producto cristalino se funde.
4.5.5 Cristalizador A
Para realizar el diseño del equipo, es importante obtener la curva de equilibrio de los compuestos de interés. Este trabajo fue realizado por Dasgupta et al [10] , quienes estudiaron la cinética de cristalización mediante una calorimetría diferencial de barrido, también conocida como DSC, mostrado en la Figura 4.11. Para ello, utilizaron una muestra de ácidos grasos derivados de aceite de girasol alto oleico, realizando un barrido desde 50°C hasta -40°C, y volviendo a 50°C, a una velocidad de 0.2 K/min.
Tabla 4.3. Composición de la muestra utilizada [10] . Temperatura de fusión de cada ácido.
Figura 4.11. DSC de mezcla de ácidos grasos derivados del aceite de girasol alto oleico.
153
Palmítico C16:0
Esteárico C18:0
Oleico C18:1
Linoleico C18:2
Linolénico C18:3
Contenido (%) 3.5 3.0 85.4 6.7 0.1
Temperatura de fusión (°C)
61.8 68.8 13.4 -8.5 -16.5

Como se analizó en el Capítulo 2, es importante notar que las muestras analizadas de otros aceites, y de un aceite de girasol alto linoleico, mostraron dos picos endotérmicos y dos exotérmicos; mientras que el aceite de girasol alto oleico presenta 3 picos; lo que permite llegar a la conclusión de que alto contenido de ácido oleico cambia sustancialmente la cinética de nucleación.
A continuación, los autores construyen la curva de equilibrio, expresada como temperatura vs % de ácido esteárico, como se observa en la Figura 4.12.
Figura 4.12. Curva de equilibrio para ácidos grasos derivados del aceite de girasol alto oleico
Los autores dividen el gráfico en distintas zonas. La zona por encima y por debajo de las curvas verdes representan el líquido y el sólido, respectivamente. La zona entre las curvas azules es la mezcla L+S; mientras que entre las curvas azules y verdes se encuentra una zona metaestable.
A partir de este gráfico, es posible encontrar la pureza del producto fundido, utilizando la zona L+S. Se debe disminuir la temperatura de la mezcla hasta tocar la curva correspondiente al pico 2’. En esta temperatura, se puede leer la composición del fundido sobre la curva del pico 1.
154
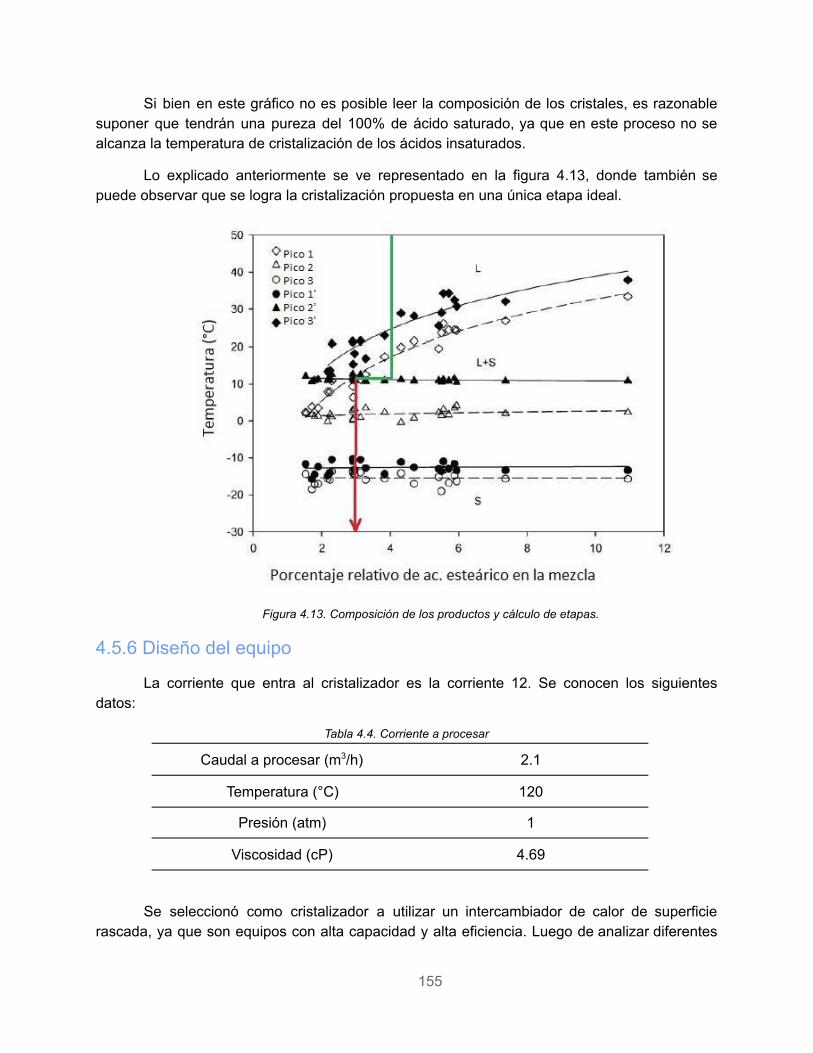
Si bien en este gráfico no es posible leer la composición de los cristales, es razonable suponer que tendrán una pureza del 100% de ácido saturado, ya que en este proceso no se alcanza la temperatura de cristalización de los ácidos insaturados.
Lo explicado anteriormente se ve representado en la figura 4.13, donde también se puede observar que se logra la cristalización propuesta en una única etapa ideal.
Figura 4.13. Composición de los productos y cálculo de etapas.
4.5.6 Diseño del equipo
La corriente que entra al cristalizador es la corriente 12. Se conocen los siguientes datos:
Tabla 4.4. Corriente a procesar
Se seleccionó como cristalizador a utilizar un intercambiador de calor de superficie rascada, ya que son equipos con alta capacidad y alta eficiencia. Luego de analizar diferentes
155
Caudal a procesar (m 3 /h) 2.1
Temperatura (°C) 120
Presión (atm) 1
Viscosidad (cP) 4.69

catálogos de fabricantes, se eligió el equipo Contherm Max, de la empresa Alfa Laval [11] . Este equipo se diferencia de otros en que los dos lados de la pared son rascados, lo que le confiere muy alto rendimiento, muy baja resistencia del fluido, y es óptimo para líquidos poco viscosos. Además, es de operación continua.
Figura 4.14. Izq. Esquema del equipo dimensionado - Der. Corte transversal.
Tabla 4.5. Dimensiones del equipo [12]
El fabricante no da información del área transversal de flujo ni del volumen total del equipo, ambos parámetros son necesarios para el diseño. Sin embargo, se da el dato del ancho del anillo por el que pasa el fluido (51 mm), y se conoce el diámetro total del equipo, el parámetro C de la Tabla 4.5. Con esta base, se estimó el área transversal de flujo del equipo en 0.018 m 2 , y su volumen 0.04 m 3 .
156
Sup. de intercambio (m 2 )
A (m) B(m) C(m) D(m) E(m)
4.5 2.355 5.689 0.864 0.933 2.205
Máx. presión del producto (bar)
Máx. temperatura soportada (°C)
Número de paletas
Montaje
15 150 48 Vertical

Conociendo el volumen y el caudal volumétrico, es posible calcular el tiempo de residencia del fluido en el equipo. Dasgupta et al [13] estimaron tiempos de inducción para esta mezcla de ácidos grasos; si bien esto fue realizado a escala laboratorio y los resultados no son completamente extrapolables, dan una idea del mínimo tiempo de residencia que los cristales deberán estar en el equipo. En base a ese trabajo, se definió ese valor en 3 minutos.
Al calcular el tiempo de residencia, se encuentra que es de 1.14 minutos, por lo que se decide utilizar 3 cristalizadores en paralelo, cada uno con un caudal volumétrico de 0.7 m 3 /h y tiempo de residencia de 3.4 minutos.
A continuación, se debe calcular el calor a intercambiar, de manera de conocer el caudal de refrigerante requerido y su ΔT. Para ello, se recurre a la expresión desarrollada por Latinen et al [14] , que permite evaluar el número de Nusselt en intercambiadores de pared rascada:
(Ecuación 5.4.1) uN = 2√π * (Re r )* P * Z
0.5
Donde Re es el número de Reynolds, Pr es número de Prandtl, y Z es el número de paletas. Reemplazado por las expresiones correspondientes:
(Ecuación 5.4.2) uN = 2√π * ( )ν A*
Q D* H * κc μP* * Z
0.5
Donde Q es el caudal volumétrico, D H es el diámetro hidráulico (evaluado como D ext -D int ), es la viscosidad cinemática, A es el área transversal, c P es la capacidad calorífica, μ ν es la viscosidad, y κ es la conductividad térmica.
Tabla 4.6. Valores de los parámetros de la ecuación.
Resulta entonces:
u 1550.75N = 4
157
Q (m 3 /h) 0.7
D H (m) 0.051
v (m 2 /s) 5.66*10 -6
A (m 2 ) 0.018
c P (J/kg.K) 2281
μ (Pa.s) 0.00469
κ (W/K.m) 0.1327

Luego, se calcula el coeficiente de transferencia de calor:
(Ecuación 5.4.3) uh = N * Lκ
Considerando el parámetro E de la Tabla 4.5 como la longitud característica, se encuentra el valor de h:
506 W K h = 2 / * m2
Este valor es cercano a lo encontrado por Mullin et al [15] , quienes encontraron valores experimentales entre 1000 y 2000 W/K*m 2 cuando el intercambiador se usa como cristalizador.
A continuación se plantea un balance de calor, que iguala el calor retenido por el refrigerante con el liberado por el fluido de proceso:
(Ecuación 5.4.4) U * A T ) T int * ( salida − T entrada = W * cP * Δ refrigerante
El balance no considera el calor latente de cristalización ya que se ha encontrado experimentalmente que es despreciable frente al liberado por enfriamiento [16] . Se utilizará el mismo refrigerante que se utilizó para el reactor de hidrólisis, cuyo c P es 1506 J/kg.K. La temperatura de entrada del fluido de proceso, si bien viene de la centrífuga a 120°C, se deberá bajar hasta alcanzar 25°C, para evitar cambios muy bruscos de temperatura en el cristalizador, con un intercambiador que será diseñado en futuros capítulos. La temperatura de salida, como se puede leer en la figura 11, es 11°C.
El factor U se calcula como:
U = 1hi +ho +R 1− 1−
ens
Donde el h o corresponde al valor calculado, h i se estima a partir de valores de bibliografía [17] en 1000 W/m 2 .K, y la resistencia de ensuciamiento se desprecia ya que la pared está constantemente siendo removida en el cristalizador.
14.7 W m U = 7 / 2 * K
El valor de A int de la ecuación 5.4.4 es el valor de superficie de intercambio informada en la tabla 4.5. De esta manera, el calor a intercambiar resulta:
5030.8 W Q = 4
El caudal de refrigerante que circulará por cada cristalizador es la tercera parte del caudal total, lo que equivale a 13133 kg/h. Para este caudal, el ΔT del refrigerante resulta:
T .2 °C Δ = 8
La temperatura de entrada del refrigerante se definirá en futuros capítulos.
158

La Figura 4.13 permite analizar la separación de ácidos grasos saturados e insaturados para la mezcla propia de aceite de girasol alto oleico. Para determinar la separación de los otros componentes de la mezcla, se analizaron los puntos de fusión:
- Los triglicéridos y diglicéridos tienen menor punto de fusión que los ácidos grasos, por lo que permanecerán líquidos en la misma corriente que los ácidos insaturados (oleico y linoleico). La misma consideración se hizo para los TPC.
- La temperatura que se alcanza en este cristalizador es de 11°C, por lo que el agua permanece líquida, en la corriente 13. El glicerol, cuyo punto de fusión es 18°C, solidificará y quedará con los ácidos saturados.
159

4.6 Filtros rotativos de vacío
4.6.1 Introducción
Estos equipos permiten separar sólidos de una corriente líquida de manera continua, mediante la aplicación de vacío. La suspensión a filtrar se alimenta de forma continua a la cubeta del filtro. Debido al diseño exclusivo del compartimento en forma de pirámide invertida de la cubeta, los lodos se distribuyen por igual y, como resultado, no se necesita un sistema de agitación.
El tambor suele estar sumergido entre el 11% y el 19% del área de filtración. Hasta el 93% del área de filtración está constantemente al vacío y el tambor gira a hasta 30 rpm. Se forma una torta delgada en el tambor debido a la alta velocidad de rotación.
El filtro crea un vacío con una bomba de sellado de líquido. Esto hace que el líquido se filtre a través de la tela filtrante. Los sólidos contenidos en la suspensión se depositan en una capa uniforme sobre la tela filtrante, formando así una torta de filtración. La capa de sólidos filtrados emerge de la suspensión mientras el tambor gira y luego se lava, se seca y se retira de la tela filtrante.
Figura 4.15. esquema de filtro de vacío.
Este diseño proporciona una capacidad de filtración muy alta, de 5 a 10 veces mayor que la de los filtros de tambor convencionales; excelente lavado de tortas debido a tortas más delgadas y requisitos de espacio más pequeños.
4.6.2 Diseño del equipo
El equipo se seleccionará de catálogo. El mismo será provisto por ANDRITZ Group. Los parámetros generales del filtro se detallan a continuación.
160

Tabla 4.7. Parámetros de diseño de filtros de vacío ANDRITZ [18]
Este filtro se colocará a la salida del cristalizador y separará los sólidos compuestos principalmente por ácido palmítico y esteárico de los líquidos. Esta corriente es de 2.1 m 3 /h y contiene 232.5 kg/h de sólidos.
Las especificaciones del filtro se detallan en la siguiente tabla.
Tabla 4.8. Parámetros de diseño de filtro de vacío
Las dimensiones del equipo se pueden observar en el siguiente esquema.
161
Modo de operación Continua
Capacidad [m 3 /m 2 h] 4.5
Capacidad de procesamiento de sólidos [kg/m 2 h] 3500
Temperatura máxima [ºC] 95
Material de construcción Acero inoxidable
Tamaño 18” x 24”
Diámetro nominal [mm] 450
Motor [kW] 2.2
Peso [kg] 960
A [mm] 1550
B [mm] 1830
C [mm] 1470
Área [m 2 ] 0.9
Capacidad máxima [m 3 /h] 4.05
Capacidad de sólidos [kg/h] 3150

Figura 4.16. Esquema de dimensiones del filtro de vacío
162

4.7 Torre de destilación 1 En este apartado se diseñará la separación del agua presente en la corriente 15, de
modo de obtener glicerol más puro para la alimentación al reactor de glicerólisis.
En el capítulo 2, se analizaron tres posibles equipos para esta separación: evaporadores, separadores flash y torres de destilación. Dado la naturaleza de las corrientes a tratar, los evaporadores fueron descartados debido a las altas temperaturas de equilibrio requeridas para la separación, haciendo que sea necesario la utilización de vapor a alta presión, lo que generaría un alto costo operativo. Con lo cual, queda como opción un destilador o un separador flash: la elección del tipo de equipo depende del nivel de separación deseado.
Como ya se dijo, este equipo se utilizará para eliminar el agua presente en la corriente
de entrada al reactor de glicerólisis. La remoción del agua es un requerimiento estricto para este proyecto, ya que el reactor de glicerólisis es muy sensible a la presencia de la misma. Si estuviese en exceso en el reactor, puede resultar en una separación de la corriente en múltiples fases, disminuyendo exponencialmente la conversión. Por este motivo, se decidió utilizar una torre de destilación.
El tipo de torre de destilación a utilizar es el mismo que fue explicado en el capítulo 2.
Tabla 4.9. Resumen del tipo de columna de destilación a diseñar
4.7.1 Diseño del equipo
Para el diseño del equipo es necesario tener en cuenta los requerimientos del proceso en cuestión, así como las características de los componentes a separar y las diversas variables de operación.
4.7.1.1 Objetivos operativos de columna
El primer paso en el diseño de la columna es especificar sus objetivos operativos. Estos se definen por una composición primaria del producto y una recuperación óptima del producto a partir de los desechos, el reciclaje o la corriente de subproductos menos importante.
Se define al componente clave pesado como, de los componentes que salen por el residuo, el más volátil, mientras que el clave liviano es el menos volátil de los que sale en el destilado. En este caso el clave liviano es el agua y el pesado el glicerol, de este modo se logra la separación de casi la totalidad del agua.
163
Tipo de flujo Continuo
Estructuras internas Empaquetaduras
Tipo de empaque Estructurado

Las especificaciones para el diseño de la columna deben ser en términos de la impureza de clave pesada en la corriente de destilado y la impureza de clave ligera en la corriente de residuo. Éstas se seleccionan en función del grado de separación deseado a la salida de la columna, es decir, del requerimiento de pureza de los productos.
Para la presente separación, se determinó que las fracciones presentadas en la Tabla 4.10 permiten la suficiente remoción de agua, y simultáneamente no resultan en una gran pérdida de glicerol.
Tabla 4.10. Especificaciones en corrientes de salida
4.7.1.2 Presión de operación
Una vez que se especifican las composiciones de la corriente superior e inferior, se debe seleccionar una presión de operación que permita la separación con resultados satisfactorios para las especificaciones.
Cuando sea posible, se prefiere la operación atmosférica para evitar requerir un sistema de vacío. Sin embargo, otra consideración es la sensibilidad al calor de los componentes, que puede requerir una operación de presión más baja para evitar incrustaciones, decoloración o descomposición del producto. A menudo, la volatilidad relativa también se mejora a presiones más bajas [19] .
Para la operación de esta torre, no se considera necesario operar a baja presión, ya que no hay descomposición de ningún componente y se obtiene la separación deseada a presión atmosférica, de manera que no se justifica el costo de operar a menor presión.
Se seleccionan las presiones detalladas en la tabla 4.11.
Tabla 4.11. Condiciones de operación de la columna.
4.7.1.3 L/D min y N min y estimación de la etapa de alimentación
Usando el software de simulación, los procedimientos cortos basados en la operación de reflujo total permiten determinar la relación mínima de reflujo (L/D min ) y el número mínimo de
164
Componente Fracción molar
Clave liviana en fondo Agua 0.00001
Clave pesada en destilado Glicerol 0.00005
Presión [kPa]
Fondo 101
Tope 95
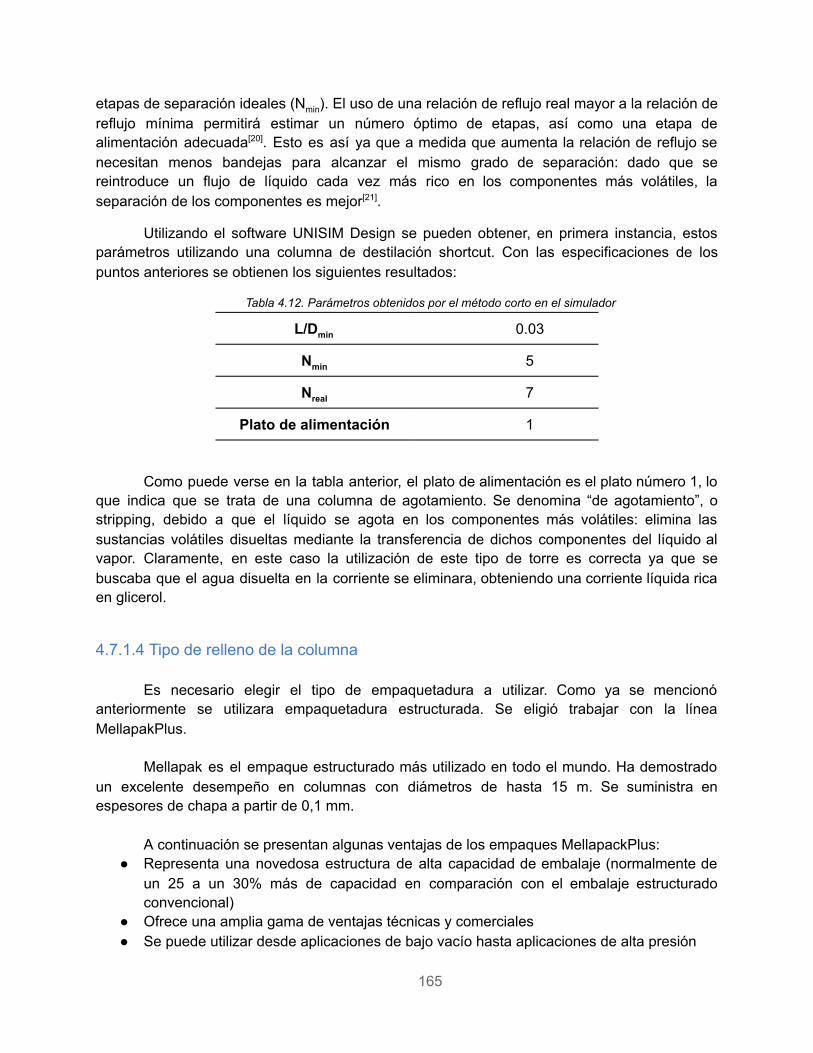
etapas de separación ideales (N min ). El uso de una relación de reflujo real mayor a la relación de reflujo mínima permitirá estimar un número óptimo de etapas, así como una etapa de alimentación adecuada [20] . Esto es así ya que a medida que aumenta la relación de reflujo se necesitan menos bandejas para alcanzar el mismo grado de separación: dado que se reintroduce un flujo de líquido cada vez más rico en los componentes más volátiles, la separación de los componentes es mejor [21] .
Utilizando el software UNISIM Design se pueden obtener, en primera instancia, estos parámetros utilizando una columna de destilación shortcut. Con las especificaciones de los puntos anteriores se obtienen los siguientes resultados:
Tabla 4.12. Parámetros obtenidos por el método corto en el simulador
Como puede verse en la tabla anterior, el plato de alimentación es el plato número 1, lo que indica que se trata de una columna de agotamiento. Se denomina “de agotamiento”, o stripping, debido a que el líquido se agota en los componentes más volátiles: elimina las sustancias volátiles disueltas mediante la transferencia de dichos componentes del líquido al vapor. Claramente, en este caso la utilización de este tipo de torre es correcta ya que se buscaba que el agua disuelta en la corriente se eliminara, obteniendo una corriente líquida rica en glicerol.
4.7.1.4 Tipo de relleno de la columna
Es necesario elegir el tipo de empaquetadura a utilizar. Como ya se mencionó anteriormente se utilizara empaquetadura estructurada. Se eligió trabajar con la línea MellapakPlus.
Mellapak es el empaque estructurado más utilizado en todo el mundo. Ha demostrado
un excelente desempeño en columnas con diámetros de hasta 15 m. Se suministra en espesores de chapa a partir de 0,1 mm.
A continuación se presentan algunas ventajas de los empaques MellapackPlus:
● Representa una novedosa estructura de alta capacidad de embalaje (normalmente de un 25 a un 30% más de capacidad en comparación con el embalaje estructurado convencional)
● Ofrece una amplia gama de ventajas técnicas y comerciales ● Se puede utilizar desde aplicaciones de bajo vacío hasta aplicaciones de alta presión
165
L/D min 0.03
N min 5
N real 7
Plato de alimentación 1

● El flujo de vapor cambia suavemente de dirección en la interfaz entre dos empaquetaduras
● En la interfaz, el flujo de vapor es casi paralelo al eje vertical de la columna. La velocidad del gas, por lo tanto, se reduce en aproximadamente 25% respecto a la velocidad dentro de la empaquetadura. Los últimos dos factores reducen la presión caída y las fuerzas de corte, que son
especialmente críticos en la interfaz. Como resultado, la inundación prematura en la interfaz ya no es motivo de preocupación [22] . Además esta línea se adecua al tipo de compuestos alimentados a la columna y al rango de presión de trabajo elegido.
A continuación se presentan valores aproximados de la propiedades de las posibles
empaquetaduras a utilizar:
Tabla 4.13. Empaquetaduras de la línea MellapackPlus [22] .
A la hora de elegir el empaque para la torre, dos aspectos son de suma relevancia: la caída de presión que genera el relleno y la HETP del mismo.
Es claro que se busca la menor caída de presión del equipo ya que se trabaja dentro de
un rango acotado. El máximo permitido dentro de la torre es de 30 mbar. PΔ
Por otro lado, la HETP se define como la altura del relleno necesaria para lograr un cambio en la composición de las fases obtenidas: es un valor equivalente a la de una etapa de equilibrio teórico, y su valor depende del tipo de relleno, de su tamaño, de la velocidad del gas, y de las propiedades de los compuestos a separar. Cuanto mayor es el valor del HETP menor es la eficiencia del relleno utilizado [23] .
Teniendo en cuenta estos dos aspectos, se decide trabajar con el empaque
MellapakPlus 452.Y. A continuación se presentan los gráfico correspondiente a este relleno:
166
Modelo MellapackPlus
Rango de HETP [ ] m
Rango de P ΔZ Δ / [ ] mbar m/ columna
Rango de F [ ] √Pa
MellapakPlus 202.Y 0.48 - 0.68 0.1 - 7.0 0.6 - 5.2
MellapakPlus 252.Y 0.35 - 0.50 0.3 - 9.0 0.5 - 5.0
MellapakPlus 352.Y 0.27 - 0.41 0.4 - 9.5 1.0 - 4.5
MellapakPlus 452.Y 0.23 - 0.36 0.3 - 9.0 0.5 - 4.2
MellapakPlus 602.Y 0.23 - 0.32 1.2 - 9.0 0.5 - 4.3
MellapakPlus 752.Y 0.18 - 0.30 1.7 - 9.0 0.5 - 3.4

Figura 4.17. Gráficos característicos del relleno elegido.
4.7.1.5 Características constructivas de la columna
Con los resultados obtenidos en la simulación por el método corto se puede lograr una simulación rigurosa de la destilación a una velocidad y composición de alimentación específicas ingresando la siguiente información: composiciones de producto superior e inferior, número de etapas, etapa de alimentación y presión superior e inferior.
A continuación se presenta un esquema del proceso simulado por método riguroso:
167
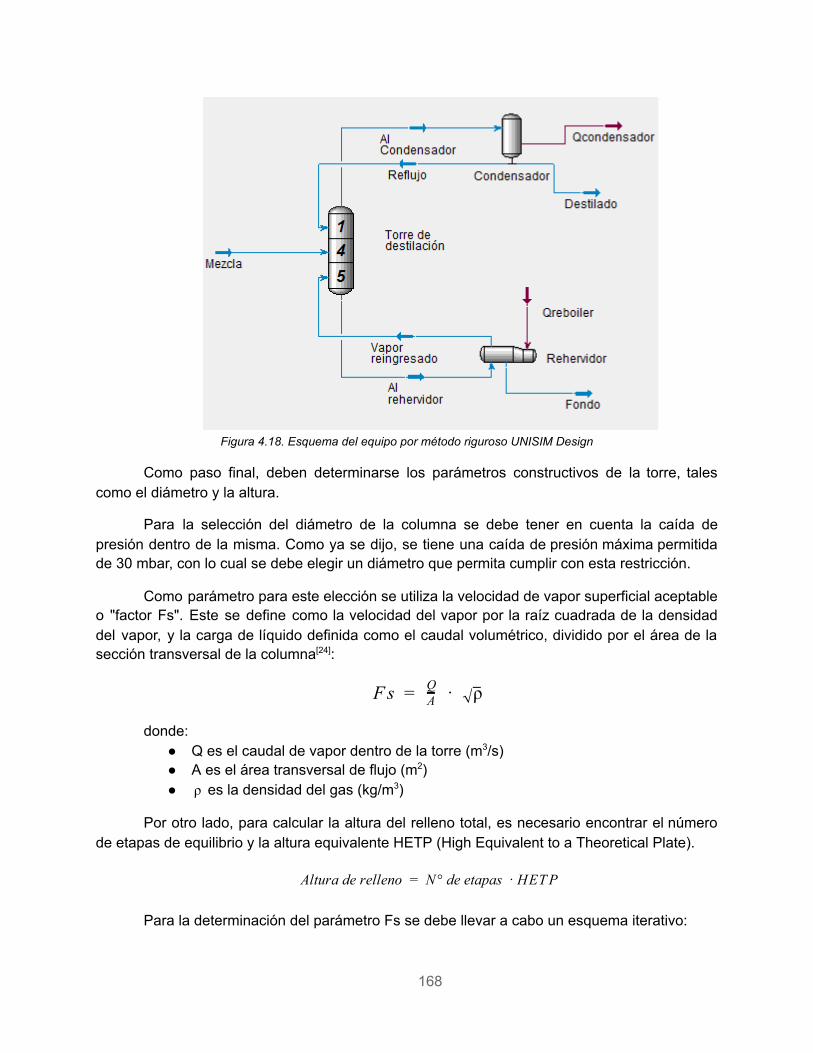
Figura 4.18. Esquema del equipo por método riguroso UNISIM Design
Como paso final, deben determinarse los parámetros constructivos de la torre, tales como el diámetro y la altura.
Para la selección del diámetro de la columna se debe tener en cuenta la caída de presión dentro de la misma. Como ya se dijo, se tiene una caída de presión máxima permitida de 30 mbar, con lo cual se debe elegir un diámetro que permita cumplir con esta restricción.
Como parámetro para este elección se utiliza la velocidad de vapor superficial aceptable o "factor Fs". Este se define como la velocidad del vapor por la raíz cuadrada de la densidad del vapor, y la carga de líquido definida como el caudal volumétrico, dividido por el área de la sección transversal de la columna [24] :
s F = AQ · √ρ
donde: ● Q es el caudal de vapor dentro de la torre (m 3 /s) ● A es el área transversal de flujo (m 2 ) ● es la densidad del gas (kg/m 3 ) ρ
Por otro lado, para calcular la altura del relleno total, es necesario encontrar el número de etapas de equilibrio y la altura equivalente HETP (High Equivalent to a Theoretical Plate).
ltura de relleno N° de etapas ETP A = · H
Para la determinación del parámetro Fs se debe llevar a cabo un esquema iterativo:
168
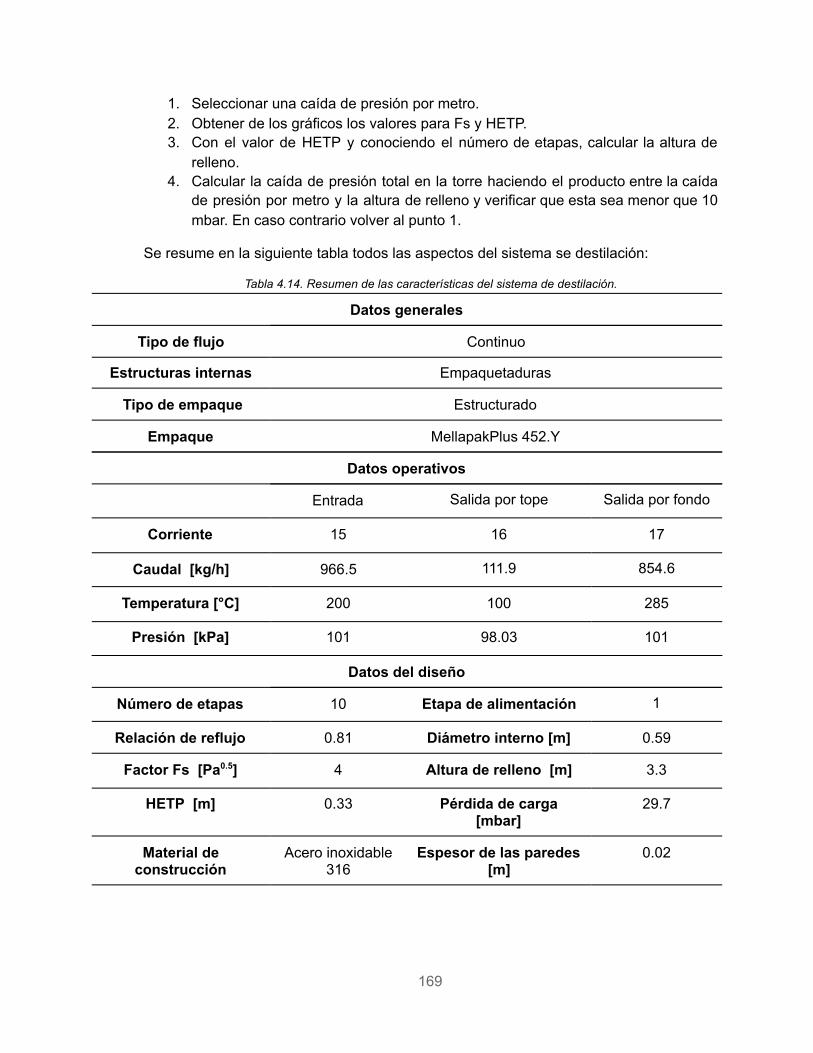
1. Seleccionar una caída de presión por metro. 2. Obtener de los gráficos los valores para Fs y HETP. 3. Con el valor de HETP y conociendo el número de etapas, calcular la altura de
relleno. 4. Calcular la caída de presión total en la torre haciendo el producto entre la caída
de presión por metro y la altura de relleno y verificar que esta sea menor que 10 mbar. En caso contrario volver al punto 1.
Se resume en la siguiente tabla todos las aspectos del sistema se destilación:
Tabla 4.14. Resumen de las características del sistema de destilación.
169
Datos generales
Tipo de flujo Continuo
Estructuras internas Empaquetaduras
Tipo de empaque Estructurado
Empaque MellapakPlus 452.Y
Datos operativos
Entrada Salida por tope Salida por fondo
Corriente 15 16 17
Caudal [kg/h] 966.5 111.9 854.6
Temperatura [°C] 200 100 285
Presión [kPa] 101 98.03 101
Datos del diseño
Número de etapas 10 Etapa de alimentación 1
Relación de reflujo 0.81 Diámetro interno [m] 0.59
Factor Fs [Pa 0.5 ] 4 Altura de relleno [m] 3.3
HETP [m] 0.33 Pérdida de carga [mbar]
29.7
Material de construcción
Acero inoxidable 316
Espesor de las paredes [m]
0.02

4.8 Separador Flash 2 Para la purificación de la corriente de salida del reactor de glicerólisis se plantea llevar a
cabo una separación del solvente en en un separador flash y luego una torre de destilación para la separación del glicerol. De esta manera se obtiene el producto con la pureza especificada en capítulos anteriores y se permite la recirculación del solvente y glicerol recuperado, aumentando la productividad y disminuyendo los costos.
En este equipo, que operará a 1 atm y 160ºC, se separa el solvente para su recirculación.
Tabla 4.15. Diseño del separador Flash 2
170
Geometría Cilindro
Volumen (m 3 ) 0.98
Diámetro (m) 0.6096
Altura (m) 3.35

4.9 Torre de destilación 2
4.9.1 Introducción
En el presente trabajo se busca emplear una columna de destilación para la separación de la mezcla MG-DG del glicerol y solvente, de modo de obtener un producto listo para la venta y, a su vez, recircular todo el glicerol y solvente aumentando la productividad y disminuyendo costos.
4.9.1.1 Objetivos operativos de columna
En este caso, se establece el clave liviano como el glicerol, y el clave pesado el monoglicérido oleico, de manera que por la corriente del fondo se obtendrá la mezcla de mono y diglicéridos con las especificaciones buscadas.
Tabla 4.16. Especificaciones en corrientes de salida
4.9.1.2 Presión de operación
En este caso, la operación a presión atmosférica no es posible: debido a la sensibilidad inherente de los ácidos grasos al calor, los métodos de destilación empleados deben realizarse a una temperatura tan baja como sea práctica y económicamente factible mientras se mantiene el tiempo de residencia más corto [25] . Al utilizar métodos de destilación clásicos, como la destilación a presión atmosférica, se produce la degradación térmica de estos compuestos. El fraccionamiento a vacío permite la separación de las fracciones de ácidos grasos poliinsaturados, con mínima degradación, porque a esta presión sus puntos de ebullición tienen valores razonables para evitar la degradación térmica [26] .
Al trabajar a estas presiones se pueden encontrar diversas ventajas: ● Menor degradación del producto, debido al bajo tiempo de residencia, especialmente en
columnas de relleno estructurado, y también se logran menores temperaturas de operación.
● Presiones bajas aumentan la volatilidad relativa en la mayoría de los sistemas de destilación, es decir que se aumenta la capacidad de separación de los componentes, por lo que es necesario un número inferior de etapas para realizar la misma separación, lo que se traduce en columnas más pequeñas.
● Se requiere menor cantidad de energía calórica para provocar la destilación por lo tanto el proceso resultará más económico desde el punto de vista energético.
● Mayor producción y mejora de la pureza del producto [27] .
171
Componente Fracción molar
Clave liviana en fondo Glicerol 0.005
Clave pesada en destilado MG Oleico 0.001
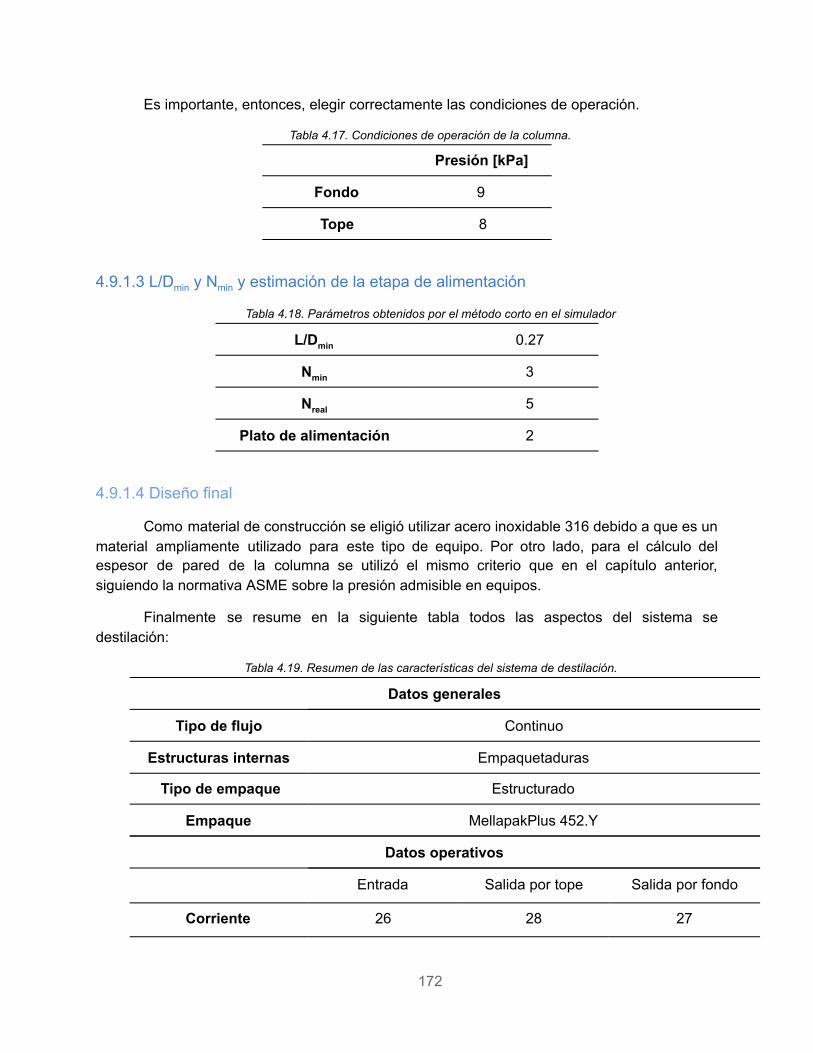
Es importante, entonces, elegir correctamente las condiciones de operación.
Tabla 4.17. Condiciones de operación de la columna.
4.9.1.3 L/D min y N min y estimación de la etapa de alimentación
Tabla 4.18. Parámetros obtenidos por el método corto en el simulador
4.9.1.4 Diseño final
Como material de construcción se eligió utilizar acero inoxidable 316 debido a que es un material ampliamente utilizado para este tipo de equipo. Por otro lado, para el cálculo del espesor de pared de la columna se utilizó el mismo criterio que en el capítulo anterior, siguiendo la normativa ASME sobre la presión admisible en equipos.
Finalmente se resume en la siguiente tabla todos las aspectos del sistema se destilación:
Tabla 4.19. Resumen de las características del sistema de destilación.
172
Presión [kPa]
Fondo 9
Tope 8
L/D min 0.27
N min 3
N real 5
Plato de alimentación 2
Datos generales
Tipo de flujo Continuo
Estructuras internas Empaquetaduras
Tipo de empaque Estructurado
Empaque MellapakPlus 452.Y
Datos operativos
Entrada Salida por tope Salida por fondo
Corriente 26 28 27

173
Caudal [kg/h] 2606.3 853.2 1753.1
Temperatura [°C] 120 66 298
Presión [kPa] 9 8 9
Datos del diseño
Número de etapas 8 Etapa de alimentación
3
Reflujo 1.22 Factor Fs [Pa 0.5 ] 3.8
Pérdida de carga [mbar]
9.75 HETP [m] 0.3
Diámetro interno [m] 0.5 Altura de relleno [m]
1.5
Material de construcción
Acero inoxidable 316 Espesor [m] 0.02

4.10 Separador Flash 3 Como se explicó anteriormente, el reactor deja de funcionar como tal en presencia de
agua. Si bien toda el agua fue eliminada con la torre de destilación, la cinética elegida para la reacción implica la producción de una cantidad mínima de agua. Si esta agua no es removida, es reciclada de manera infinita, ya que no puede ser removida con la torre de destilación 2. Como esto no es posible, se decide utilizar un separador flash en el reciclo 28 para eliminarla.
Operará a 8 kPa, que es la presión que posee la corriente de entrada, y a una temperatura de 160 ºC.
La mezcla tert-butanol y agua es particularmente difícil de separar, y la implementación de este flash implica que gran parte del solvente es removido en la corriente 29, resultando en un efluente con un 85% de solvente. Esto puede seguir siendo un producto útil para otros procesos, con lo cual se tomó la decisión de comercializarlo. De esta manera se logra evitar la generación de un nuevo efluente y recuperar parte del costo de esta mezcla, que debe ser alimentada al reactor en un grado de pureza mayor.
Tabla 4.20. Diseño del separador Flash 3
Para verificar la posibilidad de comercializar el solvente se realizó un análisis de mercado. Se encontró que el mercado mundial de tert-butanol se valuó en 480 millones de dólares en 2019 y se estima una tasa de crecimiento anual compuesto de 3.87%, alcanzado los 650 millones de dólares durante el período comprendido entre 2020 y 2027 [28] .
174
Geometría Cilindro
Volumen (m 3 ) 0.62
Diámetro (m) 0.6096
Altura (m) 2.13

4.11 Equipos complementarios Debido a la necesidad de una presión de trabajo menor a la presión atmosférica a la
entrada de la torre de destilación, es necesario la utilización de un equipo adicional que permita disminuir la misma, generando el vacío necesario para la operación.
Para este tipo de operación se cuenta con dos opciones:
● Eyectores
Son equipos que se utilizan para generar y mantener el vacío necesario para equipos tales como evaporadores, secadores, plantas de destilación y rectificación, entre otros.
Los eyectores utilizan la energía generada por la expansión de un fluido motriz para crear un vacío. Mientras el fluido de aspiración se encuentra a una presión relativamente baja, el fluido motriz entra en la tobera a altas velocidades produciendo un efecto arrastre sobre el fluido de aspiración. Esta energía cinética se transforma, aumentando la presión de la mezcla de fluidos, en la garganta y en el difusor del eyector.
Los eyectores tienen tres conexiones: - Entrada de fluido motriz, a presión más alta, p 1 . - Entrada de fluido de aspiración, a presión más baja, p 0 . Generalmente se usa vapor de
agua. - Descarga de la mezcla del fluido de aspiración y del fluido motriz, a una presión
intermedia, p.
Figura 4.19. Esquema de eyector
A continuación se presentan algunas ventajas de las bombas de vacío por eyección: - Diseño simple - Funcionamiento estable - Poco desgaste y mantenimiento mínimo (no existen partes móviles) - Resistentes a la corrosión, si se elige el material adecuado - Construcción posible en cualquier tipo de material - Amplio rango de caudales de aspiración: desde 10 m 3 /h hasta 2.000.000 m 3 /h - Capaces de crear un vacío de hasta 0,01 mbar (abs) - Flexibles: usan como fluido motriz vapor de agua u otros vapores; cuya presión de
vapor puede estar por encima o por debajo de la atmosférica - Pueden combinarse con bombas de vacío mecánicas [29] .
175

● Bombas rotativa de vacío
Entre este tipo de bomba, las más utilizadas son las bombas de paletas y la bomba de anillo de líquido. La primera tiene un rotor montado excéntricamente dotado de hendiduras donde son colocadas las paletas. Durante la rotación las paletas se mueven hacia el exterior y el vapor es aspirado en la posición de la zona de área máxima entre el rotor y la carcasa para salir a través del flujo de descarga correspondiente a la condición de área mínima.
Las bombas de anillo giratorio son unidades en movimiento, donde el líquido de cerrado actúa como un pistón, el motor se encuentra montado excéntricamente, y el líquido pasa a través de la carcasa, donde una parte de este sale con la corriente gaseosa, el proceso es prácticamente isotérmico.
Frente a estas dos alternativas se decidió trabajar con bombas de vacío ya que, si bien cuentan con partes móviles, su consumo energético es bajo y no requieren de una corriente auxiliar de vapor para su funcionamiento. Se debe mencionar que para el caso de las corrientes de salida de los reactores se utilizarán válvulas de expansión debido a que la presión a alcanzar es la presión atmosférica. Estas válvulas se diseñarán en el siguiente capítulo.
4.11.1 Diseño de la bomba de vacío
Esta corriente es la corriente 26, la salida del separador flash 2, que ingresará luego a la torre de destilación 2. El caudal de la corriente de proceso es 2.6 m 3 /h. Para la elección de la bomba se considera una presión objetivo de 90 mbar. La presión de entrada a la misma es de 1013.25 mbar.
Teniendo en cuenta el caudal de la corriente de proceso y el vacío requerido se seleccionó una bomba de catálogo, provisto por la empresa Schmalz [30] , que cumpla con las condiciones mencionadas. Las especificaciones de diseño de la bomba son:
Tabla 4.21. Parámetros de diseño de bomba de vacío.
176
Modelo EVE-OG 10 AC3
Marca Schmalz
Capacidad de aspiración [m 3 /h] 10
Potencia nominal [kW] 0.37
Vacío máximo [mbar] -980
Vacío requerido [mbar] -923.25

4.12 Verificación de los balances de masa En esta instancia, se busca verificar nuevamente los balances de masa de la planta,
definidos todos los procesos de separación. Si bien esto se realizó en el capítulo 2, al tener un diseño preciso de los reactores, y conocer en detalle los equipos de separación a usar, se considera necesario asegurar que todos los balances de masa cierren. Esto significa que, al operar en estado estacionario, no hay acumulación en la planta.
Nuevamente, se plantea el balance de masa presentado en el capítulo 2:
audal de corrientes de entrada Caudal de corrientes de producto EfluentesC = +
Tabla 4.22. Composición de las corrientes de entrada a la planta
177
Especie Caudal másico (kg/h)
Corriente 1 Corriente 4 Corriente 19
Agua - 240 -
TG
TG-oleico 2764.7 - -
TG-linoleico 257.3 - -
TG-palmítico 150.5 - -
TG-esteárico 150.5 - -
TG-linolénico 12.6 - -
DG
DG-oleico 135.5 - -
DG-linoleico 16.3 - -
DG-palmítico 6.8 - -
DG-esteárico 6.8 - -
TPC 211.5 - -
Tert-butanol - - 110
Sólidos 37.5 - -
Caudal Total 3750 240 110

Tabla 4.23. Composición de las corrientes de productos.
178
Especie Caudal másico (kg/h)
Corriente 13 Corriente 14 Corriente 27 Corriente 29
Agua 10 - - 0.6
TG
TG-oleico 16.7 - 418.9 -
TG-linoleico 6.4 - 0.27 -
TG-palmítico 3.5 - - -
TG-esteárico 0.1 - - -
TG-linolénico 0.3 - - -
DG
DG-oleico 3.2 - 431.3 -
DG-linoleico 0.3 - 3.1 -
DG-palmítico 0.1 - 1.4 -
DG-esteárico 0.1 - 1.1 -
TPC 89.1 - 30.4 -
AG
Oleico 1428.7 - - -
Linoleico 180.1 - - -
Esteárico 3.3 107.3 - -
Palmítico 3.3 100.3 - -
Linolénico 5.7 - - -
Glicerol - 14.4 4.5 18.4
MG
MG-oleico - - 667.2 -
MG-linoleico - - 85.85 -
MG-esteárico - - 53 -
MG-palmítico - - 48.5 -
MG-linolénico - - 7.6 -
T-butanol - - - 110
Caudal Total 1751.6 222.1 1753.1 132

Tabla 4.24. Composición de las corrientes de efluentes.
Finalmente, se verifica el balance de masa global en la planta:
ntrada 4100 kg h Salida E = / =
179
Especie Caudal másico (kg/h)
Corriente 16 Corriente 32
Agua 111.4 -
TG
TG-oleico - -
TG-linoleico - -
TG-palmítico - -
TG-esteárico - -
TG-linolénico - -
DG
DG-oleico - -
DG-linoleico - -
DG-palmítico - -
DG-esteárico - -
DG-linolénico - -
TPC - 91.9
AG
Oleico - -
Linoleico - -
Esteárico - -
Palmítico 0.4 -
Linolénico - -
Glicerina - -
Tert-butanol - -
Sólidos - 37.5
Caudal Total 111.8 129.4

Tabla 4.25. Especificaciones de productos
Además, se verifican las relaciones propuestas en el capítulo 2 para ambos reactores:
Tabla 4.26. Relaciones obtenidas
180
Ácido oleico Mezcla de ácidos esteárico y palmítico
Producción [kg/h] 1751.6 Producción [kg/h] 222.1
Contenido de ácido oleico (%)
82 Contenido de ácido esteárico (%)
46
Contenido de ácido linoleico (%)
10 Contenido de ácido palmítico (%)
43
Materia insaponificable (%)
0 Materia insaponificable (%)
0
Mezcla de mono y diglicéridos
Producción [kg/h] 1753.1
Contenido de monoglicérido (%) 50
Contenido de diglicérido (%) 25
Glicerol libre (%) 0.03
F.F.A (Ácidos grasos libres) (%) 0
Humedad (%) 0
Relación volumétrica agua:aceite (hidrólisis)
2.63 : 1
Relación másica solvente:aceite (glicerolisis)
1.2 : 1
Relación molar glicerol:aceite (glicerólisis)
5.8 : 1
4.13 Bibliografía
1. Flottweg SE Separation Technology. Centrífugas de discos. Recuperado de https://www.flottweg.com/es/folletos/productos/
2. Andritz Group. Separadores. Recuperado de https://www.andritz.com/products-en /separation/separation/separators/separators
3. Crown Machinery. Crown Machinery™ Disc Stack Centrifuges. Recuperado de https://crown-machinery.com/disc-stack-centrifuge/
4. HAUS Centrifuge technologies. Discs Stack Separators. Recuperado de https://www.hausworld.com/product-9-separators.html
5. Monroy, Camilo & Rangel, Hermes. (2009). Modelamiento, simulación y dimensionamiento de un separador bifásico en EXCEL TM con ayuda del complemento ASPEN PROPERTIES ®.
6. Dasgupta, S., Ay, P., Kommolk, R., & Xu, S. (2013). Kinetics of Melt Crystallization of a Sunflower Oil-Based Polyunsaturated Fatty Acid Mixture . Chemical Engineering & Technology, 36(7), 1225–1230.
7. Dasgupta, S., Ay, P., & Schulz, S. (2014). Determination and Comparison of Equilibrium Data of Various Plant-Based Fatty Acid Mixtures . Chemical Engineering & Technology, 37(6), 1002–1008.
8. Dasgupta, S., Rettig, F., & Ay, P. (2016). Nucleation Kinetics during Melt Crystallization of Plant Based High Oleic and Linoleic Polyunsaturated Fatty Acid Mixtures . Crystal Growth & Design, 16(2), 861–866.
9. Ulrich, J., & Bülau, H. C. (2019). Melt crystallization. Handbook of Industrial Crystallization.
10. Dasgupta, S., Ay, P., & Schulz, S. (2014). Determination and Comparison of Equilibrium Data of Various Plant-Based Fatty Acid Mixtures . Chemical Engineering & Technology, 37(6), 1002–1008.
11. Contherm Max scraped-surface heat exchanger. Alfa Level. Recuperado de:https://www.alfalaval.com/products/heat-transfer/scraped-surface-heat-exchangers/sc raped-surface-heat-exchangers/contherm-max/
12. The Contherm® range of scraped-surface heat exchangers. Alfa Level. Recuperado de: https://www.alfalaval.com/products/heat-transfer/scraped-surface-heat-exchangers/scrap ed-surface-heat-exchangers/contherm-max/
13. Dasgupta, S., Rettig, F., & Ay, P. (2016). Nucleation Kinetics during Melt Crystallization of Plant Based High Oleic and Linoleic Polyunsaturated Fatty Acid Mixtures. Crystal Growth & Design, 16(2), 861–866.
14. Latinen, G. A., Discussion of the Paper “Correlation of Scraped Film Heat Transfer in the Votator”, Chem. Eng. Sci. 9 (1959) 4, 263-266
15. Mullin, J. W., Crystallization, 4th ed., Butterworth-Heinemann, Oxford, 2001, 347 16. Tähti, T, Suspension Melt Crystallization in Tubular and Scraped Surface Heat
Exchangers. Dissertation, Martin-Luther-Universität Halle-Wittenberg (2004). 17. Cao, E. (1983). Intercambiadores de calor . Buenos Aires.
181

18. ANDRITZ Group. Vacuum drum filter YU . Recuperado de: https://www.andritz.com /products-en/group/separation/disc-drum-filters/vacuum-drum-filter-yu
19. Panorama Consulting & Engineering Inc. (2017). Procedure for Continuous Distillation Column Design. India. Recuperado de http://panoramaus.com/project-management /procedure-continuous-distillation-column-design/
20. Panorama Consulting & Engineering Inc. (2017). Procedure for Continuous Distillation Column Design. India. Recuperado de http://panoramaus.com/project-management /procedure-continuous-distillation-column-design/
21. García Armario, G. (2017). Modelado y control avanzado de una columna de destilación . Dep. de Ingeniería de Sistemas y Automática. Escuela Técnica Superior de Ingeniería. Universidad de Sevilla.
22. Sulzer Chemtech. Structured Packings for Distillation, Absorption and Reactive Distillation. Recuperado de https://www.sulzer.com/-/media/files/products/separation -technology/liquid_liquid_extraction/brochures/structured_packings.ashx
23. Montoya Mistretta, A. (2012). Diseño de una columna de destilación para recuperación de una sustancia termosensible. Programa doble titulación en Politécnico de Torino, Italia.
24. Panorama Consulting & Engineering Inc. (2017). Procedure for Continuous Distillation Column Design. India. Recuperado de http://panoramaus.com/project-management /procedure-continuous-distillation-column-design/
25. Cermark, S. C., Evangelista, R. L. & Kenar, J. A. Distillation of Natural Fatty Acids and Their Chemical Derivatives. National Center for Agricultural Utilization Research, Agricultural Research Service, United States Department of Agriculture. USA.
26. Iancu, P., Stefan, N. G,. Plesu, V., Toma, A. & Stepan, Emil. (2015). Advanced High Vacuum Techniques for ω-3 Polyunsaturated Fatty Acids Esters Concentration. REV. CHIM. (Bucharest), 66, No. 6.
27. Montoya Mistretta, A. (2012). Diseño de una columna de destilación para recuperación de una sustancia termosensible. Programa doble titulación en Politécnico de Torino, Italia.
28. Maximize market research PVT. LTD. Global tert-butanol market, global industry analysis and forecast (2020-2027) . Recuperado de: https://www.maximizemarketresearch.com /market-report/global-tert-butanol-market/62632/
29. Gea Process Engineering. Sistema de vacío por eyección. Alemania. 30. Schmalz. Bombas de vacío. Recuperado de:
https://www.schmalz.com/es/tecnica-de-vacio-para-la-automatizacion/componentes-de-v acio/generadores-de-vacio/bombas-de-vacio/bombas-de-vacio-lubricadas-con-aceite-ev e-og/10.03.02.00067
182

CAPÍTULO 5
INTEGRACIÓN ENERGÉTICA Y
EQUIPOS AUXILIARES
183
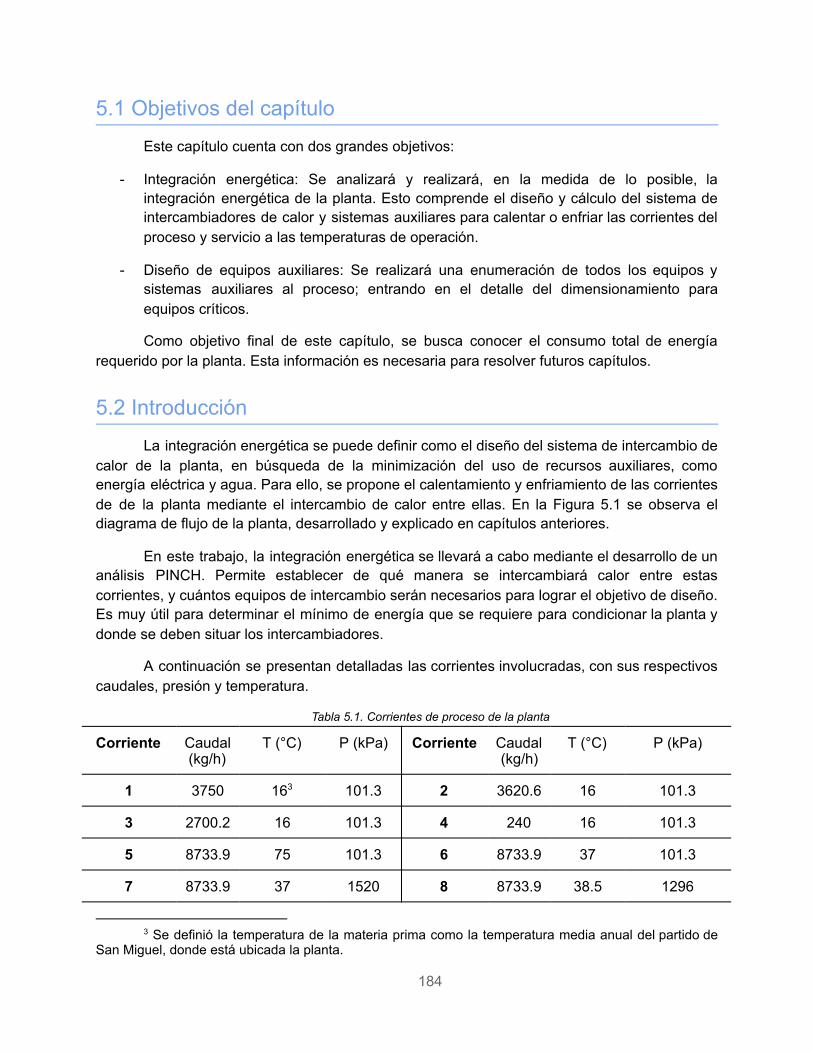
5.1 Objetivos del capítulo Este capítulo cuenta con dos grandes objetivos:
- Integración energética: Se analizará y realizará, en la medida de lo posible, la integración energética de la planta. Esto comprende el diseño y cálculo del sistema de intercambiadores de calor y sistemas auxiliares para calentar o enfriar las corrientes del proceso y servicio a las temperaturas de operación.
- Diseño de equipos auxiliares: Se realizará una enumeración de todos los equipos y sistemas auxiliares al proceso; entrando en el detalle del dimensionamiento para equipos críticos.
Como objetivo final de este capítulo, se busca conocer el consumo total de energía requerido por la planta. Esta información es necesaria para resolver futuros capítulos.
5.2 Introducción La integración energética se puede definir como el diseño del sistema de intercambio de
calor de la planta, en búsqueda de la minimización del uso de recursos auxiliares, como energía eléctrica y agua. Para ello, se propone el calentamiento y enfriamiento de las corrientes de de la planta mediante el intercambio de calor entre ellas. En la Figura 5.1 se observa el diagrama de flujo de la planta, desarrollado y explicado en capítulos anteriores.
En este trabajo, la integración energética se llevará a cabo mediante el desarrollo de un análisis PINCH. Permite establecer de qué manera se intercambiará calor entre estas corrientes, y cuántos equipos de intercambio serán necesarios para lograr el objetivo de diseño. Es muy útil para determinar el mínimo de energía que se requiere para condicionar la planta y donde se deben situar los intercambiadores.
A continuación se presentan detalladas las corrientes involucradas, con sus respectivos caudales, presión y temperatura.
Tabla 5.1. Corrientes de proceso de la planta
3 Se definió la temperatura de la materia prima como la temperatura media anual del partido de San Miguel, donde está ubicada la planta.
184
Corriente Caudal (kg/h)
T (°C) P (kPa) Corriente Caudal (kg/h)
T (°C) P (kPa)
1 3750 16 3 101.3 2 3620.6 16 101.3
3 2700.2 16 101.3 4 240 16 101.3
5 8733.9 75 101.3 6 8733.9 37 101.3
7 8733.9 37 1520 8 8733.9 38.5 1296

Como se mencionó en el capítulo anterior, el fluido refrigerante utilizado en el reactor de hidrólisis (Slytherm 800) también será utilizado para enfriar el cristalizador. Para ello, se propone el siguiente ciclo:
Figura 5.2. Ciclo de uso del refrigerante.
185
9 2940.2 120 101.3 10 1973.6 120 101.3
11 5793.7 120 101.3 12 1973.6 25 101.3
13 1741.1 11 101.3 14 232.6 11 101.3
15 966.5 120 101.3 16 111.9 100 101.3
17 854.6 285 911 18 920.4 16 911
19 110 16 911 20 4262.4 121.7 911
21 4262.4 50 911 22 4262.4 48.9 711
23 4262.4 160 101.3 24 1656.1 160 101.3
25 1656.1 80 911 26 2606.3 160 101.3
27 1753.1 297.5 9 28 853.2 66.2 8
29 132.1 160 101.3 30 721.1 160 8
31 721.1 160 911 32 129.4 16 101.3
33 5793.7 90 1520

A continuación se detallan las temperaturas de las corrientes presentadas en la Figura
5.2.
Tabla 5.2. Temperatura de las corrientes de la Figura 5.2
Estas temperaturas se establecieron con el siguiente criterio:
- Por motivos explicados en el capítulo anterior, el refrigerante debe ingresar al reactor de hidrólisis a 30°C. Su delta T en el reactor es 4.8°C, por lo que sale del reactor a 34.8°C.
- Luego es enfriado en un ciclo de refrigeración a -5°C, para que ingrese al cristalizador a esa temperatura.
- Su delta T en el cristalizador es de 8.2°C, como se calculó en el capítulo 4.
De esta manera, en el ciclo se requieren los dos intercambiadores mostrados en la figura 5.2.
El intercambiador que enfría la corriente A será parte de un ciclo cerrado de refrigeración, ya que no se puede integrar en el pinch al no contar con corrientes de proceso que alcancen -5°C. El calentamiento de la corriente C sí será considerado en el pinch. A continuación se realiza un esquema del ciclo a diseñar para enfriar la corriente A desde 34.8 a -5°C.
Figura 5.3 Ciclo del refrigerante secundario utilizado para enfriar la corriente A.
186
Corriente A B C D
T (°C) 34.8 -5 3.2 30
Por otro lado, se integrará en el pinch el fluido de intercambio del reactor de glicerólisis. Como se explicó en el capítulo 3, se utiliza agua cuyo caudal corresponde a 300000 kg/h y en el reactor se enfría de 61 a 60.44°C (reacción endotérmica), por lo que se integrará su calentamiento de 60.44 a 61°C.
Con respecto al diseño de equipos auxiliares, se realizará desde el punto de vista del diseño mínimo adecuado, es decir, se enumerarán y seleccionarán los equipos mínimos necesarios para que la planta opere. Algunos de ellos serán dimensionados y seleccionados de catálogo, mientras que otros simplemente serán nombrados.
Los equipos auxiliares principales son:
- Bombas - Válvulas - Caldera - Ciclo de refrigeración - Torre de enfriamiento
No se analizarán equipos o accesorios para transporte de fluidos como tuberías o ventiladores.
187
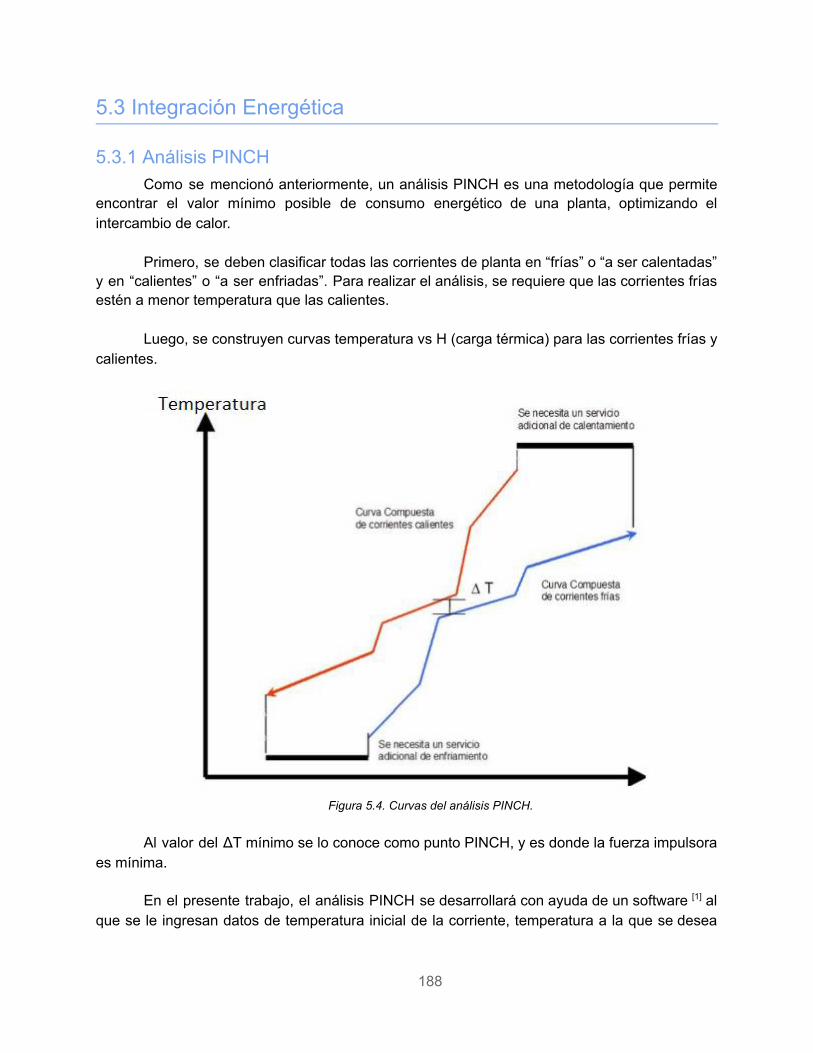
5.3 Integración Energética
5.3.1 Análisis PINCH Como se mencionó anteriormente, un análisis PINCH es una metodología que permite
encontrar el valor mínimo posible de consumo energético de una planta, optimizando el intercambio de calor.
Primero, se deben clasificar todas las corrientes de planta en “frías” o “a ser calentadas”
y en “calientes” o “a ser enfriadas”. Para realizar el análisis, se requiere que las corrientes frías estén a menor temperatura que las calientes.
Luego, se construyen curvas temperatura vs H (carga térmica) para las corrientes frías y
calientes.
Figura 5.4. Curvas del análisis PINCH.
Al valor del ΔT mínimo se lo conoce como punto PINCH, y es donde la fuerza impulsora
es mínima.
En el presente trabajo, el análisis PINCH se desarrollará con ayuda de un software [1] al que se le ingresan datos de temperatura inicial de la corriente, temperatura a la que se desea
188

llevar la corriente, y carga térmica. Además, se estableció que el ΔT mínimo no sea menor que 10°C.
5.3.2 Resultados
Se encuentran las siguientes corrientes a enfriar y a calentar:
Tabla 5.3. Corrientes que intercambian calor
- La corrientes 5 y 20, correspondientes a la entrada al reactor de hidrólisis y glicerólisis, deben ser enfriadas a la temperatura correspondiente.
189
Corrientes calientes, a enfriar
Corriente Caudal (kg/h)
T 0 (°C) T f (°C) P (kPa) Cp (kJ/kg*°C)
Q (kW)
5 8733.9 75 37 101.3 3.54 326.7
10 1973.6 120 25 101.3 2.28 118.7
11 5793.7 120 90 101.3 1.92 92.7
16 111.9 100 35 101.3 4.19 8.47
20 4262.4 121.5 50 101.3 2.83 239.6
24 1656.1 160 80 101.3 2.071 76.2
27 1753.1 297.5 35 101.3 2.79 356.6
29 132.1 160 35 101.3 2 9.2
Corrientes frías, a calentar
Corriente Caudal (kg/h)
T 0 (°C) T f (°C) P (kPa) Cp (kJ/kg*°C)
Q (kW)
8 8733.9 38.5 120 101.3 3.51 694.02
15 966.6 120 200 101.3 2.46 52.8
23 4262.4 48.85 160 711 2.35 309.3
28 853.2 66.2 160 8 2.68 59.6
F 300000 60.44 61 101.3 4.18 195.1
C 39400 3.2 30 101.3 1.5 440
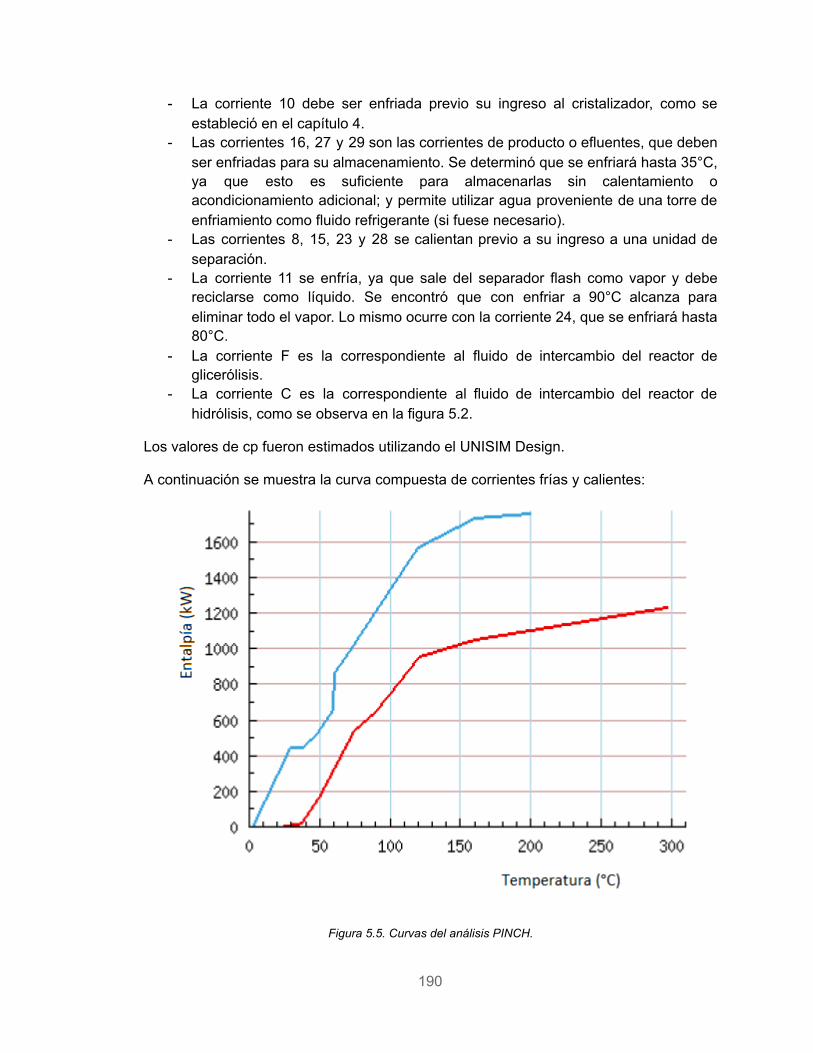
- La corriente 10 debe ser enfriada previo su ingreso al cristalizador, como se estableció en el capítulo 4.
- Las corrientes 16, 27 y 29 son las corrientes de producto o efluentes, que deben ser enfriadas para su almacenamiento. Se determinó que se enfriará hasta 35°C, ya que esto es suficiente para almacenarlas sin calentamiento o acondicionamiento adicional; y permite utilizar agua proveniente de una torre de enfriamiento como fluido refrigerante (si fuese necesario).
- Las corrientes 8, 15, 23 y 28 se calientan previo a su ingreso a una unidad de separación.
- La corriente 11 se enfría, ya que sale del separador flash como vapor y debe reciclarse como líquido. Se encontró que con enfriar a 90°C alcanza para eliminar todo el vapor. Lo mismo ocurre con la corriente 24, que se enfriará hasta 80°C.
- La corriente F es la correspondiente al fluido de intercambio del reactor de glicerólisis.
- La corriente C es la correspondiente al fluido de intercambio del reactor de hidrólisis, como se observa en la figura 5.2.
Los valores de cp fueron estimados utilizando el UNISIM Design.
A continuación se muestra la curva compuesta de corrientes frías y calientes:
Figura 5.5. Curvas del análisis PINCH.
190
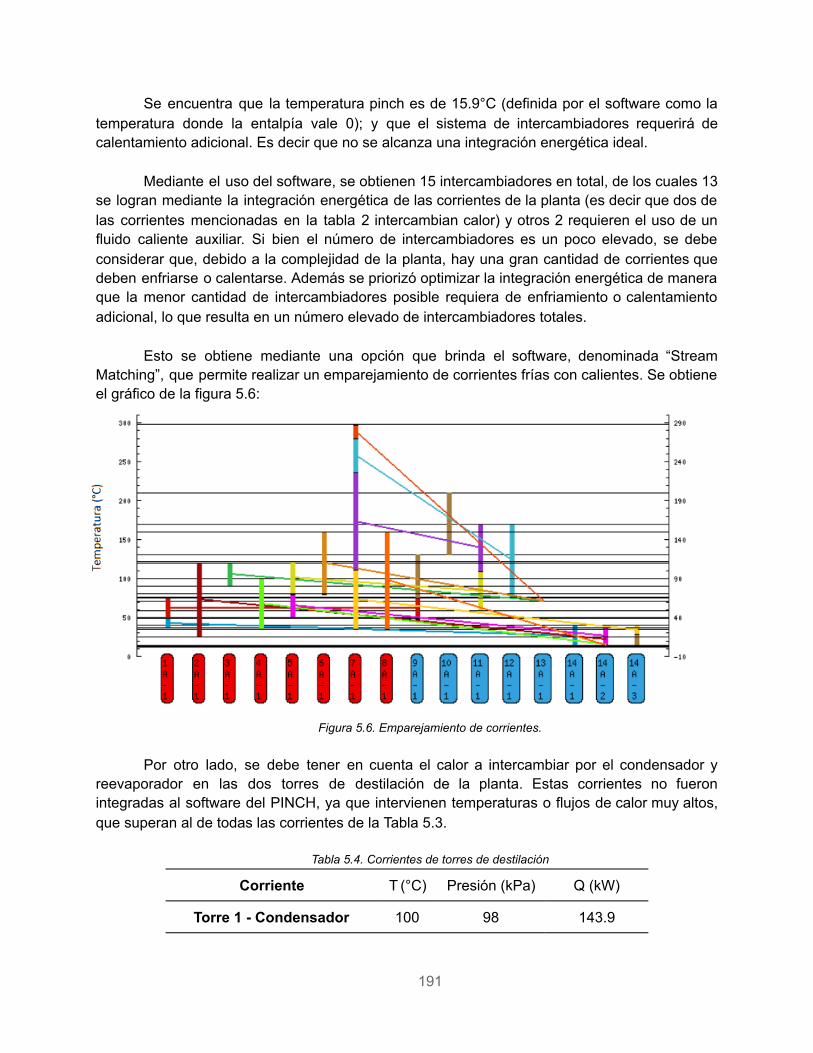
Se encuentra que la temperatura pinch es de 15.9°C (definida por el software como la temperatura donde la entalpía vale 0); y que el sistema de intercambiadores requerirá de calentamiento adicional. Es decir que no se alcanza una integración energética ideal.
Mediante el uso del software, se obtienen 15 intercambiadores en total, de los cuales 13 se logran mediante la integración energética de las corrientes de la planta (es decir que dos de las corrientes mencionadas en la tabla 2 intercambian calor) y otros 2 requieren el uso de un fluido caliente auxiliar. Si bien el número de intercambiadores es un poco elevado, se debe considerar que, debido a la complejidad de la planta, hay una gran cantidad de corrientes que deben enfriarse o calentarse. Además se priorizó optimizar la integración energética de manera que la menor cantidad de intercambiadores posible requiera de enfriamiento o calentamiento adicional, lo que resulta en un número elevado de intercambiadores totales.
Esto se obtiene mediante una opción que brinda el software, denominada “Stream
Matching”, que permite realizar un emparejamiento de corrientes frías con calientes. Se obtiene el gráfico de la figura 5.6:
Figura 5.6. Emparejamiento de corrientes.
Por otro lado, se debe tener en cuenta el calor a intercambiar por el condensador y
reevaporador en las dos torres de destilación de la planta. Estas corrientes no fueron integradas al software del PINCH, ya que intervienen temperaturas o flujos de calor muy altos, que superan al de todas las corrientes de la Tabla 5.3.
Tabla 5.4. Corrientes de torres de destilación
191
Corriente T (°C) Presión (kPa) Q (kW)
Torre 1 - Condensador 100 98 143.9

Sin embargo, es posible usar una de las corrientes a calentar para remover el calor
necesario en el condensador 1. El resto de las corrientes de la Tabla 5.4 requerirán sus propios intercambiadores.
Para el diseño de los intercambiadores, se determinará el área de intercambio de cada
uno, de la siguiente manera: A = Q
U ΔT* ML ( Ecuación 5.4.1)
Donde Q, el calor a intercambiar, es un dato otorgado por el software, así como el ΔT
medio logarítmico; y el valor de U se obtendrá de bibliografía [2] .
5.3.3 Diseño detallado
A continuación, se desarrollará brevemente el funcionamiento de los dos principales tipos de intercambiador, describiendo sus ventajas y desventajas.
5.3.3.1 Intercambiador de placas
Este tipo de intercambiadores utiliza placas metálicas para intercambiar calor. Como se
observa en la Figura 5.7, se alterna entre cada placa fluido caliente y frío. En el mercado, se encuentra una gran oferta de estos intercambiadores, con mucha variedad en el número y superficie de las placas, en su material de construcción, y presiones y temperaturas que son capaces de soportar.
192
Torre 1 - Reevaporador 285 101.3 165.2
Torre 2 - Condensador 66.2 8 585.55
Torre 2 - Reevaporador 297.5 9 760.55
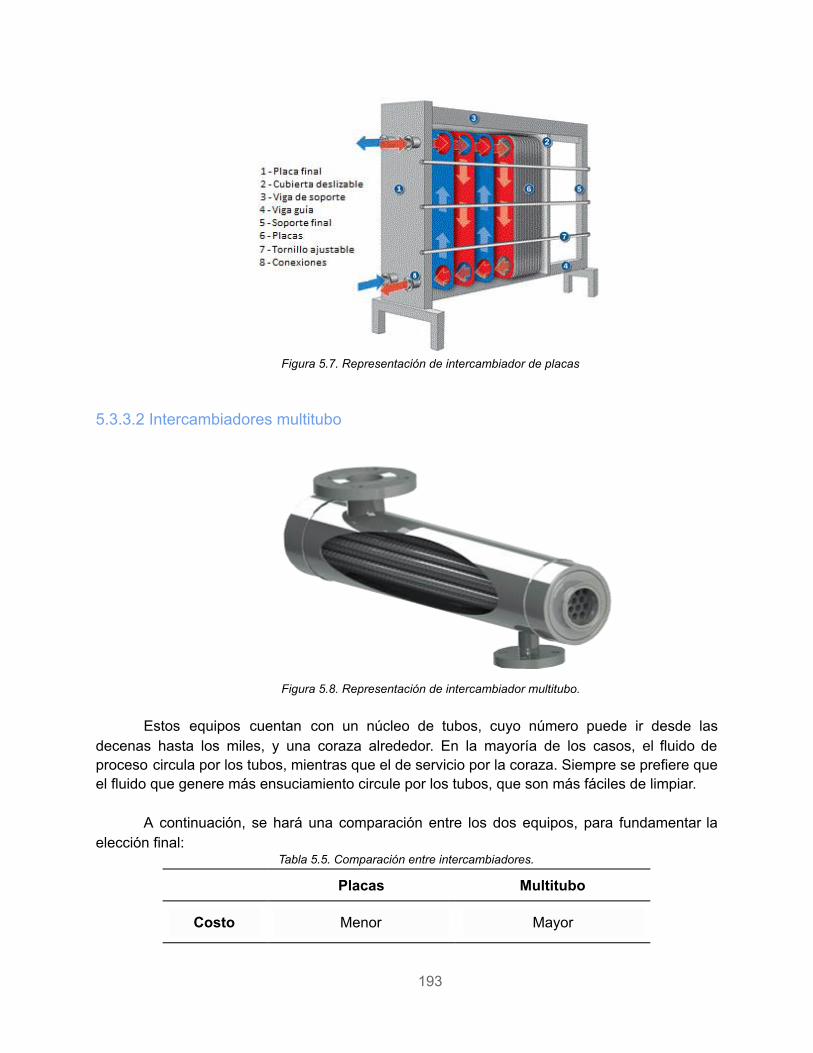
Figura 5.7. Representación de intercambiador de placas
5.3.3.2 Intercambiadores multitubo
Figura 5.8. Representación de intercambiador multitubo.
Estos equipos cuentan con un núcleo de tubos, cuyo número puede ir desde las
decenas hasta los miles, y una coraza alrededor. En la mayoría de los casos, el fluido de proceso circula por los tubos, mientras que el de servicio por la coraza. Siempre se prefiere que el fluido que genere más ensuciamiento circule por los tubos, que son más fáciles de limpiar.
A continuación, se hará una comparación entre los dos equipos, para fundamentar la
elección final: Tabla 5.5. Comparación entre intercambiadores.
193
Placas Multitubo
Costo Menor Mayor

Luego de hecho este análisis, se decide utilizar intercambiadores de placas para todas
las corrientes que operen a presiones mayores a 50 kPa, ya que las caídas de presión generadas pueden llegar hasta los 5 metros de columna de agua, o 50 kPa. De esta manera, se utilizarán intercambiadores de tubo y coraza para las corrientes que circulan por el condensador y evaporador de la torre de destilación 2, que opera bajo vacío.
Todos los valores de U se estimaron utilizando valores para intercambiadores de placa con placas corrugadas. Se puede encontrar en el anexo la tabla 5.A.1, con los rangos de valores de U sugeridos. Para los intercambiadores 17 y 18, que operan con las corrientes de la torre de destilación 2, se utilizaron valores específicos para intercambiadores de tubo y coraza, así como para el intercambiador 12, que opera con una corriente a baja presión.
Es importante mencionar que algunas corrientes no son posibles de enfriar o calentar
en un único intercambiador, y se utilizarán intercambiadores en serie. La corriente C será dividida en tres corrientes en paralelo, porque se encontró que esto permite optimizar el intercambio de calor, requiriendo menos enfriamiento adicional.
5.3.4 Corrientes integradas Las corrientes integradas mediante el análisis Pinch se resumen en la siguiente tabla:
194
Eficiencia Menor Mayor
Presión máxima
No soporta altas presiones (mayor a 16 bar)
Soporta altas presiones
Caída de presión
Alta
Baja
Temperatura No soporta altas temperaturas
Soporta altas temperaturas
Sólidos No se puede utilizar en fluidos con sólidos en
suspensión
Se puede utilizar en fluidos con sólidos en suspensión
Viscosidad Ideal para fluidos poco viscosos
Ideal para fluidos con cualquier viscosidad
Limpieza Fácil desmontaje y limpieza
Limpieza compleja
Espacio Muy compactos Requieren mucho espacio
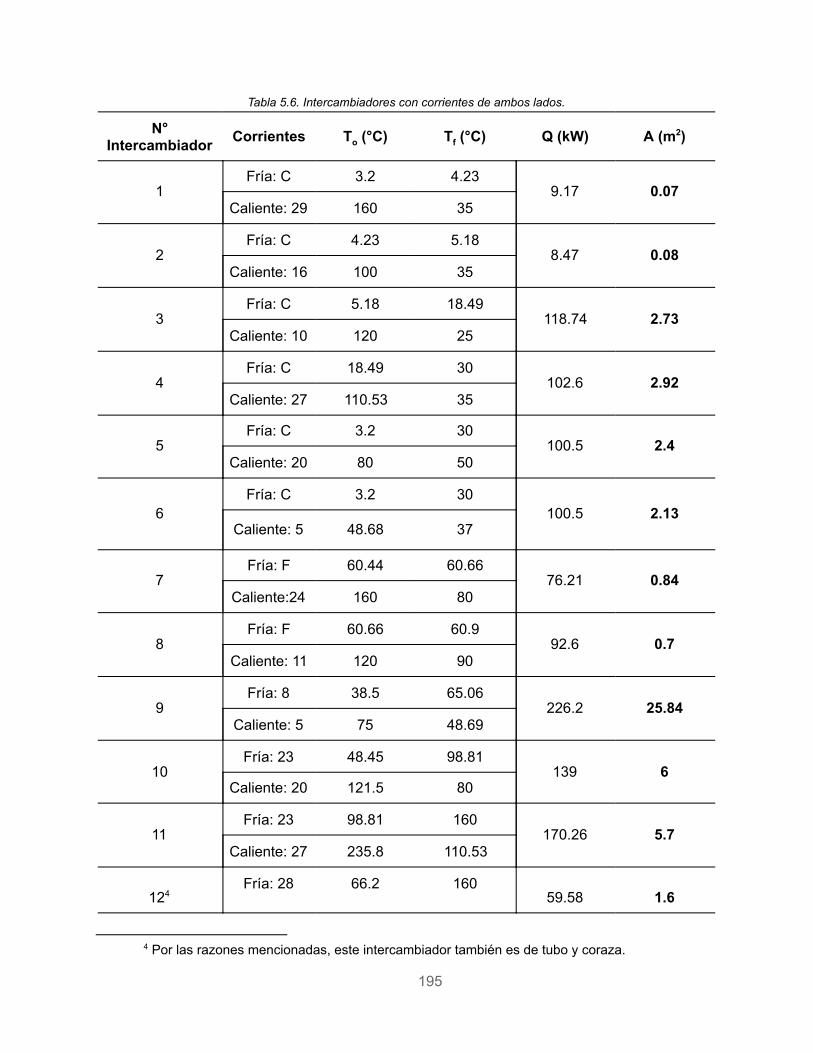
Tabla 5.6. Intercambiadores con corrientes de ambos lados.
4 Por las razones mencionadas, este intercambiador también es de tubo y coraza.
195
N° Intercambiador Corrientes T o (°C) T f (°C) Q (kW) A (m 2 )
1 Fría: C 3.2 4.23
9.17 0.07 Caliente: 29 160 35
2 Fría: C 4.23 5.18
8.47 0.08 Caliente: 16 100 35
3 Fría: C 5.18 18.49
118.74 2.73 Caliente: 10 120 25
4 Fría: C 18.49 30
102.6 2.92 Caliente: 27 110.53 35
5 Fría: C 3.2 30
100.5 2.4 Caliente: 20 80 50
6 Fría: C 3.2 30
100.5 2.13 Caliente: 5 48.68 37
7 Fría: F 60.44 60.66
76.21 0.84 Caliente:24 160 80
8 Fría: F 60.66 60.9
92.6 0.7 Caliente: 11 120 90
9 Fría: 8 38.5 65.06
226.2 25.84 Caliente: 5 75 48.69
10 Fría: 23 48.45 98.81
139 6 Caliente: 20 121.5 80
11 Fría: 23 98.81 160
170.26 5.7 Caliente: 27 235.8 110.53
12 4 Fría: 28 66.2 160
59.58 1.6
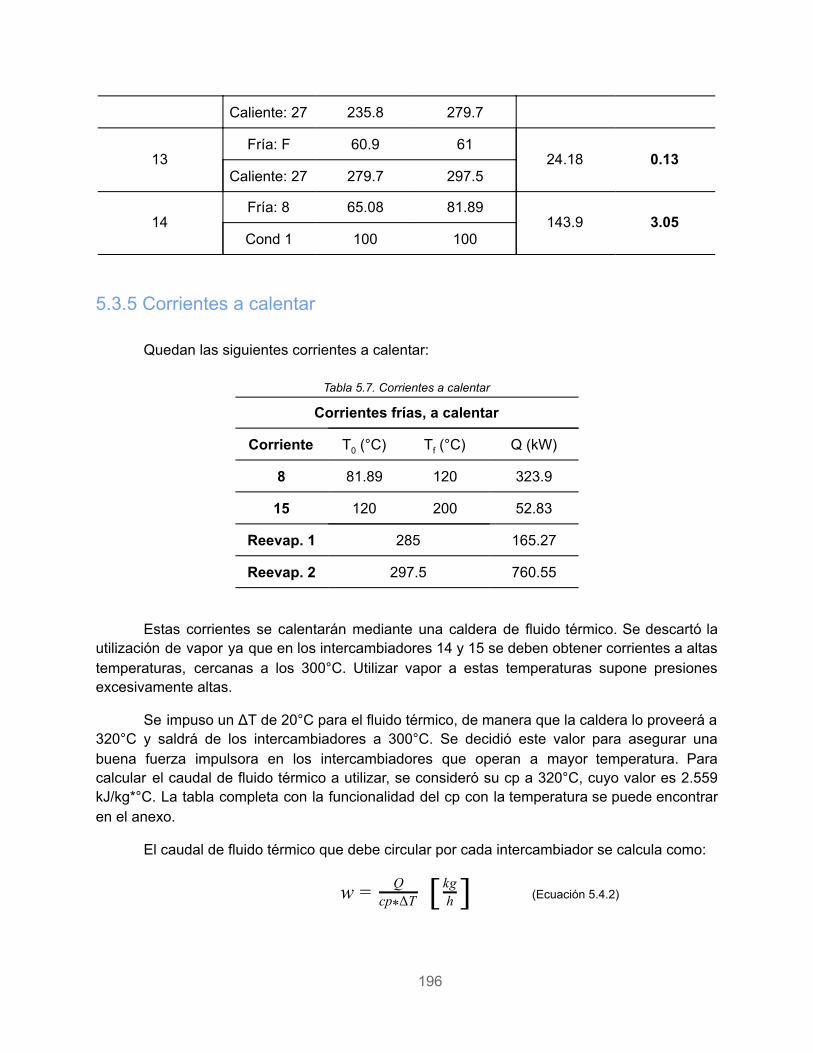
5.3.5 Corrientes a calentar
Quedan las siguientes corrientes a calentar:
Tabla 5.7. Corrientes a calentar
Estas corrientes se calentarán mediante una caldera de fluido térmico. Se descartó la utilización de vapor ya que en los intercambiadores 14 y 15 se deben obtener corrientes a altas temperaturas, cercanas a los 300°C. Utilizar vapor a estas temperaturas supone presiones excesivamente altas.
Se impuso un ΔT de 20°C para el fluido térmico, de manera que la caldera lo proveerá a 320°C y saldrá de los intercambiadores a 300°C. Se decidió este valor para asegurar una buena fuerza impulsora en los intercambiadores que operan a mayor temperatura. Para calcular el caudal de fluido térmico a utilizar, se consideró su cp a 320°C, cuyo valor es 2.559 kJ/kg*°C. La tabla completa con la funcionalidad del cp con la temperatura se puede encontrar en el anexo.
El caudal de fluido térmico que debe circular por cada intercambiador se calcula como:
w = Qcp ΔT* [ h
kg] (Ecuación 5.4.2)
196
Caliente: 27 235.8 279.7
13 Fría: F 60.9 61
24.18 0.13 Caliente: 27 279.7 297.5
14 Fría: 8 65.08 81.89
143.9 3.05 Cond 1 100 100
Corrientes frías, a calentar
Corriente T 0 (°C) T f (°C) Q (kW)
8 81.89 120 323.9
15 120 200 52.83
Reevap. 1 285 165.27
Reevap. 2 297.5 760.55

Tabla 5.8 - Intercambiadores con fluido térmico.
De esta manera, se requiere un caudal total de fluido térmico de 109454 kg/h.
5.3.6 Corrientes a enfriar
Quedan la siguiente corriente a enfriar:
Tabla 5.9. Corrientes a enfriar
Se utilizará agua como fluido de enfriamiento, proveniente de un ciclo de refrigeración. Se impone para el agua un delta T dentro del intercambiador de 5°C, de manera de calcular el caudal de agua necesario. El agua entrará al intercambiador a 27°C y saldrá a 32°C, lo que permite mantener una buena fuerza impulsora.
El caudal de agua a circular por cada intercambiador se calcula con la ecuación (5.4.2), siendo el cp del agua 4.18 kJ/kg*°C.
Tabla 5.10. Intercambiador con agua de enfriamiento.
De esta manera, se obtiene un caudal de agua necesario total de 100860 kg/h, o 100.86
m 3 /h. Serán provistos por una torre de enfriamiento, que será diseñada a continuación en este capítulo.
Para todos aquellos intercambiadores de placas donde la temperatura no supere los
160°C, se utilizará [3] :
197
N° Intercambiador
Corriente Fría Caudal de fluido de intercambio (kg/h)
Q (kW) A (m 2 )
15 8 22783 323.9 0.84
16 15 3716 52.83 0.26
17 Reevap 1 11625 165.27 8.05
18 Reevap 2 71329 760.55 321.5
Corrientes calientes, a enfriar
Corriente T 0 (°C) T f (°C) Q (kW)
Cond 2 66 585.55
N° Intercambiador
Corriente Caliente
Caudal de agua de enfriamiento (kg/h)
Q (kW) A (m 2 )
19 Cond. 2 100860 585.55 33.82

- Placas de acero inoxidable 316. - Juntas de vitón. - Bastidor de acero al carbono. - Las conexiones serán bridas de acero al carbono.
Para intercambiadores donde la temperatura máxima esté entre 160°C y 230°C, se
utilizarán juntas de cobre, y para temperaturas mayores a 230°C, juntas de níquel [4] .
Se seleccionarán de catálogo tres intercambiadores, el N°2, N°5 y N° 9, ya que representan tres tamaños muy diferentes. Será de utilidad conocer los tamaños aproximados de los intercambiadores en el capítulo de análisis económico, para determinar el tamaño de la planta. Se utilizará el catálogo de la empresa Coditer [5] . El criterio elegido para la selección es utilizar el intercambiador con la menor área de placa posible.
Figura 5.9. Dimensiones de una placa
Tabla 5.11. Conexiones del intercambiador
La circulación en estos intercambiadores de calor es contracorriente.
Especificaciones
A continuación se presentan las especificaciones de los tres intercambiadores de placas diseñados:
198
F1 Entrada del fluido caliente
F2 Salida del fluido frío
F3 Entrada del fluido frío
F4 Salida del fluido caliente
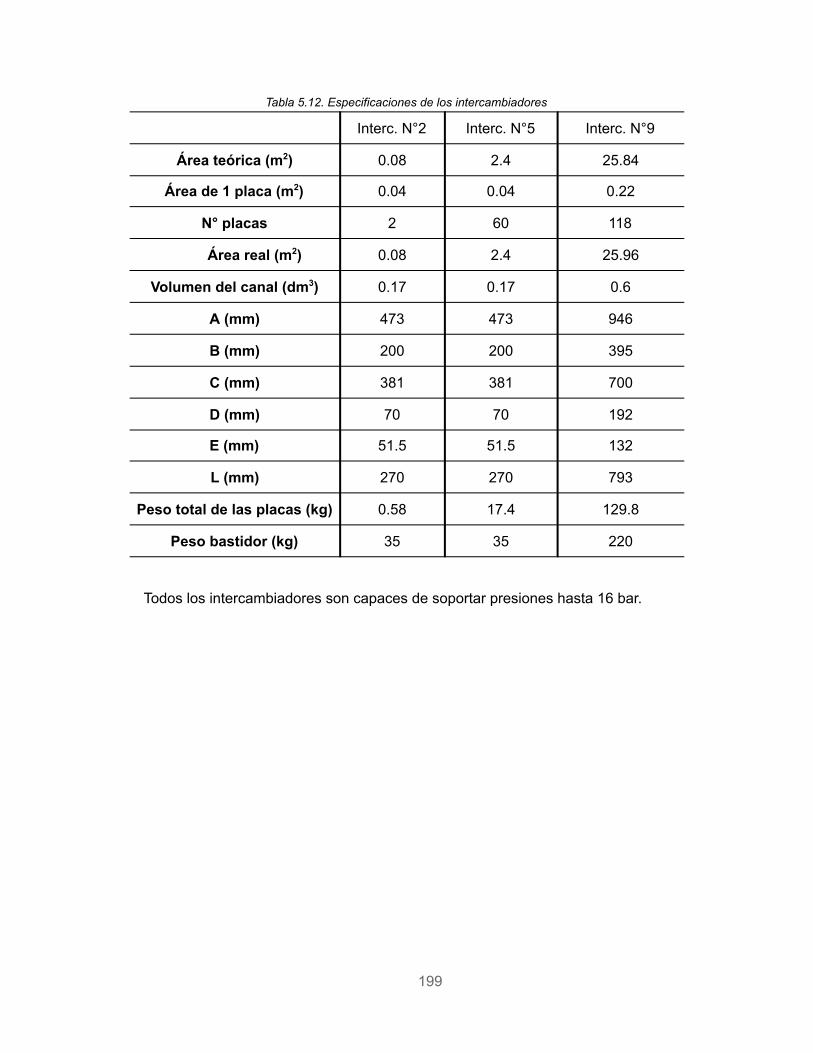
Tabla 5.12. Especificaciones de los intercambiadores
Todos los intercambiadores son capaces de soportar presiones hasta 16 bar.
199
Interc. N°2 Interc. N°5 Interc. N°9
Área teórica (m 2 ) 0.08 2.4 25.84
Área de 1 placa (m 2 ) 0.04 0.04 0.22
N° placas 2 60 118
Área real (m 2 ) 0.08 2.4 25.96
Volumen del canal (dm 3 ) 0.17 0.17 0.6
A (mm) 473 473 946
B (mm) 200 200 395
C (mm) 381 381 700
D (mm) 70 70 192
E (mm) 51.5 51.5 132
L (mm) 270 270 793
Peso total de las placas (kg) 0.58 17.4 129.8
Peso bastidor (kg) 35 35 220

5.4 Equipos auxiliares
5.4.1 Caldera
5.4.1.1 Introducción
El tipo de caldera queda definido según los requerimientos del proceso: debido a la necesidad de obtener una corriente de proceso a una temperatura elevada, las calderas de vapor resultaron inviables para este proyecto ya que la presión de operación de la misma supera los límites permitidos. Es por esto que se decide utilizar una caldera de fluido térmico.
Una caldera de aceite térmico es el elemento principal de un sistema de fluido térmico,
en el cual un combustible líquido es calentado y transferido para aportar energía a diferentes componentes dentro de un circuito cerrado. Este tipo de calderas aportan calor a través combustible líquido (fueloil, gasoil) y/o gaseoso (gas natural, propano, etc.).
Un sistema de calentamiento a través de aceite térmico presenta numerosas ventajas,
siendo las siguientes las principales: ● Las calderas de fluido térmico operan sin presión ni agua, evitando los típicos
problemas de las calderas de vapor, como son las pérdidas, la corrosión, el tratamiento del agua, etc.
● Requieren de poco mantenimiento. ● Ahorros de combustible alrededor de un 20% comparado con sistemas de vapor.
Al menos un 90% del combustible es aprovechado para su objetivo principal. ● Los sistemas de aceite térmico son de gran eficiencia debido a la uniformidad de
la temperatura durante todo el proceso productivo [6] .
5.4.1.2 Caldera de fluido térmico
Estas calderas son de funcionamiento automático y de vigilancia indirecta, con generación de calor por combustibles líquidos o gaseosos. Son calderas de doble cuerpo cilíndrico de eje vertical dispuesto para elevar la temperatura del fluido térmico que circula por dos serpentines concéntricos, mediante la combustión de combustibles en un quemador fijado a la tapa plana superior. Entre ambos cuerpos se dispone de aislamiento, que permite tener bajas temperaturas en el cuerpo exterior, consiguiendo por lo tanto pérdidas estructurales mínimas y evitando quemaduras por contacto involuntario con la caldera.
200

Figura 5.10. Caldera de aceite térmico
La llama del quemador se proyecta desde el mismo hasta la cámara de combustión,
llegando según la regulación de la combustión, a poder chocar con la solera cerámica que cierra el hogar. Cambia entonces de sentido, ascendiendo los gases de combustión a gran velocidad y turbulencia, entre los dos serpentines hasta la tapa cónica superior, donde pasan a ser nuevamente descendentes, hasta su evacuación por la chimenea situada en el borde inferior de las envolventes.
Los serpentines se componen de uno, dos o tres pasos según el modelo, siendo
imprescindible una alta velocidad de circulación del fluido térmico a fin y efecto de lograr una buena transmisión de calor. La circulación del fluido térmico es inicialmente por el serpentín exterior (en donde el calor se transmite prácticamente sólo por convección) para pasar posteriormente al serpentín interior (donde el calor se transmite casi exclusivamente por radiación) consiguiendo unos rendimientos energéticos excelentes.
5.4.1.3 Fluido térmico
Como ya se dijo anteriormente, se necesita fluido térmico que funcione como transportador de energía hacia la corriente de proceso. El fluido seleccionado es DOWTHERM TM Q, de la compañía Dow Chemical Company [7] . Se trata de un fluido de transferencia de calor orgánico sintético, utilizado como alternativa a los aceites calientes en aplicaciones de transferencia de calor en fase líquida. Este líquido contiene una mezcla de difeniletano y aromáticos alquilados. En comparación con los aceites calientes, exhibe una mejor estabilidad térmica, particularmente en el extremo superior del rango de uso del aceite
201

caliente, y una capacidad de bombeo a baja temperatura significativamente mejor. Su rango de temperatura recomendado va de -35 °C a 330 °C, lo cual se adapta perfectamente a la temperatura requerida.
5.4.1.4 Equipo seleccionado
A la hora de seleccionar el equipo a utilizar es necesario tener en cuenta el caudal de
fluido térmico requerido por el proceso y la máxima presión y temperatura de trabajo.
Tabla 5.13. Variables de operación de la caldera.
Con estos datos como parámetros de selección se seleccionó el siguiente equipo, de un
catálogo provisto por la empresa ATTSU [8] .
Esta caldera presenta cuatro opciones para combustible: propano, heavy oil, light oil y gas natural. Para la elección del mismo se tuvieron en cuenta tres factores: la capacidad calorífica, el costo y el factor ambiental, es decir como contamina al ambiente. Del análisis de la capacidad calorífica surge que el más conveniente es el propano, seguido del heavy oil. Para el análisis del efecto al ambiente se tomó el factor de emisión de combustión estacionaria, tomado como kg de CO 2 por pie cúbico, que indica la emisión de gases de efecto invernadero generados por la combustión del combustible en cuestión. En este caso, el propano tiene un factor de 0.15 mientras que el heavy oil tiene un factor de 1.48 [9] . Finalmente, analizando el costo para el segundo semestre del año 2020, el propano tiene un valor de 8937 $/TM [10] mientras que el heavy oil tiene un valor de 28317.95 $/TM [11] . Finalmente se elige al propano como combustible.
Datos de la Secretaría de Energía de la Nación indican que la disponibilidad de propano
en el país es elevada, existiendo proveedores con capacidad de producción desde 16 hasta 50000 toneladas por mes [12] . Por lo tanto, se considera que siempre habrá suministro de propano disponible, siendo el consumo mensual de la planta 85 toneladas.
Tabla 5.14. Caldera seleccionada.
202
Caudal de fluido requerido [kg/h] 109454
Temperatura máxima de trabajo [°C] 320
Calor entregado por la caldera [kW] 1303
Modelo FT 1250

Además, se conocen sus dimensiones:
Figura 5.11. Caldera de aceite térmico
Tabla 5.15. Dimensiones de la caldera seleccionada.
Esta caldera cuenta con los siguientes complementos:
● Válvula de Seguridad ● Manómetro ● Presostato de Trabajo ● Presostato de Seguridad ● Control Nivel automático ● Válvula de Retención ● Conjunto Bomba - Motor ● Purga Caldera ● Panel eléctrico
203
Presión de diseño [bar] 10
Potencia térmica útil [kW] 1454
Combustible Propano
Consumo de combustible [kg/h] 121
E (mm) F (mm) G (mm) H (mm) I (mm) J (mm)
1000 450 2300 2400 3100 1900

Y debe contar con las siguientes protecciones eléctricas:
● Puesta a Tierra: Se deben conectar las partes metálicas del equipo al suelo, de manera de prevenir que circule corriente eléctrica en las superficies del equipo.
● Disyuntor: Protege contra diferencias entre la corriente que entra y sale del circuito, que puede suponer una fuga eléctrica.
● Interruptor termomagnético: Protege contra cortocircuitos, falta de fuga y sobrecargas.
● Fusibles: Protegen contra sobrecargas.
204
5.4.2 Ciclo de refrigeración
Para enfriar el refrigerante utilizado en los cristalizadores hasta su temperatura de ingreso al cristalizador, -5ºC, se diseñó un ciclo de refrigeración utilizando como refrigerante auxiliar amoníaco R-717.
Como se explicó en la introducción, un ciclo de refrigeración cuenta con una válvula de
expansión, un evaporador, un compresor, y un condensador. En este caso, el evaporador será un intercambiador, donde el amoníaco es el fluido frío, y el refrigerante comercial del reactor de hidrólisis, Syltherm 800, es el fluido caliente.
5.4.2.1 Amoníaco R-717
El amoníaco (R717) ha sido utilizado como refrigerante desde hace más de 120 años, y
sigue utilizándose en la actualidad, tanto en instalaciones de refrigeración como de climatización por todo el mundo.
Es beneficioso desde el punto de vista energético y económico. Entre las ventajas de su
uso se destacan: ● Es un producto natural que no ataca a la capa de ozono y que no contribuye al
efecto invernadero. ● Los equipos de refrigeración y climatización con amoníaco son competitivos en
precio no sólo considerando el coste inicial, sino además teniendo en cuenta los costes de instalación y operacionales debido a su alta eficiencia energética.
● Es más ligero que el aire, por tanto se dispersa fácilmente en la atmósfera. La naturaleza misma produce varios miles de veces más amoníaco que toda la actividad humana en el planeta.
● El amoniaco es biodegradable pues tiene una vida en la atmósfera de entre 7 y 14 días.
● Las fugas, incluso pequeñas, son fácilmente detectadas por el olfato, debido a su olor penetrante, que es percibido en concentraciones de 5 ppm. Por esa razón, es muy improbable que una fuga pueda durar mucho tiempo sin ser detectada.
● La cantidad de amoniaco necesario en estos equipos es entre 2 y 3 veces menor que la de los equipos similares con refrigerantes halogenados [13] .
5.4.2.2 Diseño del ciclo
La temperatura de evaporación, considerando que en nuestro caso el evaporador será reemplazado por un intercambiador de casco y tubos y el refrigerante R-717 se evaporará al intercambiar calor con el refrigerante principal, se definió a -10ºC.
205
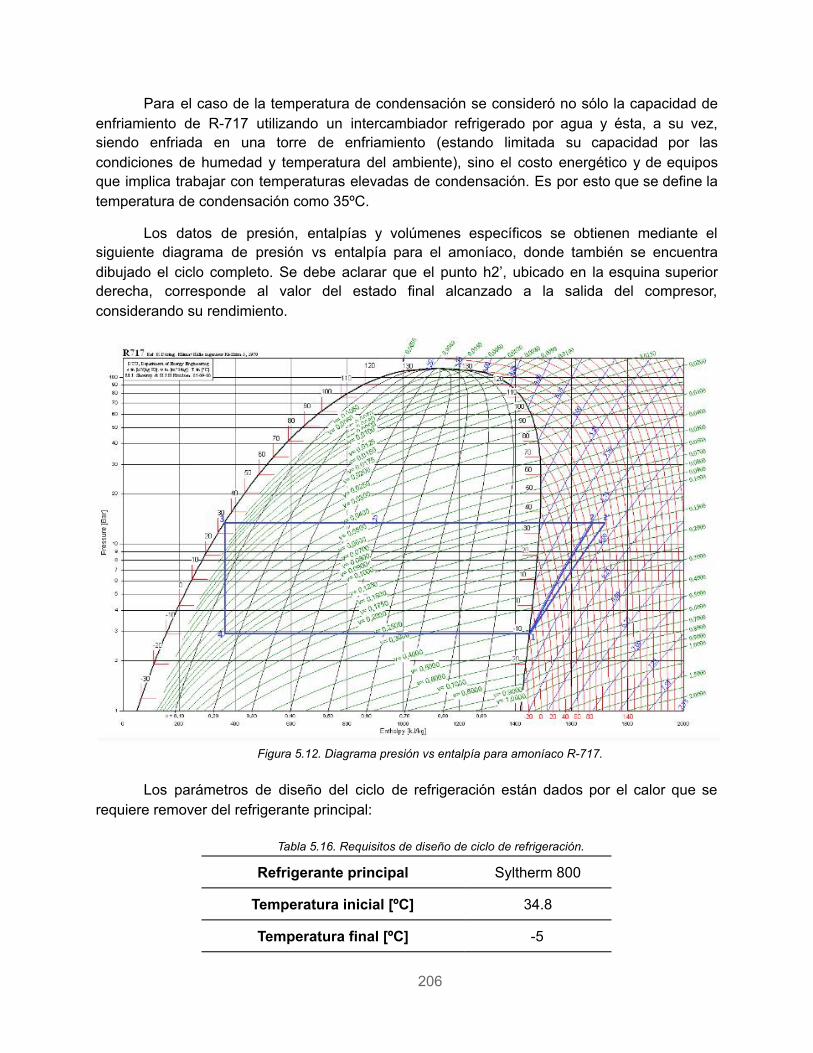
Para el caso de la temperatura de condensación se consideró no sólo la capacidad de enfriamiento de R-717 utilizando un intercambiador refrigerado por agua y ésta, a su vez, siendo enfriada en una torre de enfriamiento (estando limitada su capacidad por las condiciones de humedad y temperatura del ambiente), sino el costo energético y de equipos que implica trabajar con temperaturas elevadas de condensación. Es por esto que se define la temperatura de condensación como 35ºC.
Los datos de presión, entalpías y volúmenes específicos se obtienen mediante el siguiente diagrama de presión vs entalpía para el amoníaco, donde también se encuentra dibujado el ciclo completo. Se debe aclarar que el punto h2’, ubicado en la esquina superior derecha, corresponde al valor del estado final alcanzado a la salida del compresor, considerando su rendimiento.
Figura 5.12. Diagrama presión vs entalpía para amoníaco R-717.
Los parámetros de diseño del ciclo de refrigeración están dados por el calor que se
requiere remover del refrigerante principal:
Tabla 5.16. Requisitos de diseño de ciclo de refrigeración.
206
Refrigerante principal Syltherm 800
Temperatura inicial [ºC] 34.8
Temperatura final [ºC] -5

A partir de estos valores se definieron los siguientes parámetros de diseño del ciclo de refrigeración auxiliar:
Tabla 5.17. Parámetros de diseño de ciclo de refrigeración.
Los valores de potencia y capacidad fueron calculados a partir de los valores de entalpía y caudal másico de refrigerante.
La capacidad de la válvula de expansión es un parámetro de selección que corresponde
a la carga frigorífica del sistema, en este caso, al calor a remover definido en la tabla 5.16. Se calcula como el producto entre el caudal másico de refrigerante y la diferencia de entalpía entre los puntos 3 y 4 que corresponden a la entrada y salida a la válvula, respectivamente.
5.4.2.2.1 Intercambiador 1
Este intercambiador de casco y tubos reemplaza al evaporador. Se utilizará para enfriar el refrigerante principal (Syltherm 800) con el refrigerante R-717 evaporado a -10ºC. A continuación se detallan las especificaciones de diseño. El valor de coeficiente de transferencia de calor se obtuvo a partir de datos de coeficientes peliculares tomados del Cao [14] .
207
Caudal de refrigerante [kg/h] 39400
Capacidad calorífica [kJ/kg ºC] 1.5
Calor a remover [kW] 653.4
Refrigerante R-717
Temperatura de condensación [ºC] 35
Temperatura de evaporación [ºC] -10
Presión de condensación [bar] 13.5
Presión de evaporación [bar] 2.91
Caudal de refrigerante [kg/h] 2162
Potencia de compresor [kW] 164
Capacidad de condensador [kW] 817
Capacidad de válvula de expansión [kW] 653.4

Tabla 5.18. Especificaciones de diseño de intercambiador 1.
Para determinar el área del intercambiador se utilizó la ecuación 5.4.1. El número de tubos se define utilizando valores de longitud y diámetro de tubos más utilizados comercialmente, siendo estos valores 6 metros y ¾ de pulgada, respectivamente.
5.4.2.2.2 Compresor
Con el valor de potencia y el caudal de amoniaco a procesar se eligió un compresor de catálogo. Este equipo será de la marca Mayekawa [15] . Se adjuntan en la siguiente tabla sus especificaciones:
Tabla 5.19. Especificaciones de diseño de compresor.
208
Calor intercambiado [kW] 653.4
Uglobal [W/m 2 K] 472
ΔT ML [°C] 18.15
Área total [m 2 ] 76.23
Longitud [m] 6
Diámetro de tubos [in] 3/4
Cantidad de tubos 212
Marca Mayekawa MYCOM
Modelo Serie C - 2016 LSC
Etapas 2
Potencia máxima [kW] 234.4
Velocidad de rotación [rpm] 2950
Potencia consumida [kW] 135
Largo [mm] 1691
Ancho [mm] 657
Alto [mm] 513
Peso [kg] 1100
5.4.2.2.3 Condensador
El caudal de agua se definió a partir de valores recomendados de fabricantes para el valor de capacidad del condensador requerido y el rango de temperaturas del refrigerante.
Con este valor se calculó la variación de temperatura del agua en el intercambiador, considerando la temperatura de entrada de agua igual a 27ºC. Este valor se definió a partir de la diferencia de temperatura recomendada (por fabricantes de condensadores comerciales) entre la entrada de agua y la temperatura de condensación, es decir, la temperatura de salida de refrigerante, de 8ºC.
El área de intercambio del mismo se definió mediante los caudales y el calor a remover (capacidad de condensador, tabla 5.17).
A continuación se resumen las especificaciones de diseño del condensador.
Tabla 5.20. Especificaciones de diseño del condensador de casco y tubos.
5.4.2.2.4 Válvula de expansión
Se utiliza una válvula de expansión para disminuir la presión a la salida del condensador y llevar al refrigerante a la presión y temperatura de evaporación. Se seleccionó esta válvula de catálogo empleando el software de selección de Danfoss [16] considerando la capacidad indicada en la tabla 5.17 y la caída de presión requerida, y que pueda ser operada en el rango de temperaturas del refrigerante. A continuación se detallan las especificaciones de la misma:
209
Temperatura de entrada de R-717 [ºC] 120
Temperatura de salida de R-717 [ºC] 35
Temperatura de entrada de agua [ºC] 27
Temperatura de salida de agua [ºC] 30.7
ΔT ML (°C) 33.7
U global [W/m 2 K] 974
Calor intercambiado [kW] 817
Caudal de agua [m 3 /h] 190
Área [m 2 ] 24.88
Diámetro de tubos [in] 3/4
Longitud [m] 6
Cantidad de tubos 69
Tabla 5.21. Especificaciones de diseño de válvula de expansión.
La capacidad de diseño corresponde a la capacidad de la válvula definida en la tabla
5.30. La capacidad máxima es un valor provisto por el fabricante y se define como la mayor capacidad a las condiciones nominales de referencia.
5.4.3 Torre de enfriamiento Se utilizará una torre de enfriamiento para enfriar la corriente de agua que se utiliza
como fluido refrigerante en parte de los intercambiadores de calor y la corriente de agua que se utiliza para condensar el refrigerante del ciclo auxiliar.
La primera corriente tiene un caudal de 100.8 m 3 /h y una temperatura de 32ºC. La corriente utilizada en el ciclo de refrigerante tiene un caudal de 190 m 3 /h y una temperatura de 30.7 ºC.
A la entrada de la torre, entonces, se tiene un caudal de 290.8 m 3 /h, a una temperatura de 31.15 ºC.
Para este diseño se consideró en primer lugar las condiciones de temperatura y humedad ambiente. A partir de datos climáticos de la ciudad de San Martín ubicada en Buenos Aires, se determinó la temperatura máxima en 32.5ºC y humedad de 50%. Esto nos permitió definir el valor de la temperatura de bulbo húmedo (utilizando el gráfico psicrométrico) en 24ºC.
La temperatura de salida de agua en la torre de enfriamiento (que ingresa luego a los intercambiadores correspondientes y al condensador de refrigerante) será de 27ºC, siendo finalmente 3 grados superior a Tbh.
Con la variación de temperatura del agua y su caudal se seleccionó de catálogo una torre de enfriamiento, utilizando el software de diseño de la página de MESAN USA [17] . El criterio de selección se basó en elegir la torre de menor consumo energético.
210
Capacidad de diseño [kW] 653.4
Caída de presión [bar] 10.59
Marca Danfoss
Modelo 6F
Material Acero inoxidable
Capacidad máxima [kW] 808
Diámetro nominal [mm] 9
Máxima caída de presión [bar] 12
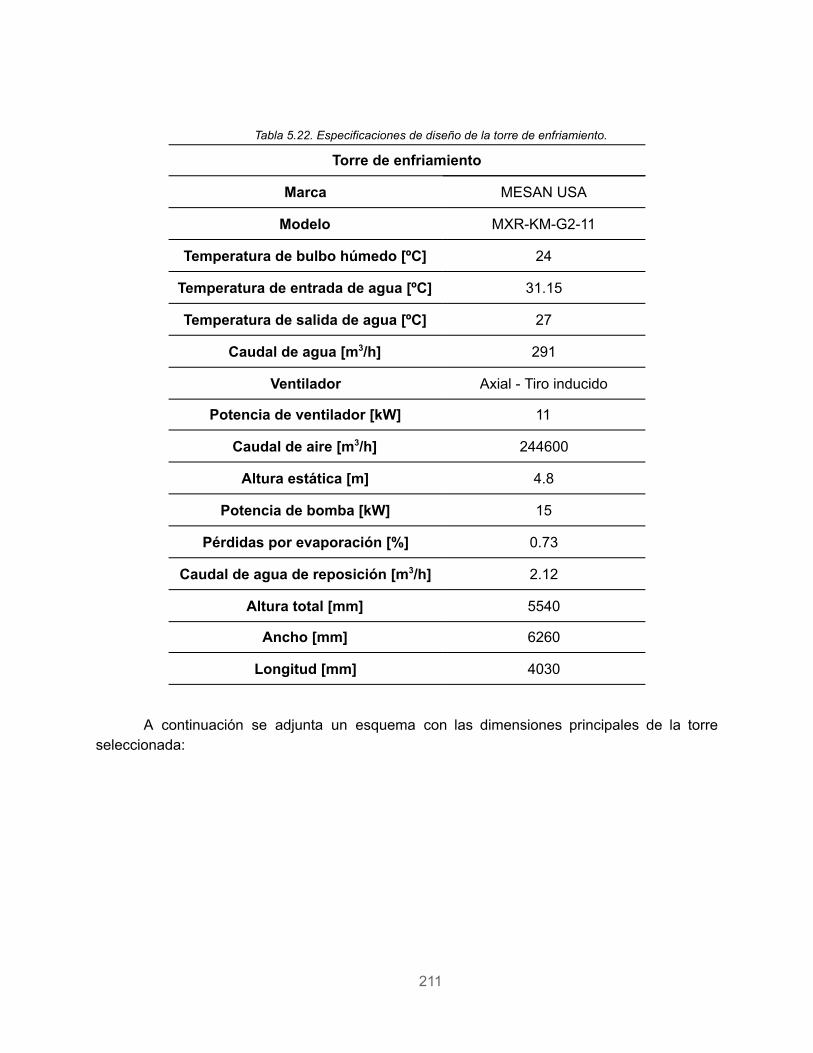
Tabla 5.22. Especificaciones de diseño de la torre de enfriamiento.
A continuación se adjunta un esquema con las dimensiones principales de la torre seleccionada:
211
Torre de enfriamiento
Marca MESAN USA
Modelo MXR-KM-G2-11
Temperatura de bulbo húmedo [ºC] 24
Temperatura de entrada de agua [ºC] 31.15
Temperatura de salida de agua [ºC] 27
Caudal de agua [m 3 /h] 291
Ventilador Axial - Tiro inducido
Potencia de ventilador [kW] 11
Caudal de aire [m 3 /h] 244600
Altura estática [m] 4.8
Potencia de bomba [kW] 15
Pérdidas por evaporación [%] 0.73
Caudal de agua de reposición [m 3 /h] 2.12
Altura total [mm] 5540
Ancho [mm] 6260
Longitud [mm] 4030
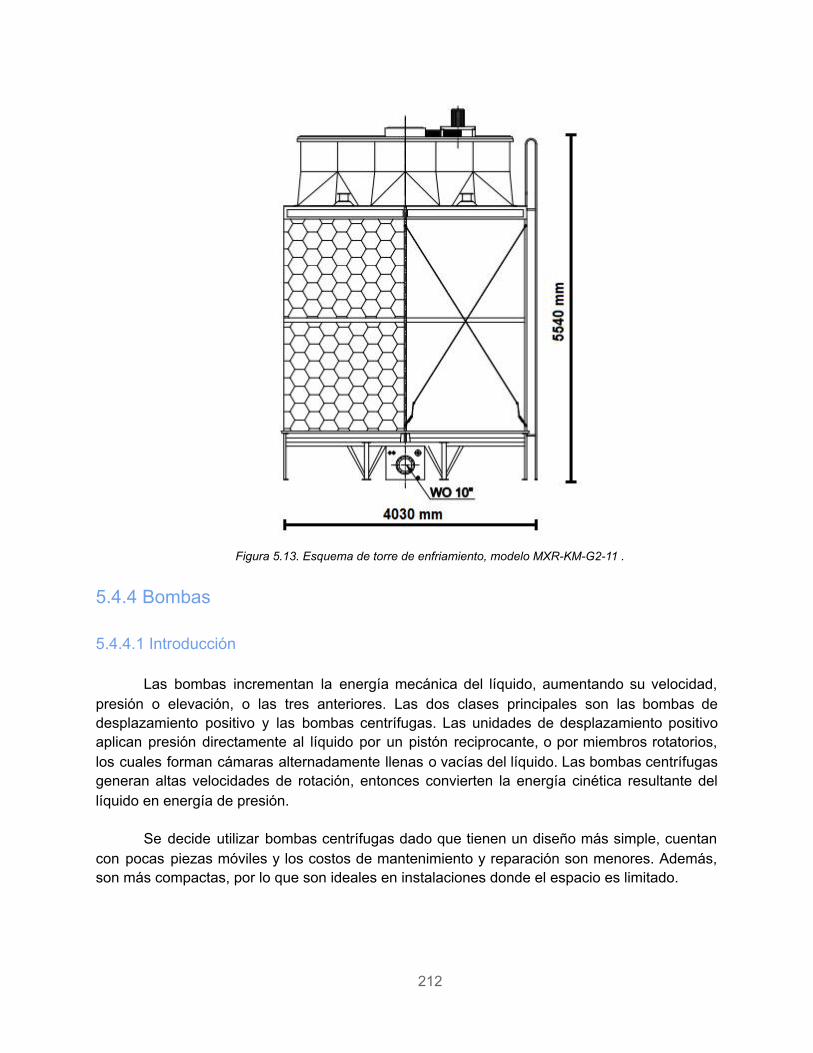
Figura 5.13. Esquema de torre de enfriamiento, modelo MXR-KM-G2-11 .
5.4.4 Bombas
5.4.4.1 Introducción
Las bombas incrementan la energía mecánica del líquido, aumentando su velocidad, presión o elevación, o las tres anteriores. Las dos clases principales son las bombas de desplazamiento positivo y las bombas centrífugas. Las unidades de desplazamiento positivo aplican presión directamente al líquido por un pistón reciprocante, o por miembros rotatorios, los cuales forman cámaras alternadamente llenas o vacías del líquido. Las bombas centrífugas generan altas velocidades de rotación, entonces convierten la energía cinética resultante del líquido en energía de presión.
Se decide utilizar bombas centrífugas dado que tienen un diseño más simple, cuentan
con pocas piezas móviles y los costos de mantenimiento y reparación son menores. Además, son más compactas, por lo que son ideales en instalaciones donde el espacio es limitado.
212

5.4.4.2 Funcionamiento
El líquido entra a través de la conexión de succión concéntrica al eje del elemento giratorio de alta velocidad llamado impulsor (o rotor), el cual está provisto de aspas radiales inherentes con el mismo. El líquido fluye hacia fuera por el interior de los espacios que existen entre las aspas y deja el impulsor a una velocidad considerablemente mayor con respecto a la de la entrada del mismo. En una bomba que funciona en forma apropiada, el espacio entre las aspas está por completo lleno de líquido que fluye sin cavitación. El líquido que sale del perímetro del impulsor se recoge en una coraza de espiral voluta y sale de la bomba a través de una conexión tangencial de descarga. En la voluta, la carga de velocidad del líquido procedente del impulsor se convierte en carga de presión. El fluido recibe energía del impulsor, que a su vez se transmite al mismo por un par de fuerzas del eje motor, el que por lo general el accionado mediante la conexión directa a un motor de velocidad constante, comúnmente del orden de 1750 o 3450 revoluciones/min.
Figura 5.14. Esquema de bomba centrífuga
En condiciones ideales de flujo sin fricción, la eficiencia mecánica de una bomba
centrífuga es η = 1. Una bomba ideal que opera a una velocidad determinada, genera una velocidad de descarga constante para cada carga específica desarrollada. Las bombas reales, debido a la fricción y otras características, tienen una eficiencia algo menor del caso ideal.
5.4.4.3 Ecuaciones de diseño
Las ecuaciones básicas que interrelacionan la potencia, la carga desarrollada y la
capacidad de una bomba centrífuga se derivan para una bomba ideal a partir de los principios fundamentales de la dinámica de fluidos. Puesto que el funcionamiento de una bomba real difiere de forma considerable del de una ideal, las bombas reales se diseñan aplicando correcciones a la situación ideal mediante medidas experimentales.
La potencia teórica o potencia útil (P u ) que se transmite a un fluido, y que se invierte en
proporcionarle un caudal (Q) y altura manométrica (H) a su paso por el equipo de bombeo viene dado por la siguiente expresión:
213

.g.Q.HPU = ρ (Ecuación 5.5.1)
La potencia calculada por la expresión anterior, es la potencia teórica o útil que ganaría
el fluido a su paso por el equipo de bombeo. No obstante, un equipo de bombeo está constituido, además de por la bomba propiamente, por un motor de accionamiento (que puede ser eléctrico o de combustión) acoplado mediante un eje a la bomba y de sistemas auxiliares.
La potencia finalmente consumida (P e ) por todo este equipo de bombeo es superior a la
potencia útil, dado que habrá que considerar las pérdidas y rendimientos de cada uno de los componentes que intervienen. En una bomba real, hay fricción y pérdidas por impacto originadas por el súbito cambio de dirección del líquido que abandona el impulsor.
Para determinar la carga desarrolla se aplica la ecuación de Bernoulli entre los puntos
de succión y descarga. Realizando una serie de operaciones algebraicas se llega a la siguiente expresión de carga o altura desarrollada.
(Ecuación 5.5.2)
Donde el primer término a la izquierda de la igualdad representa la diferencia de presión
que se tiene entre la descarga y la succión. El segundo término contempla la diferencia de altura entre estos dos puntos. El tercer término se refiere a las pérdidas de carga que se tienen por accesorios o tramos de cañería rectos. Esta ecuación permite determinar la altura de diseño que será función de las condiciones de operación.
Para evitar la cavitación, es preciso que la presión a la entrada de la bomba exceda a la
presión de vapor en un cierto valor, llamado carga neta de succión positiva (NPSH, net positive suction head). Se pueden diferenciar dos valores de NPSH: la NPSH requerida (NPSH r ) y la NPSH disponible (NPSH dis ). La primera depende del diseño de la bomba y representa la energía necesaria para llenar la parte de aspiración de la misma y vencer las pérdidas por rozamientos y aumento de velocidad desde la conexión de aspiración hasta el punto donde se incrementa la energía. Es, por tanto, un valor que depende del diseño constructivo de la bomba y que debe suministrar el fabricante de la misma. La NPSH disponible es la diferencia entre la presión a la entrada de la bomba y la tensión de vapor del fluido a la temperatura de funcionamiento, medidas ambas en metros de columna de líquido. El valor de NPSH disponible se calcula como:
NPSHDisponible = ρ.gP Padmisión− vapor
(Ecuación 5.5.3)
Donde P vapor corresponde a la presión de vapor del fluido a la temperatura de bombeo.
214
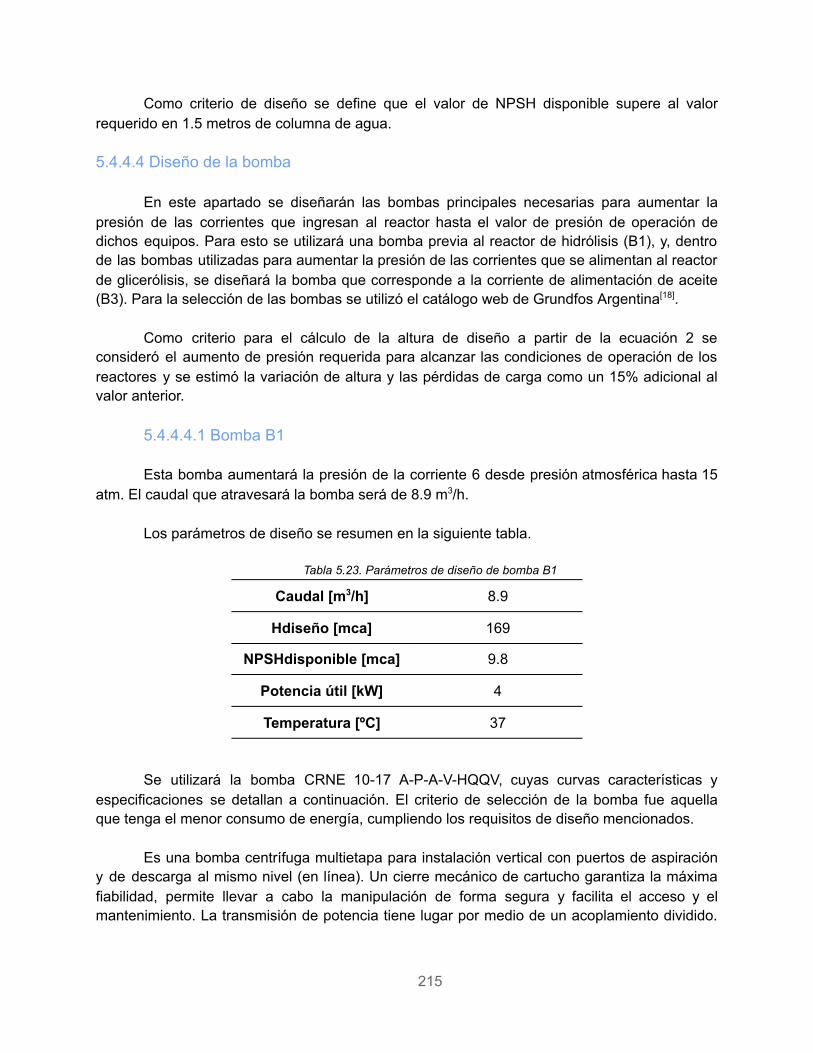
Como criterio de diseño se define que el valor de NPSH disponible supere al valor requerido en 1.5 metros de columna de agua.
5.4.4.4 Diseño de la bomba
En este apartado se diseñarán las bombas principales necesarias para aumentar la
presión de las corrientes que ingresan al reactor hasta el valor de presión de operación de dichos equipos. Para esto se utilizará una bomba previa al reactor de hidrólisis (B1), y, dentro de las bombas utilizadas para aumentar la presión de las corrientes que se alimentan al reactor de glicerólisis, se diseñará la bomba que corresponde a la corriente de alimentación de aceite (B3). Para la selección de las bombas se utilizó el catálogo web de Grundfos Argentina [18] .
Como criterio para el cálculo de la altura de diseño a partir de la ecuación 2 se
consideró el aumento de presión requerida para alcanzar las condiciones de operación de los reactores y se estimó la variación de altura y las pérdidas de carga como un 15% adicional al valor anterior.
5.4.4.4.1 Bomba B1
Esta bomba aumentará la presión de la corriente 6 desde presión atmosférica hasta 15 atm. El caudal que atravesará la bomba será de 8.9 m 3 /h.
Los parámetros de diseño se resumen en la siguiente tabla.
Tabla 5.23. Parámetros de diseño de bomba B1
Se utilizará la bomba CRNE 10-17 A-P-A-V-HQQV, cuyas curvas características y especificaciones se detallan a continuación. El criterio de selección de la bomba fue aquella que tenga el menor consumo de energía, cumpliendo los requisitos de diseño mencionados.
Es una bomba centrífuga multietapa para instalación vertical con puertos de aspiración
y de descarga al mismo nivel (en línea). Un cierre mecánico de cartucho garantiza la máxima fiabilidad, permite llevar a cabo la manipulación de forma segura y facilita el acceso y el mantenimiento. La transmisión de potencia tiene lugar por medio de un acoplamiento dividido.
215
Caudal [m 3 /h] 8.9
Hdiseño [mca] 169
NPSHdisponible [mca] 9.8
Potencia útil [kW] 4
Temperatura [ºC] 37
La bomba está equipada con un motor asíncrono de 3 fases, refrigerado por ventilador y montado sobre soportes.
En la figura 11 se observan las curvas características de la bomba seleccionada. Se
observan en este gráfico las curvas características de la bomba, correspondientes a las curvas azules (sin puntos en el extremo), tanto para la operación al 100% de la capacidad como al 25%. Para el caso de la potencia se observa que para cada punto de operación (25 y 100%) hay dos pares de curvas. Esto es porque en un caso se consideran las pérdidas mecánicas de la bomba y en el otro caso se consideran las pérdidas totales tanto en la bomba como en el motor.
Respecto a las curvas con puntos en los extremos, éstas representan los valores en las
condiciones de operación especificadas. En el gráfico superior las curvas negras corresponden a la eficiencia de la bomba en condiciones operativas con y sin el motor (curva inferior y superior respectivamente). La curva naranja permite observar la curva de operación de la bomba, en las condiciones especificadas. En el gráfico inferior, las curvas azules permiten identificar la potencia consumida en el punto de operación, nuevamente considerando la eficiencia final al contemplar pérdidas en el motor (curva superior). La curva negra que se encuentra en el gráfico inferior permite determinar el valor de NPSH requerido en el punto de operación de la bomba.
216

Figura 5.15. Curvas características de bomba seleccionada B1.
Se resumen las especificaciones de diseño para la bomba seleccionada.
Tabla 5.24. Especificaciones de diseño de bomba B1
217
Modelo CRNE 10-17 A-P-A-V-HQQV
NPSHrequerido [mca] 2.41
Potencia consumida [kW]
6.35
Potencia nominal [kW] 11
Velocidad nominal [rpm] 3529
Etapas 18
Orientación Vertical
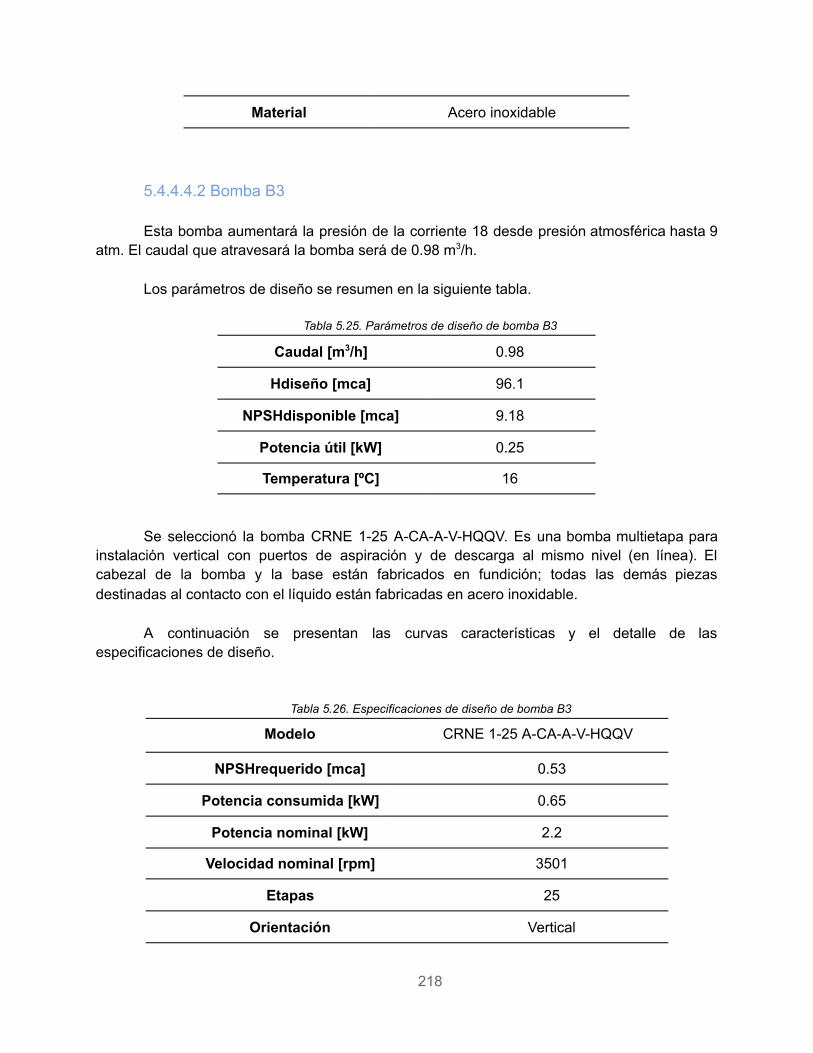
5.4.4.4.2 Bomba B3
Esta bomba aumentará la presión de la corriente 18 desde presión atmosférica hasta 9 atm. El caudal que atravesará la bomba será de 0.98 m 3 /h.
Los parámetros de diseño se resumen en la siguiente tabla.
Tabla 5.25. Parámetros de diseño de bomba B3
Se seleccionó la bomba CRNE 1-25 A-CA-A-V-HQQV. Es una bomba multietapa para instalación vertical con puertos de aspiración y de descarga al mismo nivel (en línea). El cabezal de la bomba y la base están fabricados en fundición; todas las demás piezas destinadas al contacto con el líquido están fabricadas en acero inoxidable.
A continuación se presentan las curvas características y el detalle de las
especificaciones de diseño.
Tabla 5.26. Especificaciones de diseño de bomba B3
218
Material Acero inoxidable
Caudal [m 3 /h] 0.98
Hdiseño [mca] 96.1
NPSHdisponible [mca] 9.18
Potencia útil [kW] 0.25
Temperatura [ºC] 16
Modelo CRNE 1-25 A-CA-A-V-HQQV
NPSHrequerido [mca] 0.53
Potencia consumida [kW] 0.65
Potencia nominal [kW] 2.2
Velocidad nominal [rpm] 3501
Etapas 25
Orientación Vertical

Figura 5.16. Curvas características de bomba seleccionada B3.
219
Material Acero inoxidable
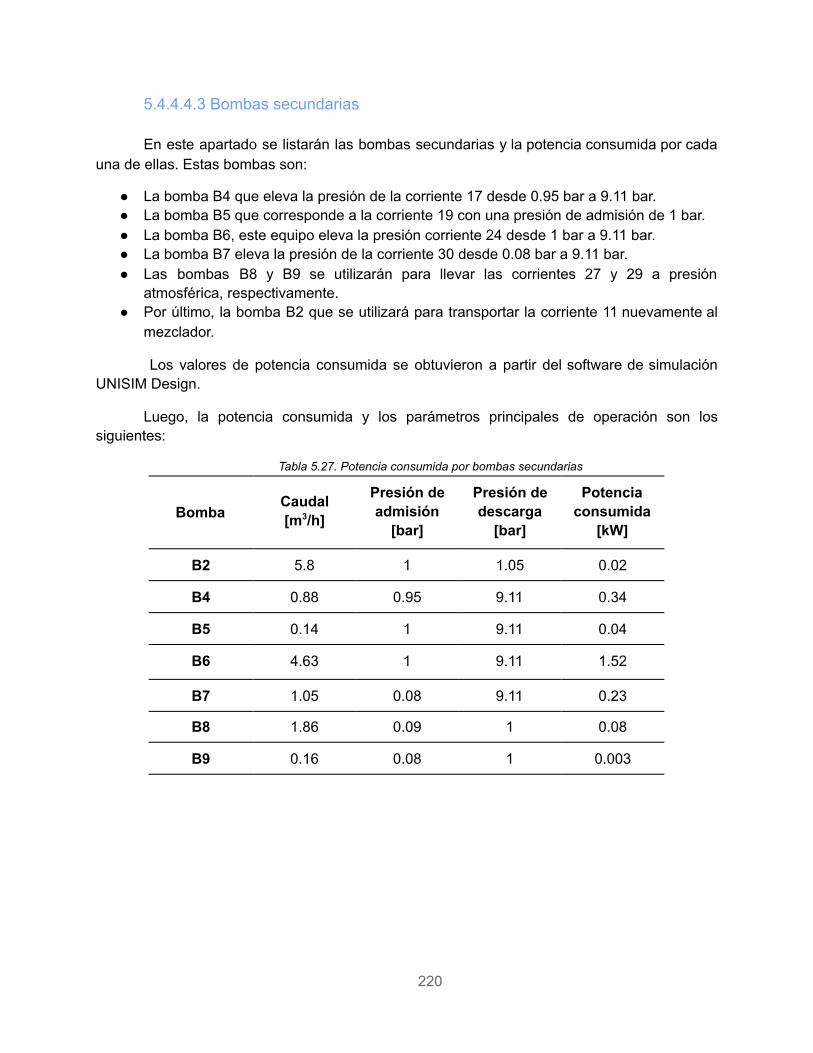
5.4.4.4.3 Bombas secundarias
En este apartado se listarán las bombas secundarias y la potencia consumida por cada una de ellas. Estas bombas son:
● La bomba B4 que eleva la presión de la corriente 17 desde 0.95 bar a 9.11 bar. ● La bomba B5 que corresponde a la corriente 19 con una presión de admisión de 1 bar. ● La bomba B6, este equipo eleva la presión corriente 24 desde 1 bar a 9.11 bar. ● La bomba B7 eleva la presión de la corriente 30 desde 0.08 bar a 9.11 bar. ● Las bombas B8 y B9 se utilizarán para llevar las corrientes 27 y 29 a presión
atmosférica, respectivamente. ● Por último, la bomba B2 que se utilizará para transportar la corriente 11 nuevamente al
mezclador.
Los valores de potencia consumida se obtuvieron a partir del software de simulación UNISIM Design.
Luego, la potencia consumida y los parámetros principales de operación son los siguientes:
Tabla 5.27. Potencia consumida por bombas secundarias
220
Bomba Caudal [m 3 /h]
Presión de admisión
[bar]
Presión de descarga
[bar]
Potencia consumida
[kW]
B2 5.8 1 1.05 0.02
B4 0.88 0.95 9.11 0.34
B5 0.14 1 9.11 0.04
B6 4.63 1 9.11 1.52
B7 1.05 0.08 9.11 0.23
B8 1.86 0.09 1 0.08
B9 0.16 0.08 1 0.003

5.4.5 Válvulas
En esta sección se realizará un listado de las válvulas utilizadas en la planta y se diseñarán las válvulas principales.
5.4.5.1 Válvula reductora de presión
La válvula reductora de presión es una válvula de control hidráulico cuya consigna es
reducir una elevada presión aguas arriba de la válvula a un valor menor constante aguas abajo de la misma; independientemente de las variaciones de presión aguas arriba y de las variaciones del flujo o de la demanda en la línea.
En la figura 13 se observa un corte de una válvula reductora de presión con sus
distintas partes, donde (1) es una restricción cuya función es facilitar la apertura de la válvula, (2) es la cámara superior que ya explicamos en la sección válvulas de control hidráulico, (3) es el piloto que comanda la operación de la válvula, (4) es el disco con su asiento que producen el cierre de la válvula, (5) es un válvula aguja que acelera o lentifica el cierre de la válvula restringiendo el flujo de agua hacia la cámara superior (no restringe el flujo en sentido contrario), y (6) es una válvula de seccionamiento manual ubicada aguas abajo de la válvula que cuando se cierra comanda el cierre de la válvula principal.
Figura 5.17. Esquema de válvula reguladora de presión
La válvula reductora de presión se cerrará cuando la presión aguas arriba de la válvula
P1 es transmitida íntegramente y de forma completa a la cámara superior (2), esto se puede lograr cerrando la válvula manual (6) ubicada sobre el circuito de control entre el piloto y P2.
221

Cuando la válvula se encuentra en operación, el piloto (3) siente las variaciones de presión aguas abajo (P2) y actúa abriendo o cerrando según estas variaciones. El piloto controla la acumulación de presión en la cámara superior obligando a la válvula principal a modular a una posición intermedia para mantener el valor de presión P2 establecido y regulado en el piloto [19] .
5.4.5.2 Diseño de válvulas reductoras de presión
Se utilizará una válvula, o arreglo de válvulas, para disminuir la presión de las corrientes
que salen de los reactores (corrientes 8 y 22) hasta la presión atmosférica.
Para la selección de la válvula se tendrá en cuenta el caudal y la relación presión aguas abajo y aguas arriba que evite la cavitación. Para esto último se utilizará el siguiente diagrama que permite determinar, en función de los valores de presión mencionados, si las condiciones operativas son seguras o si habrá cavitación.
Este gráfico, de presión de entrada vs presión aguas abajo, contiene 4 zonas:
- Gris, donde no existe cavitación, - Amarillo, donde puede existir cavitación dentro de 5000 horas, - Naranja, donde puede existir cavitación dentro de 1000 - 5000 horas, - Roja, donde la válvula puede cavitar en cualquier momento.
222

Figura 5.18. Gráfica de cavitación de válvula reductora de presión [20]
A continuación se detallan los parámetros de diseño de las válvulas seleccionadas.
Válvula V1 - Corriente 8
El caudal que atraviesa la válvula es de 8.9m 3 /h. La presión inicial es 1296 kPa y debe llevarse a una presión de 101.3 kPa.
En base a estos valores se seleccionó un arreglo de válvulas que permita un valor de
sigma mayor a 0.8. Tabla 5.28. Parámetros de diseño de válvula V1.
223
Marca Singer
Modelo 106-PR
Caudal máximo [L/s] 3
Diámetro [mm] 25
Cantidad de válvulas 3

Se puede observar un esquema del arreglo en la siguiente figura.
Figura 5.19. Esquema de arreglo de válvulas V1.
Válvula V2 - Corriente 22
El caudal que atraviesa la válvula es de 4.7 m 3 /h. La presión inicial es 711.3 kPa y debe llevarse a una presión de 101.3 kPa.
En base a estos valores se seleccionó un arreglo de válvulas que permita un valor de
sigma mayor a 0.8. Tabla 5.29. Parámetros de diseño de válvula V2.
Se puede observar un esquema del arreglo en la siguiente figura.
224
Presión 1 [kPa] 1296
Presión 2 [kPa] 689
Presión 3 [kPa] 276
Presión 4 [kPa] 101.3
Marca Singer
Modelo 106-PR
Caudal máximo [L/s] 3
Diámetro [mm] 25
Cantidad de válvulas 2
Presión 1 [kPa] 711.3
Presión 2 [kPa] 276
Presión 3 [kPa] 101.3
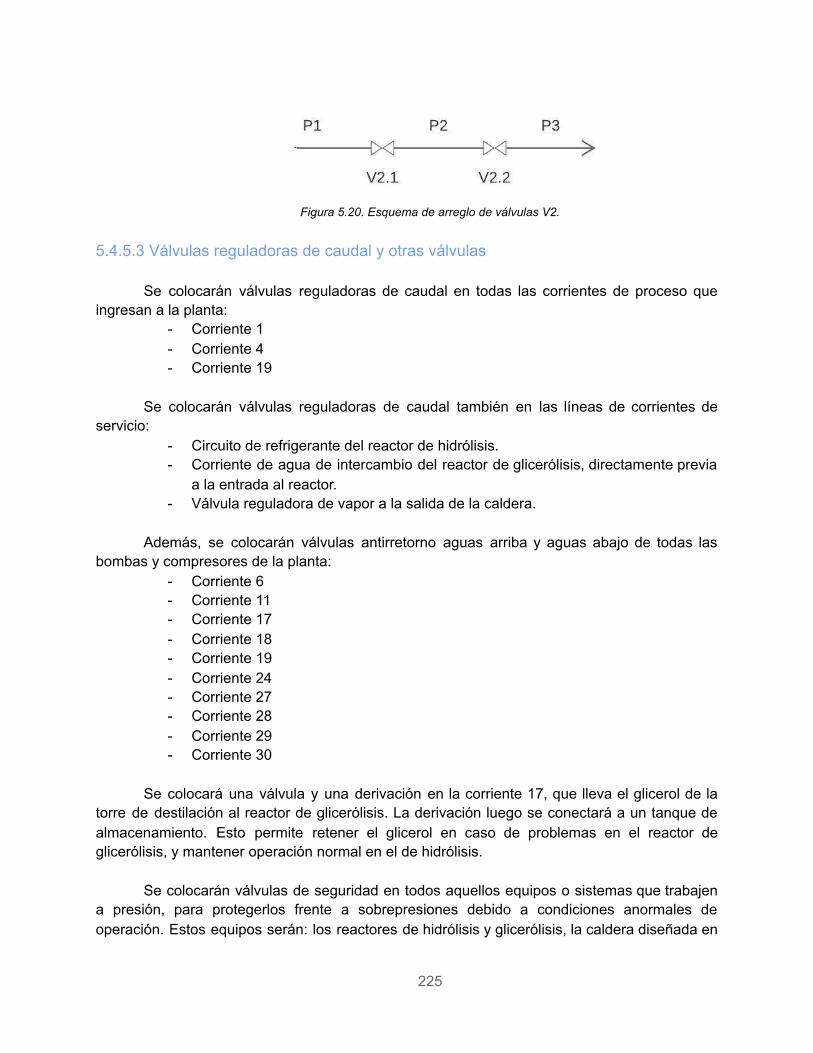
Figura 5.20. Esquema de arreglo de válvulas V2.
5.4.5.3 Válvulas reguladoras de caudal y otras válvulas
Se colocarán válvulas reguladoras de caudal en todas las corrientes de proceso que
ingresan a la planta: - Corriente 1 - Corriente 4 - Corriente 19
Se colocarán válvulas reguladoras de caudal también en las líneas de corrientes de
servicio: - Circuito de refrigerante del reactor de hidrólisis. - Corriente de agua de intercambio del reactor de glicerólisis, directamente previa
a la entrada al reactor. - Válvula reguladora de vapor a la salida de la caldera.
Además, se colocarán válvulas antirretorno aguas arriba y aguas abajo de todas las
bombas y compresores de la planta: - Corriente 6 - Corriente 11 - Corriente 17 - Corriente 18 - Corriente 19 - Corriente 24 - Corriente 27 - Corriente 28 - Corriente 29 - Corriente 30
Se colocará una válvula y una derivación en la corriente 17, que lleva el glicerol de la
torre de destilación al reactor de glicerólisis. La derivación luego se conectará a un tanque de almacenamiento. Esto permite retener el glicerol en caso de problemas en el reactor de glicerólisis, y mantener operación normal en el de hidrólisis.
Se colocarán válvulas de seguridad en todos aquellos equipos o sistemas que trabajen
a presión, para protegerlos frente a sobrepresiones debido a condiciones anormales de operación. Estos equipos serán: los reactores de hidrólisis y glicerólisis, la caldera diseñada en
225
una sección posterior, el compresor del ciclo de refrigeración y el compresor B6 y el intercambiador del ciclo de refrigeración.
Todos los intercambiadores contarán con válvulas de control.
226

5.5 Consumo total de energía
A continuación se realiza el resumen del consumo de energía por equipo, detallando el valor final de energía requerida por el proceso.
Tabla 5.30. Resumen del consumo energético.
227
Equipo Consumo [kW]
Bombas
B1 6.35
B2 0.02
B3 0.65
B4 0.34
B5 0.04
B6 1.52
B7 0.23
B8 0.08
B9 0.003
Ciclo de refrigeración con amoníaco
Compresor 135
Ciclo de refrigeración de agua
Bomba 15
Ventilador 11
Total 170.24

5.6 Bibliografía 1. Jeffrey S. Umbach. Online Pinch Analysis Tool . Recuperado de:
http://www.uic-che.org/pinch/ 2. Cao, E. (1983). Intercambiadores de calor . Buenos Aires. 3. Coditer, Soluciones y sistemas ecológicos. (2016). Intercambiadores de calor de
placas. Catálogo técnico. Recuperado de https://estaticos.qdq.com/swdata/files /017/017517856/Catalogo-intercambiadores-Coditer-2016.pdf
4. HRS Heat Exchangers, SLU. Intercambiador de calor de placas soldadas HRS. Recuperado de https://www.hrs-heatexchangers.com/es/intercambiador-calor/ intercambiadores-de-calor-de-placas/intercambiador-de-calor-de-placas-soldadas-hrs/
5. Coditer, Soluciones y sistemas ecológicos. (2016). Intercambiadores de calor de placas. Catálogo técnico. Recuperado de https://estaticos.qdq.com/swdata/files /017/017517856/Catalogo-intercambiadores-Coditer-2016.pdf
6. Pirobloc S. A. Calderas de fluido térmico. Recuperado en https://www.pirobloc.com /productos/calderas-de-fluido-termico/
7. Dow. DOWTHERM TM Q, Technical data sheet. Recuperado de: https://www.dow.com/en-us/document-viewer.html?ramdomVar=7653209949621658347 &docPath=/content/dam/dcc/documents/en-us/productdatasheet/176/176-01467-01-dow therm-q-tds.pdf
8. ATTSU. Calderas de fluido térmico FT . Catálogo online. 9. Emission Factors for Greenhouse Gas Inventories. (2014). Recuperado de
https://www.epa.gov/sites/production/files/2015-07/documents/emission-factors_2014.pd f
10. Boletín oficial de la República Argentina. Resolución 276/2020. Recuperado de https://www.boletinoficial.gob.ar/detalleAviso/primera/235099/20200918
11. Cammesa. (2020). Precios de los combustibles. Recuperado de https://portalweb.cammesa.com/memnet1/revistas/estacional/precios_de_combustibles. html
12. Secretaría de Energía de la Nación. Ofertas de venta de GLP . Recuperado de: https://www.se.gob.ar/comercio_exterior_glp/oferta_com_ext_expo.php
13. GRV Equipos frigoríficos compactos S.R.L. Amoníaco R-717: El refrigerante natural. Recuperado de http://www.equiposfrigorificoscompactos.com/productos/equipos -de-refrigeracion-industrial-con-amoniaco/amoniaco-r-717-el-refrigerante-natural
14. Cao, E. (1983). Intercambiadores de calor . Buenos Aires. 15. Mayekawa MYCOM. Compresores tornillo . Recuperado de:
https://mayekawa.com/americas/es/mycom/screw_compressors/ 16. Danfoss Engineering Tomorrow. Coolselector online . Recuperado de:
http://coolselectoronline.danfoss.com/ 17. MESAN USA. MESAN Cooling Tower Selection . Recuperado de:
http://usa.mesanct.com/ 18. Grundfos Argentina. Product selection. Recuperado de
https://product-selection.grundfos.com/front-page.html?custid=BGA&qcid=1073322359& unitsystem=4
228

19. Ingeniería de fluidos. Válvula reductora de presión. Recuperado de https://www.ingenieriadefluidos.com/valvula-reductora-de-presion
20. SINGER, Mueller SV Ltd. Pressure reducing valves . Recuperado de http://www.singervalve.com/water-works/pressure-reducing
229

CAPÍTULO 6
ANÁLISIS ECONÓMICO
230

6.1 Objetivos del capítulo En este capítulo se busca hacer un análisis económico básico del proyecto, calculando
costos de inversión y de operación. Se pretende realizar una justificación de la inversión, mediante un análisis de la rentabilidad propuesta de la planta.
Además, se propondrá un cronograma preliminar de la construcción de la planta y desarrollo del proyecto. Cabe aclarar que el análisis económico se realizará en dólares, debido a la alta volatilidad que tiene la moneda argentina.
6.2 Introducción
El análisis económico de un proyecto se basa en un estudio de mercado, realizado en el capítulo 1. Este estudio da respuesta a las siguientes preguntas:
- ¿Cuánto se puede vender? - ¿A qué precio se puede vender? [1]
Al establecer la cantidad probable de los productos a vender, se fijan las bases mínimas
para determinar la capacidad de la planta industrial/empresa de servicios a instalar. Esto, a su vez, influye sobre los costos de producción, los que pueden afectar, dentro
de ciertos límites, los precios de venta, y en consecuencia pueden modificar el tamaño del mercado, con lo que se reiniciaría el ciclo.
Posteriormente es necesario llevar a cabo un análisis de rentabilidad del proyecto, con el fin de hacer un análisis de proyecto de inversión. En función de los resultados obtenidos de la evaluación de la rentabilidad, donde se realiza una comparación con criterios de decisión definidos, se determina el futuro del proyecto. Puede ser aceptado, rechazado, o bien se proponen cambios para ajustar los puntos que determinan un retorno sobre la inversión menor a la expectativa de los inversores [2] . Para poder evaluar la rentabilidad de un proyecto es necesario conocer el movimiento de dinero hacia o desde la empresa, el cual depende los ingresos por ventas y los costos.
A continuación, se hará un breve resumen de lo analizado en capítulos anteriores: El
presente proyecto es un estudio sobre la factibilidad de utilizar un método alternativo para fraccionar ácidos grasos, basado en procesos enzimáticos a temperaturas y presiones moderadas. En los capítulos anteriores, se realizó un análisis detallado de los principales equipos necesarios para esto. Además, se cuenta con equipos de servicio, entre ellos 19 intercambiadores de calor, una caldera, un ciclo de refrigeración, y múltiples bombas y válvulas.
231

En el presente capítulo, se analizarán cuatro grandes aspectos económicos del proyecto:
- Costos de Inversión: Incluye costo de terreno, de construcción, de ingeniería, de mano de obra, y de equipamiento, donde se considerarán todos los equipos y accesorios mencionados en capítulos 3, 4 y 5.
- Costos de Operación: Los principales costos de operación de una planta incluyen materia prima, electricidad, agua, gas, vapor, mano de obra y mantenimiento.
- Justificación de la inversión y estudio de mercado: Se analizarán los flujos de caja de la planta, y se evaluará la rentabilidad de la planta mediante factores como el tiempo de repago o el tiempo de retorno de la inversión.
- Cronograma del proyecto.
Para llevar a cabo este análisis se considera un valor del dólar de $82 y el tiempo de vida útil del proyecto se define en 20 años.
232

6.3 Costos de Inversión
La cantidad de dinero necesaria para poner un proyecto en operación, ya sea de bienes industriales o servicios, es conocida como "inversión" de la empresa. Dicha inversión se puede integrar por capital propio, créditos de organismos financieros nacionales y/o internacionales, y de proveedores. La inversión total requerida para realizar y operar el proyecto se compone de dos partes:
- INVERSIÓN FIJA TOTAL (IFT) es la cantidad de dinero necesaria para construir totalmente una planta de proceso, con sus servicios auxiliares y ubicarla en situación de poder comenzar a producir. Es básicamente la suma del valor de todos los activos de la planta.
- INVERSIÓN EN CAPITAL DE TRABAJO (IW) también llamado "capital de giro", comprende las disponibilidades de capital necesario para que una vez que la planta se encuentre instalada y puesta en régimen normal de operación, pueda operar a los niveles previstos en los estudios técnico-económicos. Es el capital adicional con el que se debe contar para que comience a funcionar el proyecto, esto es financiar la producción antes de percibir ingresos por ventas. Se puede estimar como el 10% de la inversión fija total.
Es decir que se calculará la inversión total como:
(Ecuación 6.3.1) IT = IFT + IW
Se analizarán los siguientes costos de inversión fijos [3] , entendiendo como costos
directos a aquellos que guardan una relación directa con la capacidad de producción y a los indirectos a los que no.
Tabla 6.1. Componentes directos e indirectos de los costos de inversión fijos
233
Costos Directos Costos Indirectos
Estudios e investigación preliminar Ingeniería y supervisión
Equipos Gastos de construcción
Instalación Honorarios al contratista
Cañerías Contingencias
Instrumentación y Control
Construcción
Terreno y mejoras

Para la estimación de la inversión fija se utilizará el método de Chilton, que permite
encontrar valores de inversión con un error del 10-15%. El cual se basa en la siguiente ecuación:
(Ecuación 6.3.2) 1 ) 1 f ) IF = IE * ( + Σf i * ( + Σ li
Donde I F es la inversión fija sin el costo del terreno, I E es el costo total de todos los
equipos, y los f i y f li salen de las Figuras 6.1 y 6.2. Finalmente la inversión total fija se calcula con la adición del valor del terreno a la inversión fija.
El costo de los equipos y del terreno serán estimados a continuación.
Figura 6.1. Tabla con factores de Chilton.
234
Gastos de puesta en marcha

Figura 6.2. Tabla con factores de Chilton.
Se considerará el valor medio del rango elegido. Se definen los siguientes valores:
Tabla 6.2. Factores de Chilton seleccionados
6.3.1 Costo de equipos
235
f 1 - Proceso de fluidos 0.45
f 2 - Control parcialmente automatizado
0.075
f 3 - Construcción cerrada 0.8
f 4 - Planta de servicios adicionales pequeña
0.025
f 5 - Conexión entre unidades de servicio
0.025
f l1 - Ingeniería compleja 0.425
f l2 - Unidad comercial grande 0.025
f l3 - Contingencias de la compañía 0.15
Para el cálculo del costo de los equipos se puede proceder utilizando datos disponibles en bibliografía o bien requiriendo presupuesto a fabricantes cuyos equipos sean aptos para el proceso en cuestión.
Si se cuenta con presupuestos precisos y actualizados pueden utilizarse sin ninguna modificación, pero en caso de contar con presupuestos o datos bibliográficos desactualizados o para equipos de distinto volumen al requerido, entonces es necesario hacer correcciones. Otra variable que puede afectar el costo del equipo es el lugar de emplazamiento de la empresa proveedora, ya que esto trae aparejado costos adicionales por transporte, ya sean intra o internacionales
Para eso existen tres correcciones aplicables:
1) Índice de costos
Un problema que normalmente se presenta es que la información sobre el precio de los equipos corresponde a períodos anteriores, y se deben hacer modificaciones debido al cambio de las condiciones económicas a través del tiempo. Esta actualización puede realizarse mediante el uso de los índices de costos.
Un índice de costos es un número adimensional que muestra la relación entre el precio
de un bien en un tiempo "t" y el precio del mismo bien en un tiempo "t base".
Para aplicar esta corrección se debe utilizar la siguiente ecuación: (Ecuación 6.3.3) P P P = A · índice a tiempo presente
índice a tiempo anterior
donde P P representa el precio en la actualidad y P A el precio en un tiempo anterior y los
índices son distintos para cada año. Para el presente trabajo estos índices se extraen del Federal Reserve Bank of St. Louis [4] .
2) Factor costo - capacidad
En general, la inversión fija no crece en la misma proporción que lo hace el tamaño. Por
este motivo, cuando se dispone de datos para un proyecto similar, pero de diferente capacidad del deseado, pueden aproximarse los precios de plantas o equipos mediante la siguiente ecuación:
(Ecuación 6.3.4) )IA = IB · (QB
QA x
donde I A representa el precio para el volumen requerido Q A y I B el precio para el
volumen Q B y x es el índice de costo-capacidad, que depende del equipo. Sin embargo el factor x puede tomarse como 0.67 en caso de no tener otros datos disponibles [5] .
3) Costos de equipos importados
236

El precio de los equipos a ser importados es dado en términos FOB, es decir es el precio del equipo en el puerto de origen, con lo cual para que la estimación de costo de dichos equipos sea acertada es necesario hacer una corrección debido al transporte internacional y el seguro pertinente. Esta modificación al valor del equipo se informa en un costo conocido como CIF.
El costo del envío internacional depende del origen de la carga, las dimensiones del equipo en cuestión, del costo del mismo y del tipo de contenedor que se utilice. Para realizar este cálculo se utilizó la calculadora de flete online World Freight Rates [6] que además del costo de transporte brinda el costo del seguro.
Luego de realizar esas correcciones cuando sea necesario, se puede obtener la estimación del costo de los equipos. Sin embargo, es necesario tener en cuenta, además, los costos de traslado intranacional de los mismos. Cabe destacar que este costo para equipos importados es superior al costo de los equipos nacionales ya que además del traslado dentro del país es necesario pagar impuestos para la entrada de los mismos. Para los equipos importados, entonces, se seleccionó un costo de transporte interno del 15% de su valor CIF mientras que para los equipos nacionales este costo tiene un valor del 10%.
A continuación se presenta una tabla con los costos de los equipos a utilizar en este proyecto, con las correcciones pertinentes. Se estimó el costo de los equipos más importantes, además de sumar el costo de tanques de almacenamiento de productos y el aceite y solvente. Se propone además la utilización de un tanque de almacenamiento del glicerol entre ambas líneas de proceso, en caso de que el proceso de glicerólisis presentara problemas, de ese modo no sería necesario interrumpir el proceso de producción de ácidos grasos.
Para el cálculo de volumen de los tanques de productos se tomó un tiempo de
residencia de 15 días: esta decisión se tomó teniendo en cuenta un posible problema de envasado, de modo de contar con capacidad extra de almacenamiento si esto sucediese. Por otro lado, para el tanque de almacenamiento del aceite, de solvente y glicerol, se consideró un tiempo de residencia de 7 días, en caso de que hubiera fallas en la alimentación a los procesos de producción. Para los ácidos grasos se propone la utilización de tanques de acero inoxidable debido a la corrosión mientras que para los otros compuestos se utilizarán tanques de acero al carbono.
Tabla 6.3. Costos de equipos.
237
Equipo Fuente del costo FOB [US$] CIF [US$] En planta[US$]
Separador Flash 1 Process Equipment Cost Estimation [7] $49,649.81 $49,649.81 $54,614.79
Separador Flash 2 Process Equipment Cost Estimation $16,118.12 $16,118.12 $17,729.94
Separador Flash 3 Process Equipment Cost Estimation $49,649.81 $49,649.81 $54,614.79

238
Centrífuga de discos
Presupuesto Crown Machinery $37,000.00 $41,814.00 $48,086.10
Cristalizador Plant Design and Economics for Chemical Engineers [8] $122,385.95 $122,385.95 $134,624.54
Reactor hidrólisis Matches' Process Equipment Cost Estimates [9] $279,604.62 $287,087.07 $330,150.13
Reactor glicerolisis Matches' Process Equipment Cost Estimates $271,734.86 $279,138.61 $321,009.40
Filtro Matches' Process Equipment Cost Estimates $120,678.54 $122,858.96 $141,287.81
Torre de destilación 1
Plant Design and Economics for Chemical Engineers $49,561.13 $49,561.13 $54,517.25
Torre de destilación 2
Plant Design and Economics for Chemical Engineers $92,068.27 $92,068.27 $101,275.09
Intercambiador 1 Plant Design and Economics for Chemical Engineers $159.57 $264.19 $303.82
Intercambiador 2 Plant Design and Economics for Chemical Engineers $209.38 $314.50 $361.67
Intercambiador 3 Plant Design and Economics for Chemical Engineers $1,146.05 $1,260.53 $1,449.61
Intercambiador 4 Plant Design and Economics for Chemical Engineers $1,245.78 $1,361.26 $1,565.45
Intercambiador 5 Plant Design and Economics for Chemical Engineers $1,369.09 $1,485.80 $1,708.67
Intercambiador 6 Plant Design and Economics for Chemical Engineers $1,102.53 $1,216.57 $1,399.06
Intercambiador 7 Plant Design and Economics for Chemical Engineers $1,107.97 $1,222.07 $1,405.38
Intercambiador 8 Plant Design and Economics for Chemical Engineers $1,109.78 $1,223.90 $1,407.48
Intercambiador 9 Plant Design and Economics for Chemical Engineers $1,189.57 $1,304.48 $1,500.16
Intercambiador 10 Plant Design and Economics for Chemical Engineers $1,127.91 $1,242.21 $1,428.55
Intercambiador 11 Plant Design and Economics for Chemical Engineers $1,276.61 $1,392.40 $1,601.26
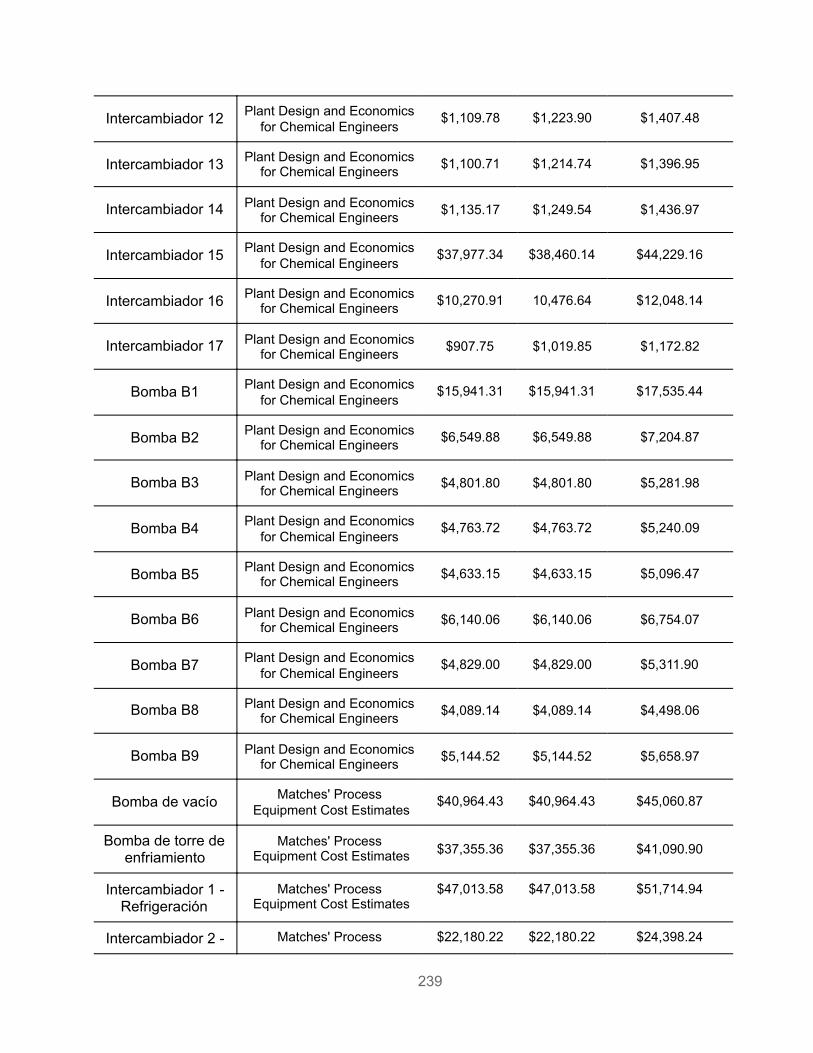
239
Intercambiador 12 Plant Design and Economics for Chemical Engineers $1,109.78 $1,223.90 $1,407.48
Intercambiador 13 Plant Design and Economics for Chemical Engineers $1,100.71 $1,214.74 $1,396.95
Intercambiador 14 Plant Design and Economics for Chemical Engineers $1,135.17 $1,249.54 $1,436.97
Intercambiador 15 Plant Design and Economics for Chemical Engineers $37,977.34 $38,460.14 $44,229.16
Intercambiador 16 Plant Design and Economics for Chemical Engineers $10,270.91 10,476.64 $12,048.14
Intercambiador 17 Plant Design and Economics for Chemical Engineers $907.75 $1,019.85 $1,172.82
Bomba B1 Plant Design and Economics for Chemical Engineers $15,941.31 $15,941.31 $17,535.44
Bomba B2 Plant Design and Economics for Chemical Engineers $6,549.88 $6,549.88 $7,204.87
Bomba B3 Plant Design and Economics for Chemical Engineers $4,801.80 $4,801.80 $5,281.98
Bomba B4 Plant Design and Economics for Chemical Engineers $4,763.72 $4,763.72 $5,240.09
Bomba B5 Plant Design and Economics for Chemical Engineers $4,633.15 $4,633.15 $5,096.47
Bomba B6 Plant Design and Economics for Chemical Engineers $6,140.06 $6,140.06 $6,754.07
Bomba B7 Plant Design and Economics for Chemical Engineers $4,829.00 $4,829.00 $5,311.90
Bomba B8 Plant Design and Economics for Chemical Engineers $4,089.14 $4,089.14 $4,498.06
Bomba B9 Plant Design and Economics for Chemical Engineers $5,144.52 $5,144.52 $5,658.97
Bomba de vacío Matches' Process Equipment Cost Estimates $40,964.43 $40,964.43 $45,060.87
Bomba de torre de enfriamiento
Matches' Process Equipment Cost Estimates $37,355.36 $37,355.36 $41,090.90
Intercambiador 1 - Refrigeración
Matches' Process Equipment Cost Estimates
$47,013.58 $47,013.58 $51,714.94
Intercambiador 2 - Matches' Process $22,180.22 $22,180.22 $24,398.24

Finalmente el costo total de los equipos resulta:
Tabla 6.4. Costo total de equipos
6.3.2 Costo del terreno
Para estimar el costo del terreno, se utilizará el valor promedio del m 2 para parques industriales del norte del Gran Buenos Aires, informado por BAE Noticias [10] , 106 US$/m 2 .
Para la estimación de la superficie de la planta, se utilizará el método de Guerchet [11] . Se
basa en calcular la superficie total de la planta como la suma de tres superficies:
- Superficie estática (S s ): Es la correspondiente a los muebles y equipos. - Superficie de gravitación (S g ): Es la que requiere el operario para realizar su
trabajo. Se puede calcular como , donde N es el número de lados desde Ss * N
240
Refrigeración Equipment Cost Estimates
Torre de enfriamiento
Matches' Process Equipment Cost Estimates $271,999.56 $283,585.33 $326,123.13
Compresor Plant Design and Economics for Chemical Engineers $520,514.29 $520,514.29 $572,565.72
Caldera Plant Design and Economics for Chemical Engineers $561,403.69 $561,403.69 $617,544.06
Tanque de almac. de ác. oleico
Plant Design and Economics for Chemical Engineers $305,075.42 $305,075.42 $335,582.96
Tanque de almac. de glicerol
Plant Design and Economics for Chemical Engineers $66,077.28 $66,077.28 $72,685.01
Tanque de almac. de ác.
palmítico/esteárico
Plant Design and Economics for Chemical Engineers $125,280.08 $125,280.08 $137,808.09
Tanque de almac. de ác. MG/DG
Plant Design and Economics for Chemical Engineers $107,955.18 $107,955.18 $118,750.69
Tanque de almac. de aceite
Plant Design and Economics for Chemical Engineers $108,921.70 $108,921.70 $119,813.87
Tanque de almac. de solvente
Plant Design and Economics for Chemical Engineers $76,781.58 $76,781.58 $84,459.74
FOB CIF En lugar de instalación
Costo total [US$] $3,366,012.91 $3,401,468.44 $3,804,045.69

donde se accede a los equipos. Para hacer una estimación lo más conservadora posible, se utilizará su mayor valor, 4.
- Superficie de evolución (S e ): Superficie destinada al movimiento entre puestos de trabajo de personal, equipo, transporte, etc. Se puede calcular como
, donde k puede variar entre 0.05 y 3; donde el valor mínimo S ) k * ( s + Sg corresponde a plantas muy automatizadas, con muy poca circulación, y el máximo a plantas con mucha circulación. Se tomará el valor medio, 1.52.
En la Tabla A4.1, ubicada en el anexo, se encuentran las áreas estimadas para cada
equipo. Se encuentra un área total de 815.6 m 2 , en la que se incluye un estimación de 0.5 m 2 por operario.
Tabla 6.5. Estimación de superficies por método de Guerchet.
El método utilizado considera únicamente los equipos principales de la planta, y no
incluye: - Bombas - Cañerías - Filtros - Muebles - Oficinas / comedor - Baños
Por este motivo, se requiere un sobredimensionamiento de la planta. En particular, se
estima que los tanques de almacenamiento y oficinas pueden ocupar considerable superficie. Se define que la superficie a comprar es 2000 m 2 .
osto terreno 2000 m 06 US$ m 12, 00.00 US$ C = 2* 1 / 2 = 2 0
6.3.3 Otros costos Es necesario, para el cálculo correcto de la inversión fija total, calcular los costos extras
debido al uso de refrigerantes. Este costo se incluye como costo de inversión ya que el refrigerante circula en un circuito de ciclo cerrado, es decir que no se desecha ninguna parte del mismo por lo que no hay que reponerlo y, además, tiene una vida útil de alrededor de 10 años.
Además, se debe considerar el costo del fluido térmico que utiliza la caldera, que a
diferencia de calderas convencionales, no calienta mediante vapor, sino mediante un fluido térmico conocido como Dowtherm.
241
S s S g S e S TOTAL
Área (m 2 ) 64.73 258.9 491.9 815.6

Para estimar las cantidades requeridas de estos refrigerantes, se estima de manera muy conservadora el volumen de cada equipo por el cual circula el fluido. Es decir, se estima que el fluido ocupará todo el volumen de un determinado equipo. Para el caso del fluido térmico, se sumó el volumen de todos los intercambiadores, de la caldera, y de un tramo de 60 m de cañería de 0.2 m de diámetro (el necesario para que el fluido circule a una velocidad aceptable de 1 m/s). Se encontró que se requieren 24 m 3 de fluido térmico. Para hacer aún más conservadora la estimación, se decidió considerar la compra de 30 m 3 . Su costo se estimó en base al precio publicado por un proveedor [12].
Tabla 6.6. Otros Costos
El refrigerante del reactor de glicerólisis es agua, que circula en un ciclo cerrado de
refrigeración. El caudal requerido no es muy alto, y el costo del agua muy bajo en Argentina, por lo que se considerará despreciable.
6.3.4 Inversión Total
De acuerdo a lo analizado, se calcula la inversión total:
1 ) 1 f ) S$ 14, 55, 73 IF = IE * ( + Σf i * ( + Σ li = U 4 3
erreno Otros costos S$ 15, 00, 75 IFT = IF + T + = U 4 0
I .1 S$ 16, 40, 83 IT = IFT + W = 1 * IFT = U 9 0
242
Cantidad Precio (US$)
Refrigerante comercial SLYTHERM - reactor hidrólisis
2,803.0 kg 213,060
Fluido térmico DOWTHERM - Caldera 30 m 3 519,642

6.4 Costos de Operación
Se analizarán los siguientes costos de operación [13] :
Tabla 6.7. Costos fijos y variables
Se categorizan de esta manera ya que los costos variables dependen de la producción,
mientras que los fijos son independientes, y su valor se mantendrá estable a cualquier nivel de operación.
6.4.1 Materia Prima La principal materia prima a considerar es AVU, cuyo precio se fijó en 22$/litro en el
capítulo 1. La planta requiere además de corrientes de t-butanol como solvente de la glicerólisis y de agua como reactivo en la hidrólisis.
Para estimar el precio del t-butanol se solicitó presupuesto a la empresa Zhangjiagang
Free Trade Zone Monheit International Trade Co., consultada mediante la página Alibaba. Se obtuvo un valor CIF de 1.6 US$/kg, siendo un costo correspondiente a t-butanol al 95% de pureza, y un valor CIF de 1.46 US$/kg para t-butanol al 85% de pureza [14] . Finalmente, para la compra se consideró el valor correspondiente a 95% de pureza.
6.4.2 Mano de obra Para estimar el costo de mano de obra, se utilizará el gráfico el gráfico de Wessel:
243
Costos Variables Costos Fijos
Materia prima Depreciación
Envases Impuestos
Mano de obra Seguros
Supervisión Ventas y Distribución
Servicios Dirección y Administración
Mantenimiento Investigación y Desarrollo
Laboratorio
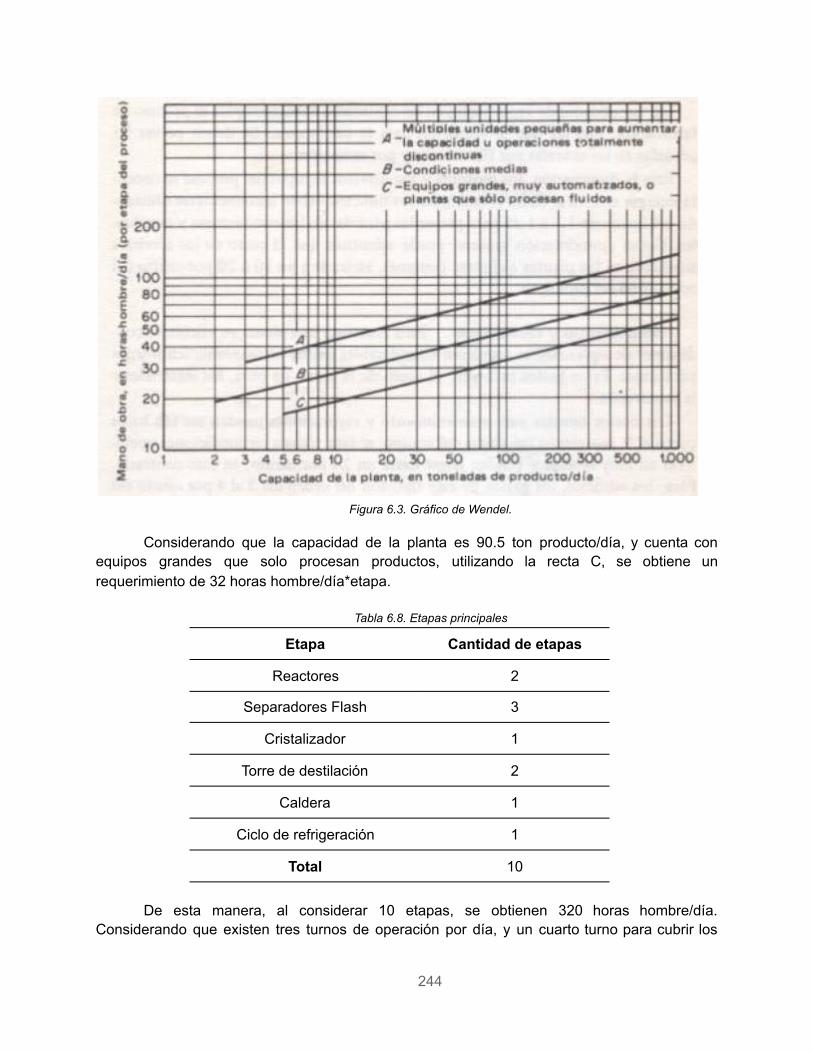
Figura 6.3. Gráfico de Wendel.
Considerando que la capacidad de la planta es 90.5 ton producto/día, y cuenta con
equipos grandes que solo procesan productos, utilizando la recta C, se obtiene un requerimiento de 32 horas hombre/día*etapa.
Tabla 6.8. Etapas principales
De esta manera, al considerar 10 etapas, se obtienen 320 horas hombre/día.
Considerando que existen tres turnos de operación por día, y un cuarto turno para cubrir los
244
Etapa Cantidad de etapas
Reactores 2
Separadores Flash 3
Cristalizador 1
Torre de destilación 2
Caldera 1
Ciclo de refrigeración 1
Total 10
francos, feriados y vacaciones, la cantidad de horas hombre diarias cambia a 423.67. De este modo resultan 18 operarios por turno.
Además se considerará que la empresa paga los 365 días del año.
Para estimar el precio de la hora hombre, se consideró la escala salarial de la Federación Argentina de Trabajadores de Industrias Químicas y Petroquímicas (F.A.T.I.Q.y P.) [15] . De acuerdo al Convenio 77/89, para un trabajador de categoría media con 10 años de antigüedad, el salario por hora es de 238 $, válido entre 01/01/2021 y 31/01/2021. Además, se le considerará un bonus anual de 21,000 $. De esa manera, el sueldo anual de un operario de la planta será de 615,048 $, o 7,500 US$.
De esta manera, se estima el costo anual de mano de obra como:
osto 2.9 US$ hora.operario x 18 operarios x 8 horas turno x 3 turnos día x 365 días año C = / / / /
osto mano de obra 57272 US$ año C = 4 /
6.4.3 Supervisión Se estimará como el 10% del costo de mano de obra directa.
6.4.4 Servicios La planta debe contar con servicio de electricidad, agua corriente, y propano como
combustible de la caldera. Para estimar su costo, se considerarán las tarifas actualizadas, de acuerdo a EDENOR, AySA y Pampa Energía.
El costo del agua se determinó de acuerdo a AySA, para la categoría Agua y Cloaca
para usuarios No Residenciales [16] . Se sumará un costo de 0.75 US$/m 3 , que tiene en cuenta el tratamiento del agua para dejarla en condiciones óptimas para entrar al reactor.
Con respecto al propano, su costo es de 8937 $/ton, o 109 US$/ton desde el segundo
semestre del corriente año [17] . Se consumirá 1016.4 ton/año.
Tabla 6.9. Costo propano y agua
La potencia requerida de energía eléctrica es de 170 kWh. Dado que se trata de un
consumo superior al 50 kWh se trata de consumo de gran potencia; es necesario contratar un potencia superior de modo de no sobrepasar el consumo contratado en ninguna circunstancia, evitando posibles multas. De este modo se decide contratar una potencia de 200 kWh. Dado que se trata de una potencia menor a 300 kWh se decide utilizar un servicio de baja tensión, ya
245
Propano Agua
Costo 117 US$/ton 0.62 US$/m 3

que de otro modo sería necesario la utilización de un transformador, el cual representa un gran costo extra. En la tabla A4.2 se encuentran los costos correspondientes a esta tensión.
El valor de la energía eléctrica depende del momento del día en que se consume. Dado
que se opera durante las 24 horas deben tenerse en cuenta que los costos varían a lo largo del día: se considera “resto” de las 06 a las 18hs, “valle” desde las 18 a 23 hs y “pico” desde las 23 a las 06 hs. Ponderando estos valores, se encuentra que el valor promedio del kW.h es de 0.03 U$S.
Al costo de electricidad se le debe sumar 51.48 US$/mes, que representan un costo fijo
determinado por la empresa. Además deben tenerse en cuenta los costos por contratación de potencia contratada y adquirida, que resulta en 1247 US$/mes. El consumo extra por iluminación está considerado en el ítem “Dirección y Administración”.
6.4.5 Mantenimiento Se estimará como el 5% de la inversión fija por año.
6.4.6 Laboratorio No se analizó el diseño de un laboratorio para la planta, pero se requiere de análisis
periódicos de calidad de las materias primas y de los productos. Se estimará como el 5% del costo de mano de obra directa.
6.4.7 Envases Considera el costo del envasado de los tres productos de la planta, que serán vendidos
en “bulk”. Se estimará como el 1% del costo del AVU.
6.4.8 Suministros Considera todos los materiales requeridos, adicionales a la mano de obra. Se estimará
como el 20% del costo de mano de obra directa.
Tabla 6.10. Costos de producción variables.
246
Categoría Costo (US$/año)
AVU 7,775,121.951
Solvente reacción de glicerólisis 1,478,400
Total - Materia prima 8,737,668.5
Mano de obra 457,272
Supervisión 35,468.16
Agua tratada 2,768.3

Figura 6.4. Distribución de costos variables
6.4.9 Depreciación Los bienes pierden su valor a medida que aumenta su antigüedad. Esta pérdida se
reconoce en prácticas de contabilidad como un gasto de operación, y se la denomina depreciación. Los principales objetivos para asumir e incluir un costo de depreciación son la recuperación del capital invertido en equipos y otros bienes de producción; y para fines impositivos.
247
Electricidad 15,651.1
Mantenimiento 722,768.68
Laboratorio 17,734.08
Envases 72,592.7
Suministros 70,936.32
TOTAL 10,689,778.43

La depreciación puede existir por diferentes motivos. Entre ellos, un desgaste físico del equipo; una inhabilidad de cumplir con la demanda requerida; o mejoras tecnológicas que hacen que el equipo se vuelva obsoleto.
Existen múltiples maneras de estimar el costo de depreciación. En Argentina, se utiliza
el método de la línea recta, el más simple en aplicación. En este método la depreciación anual es constante.
El costo de depreciación anual responde a la siguiente ecuación:
(Ecuación 6.4.5) osto de depreciación anual I ) C = e * ( F − L = e * IFdepreciable
donde e corresponde al factor de depreciación anual, I F a la inversión fija calculada en la
sección 6.3.4, y L es el valor residual o de reventa al final de la vida útil del bien.
En este caso se tomará como valor residual el 10% del valor de la inversión fija. El factor de depreciación anual se calcula como:
.05e = n1 = 0
Donde n es la vida útil, considerada en este caso igual a 20 años. Finalmente,
osto de depreciación anual I .1 ) .9 C = e * ( F − 0 * IF = e * 0 * IF
6.4.10 Impuestos Se estimará como el 1.5% de la inversión fija/año.
6.4.11 Seguros Se estimará como el 0.75% de la inversión fija/año.
6.4.12 Ventas y distribución Se estimará como el 1% del ingreso por ventas por año.
6.4.13 Dirección y administración Se estimará como el 30% del costo de mano de obra directa
6.4.14 Investigación y desarrollo Se estimará como el 0.75% del ingreso por ventas por año.
6.4.15 Enzimas El costo de enzimas se considerará como un costo fijo debido a que su renovación es
anual y depende únicamente de las dimensiones del reactor diseñado.
248
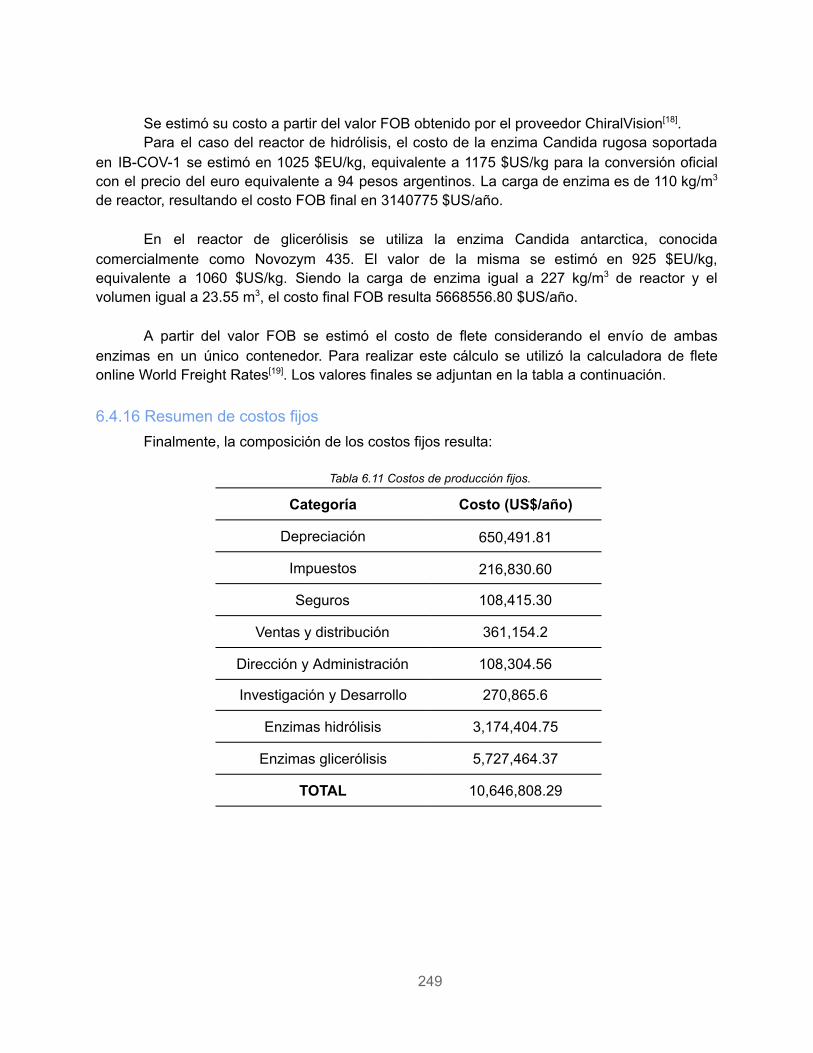
Se estimó su costo a partir del valor FOB obtenido por el proveedor ChiralVision [18] . Para el caso del reactor de hidrólisis, el costo de la enzima Candida rugosa soportada
en IB-COV-1 se estimó en 1025 $EU/kg, equivalente a 1175 $US/kg para la conversión oficial con el precio del euro equivalente a 94 pesos argentinos. La carga de enzima es de 110 kg/m 3 de reactor, resultando el costo FOB final en 3140775 $US/año.
En el reactor de glicerólisis se utiliza la enzima Candida antarctica, conocida
comercialmente como Novozym 435. El valor de la misma se estimó en 925 $EU/kg, equivalente a 1060 $US/kg. Siendo la carga de enzima igual a 227 kg/m 3 de reactor y el volumen igual a 23.55 m 3 , el costo final FOB resulta 5668556.80 $US/año.
A partir del valor FOB se estimó el costo de flete considerando el envío de ambas
enzimas en un único contenedor. Para realizar este cálculo se utilizó la calculadora de flete online World Freight Rates [19] . Los valores finales se adjuntan en la tabla a continuación.
6.4.16 Resumen de costos fijos Finalmente, la composición de los costos fijos resulta:
Tabla 6.11 Costos de producción fijos.
249
Categoría Costo (US$/año)
Depreciación 650,491.81
Impuestos 216,830.60
Seguros 108,415.30
Ventas y distribución 361,154.2
Dirección y Administración 108,304.56
Investigación y Desarrollo 270,865.6
Enzimas hidrólisis 3,174,404.75
Enzimas glicerólisis 5,727,464.37
TOTAL 10,646,808.29

Figura 6.5. Distribución de costos fijos
En la siguiente figura se puede observar la distribución de costos fijos y variables
cuando se opera al 100% de la capacidad de diseño:
Figura 6.6. Distribución de costos de operación al 100% de la capacidad de diseño.
250
6.5 Cronograma propuesto
La construcción y puesta en marcha de un proyecto puede dividirse en 5 etapas principales:
1. Ingeniería básica (“Front End Engineering”): Se analizan los requerimientos
técnicos de la planta y se hace un análisis preliminar de costos. En esta etapa se deben analizar todos los desafíos que se pueden encontrar en la operación o construcción de la planta. Se debe finalizar con un presupuesto y un cronograma para el desarrollo del proyecto. En plantas complejas, puede llevar hasta 1 año.
2. Ingeniería de detalle: En esta etapa, se reevalúa el cronograma propuesto y los costos del proceso. También, se finaliza el diseño del proceso y se realizan esquemas y planos detallados de la planta. Se llevan a cabo todos los estudios requeridos previo al comienzo de la construcción Se pueden realizar modelados detallados 3D en software como CAD.
3. Compra de terreno: En esta etapa, se compra y acondiciona el terreno. La duración de esta etapa depende fuertemente de la localidad donde se ocupe la planta, y la dificultad del acondicionamiento.
4. Construcción: La etapa de construcción del terreno y obra, junto con la ingeniería básica, suelen ser las dos etapas más largas de todo el proceso. Hacia el final de esta etapa se realiza la compra de los equipos.
5. Instalación, pruebas y puesta en marcha: Considera la instalación completa de todos los equipos de la planta, así como del sistema eléctrico. Una vez realizada la instalación, se deben llevar a cabo múltiples pruebas, entre ellas una prueba con agua, para verificar que no haya fallas en equipos o conexiones. La última etapa es la de optimización del proceso.
Se estima que la duración estándar entre que se comienza la ingeniería básica y se
pone en marcha la planta es de 2 años.
251

Tabla 6.12. Cronograma del proceso
252
Ingeniería básica
Ingeniería de detalle
Arreglo del suelo y obra
Compra de equipos
Montaje de equipos
Montaje electromecánico
Comisionamiento
Pruebas con agua
Puesta en marcha
Optimización
Mes 2 4 6 8 10 12 14 16 18 20 22 24

6.6 Ingresos por venta
Para estimar los ingresos por ventas de la planta, se estimará que en el primer año operará al 60% de capacidad. Aumentará un 10% cada año hasta alcanzar el 100% en su quinto año de operación; de acuerdo a lo sugerido por la cátedra de Ingeniería Económica.
Tabla 6.13. Precios y caudales de productos.
De esta manera, se obtienen las ventas anuales detalladas en la Tabla 6.14:
Tabla 6.14. Ingresos por venta, en US$/año.
253
Producto Caudal (ton/año) Precio (US$/kg)
Ácido oleico al 85% 14625.24 0.95
Ácido esteárico (en mezcla con palmítico)
1953.84 1.5
Mezcla de MG + DG 14725.2 1.2
T-butanol 1109.9 1.46
1 2 3 4 5 - 20
% de operación 60 70 80 90 100
Ácido Oleico (US$/año) 8,336,386.8 9,725,784.6 11,115,182.4 12,504,580.2 13,893,978
Ácido Esteárico (US$/año) 1,758,456 2,051,532 2,344,608 2,637,684 2,930,760
Mezcla de MG y DG (US$/año)
10,602,144 12,369,168 1,4136,192 15,903,216 17,670,240
T-butanol 972,265.39 1,134,309.62 1,296,353.86 1,458,398.09 1,620,442.32
Total (US$/año) 21,669,252.2 25,280,794.2 28,892,336.3 32,503,878.3 36,115,420.3
6.7 Flujos de caja y rentabilidad
La rentabilidad es un parámetro económico que permite definir la factibilidad de un proyecto. Si la rentabilidad no alcanza el estándar de los inversores, un proyecto puede ser rechazado en esta instancia. Se utiliza como parámetro de comparación la tasa de rentabilidad mínima aceptada (TRMA).
Tabla 6.15 Valores propuestos de TRMA
Este proyecto presenta un riesgo muy alto, ya que es un proceso completamente nuevo
a nivel industrial, por lo que se requiere una TRMA>25%.
Para definir la rentabilidad, se deben calcular los flujos de caja. El flujo de caja es la diferencia de lo que ingresa por ventas y lo que sale como costos fijos o de operación. Se puede escribir como:
(Ecuación 6.7.6) C V V I )) F = − C − t * ( − C − e * ( F − L
Donde “V” es el ingreso por ventas, “C” representa los costos, “t” es la tasa impositiva, y
es el término correspondiente a la depreciación, como se ha analizado I ) e * ( F − L previamente.
La tasa impositiva se fijará en el 35%, de acuerdo a lo informado por la Agencia
Argentina de Inversiones y Comercio Exterior [20] .
Al término se lo puede escribir como Beneficio Bruto (BB); y al término V − C como Beneficio Neto antes de Impuestos (BNAI) I ) V − C − e * ( F − L
El Beneficio Neto de una empresa se puede calcular como:
(Ecuación 6.7.7) N V I ) V I )) B = − C − e * ( F − L − t * ( − C − e * ( F − L
Reescribiendo:
254
Tipo de proyecto TRMA (%)
Proyectos cortos o modificación de plantas existentes - Riesgo bajo
10-15
Proyecto a largo plazo o compra de equipos experimentales o específicos - Riesgo medio
15-25
Nuevas instalaciones para nuevo producto - Riesgo alto
>25
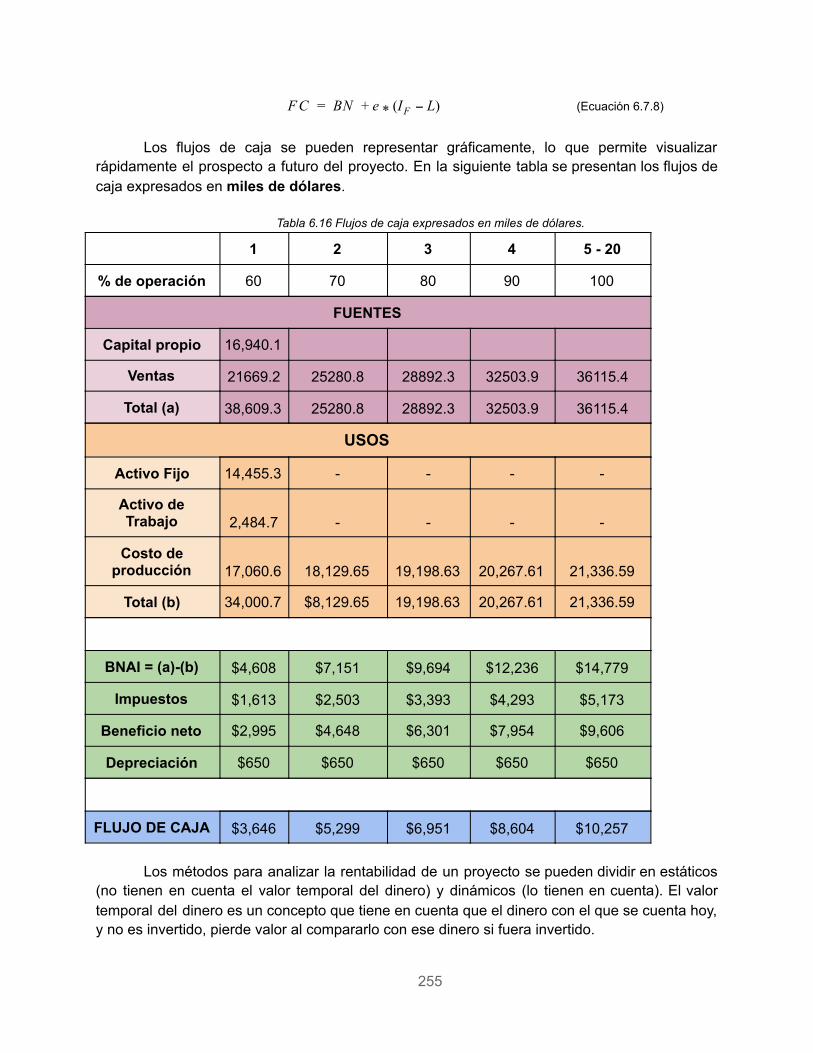
(Ecuación 6.7.8) C BN I ) F = + e * ( F − L
Los flujos de caja se pueden representar gráficamente, lo que permite visualizar rápidamente el prospecto a futuro del proyecto. En la siguiente tabla se presentan los flujos de caja expresados en miles de dólares .
Tabla 6.16 Flujos de caja expresados en miles de dólares.
Los métodos para analizar la rentabilidad de un proyecto se pueden dividir en estáticos
(no tienen en cuenta el valor temporal del dinero) y dinámicos (lo tienen en cuenta). El valor temporal del dinero es un concepto que tiene en cuenta que el dinero con el que se cuenta hoy, y no es invertido, pierde valor al compararlo con ese dinero si fuera invertido.
255
1 2 3 4 5 - 20
% de operación 60 70 80 90 100
FUENTES
Capital propio 16,940.1
Ventas 21669.2 25280.8 28892.3 32503.9 36115.4
Total (a) 38,609.3 25280.8 28892.3 32503.9 36115.4
USOS
Activo Fijo 14,455.3 - - - -
Activo de Trabajo 2,484.7 - - - -
Costo de producción 17,060.6 18,129.65 19,198.63 20,267.61 21,336.59
Total (b) 34,000.7 $8,129.65 19,198.63 20,267.61 21,336.59
BNAI = (a)-(b) $4,608 $7,151 $9,694 $12,236 $14,779
Impuestos $1,613 $2,503 $3,393 $4,293 $5,173
Beneficio neto $2,995 $4,648 $6,301 $7,954 $9,606
Depreciación $650 $650 $650 $650 $650
FLUJO DE CAJA $3,646 $5,299 $6,951 $8,604 $10,257

El diagrama de flujos de caja resulta:
Figura 6.7. Diagrama de flujos de caja
Ampliando este diagrama en los primeros años se observa:
256
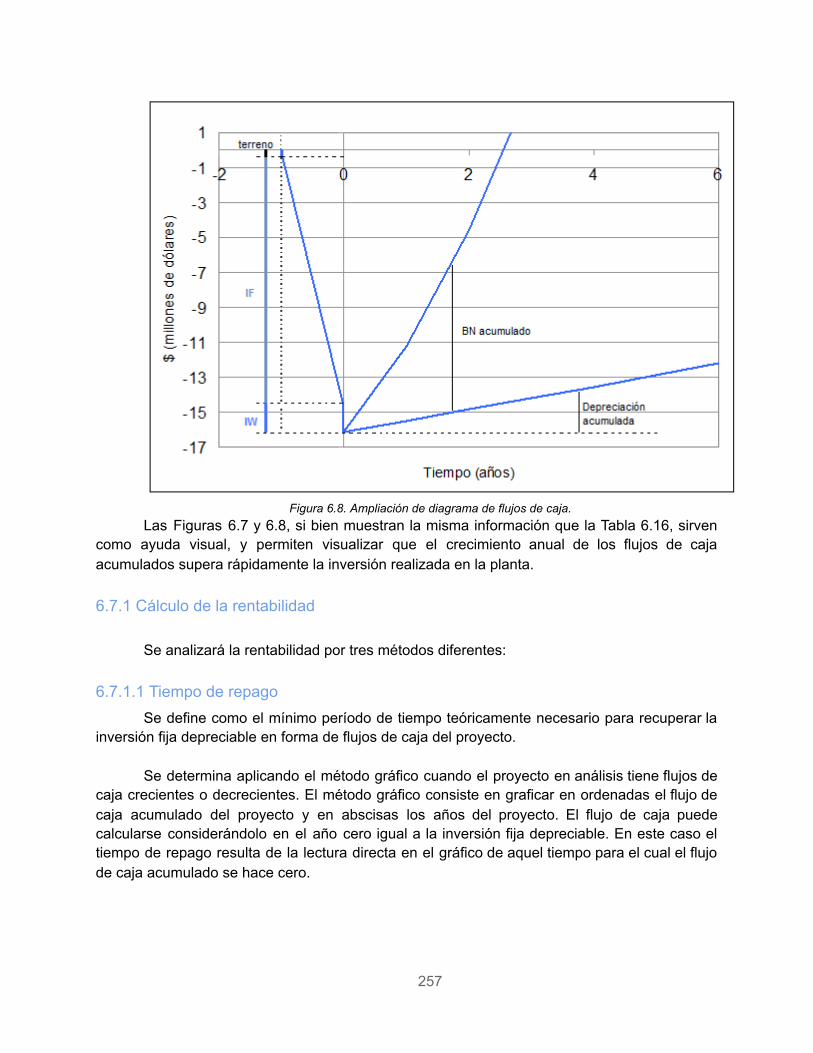
Figura 6.8. Ampliación de diagrama de flujos de caja.
Las Figuras 6.7 y 6.8, si bien muestran la misma información que la Tabla 6.16, sirven como ayuda visual, y permiten visualizar que el crecimiento anual de los flujos de caja acumulados supera rápidamente la inversión realizada en la planta.
6.7.1 Cálculo de la rentabilidad
Se analizará la rentabilidad por tres métodos diferentes:
6.7.1.1 Tiempo de repago Se define como el mínimo período de tiempo teóricamente necesario para recuperar la
inversión fija depreciable en forma de flujos de caja del proyecto.
Se determina aplicando el método gráfico cuando el proyecto en análisis tiene flujos de caja crecientes o decrecientes. El método gráfico consiste en graficar en ordenadas el flujo de caja acumulado del proyecto y en abscisas los años del proyecto. El flujo de caja puede calcularse considerándolo en el año cero igual a la inversión fija depreciable. En este caso el tiempo de repago resulta de la lectura directa en el gráfico de aquel tiempo para el cual el flujo de caja acumulado se hace cero.
257

Figura 6.9. Tiempo de repago
Se encuentra un tiempo de repago de 2.94 años.
6.7.1.2 Valor presente Este método compara los valores presentes de todos los flujos de caja con la inversión
original. El valor presente del proyecto es igual a la diferencia entre el valor presente de los flujos anuales de fondos y la inversión inicial total. El valor presente neto es un monto de dinero referido a tiempo cero calculado con la tasa de interés elegida, utilizando la siguiente ecuación.
PV = ∑n
j=1
FC j
(1+i)j − IT (Ecuación 6.7.9)
Donde i corresponde a la tasa de rentabilidad mínima aceptable, fijada en 5%
Al calcular el valor presente, se debe sumar al último flujo de caja del proyecto las cantidades de capital que se recuperan al finalizar la vida económica del proyecto, es decir, el capital de trabajo, el valor del terreno y el valor residual.
Se encuentra un valor presente de US$ 635,026.61
6.7.1.3 Tasa Interna de Repago
258

Este método tiene en cuenta el valor temporal del dinero invertido con el tiempo y está basado en la parte de la inversión que no ha sido recuperada al final de cada año durante la vida útil del proyecto.
Se establece la tasa de interés que debería aplicarse anualmente al flujo de caja de tal
manera que la inversión original sea reducida a cero durante la vida útil del proyecto. Por lo tanto, la tasa de repago que se obtiene por este método es equivalente a la máxima tasa de interés que podría pagarse para obtener el dinero necesario para financiar la inversión y tenerla totalmente paga al final de la vida útil del proyecto.
Planteando la ecuación 6.7.9 para una tasa de interés “r” e igualando a cero se puede
obtener la tasa interna de repago “r” o TIR, al resolver dicha ecuación.
Se encuentra un valor para la tasa interna de repago del 40%.
Finalmente, se resumen los resultados obtenidos:
Figura 6.17. Resumen métodos de rentabilidad.
Se obtienen resultados favorables de rentabilidad por los tres métodos utilizados. Si
bien hay equipos de servicio cuyo costo no se incluyó, y este análisis es estimativo, un resultado favorable de rentabilidad en esta instancia implica que el proyecto no debe ser descartado.
En el Capítulo 1 se planteó el proyecto como un estudio de la viabilidad de utilizar
enzimas como catalizador para un proceso de hidrólisis y glicerólisis industrial. En los capítulos siguientes se demostró la factibilidad del proceso, y en este capítulo se demuestra su rentabilidad; por lo que se concluye que la propuesta es viable a nivel industrial.
259
Método Tiempo de repago Valor Presente TIR
Valor 2.94 635,026.61 40%
Rentable Sí Sí Sí

6.8 Análisis de sensibilidad
En un análisis de sensibilidad, el objetivo es evaluar el impacto de modificaciones en los valores de variables importantes sobre la rentabilidad y flujos de caja. Se dice que el proyecto es sensible a una variable si un pequeño cambio en su valor lleva a un considerable cambio en la rentabilidad.
Para el presente análisis, se evaluarán cambios en la rentabilidad, para las variables:
- Precio de la materia prima (considerando el AVU y el t-butanol). - Precio de las enzimas. - Precios de venta.
Se seleccionó el costo de materia prima y de enzimas porque representan los mayores
costos variables y fijos respectivamente. Además, se decidió realizar un análisis para el precio de venta, que es uno de los factores más importantes de la rentabilidad.
Se utilizarán la TIR y el tiempo de repago como medidores del cambio en la rentabilidad.
6.8.1 Materia prima Analizando un aumento del 15% en el precio de la materia prima, se obtienen las
siguientes modificaciones:
260
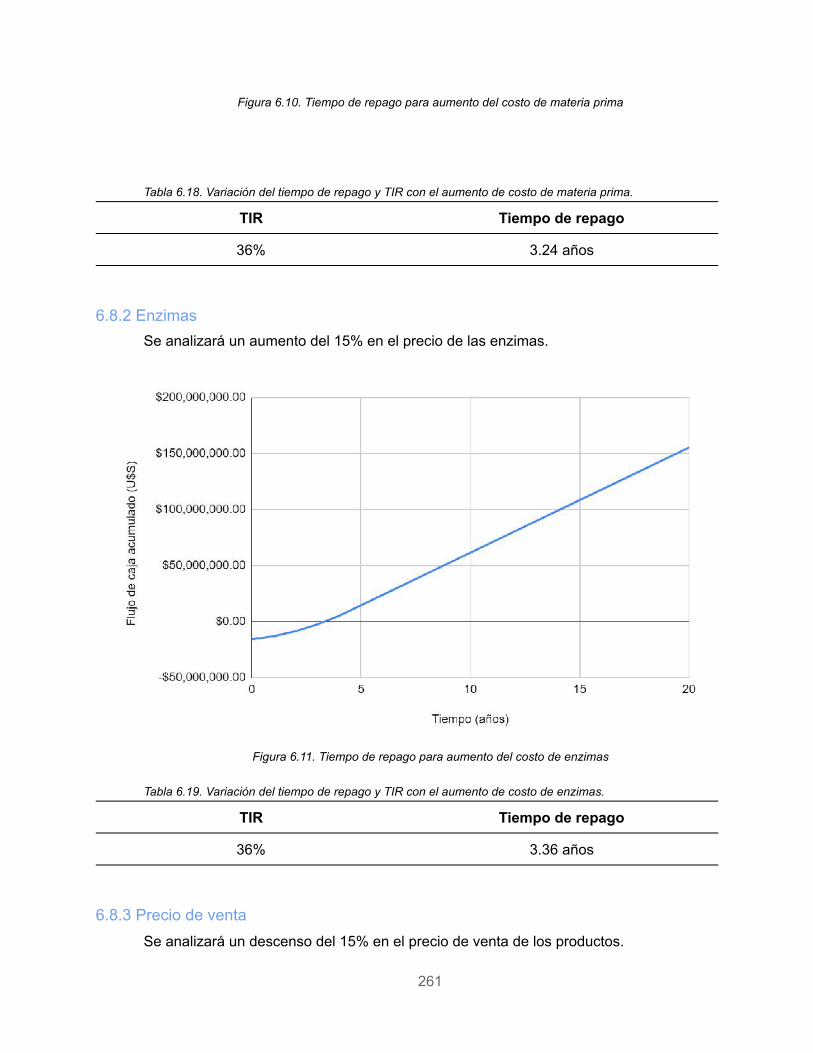
Figura 6.10. Tiempo de repago para aumento del costo de materia prima
Tabla 6.18. Variación del tiempo de repago y TIR con el aumento de costo de materia prima.
6.8.2 Enzimas Se analizará un aumento del 15% en el precio de las enzimas.
Figura 6.11. Tiempo de repago para aumento del costo de enzimas
Tabla 6.19. Variación del tiempo de repago y TIR con el aumento de costo de enzimas.
6.8.3 Precio de venta Se analizará un descenso del 15% en el precio de venta de los productos.
261
TIR Tiempo de repago
36% 3.24 años
TIR Tiempo de repago
36% 3.36 años
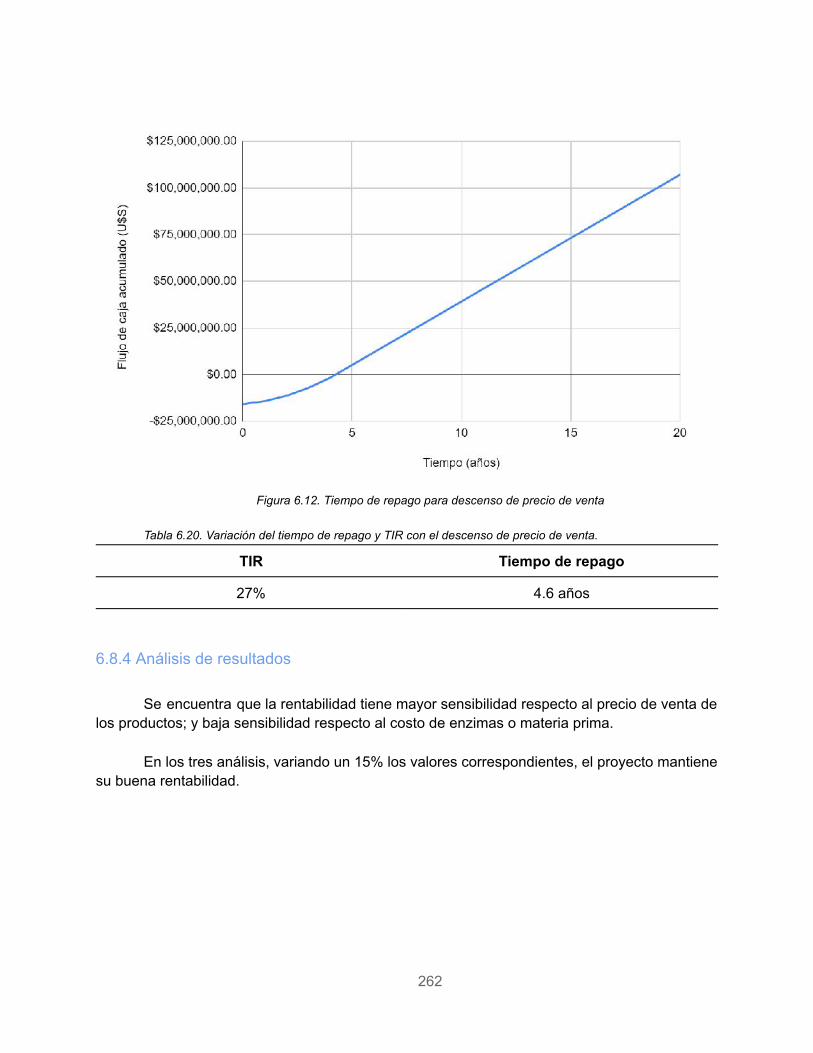
Figura 6.12. Tiempo de repago para descenso de precio de venta
Tabla 6.20. Variación del tiempo de repago y TIR con el descenso de precio de venta.
6.8.4 Análisis de resultados
Se encuentra que la rentabilidad tiene mayor sensibilidad respecto al precio de venta de los productos; y baja sensibilidad respecto al costo de enzimas o materia prima.
En los tres análisis, variando un 15% los valores correspondientes, el proyecto mantiene
su buena rentabilidad.
262
TIR Tiempo de repago
27% 4.6 años

6.9 Bibliografía
1. Apunte de cátedra Ingeniería Económica. Unidad 2 - Inversión. Universidad Nacional de Mar del Plata.
2. Apunte de cátedra Ingeniería Económica. Unidad 4 - Rentabilidad. Universidad Nacional de Mar del Plata.
3. Apunte de cátedra Ingeniería Económica. Unidad 2 - Inversión. Universidad Nacional de Mar del Plata.
4. Federal Reserve Bank of St. Louis. (2020). Producer Price Index by Industry: Chemical Manufacturing . St. Louis, USA.
5. Apunte de cátedra Ingeniería Económica. Unidad 2 - Inversión. Universidad Nacional de Mar del Plata.
6. World Freight Rates. Recuperado de https://worldfreightrates.com/es/freight# 7. Walas, S. M. (1990). Chemical Process Equipment. Selection and Design . Department
of Chemical and Petroleum Engineering. University of Kansas 8. Peters, M. S., Timmerhaus, K. D. & West, R. E. (2002). Plant Design and Economics for
Chemical Engineers - 5th edition . Recuperado de http://www.mhhe.com /engcs/chemical/peters/data/
9. Matches' Process. Equipment Cost Estimates. (2014). Recuperado de http://www.matche.com /equipcost/Default.html
10. Grimaldi, G. (2020). En el último año, los precios de las tierras en los parques industriales cayeron hasta 30% . BAE Negocios, Recuperado de https://www.baenegocios.com/negocios/En-el-ultimo-ano-los-precios-de-las-tierras-en-lo s-parques-industriales-cayeron-hasta-30-20200729-0067.html
11. Napan, A. Cálculo de Áreas. Pontificia Universidad Católica de Perú. 12. Applied Thermal Fluids. Dowtherm Q Synthetic Organic Heat Transfer Fluid 54 Gallon
Drum. Recuperado de https://www.appliedthermalfluids.com/home/shop/dowtherm- q-heat-transfer-fluid/
13. Apunte de cátedra Ingeniería Económica. Unidad 3 - Costos de Producción. Universidad Nacional de Mar del Plata.
14. Alibaba. Competitive Price TBA Tert Butyl Alcohol Tert-Butanol Cas 75-65-0 . Recuperado de https://www.alibaba.com/product-detail/Competitive-Price-TBA-Tert-Butyl-Alcohol_60712 612020.html?spm=a2700.12243863.0.0.2ce85e2coTQ9vk
15. https://federacionquimica.org.ar/escala-salarial-2020-2021/ 16. Agua y Saneamientos Argentinos S.A. Recuperado de https://www.aysa.com.ar/
usuarios/Conoce-tu-factura 17. Boletín oficial de la República Argentina. Resolución 276/2020. Recuperado de
https://www.boletinoficial.gob.ar/detalleAviso/primera/235099/20200918 18. ChiralVision B.V. Immozymes. Recuperado de:
https://chiralvision.com/products/immozymes 19. World Freight Rates. Recuperado de https://worldfreightrates.com/es/freight#
263
20. Agencia Argentina de Inversiones y Comercio Internacional. El sistema tributario en Argentina . Recuperado de: https://www.inversionycomercio.org.ar/docs/pdf/El _Sistema_Tributario_en_la_Argentina.pdf
264
CAPÍTULO 7
GESTIÓN AMBIENTAL
265

7.1 Objetivos del capítulo En este capítulo se busca hacer un plan de gestión ambiental para el presente proyecto.
Para eso se definirá una política ambiental la cual dejará establecido el rumbo ambiental de la compañía.
Además, se hará un relevamiento de aspectos ambientales, con sus impactos asociados,
para su posterior valorización y se propondrán medidas de mitigación para aquellos impactos negativos más relevantes.
Como punto final, se anexarán algunos procedimientos, que tienen como fin establecer
una metodología para llevar a cabo diversas actividades asociadas al presente plan.
7.2 Introducción
Un Sistema de Gestión Ambiental (SGA) es una herramienta que se utiliza para estudiar el impacto de las actividades de una organización sobre el medio ambiente. Monitorear su desempeño ambiental ayuda a una empresa a alcanzar sus objetivos ambientales de manera sistemática, planificada y documentada, además de aumentar su eficiencia y reducir su huella de carbono. El SGA incorpora la administración del medio ambiente en las operaciones diarias de una organización, las prácticas a largo plazo y otros marcos de administración de calidad.
Para crear un Sistema de Gestión Ambiental, una organización tiene que evaluar los
efectos ambientales, también llamados impactos ambientales, y establecer metas para disminuir estos efectos, detallando cómo alcanzar dichos objetivos. Los impactos ambientales, tanto reales como potenciales, deben identificarse y documentarse, mediante un análisis medioambiental. Se deben realizar de manera periódica, y tener en cuenta todos los cambios en la operación de la planta.
Respecto a los planes de gestión ambiental, estos esbozan los sistemas y la metodología
que la organización va a seguir para lograr los objetivos del Sistema de Gestión Ambiental [1] .
Una de las tareas más importantes es la revisión de los objetivos ambientales para analizar su impacto en el entorno y la mejora continua del desempeño ambiental, la cual es una característica de gran importancia del SGA. Para dicha mejora continua se establece un ciclo PDCA. Las siglas PDCA son el acrónimo de las palabras inglesas Plan, Do, Check, Act, equivalentes en español a Planificar, Hacer, Verificar, y Actuar [G4] . Esta es una estrategia de mejora continua de la calidad en cuatro pasos. También se lo denomina espiral de mejora continua y es muy utilizado en las organizaciones para gestionar aspectos tales como calidad (ISO 9000), medio ambiente (ISO 14000), salud y seguridad ocupacional (OHSAS 18000), o inocuidad alimentaria (ISO 22000).
266
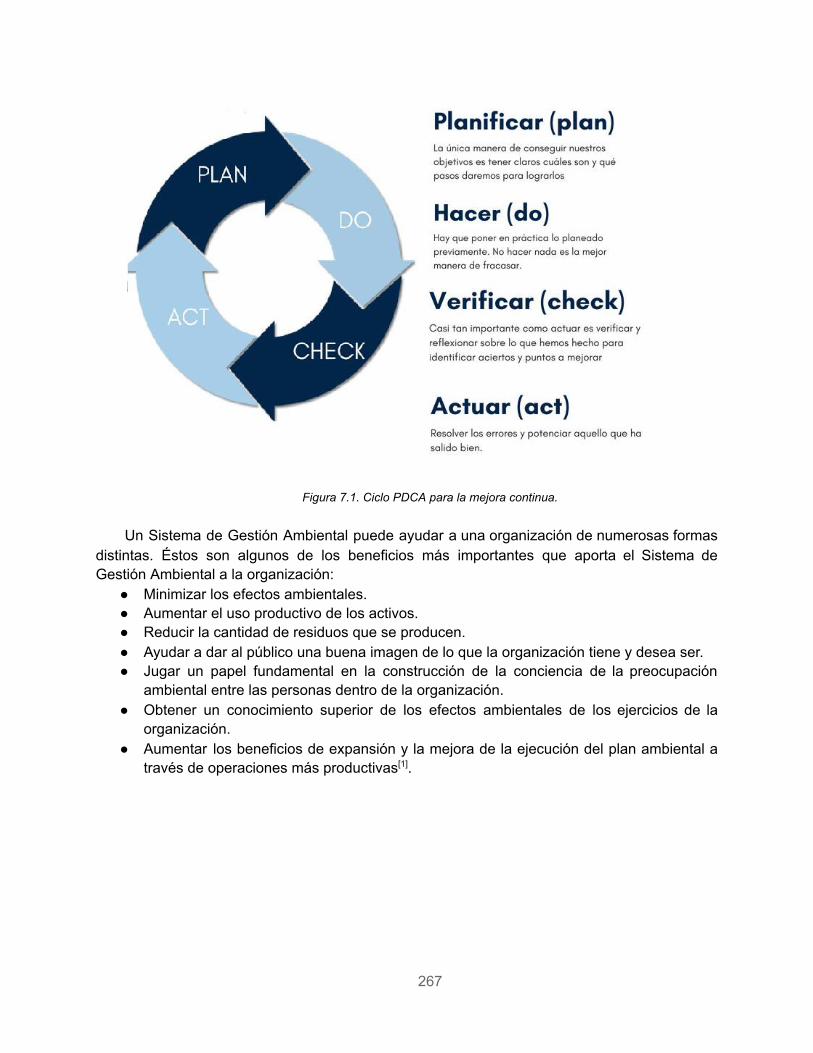
Figura 7.1. Ciclo PDCA para la mejora continua.
Un Sistema de Gestión Ambiental puede ayudar a una organización de numerosas formas distintas. Éstos son algunos de los beneficios más importantes que aporta el Sistema de Gestión Ambiental a la organización:
● Minimizar los efectos ambientales. ● Aumentar el uso productivo de los activos. ● Reducir la cantidad de residuos que se producen. ● Ayudar a dar al público una buena imagen de lo que la organización tiene y desea ser. ● Jugar un papel fundamental en la construcción de la conciencia de la preocupación
ambiental entre las personas dentro de la organización. ● Obtener un conocimiento superior de los efectos ambientales de los ejercicios de la
organización. ● Aumentar los beneficios de expansión y la mejora de la ejecución del plan ambiental a
través de operaciones más productivas [1] .
267
7.3. Política ambiental
Una política ambiental, basada en la norma ISO 14001, es un conjunto de normas que una persona, una empresa o una organización acoge para realizar una determinada acción sobre el medio ambiente [2] . Más formalmente, la política ambiental es un documento que establece las intenciones y dirección de una organización, expresadas formalmente por la alta dirección relacionadas con el desempeño ambiental.
La norma ISO 14001 [3] en su inciso 5.2 indica que: “La alta dirección debe establecer,
implementar y mantener una política ambiental que, dentro del alcance definido de su sistema de gestión ambiental:
a) sea apropiada al propósito y contexto de la organización, incluido la naturaleza, magnitud e impactos ambientales de sus actividades, productos y servicios;
b) proporcione un marco de referencia para el establecimiento de los objetivos ambientales;
c) incluya un compromiso para la protección del ambiente, incluida la prevención de la contaminación, y otros compromisos específicos pertinentes al contexto de la organización;
d) incluya un compromiso para el cumplimiento de los requisitos legales y otros requisitos; e) incluya un compromiso con la mejora continua del sistema de gestión ambiental para la
mejora del desempeño ambiental”
A la hora de establecer la política ambiental para el presente proyecto hay que tener en cuenta los puntos anteriores, de modo de establecer los lineamientos para tener un buen sistema de gestión ambiental.
A continuación se presenta la política ambiental de Meer Tec:
268

Meer Tec, una empresa dedicada a la obtención de ácidos grasos y mezcla de
monoglicéridos y diglicéridos, considera que la protección del medioambiente es una condición necesaria para el desarrollo sustentable de sus actividades.
Reconociendo que nuestras actividades pueden interactuar con el medio ambiente,
buscamos los métodos adecuados de operación con el objetivo de reducir los efectos ambientales, para llevar a término una mejora continua de nuestras actuaciones a través de sistemas de gestión ambiental.
Para ello la empresa se compromete a:
● proteger el medioambiente, mediante el control de los impactos ambientales de nuestras actividades, teniendo como objetivo la eliminación o minimización de los mismos;
● cumplir las exigencias de la legislación, los reglamentos y otros requisitos ambientales que la empresa suscriba o le sean requeridos por partes interesadas, al mismo tiempo que establecerá sus normas donde no exista ninguna;
● reducir siempre que sea posible el consumo de recursos naturales, especialmente el agua y la energía eléctrica.;
● promover la mejora continua como principio fundamental de acción, priorizando las medidas de prevención sobre las de corrección, buscando reducir los impactos previo a que sucedan;
● fomentar la conciencia ambiental, buscando llegar a todos los trabajadores involucrados en las operaciones de la empresa;
● promover la responsabilidad y compromiso de todas las partes de la empresa para el cumplimiento del sistema de gestión ambiental;
● comunicar continuamente, de forma ágil y fluida, todos los aspectos asociados al desarrollo de la política ambiental, tanto con los trabajadores pertenecientes a la empresa así como proveedores, contratistas y comunidad.
Con la firma de la presente documentación, la dirección se compromete al cumplimiento de
la misma, solicitando la colaboración de todas las partes de la empresa para su ejecución.
269
Meer Tec Revisión N° 0
Política Ambiental Fecha 23/11/2020
Firma del responsable de

270
alta dirección
7.4 Objetivos ambientales
Los objetivos ambientales son los fines generales que marca la empresa para mejorar la actuación ambiental. Los objetivos ambientales deben tener metas y todas estas tienen que encontrarse perfectamente relacionadas con el objetivo que ha sido declarado.
A continuación se enuncian algunas recomendaciones para la determinación de los
objetivos: ● Tienen que ser específicos, realistas y alcanzables, y tienen que estar dirigidos en
función de la mejora continua y de su actuación ambiental. ● Tienen que estar relacionados de forma directa con los impactos ambientales
significativos de las actividades, servicios y productos dentro de la empresa. ● Deben ser coherentes con los requisitos de cumplimento de la legislación ambiental y
las regulaciones que repercutan en la organización. ● Tienen que implementarse, revisarse y modificarse de forma regular, según sea
conveniente siempre debe contar con la aprobación de la alta dirección. ● Deben poderse medir y deben contar con fechas establecidas para poder establecer el
progreso. ● Tienen que incluir un enfoque preventivo de contaminación siempre y cuando sea
factible. ● Tienen que hacer uso de metodologías como pueden ser la utilización de tecnologías
limpias.
Como objetivos ambientales de Meer Tec se proponen:
● Gestión energética: la línea de base del consumo de energía eléctrica y del consumo de propano de la planta se detallan en la tabla 7.1. Como indicadores se tomará el consumo por kg de productos, siendo 0.047 kWh/kg producidos de energía eléctrica y 0.034 kg/kg producidos de propano; tomar este índice en lugar de un índice anual evita errores de valoración en los períodos en los que varía la actividad productiva. Se propone utilizar esta línea de base de consumo como el valor máximo permitido de consumo, tanto de energía eléctrica como de propano, y se evaluará anualmente.
● Gestión en el agua: El consumo de agua se presenta en la tabla 7.1. Al igual que el consumo energético, se tomará como indicador el consumo de agua por kg de productos, que toma un valor de 27.98 L/kg producidos y se utilizará este valor como valor máximo permitido de consumo de agua, también con una evaluación anual.
● Reducción de residuos: se propone la reducción de residuos a partir de la implementación de distintas iniciativas. Para la medición y monitoreo es necesario llevar a cabo la separación de residuos en “reciclables” y “no reciclables”. Los residuos reciclables serán enviados a los centros de recolección correspondientes, mientras que los residuos no reciclables serán desechados en un predio de disposición final. Como indicador se tomarán los kg de desechos no reciclables por cada kg de ácido oleico producido.
271

Se propone una reducción del 5% en el periodo de un periodo de producción, es decir, 350 días.
● Cero incidentes: se propone como objetivo tener cero incidentes graves anuales. Los incidentes serán registrados en el registro R-IN-01 y serán clasificados por su gravedad según el procedimiento PR-IN-04 y los incidentes graves, en caso de que los hubiere, deberán estar registrados en el registro R-IN-05. Anualmente se deberá revisar este registro.
Tabla 7.1. Consumos de la planta.
272
Energía 170.24 kW
Agua 100860.29 L/h
Propano 121 kg/h

7.5 Aspectos e impactos asociados
Se define como aspecto ambiental a todo elemento que deriva de la actividad de una organización y que tiene o puede tener una interacción con el ambiente. Se puede hacer una distinción entre aspectos ambientales directos e indirectos. Los aspectos ambientales directos se encuentran asociados a las actividades, productos y servicios de la empresa, sobre los que tiene un control de gestión directo, mientras que los indirectos son aquellos sobre los cuales la organización no tiene pleno control en su gestión.
El motivo principal de identificar los aspectos ambientales es establecer cuáles podrían
provocar impactos ambientales importantes, entendiendo como impacto a cualquier cambio producido en el medio ambiente, independientemente si este es positivo o negativo, significante o insignificante.
Es necesario contar con un procedimiento actualizado que permita identificar los aspectos
ambientales que generan las actividades, productos y servicios de la empresa.
Una vez identificados los impactos ambientales, se deben clasificar según su relevancia, para ello se suelen tomar como referencia los siguientes parámetros:
● La escala del impacto. ● La gravedad. ● Posibilidad de que ocurra y posibles consecuencias. ● Duración del impacto
La norma ISO 14001 sugiere cuatro etapas para identificar los aspectos e impactos:
1. Elegir una actividad o proceso en concreto (por ejemplo, el agua que usamos para fabricar nuestros productos).
2. Identificar aspectos ambientales posibles de la actividad (por ejemplo, posible contaminación del agua).
3. Identificar los impactos reales o potenciales que se asocian al aspecto (por ejemplo, grado de contaminación del agua).
4. Diagnosticar la importancia de los impactos.
En el presente trabajo se realizará el relevamiento de aspectos ambientales, identificando a su vez, los impactos asociados para su posterior clasificación. En la tabla A5.1 del anexo se presenta la lista con el resultado de dicho relevamiento, correspondiente al registro RE-EAI-01. Este relevamiento se llevó a cabo siguiendo el procedimiento PR-AM-01, el cual se encuentra también anexado.
A continuación se presenta una tabla con los impactos ambientales más relevantes.
273

Figura 7.2. Orden de prioridad de impactos relevados.
Se deben proponer entonces acciones correctivas para estos impactos. Se define
acción correctiva a la acción para eliminar la causa de una no conformidad y prevenir que vuelva a ocurrir. Por su parte, una no conformidad es el incumplimiento de un requisito, ya sea de una norma internacional, requisitos legales, o bien parámetros internos de la empresa misma.
A continuación se analiza cada impacto y se proponen las acciones correctivas
pertinentes:
1) Generación de efluentes en el proceso de purificación de glicerol: esto sucede en una etapa previa a la alimentación del reactor de glicerólisis, en la torre de destilación 1. La corriente final es una corriente compuesta, casi en su totalidad, por agua. Se propone medir los parámetros característicos y tomar una decisión según el procedimiento PR-AE-01.
2) Limpieza general de la planta: Se utilizan los productos químicos para la limpieza general de la planta. En este caso se propone la utilización de productos amigables con el ambiente, que puedan ser desechados al conducto pluvial generando el menor impacto posible.
3) Parada de planta: en este caso se repite la utilización de productos químicos para limpieza. La propuesta es la misma del caso 2.
4) Este caso se trata de la utilización de agua como reactivo en hidrólisis. Como medida correctiva, ya implementada, se propone la recirculación total del agua que quede sin reaccionar, de modo de disminuir la demanda de agua a alimentar.
5) El riesgo de incendio o de explosion debido a la utilización de amoniaco en el ciclo de refrigeración solo puede disminuirse con un control estricto de las condiciones de operación el mismo, contando con todos los elementos de prevención de accidentes y protección de equipos.
274
6) Se propone lo mismo del punto 5. 7) Generación de gases de efecto invernadero debido a la quema de combustible en
caldera: esto se genera por la combustión del propano dentro de la caldera. Como medida inicial se propone la implementación de un sistema de gestión de eficiencia energética, de modo de identificar las potenciales actuaciones de mejora sobre el uso de combustibles y la generación de gases asociada. Es posible también la utilización de tecnología de captura de dióxido de carbono, producto que puede ser reutilizado en industrias como la cervecera o para la fabricación de extintores de incendio.
8) En este caso se tiene la misma consideración que en los puntos 5 y 6, solo se puede disminuir este riesgo con un control estricto de las condiciones de operación.
9) Este punto coincide con el punto anterior. 10) En la limpieza general de la planta, además de productos químicos se utilizan grandes
cantidades de agua. Como medida correctiva se propone, en primera instancia, la implementación de un plan de gestión de uso de agua, de modo de utilizar la menor cantidad de agua posible, que permita la limpieza sin derrochar. Pueden utilizarse, además, equipos de regeneración de agua, como adsorción en carbono activado, que permite la eliminación de una gran cantidad de compuestos y deja el agua lista para ser reutilizada. Otra medida que se puede adoptar es la utilización de colectores de agua pluviales, que permiten recolectar el agua de las lluvias para su posterior utilización; dado que no existen requerimientos estrictos sobre la calidad de agua para limpieza, este agua puede utilizarse para este propósito.
11) Se propone lo mismo que para el punto 10. 12) Uso de papel para el lavado de manos del personal: el consumo de este papel puede
ser en cantidades significativas lo que, además de consumir el recurso, puede generar grandes cantidades de residuos. Se propone la utilización de equipos de secado, como secadores con aire caliente, que eliminan por completo el uso de este tipo de papel. Si bien estos equipos consumen electricidad, existen equipos de bajo consumo energético y, además, se pueden utilizar tecnologías renovables para la producción de electricidad, lo que hace esta opción más amigable con el ambiente.
13) Consumo de papel en el sector administrativo: este punto se refiere al uso de papel que genera un consumo en el recurso, que es la celulosa que se utiliza para producción del mismo, además del consumo energético que hay al fabricarlo. Se propone la utilización de papel de tipo ecológico o bien papel reciclado.
14) Este punto hace referencia al posible derrame de ácidos grasos. Se propone el almacenamiento de estos en tanques herméticos, resistentes a perforaciones y cortes. Los lugares de almacenamiento deberán realizarse sobre superficies herméticas de concreto, que no den paso a los fluidos hacia el suelo o vertientes. Las superficies no deben tener rajaduras ni separaciones. En caso de no disponer de superficie de concreto, se debe trabajar sobre un área dispuesta de un material impermeable y material absorbente colocado sobre la superficie impermeable. Además de las medidas anteriores, se deben tener en cuenta las inspecciones realizadas durante el mantenimiento preventivo, que incluye la revisión de derrames y/o fugas, en tapas, sellos y costuras de los contenedores y áreas de almacenamiento.
275

15) Este punto hace referencia al posible derrame de la mezcla de mono y diglicéridos. Se propone lo mismo que para el punto 14.
16) Generación de residuos en el comedor: este punto hace referencia al posible uso de material descartable en el comedor de la empresa. Como medida correctiva se propone la utilización de materiales reutilizables, de modo de disminuir la cantidad de posibles desechos generados.
17) Este punto hace referencia al consumo de agua en la limpieza de la planta en la parada de la misma. Se propone lo mismo que para el punto 10.
276

7.6 Efluentes
Se define como efluente a aquellas aguas servidas con desechos sólidos, líquidos o gaseosos que son emitidos por viviendas y/o industrias, generalmente a los cursos de agua; o que se incorporan a estas por el escurrimiento de terrenos causado por las lluvias.
Es importante realizar un análisis de los efluentes de la planta, identificando las corrientes
involucradas y su composición de manera de controlar que el vertido cumpla con las especificaciones de la normativa vigente. Se debe diferenciar hacia donde se vierte el efluente. Si los efluentes industriales son vertidos a la red cloacal operada por Agua y Saneamientos Argentinos deberán cumplir con las normas aplicables relativas a la calidad, concentración de sustancias y volumen de acuerdo a lo indicado en el Anexo B del Marco Regulatorio de la Ley 26.221 (Ley Nacional). En cambio, si el efluente es vertido a curso hídrico o conducto pluvial el permiso de vuelco se solicita ante la Autoridad del Agua de la provincia de Buenos Aires (ADA) y en dicho organismo se presenta también la documentación técnica referida al tratamiento, según la Ley Provincial 5965 Decreto 2009/60, 3970/90 y el efluente debe cumplir los parámetros de vuelco de la Resolución 336/03.
La Ley 5.965 es la ley de protección a las fuentes de provisión y a los cursos y cuerpos
receptores de agua y a la atmósfera, sancionada en 1958. A partir de esta ley se prohíbe el vertido de residuos sólidos, líquidos y gaseosos de cualquier origen que “signifique una degradación o desmedro del aire o de las aguas de la provincia, sin previo tratamiento de depuración o neutralización que los convierta en inocuos e inofensivos para la salud de la población o que impida su efecto pernicioso en la atmósfera y la contaminación, perjuicios y obstrucciones en las fuentes, cursos o cuerpos de agua”.
A continuación se resumen los límites de descarga establecidos en la Resolución 336/03.
Tabla 7.2. Límites de descarga en efluentes líquidos establecidos en la Resolución 336/03. [4]
277
Parámetro
Vertido
Colectora cloacal
Conducto pluvial o
cuerpo de agua superficial
Mar abierto
Temperatura [ºC] 45 45 45
pH 7 - 10 6.5 - 10 6.5 - 10
Sólidos sedimentables a 10 min [ml/l] Ausente Ausente Ausente
Sólidos sedimentables a 2 hs [ml/l] 5 1 5
Cl 2 libre [mg/l] n.e. 0.5 0.5
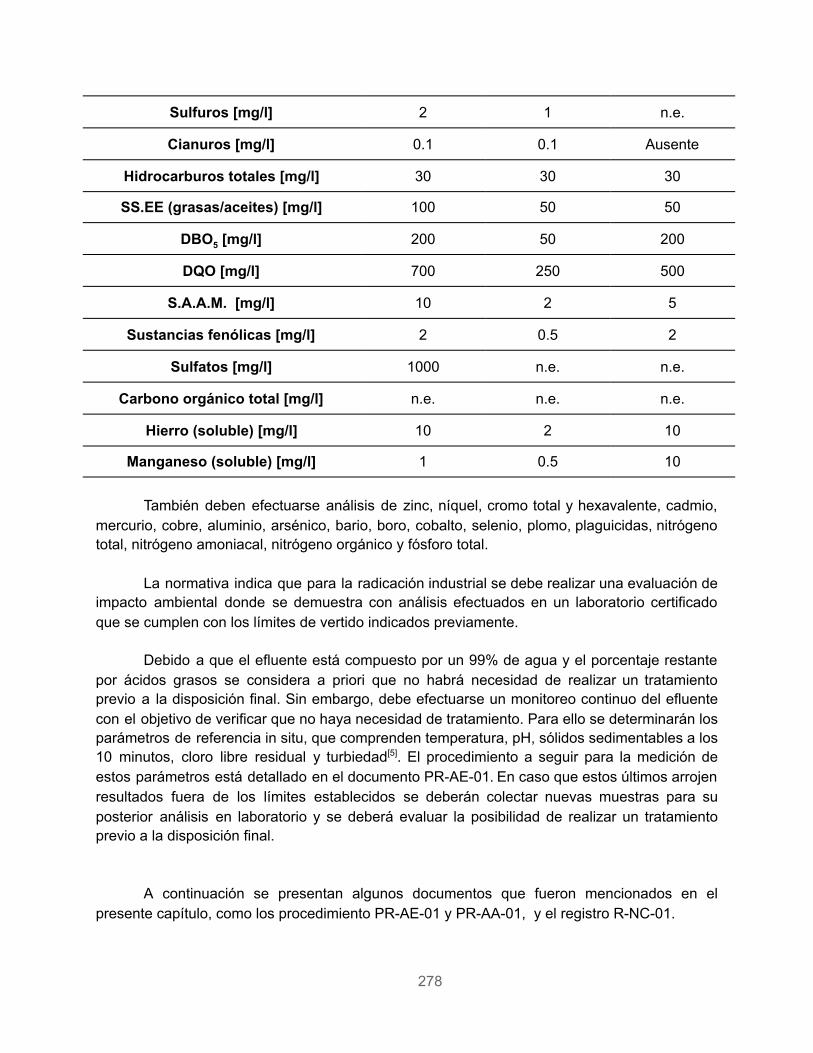
También deben efectuarse análisis de zinc, níquel, cromo total y hexavalente, cadmio,
mercurio, cobre, aluminio, arsénico, bario, boro, cobalto, selenio, plomo, plaguicidas, nitrógeno total, nitrógeno amoniacal, nitrógeno orgánico y fósforo total.
La normativa indica que para la radicación industrial se debe realizar una evaluación de
impacto ambiental donde se demuestra con análisis efectuados en un laboratorio certificado que se cumplen con los límites de vertido indicados previamente.
Debido a que el efluente está compuesto por un 99% de agua y el porcentaje restante
por ácidos grasos se considera a priori que no habrá necesidad de realizar un tratamiento previo a la disposición final. Sin embargo, debe efectuarse un monitoreo continuo del efluente con el objetivo de verificar que no haya necesidad de tratamiento. Para ello se determinarán los parámetros de referencia in situ, que comprenden temperatura, pH, sólidos sedimentables a los 10 minutos, cloro libre residual y turbiedad [5] . El procedimiento a seguir para la medición de estos parámetros está detallado en el documento PR-AE-01 . En caso que estos últimos arrojen resultados fuera de los límites establecidos se deberán colectar nuevas muestras para su posterior análisis en laboratorio y se deberá evaluar la posibilidad de realizar un tratamiento previo a la disposición final.
A continuación se presentan algunos documentos que fueron mencionados en el presente capítulo, como los procedimiento PR-AE-01 y PR-AA-01, y el registro R-NC-01.
278
Sulfuros [mg/l] 2 1 n.e.
Cianuros [mg/l] 0.1 0.1 Ausente
Hidrocarburos totales [mg/l] 30 30 30
SS.EE (grasas/aceites) [mg/l] 100 50 50
DBO 5 [mg/l] 200 50 200
DQO [mg/l] 700 250 500
S.A.A.M. [mg/l] 10 2 5
Sustancias fenólicas [mg/l] 2 0.5 2
Sulfatos [mg/l] 1000 n.e. n.e.
Carbono orgánico total [mg/l] n.e. n.e. n.e.
Hierro (soluble) [mg/l] 10 2 10
Manganeso (soluble) [mg/l] 1 0.5 10
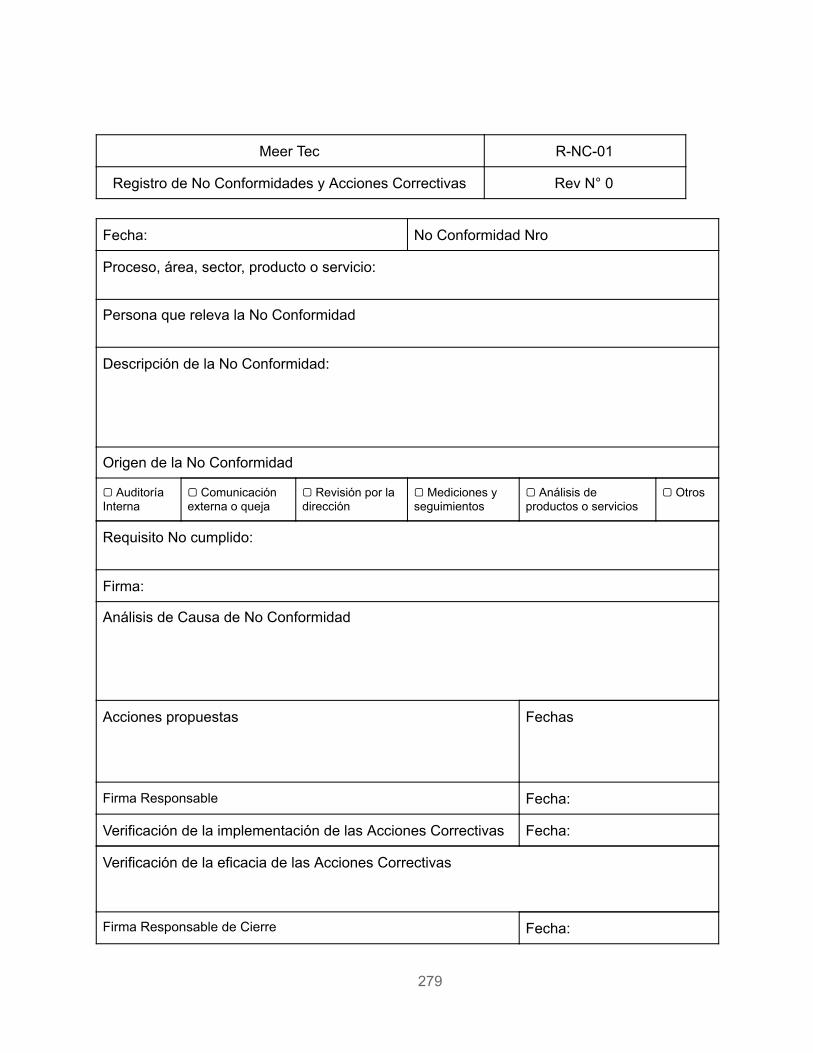
279
Meer Tec R-NC-01
Registro de No Conformidades y Acciones Correctivas Rev N° 0
Fecha: No Conformidad Nro
Proceso, área, sector, producto o servicio:
Persona que releva la No Conformidad
Descripción de la No Conformidad:
Origen de la No Conformidad
▢ Auditoría Interna
▢ Comunicación externa o queja
▢ Revisión por la dirección
▢ Mediciones y seguimientos
▢ Análisis de productos o servicios
▢ Otros
Requisito No cumplido:
Firma:
Análisis de Causa de No Conformidad
Acciones propuestas
Fechas
Firma Responsable Fecha:
Verificación de la implementación de las Acciones Correctivas Fecha:
Verificación de la eficacia de las Acciones Correctivas
Firma Responsable de Cierre Fecha:

PROCEDIMIENTO: RELEVAMIENTO E IDENTIFICACIÓN DE ASPECTOS AMBIENTALES Y EVALUACIÓN DE LOS IMPACTOS ASOCIADOS.
280
Documento PR-AA-01
Revisión 0
Fecha 02/11/20
N° de copia controlada Preparó y emi�ó Revisó y aceptó Revisó y aprobó
Fecha:
Fecha:
Fecha:

ÍNDICE
1. HISTÓRICO REVISIONES
2. OBJETIVO
3. ALCANCE
4. DEFINICIONES
5. PROCEDIMIENTO
5.1 IDENTIFICACIÓN DE ASPECTOS AMBIENTALES DIRECTOS
5.2 IDENTIFICACIÓN DE ASPECTOS AMBIENTALES INDIRECTOS
5.3 EVALUACIÓN DE IMPACTOS ASOCIADOS DIRECTOS
5.4 EVALUACIÓN DE IMPACTOS ASOCIADOS INDIRECTOS
6. RESULTADOS
ANEXO I
ANEXO II
ANEXO III
ANEXO IV
281
Meer Tec PR-AM-01
PROCEDIMIENTO: Relevamiento e identificación de aspectos ambientales y valoración de impactos
asociados
Fecha 02/11/2020
Rev N° 0 Página 1 de 11
1. HISTÓRICO REVISIONES
Las revisiones que se han realizado a este procedimiento, con sus respectivas fechas y partes revisadas, son las siguientes:
282
Meer Tec PR-AM-01
PROCEDIMIENTO: Relevamiento e identificación de aspectos ambientales y valoración de impactos
asociados
Fecha 02/11/2020
Rev N° 0 Página 2 de 11
N° REV FECHA REVISIÓN
0 02/11/2020 Primer ejemplar
2. OBJETIVO
Establecer una metodología para el relevamiento e identificación de aspectos ambientales originados en el desarrollo de las actividades realizadas por Meer Tec. Evaluar sus impactos asociados con su correspondiente catalogación según significancia.
La identificación de aspectos y la evaluación de sus impactos asociados permiten:
● Asegurar que los aspectos ambientales son controlados en las diversas actividades realizadas por Meer Tec.
● Obtener un listado de los impactos más importantes a tratar. ● Establecer objetivos sobre los impactos del listado anteriormente mencionado.
3. ALCANCE
Este procedimiento aplica a todos los procesos, productos, servicios y actividades presentes, pasadas y futuras, tanto directos como indirectos, pertenecientes a la empresa Meer Tec.
Se deben tener en cuenta en condiciones normales y anormales en funcionamiento así
como accidentes y emergencias potenciales con repercusión en el ambiente.
4. DEFINICIONES
Aspecto ambiental: Elemento de las actividades, productos o servicios de una organización que interactúa o puede interactuar con el ambiente.
Ambiente: Entorno en el cual una organización opera, incluidos el aire, el agua, la tierra, los recursos naturales, la flora, la fauna, los seres humanos y sus interrelaciones.
Organización: Persona o grupo de personas que tienen sus propias funciones y responsabilidades, autoridades y relaciones para el logro de sus objetivos.
Impacto ambiental: Cambio en el ambiente, ya sea adverso o beneficioso, como resultado total o parcial de los aspectos ambientales de una organización.
Aspecto ambiental directo: aspecto sobre el que la organización tiene pleno control en su gestión. sobre el que la organización no tiene pleno control en su gestión.
Condición normal de funcionamiento: situación de funcionamiento de la empresa habitual, controlada, voluntaria, planificada y previsible.
283
Meer Tec PR-AM-01
PROCEDIMIENTO: Relevamiento e identificación de aspectos ambientales y valoración de impactos
asociados
Fecha 02/11/2020
Rev N° 0 Página 3 de 11

Condición anormal de funcionamiento: situación de funcionamiento no habitual, pero sí
controlada, voluntaria, planificada y previsible que puede tener un impacto ambiental diferente al generado en condición normal de funcionamiento.
Situación de emergencia y accidentes: situación de funcionamiento no habitual ni controlada, no planificada e imprevisible. Se tratará de un accidente cuando se materialice la situación de emergencia.
Impacto actual: impacto generado por las actividades en condiciones normales y anormales de operación.
Impacto potencial: impacto generado por las actividades en situaciones de emergencia y accidentes.
5. PROCEDIMIENTO
Se recomienda que este procedimiento se lleve a cabo por el Responsable del
SGA (Sistema de Gestión Ambiental) y un Equipo Técnico de Apoyo interdisciplinario e intergeneracional para un mejor resultado. Además, se propone que los integrantes de este Equipo Técnico de Apoyo, designados por el Responsable del SGA según crea conveniente, tengan roles y funciones específicas.
5.1. IDENTIFICACIÓN DE ASPECTOS AMBIENTALES DIRECTOS
Como primer paso para la identificación de aspectos ambientales directos se realiza un estudio previo de las actividades que la empresa desarrolla, de modo de tener una lista base de aspectos conformada por aquellos que son inherentes a las actividades/ procesos/productos independientemente del contexto.
El segundo paso es la revisión de la información documentada relacionada a este
tema, ya sean listados de aspectos en relevamientos anteriores, checklist, etc.
A continuación, la realización de visitas de inspección in-situ permiten identificar de manera específica las acciones desarrolladas en las instalaciones, las condiciones ambientales, el consumo de servicios y recursos naturales. En estas visitas se corrobora la existencia de los aspectos obtenidos en la primera parte de la identificación y añadir los aspectos específicos encontrados en las mismas. Además, es muy recomendada la realización de entrevistas a personal de la empresa, de modo de tener información de primera mano respecto a los procesos, servicios, etc.
284
Meer Tec PR-AM-01
PROCEDIMIENTO: Relevamiento e identificación de aspectos ambientales y valoración de impactos
asociados
Fecha 02/11/2020
Rev N° 0 Página 4 de 11

Finalmente se realiza el listado LI-AD-01 con todos los aspectos ambientales
directos encontrados, detallando sus impactos asociados para su posterior valoración.
Se propone que este procedimiento se realice, al menos, anualmente y/o siempre que exista una modificación en alguna actividad, proceso, producto, requisito de aplicación e instalaciones.
5.2. IDENTIFICACIÓN DE ASPECTOS AMBIENTALES INDIRECTOS
Un aspecto puede ser considerado indirecto si se sabe que se puede ejercer un cierto grado de control o influencia, aunque no se pueda asegurar la implantación final.
Para el relevamiento de los aspectos ambientales indirectos se tienen en cuenta
todos los servicios que terceros brindan a la empresa Meer Tec; los aspectos a identificar, con sus respectivos impactos asociados a evaluar están asociados a estos servicios.
La identificación de estos aspectos se realiza del mismo modo que la identificación
de aspectos ambientales directos, adicionando, en caso de ser posible, visitas a las instalaciones del tercero que brinda el servicio. Se recomienda que las visitas de inspección en las instalaciones de Meer Tec se hagan, por supuesto, en los momentos donde los terceros estén realizando sus actividades para una identificación de aspectos más completa.
Análogo al punto 5.1, se realiza el listado LI-AI-01.
Es recomendable llevar a cabo este procedimiento en conjunto con la identificación de aspectos ambientales directos, realizándose anualmente y siempre que haya una modificación en los servicios percibidos y contrataciones.
5.3. EVALUACIÓN DE IMPACTOS ASOCIADOS DIRECTOS
Para la evaluación de los impactos ambientales tanto actuales como potenciales se deben tener en cuenta los siguientes puntos:
● Existencia de requerimientos legales (SL) asociados a las actividades, procesos, productos desarrollados por la empresa.
285
Meer Tec PR-AM-01
PROCEDIMIENTO: Relevamiento e identificación de aspectos ambientales y valoración de impactos
asociados
Fecha 02/11/2020
Rev N° 0 Página 5 de 11

● Frecuencia (F) en la ocurrencia del impacto, analizando el período de los 3 años
anteriores. ● Gravedad (G) que tiene el impacto a evaluar en el ambiente. Se subdivide en
crítico si se produce una pérdida permanente de la calidad de las condiciones ambientales, sin posible recuperación, incluso con la adopción de medidas correctoras o protectoras; severo si la recuperación de las condiciones del medio exige la adecuación de medidas correctoras o protectoras y en el que, aún con esas medidas, aquella recuperación precisa de un periodo de tiempo dilatado; o moderado si la recuperación no precisa prácticas correctoras o protectoras intensivas y en el que el retorno al estado inicial del medio ambiente no requiere un largo espacio de tiempo.
● Percepción de la comunidad (PC) respecto a la importancia que este impacto tiene para ellos mismos. Para evaluar este punto es necesario la realización de encuestas a la comunidad circundante según el procedimiento PR-EN-08.
Los puntos anteriores se utilizan como indicadores para la evaluación. Otros indicadores a utilizar con ST y R.
- ST: suma total de todos los criterios. ST = PC + G + F + SL - R: suma frecuencia más gravedad. R = G + F
En ambos casos, ya sean impactos actuales o potenciales, cada indicador recibirá una puntuación (ANEXO I) y el impacto será clasificado en significativo, medio o no significativo según un sistema de puntuación ya establecido (ANEXO II).
En caso de obtener resultados incoherentes, debe realizarse una revisión tanto de
los criterios de evaluación como de las puntuación y el sistema de puntuación establecidos.
5.4. EVALUACIÓN DE IMPACTOS ASOCIADOS INDIRECTOS
Para la evaluación de los impactos asociados a aspectos indirectos tanto actuales como potenciales se deben tener en cuentas los siguientes criterios:
● Quejas (Q) de la comunidad respecto al comportamiento ambiental de los contratistas/proveedores. Esta información debe ser brindada por la empresa en cuestión, considerando todas las quejas recibidas en el año previo a la realización de este relevamiento.
286
Meer Tec PR-AM-01
PROCEDIMIENTO: Relevamiento e identificación de aspectos ambientales y valoración de impactos
asociados
Fecha 02/11/2020
Rev N° 0 Página 6 de 11
● Frecuencia (F) en la ocurrencia del impacto, analizando el período de los 3 años
anteriores.
● Gravedad (G) que tiene el impacto a evaluar en el ambiente. La clasificación es análoga a los impactos directos.
● Implementación de un Sistema de Gestión Ambiental (GA) en sus actividades.
Estos criterios serán utilizados como indicadores para la evaluación, junto STI. - STI: suma total de todos los criterios. STI = Q + F + GA + G - R: suma frecuencia más gravedad. R = G + F
Cada indicador recibirá una puntuación (ANEXO III) y el impacto será clasificado en significativo, medio o no significativo según un sistema de puntuación ya establecido (ANEXO IV).
En caso de obtener resultados incoherentes, debe realizarse una revisión tanto de los criterios de evaluación como de la puntuación y el sistema de puntuación establecidos.
8. RESULTADOS
Tanto los listado de los aspectos relevados (LI-AD-01 y LI-AI-01) como sus impactos asociados con su consiguiente catalogación deben ser publicados de modo que toda persona perteneciente a la empresa pueda conocerlos en el registro RE-EAI-01, siguiendo el procedimiento de información documentada PR-ID-05.
Los impactos ambientales significativos deben ser comunicados, necesariamente,
a los Altos Directivos y a los responsables de cada área afectada para poder determinar las acciones a tomar.
287
Meer Tec PR-AM-01
PROCEDIMIENTO: Relevamiento e identificación de aspectos ambientales y valoración de impactos
asociados
Fecha 02/11/2020
Rev N° 0 Página 7 de 11
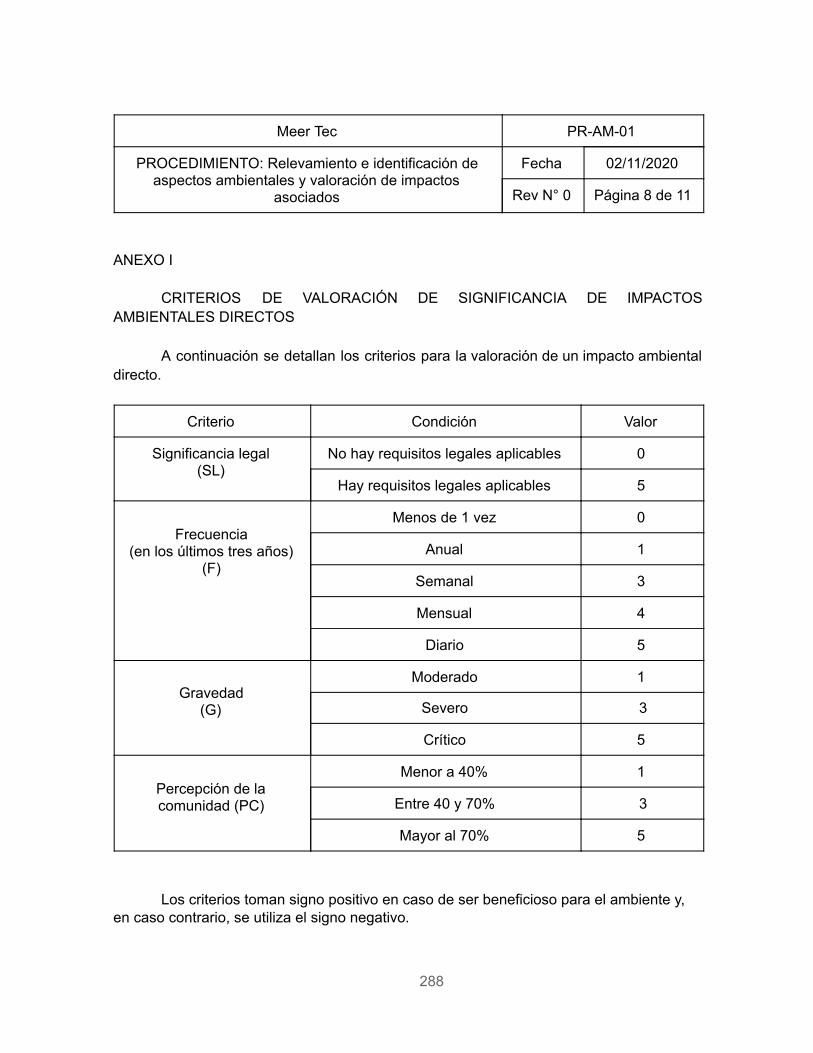
ANEXO I
CRITERIOS DE VALORACIÓN DE SIGNIFICANCIA DE IMPACTOS AMBIENTALES DIRECTOS
A continuación se detallan los criterios para la valoración de un impacto ambiental
directo.
Los criterios toman signo positivo en caso de ser beneficioso para el ambiente y, en caso contrario, se utiliza el signo negativo .
288
Meer Tec PR-AM-01
PROCEDIMIENTO: Relevamiento e identificación de aspectos ambientales y valoración de impactos
asociados
Fecha 02/11/2020
Rev N° 0 Página 8 de 11
Criterio Condición Valor
Significancia legal (SL)
No hay requisitos legales aplicables 0
Hay requisitos legales aplicables 5
Frecuencia
(en los últimos tres años) (F)
Menos de 1 vez 0
Anual 1
Semanal 3
Mensual 4
Diario 5
Gravedad
(G)
Moderado 1
Severo 3
Crítico 5
Percepción de la comunidad (PC)
Menor a 40% 1
Entre 40 y 70% 3
Mayor al 70% 5
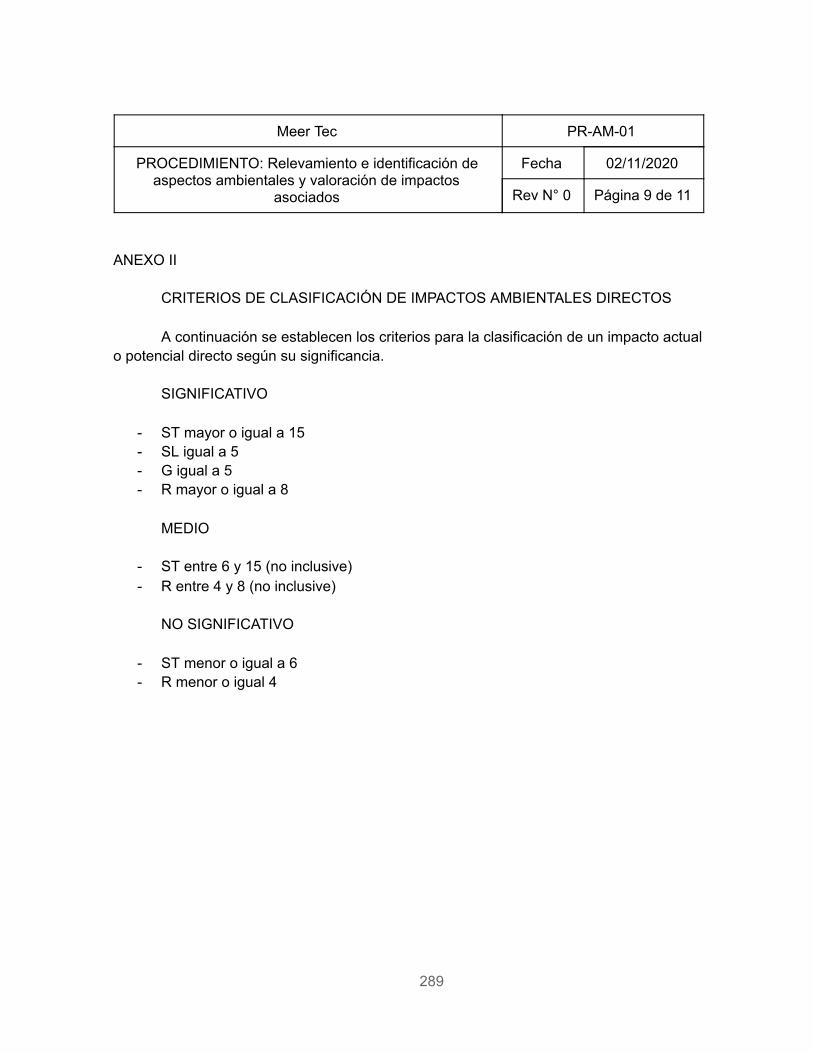
ANEXO II
CRITERIOS DE CLASIFICACIÓN DE IMPACTOS AMBIENTALES DIRECTOS
A continuación se establecen los criterios para la clasificación de un impacto actual o potencial directo según su significancia.
SIGNIFICATIVO
- ST mayor o igual a 15 - SL igual a 5 - G igual a 5 - R mayor o igual a 8
MEDIO
- ST entre 6 y 15 (no inclusive) - R entre 4 y 8 (no inclusive)
NO SIGNIFICATIVO
- ST menor o igual a 6 - R menor o igual 4
289
Meer Tec PR-AM-01
PROCEDIMIENTO: Relevamiento e identificación de aspectos ambientales y valoración de impactos
asociados
Fecha 02/11/2020
Rev N° 0 Página 9 de 11
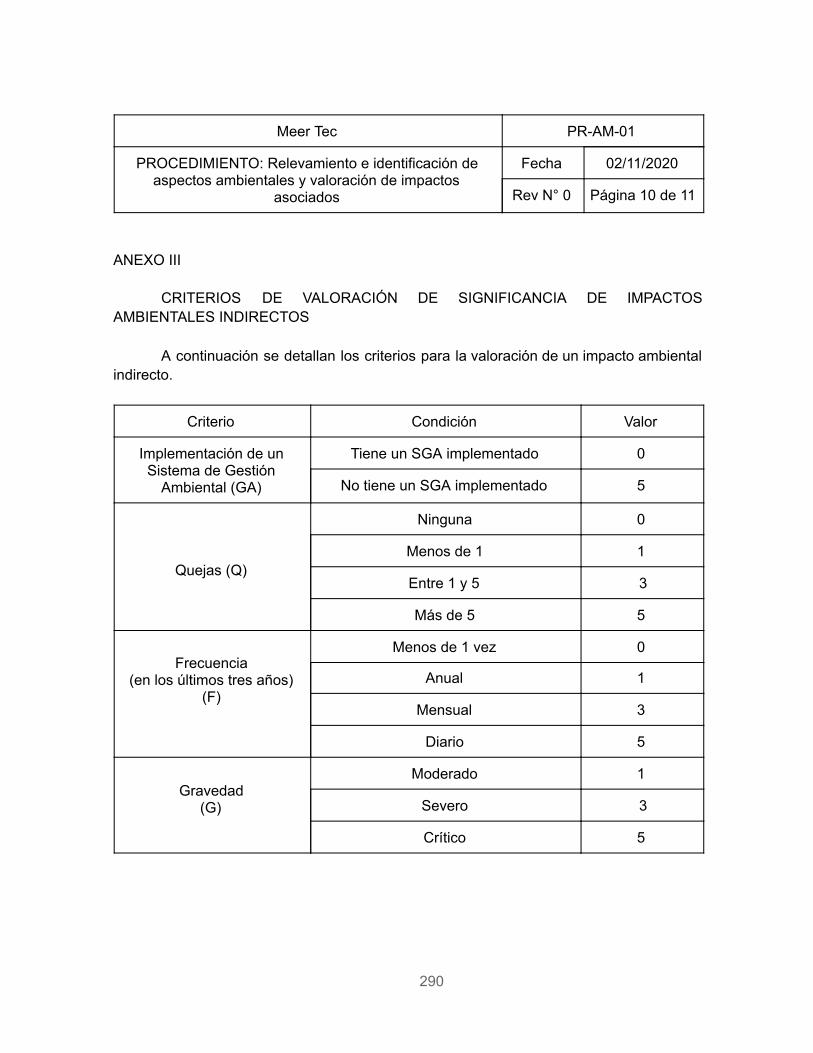
ANEXO III
CRITERIOS DE VALORACIÓN DE SIGNIFICANCIA DE IMPACTOS AMBIENTALES INDIRECTOS
A continuación se detallan los criterios para la valoración de un impacto ambiental
indirecto.
290
Meer Tec PR-AM-01
PROCEDIMIENTO: Relevamiento e identificación de aspectos ambientales y valoración de impactos
asociados
Fecha 02/11/2020
Rev N° 0 Página 10 de 11
Criterio Condición Valor
Implementación de un Sistema de Gestión
Ambiental (GA)
Tiene un SGA implementado 0
No tiene un SGA implementado 5
Quejas (Q)
Ninguna 0
Menos de 1 1
Entre 1 y 5 3
Más de 5 5
Frecuencia
(en los últimos tres años) (F)
Menos de 1 vez 0
Anual 1
Mensual 3
Diario 5
Gravedad
(G)
Moderado 1
Severo 3
Crítico 5

ANEXO IV
CRITERIOS DE CLASIFICACIÓN DE IMPACTOS AMBIENTALES INDIRECTOS
A continuación se establecen los criterios para la clasificación de un impacto actual o potencial indirecto según su significancia.
SIGNIFICATIVO
- STI mayor o igual a 15 - R mayor o igual a 8 - G igual a 5
MEDIO
- STI entre 6 y 15 (no inclusive) - R entre 4 y 8 (no inclusive)
NO SIGNIFICATIVO
- STI menor o igual a 6 - GA igual a 0 - R menor o igual 4
291
Meer Tec PR-AM-01
PROCEDIMIENTO: Relevamiento e identificación de aspectos ambientales y valoración de impactos
asociados
Fecha 02/11/2020
Rev N° 0 Página 11 de 11

PROCEDIMIENTO: MEDICIÓN DE PARÁMETROS CARACTERÍSTICOS DE EFLUENTES
292
Documento PR-AE-01
Revisión 0
Fecha 23/11/2020
N° de copia controlada Preparó y emi�ó Revisó y aceptó Revisó y aprobó
Fecha:
Fecha:
Fecha:

ÍNDICE
1. HISTÓRICO REVISIONES
2. OBJETIVO
3. ALCANCE
4. DEFINICIONES
5. PROCEDIMIENTO
6. RESULTADOS
ANEXO
293
Meer Tec PR-AE-01
PROCEDIMIENTO: Medición de parámetros característicos de efluentes
Fecha 23/11/2020
Rev N° 0 Página 1 de 6

1. HISTÓRICO REVISIONES
Las revisiones que se han realizado a este procedimiento, con sus respectivas fechas y partes revisadas, son las siguientes:
294
Meer Tec PR-AE-01
PROCEDIMIENTO: Medición de parámetros característicos de efluentes
Fecha 23/11/2020
Rev N° 0 Página 2 de 6
N° REV FECHA REVISIÓN
0 23/11/2020 Primer ejemplar

2. OBJETIVO
Establecer una metodología para la medición de parámetros característicos de los efluentes generados en el desarrollo de las actividades realizadas por Meer Tec para su monitoreo continuo, de modo de verificar el cumplimiento de las disposiciones legales y determinar la necesidad o no de tratamiento.
3. ALCANCE
Este procedimiento aplica a todos los efluentes generados por las actividades realizadas por la empresa Meer Tec.
4. DEFINICIONES
Requisito: necesidad o expectativa que está establecida, generalmente implícita u obligatoria.
Indicador: Representación measurable de la condición o estado de las operaciones, de la gestión o de las condiciones.
Proceso: conjunto de actividades interrelacionadas o que interactúan, que transforman elementos de entrada en elementos de salida.
Medición: proceso para determinar un valor. Muestreo: extracción de una porción de un universo con el propósito de estudiarlo. Esta
porción, o muestra, debe representar con exactitud el universo de procedencia y, además, debe ser lo suficientemente pequeña como para poder ser transportada y analizada en un laboratorio.
5. PROCEDIMIENTO
En primer lugar se debe determinar la ubicación de los puntos de muestreo. Para ello,
se recomienda que los puntos de muestreo cumplan con los siguientes requisitos: ● Representar la corriente que se quiere caracterizar. Por ejemplo, no es pertinente
muestrear solo un perfil superficial, pues hay sustancias que flotan y su concentración local no representa la composición de la corriente principal.
● Ser de fácil acceso y seguros para el personal. El muestreador automático se ubica dejando espacio suficiente para que los envases se puedan manipular con facilidad.
295
Meer Tec PR-AE-01
PROCEDIMIENTO: Medición de parámetros característicos de efluentes
Fecha 23/11/2020
Rev N° 0 Página 3 de 6

Además, se recomienda que el sitio de muestreo ofrezca al operario protección contra el riesgo de caídas.
● Presentar mezcla constante y turbulenta. Esto favorece la homogeneidad de la muestra. ● Se aconseja que ninguna corriente de líquido interfiera con aquella que se desea
analizar. En la mayoría de las cabeceras de las plantas hay cámaras que reciben drenajes provenientes de unidades de tratamiento de lodos. Así, si se desea analizar el afluente, se deberá tener la precaución de extraer la muestra en un sitio que no se vea afectado por estas corrientes de retorno.
A continuación se detalla el procedimiento a seguir para realizar la medición de cada
parámetro indicado en el ANEXO. Las técnicas utilizadas son las extraídas del Standard Methods - 18th Edition para análisis de agua de bebida y agua de desecho. Las mediciones de los parámetros detallados serán realizadas in situ con una frecuencia diaria.
Temperatura: Método 2550 B
Se utiliza un termómetro electrónico o de líquido en vidrio con lectura analógica o digital. Se sugiere que el dispositivo sea capaz de distinguir cambios de temperatura de 0.1 ºC o menores y tenga una velocidad de respuesta rápida (mínima capacidad térmica). No se recomienda utilizar termómetros de mercurio para evitar la posibilidad de liberar mercurio en el ambiente en caso de ruptura. Para prevenir roturas se utiliza un termómetro con una vaina metálica. Se controla el dispositivo periódicamente utilizando un termómetro de referencia certificado por el National Institute of Standards and Technology y utiliza las tolerancias sugeridas por el mismo. Se realizan las mediciones con el dispositivo inmerso el tiempo suficiente para que la medición se estabilice.
pH: Método 4500 H+ B
Se utiliza un pH metro con rango entre 0 y 14 y equipado con un compensador de temperatura. Se calibra el instrumento siguiendo las instrucciones del fabricante. Antes de utilizar el pH metro se retiran los electrodos de la solución de almacenamiento, se enjuagan y secan con un papel suave. Se mezcla la solución para asegurar la homogeneidad de la misma. Para soluciones buffer o concentradas se condicionan los electrodos sumergiéndose en la muestra durante un minuto. Se seca el electrodo y se sumerge en una alícuota fresca de la misma muestra y se lee el pH. Siempre se reporta la temperatura a la cual se mide el pH.
296
Meer Tec PR-AE-01
PROCEDIMIENTO: Medición de parámetros característicos de efluentes
Fecha 23/11/2020
Rev N° 0 Página 4 de 6
Sólidos sedimentables: Cono Imhoff
Se coloca 1 litro de muestra bien homogeneizada en un cono Imhoff y luego de 10
minutos se lee el volumen sedimentado.
Cl 2 libre: Método 4500 Cl G (DPD)
Se toma una muestra de 10 mL de agua (este es el blanco). Se coloca en el espectrofotómetro y procede a leer a cero (0.00 mg/L Cl 2 ). Se toma una segunda muestra de 10 mL y se adiciona el contenido de un sobre de DPD de cloro libre. Se agita y mezcla la muestra por unos 20 segundos. Luego de un minuto de adicionar el reactivo se coloca la muestra en el espectrofotómetro y se procede a leer el resultado (mg/L Cl 2 ).
Turbiedad: Método 2130 B
La determinación se realiza mediante un turbidímetro calibrado, provisto de una lámpara de tungsteno que emite luz blanca, o de un emisor de infrarrojo, y de una célula fotoeléctrica que capta los haces lumínicos dispersados en un ángulo determinado. Por lo general, el visualizador del equipo arroja directamente valores en unidades nefelométricas de turbiedad. Se mide el parámetro inmediatamente para prevenir que cambios de temperatura, floculación y sedimentación de partículas afecten las características de la muestra. Se recomienda evitar la dilución siempre que sea posible.
6. RESULTADOS
No se tomarán medidas adicionales en el caso que los valores tomados se encuentren dentro de los límites establecidos por la resolución 336/03 indicados en el ANEXO.
En el caso que los resultados superen los valores propiamente dichos se deberán
realizar nuevas muestras con el objetivo de cubrir todo el espectro de los parámetros incluidos en la resolución. Los análisis se realizarán, de ser posible, en instalaciones propias. En su defecto se recurrirá al servicio de un laboratorio certificado.
En función de los resultados de estos nuevos análisis las autoridades pertinentes
decidirán sobre la necesidad de tratamiento del efluente previo a su disposición final.
297
Meer Tec PR-AE-01
PROCEDIMIENTO: Medición de parámetros característicos de efluentes
Fecha 23/11/2020
Rev N° 0 Página 5 de 6
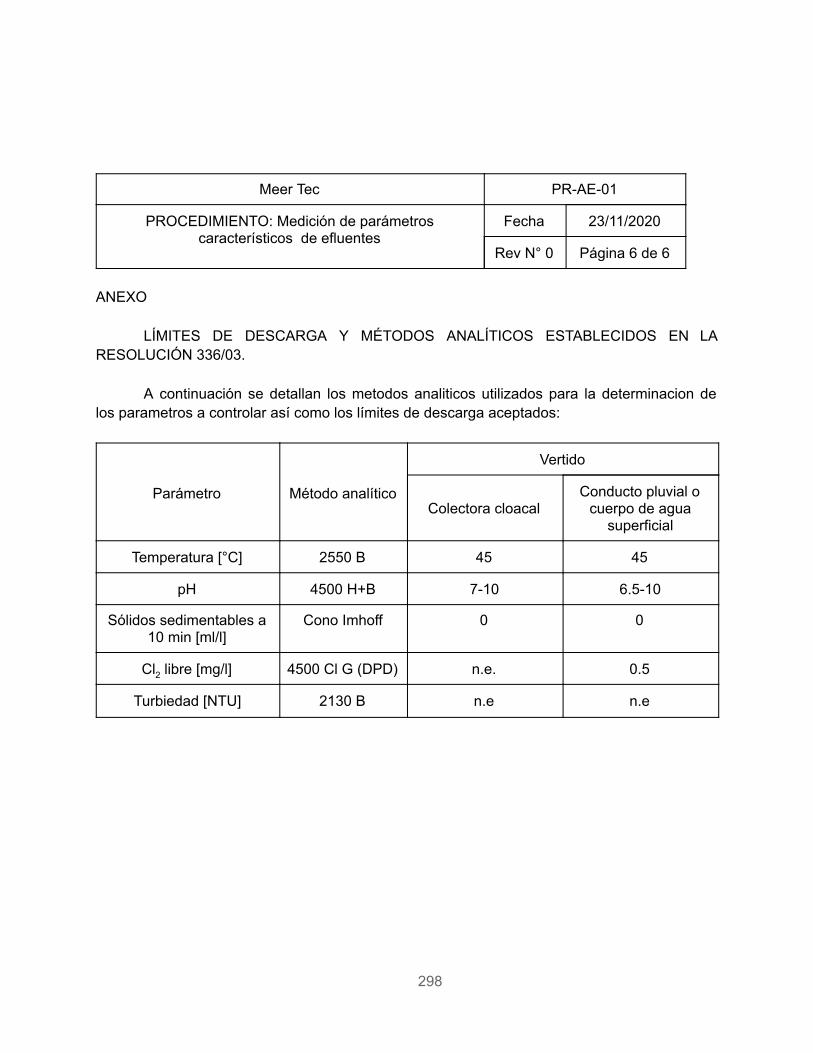
ANEXO
LÍMITES DE DESCARGA Y MÉTODOS ANALÍTICOS ESTABLECIDOS EN LA
RESOLUCIÓN 336/03.
A continuación se detallan los metodos analiticos utilizados para la determinacion de los parametros a controlar así como los límites de descarga aceptados:
298
Meer Tec PR-AE-01
PROCEDIMIENTO: Medición de parámetros característicos de efluentes
Fecha 23/11/2020
Rev N° 0 Página 6 de 6
Parámetro
Método analítico
Vertido
Colectora cloacal
Conducto pluvial o cuerpo de agua
superficial
Temperatura [°C] 2550 B 45 45
pH 4500 H+B 7-10 6.5-10
Sólidos sedimentables a 10 min [ml/l]
Cono Imhoff 0 0
Cl 2 libre [mg/l] 4500 Cl G (DPD) n.e. 0.5
Turbiedad [NTU] 2130 B n.e n.e

7.7 Bibliografía
1. Nueva ISO 14001. (2017). ¿Conoces realmente la utilidad de un Sistema de Gestión Ambiental?. Recuperado de https://www.nueva-iso-14001.com/2017/05/utilidad-sistema -de-gestion-ambiental#:~:text=De%20manera%20m%C3%A1s%20formal%2C%20el,manera% 20sistem%C3%A1tica%2C%20planificada%20y%20documentada
2. Nueva ISO 14001. (2015). ISO 14001: La importancia de la política ambiental. Recuperado de https://www.nueva-iso-14001.com/2015/04/iso-14001-la-importancia-de-la-politica-ambiental/#: ~:text=Una%20pol%C3%ADtica%20ambiental%2C%20basada%20en,acci%C3%B3n%20sobre %20el%20medio%20ambiente.&text=Para%20poder%20llegar%20a%20conseguir,un%20algo %20nivel%20de%20compromiso.
3. Norma Internacional ISO/FDIS 14001:2015. Traducción certificada. 4. Resolución 336/03. Autoridad del agua. Buenos Aires. Recuperado de:
http://www.ada.gba.gov.ar/sites/default/files/2019-04/Resoluci%C3%B3n%20336-03%20ADA% 20parametros%20de%20descarga%20adminisble.pdf
5. Secretaria de obras y servicios públicos. San Martín. Informe de monitoreo de calidad de agua en el partido de General San Martín. Recuperado de: http://www.sanmartin.gov.ar/ uploads/1569528691-Informe%20de%20Calidad%20de%20Agua.pdf
299

Conclusión Este proyecto se ha propuesto como una alternativa viable, mediante el uso de
catalizadores enzimáticos, a un proceso tradicional de valorización de aceite. Las operaciones presentadas resultan en productos con especificaciones aptas para el mercado, y mediante el análisis económico se encontró que la planta resulta rentable.
En 2015, la ONU publicó la Agenda para el Desarrollo Sostenible, en la cual publican 17 Objetivos para el Desarrollo Sostenible a cumplirse en el 2030. El Objetivo N°12 plantea metas respecto a gestión sostenible, producción y consumo responsables. Entre ellas, propone “De aquí a 2030, reducir considerablemente la generación de desechos mediante actividades de prevención, reducción, reciclado y reutilización”.
En el presente Trabajo Final se buscó continuar con esta idea, diseñando un innovador proceso para la reutilización del aceite de girasol usado, para reducir su impacto ambiental y económico en la sociedad, mediante el diseño de una planta que permita su transformación a ácidos grasos fraccionados, mono y diglicéridos. En un contexto de crisis ambiental y ecológica es de gran importancia promover la reducción y el tratamiento de desechos potencialmente peligrosos para el medio ambiente a través del desarrollo de la química sostenible, sintetizando compuestos de alto valor agregado, ahorrando en costos de materia prima y generando puestos de trabajo.
Creemos relevante para la situación ambiental actual impulsar el desarrollo de técnicas
y procesos amigables con el medioambiente, a través de la química verde. Consideramos que el proyecto presentado representa un ejemplo de ello, logrando un diseño satisfactorio que cumple con los objetivos planteados.
Para finalizar, se sugieren mejoras para realizar a futuro, en la etapa de ingeniería de detalle:
- Encontrar parámetros cinéticos más exactos, mediante el ensayo de los reactores en plantas piloto de escalas crecientes.
- Analizar en detalle la posibilidad de la regeneración de las enzimas, con el fin de evitar su desecho y reducir los costos operativos que su uso conlleva.
- Realizar un diagrama P&ID y simular la planta de manera detallada, permitiendo encontrar las pérdidas de calor y caídas de presión en las cañerías de la planta, que fueron supuestas ideales.
- Realizar un análisis económico detallado, que incluya costos de instrumentación, control, de infraestructura adicional como baños y comedor, de cañerías y demás accesorios. Este análisis deberá tener en cuenta, además, una proyección de los cambios en la operación de la planta a lo largo del año debidos a la desactivación de la enzima.
- Desarrollar un Sistema de Gestión de la Calidad integrado, que permita monitorear las calidades de la materia prima y de los productos.
- Realizar el desarrollo y diseño de la sección de envasado, depósito y expedición de la planta.
300
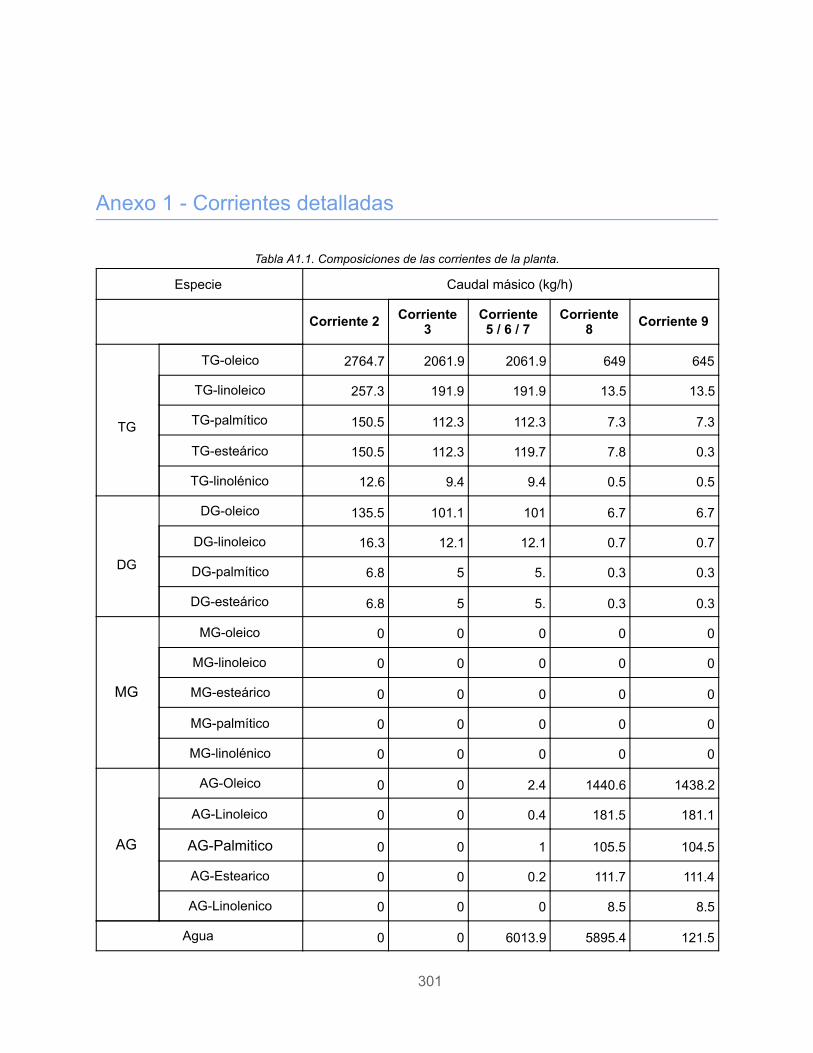
Anexo 1 - Corrientes detalladas
Tabla A1.1. Composiciones de las corrientes de la planta.
301
Especie Caudal másico (kg/h)
Corriente 2 Corriente 3
Corriente 5 / 6 / 7
Corriente 8 Corriente 9
TG
TG-oleico 2764.7 2061.9 2061.9 649 645
TG-linoleico 257.3 191.9 191.9 13.5 13.5
TG-palmítico 150.5 112.3 112.3 7.3 7.3
TG-esteárico 150.5 112.3 119.7 7.8 0.3
TG-linolénico 12.6 9.4 9.4 0.5 0.5
DG
DG-oleico 135.5 101.1 101 6.7 6.7
DG-linoleico 16.3 12.1 12.1 0.7 0.7
DG-palmítico 6.8 5 5. 0.3 0.3
DG-esteárico 6.8 5 5. 0.3 0.3
MG
MG-oleico 0 0 0 0 0
MG-linoleico 0 0 0 0 0
MG-esteárico 0 0 0 0 0
MG-palmítico 0 0 0 0 0
MG-linolénico 0 0 0 0 0
AG
AG-Oleico 0 0 2.4 1440.6 1438.2
AG-Linoleico 0 0 0.4 181.5 181.1
AG-Palmitico 0 0 1 105.5 104.5
AG-Estearico 0 0 0.2 111.7 111.4
AG-Linolenico 0 0 0 8.5 8.5
Agua 0 0 6013.9 5895.4 121.5
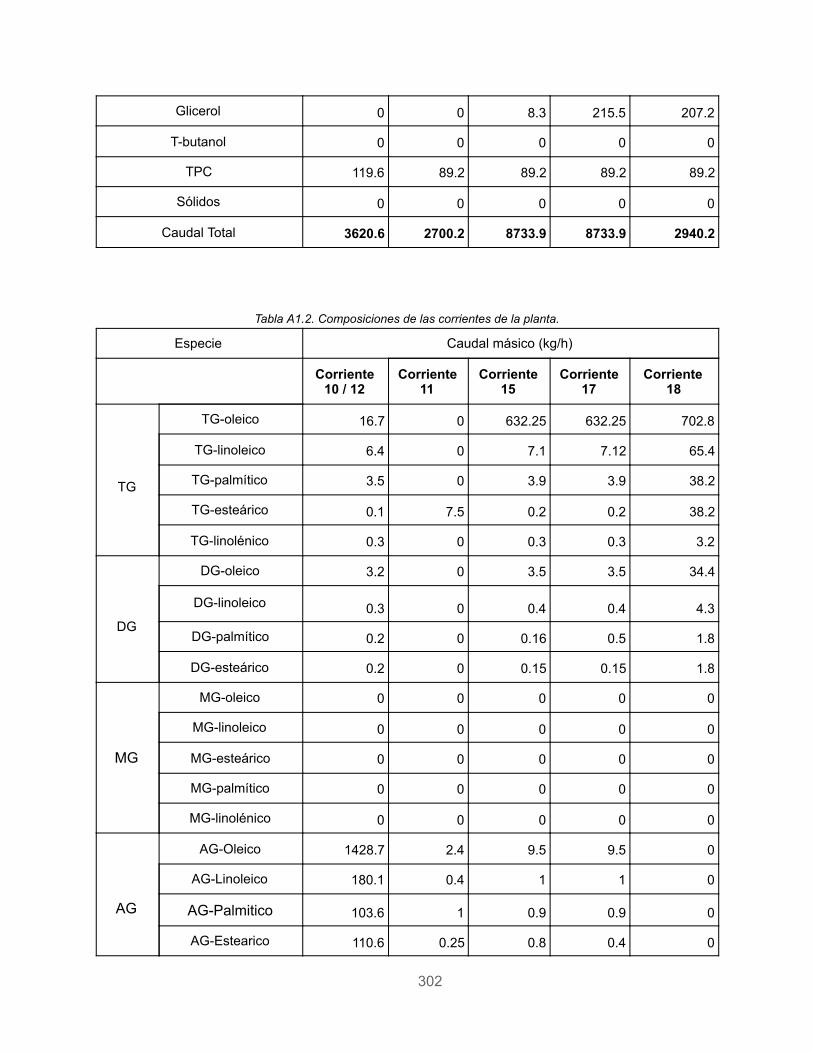
Tabla A1.2. Composiciones de las corrientes de la planta.
302
Glicerol 0 0 8.3 215.5 207.2
T-butanol 0 0 0 0 0
TPC 119.6 89.2 89.2 89.2 89.2
Sólidos 0 0 0 0 0
Caudal Total 3620.6 2700.2 8733.9 8733.9 2940.2
Especie Caudal másico (kg/h)
Corriente 10 / 12
Corriente 11
Corriente 15
Corriente 17
Corriente 18
TG
TG-oleico 16.7 0 632.25 632.25 702.8
TG-linoleico 6.4 0 7.1 7.12 65.4
TG-palmítico 3.5 0 3.9 3.9 38.2
TG-esteárico 0.1 7.5 0.2 0.2 38.2
TG-linolénico 0.3 0 0.3 0.3 3.2
DG
DG-oleico 3.2 0 3.5 3.5 34.4
DG-linoleico 0.3 0 0.4 0.4 4.3
DG-palmítico 0.2 0 0.16 0.5 1.8
DG-esteárico 0.2 0 0.15 0.15 1.8
MG
MG-oleico 0 0 0 0 0
MG-linoleico 0 0 0 0 0
MG-esteárico 0 0 0 0 0
MG-palmítico 0 0 0 0 0
MG-linolénico 0 0 0 0 0
AG
AG-Oleico 1428.7 2.4 9.5 9.5 0
AG-Linoleico 180.1 0.4 1 1 0
AG-Palmitico 103.6 1 0.9 0.9 0
AG-Estearico 110.6 0.25 0.8 0.4 0

Tabla A1.3. Composiciones de las corrientes de la planta.
303
AG-Linolenico 5.7 0 2.7 2.7 0
Agua 10 5773.9 111.5 0 0
Glicerol 15 8.3 192.2 192.2 0
T-butanol 0 0 0 0 0
TPC 892 0 0 0 30.4
Sólidos 0 0 0 0 0
Caudal Total 1973.7 5793.7 966.6 854.7 920.4
Especie Caudal másico (kg/h)
Corriente 20 / 21
Corriente 22 / 23
Corriente 24 / 25
Corriente 26
Corriente 28
Corriente 30
TG
TG-oleico 1335.1 418.9 0 418.9 0 0
TG-linoleico 72.5 0.3 0 0.3 0 0
TG-palmítico 42.1 0.1 0 0.1 0 0
TG-esteárico 38.4 0 0 0 0 0
TG-linolénico 3.5 0 0 0 0 0
DG
DG-oleico 38 431.3 0 431.3 0 0
DG-linoleico 4.5 3 0 3 0 0
DG-palmítico 1.9 1.4 0 1.4 0 0
DG-esteárico 1.9 1.1 0 1.1 0 0
MG
MG-oleico 3.1 670.3 2 668.4 1.2 1.2
MG-linoleico 0.8 85.9 0 85.9 0.8 0.8
MG-esteárico 0 52.9 0 52.9 0 0
MG-palmítico 0 48.5 0 48.5 0 0
MG-linolénico 0 8.6 0 8.6 0 0
AG AG-Oleico 24.3 17.5 0.1 17.4 17.7 14.6

304
AG-Linoleico 1.2 0.2 0 0.2 0.2 0.2
AG-Palmitico 0.9 0.1 0 0.1 0 0
AG-Estearico 0.4 0 0 0 0 0
AG-Linolenico 2.7 0 0 0 0
Agua 4.3 4.8 4.2 0.7 0.7 0.1
Glicerol 902.7 733.5 12.6 721 716.5 698
T-butanol 1753.5 1753.5 1637.2 116.3 116.3 6.3
TPC 30.4 30.4 0 30.4 0 0
Sólidos 0 0 0 0 0 0
Caudal Total 4262.4 4262.4 1656.1 2606.3 853.4 721.2
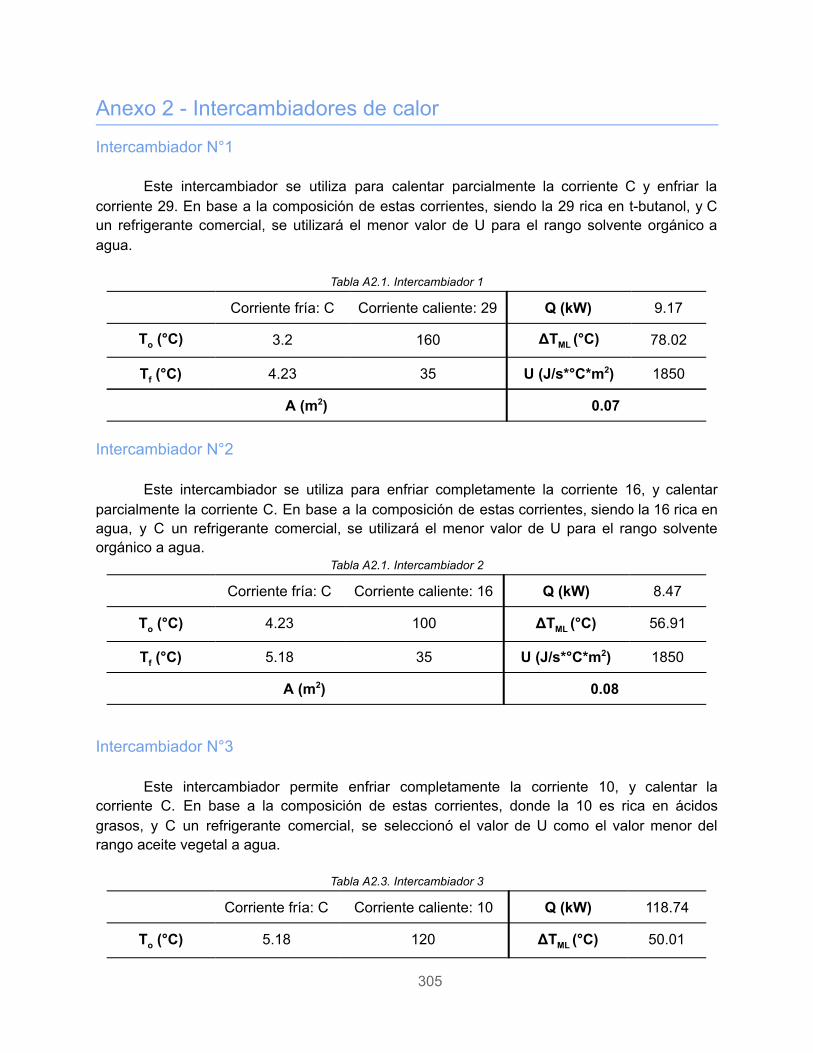
Anexo 2 - Intercambiadores de calor
Intercambiador N°1
Este intercambiador se utiliza para calentar parcialmente la corriente C y enfriar la corriente 29. En base a la composición de estas corrientes, siendo la 29 rica en t-butanol, y C un refrigerante comercial, se utilizará el menor valor de U para el rango solvente orgánico a agua.
Tabla A2.1. Intercambiador 1
Intercambiador N°2
Este intercambiador se utiliza para enfriar completamente la corriente 16, y calentar
parcialmente la corriente C. En base a la composición de estas corrientes, siendo la 16 rica en agua, y C un refrigerante comercial, se utilizará el menor valor de U para el rango solvente orgánico a agua.
Tabla A2.1. Intercambiador 2
Intercambiador N°3
Este intercambiador permite enfriar completamente la corriente 10, y calentar la corriente C. En base a la composición de estas corrientes, donde la 10 es rica en ácidos grasos, y C un refrigerante comercial, se seleccionó el valor de U como el valor menor del rango aceite vegetal a agua.
Tabla A2.3. Intercambiador 3
305
Corriente fría: C Corriente caliente: 29 Q (kW) 9.17
T o (°C) 3.2 160 ΔT ML (°C) 78.02
T f (°C) 4.23 35 U (J/s*°C*m 2 ) 1850
A (m 2 ) 0.07
Corriente fría: C Corriente caliente: 16 Q (kW) 8.47
T o (°C) 4.23 100 ΔT ML (°C) 56.91
T f (°C) 5.18 35 U (J/s*°C*m 2 ) 1850
A (m 2 ) 0.08
Corriente fría: C Corriente caliente: 10 Q (kW) 118.74
T o (°C) 5.18 120 ΔT ML (°C) 50.01

Intercambiador N°4
Este intercambiador permite calentar la corriente C, y enfriar parcialmente la corriente
27. En base a la composición de estas corrientes, donde la corriente 27 es rica en mono y diglicéridos, y C es un refrigerante comercial, se utilizará el menor valor del rango de U para aceite vegetal a agua.
Tabla A2.4. Intercambiador 4
Intercambiador N°5
Este intercambiador permite enfriar parcialmente la corriente 20, y calentar la corriente
C. En base a la composición de estas corrientes, donde la 20 es rica en glicerol, triglicéridos y t-butanol, y la C es un refrigerante comercial, se utilizará el valor menor de U del rango para aceite vegetal a agua.
Tabla A2.5. Intercambiador 5
Intercambiador N°6
Este intercambiador permite enfriar parcialmente la corriente 5, y calentar la corriente C.
En base a la composición de estas corrientes, donde la 5 es rica en agua y triglicéridos, y la C es un refrigerante comercial, se utilizará el valor menor de U del rango para solvente orgánico a agua.
306
T f (°C) 18.49 25 U (J/s*°C*m 2 ) 870
A (m 2 ) 2.73
Corriente fría: C Corriente caliente: 27 Q (kW) 102.6
T o (°C) 18.49 110.53 ΔT ML (°C) 40.39
T f (°C) 30 35 U (J/s*°C*m 2 ) 870
A (m 2 ) 2.92
Corriente fría: C Corriente caliente: 20 Q (kW) 100.5
T o (°C) 3.2 80 ΔT ML (°C) 48.38
T f (°C) 30 50 U (J/s*°C*m 2 ) 870
A (m 2 ) 2.4

Tabla A2.6. Intercambiador 6
Intercambiador N°7
Este intercambiador permite enfriar la corriente 24, y calentar la corriente F. En base a la
composición de estas corrientes, donde la corriente F es agua, y la 24 es principalmente t-butanol, se utilizará el valor menor de U para el rango solvente orgánico a agua.
Tabla A2.7. Intercambiador 7
Intercambiador N°8
Este intercambiador permite enfriar la corriente 11, y calentar la corriente F. En base a la
composición de estas corrientes, donde la corriente F es agua, y la 11 es principalmente agua, se utilizará el valor menor de U para el rango agua a agua.
Tabla A2.8. Intercambiador 8
Intercambiador N°9
Este intercambiador permite enfriar la corriente 5, y calentar la corriente 8. En base a la
composición de estas corrientes, donde la corriente 5 es rica en agua y triglicéridos, y la 8 en agua y ácidos grasos, se utilizará el valor menor de U para el rango aceite vegetal a agua.
307
Corriente fría: C Corriente caliente: 5 Q (kW) 100.5
T o (°C) 3.2 48.68 ΔT ML (°C) 25.5
T f (°C) 30 37 U (J/s*°C*m 2 ) 1850
A (m 2 ) 2.13
Corriente fría: F Corriente caliente: 24 Q (kW) 76.21
T o (°C) 60.44 160 ΔT ML (°C) 49.09
T f (°C) 60.66 80 U (J/s*°C*m 2 ) 1850
A (m 2 ) 0.84
Corriente fría: F Corriente caliente: 11 Q (kW) 92.6
T o (°C) 60.66 120 ΔT ML (°C) 42.48
T f (°C) 60.9 90 U (J/s*°C*m 2 ) 3100
A (m 2 ) 0.7
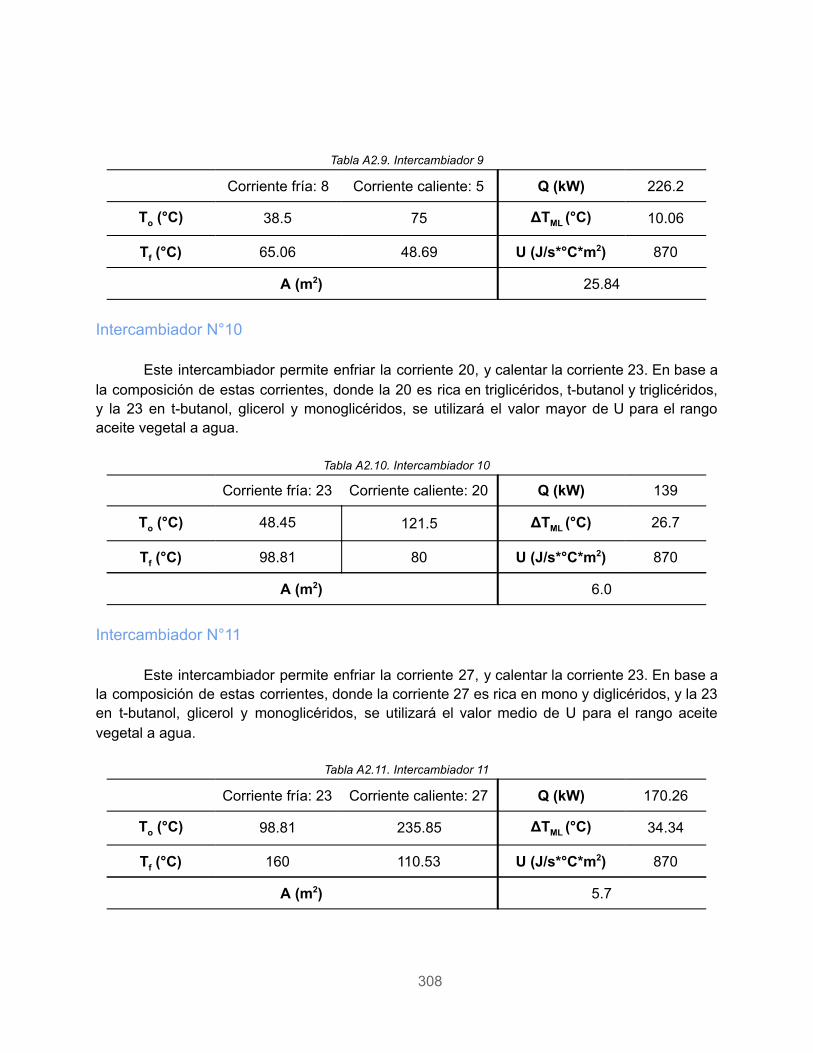
Tabla A2.9. Intercambiador 9
Intercambiador N°10
Este intercambiador permite enfriar la corriente 20, y calentar la corriente 23. En base a
la composición de estas corrientes, donde la 20 es rica en triglicéridos, t-butanol y triglicéridos, y la 23 en t-butanol, glicerol y monoglicéridos, se utilizará el valor mayor de U para el rango aceite vegetal a agua.
Tabla A2.10. Intercambiador 10
Intercambiador N°11
Este intercambiador permite enfriar la corriente 27, y calentar la corriente 23. En base a la composición de estas corrientes, donde la corriente 27 es rica en mono y diglicéridos, y la 23 en t-butanol, glicerol y monoglicéridos, se utilizará el valor medio de U para el rango aceite vegetal a agua.
Tabla A2.11. Intercambiador 11
308
Corriente fría: 8 Corriente caliente: 5 Q (kW) 226.2
T o (°C) 38.5 75 ΔT ML (°C) 10.06
T f (°C) 65.06 48.69 U (J/s*°C*m 2 ) 870
A (m 2 ) 25.84
Corriente fría: 23 Corriente caliente: 20 Q (kW) 139
T o (°C) 48.45 121.5 ΔT ML (°C) 26.7
T f (°C) 98.81 80 U (J/s*°C*m 2 ) 870
A (m 2 ) 6.0
Corriente fría: 23 Corriente caliente: 27 Q (kW) 170.26
T o (°C) 98.81 235.85 ΔT ML (°C) 34.34
T f (°C) 160 110.53 U (J/s*°C*m 2 ) 870
A (m 2 ) 5.7

Intercambiador N°12
Este intercambiador permite enfriar la corriente 27, y calentar la corriente 28. En base a la composición de estas corrientes, donde la corriente 27 es rica en mono y diglicéridos, y la 28 en glicerol, se utilizará el valor medio de U para el rango aceites livianos a aceites livianos, para intercambiadores de tubo y coraza.
Tabla A2.12. Intercambiador 12
Intercambiador N°13
Este intercambiador permite enfriar la corriente 27, y calentar la corriente F. En base a la composición de estas corrientes, donde la corriente 27 es rica en mono y diglicéridos, y la F en agua, se utilizará el valor menor de U para el rango aceite vegetal a agua.
Tabla A2.13. Intercambiador 13
Intercambiador N°14
Este intercambiador permite enfriar la corriente del condensador 1, y calentar la corriente 8. En base a la composición de estas corrientes, donde la corriente del condensador 1 es rica en glicerol, y la 8 en agua y ácidos grasos, se utilizará el valor menor de U para el rango solvente orgánico a agua.
Tabla A2.14. Intercambiador 14
309
Corriente fría: 28 Corriente caliente: 27 Q (kW) 59.58
T o (°C) 66.2 235.8 ΔT ML (°C) 143.2
T f (°C) 160 279.7 U (J/s*°C*m 2 ) 260
A (m 2 ) 1.6
Corriente fría: F Corriente caliente: 27 Q (kW) 24.18
T o (°C) 60.9 279.7 ΔT ML (°C) 227.5
T f (°C) 61 297.5 U (J/s*°C*m 2 ) 870
A (m 2 ) 0.13
Corriente fría: 8 Corriente caliente: Cond 1
Q (kW) 143.9
T o (°C) 65.08 100
ΔT ML (°C) 25.57
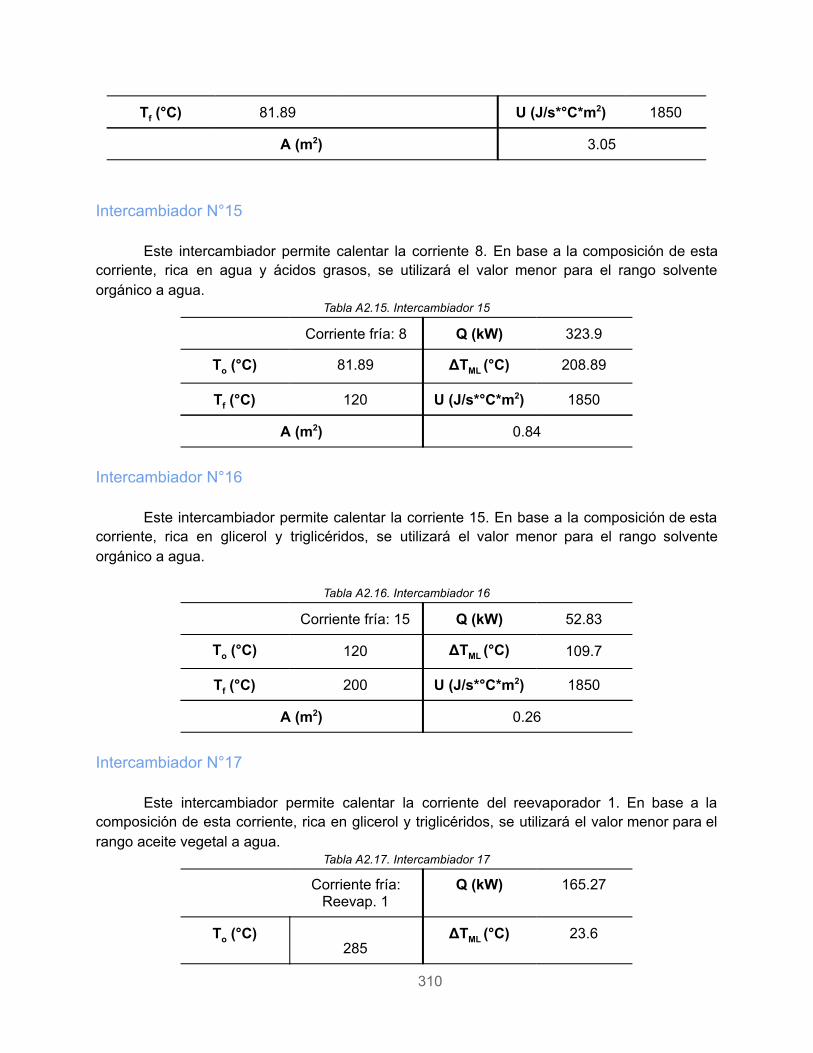
Intercambiador N°15
Este intercambiador permite calentar la corriente 8. En base a la composición de esta corriente, rica en agua y ácidos grasos, se utilizará el valor menor para el rango solvente orgánico a agua.
Tabla A2.15. Intercambiador 15
Intercambiador N°16
Este intercambiador permite calentar la corriente 15. En base a la composición de esta
corriente, rica en glicerol y triglicéridos, se utilizará el valor menor para el rango solvente orgánico a agua.
Tabla A2.16. Intercambiador 16
Intercambiador N°17
Este intercambiador permite calentar la corriente del reevaporador 1. En base a la
composición de esta corriente, rica en glicerol y triglicéridos, se utilizará el valor menor para el rango aceite vegetal a agua.
Tabla A2.17. Intercambiador 17
310
T f (°C) 81.89 U (J/s*°C*m 2 ) 1850
A (m 2 ) 3.05
Corriente fría: 8 Q (kW) 323.9
T o (°C) 81.89 ΔT ML (°C) 208.89
T f (°C) 120 U (J/s*°C*m 2 ) 1850
A (m 2 ) 0.84
Corriente fría: 15 Q (kW) 52.83
T o (°C) 120 ΔT ML (°C) 109.7
T f (°C) 200 U (J/s*°C*m 2 ) 1850
A (m 2 ) 0.26
Corriente fría: Reevap. 1
Q (kW) 165.27
T o (°C) 285
ΔT ML (°C) 23.6

Intercambiador N°18
Este intercambiador permite calentar la corriente del reevaporador 2. En base a la
composición de esta corriente, rica en mono y diglicéridos, se utilizará el valor medio para el rango solvente orgánico a aceite vegetal, para intercambiadores de tubo y coraza.
Tabla A2.18. Intercambiador 18
Intercambiador N°19
Este intercambiador permite enfriar la corriente del Condensador 2. En base a la composición de esta corriente, rica en glicerol, se utilizará el valor menor para solventes orgánicos en vacío a agua; para intercambiadores de tubo y coraza.
Tabla A2.19. Intercambiador 19
311
T f (°C) U (J/s*°C*m 2 ) 870
A (m 2 ) 8.05
Corriente fría: Reevap 2.
Q (kW) 760.55
T o (°C) 297.5
ΔT ML (°C) 9.1
T f (°C) U (J/s*°C*m 2 ) 260
A (m 2 ) 321.5
Corriente fría: Cond. 2
Q (kW) 585.5
T o (°C) 66
ΔT ML (°C) 36.44
T f (°C) U (J/s*°C*m 2 ) 475
A (m 2 ) 33.82
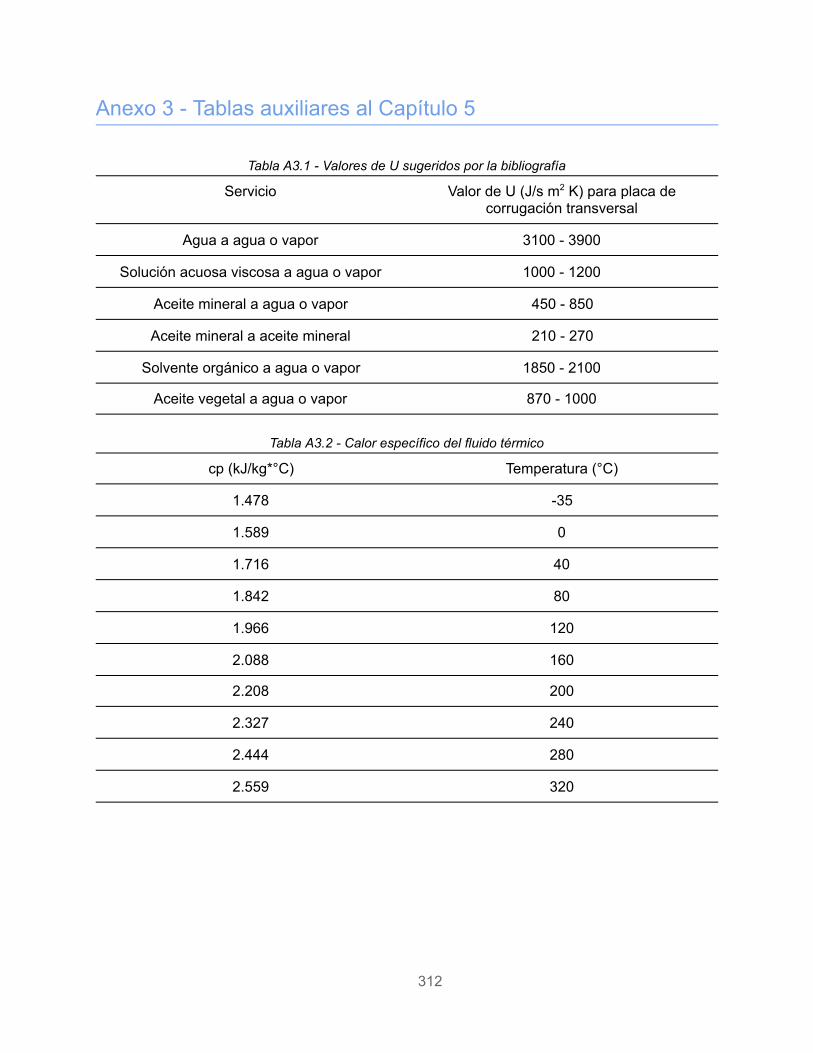
Anexo 3 - Tablas auxiliares al Capítulo 5
Tabla A3.1 - Valores de U sugeridos por la bibliografía
Tabla A3.2 - Calor específico del fluido térmico
312
Servicio Valor de U (J/s m 2 K) para placa de corrugación transversal
Agua a agua o vapor 3100 - 3900
Solución acuosa viscosa a agua o vapor 1000 - 1200
Aceite mineral a agua o vapor 450 - 850
Aceite mineral a aceite mineral 210 - 270
Solvente orgánico a agua o vapor 1850 - 2100
Aceite vegetal a agua o vapor 870 - 1000
cp (kJ/kg*°C) Temperatura (°C)
1.478 -35
1.589 0
1.716 40
1.842 80
1.966 120
2.088 160
2.208 200
2.327 240
2.444 280
2.559 320
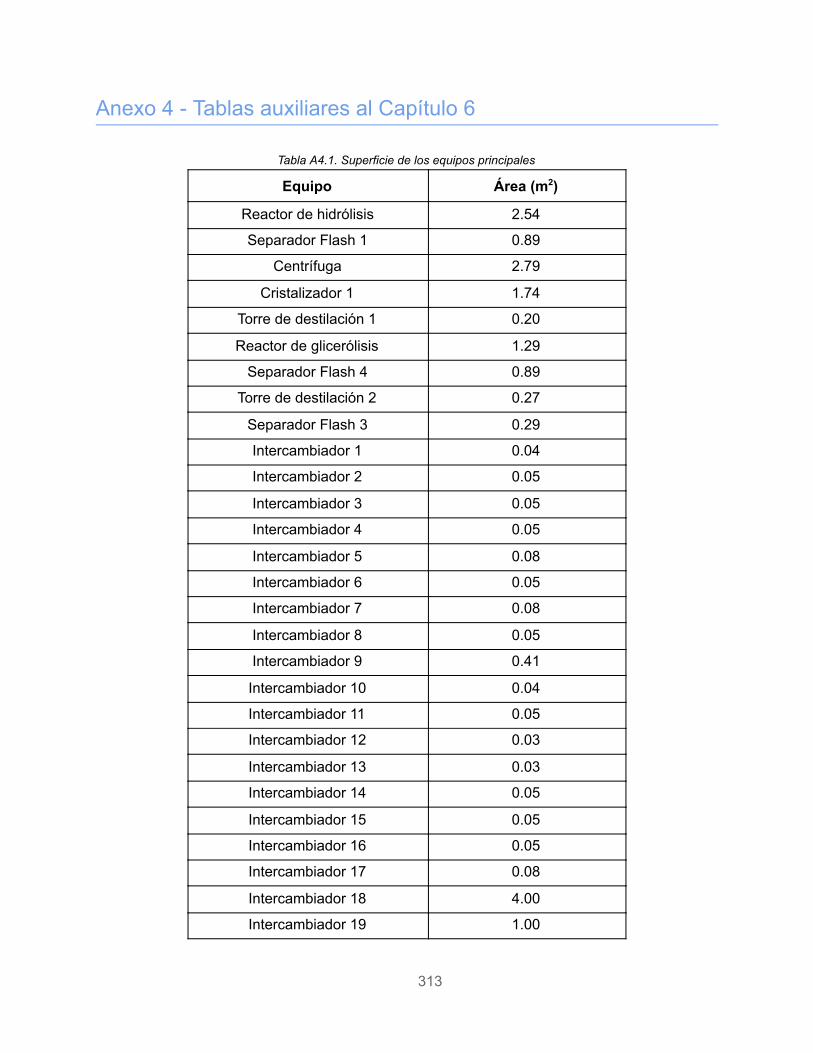
Anexo 4 - Tablas auxiliares al Capítulo 6
Tabla A4.1. Superficie de los equipos principales
313
Equipo Área (m 2 )
Reactor de hidrólisis 2.54
Separador Flash 1 0.89
Centrífuga 2.79
Cristalizador 1 1.74
Torre de destilación 1 0.20
Reactor de glicerólisis 1.29
Separador Flash 4 0.89
Torre de destilación 2 0.27
Separador Flash 3 0.29
Intercambiador 1 0.04
Intercambiador 2 0.05
Intercambiador 3 0.05
Intercambiador 4 0.05
Intercambiador 5 0.08
Intercambiador 6 0.05
Intercambiador 7 0.08
Intercambiador 8 0.05
Intercambiador 9 0.41
Intercambiador 10 0.04
Intercambiador 11 0.05
Intercambiador 12 0.03
Intercambiador 13 0.03
Intercambiador 14 0.05
Intercambiador 15 0.05
Intercambiador 16 0.05
Intercambiador 17 0.08
Intercambiador 18 4.00
Intercambiador 19 1.00
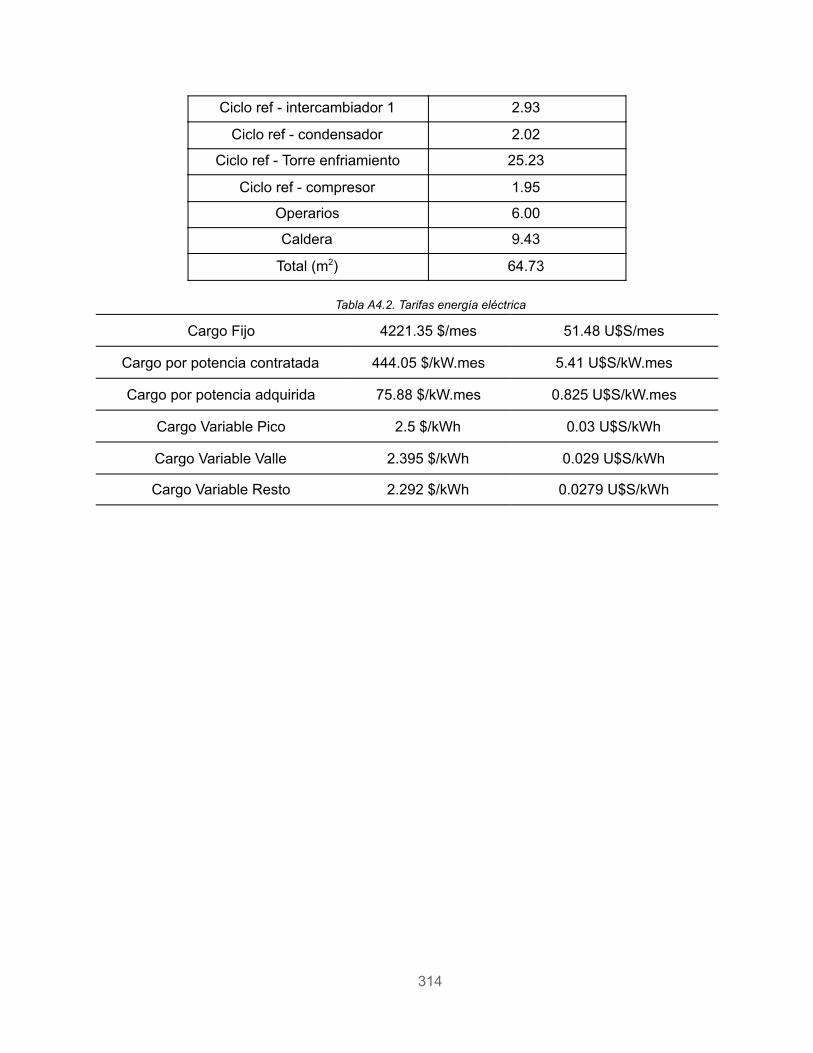
Tabla A4.2. Tarifas energía eléctrica
314
Ciclo ref - intercambiador 1 2.93
Ciclo ref - condensador 2.02
Ciclo ref - Torre enfriamiento 25.23
Ciclo ref - compresor 1.95
Operarios 6.00
Caldera 9.43
Total (m 2 ) 64.73
Cargo Fijo 4221.35 $/mes 51.48 U$S/mes
Cargo por potencia contratada 444.05 $/kW.mes 5.41 U$S/kW.mes
Cargo por potencia adquirida 75.88 $/kW.mes 0.825 U$S/kW.mes
Cargo Variable Pico 2.5 $/kWh 0.03 U$S/kWh
Cargo Variable Valle 2.395 $/kWh 0.029 U$S/kWh
Cargo Variable Resto 2.292 $/kWh 0.0279 U$S/kWh
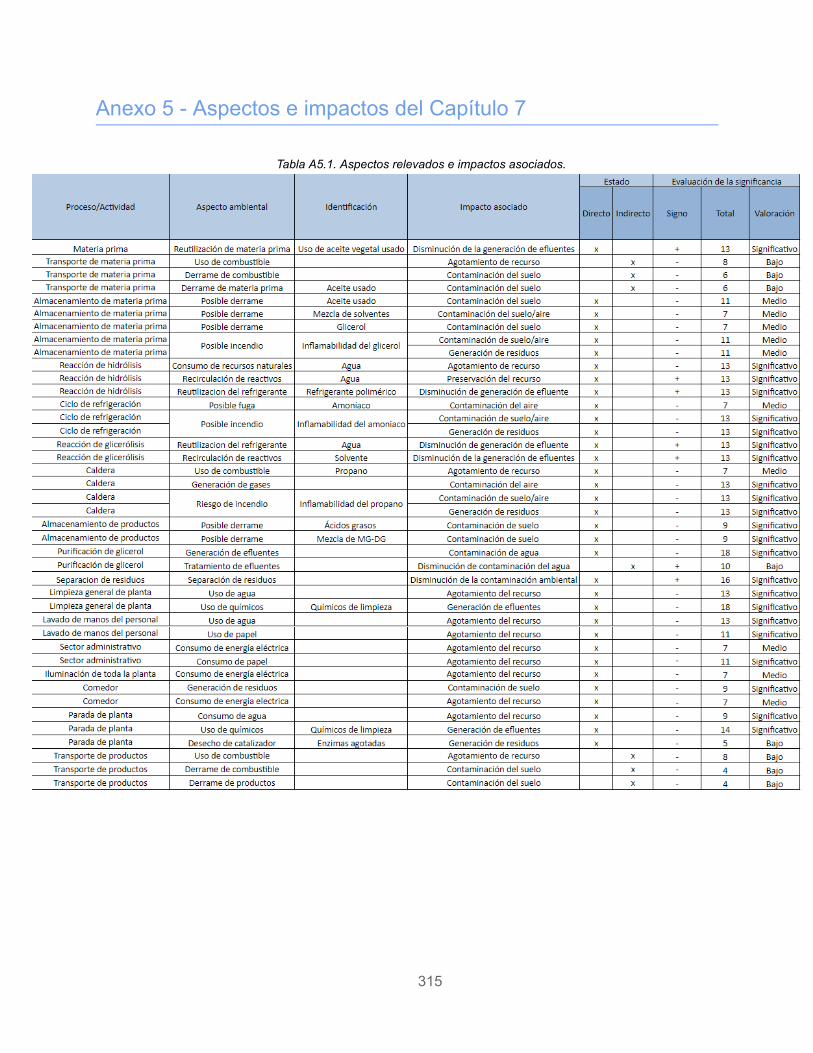
Anexo 5 - Aspectos e impactos del Capítulo 7
Tabla A5.1. Aspectos relevados e impactos asociados.
315


















