
Ingenieria de Manufactura
60
UNIVERSIDAD NACIONAL DE TRUJILLO - Escuela de Profesional de Ingeniería Mecánica- INGENIERIA DE MANUFACTURA DOCENTE: Dr. Víctor Manuel Alcántara Alza
-
Upload
apolonio50 -
Category
Documents
-
view
35 -
download
1
Transcript of Ingenieria de Manufactura

UNIVERSIDAD NACIONAL DE TRUJILLO
- Escuela de Profesional de Ingeniería Mecánica-
INGENIERIA DE MANUFACTURA
DOCENTE:Dr. Víctor Manuel Alcántara Alza

INGENIERIA DE MANUFACTURA
DOCENTE:Dr. Víctor Manuel Alcántara Alza
INTEGRANTES:
Azañedo Obando, Jholvi
Carbonel Salinas, Roy
Cruz Cruzado, Eduardo
Siccha Cabrera, Juan
Valverde Utrilla, Felipe

INTRODUCCION
Ingeniería de Manufactura
Su función principal es preparar la transición del producto desde las especificaciones de diseño hasta la manufactura de un producto físico. Su propósito general es optimizar la manufactura dentro de la empresa determinada
Incluye muchas actividades y responsabilidades que dependen del tipo de operaciones de producción que realiza la organización particular.
Planeación de los procesosSolución de problemas y mejoramiento continúo.Diseño para capacidad de manufactura.

Introducción
Los principales actividades de la ingeniería de manufactura son:
Planeación de procesos.Solución de problemas y mejoramiento continuo.Diseño para capacidad de manufactura.
Debe ejecutarse en cualquier organización industrial relacionada con la producción.
los profesionales que intervienen son los ingenieros mecánicos e industriales.

Planeación de procesos
Implica determinar los procesos de manufactura más adecuados y el orden en el cual deben realizarse para producir una pieza o producto determinados, que se especifican en la Ingeniería de diseño (Especificaciones de diseño).
Planeación tradicional de procesos
Procesos y secuenciasSelección del equipoHerramientas, dados, moldes, soportes y calibradoresMétodos
Estándares de trabajoEstimación de los costos de producciónManejo de materialesDistribución de la planta y diseño de instalaciones

Planeación de Procesos
PLANEACIÓN DE PROCESOS PARA PIEZASLos procesos necesarios para manufacturar una pieza específica se determinan en gran parte por el material con que se fabrica la pieza

Planeación de Procesos
… Algunas de las secuencias de procesamiento típicas para una variedad de materiales y procesos básicos
Tabla II.1 Algunas secuencias de procesamiento típicasProceso básico Procesos
secundariosProceso de mejoramientode las propiedades
Operaciones de acabado
Fundición en arena Maquinado (ninguno) Pintado
Fundido en troquel (ninguno, forma neta) (ninguno) Pintado
Fundición de vidrio Presión, moldeado soplado
(ninguno) (ninguna)
Moldeado por inyección (ninguno, forma neta) (ninguno) (ninguna)
Laminado de barra Maquinado Tratamiento térmico (opcional)
Electro chapeado
Laminado de hoja metálica
Suajado,doblado,grabado
(ninguno) Electro chapeado
Forjado Maquinado (casi la forma neta)
(ninguno) Pintado
Extrusión de aluminio Corte a longitud (ninguno) Anodizado
Atomización de polvos metálicos
Presión de la pieza PM Sinterizado Pintado

Planeación de Procesos
Pautas y consideraciones para decidir los procesos y su secuencia en la planeación.
Requerimientos de diseño
Requerimientos de calidad
Volumen y velocidad de producción
Procesos disponibles
Utilización de material
Limitaciones o restricciones de precedencia
Superficies de referencia
Reducir las disposiciones
Eliminar pasos innecesarios
Flexibilidad
Seguridad
Costo mínimo
A partir de la información obtenida del análisis de forma y tecnología se establecen el o los métodos de fabricación que resulten más sencillos y económicos para la pieza como producto final.
El primer paso es hacer una lista de las distintas fases que se necesitan para fabricar la pieza. Cada fase, a su vez, puede estar formada por varias operaciones.
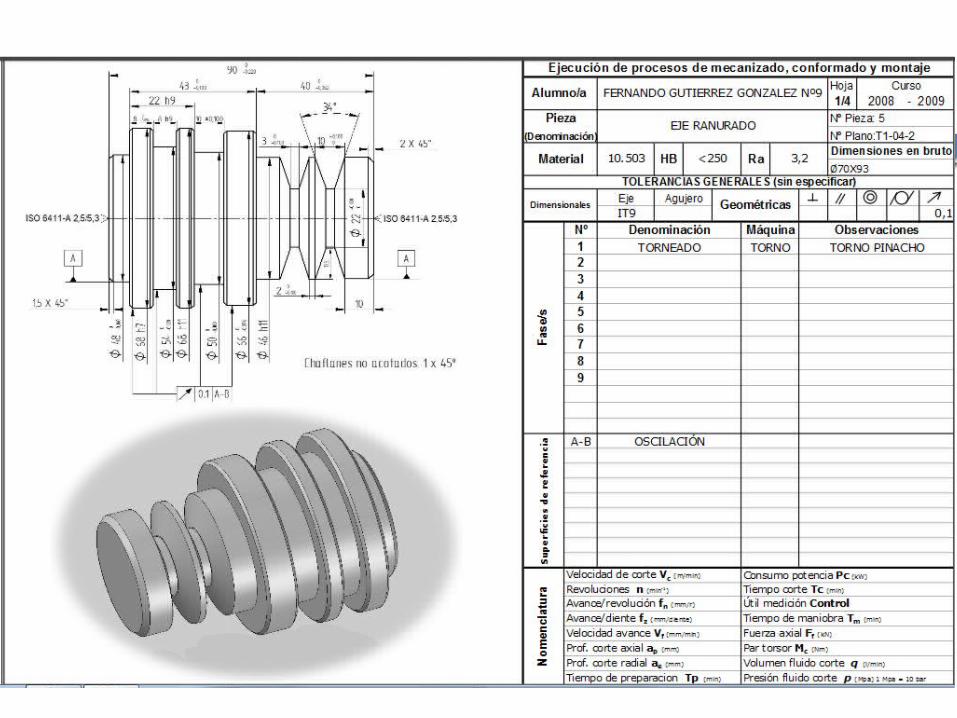
LA HOJA DE RUTA

para cada operación debe enlistarse lo siguiente:
a) Identificación de la pieza. b) Croquis de la pieza. c) Orden a seguir para efectuar las distintas
operaciones que componen el proceso. d) Máquina-herramienta, herramientas y útiles
empleados. e) Factores de corte (velocidad de corte, número
de revoluciones por minuto de la pieza o herramienta, avance, profundidad de pasada, longitud de maquinado, tiempo de la rutina de maquinado, etc.).
f) Tiempos de mecanizado.
LA HOJA DE RUTA




Dado que una compañía adquiere algunos de sus materiales iniciales es razonable preguntarse si la compañía debe adquirir las partes que podrían hacerse en su propia fabrica. La respuesta es la decisión de hacer o comprar.
Decisión de Hacer o Comprar

Planeación de Procesos
El costoEs el factor más importante para decidir si una parte debe hacerse o adquirirse
EjemploSuponga que el precio cotizado para cierto componente por un vendedor es 8 dólares por unidad, para mil unidades. La misma parte hecha en la fábrica costaría 9 dólares. El desglose de costos en la alternativa de hacer es el siguiente:
Costo de material unitaria = 2.25 dólaresMano de obra directa = 2.00Gastos indirectos de la mano de obra al 150% = 3.00Costo fijo del equipo = 1.75 --------------------------------Total = 9.00
Decisión de Hacer o Comprar

Planeación de Procesos
¿Deben comprarse los componentes o hacerse en forma interna?
Aunque la cotización del vendedor parece favorecer la decisión de comprar, consideremos el efecto posible en la fábrica si decidimos aceptar la cotización. El costo fijo del equipo es un costo asignado, basado en una inversión que ya se ha hecho. Si el equipo se mantiene ocioso por la decisión de comprar la parte, podría argumentarse que el costo fijo de 1.75 dólares continúa incluso si no se usa el equipo.Los gastos indirectos de 3.00 dólares consiste en el espacio de piso de la fábrica, la mano de obra indirecta y otros costos también continuará, incluso si se compra la parte.
Siguiendo este razonamiento, la decisión de adquirir podría costarle a la compañía 8.00 + 1.75 + 3.00 = 12.75 dólares por unidad si se produce un tiempo de inactividad en la fábrica con la máquina que se hubiera usado para hacer la parte.

OTROS FACTORES QUE PARTICIPAN EN LA DECISIÓN DE SE MUESTRAN EN LA TABLA SIGUIENTE.
Factor Explicación y efecto sobre la decisión de hacer/comprar
Procesos internos disponiblesSi un determinado proceso no está disponible de manera interna, la decisión obvia es comprar. Con frecuencia los vendedores desarrollan eficiencia en un conjunto limitado de procesos que los vuelve competitivos en relación costos externos-internos. Hay excepciones para estas pautas , en las cuales una compañía decide que, para su supervivencia a largo plazo debe desarrollar eficiencia en una tecnología de procesos de manufactura que no posee actualmente.
Cantidad de producciónLa cantidad requerida de unidades. Los volúmenes altos tienden a favorecer la decisión de hacer. Las cantidades bajas tienden a favorecer la decisión de comprar.
Vida del productoUna vida de producto larga favorece la producción interna.
Artículos estándarLos artículos de catálogo estándar, tales como pernos, tornillos, tuercas y muchos otros tipos de componentes los producen económicamente proveedores que se especializan en ellos. Casi siempre es mejor adquirirlos.
Confiabilidad del proveedor Se hacen negocios con el proveedor confiable
Fuente alternativa
En algunos casos, las fábricas compran partes a vendedores como una fuente alternativa para sus propias plantas de producción. Éste es un intento de asegurar una provisión ininterrumpida de partes o para equilibrar la producción en periodos de demanda fuerte.
LOGO
Planeación de Procesos asistida por computadora
Dr. Víctor Manuel Alcántara Alza
DISEÑO DE SISTEMAS DE PRODUCCION

… Es una metodología de diseño de productos
en los que se incluye la participación activa de un computador
Planeación de Procesos asistida por computadora

…
A través de este sistema es posible crear un producto con casi todas las características posibles que a éste se le quiera dar, entre las que se encuentra la distribución, el tamaño y la forma de cada una de sus partes, los que son guardados en la memoria del computador como dibujos bi y tridimensionales.
Planeación de Procesos asistida por computadora

www.themegallery.com
Contents
¿Como inicio?1
Enfoque alternativo2
Sistema CAPP de recuperación
2.1
Sistemas CAPP generadores2.2
Planeación de Procesos asistida por computadora
1. ¿Cómo inicio?
Durante las últimas décadas, ha surgido considerable interés en la planeación de procesos asistida por computadora
Las personas con conocimientos especializados en los procesos de manufactura gradualmente desaparecen.
Planeación de Procesos asistida por computadora

2. Enfoque alternativo
Los sistemas de planeación de procesos asistidos por computadora(CAPP) están diseñados con base en uno de los dos enfoques
Sistemas CAPP de recuperación. Sistemas CAPP generadores.
CAPP: computer-aided process planning
Planeación de Procesos asistida por computadora

2.1 Sistemas CAPP de recuperación
Se basan en la tecnología de grupos y en la clasificación y codificación de partes
En estos sistemas, se almacena en archivos de computadora un plan de procesos estándar para cada número de código de parte
Los planes estándar se basan en los direccionamientos de partes actuales que se usan en la fábrica o en un plan ideal preparado para cada familia
Planeación de Procesos asistida por computadora

Grafico en los sistemas CAPP de recuperación
Planeación de Procesos asistida por computadora

2.1 Sitemas CAPP generadores
los sistemas CAPP generadores son una alternativa para los sistemas de recuperación.
un sistema generador CREA el plan de procesos usando procedimientos sistemáticos(procedimientos lógicos y organizados) que puede aplicar un planificador humano
Planeación de Procesos asistida por computadora

2.1 Sitemas CAPP generadores
En un sistema CAPP completamente generador, la secuencia de procesos se planea sin asistencia humana y sin planes estándar predefinidos.
Es un problema en el campo de los sistemas expertos, Los sistemas expertos son programas de computadora capaces de solucionar problemas complejos que normalmente requieren una persona con años de educación y experiencia
Planeación de Procesos asistida por computadora

La planeación de procesos
Diseño de un sistema CAPPDiseño de un sistema CAPP
ingredientes
Un motor de inferencia.Descripción
Base de conocimientos

Beneficios de la planeación de procesos automatizada por computadora:
La racionalización y la estandarización del proceso.
Aumenta la productividad de los planificadores de procesos.
Se reduce el tiempo para preparar planes de procesos.
Mejora la legibilidad en comparación con las hojas de ruta preparadas en forma manual.
existe una interfase en los programas CAPP con otros programas de aplicaciones, tales como la estimación de costos, de estándares de trabajo y demás.
www.themegallery.com

3. Solución de Problemas y Mejoramiento Continuo
En la manufactura surgen problemas q requieren un apoyo más profundo del personal técnico.
En el maquinado los problemas se relacionan con la selección de las herramientas de corte.
En el moldeado plástico el problema es el exceso de rebabas, alta adhesividad a las partes es los moldes. Como se sabe estos problemas son técnicos y se requiere experiencia en ingeniería para solucionarlos.
Planeación de Procesos asistida por computadora

3.1 Mejoramiento Continuo
Reducción de costos. Mejoramiento de la calidad. Mejoramiento de la producción. Reducción del tiempo de preparación. Reducción del tiempo de ciclo.
Planeación de Procesos asistida por computadora
“Es una forma de vida, una cultura en la cual todos los que trabajan en la empresa tienen sus ojos, su mente y sus oídos bien abiertos para poder reconocer las oportunidades de mejoramiento y capitalizarlas en acciones concretas que se reflejan en mejores procesos y productos”,
Beltrán, R

3.1 Mejoramiento Continuo
Importancia del Mejoramiento Continuo.
Radica en que con su aplicación se puede contribuir a mejorar las debilidades y afianzar las fortalezas de la organización.
Se logra ser más productivos y competitivos en el mercado
Las organizaciones crezcan dentro del mercado
y hasta llegar a ser líderes.
Planeación de Procesos asistida por computadora
Beltrán, R

3.1 Mejoramiento Continuo
Planeación de Procesos asistida por computadora
1
Se concentra el esfuerzo en ámbitos organizativos y de procedimientos puntuales.
2
Consiguen mejoras en un corto plazo y resultados visibles
3Analizar los procesos, renovar y actualizar los mismos, permitiéndole a las organizaciones ser más competitivas, eficaces y eficientes.
Ventajas
4
Incrementa la productividad y dirige a la organización hacia la competitividad,
5
Consiguen mejoras en un corto plazo y resultados visibles
6
Permite eliminar procesos repetitivos.

3.1 Mejoramiento Continuo
Planeación de Procesos asistida por computadora
1Cuando el mejoramiento se concentra en un área específica de la organización, se pierde la perspectiva de la interdependencia que existe entre todos los miembros de la empresa
2
Requiere de un cambio en toda la organización, ya que para obtener el éxito es necesaria la participación de todos los integrantes de la organización y a todo nivel.
3
Hay que hacer inversiones importantes.
Desventajas

Diseño para Capacidad de Manufactura
Diseño para Manufactura y Ensamble
Consiste en un conjunto de técnicas y metodologías para la mejora del diseño, o rediseño, de un producto y tienen como objetivo principal mejorar los aspectos de fabricación, ensamble y costes
Tipo de proceso de fabricación necesario Las máquinas, las herramientas y los instrumentos de medida utilizados Requerimientos de manipu lación, transporte interior y almacenaje Elección entre fabricación propia o subcontratación Posibilidad de utilizar productos semielaborados Procedimientos de control.
Las decisiones que va tomando sobre materiales, formas, dimensiones, tolerancias, acabados superficiales, componen tes y uniones, afectan aspectos tan determinantes como:

Diseño para Capacidad de Manufactura
Diseño para Manufactura y Ensamble
INGENIERIA DE DISEÑO
El ingeniero de diseño es capaz de diseñar un producto proyectándose en las relaciones funcionales del producto de manera que forme un todo (EJM 1)
El ingeniero de diseño busca oportunidades comerciales para nuevos productos (EJM 2)


PIEZAS A DIBUJAR
VigaPuentesCanales
BiselParantesPlancha kinpinPlatinaTubos
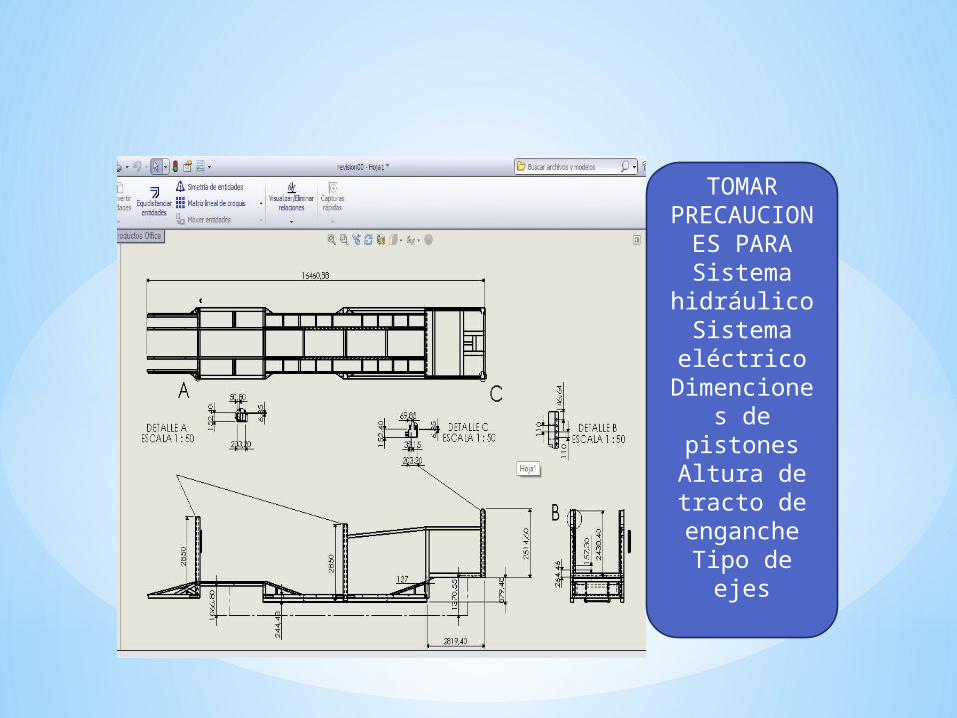
TOMAR PRECAUCIONES PARASistema
hidráulicoSistema eléctrico
Dimenciones de
pistonesAltura de tracto de enganche
Tipo de ejes


Diseño para Capacidad de Manufactura
El montaje es una etapa final y de suma importancia donde se puede observar los defectos que puede tener el producto y la fabricación de sus piezas. Es necesario realizar las siguientes operaciones.
Manipulación de piezas y componentes
- Reconocimiento de una pieza o
componente - Determinación de la zona de prensión- Realización de la
operación de prensión
- Movimientos de posicionamiento y
de orientación
Composición de piezas y de componentes
- Yuxtaposición de piezas
- Inserción (eje en un alojamiento,
corredora en una guía)
- Colocación de cables y conducciones
- Llenado de recipientes y
depósitos (engrasado, líquidos, gases)
A
B

Diseño para Capacidad de Manufactura
Unión de piezas y de
componentes
- Uniones desmontables
(roscadas, pasadores, chavetas)
- Ajuste por fuerza (calado de piezas;
unión elástica) - Uniones por deformación (remaches) - Uniones
permanentes (soldadura, encolado)
Operaciones de ajuste
- Retoque de piezas (rebabas, lima, ajuste por deformación)
- Operaciones de ajuste mecánico
(conos) - Operaciones de ajuste eléctrico (potenciómetros
, condensadores)
Operaciones de verificación
- Puesta a punto
(regulaciones,
inicialización informática) - Verificación
de la funcionalidad del producto.
C
D
E

Diseño para Capacidad de Manufactura
Defe
ctos
más
frecu
en
tes
en
el
mon
taje
Defectos que inciden en las operaciones de manipulación:
- Dificultad en el reconocimiento y referencias de piezas
- Dificultad de prensión - Dimensiones o formas de difícil manipulación - Roturas en la manipulación y en la inserción
• Defectos que inciden en las operaciones de composición:• Errores dimensionales y de forma• Elementos deformados (fundición, soldadura,
tratamientos térmicos)• Tolerancias excesivamente críticas• Falta de referencia en la yuxtaposición de
elementos• Falta de elementos de guía en las inserciones
Defectos que inciden en las operaciones de unión:
Acceso difícil a los puntos de unión Limitaciones en los movimientos para la
unión Incorrecto encaje de las piezas
(especialmente en chapas) Contaminación de superficies (soldadura,
encolado)
• Defectos que inciden en la funcionalidad y la calidad:• Funcionamiento incorrecto de enlaces
(articulaciones, guías, rótulas)• Sujeción deficiente de piezas y componentes• Defectos estéticos en las partes exteriores• Dificultad de desmontaje (disminución de la
disponibilidad)
INGENIERÍA CONCURRENTE
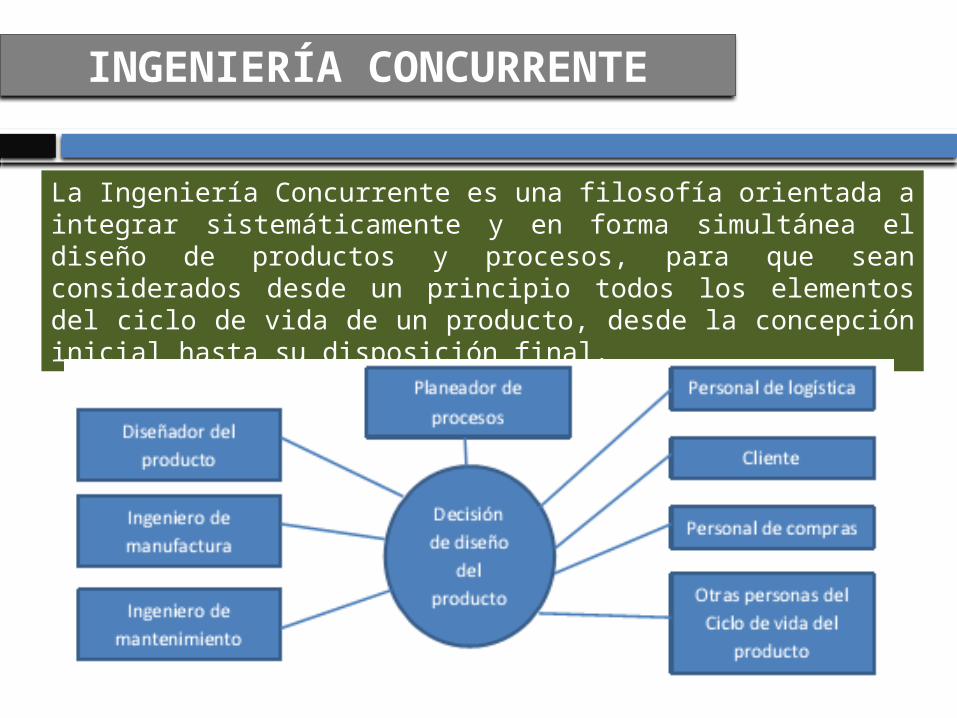
La Ingeniería Concurrente es una filosofía orientada a integrar sistemáticamente y en forma simultánea el diseño de productos y procesos, para que sean considerados desde un principio todos los elementos del ciclo de vida de un producto, desde la concepción inicial hasta su disposición final.

INGENIERÍA CONCURRENTE
1. Acortar los tiempos de desarrollo de los productos.2. Elevar la productividad.3. Aumentar la flexibilidad.4. Mejorar la utilización de los recursos.5. Aumentar la calidad.6. Aumentar flexibilidad de la organización.7. Establecer conocimiento y cultura de C.E.8. Integrar los departamentos de las empresas.9. Reducir el tiempo y costo en el Proceso de Desarrollo
de Productos.10.Asegurar el cumplimiento de los requerimientos y
expectativas del cliente.
Objetivos:

INGENIERÍA CONCURRENTE

INGENIERÍA CONCURRENTE
Diseño tradicional
Diseño concurrente

INGENIERÍA CONCURRENTE
El enfoque de diseño de productos tradicional implica diseñar el producto aislado del proceso de manufactura y con la Ingeniería Concurrente se pretende diseñar el producto y el proceso al mismo tiempo.
Enfoque Actual vs. C.E.

Enfoque Actual

Enfoque Actual vs. C.E.

INGENIERÍA CONCURRENTE
1. Diseño para manufactura y ensamble:
Tiene el mayor impacto en los costos de producción y en el tiempo de desarrollo de productos .
2. Diseño para calidad:
Es importante para la competencia internacional y el éxito de los productos.
Ingredientes.

INGENIERÍA CONCURRENTE
3. Diseño para costos:
El costo afecta el precio que se cobra por el producto y el beneficio que se obtiene de él. Es importante identificar el impacto de las decisiones de diseño sobre los costos generales de los productos y por controlar estos costos mediante un diseño óptimo.
4. Diseño por ciclo de vida:
Hace referencia al producto después de su fabricación.El producto puede implicar un costo significativo para el cliente, más allá del precio de compra (mantenimiento, reparación, instalación, actualizaciones futuras, seguridad durante la operación y la disposición del producto al final de su vida útil).
Ingredientes.
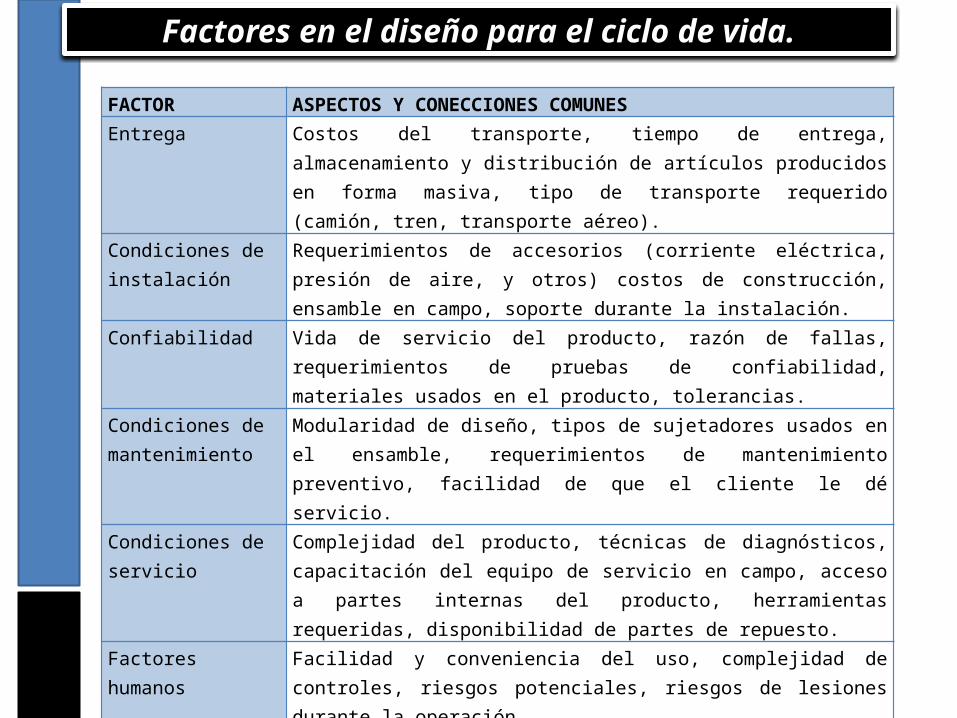
FACTOR ASPECTOS Y CONECCIONES COMUNESEntrega Costos del transporte, tiempo de entrega, almacenamiento y
distribución de artículos producidos en forma masiva, tipo de transporte requerido (camión, tren, transporte aéreo).
Condiciones de instalación
Requerimientos de accesorios (corriente eléctrica, presión de aire, y otros) costos de construcción, ensamble en campo, soporte durante la instalación.
Confiabilidad Vida de servicio del producto, razón de fallas, requerimientos de pruebas de confiabilidad, materiales usados en el producto, tolerancias.
Condiciones de mantenimiento
Modularidad de diseño, tipos de sujetadores usados en el ensamble, requerimientos de mantenimiento preventivo, facilidad de que el cliente le dé servicio.
Condiciones de servicio
Complejidad del producto, técnicas de diagnósticos, capacitación del equipo de servicio en campo, acceso a partes internas del producto, herramientas requeridas, disponibilidad de partes de repuesto.
Factores humanos
Facilidad y conveniencia del uso, complejidad de controles, riesgos potenciales, riesgos de lesiones durante la operación.
Condiciones de actualización
Compatibilidad del diseño actual con módulos y software futuros, costo de actualizaciones.
Condiciones de disposición
Materiales usados en el producto, reciclaje de los componentes, riesgos por disposición.
Factores en el diseño para el ciclo de vida.

Ventajas y Desventajas
Ventajas: •Velocidad: Ejecución mas rápida del proyecto, tiempo
de implementación rápido.
•Costo: Costo del proyecto bajo.
•Respuesta al mercado: Rapido para adaptarse a cambios en el mercado.
•Predictivo: Mayor eficiencia en los planes, programacion y presupuesto.
•Calidad: Gran Calidad en el producto final a traves de la efectiva transferencia tecnologica.

Ventajas y Desventajas
Ventajas: ( continuación )
•Complejidad: Habilidad para ejecutar niveles elevados de complejidad de proyectos.
•Innovación: Alto nivel de innovación en el producto y en el proceso.
•Satisfacción al cliente: Puede incrementar el enfoque al uso.
•Riesgo: Muy poco riesgo de implementación.

Ventajas y Desventajas
Desventajas
• El aspecto interpersonal de los equipos en ingeniería concurrente, están cargados de un conflicto potencial. Los ingenieros no pueden ser ingenieros si ellos fallan al buscar soluciones tecnológicas, por lo que los equipos gastan demasiado tiempo en las juntas cara a cara (Filopczak Ag. 1996)

INGENIERÍA CONCURRENTE
La ingeniería concurrente requiere mas de filosofía que de tecnología. Su implementación es muy simple, la dificultad no es el aprender cómo hacer las cosas en Ingeniería Concurrente si no el poder olvidar los viejos hábitos ( Nervis 1989).

INGENIERÍA CONCURRENTE
La Ingenieria Concurrente es un nuevo concepto que esta revolucionando el campo del diseño y la manufactura de productos, y su aplicaciones en las empresas industriales seguramente traera cuantiosos beneficios. Hay quienes aseguran que quien no adopte esta filosofia poco a poco ira perdiento particiacion en el mercado, correindo el riesgo de desapareceer.
Conclusiones

LOGO Universidad Nacional de Trujllo
Dr. Víctor Manuel Alcántara Alza
DISEÑO DE SISTEMAS DE PRODUCCION
Facultad de IngenieríaEscuela profesional de Ingenieria Mecánica


















