Instalación de Geomembranas
5
Instalación de Geomembranas – Aplicaciones Especiales PROCEDIMIENTO CONSTRUCTIVO Previamente al inicio de los trabajos de instalación, el personal de Geosintéticos e Instalaciones SAC. inspeccionará visualmente las rasantes para determinar si se encuentran aptas para el revestimiento. El terreno deberá ser compactado y nivelado (90% del Proctor Modificado) de modo que no ocurran asentamientos diferenciales ni perforaciones en la lámina. Se removerán los clastos y escombros, cuidando que las gravas o trozos de arena no excedan los 3/8 pulgada de diámetro, no permitiéndose la presencia de gravas en las primeras 6 pulgadas de espesor del terreno a impermeabilizar. Se procederá al tendido de la geomembrana y a cada panel se le asigna un número de identificación y de referencia en el dibujo del plano de construcción, más el número de identificación del rollo del fabricante y la fecha en que se dispuso. Esta información deberá ser llenada en formatos entregados por la empresa instaladora al Ingeniero contratista encargado del control de calidad, a fin que lleve un registro del avance efectuado.
-
Upload
omar-chavez -
Category
Documents
-
view
13 -
download
1
Transcript of Instalación de Geomembranas

Instalación de Geomembranas – Aplicaciones Especiales PROCEDIMIENTO CONSTRUCTIVO
Previamente al inicio de los trabajos de instalación, el personal de Geosintéticos e Instalaciones SAC. inspeccionará visualmente las rasantes para determinar si se encuentran aptas para el revestimiento.
El terreno deberá ser compactado y nivelado (90% del Proctor Modificado) de modo que no ocurran asentamientos diferenciales ni perforaciones en la lámina. Se removerán los clastos y escombros, cuidando que las gravas o trozos de arena no excedan los 3/8 pulgada de diámetro, no permitiéndose la presencia de gravas en las primeras 6 pulgadas de espesor del terreno a impermeabilizar.
Se procederá al tendido de la geomembrana y a cada panel se le asigna un número de identificación y de referencia en el dibujo del plano de construcción, más el número de identificación del rollo del fabricante y la fecha en que se dispuso. Esta información deberá ser llenada en formatos entregados por la empresa instaladora al Ingeniero contratista encargado del control de calidad, a fin que lleve un registro del avance efectuado.
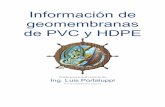
Los paños tendidos son asegurados utilizando bolsas de arena y/o cualquier otro material de la zona a fin de evitar el levantamiento por acción del viento, los que permanecerán sobre partes expuestas a la acción del viento durante el tiempo necesario para su correcta fijación y anclaje. Se requieren por lo menos mantener una bolsa cada dos metros
Las uniones mediante traslapes se realizarán una vez que los paños se encuentren plenamente ubicados, La disposición del traslape determina la dirección de movimiento de las máquinas soldadoras de cuña caliente al momento de la soldadura por fusión

Para el cumplimiento de las especificaciones técnicas estos traslapes no deberán presentar una longitud inferior a 10mm. de modo que los excedentes a ambos costados de la línea tengan el tamaño suficiente para ser asidos con la tenaza del tensiómetro durante los ensayos destructivos. y adicionalmente favorecer a que la fusión sea ejecutada completamente en el traslape.
INSTALACION DE GEOMEMBRANA
La zanja de anclaje es realizada para pozas de almacenamiento, reservorios, etc y deberá ser excavada en forma paralela a todo el perímetro del terreno que se impermeabilizó (sección de zanja de 0.30m x 0.50 m).
Métodos de Soldadura
Los métodos de soldadura utilizados son: Soldadura por Cuña Caliente (Hot Wedge Welding), Soldadura por Extrusión (Extrusión Welding).
1. Soldadura por cuña Caliente

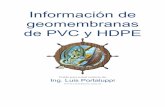
El procedimiento es llevado a cabo mediante una máquina autopropulsada por medio de energía eléctrica que permite combinar calor, presión y velocidad. A medida que avanza la soldadora propulsada por los rodillos éstos presionan la parte fusionada por la cuña logrando dos líneas de soldadura paralelas separadas por un área libre que constituye el denominado “canal de aire”, que permitirá realizar pruebas de Control de Calidad o CQC (Construction Quality Control). El traslape entre las láminas a unir deberá ser no menor de 75mm.
2. Soldadura Wedge Leister (Suiza) Comet
Este tipo de soldadura es utilizado exclusivamente en láminas de polietileno y es de menor rendimiento en ejecución y control de calidad que el de cuña caliente (aproximadamente 30 cm/min), y se caracteriza por su aplicación a uniones especiales donde no es posible el uso de la cuña, tal es el caso de los parches, detalles y uniones especiales como suelen ser las botas, es decir la fijación de geomenbrana alrededor de tuberías. Esta soldadura consiste en la unión por termofusión con aporte del material a las partes a unir. Este sistema de soldado es efectuado por un cordón de soldadura de polietileno (Rod HDPE), que es introducido a la cámara de fusión de la extrusora donde será fundido y al aplicarse sobre la geomenbrana deberá lograr una fusión óptima con la misma. El cordón o varilla de HPDE usada tiene un espesor de 4 ó 5 mm de diámetro y debe mantener la calidad de la geomenbrana para conseguir una óptima soldadura.
Cabe recalcar que para lograr una soldadura eficiente se debe conjugar trabajos previos:
Pre lijado de los paños a unir con un soplete de aire caliente. Lijado de la zona utilizando lijas circulares para lograr minimizar la diferencia de relieve existente entre los paños en el punto a unir.
Las dos láminas de geomenbranas que se ensamblarán se deben colocar creando un traslape de por lo menos 3 pulgadas.
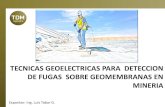
El espesor del cordón de soldadura fusionado y aplicado sobre la unión debe ser aprox. dos veces el espesor de la lámina superior de geomenbrana, medido desde la superficie de contacto de la lámina inferior a la cara superior de la lámina superior como se observa en la figura. Si existe un

exceso de soldadura sobre la superficie, será considerado aceptable si el exceso es igual en ambos lados, según lo lustrado, y permita realizar adecuadamente la prueba de vacío.