INSTITUTO POLITÉCNICO NACIONAL · 3.7 Los siete pecados capitales 36 3.8 Ciclo Deming 36 3.8.1...
166
INSTITUTO POLITÉCNICO NACIONAL UNIDAD PROFESIONAL INTERDISCIPLINARIA DE INGENIERÍA Y CIENCIAS SOCIALES Y ADMINISTRATIVAS “PROPUESTA DE REDUCCIÓN DE DEFECTOS EN LA PRODUCCIÓN DE RESPALDOS EN UNA EMPRESA DE ACEROS BAJO EL CICLO DEMING” T E S I N A Q U E P A R A O B T E N E R EL T Í T U L O D E: I N G E N I E R O I N D U S T R I A L P R E S E N T A N: A D R I A N A C R U Z H E R N Á N D E Z FRANCISCO LIBRADO FUENTES MARTÍNEZ K A R L O S R I V E R A C A R B A L L O M I G U E L V A R G A S P O N C E Q U E P A R A O B T E N E R EL T Í T U L O D E: LICENCIADO EN ADMINISTRACIÓN INDUSTRIAL P R E S E N T A: J U A N A N T O N I O I V Á N F L O R E S C O R T É S MÉXICO, D.F. 2009
Transcript of INSTITUTO POLITÉCNICO NACIONAL · 3.7 Los siete pecados capitales 36 3.8 Ciclo Deming 36 3.8.1...
-
INSTITUTO POLITÉCNICO NACIONAL UNIDAD PROFESIONAL INTERDISCIPLINARIA DE INGENIERÍA
Y CIENCIAS SOCIALES Y ADMINISTRATIVAS
“PROPUESTA DE REDUCCIÓN DE
DEFECTOS EN LA PRODUCCIÓN DE
RESPALDOS EN UNA EMPRESA DE
ACEROS BAJO EL CICLO DEMING”
T E S I N A
Q U E P A R A O B T E N E R EL T Í T U L O D E:
I N G E N I E R O I N D U S T R I A L
P R E S E N T A N:
A D R I A N A C R U Z H E R N Á N D E Z
FRANCISCO LIBRADO FUENTES MARTÍNEZ
K A R L O S R I V E R A C A R B A L L O
M I G U E L V A R G A S P O N C E
Q U E P A R A O B T E N E R EL T Í T U L O D E:
LICENCIADO EN ADMINISTRACIÓN INDUSTRIAL
P R E S E N T A:
J U A N A N T O N I O I V Á N F L O R E S C O R T É S
MÉXICO, D.F. 2009
-
ÍNDICE PÁG. RESUMEN
INTRODUCCIÓN
i
iii
CAPÍTULO I. INFORMACIÓN GENERAL DE LA EMPRESA 1
1.1 Antecedentes de la empresa 1
1.2 Estructura organizacional 2
1.3 Política de calidad 5
1.4 Misión 5
1.5 Visión 5
1.6 Sector 6
1.7 Línea de productos 6
1.8 Principales proveedores 6
1.9 Clientes 6
1.10 Principales productos 6
1.11 Objetivos de la calidad 7
1.12 Funciones del área de producción y operaciones 7
1.13 Recursos humanos y técnicos 8
CAPÍTULO II. MARCO METODOLÓGICO
10
2.1 Planteamiento del problema 10
2.2 Objetivo general 10
2.2.1 Objetivos específicos 10
2.3 Técnicas e instrumentos de medición 10
2.4 Universo y/o muestra 12
2.5 Justificación de estudio 12
2.6 Hipótesis 13
CAPÍTULO III. MARCO TEÓRICO
14
3.1 Concepto de calidad 14
3.2 Principios de calidad 15
3.3 Calidad en los sistemas de producción 16
3.3.1 Tres niveles de calidad 17
3.4 Calidad en los sistemas de manufactura 18
3.4.1 Calidad en la manufactura 19
3.4.1.1 Sistemas de manufactura 19
-
ÍNDICE
3.5 Las siete herramientas
PÁG.
22
3.5.1 Hoja de verificación 23
3.5.2 Lluvia de ideas 25
3.5.3 Diagrama de causa-efecto o de Ishikawa 25
3.5.4 Diagrama de Pareto 27
3.5.5 Histograma 29
3.5.6 Diagrama de dispersión 31
3.5.7 Gráficas de control 32
3.6 Los catorce puntos de Deming 34
3.7 Los siete pecados capitales 36
3.8 Ciclo Deming 36
3.8.1 Planear 37
3.8.2 Hacer 37
3.8.3 Verificar 38
3.8.4 Actual 38
CAPÍTULO IV. ENFOQUE DE PROCESOS
39
4.1 Análisis de procesos 39
4.1.1 Identificación y análisis de congruencia del proceso 39
4.1.2 Análisis del proceso y control interno 41
4.2 Diagrama de interrelación de procesos 41
4.2.1 Matrices de entradas y salidas 42
4.2.2 Matriz CATWDA 43
4.2.3 Mapeo de procesos 43
4.2.3.1 Mapeo de proceso a primer nivel 44
4.2.3.2 Mapeo de proceso a segundo nivel 45
4.2.3.3 Mapeo de proceso a tercer nivel 45
4.3 Análisis de riesgos 47
4.3.1 Identificación de riesgos 48
4.3.2 Criterios 48
4.3.3 Controles 49
4.3.4 Evaluación 49
CAPÍTULO V. DIAGNÓSTICO DE LA EMPRESA
50
5.1 Planteamiento del problema 50
5.1.1 Aplicación de cuestionarios 50
-
ÍNDICE PÁG.
5.1.1.1 Tamaño de la muestra 50
5.1.1.2 Diseño de cuestionario 50
5.1.2 Análisis de la información obtenida en cuestionario 53
5.1.2.1 Diagramas de Pareto 55
5.1.2.2 Diagramas causa-efecto (Ishikawa) 57
5.1.3 Cadena de valor actual 76
5.2 Análisis de proceso 78
5.2.1 Modelado de procesos 78
5.2.2 Identificación del proceso 79
5.2.3 Identificación del control interno 80
5.2.3.1 Diagrama de interrelación de procesos 80
5.2.3.2 Matriz PEPSU 81
5.2.3.3 Matriz de entradas y salidas 82
5.2.3.4 Matriz CATWDA 85
5.2.3.5 Mapeo de primer nivel 86
5.2.3.6 Mapeo de segundo nivel 87
5.2.3.7 Mapeo de tercer nivel 98
5.3 Análisis de riesgos 107
5.3.1 Criterios 107
5.3.2 Análisis 107
5.3.3 Evaluación 110
5.4 Resultado hipotético del proyecto 111
5.5 Los 14 puntos de Deming 113
CAPÍTULO VI. CICLO DE MEJORA CONTINUA DE DEMING
114
6.1 Propuesta de reducción de defectos en la producción de respaldos en una
empresa de aceros bajo el Ciclo Deming 114
6.1.1 Acciones de mejora 114
6.1.2 Análisis de las causas de los rechazos por defecto en base a los 14 puntos
de Deming 116
6.1.3 Cadena de valor futura del proceso 117
6.1.3.1 Simbología cadena de valor futura 118
6.1.3.2 Cadena de valor futura 119
6.1.4 Análisis de Mapeo del proceso 119
6.1.4.1 Modelado de procesos futuro 120
6.1.4.2 Modelado de procesos futuro 122
-
ÍNDICE PÁG.
6.2 Escenarios de solución 124
6.3 Descripción de la propuesta 124
6.3.1 Mejorar la comunicación entre áreas 125
6.3.2 Aplicación de las 5’s 126
6.3.3 Programa de capacitación y sensibilización del personal 127
6.3.4 Plan General de Calidad 128
6.3.4.1 Diseño del Plan General de Calidad 130
6.3.4.2 Programa de control de mantenimiento a equipos y maquinaría 135
6.3.4.3 Evaluación de proveedores 138
6.3.5 Diseño de la auditoría de control de calidad 139
6.3.6 Establecimiento de indicadores 143
6.3.6.1 Semaforización 144
6.3.7 Beneficios y ventajas 146
6.3.8 Diseño de un programa de trabajo para llevar a cabo las actividades 147
CONCLUSIONES 149 BIBLIOGRAFÍA 150
-
RESUMEN
Siguiendo el diseño, la estructura y el análisis del Seminario de Calidad Integral, aplicado al
desarrollo de nuestro proyecto, “PROPUESTA DE REDUCCIÓN DE DEFECTOS EN LA
PRODUCCIÓN DE RESPALDOS EN UNA EMPRESA DE ACEROS BAJO EL CICLO DEMING”, el
cual está destinado a optimizar y mejorar de forma continua la calidad de los procesos de
producción obteniendo como tal, la satisfacción total del cliente.
El proyecto fue desarrollado en una empresa del sector industrial, cuyo giro principal es la compra-
venta, distribución, comisión, transformación de todo lo relacionado al acero y derivados, entre
otros; aquí nos avocaremos a la manufactura de piezas cortadas, dobladas y ensambladas (piezas
con valor agregado), partiendo de tubo de lámina de acero y en especial al proceso de producción
de respaldos 40/60% Crew Cab.
Para tal finalidad, primero se analizó la situación actual de la empresa, sus antecedentes y
recursos con los que cuenta.
Una vez identificada la empresa se recopiló información empleando herramientas estadísticas de
calidad y técnicas como: Cuestionarios, Histogramas, Lluvia de ideas, Diagrama de Pareto,
Diagrama de Ishikawa, Cadena de Valor Actual, Matriz de entradas y salidas, Matriz CATWDA,
Mapeo de primer nivel, Mapeo de segundo nivel, Mapeo de tercer nivel, Análisis y Evaluación de
riesgos lo cual consintió el desarrollo de este plan de investigación.
Con el propósito de establecer una propuesta factible se realizó una evaluación y a su vez, un
diagnóstico hipotético, para verificar con cuales de los puntos establecidos por el Ciclo Deming
cumple la empresa. Siendo la causa principal el proceso de producción ya que por falta de
supervisión e inspección en su línea de producción no cumple con los requerimientos establecidos
por el cliente, de formatos para la continuidad del producto, desinterés del personal, funciones no
definidas, problemas interpersonales, falta de capacitación, desmotivación y rotación de personal
excesivo; se analizaron y evaluaron los riesgos con mayor grado de materialización. Con esta
información se estableció una propuesta de solución, la cual engloba las principales incidencias del
proceso de producción.
El equipo conformado para la elaboración de la presente investigación estuvo constituido por los
pasantes de las carreras Ingeniería Industrial y Administración Industrial, por lo cual, el enfoque de
cada uno contribuyó de forma importante al desarrollo de la presente propuesta de mejora
continua.
i
-
La aportación de Administración Industrial se enfiló en el seguimiento de la metodología bajo el
Ciclo Deming, así mismo, de la recopilación y análisis de la información recabada por medio de los
cuestionarios.
En factor de Ingeniería Industrial se llevó a cabo la aplicación de las herramientas estadísticas
requeridas y del análisis de proceso, identificando y evaluando los riesgos que se presentaron en el
diagnóstico hipotético.
ii
-
INTRODUCCIÓN
Se puede afirmar que todas las empresas en la actualidad, llegan al desarrollo competitivo de
mercado a través de su producto o servicio, lo cual le permite obtener una evaluación de sus
sistemas y procesos, pensando siempre en la satisfacción total de sus clientes y tratando de estar
siempre un paso delante de sus necesidades futuras. No obstante, en el perímetro del sector
industrial y de servicios es de suma importancia el mantener, actualizar y optimizar los recursos
con que la empresa cuenta, y de esta forma aprovecharlos al máximo, para que el producto o
servicio disponga de credibilidad y seguridad ante sus consumidores.
El objetivo de la presente tesis, consiste en aplicar los conocimientos adquiridos acerca del
Sistema de Gestión de Calidad (Calidad Integral) y la Administración al Corporativo
MEPEPSA/ATSA en la cual es el objeto de estudio. El plan se basa en teoría y práctica; en teoría,
el desarrollo de una buena organización a través de la alineación de sus procesos parece ser un
paso sencillo.
En la práctica, muchas empresas han fracasado a causa de los problemas de toda aquella mala
organización e integración de los factores humanos, técnicos, económicos, de tiempo y de
prioridades, además del miedo a fracasar a la permutación que sufren todas las empresas en
nuestro país.
Literalmente, se realizará en este instrumento práctico una propuesta del modelo de mejora
continua para el Corporativo MEPEPSA/ATSA SA de CV, ya que cuenta con los requerimientos
necesarios para que la empresa crezca en todos los ámbitos, aunque está se encuentre estancada
con sus procesos y sistemas, por ello aplicaremos el Ciclo Deming.
Se toma en cuenta todos los requerimientos estudiados en el ámbito académico para aplicarlos en
el laboral con el fin de que el modelo de mejora continua sea manejado por las distintas personas
involucradas para la transformación del Corporativo MEPEPSA/ATSA SA de CV, ya que trata
desde los antecedentes de la empresa así como todos los problemas que tiene para realizar sus
actividades, así como soluciones otorgadas para el correcto manejo de la organización. Por lo
anterior, se presenta este proyecto desarrollado a lo largo de seis capítulos, los cuales analizan el
proceso de producción de respaldos 40/60%. Y adquiriendo la información de dicha empresa por
medio de entrevistas, observación y recolección de datos.
Las entrevistas se llevaron a cabo en el Departamento de la Dirección de Operaciones, en el
Departamento de Producción, en la Jefatura de Aseguramiento de Calidad y en el Departamento
iii
-
de Contabilidad. La observación se realizó en ocho visitas a dicha empresa, y la recolección de
datos se realizó con cuestionarios hacia personal operativo. La estructura que se presenta en esta
tesis es la siguiente:
En el capítulo I se presenta la información general del Corporativo MEPEPSA/ATSA la cual son los
antecedentes, Misión, Visión, Estructura organizacional, Funciones y Procedimientos. En el
capítulo II se desarrollan los conceptos que se manejarán a lo largo de este proyecto, como tipos
de investigación, métodos de investigación y técnicas de investigación.
En el capítulo III se enfoca a conceptuar a la calidad, sus principios, la calidad en los sistemas de
producción y de manufactura, sus niveles, herramientas estadísticas, el Ciclo Deming y los siete
pecados capitales.
En el capítulo IV se realiza el enfoque a procesos, su análisis, identificación y congruencia, la
aplicación de diagramas de interrelación, matrices de entrada-salida, CATWDA, el desarrollo de
mapeos primer, segundo y tercer nivel, análisis e identificación de riesgos, criterios, controles y
evaluación del mismo.
En el capítulo V se realiza el diagnóstico hipotético con el cual se obtendrá el proceso prioritario de
la empresa para su mayor crecimiento y la satisfacción del cliente optimizando recursos.
Y finalmente, en el capítulo VI se realiza la propuesta del modelo de mejora continua y su
justificación de cada una de las etapas del modelo. Además se presenta la metodología para
implementar el modelo de mejora continua mediante pasos en cada una de las etapas. Por último
tenemos las conclusiones, que es el apartado donde se describe la proyección que tiene la
empresa con la propuesta garantizando una utilidad bajo una normatividad estricta, para de esta
forma contribuir con el logro del objetivo general que es optimizar el proceso de producción de
respaldos mediante la documentación en base a la metodología Deming.
Por último queremos dar un agradecimiento total al Corporativo MEPEPSA/ATSA que nos brindó
de manera muy atenta, la información necesaria y relevante del Corporativo.
-
CAPÍTULO I
INFORMACIÓN GENERAL DE LA EMPRESA
-
CAPÍTULO I. INFORMACIÓN GENERAL DE LA EMPRESA
1.1 Antecedentes de la empresa Nuestras empresas, cuyo giro es la compra-venta de perfiles y tubos de acero, transformación y
servicio de corte, doblez, estampado, punzonado y conformado de tuberías de acero, se inicia con
Aceros ATSA, SA de CV, fundada el 10 de Abril de 1986. Sus instalaciones se localizaban en un
local rentado de 800 m2, en la Colonia Granjas de San Antonio, en el que permanecimos hasta
enero de 1988, fecha en la que se adquirió el inmueble donde actualmente se ubica la Compañía
(Prolongación de Pino No. 99, Colonia Potrero de San Bernardino, Delegación Xochimilco, México
D. F.), con una superficie de 2,560 m2. De igual manera se adquiere el terreno ubicado frente a la
entrada, con cerca de 400 m2 para facilitar el acceso de carga y descarga de materiales.
El 19 de Febrero de 1988, se constituye Mercantil de Perfiles Pérez, SA de CV, compartiendo el
mismo terreno e instalaciones de Aceros ATSA, SA de CV.
En 1989 se adquiere el inmueble que actualmente ocupa Mercantil de Perfiles Pérez, SA de CV
con una superficie de 2,560 m2, el cual se encuentra totalmente techado.
Hoy en día se cuenta con el equipo necesario para el procesamiento de nuestros productos el cual
consiste en:
• Maquinaria para corte de tubería en diferentes diámetros, calibres y longitudes.
• Maquinaria para doblez de tubería según los requerimientos del cliente.
• Maquinaria para estampado, punzonado y/o barrenado de tubería.
• Máquina roladora.
• Maquinaria para el afilado de los discos de corte.
• Máquina torcedora de fierro cuadrado.
• Una prensa troqueladora con capacidad de 100 toneladas.
• Una prensa hidráulica para realizar pruebas mecánicas al producto.
• Un durómetro de banco para lecturas en RB y RC y un durómetro portátil lectura RB para
la verificación de productos.
• Equipo de medición como: Máquina de coordenadas en 3 planos, vernier o pie de rey,
micrómetros, medidor de alturas, transportador universal de precisión, indicador de
pestaña con base magnética.
• Polipasto (grúa viajera) para el movimiento de materiales.
• Un taller de máquinas y herramientas.
• Dos montacargas para el movimiento de los materiales.
1
-
• Dos básculas con capacidad de 10,000 Kg cada una.
• Se cuenta con equipo de transporte propio para el traslado de nuestro producto.
Nuestras empresas se encuentran consideradas como distribuidoras mayoristas de las firmas más
importantes productoras de acero en México.
Actualmente se cuenta con una plantilla de personal de alrededor de 164 elementos, los cuales
están distribuidos en las áreas de Administración, Ventas, Aseguramiento de Calidad, Almacenes,
Producción y Distribución de Materiales.
En el año 2001 y de acuerdo a la necesidad de implantar un Sistema de Calidad de clase mundial,
se decide integrar a las dos empresas, para efectos de certificación, como el Corporativo
MEPEPSA/ATSA.
1.2 Estructura organizacional
Funciones de cargos principales en el Corporativo M EPEPSA/ATSA
Director General: planea, organiza, dirige y controla de manera eficiente todas las actividades
llevadas a cabo por el Corporativo MEPEPSA/ATSA y los recursos con los que cuenta ésta, de tal
forma que se logren los objetivos establecidos.
Funciones:
• Representa legalmente al Corporativo MEPEPSA/ATSA.
• Administra los recursos materiales, técnicos, financieros y humanos.
• Establece metas a corto, mediano y largo plazo.
• Establece estrategias para lograr los objetivos.
• Determina políticas en cuanto a calidad del servicio, costos y ventas de los productos.
• Toma decisiones adecuadas para la empresa.
Jefe de producción conformado: supervisa el buen funcionamiento de las máquinas y que el
producto terminado se encuentre con las especificaciones requeridas por el cliente.
Funciones:
• Jerarquiza las órdenes de producción.
• Supervisa el buen funcionamiento de las máquinas.
• Analiza el plan de producción mensualmente.
• Busca los procedimientos de operaciones y logística más eficientes y factibles
económicamente para el Corporativo MEPEPSA/ATSA, para los cuales a su vez
mantengan satisfechas las necesidades y los gustos de los clientes más exigentes. 2
-
Jefe de compras: mantiene bajo control los niveles de compras necesarios para optimizar las
utilidades percibidas por el Corporativo MEPEPSA/ATSA.
Funciones:
• Planea las compras mensuales.
• Pasa a autorización las órdenes de compras.
• Elabora un plan semanal.
• Elabora requisiciones de compras de la materia prima.
Gerente de ventas industrial/comercial: mantiene bajo control los niveles de ventas necesarios
para optimizar las utilidades percibidas por el Corporativo MEPEPSA/ATSA.
Funciones:
• Elabora presupuestos de ventas de acuerdo a las metas establecidas de la empresa.
• Define los sistemas de ventas que cubran las necesidades de los clientes de la manera
más eficiente.
• Fija políticas de precios.
• Fija políticas de ventas.
• Planea los programas de publicidad.
Jefe de recursos humanos: logra que el personal del Corporativo MEPEPSA/ATSA sea el
adecuado para los puestos existentes además de manejar adecuadamente los sueldos y que sean
equitativos según el trabajo realizado por medio de las funciones de esta área que son:
reclutamiento y selección de personal, inducción, capacitación, sueldos y salarios.
Funciones:
• Elabora nómina.
• Establece los servicios y prestaciones que otorgarán a los operadores.
• Asegura al personal.
• Determina la política salarial.
Jefe de contabilidad: proporciona información útil en la toma de decisiones económicas, ya que
su objeto es elaborar la representación del patrimonio empresarial, tanto desde un punto de vista
estático como dinámico.
Funciones:
• Elabora estados financieros.
• Analiza los estados financieros de manera que permita la toma correcta y oportuna de
decisiones.
• Calcula el pago de impuestos y efectúa conciliaciones bancarias.
3
-
• Actualiza las partidas monetarias de las cuentas de la empresa.
• Elabora cheques para los proveedores.
• Hace los pagos a los proveedores.
Secretaria: mantiene bajo control las diferentes situaciones en donde se encuentre el Director
general.
Funciones:
• Actualiza la agenda del director general.
• Toma dictados.
• Hace memorándum, circulares, etc.
• Atiende teléfonos.
Jefe de crédito y cobranza: hace que el Corporativo MEPEPSA/ATSA posea tanto liquidez como
solvencia por medio del estricto control de las cuentas por cobrar.
Funciones:
• Controla y da el seguimiento a las cuentas por cobrar del Corporativo MEPEPSA/ATSA.
• Efectúa depósitos con motivo de cobros a clientes.
Personal de ventas y telemarketing: vende los diferentes productos hechos en el Corporativo
MEPEPSA/ATSA, capta la atención de los clientes potenciales y además la coloca en un nivel
competitivo por medio de la aplicación de estrategias para el desarrollo del mercado, tomando en
cuenta que se desea brindar un servicio de calidad.
Funciones:
• Atrae a clientes potenciales por medio de publicidad escrita.
• Planea los programas de publicidad.
• Identifica el momento oportuno para hacer promociones de los productos que ofrece el
Corporativo MEPEPSA/ATSA para aumentar la cartera de clientes.
• Hace investigación de mercados.
• Establece estrategias para el desarrollo del mercado y penetración en el mismo.
• Realiza visitas a los clientes potenciales con motivo de dar a conocer a los mismos sobre
los productos que ofrece el Corporativo MEPEPSA/ATSA.
• Recibe los pedidos de los clientes.
• Ofrece servicios a los clientes bajo un concepto de calidad y precio accesible.
• Recibe llamadas telefónicas de los clientes para la adquisición de productos.
• Informa a los clientes acerca del costo de su pedido.
• Toma nota sobre los datos personales de los clientes.
4
-
Personal de almacén: empaqueta los diferentes productos que produce la empresa.
Funciones:
• Empaqueta los productos de la empresa.
• Entrega a los clientes los productos.
Personal de producción: hace los productos de Corporativo MEPEPSA/ATSA.
Funciones:
• Hace la orden producción con las especificaciones de los clientes.
1.3 Política de calidad En MEPEPSA/ATSA, hemos escogido el camino de la calidad a través de la mejora continua de
nuestros procesos, sistemas y el desarrollo de todo el personal que labora en la empresa,
pensando siempre en la satisfacción total de nuestros clientes, estando un paso adelante en sus
necesidades futuras de una forma tal que nos permitan ofrecerles mejores productos y el mejor
servicio.
Valores (¿Qué es importante para nosotros?)
• Honestidad y sinceridad
• Confidencialidad
• Creatividad e innovación
• Obediencia y disciplina
• Trabajo en equipo
• Respeto
• Responsabilidad
1.4 Misión
Ser la mejor opción para nuestros clientes en la fabricación y transformación de tubería de acero
con costura. Ser una empresa modelo en nuestra sociedad creando empleos y cuidando el
ambiente.
1.5 Visión
Triplicar nuestra ganancia en el sector automotriz y aumentar nuestra presencia en las Zonas del
Bajío, Distrito Federal, Querétaro, Puebla, Estado de México y sureste del país.
1.6 Sector
Nuestro mercado comprende principalmente los sectores automotrices, mueblero, juegos infantiles,
exhibidores, estructuristas, ferreteros, aparatos y equipos deportivos, entre otros.
5
-
1.7 Línea de productos Las líneas de productos que ofrecemos son: tubería industrial redonda, cuadrada y rectangular en
diámetros y medidas desde 13 mm (1/2”) hasta 102 mm (4”), en calibres del 1.89 mm (cal. 14) al
0.759 mm (cal. 22); tubería cédula 30 desde 13 mm (1/2”) hasta 102 mm (4”); tubería cédula 40
negra y galvanizada para conducción de fluidos con extremos lisos y roscados desde 13 mm (1/2”)
hasta 152 mm (6”); PTR desde 25 mm (1”) hasta 152 mm (6”); polín monten, perfil pintado y
galvanizado; lámina rolada en frío y en caliente, en cinta, en rollo y en hojas de 3.41 mm (cal. 10)
hasta 0.454 mm (cal. 26); fierro comercial y otros productos de ferretería; lo cual da una extensa
gama de artículos y productos que van desde la venta directa sin transformación, hasta piezas con
valor agregado en nuestras instalaciones.
1.8 Principales proveedores
• TERNIUM
• METÁLICA
• PYTSA
• GRUPO COLLADO
• TUBOS MONTERREY
• TAM-MEX
• ARCOMETAL
• FORMACERO
1.9 Clientes
• LEAR TLÁHUAC
• OXAL
• HERRERÍA TUBULAR
1.10 Principales productos
• Polín estructural
• Solera
• Ángulo estructural
• Ángulo comercial
• Fierro cuadrado
• Fierro redondo
• Perfil estructural PTR
• Perfil tubular pintado
6
-
• Tubería cédula 40
• Tubería cédula 80
• Tubería mecánica cédula 30
• Tubería industrial rectangular
• Tubería industrial cuadrada
• Tubería industrial redonda
1.11 Objetivos de la calidad
• Desarrollar las bases del Sistema de Gestión de la Calidad.
• Promover la mejora continua.
• Prevenir defectos, reducir la variación y el desperdicio.
1.12 Funciones del área de producción y operaciones
• Comprender y aplicar la política de calidad a sus actividades de trabajo.
• Identificar al representante de la Dirección del Sistema de Gestión de Calidad.
• Mantener limpia y segura su área de trabajo.
• Utilizar uniforme y equipo de seguridad completo dentro del área.
• Supervisión y manejo del personal a su cargo y asegurar el uso de uniformes y equipo de
protección personal.
• Ejecución de la producción en base al diagrama de planeación.
• Para programar producción, revisar el release diariamente para conocer los requerimientos
de entrega del cliente, aún sobre el estimado que se tenga para cada línea y asegurar las
entregas al cliente al 100%.
• Iniciar el proceso de producción, supervisando puesta punto con operadores de máquina y
el auditor de aseguramiento de calidad, quien libera el inicio de la producción de manera
correcta.
• Documentar sucesos y comportamiento de la puesta punto en las diferentes máquinas del
área para que Aseguramiento de Calidad apruebe las piezas iniciales y se inicie la
producción continua.
• Distribución y asignación de los ayudantes para las tareas de limpieza, abastecimiento,
manejo y empaque del material y/o producto terminado.
• Asegurarse que el personal operador de máquina esté completo y debidamente en el sitio
asignado (a pie de máquina); en el caso de que falte algún operador, checar su reemplazo
por otro operador calificado para la operación necesaria y monitorearlo.
• Mantener la ubicación de cada operador pie de máquina durante el proceso y asegurarse
de designar un suplente donde sea requerido, ya sea por ausencia del operador en forma
7
-
voluntaria o involuntaria, de tal manera que el proceso no sea interrumpido y se mantenga
continuo.
• Permanecer alerta a las posibles fallas que presentaran las máquinas durante el proceso a
través de los informes e incluso a los reportes pertinentes por parte de los operadores de
máquina y sean canalizados para su pronta revisión; en su defecto, en caso de requerirlo,
detener el proceso.
• Detener el proceso cuando se detecte material o producto no conforme para evitar la
contaminación del producto.
• Reportar al Auditor de Aseguramiento de Calidad la generación de producto no conforme
(scrap) en cualquiera de las etapas del proceso de producción para que se clasifique e
identifique con el fin de evitar contaminación no intencionada y se determine su condición,
ya sea para recuperación o se vaya a scrap.
• Asegurar el suministro de contenedores para el empaque del producto terminado.
• Asegurar el suministro de materia prima para la producción diaria revisando inventarios de
material cortado para cada línea de trabajo y estar en constante comunicación con el área
de producción corte para asegurar este punto.
• Mantener el control de inventarios del producto terminado.
• Asegurarse del orden y limpieza del área de producción conformado.
• Mantener actualizada la información correspondiente al área en el sistema GEINPROD.
1.13 Recursos humanos y técnicos
Actualmente se cuenta con una plantilla de personal de alrededor de 164 elementos, los cuales
están distribuidos en las áreas de Administración, Ventas, Aseguramiento de Calidad, Almacenes,
Producción y Distribución de Materiales.
Hoy en día se cuenta con el equipo necesario para el procesamiento de nuestros productos el cual
consiste en:
• Maquinaria para corte de tubería en diferentes diámetros, calibres y longitudes.
• Maquinaria para doblez de tubería según los requerimientos del cliente.
• Maquinaria para estampado, punzonado y/o barrenado de tubería.
• Máquina roladora.
• Maquinaria para el afilado de los discos de corte.
• Máquina torcedora de fierro cuadrado.
• Una prensa troqueladora con capacidad de 100 toneladas.
• Una prensa hidráulica para realizar pruebas mecánicas al producto.
8
-
• Un durómetro de banco para lecturas en RB y RC y un durómetro portátil lectura RB para
la verificación de productos.
• Equipo de medición como: máquina de coordenadas en tres planos, vernier o pie de rey,
micrómetros, medidor de alturas, transportador universal de precisión e indicador de
pestaña con base magnética.
• Polipasto (grúa viajera) para el movimiento de materiales.
• Un taller de máquinas y herramientas.
• Dos montacargas para el movimiento de los materiales.
• Dos básculas con capacidad de 10,000 Kg cada una.
• Equipo de transporte propio para el traslado del producto.
-
CAPÍTULO II
MARCO METODOLÓGICO
-
CAPÍTULO II. MARCO METODOLÓGICO
2.1 Planteamiento del problema
Durante sus casi 22 años de actividad, el Corporativo ha demostrado liderazgo en el mercado de
los aceros, en la fabricación de productos para el ramo automotriz principalmente, pero en los dos
últimos años, se han presentado defectos en los productos finales del proceso de conformado ASM
para CREW CAB, repercutiendo esto en la credibilidad y satisfacción del cliente.
2.2 Objetivo general
Optimizar el proceso de producción de respaldos mediante la documentación en base a la
metodología Deming.
2.2.1 Objetivos específicos
• Conocer de manera global el estado actual de la empresa.
• Explicar con sustento teórico los requerimientos necesarios para establecer la metodología
Deming.
• Demostrar que la aplicación del método Deming mejorará la eficiencia en la producción.
• Recopilar datos e información inherentes al proceso objeto de estudio.
• Diagnosticar las posibles causas que originan los defectos en la fabricación de los respaldos, a
través de herramientas estadísticas y del análisis del proceso como son: la cadena de valor,
diagrama de interrelación de procesos, matriz de entradas y salidas, análisis CATWDA, matriz
PEPSU, diagrama de mapeo, etc.
• Proponer la sistematización del proceso en base al método Deming.
2.3 Técnicas e instrumentos de medición
Los analistas utilizan una variable de métodos a fin de recopilar los datos sobre una situación
existente, como la observación directa, investigación documental, desarrollo de entrevistas,
elaboración de cuestionarios y la consulta a sistemas de información. Cada uno tiene ventajas y
10
-
desventajas. Generalmente se utilizan dos ó tres para complementar el trabajo de cada una y
ayudar a asegurar una investigación completa.
La elección de técnicas para la recopilación de los datos tiene que ser acorde con las
características y necesidades del estudio y de acuerdo a que esta investigación es un análisis
administrativo.
Las herramientas que se usarán para la obtención de la información son las siguientes: 1. La observación: Es una técnica que consiste en ver atentamente la situación, hecho o caso y
así tomar información y registrarla para su posterior análisis.
2. Revisión de documentos: Esta técnica consistirá en revisar cada uno de los documentos con
los que cuenta la empresa que puedan proporcionar información relevante con los objetivos
planteados.
3. La entrevista: crea un diálogo cuando lo consideremos necesario que exista interacción y sólo
si el universo es pequeño y manejable. La entrevista es una aproximación a los hechos
sociales; requiere de un contexto metodológico.
4. La encuesta: Esta técnica será destinada a obtener datos de varias personas cuyas opiniones
impersonales ayuden a nuestros intereses. Para ello, a diferencia de la entrevista, se utilizará
un listado de preguntas escritas que se entregan a los sujetos, a fin de que las contesten
igualmente por escrito.
Los tipos de investigación a emplear en el estudio serán:
1. Descriptiva, ya que mediremos y evaluaremos diversos aspectos, dimensiones o componentes
del fenómeno a investigar. Se pretende seleccionar una serie de cuestiones para medir cada
una de ellas de manera independiente y así describir lo que se investiga. Igualmente, se busca
medir con la mayor precisión posible las variables que intervienen en el proceso.
2. Correlacional, ya que en este estudio tenemos el propósito de medir la relación entre las
variables al conocer su comportamiento en el proceso.
3. Explicativa, ya que se pretende explicar por qué ocurre el fenómeno al relacionar las variables
en las diferentes etapas del proceso y en qué condiciones se da éste.
11
-
2.4 Universo y/o muestra
Entendemos que el conjunto total de elementos que constituyen un área de interés analítico para
nuestro objeto de estudio, estará comúnmente observable teniendo como característica principal a
los dueños del proceso, es decir, a los operarios que conforman la línea de producción de
respaldos CREW CAB. Nuestro universo podrá entonces considerarse infinito debido al número de
respaldos fabricados en un día en dicha línea; infinito de acuerdo al tiempo en que tarda el
respaldo en recorrer la línea de armado y/o conformado; entonces la característica será medible y
por consecuencia la tomaremos como parámetro.
Los valores calculados con las muestras nos servirán para estimar la problemática que aqueja a
nuestro objeto de estudio.
Si con esta información calculamos la conformación de respaldos promedio y la consideramos
como una simple observación, podemos pensar que este promedio es una simple observación de
una distribución de promedios de todas las muestras de selección. Con lo que obtendremos un
resultado hipotético que nos ayude a proponer una solución de mejora en el proceso.
2.5 Justificación de estudio
La proyección que tendrá la empresa con la propuesta será garantizar utilidad bajo una
normatividad estricta; tratando de cumplir con el objetivo general de esta tesis la cual se enfocará
en optimizar el proceso de producción de respaldos en una empresa de aceros mediante la
documentación en base a la metodología Deming, empresa cuyo giro principal es la compra-venta,
distribución, comisión, transformación de todo lo relacionado al acero, derivados y piezas con valor
agregado. Tan crucial será la proyección propuesta al Corporativo, que podemos interpretar que
los sistemas de calidad no son simplemente un conjunto de documentos o registros requeridos
para algún proceso de certificación sino que representan una forma disciplinada de trabajar y
estructurar procesos.
Actualmente muchas empresas se limitan a inspeccionar y retirar las unidades defectuosas antes
de embarcar el producto final al cliente, originando retrabajos, tiempos muertos y material de
desperdicio, aspectos que merman la productividad óptima en la empresa; esto quiere decir, que la
correcta ejecución de una metodología enfocada a la mejora continua en estas empresas, puede
derivar en evitar gastos innecesarios.
Una de estas metodologías es la filosofía desarrollada por el Dr. W. Edward Deming, basada en 14
principios y 7 peligros a evitar en la organización (pecados capitales), que se usarán en este
proyecto con el fin de reducir el número de defectos en el proceso de una empresa de aceros,
12
-
donde el control de calidad ha dejado de ser el aseguramiento de la conformidad de un producto,
perdiendo de vista que es posible dar paso al perfeccionamiento constante de la calidad del mismo.
Cabe señalar que la calidad no proviene de la inspección, sino de la mejora del proceso, esto se
logrará por medio de la capacitación continua e implementación de una nueva cultura de trabajo,
en donde todas las partes involucradas en la producción se sientan satisfechos, identificados y
comprometidos con las actividades de la empresa tal como en una familia integrada.
Así a mayor abundamiento, si a la existencia de tal fenomenología socio-económica, se agregan
las repercusiones que inciden en la producción, la productividad y la economía del Corporativo, la
necesidad imperiosa de realzar e incrementar esta propuesta sobre condiciones de mejora
continua, en el mismo quedará plenamente justificada.
La información obtenida de dichos estudios puede servir al personal dueño del proceso a mejorar
su desempeño y participación en las actividades diarias dentro de la línea de producción. En última
instancia los beneficios de desarrollar este proyecto contribuirán, sin duda, a salvaguardar la
calidad del producto como tal y por consecuencia la satisfacción total y plena del cliente.
Por otro lado, es de hacer notar que el Corporativo, entre sus principales características, es la de
ser variada en su proceso de producción, ser numerosa y gozar de una excelente reputación en
cuestión de calidad y servicio.
En materia de Ingeniería Industrial se llevará a cabo la aplicación de herramientas estadísticas y
análisis del proceso, identificando y evaluando los riesgos que se presentaran en el diagnóstico.
El Administrador Industrial enfocará el seguimiento puntual de la gestión basada en la metodología
Deming, además de la sistematización de la administración del proceso evaluado.
Es evidente que para realizar este tipo de trabajo, tuvo que seleccionarse al Corporativo
MEPEPSA/ATSA SA de CV, el cual nos permitió incidir en el conocimiento de ciertas condiciones
de trabajo y desarrollo de sus procesos, a través del estudio multidisciplinario como se describe en
la parte correspondiente de este trabajo.
2.6 Hipótesis
Si se mejoran continuamente los elementos que conforman los procesos, se logrará una
disminución de los defectos en el producto final de la empresa de aceros.
13
-
CAPÍTULO III
MARCO TEÓRICO
-
CAPÍTULO III. MARCO TEÓRICO
3.1 Concepto de calidad
La palabra calidad tiene múltiples significados. Dos de estos significados se emplean con mayor
frecuencia y se pueden resumir de la siguiente manera:
1. La calidad consiste en aquellas características del producto que satisfacen las necesidades
de los clientes y proporcionan la satisfacción del producto.
2. La calidad consiste en productos y procesos libres de deficiencias.
Para explicar éstos, es necesario definir primero algunas palabras clave:
Producto
Es el resultado de cualquier proceso. El producto consiste principalmente en productos y servicios.
Bienes
Son cosas físicas: lápices, televisores a color, edificios de oficinas, etc.
Servicio
Es un trabajo realizado para alguien más. Industrias enteras se establecen para proporcionar
servicios en forma de energía central, transporte, comunicación, entretenimiento y similares.
Característica del producto
Es una cualidad que posee un producto y cuya intención es satisfacer ciertas necesidades de los
clientes.
No basta con mejorar el proceso y ofrecer en esta forma productos bien elaborados, si no hay
mercado para estos productos. Por eso, se considera como factor de primera importancia para
lograr competitividad que el producto o servicio realmente responda a las expectativas de los
clientes. Sólo así se podrá hablar de calidad del producto. Es por eso que el concepto de control de
la calidad se define a partir del cliente.
Aun cuando es muy importante cumplir con especificaciones establecidas y con regulaciones
gubernamentales, el concepto de calidad implica algo más: la calidad tiene que ver con los
requisitos de los consumidores. Un producto o servicio tiene calidad en la medida en que satisface
las expectativas del cliente, definido de otra manera, la calidad es el grado de adecuación de un
producto al uso que desea darle el consumidor.
14
-
3.2 Principios de calidad
Principio 1. Enfoque en el cliente
Las organizaciones dependen de sus clientes y, por lo tanto, deberían comprender las demandas
actuales y futuras de sus clientes, satisfacer los requisitos y esforzarse en rebasar las expectativas
de los mismos.
Principio 2. Liderazgo
Los líderes son los que establecen la unidad en cuento a los fines y el rumbo de la organización.
Es conveniente que éstos desarrollen y mantengan un entorno interno que permita que las
personas puedan participar de forma plena en la consecución de los objetivos de la organización.
Principio 3. Participación del personal
Las personas que intervienen en todos los niveles de la organización constituyen la esencia de
ésta y su plena participación es lo que permite que sus capacidades sean aprovechadas en
beneficio de la organización.
Principio 4. Enfoque en el proceso
El resultado esperado se consigue de forma más eficiente cuando las actividades y los recursos
relacionados se gestionan como un proceso.
Principio 5. Gestión basada en los sistemas
La identificación, comprensión y gestión a modo de sistema de los procesos interrelacionados
contribuye a la eficacia y la eficiencia de la organización a la hora de conseguir sus objetivos.
Principio 6. Mejora continua
La mejora continua del funcionamiento global de la organización debería constituir un objetivo
permanente de ésta.
Principio 7. Toma de decisiones basada en hechos
Las decisiones eficaces se basan en el análisis de los datos y la información.
15
-
Principio 8. Relación mutuamente beneficiosa con lo s suministradores
Una organización y sus suministradores mantienen interdependencias y una relación mutuamente
beneficiosa sirve para aumentar la capacidad de ambas partes a la hora de aportar un valor
añadido.
3.3 Calidad en los sistemas de producción
La producción es el proceso de convertir los recursos disponibles de una organización en pro-
ductos, bienes y servicios. El conjunto de actividades y operaciones involucradas en la producción
de los bienes y servicios de una organización se conoce como sistema de producción. Las
organizaciones de servicio también son sistemas de producción.
Un sistema de producción tiene tres componentes principales:
1. Entradas o insumos: instalaciones físicas, materiales, capital, equipo, personal y energía.
2. Salidas o resultados: los productos y servicios producidos por el sistema.
3. Procesos: los medios mediante los cuales las entradas o insumos se transforman en
resultados o salidas, por ejemplo, maquinado, mezclado, ensamblado, surtido de pedidos o
la aprobación de préstamos.
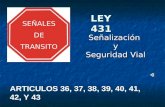
Figura 3.1. Sistema de producción (W. Edwards Demin g, 1950).
Diseño y
Rediseño
Distribución
Producción, ensamble e inspección
Recepción y prueba de materiales
Investigación de
consumidores
Proveedores de materiales y equipo
Consumidores
Pruebas de procesos, máquinas, métodos y
costos
A
B
C
D
16
-
El diagrama que aparece en la figura ilustra no sólo las relaciones entre insumos, procesos y
productos, sino también el papel de los clientes y proveedores, la interdependencia en los procesos
organizacionales, la utilidad de la investigación de consumidores y la importancia de una mejora
continua en todos los elementos del sistema de producción.
Comprender a los clientes y proveedores es crucial en la planeación para la calidad; la clave para
capturar los mercados mundiales es una mejora continua, tanto de los productos como de los
procesos de producción, a través de una mejor comprensión de los requerimientos de los clientes.
3.3.1 Tres niveles de calidad
Una organización comprometida con la calidad debe examinarla en tres niveles: el organizacional,
el de procesos y el de ejecutante/tarea. En el nivel organizacional, las preocupaciones de calidad
se centran en el cumplimiento de los requerimientos de los clientes externos. Una organización
debe buscar periódicamente información de los clientes. Preguntas como las siguientes ayudan a
definir la calidad organizacional:
• ¿Qué productos y servicios cumplen con sus expectativas?
• ¿Cuáles no?
• ¿Qué productos o servicios que no esté recibiendo necesita?
• ¿Está recibiendo productos y servicios que no necesita?
Los estándares de rendimiento impulsados por el cliente deben utilizarse como base para el
establecimiento de metas, la solución de problemas, la evaluación del desempeño, la
compensación por incentivos, los premios no financieros y la asignación de recursos.
En el nivel de procesos, las unidades organizacionales se clasifican en funciones o departamentos.
Dado que la mayoría de los procesos son de funcionalidad cruzada, existe el peligro de que los
administradores de unidades organizacionales específicas intenten optimizar las actividades bajo
su control, lo que pudiera sub-optimizar actividades de la organización en su conjunto. En este
nivel, los administradores deben preguntarse:
• ¿Qué productos o servicios son de mayor importancia para el cliente (externo)?
• ¿Qué procesos producen esos productos y servicios?
• ¿Cuáles son las entradas clave para el proceso?
• ¿Qué procesos tienen un efecto más significativo en los estándares de desempeño
impulsados por el cliente de la organización?
• ¿Cuáles son mis clientes internos y cuáles son sus necesidades?
17
-
En el nivel de ejecutante (también conocido como nivel de tarea o el nivel de diseño de tarea), los
estándares de los productos deben basarse en la calidad y requerimientos de servicio al cliente
que se originan en los niveles organizacionales y de proceso. Estos estándares incluyen los
requerimientos para la precisión, el ensamblaje, la innovación, la adaptabilidad y el costo.
Para cada una de las tareas de un trabajador, uno debe preguntar:
• ¿Qué es lo requerido por el cliente, tanto interno como externo?
• ¿Cómo se pueden medir los requerimientos?
• ¿Cuál es el estándar específico para cada medida?
Al ver una organización desde esta perspectiva, se aclaran los papeles y las responsabilidades de
todos los empleados en la búsqueda de la calidad. Los gerentes superiores deben enfocar su
atención en el nivel organizacional, los gerentes medios y los supervisores en el de procesos, y
todos los empleados deben comprender lo que es la calidad en el nivel de ejecutante.
3.4 Calidad en los sistemas de manufactura
Resulta claro que un sistema de manufactura en realidad es una reunión integrada de servicios.
Cuando el sistema de manufactura se visualiza como un "encadenamiento de clientes", el concepto
de la calidad, como cumplir o exceder las expectativas de los clientes, tiene implicaciones muy
amplias. Un enfoque de calidad impulsado por el cliente debe involucrar a todos dentro de la
organización, por lo que la empresa no sólo debe fijar su atención en su calidad de manufactura,
sino que debe estudiar todas las actividades que pueden ayudar a cumplir y a exceder las
expectativas de los clientes. De hecho, la calidad verdaderamente es responsabilidad de todos.
Retener a los clientes es un factor clave para su supervivencia y la calidad en el servicio es crítica
para retenerlos. Las empresas de manufactura también comenzaron a darse cuenta de que los
procesos de apoyo como la captura y entrega de pedidos y la respuesta a las quejas eran tan
importantes para llenar las expectativas de los clientes como sus procesos centrales de
manufactura. Los administradores saben ahora que la calidad del servicio puede ser un arma
competitiva.
Hoy el concepto de calidad se ha llevado mucho más allá de sus raíces en manufactura. Ha
extendido su alcance para significar excelencia en el desempeño en todos los ámbitos de una
organización.
18
-
3.4.1 Calidad en la manufactura
Desde hace ya algún tiempo han existido en la manufactura sistemas de aseguramiento de la
calidad bien desarrollados. Sin embargo, estos sistemas estaban principalmente enfocados a
temas de tipo técnico, como la confiabilidad del equipo, la medición de defectos y el control
estadístico de la calidad. La transición a una organización movida o impulsada por el cliente ha
causado cambios fundamentales en las prácticas de manufactura, cambios que resultan
particularmente evidentes en áreas como el diseño de productos, la administración de los recursos
humanos y las relaciones con los proveedores. Las actividades de diseño de productos, por
ejemplo, ahora integran de manera íntima operaciones de mercadotecnia, de ingeniería y de
manufactura. Las prácticas de recursos humanos se concentran en poder delegar a los
trabajadores tareas como recolectar y analizar datos, tomar decisiones críticas de operación y
asumir la responsabilidad de mejoras continuas, trasladando, en consecuencia, la responsabilidad
sobre la calidad del departamento de control de calidad a la línea de producción. Los proveedores
se han convertido en asociados para el diseño del producto y en los esfuerzos de manufactura.
3.4.1.1 Sistemas de manufactura
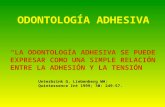
Figura 3.2. Relaciones funcionales de un sistema de manufactura típico.
La figura 3.2 ilustra un sistema típico de manufactura y las relaciones clave que existen entre sus
funciones. Resume algunas relaciones entre la responsabilidad de la calidad y funciones
Mercadotecnia y ventas
Empaque, embarques y almacenes
Diseño de producto e ingeniería
Compras y recepción
Instalación y
servicio
Ingeniería industrial y diseño
de proceso
Ingeniería de
herramientas
Planeación y programación de la producción
Manufactura y ensamble
Inspección y pruebas de bienes terminados
Clientes
Proveedores
19
-
organizacionales. Este diagrama es útil para analizar, identificar y establecer una organización
efectiva de la calidad.
La preocupación de calidad de cada componente del sistema se describe a continuación:
Mercadotecnia y ventas. El personal de mercadotecnia y ventas es responsable de determinar las
necesidades y expectativas de los consumidores. Esto incluye aprender cuáles son los productos y
las características que los consumidores quieren, y saber cuáles son los precios que los
consumidores están dispuestos a pagar por ellos. Esta información permite a una empresa definir
productos adecuados para su uso y que puedan producirse dentro de las limitaciones técnicas y
presupuéstales de la organización. Se requiere de una investigación de mercados efectiva y una
activa solicitud de retroalimentación de los clientes para desarrollar productos de calidad. Los
vendedores pueden ayudar a obtener retroalimentación de los clientes sobre el desempeño de los
productos y transmitir esta información a los diseñadores e ingenieros del producto. También
deberían ayudar para asegurarse que los clientes reciben una ayuda adecuada y que quedan
totalmente satisfechos.
Las encuestas de satisfacción de clientes recolectan información en las áreas de productos,
servicio, información y relaciones. Las encuestas de contacto con clientes, que se hacen como
conversaciones informales, exploran calidad, costo, entrega y servicio.
Diseño e ingeniería del producto. Las funciones del diseño e ingeniería del producto desarrollan
especificaciones técnicas de los productos y de los procesos de producción que cumplen con los
requerimientos determinados por la función de mercadotecnia. Los productos que no reúnan
suficiente ingeniería fallarán en el mercado, porque no cumplirán con las necesidades del cliente.
Los productos que tienen exceso de ingeniería, aquellos que exceden los requerimientos del
cliente, quizás no encuentren un mercado redituable. Procesos de manufactura mal diseñados dan
como resultado una mala calidad o costos más elevados. Un buen diseño puede ayudar a evitar
defectos de manufactura y errores de servicio, y a reducir la necesidad de prácticas de inspección
que no agregan ningún valor, mismas que han dominado gran parte de la industria
estadounidense.
Compras y recepción de materiales. La calidad de las piezas y servicios adquiridos, y la
oportunidad de su entrega, es crítica. Un agente de compras debe ser responsable de todos los
aspectos de la procuración, incluyendo la calidad. El departamento de compras puede ayudar a
una empresa a conseguir la calidad:
20
-
• Seleccionando proveedores conscientes de la calidad
• Asegurándose de que los pedidos de compra definen con claridad los requerimientos de
calidad especificados por el diseño e ingeniería del producto
• Reuniendo el personal técnico, tanto de la empresa compradora como proveedora, para el
diseño de productos y para resolver problemas técnicos
• Estableciendo relaciones a largo plazo con el proveedor con base en la confianza
• Proporcionando capacitación de mejora de la calidad a los proveedores
• Informando a los proveedores sobre cualquier problema que se haya encontrado en relación
con sus productos
• Manteniendo una buena comunicación con los proveedores, conforme cambien los requisitos
de calidad y los diseños
La meta de reducir el número de proveedores y mejorar su capacidad y calidad.
El departamento de recepción, que es el enlace entre compras y producción, debe asegurarse que
los elementos recibidos son de la calidad especificada por el contrato de compra, a través de varias
políticas de inspección y de prueba. Si el material de llegada es de alta calidad, no es necesaria
una extensa inspección y prueba.
La calidad de las piezas de entrada se ha hecho más crítica conforme ha aumentado el uso de la
automatización flexible. Para mantener la producción, la calidad de los materiales debe ser muy
elevada, porque no existen inventarios intermedios de seguridad para absorber holguras.
Planeación y programación de la producción. Un plan de producción define requerimientos a
corto y largo plazo de la producción para cumplir con los pedidos de los clientes y hacer frente a la
demanda prevista. Materiales, herramientas y equipos adecuados deben estar disponibles en el
tiempo correcto y en los lugares debidos para mantener un flujo continuo de la producción.
Manufactura y ensamble. El papel de la manufactura y ensamble en la calidad de la producción
es asegurar que el producto se fabrica correctamente. El vínculo con el diseño y la ingeniería de
procesos, como se observó anteriormente, es obvio; la manufactura no puede hacer su tarea sin un
buen diseño del producto y una buena tecnología de procesos. Sin embargo, una vez en
producción ningún defecto deberá ser aceptable. En caso de que ocurra y cuando ocurra, deberán
hacerse todos los esfuerzos para identificar sus causas y eliminarlo. La inspección de elementos ya
defectuosos es costosa y genera desperdicio.
21
-
Ingeniería de herramientas. La función de la ingeniería de las herramientas es responsable del
diseño y mantenimiento de las herramientas utilizadas en fabricación e inspección. Herramientas
para fabricación desgastadas dan como resultado componentes defectuosos, y patrones de
inspección incorrectamente calibrados dan información engañosa.
Ingeniería industrial y diseño de procesos. Los procesos de manufactura deben ser capaces de
producir piezas que cumplan de manera consistente con las especificaciones. De no ser así, el
resultado es desperdicio excesivo, material estropeado y costos más elevados.
Inspección y prueba de productos terminados. El propósito de una inspección final de los
productos es juzgar la calidad de la manufactura, descubrir y ayudar a resolver problemas de
producción que pudieran haber ocurrido, y asegurarse que ningún producto defectuoso llegue al
cliente. Si la calidad se hubiera incorporado al producto de manera correcta, este tipo de
inspección debería ser innecesario, excepto para efectos de auditoría y de pruebas funcionales. La
inspección deberá usarse como una forma de reunir información que pueda utilizarse para mejorar
la calidad, y no simplemente para eliminar partidas defectuosas.
Empaque, embarques y almacenamiento. Incluso productos que salen de la planta con buena
calidad pueden marcarse incorrectamente o dañarse en tránsito. El empaque, embarque y
almacenamiento a menudo conocidas como actividades logísticas son las funciones que protegen
la calidad una vez producidos los bienes.
Instalaciones y servicio. Los productos deben ser utilizados de manera correcta para que
resulten benéficos para el cliente. Los usuarios deben entender el producto y disponer de las
instrucciones adecuadas para una instalación y operación correctas. En caso de que ocurra algún
problema, la satisfacción del cliente dependerá de un buen servicio después de la venta. De hecho,
el servicio después de la venta es uno de los factores de mayor importancia para que el cliente
perciba la calidad y para conseguir su lealtad.
3.5 Las siete herramientas
Las siete herramientas para el control de la calidad fueron propuestas por Kaoru Ishikawa en su
libro Guide to Quality Control (Ishikawa, 1976) como una respuesta a la necesidad de los círculos
de calidad japoneses de contar con procedimientos claros y objetivos para el análisis y solución de
problemas en programas de mejoramiento continuo. Según Ishikawa, con las siete herramientas
básicas se puede resolver 95% de los problemas que se presentan en los distintos niveles de una
organización, sobre todo en el área productiva.
22
-
Las siete herramientas básicas para el control de la calidad son:
• Lluvia de ideas
• Hojas de verificación
• Diagrama de Pareto
• Diagrama causa-efecto
• Histograma
• Diagrama de correlación o dispersión
• Gráficas de control
3.5.1 Hojas de verificación
La hoja de verificación es un formulario impreso con formato de tabla o diagrama, construido para
colectar datos basados en la observación, de forma que su registro sea sencillo, sistemático y que
sea fácil analizarlos para detectar tendencia y variabilidad en los artículos fabricados.
Una característica que debe reunir una buena hoja de verificación es que visualmente se pueda
hacer un primer análisis que permita apreciar las principales características de la información
buscada. Su utilización es necesaria para comprobar constantemente si se han recabado los datos
solicitados o si se han efectuado determinados trabajos. El esquema general de estas hojas es el
siguiente:
1. En la parte superior se anotan los datos generales a los que se refiere las observaciones o
verificaciones a hacer.
2. En la parte inferior se transcribe el resultado de dichas observaciones y verificaciones
Procedimiento de elaboración:
1. Definir el problema.
2. Definir los datos necesarios.
3. Planificar la recolección de datos.
4. Recolectar datos por periodo.
5. Analizar e interpretar los datos.
6. Presentar los datos por medio a través de una tabla.
Algunas de las situaciones sobre las que resulta de utilidad obtener datos a través de las hojas de
verificación son loas siguientes:
23
-
• Describir el desempeño de los resultados de un proceso.
• Clasificar las fallas, quejas o defectos detectados, con el propósito de identificar sus
magnitudes, razones, tipos de fallas, áreas de donde proceden, etcétera.
• Confirmar posibles causas de problemas de calidad
• Verificar la localización de los defectos.
• Analizar o verificar operaciones y evaluar el efecto de planes de mejora.
• Confirmar si se han hecho las verificaciones programadas.
La finalidad última de la hoja de verificación es fortalecer el análisis y medición del desempeño de
los diferentes procesos de la empresa y así contar con la información para orientar esfuerzos,
actuar y decidir objetivamente.
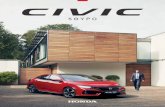
Hoja de verificación Hoja de verificación
Fecha: ____Abril 1998_________________
Producto: _____Bolsas de 1 kg__________
Cliente: ______Semillas________________
Proceso: ______Llenado_______________
Especificaciones: _____Mayor de 800 gr___
Turno: ______50______________________
Núm: ___3747__________________________________ Nombre de quien lleva los datos: _______Juan Antonio Ramos Ruiz__________________ Observaciones: ______________________________________________ ______________________________________________
Dimensiones
980-983 983-985 985-988 988-991 992-994 995-997 998-1000 110
100
90
80
70
60
50
40
Fre
cuen
cia
30
20 IIII III IIII II IIII I III
10 IIII I IIII IIII IIII IIII IIII IIII IIII IIII IIII IIII IIII Frecuencia inicial
6 10 18 17 16 13 5
Figura 3.3. Hoja de verificación para la distribuci ón de un proceso de llenado de bolsas.
24
-
3.5.2 Lluvia de ideas
Es un procedimiento cuyo objetivo es producir una lista de ideas mediante la participación
equilibrada de los integrantes del equipo. La idea básica de este procedimiento, es que la
respuesta de una persona sirve para estimular la creatividad con otros participantes.
Esta técnica es de gran utilidad para el trabajo en equipo, debido a que permite la reflexión y el
diálogo sobre un problema sobre una base de igualdad. Una de las dificultades en esta tarea es el
instinto natural de prejuzgar las ideas antes de evaluarlas totalmente. Con la lluvia de ideas no está
permitida la crítica, y se alienta a las personas, combinando y mejorando ideas existentes, a
generar gran número de ideas.
El proceso de generación de ideas funciona de la siguiente manera. Uno a uno, los miembros del
equipo responden alguna pregunta de partida relacionada con las causas que han dado origen al
problema. Un facilitador escribe todas las ideas en un pizarrón o en un caballete para que pueda
ser vista por todos los miembros del grupo y el procedimiento continúa hasta que se hayan agotado
las ideas. Cada individuo sólo presenta una idea a la vez. El proceso se repite, hasta que ya no se
generan más ideas adicionales. Debido a que las ideas se colocan a la vista del grupo, por lo
general nuevas ideas se generan partiendo de ideas anteriores, combinando o ampliando
sugerencias anteriores.
3.5.3 Diagrama de causa-efecto o de Ishikawa
El diagrama de causa-efecto o de Ishikawa es un método gráfico que relaciona un problema o
efecto con los factores o causas que posiblemente lo generan. Tiene como propósito expresar en
forma gráfica el conjunto de factores causales que intervienen en una determinada característica
de calidad. Se llama de Ishikawa, porque el Dr. Kaoru Ishikawa lo desarrolló en 1960 al percatarse
de que no era posible predecir el resultado o efecto de un proceso sin entender las interacciones
causales de los factores que influyen en él.
Al identificar todas las variables o causas que intervienen en el proceso y la interacción de dichas
causas, es posible comprender el efecto que resulta de algún cambio que se opere en cualquiera
de dichas causas. La relación que se da entre los factores causales y la característica de calidad
se expresa por medio de una gráfica que está integrada por dos secciones:
La primera sección está constituida por una flecha principal hacia la que convergen otras flechas,
consideradas como ramas del tronco principal, y sobre las que inciden nuevamente flechas más
25
-
pequeñas, las subramas. En esta primera sección quedan, pues, organizados los factores
causales.
La segunda sección está constituida por el nombre de la característica de calidad. La flecha
principal de la primera sección apunta precisamente hacia este nombre, indicando con ello la
relación causal que se da entre el conjunto de factores con respecto a la característica de calidad.
Debido a su forma de presentación, el diagrama se llama también "esqueleto de pescado".
Procedimiento de elaboración:
1. Decidir cuál es el problema a analizar o la característica de calidad a considerar.
2. Escribir la característica seleccionada en un recuadro en el lado derecho de una hoja y
dibujar una flecha gruesa que comience en el lado izquierdo y apunta hacia el recuadro.
3. Escribir los factores principales que se considera podrían estar causando el problema, de
acuerdo con las 6 M’s (materiales, maquinaria, métodos de trabajo, mediciones, mano de
obra y medio ambiente); Puede incluir cualquier otra categoría que considere ayude a un
mejor entendimiento del problema.
4. En cada rama según la categoría de que se trate, se deben anotar con mayor nivel de
detalle las causas que se considera podrían estar provocando el problema. Cabe
mencionar que las subcategorías se pueden subdividir aún más si se piensa que ello
puede ayudar a clarificar el origen del problema.
5. Para analizarse, se debe verificar que todos los motivos que puedan causar la dispersión
estén incluidos en el diagrama. En caso de de que así sea y de que las relaciones causa y
efecto estén ilustradas en forma adecuada, el diagrama estará completo.
Figura 3.4. Ejemplo de diagrama de Ishikawa. 26
-
3.5.4 Diagrama de Pareto
A finales de 1800 Wilfredo Pareto, economista italiano, observó que el 20% de la gente en el
mundo controlaba el 80% de la riqueza. Teniendo en cuenta esta observación, Pareto propuso el
principio que lleva su nombre, conocido también como “Ley 80-20” o “Pocos vitales, muchos
triviales”, el cual reconoce que unos pocos elementos (20%) generan la mayor parte del efecto
(80%), y el resto de los elementos generan muy poco del efecto total. De acuerdo con este
principio, los elementos decisivos son relativamente pocos, mientras que son muchos los que
tienen menor importancia.
Un diagrama de Pareto es un histograma de los datos, desde los de frecuencia más elevada hasta
los de más baja. En el histograma también se dibuja una curva de frecuencia acumulada. Se utiliza
con el propósito de visualizar rápidamente qué factores de un problema, qué causas o qué valores
en una situación determinada son los más importantes y, por consiguiente, cuáles de ellos hay que
atender en forma prioritaria, a fin de detectar las oportunidades de mejora. Generalmente, es más
costeable disminuir la columna que representa mayor peso de un problema que eliminar por
completo la columna más pequeña de los defectos.
El diagrama de Pareto cumple con su cometido, pues presenta en forma gráfica:
• Los principales factores que influyen en una determinada situación.
• El porcentaje que corresponde a cada uno de estos factores.
• El porcentaje acumulativo.
En esta forma, la gráfica facilita identificar sobre qué puntos se debe actuar en forma prioritaria.
Beneficios adicionales de la utilización del diagrama de Pareto:
• El Diagrama de Pareto, al expresar gráficamente la importancia del problema, facilita la
comunicación y recuerda de manera permanente cuál es la falla principal, por lo que es útil
para motivar la cooperación de todos los involucrados, puesto que con un vistazo cualquier
persona puede ver cuáles son los problemas principales.
• Es más adecuado concentrar las energías del problema vital e ir al fondo de sus causas
que dispersar los esfuerzos en todos. Además, en general es más fácil reducir una barra
alta a la mitad que una chica a cero.
• Elimina la vaguedad en la magnitud de los problemas y proporciona una medición objetiva
expresable en términos gráficos, por lo que sirve para evaluar objetivamente con el mismo
diagrama las mejoras logradas.
27
-
Procedimiento de elaboración:
1. Fijar el periodo de tiempo para la colección de información
2. Listar los problemas de calidad del periodo
3. Determinar la frecuencia con la que se presenta el problema
4. Calcular el porcentaje relativo
5. Elaborar la gráfica
Elaboración del Diagrama de Pareto:
1. Elaborar dos ejes verticales, uno de cada extremo del eje horizontal, la escala izquierda
conviene que sea calibrada en la unidad de medición, y su altura debe ser igual a la suma
de las magnitudes de todos los elementos.
2. Arriba de cada elemento, dibujar un rectángulo cuya altura represente la magnitud de
medición para ese elemento.
3. Elaborar la línea de frecuencia acumulada sumando las magnitudes de cada elemento de
izquierda a derecha.
4. Usar el diagrama de Pareto para identificar los elementos más importantes para el
mejoramiento de la calidad.
Diagrama de Pareto
0
10
20
30
40
50
60
A B C D E F G H
Defectos
Fre
cuen
cia
0
10
20
30
40
50
60
70
80
90
100
% A
cum
ulad
o
25
Figura 3.5. Ejemplo de Diagrama de Pareto. 28
-
3.5.5 Histograma
El histograma es un método de representación gráfica de datos estadísticos que se construye
representando las mediciones u observaciones que se agrupan sobre una escala horizontal y las
frecuencias de clase en la escala vertical. Muestra la frecuencia o número de observaciones cuyo
valor cae dentro de un rango predeterminado. La forma que adopte un histograma proporciona
pistas sobre la distribución de probabilidad del proceso de donde se tomó la muestra, por lo que se
convierte en una herramienta muy útil de comunicación visual. En el control estadístico de la
calidad, el histograma se utiliza para visualizar el comportamiento del proceso con respecto a
determinados límites. El histograma ordena las muestras, tomadas de un conjunto, en tal forma
que se vea de inmediato con qué frecuencia ocurren determinadas características que son objeto
de observación.
En cualquier estudio estadístico es muy frecuente sacar muestras de un determinado conjunto, con
el propósito de identificar las características de los elementos del conjunto. A éste se le designa
con el nombre de población. Para que a través de muestras podamos evaluar las características de
una población total, es necesario emplear los métodos estadísticos. El método estadístico más
común consiste en sacar muestras en tal forma que todos los elementos de la población tengan la
misma probabilidad de ser seleccionados. Este método se denomina muestreo al azar; y la
muestra tomada a través del muestreo al azar se llama muestra aleatoria.
Las muestras aleatorias se toman con el propósito de ver hasta qué grado la población cumple con
alguna determinada característica. Con este fin se ordenan las muestras y se agrupan teniendo
como criterio el que encajen dentro de determinados límites llamados intervalos. Las muestras que
están dentro de estos intervalos integran subconjuntos denominados clases. Los límites de los
intervalos se designan fronteras de clase. A la cantidad de muestras de una clase se le designa
frecuencia de clase.
El histograma se construye tomando como base un sistema de coordenadas. El eje horizontal se
divide de acuerdo con las fronteras de clase. El eje vertical se gradúa para medir la frecuencia de
las diferentes clases. Estas se presentan en forma de barra que se levantan sobre el eje horizontal.
A esta presentación de la frecuencia de las muestras se le designa histograma.
Es muy usual que el ordenamiento de las barras en un histograma tome la figura de una campana,
esto es, que a partir de una barra de mayor altura ubicada en el centro, las barras de ambos lados
disminuyan gradualmente de altura. Esto se debe a que la frecuencia con que ocurre la
característica, objeto de observación, tiene casi siempre una tendencia central.
29
-
El comportamiento del proceso se puede también transcribir a un histograma, si a intervalos
determinados se toman muestras de dicho proceso. Cuando en el histograma se señalan los
límites de especificación, la gráfica entonces proporciona una visión global del comportamiento del
proceso con respecto a dichos límites.
Procedimiento de elaboración:
1. Reunir datos para encontrar por lo menos 50 puntos de referencia.
2. Calcular la variación de los puntos de referencia, restando el dato del mínimo valor, del
dato de máximo valor.
3. Calcular el número de barras que se usarán en el histograma.
4. Calculara el intervalo (la localización) sobre el eje X de las dos líneas verticales que sirven
de fronteras para cada barrera.
5. Construir una tabla de frecuencias que organice los puntos de referencia desde el más
bajo hasta el más alto.
6. Elaborar el histograma respectivo.
Histograma
0
2
4
6
8
10
12
14
16
0.15 0.19 0.23 0.26 0.30 0.34 0.38 0.42.
Clase
Fre
cuen
cia
Figura 3.6. Ejemplo de Histograma.
30
-
3.5.6 Diagrama de dispersión
El diagrama de dispersión es una gráfica del tipo X-Y cuyo objetivo es analizar la forma en que dos
variables numéricas están relacionadas. Se obtiene si X representa una variable y Y la otra;
entonces se colectan los datos en pares de valores sobre las dos variables (x, y). Las parejas de
datos obtenidos se representan a través de un punto en la gráfica del tipo X-Y (o plano cartesiano),
y a la figura resultante se le conoce como diagrama de dispersión. La ventaja de utilizar este tipo
de diagramas es que al hacerlo se tiene una comprensión más profunda del problema planteado.
Para interpretar los diagramas de dispersión se utiliza el análisis estadístico de correlación. Los
diagramas de dispersión son el componente gráfico del análisis de regresión. Aunque no son un
análisis estadístico riguroso, a menudo indican relaciones importantes entre variables.
Típicamente, las variables en cuestión representan causas posibles y efectos obtenidos de los
diagramas Ishikawa.
Con el propósito de controlar mejor el proceso y, por consiguiente, de mejorarlo resulta a veces
indispensable conocer la forma como se comportan entre sí algunas variables; esto es, si el
comportamiento de unas influye en el comportamiento de otras, o no, y en qué grado. Los
diagramas de dispersión muestran la existencia, o no, de esta relación.
Procedimiento de elaboración:
1. Obtención de datos. Reunir pares de datos (x, y) cuyas relaciones se quieren estudiar y
organizar esta información en una tabla. Se recomienda obtener al menos 30 parejas de
valores.
2. Construir escalas. Los ejes deben de ser tan largos como sea posible, pero de longitud
similar, lo cual hará que el diagrama sea más fácil de leer. Para construir la escala se
sugiere encontrar el valor máximo y el mínimo de ambas variables y tratar de mantener el
número de divisiones en cada eje, entre 3 y 10 y usar números redondos para facilitar la
lectura. Cuando las dos variables sean un factor y una característica de calidad, usar el eje
horizontal X para el factor y Y para las características de calidad.
3. Graficar los datos. Registrar los datos en el gráfico. Cuando se obtengan los mismos
valores en diferentes observaciones, mostrar esos puntos haciendo círculos concéntricos o
registrar el segundo punto muy cerca del primero.
4. Documentar el diagrama. Registrar en el diagrama toda la información que sea de utilidad
para identificarlo, como son títulos, periodo que cubren los datos, títulos y unidades de
cada eje, área o departamento, y persona responsable de colectar los datos.
31
-
Diagrama de Dispersión
0.46
0.47
0.48
0.49
0.5
0.51
0.52
0.53
18.2 18.5 18.8 19.1 19.4
Presión
% D
efec
tuos
o
Figura 3.7. Ejemplo de Diagrama de Dispersión.
3.5.7 Gráficas de control
Las gráficas de control son herramientas estadísticas más complejas que permiten obtener un
conocimiento mejor del comportamiento del proceso a través del tiempo, ya que en ella se
transcriben tanto la tendencia central del proceso como la amplitud de su variación. La gráfica de
control es considerada como uno de los medios más efectivos para detectar la presencia de
problemas reales o potenciales
Estas gráficas están formadas por dos corridas en paralelo; una de ellas, la que se coloca en la
parte superior, se destina a graficar una medida de tendencia central, que puede ser la media
aritmética o la mediana; y la otra, colocada en la parte inferior, se destina a granear estadísticos
que miden el rango de dispersión con respecto a dicha medida central. Estos estadísticos pueden
ser el rango muestral o la desviación estándar muestral. En ambas corridas se señalan tres límites:
el superior, el medio y el inferior.
Las gráficas de control que se usan con mayor frecuencia para el control estadístico del proceso
son:
• Gráfica de promedios y rangos.
32
-
• Gráfica de promedios y desviación estándar.
• Gráfica de medianas y rangos.
• Gráfica de lecturas o mediciones individuales.
La gráfica más común para valores discretos es la de promedios y rangos, ya que, por una parte,
su elaboración no requiere de operaciones aritméticas complicadas y, por otra, transcribe en forma
bastante objetiva el comportamiento del proceso.
El análisis de la gráfica de control que se hace al observar si existen, o no, estas y otras figuras,
permite evaluar el comportamiento del proceso y las posibles causas de dicho comportamiento. La
evaluación, a su vez, es la base para que trabajadores y directivos decidan las acciones a
emprender a fin de llevar a cabo el mejoramiento del proceso.
Antes de utilizar las gráficas de control por variables, debe tener en consideración lo siguiente:
• El proceso debe ser estable
• Los datos del proceso deben obedecer a una distribución normal
• El número de datos a considerar debe ser de aproximadamente 20 a 25 subgrupos con un
tamaño de muestra de 4 a 5, para que las muestras sean representativas de la población.
• Los datos deben ser calificados teniendo en cuenta que, la dispersión debe ser mínima
dentro de cada grupo y máxima entre grupos.
Figura 3.8. Ejemplo de Diagrama de Gráfica de Contr ol.
33
-
3.6 Los catorce puntos de Deming
Los catorce puntos de Deming pueden considerarse como los ingredientes que requieren las
organizaciones para llevar a cabo la transformación total, basada en una filosofía de mejora de la
calidad en toda la compañía.
1. Crear constancia de propósito para la mejora de pro ductos y servicios. El doctor
Deming sugiere una nueva y radical definición de la función de una empresa: Más que
hacer dinero es mantenerse en el negocio y brindar empleo por medio de la innovación, la
investigación, la mejora constante y el mantenimiento.
2. Adoptar una nueva filosofía. En general, las empresas toleran demasiado la mano de
obra deficiente y el servicio antipático. Necesitamos una nueva religión en la cual los
errores y el negativismo sean inaceptables.
3. Dejar de confiar en la inspección masiva. Típicamente se inspecciona un producto
cuando éste sale de la línea de ensamble o en etapas importantes del camino, y los
productos defectuosos se desechan o se reelaboran. Una y otra práctica son
innecesariamente costosas. En realidad, la empresa les está pagando a los trabajadores
por que hagan defectos y luego los corrijan. La calidad no proviene de la inspección sino
de la mejora del proceso. Con instrucción, se pueden reclutar trabajadores para que
participen en esta mejora.
4. Poner fin a la práctica de conceder negocios con ba se en el precio únicamente. Los
departamentos de compras suelen funcionar siguiendo la orden de buscar al proveedor de
menor precio. Esto frecuentemente conduce a provisiones de mala calidad. En lugar de
ello, los compradores deben buscar la mejor calidad en una relación de largo plazo con un
solo proveedor para determinado artículo.
5. Mejorar constantemente y por siempre el sistema de producción y servicios. La
mejora no es un esfuerzo de una sola vez. La administración está obligada a buscar
constantemente maneras de reducir el desperdicio y mejorar la calidad.
6. Instituir la capacitación. Con mucha frecuencia, a los trabajadores les enseñan su trabajo
otros trabajadores que nunca recibieron una buena capacitación. Están obligados a seguir
instrucciones ininteligibles. No pueden cumplir bien su trabajo porque nadie les dice cómo
hacerlo.
34
-
7. Instituir el liderazgo. La tarea del supervisor no es decirle a la gente qué hacer, ni es
cas