
INSTITUTO TECNOLÓGICO DE SONORA Congreso Internacional … · 2018-04-04 · Septiembre 2009...
21
Septiembre 2009 INSTITUTO TECNOLÓGICO DE SONORA Congreso Internacional de Negocios 2009 Estudio de tiempos en una empresa de suministro de energía eléctrica, para el puesto de corte y suspensión de servicio. Área: Mejora del desempeño organizacional Autores: Mtro. Moisés Rodríguez Echevarría, [email protected] Mtro. Jesús Armando Nájera González, [email protected] Mtra. Jesús Nereida Aceves López, [email protected]
Transcript of INSTITUTO TECNOLÓGICO DE SONORA Congreso Internacional … · 2018-04-04 · Septiembre 2009...
Septiembre 2009
INSTITUTO TECNOLÓGICO DE SONORA
Congreso Internacional de Negocios 2009
Estudio de tiempos en una empresa de suministro de energía eléctrica, para el puesto de corte y suspensión de servicio.
Área: Mejora del desempeño organizacional
Autores:
Mtro. Moisés Rodríguez Echevarría, [email protected]
Mtro. Jesús Armando Nájera González, [email protected]
Mtra. Jesús Nereida Aceves López, [email protected]
RESUMEN
El desempeño individual de cada uno de los integrantes de una organización, deberá
estar alineado a los planes de la organización, donde deberán establecerse estrategias
que permitan a las organizaciones conocer el desempeño de sus miembros, con el fin
de identificar su situación actual y establecer las condiciones para el mejor
funcionamiento de la empresa. Tal es el caso de la Comisión Federal de Electricidad
(CFE), institución cuya función deberá buscar aprovechar sus recursos.
En este trabajo de investigación se realizará un estudio de tiempos del puesto del
operador de corte y suspensión de servicios de la CFE, donde se desconoce si el
empleado cumple con el número de tareas asignadas, ya que no se conoce el tiempo real
de cada operador, señalando la CFE deben ser de 70 operaciones por día, de acuerdo a
una política establecida y a comparaciones con las operaciones en otros Estados. En
esta investigación se efectuará un estudio de tiempos, donde la empresa podrá conocer
el tiempo estándar en las operaciones del trabajador del puesto de corte y suspensión de
servicio en el área de facturación sur, para conocer el tiempo real de las operaciones y
posteriormente el número de tareas que debe realizar el auxiliar comercial por jornada
(capacidad de producción).
La metodología seguida se basa en la secuencia establecida en un estudio de tiempos
por cronometración clásico: División de la operación en elementos, selección del
operador, establecer el número de ciclos a cronometrar, determinación del tiempo
elemental, calificar la actuación del operario, añadir un margen de tolerancia y cálculo
del tiempo estándar.
Los tiempos estándar obtenidos fueron de 5.32 minutos para el corte y suspensión de
servicio desde el medidor y 6.39 minutos para el corte y suspensión de servicio desde el
poste, con una capacidad de producción respectiva de 78 y 68 operaciones de corte y
suspensión de servicio por jornada, sin considerar el tiempo que tarda el operador en
trasladarse de un domicilio a otro.
Con esto la empresa podrá lograr sus objetivos, obtener beneficios que le permitan
asegurar su crecimiento alcanzando las metas establecidas, cumplir la misión y
encaminar sus esfuerzos hacia el cumplimiento de su visión.
ANTECEDENTES
La energía eléctrica en México inicio en el año (1897) en la Ciudad de León
Guanajuato, desde entonces el servicio de energía eléctrica se ha expandido
rápidamente, presentando problemáticas dentro de su administración, donde se realizan
las operaciones de corte y suspensión de energía eléctrica que se efectúan por adeudos
vencidos, por lo que surgió la necesidad de realizar un estudio de tiempos en la
empresa encargada del suministro de energía eléctrica.
Los primeros proyectos de generación de energía eléctrica de Comisión Federal de
Electricidad (CFE), se realizaron en Teloloapan, Guerrero; Pátzcuaro, Michoacán;
Suchiate y Xía, en Oaxaca, y Ures y Altar, en Sonora; el primer gran proyecto
hidroeléctrico se inició en 1938 con la construcción de los canales, caminos y carreteras
de lo que después se convirtió en el Sistema Hidroeléctrico Ixtapantongo, en el Estado
de México, que posteriormente fue nombrado Sistema Hidroeléctrico Miguel Alemán.
En 1938, Comisión tenía apenas una capacidad de 64 kW, misma que, en ocho años,
aumentó hasta alcanzar 45,594kW (www.cfe.gob.mx/es/La Empresa/ que es cfe)
El crecimiento fue en aumento hasta crear una nueva división la cual inició sus
operaciones formalmente a partir del día primero de agosto de 1951, con el nombre de
"División Sonora", mediante la adquisición de las instalaciones de la empresa Servicios
Públicos, S.A., que suministraba el servicio a 16,157 consumidores en ocho
poblaciones: Hermosillo, Guaymas, Obregón, Esperanza, Cócorit, Navojoa,
Huatabampo y Magdalena, que en conjunto contaban con 129,577 habitantes.
Para abastecer la demanda se contaba con plantas generadoras de combustión interna en
las poblaciones mencionadas, con una capacidad de 9,534 KW, adicionada a 15,000
KW de la Planta Termoeléctrica de Ciudad Obregón instalada por CFE, que abastecía
de energía a la propia plaza mediante venta en bloque que hacía a dicha empresa.

A través de los 48 años transcurridos desde su origen, la división ha sido objeto de un
impresionante crecimiento y acelerado desarrollo en todos los sentidos, constituyendo el
pilar fundamental de la prosperidad de la Región Noroeste del país, habiendo adquirido
para su funcionamiento las instalaciones de las antiguas empresas particulares que
suministraban el servicio de energía eléctrica en las poblaciones de Los Mochis,
Culiacán y Navolato en Sinaloa, así como Nacozari y Naco en Sonora, traspasándose
además las plantas y redes que C. F. E. operaba en Ures, Álamos y Altar en Sonora.
En el transcurso de 1955 cambió su nombre por el de División Noroeste que
actualmente tiene, la cual conforme a sus límites colinda al noroeste con la División
Baja California; al sureste con la División Jalisco y al este con la División Norte. Su
área de influencia abarca todo el Estado de Sinaloa y casi la totalidad del Estado de
Sonora, a excepción de la región de San Luis Río Colorado; y una pequeña porción del
Estado de Durango (región de Tamazula).
Por algún tiempo operó varias plantas en poblaciones del Estado de Baja California,
entre ellas La Paz, Santa Rosalía, San Vicente y San Felipe, que posteriormente
fueron traspasadas a la División Baja California, al ser creada en el año de 1962.
En la misma forma, en el mes de junio de 1973, la División Occidente traspasó a su vez
a la División Noroeste las instalaciones de la Zona Mazatlán. La extensión territorial del
Estado de Sonora es de 184,934 Km y la de Sinaloa es de 58,488 Km o sea, un total de
243,422 Km.
Y en el estado de Sonora actualmente la demanda es de 2,900 MW y el número de
consumidores asciende a 1,435,000 a mayo de 2005, lo cual se puede apreciar en la
figura No. 1.
Figura 1 Expansión de los servicios de energía eléctrica
Fuente: José Valdés Campoy 20/05/02 libros azul CFE
La demanda de energía también se ha hecho notar en Ciudad Obregón, Sonora esto se
refleja en la producción que ha tenido en los últimos años la plata termoeléctrica, ya que
es una planta de emergencia que en temporada de verano ha estado en constante
funcionamiento, con el propósito de abastecer cada uno de los mercados a los que
atiende como se muestra en la siguiente tabla.
Tabla 1: Consumo de energía eléctrica en Ciudad Obregón
Fuente: (www.cfe.gob.mx/es/La Empresa/ que es cfe)
Al noroeste de la ciudad se encuentran las oficinas encargadas de la distribución de
energía eléctrica mejor conocida como Zona de distribución Obregón, la cual está
formada por varios departamentos: servicio de apoyo logístico, distribución, comercial
y atención al cliente entre otros. En el departamento de administración comercial se
encuentra el área de facturación sur, donde se efectúan las operaciones de corte y
suspensión de servicio eléctrico, alta de servicios, toma de lectura o servicio por factura
y reconexión de servicios. (José Valdés Campoy 20/05/02 libros azul de CFE).
PLANTEAMIENTO DEL PROBLEMA
En la empresa Comisión Federal de Electricidad (CFE), no siempre se cumple con las
tareas asignadas por jornada de un operador, debido a que no se cuenta con un tiempo
estimado para efectuar las operaciones, ya que se desconoce el tiempo real que debe
tardar el auxiliar comercial en realizar un corte o suspensión de servicio, que según la
política de la empresa, se deben llevar acabo 70 operaciones de corte y suspensión de
Sectores Consumo KWH Proporción de consumo
Residencial 4920801493 37.07%
Comercial 763943717 5.60%
Servicios 277653053 2.04%
Agrícolas 1014738031 7.44%
Inda. En media tensión 4280795842 31.38%
Inda. En alta tensión 2385399547 17.48%
Total 13643331683 17.48%
servicio de medidor y poste por jornada de un operador, en consecuencia es necesario
realizar un estudio de tiempos para contar con un promedio de tareas por jornada.
OBJETIVO
Determinar el tiempo estándar en las operaciones de corte y suspensión de servicio en el
área de facturación sur, para conocer el tiempo real de las operaciones y posteriormente
el número de tareas que debe realizar el auxiliar comercial por jornada, mediante un
estudio de tiempos.
JUSTIFICACIÓN
Para que la empresa pueda lograr sus objetivos, obtener beneficios que le permitan
asegurar su crecimiento alcanzando las metas establecidas, cumplir la misión y
encaminar sus esfuerzos hacia el cumplimiento de su visión, es necesario aumentar la
productividad, ya que esto ayudará al incremento de resultados obtenidos en relación a
los medios utilizados, por lo que son de suma importancia aquellas acciones dirigidas a
que todos y cada uno de los medios que intervienen en el proceso productivo lo hagan
con la máxima eficiencia.
Por tal motivo se realizará un estudio de tiempos en la empresa, para saber el número
real de tareas que puede realizar un auxiliar comercial. Este estudio traerá beneficios a
la empresa ya que arrojará resultados, los cuales se podrán comparar con los obtenidos
actualmente. Se administrará de forma más adecuada el tiempo y al personal reduciendo
el tiempo de ocio, factores de fatiga y retraso al efectuar las operaciones.
El auxiliar comercial estará capacitado para realizar sus tareas bajo un tiempo
establecido lo que hará más eficiente el trabajo cumpliendo con el total de tareas
asignadas, esto a su vez servirá a que la administración lleve un registros de las
operaciones que realiza cada trabajador y determinar si su rendimiento es bajo o si está
trabajando a ritmo normal.
De no realizar este estudio seguirá existiendo una mala distribución del tiempo y de los
trabajadores, no se contará con un tiempo estimado para cada corte o suspensión de
servicio lo que ocasionará retrasos en las operaciones y no se cumplirá con las tareas
asignadas.
METODOLÓGIA
División de la operación en elementos
Se analizaron detalladamente de forma visual las operaciones realizadas, observando al
operador por varios ciclos, posteriormente la operación se dividió en una serie de
elementos con el propósito de facilitar la medición y el estudio de tiempo. Las
operaciones solo comprenden elementos manuales y se reducirá el tiempo de ejecución
conforme a su esfuerzo y habilidad.
Selección del operador
Se seleccionaron operadores que están familiarizados con el procedimiento de la
operación, y que siguen correctamente el método establecido. El operario medio
normalmente realizará el trabajo consistente. Su ritmo tenderá a estar en el intervalo
aproximado de lo normal, facilitando así el analista de tiempos el aplicar un factor de
actuación correcto. La relación con el operador fue amistosa informándole de la
importancia y la finalidad del estudio, solicitando su cooperación y dándole la
oportunidad de realizar cualquier pregunta y sugerencia
Número de ciclos a cronometrar
Se realizaron tomas de tiempos preliminares utilizando el método de lectura continua o
regreso a cero dependiendo de los datos obtenidos en el cronometraje preliminar y
mediante el método estadístico, se determinó el número de ciclos necesarios a ser
cronometrados. Se utilizaron los métodos ya antes mencionados para obtener una mejor
lectura de las operaciones y con el fin de lograr el número de lecturas necesarias en el
proceso y para que el estudio sea más confiable se identificaron los siguientes
elementos:
Si= Desviación estándar de la muestra preliminar
t= Valor t de Student

e= Precisión deseada (generalmente su valor es del 5.0%)
X=Tiempo promedio de la muestra
N = Número de lecturas a cronometrar
Determinación del tiempo elemental
El cálculo del tiempo elemental se obtuvo después de la selección de tiempos
representativos de los elementos, por medio de su promedio para cada operación.
Determinación de la calificación de la actuación
Para obtener el factor de la actuación se utilizó el método Westinghouse, una vez que se
obtuvieron los datos del estudio y con la ayuda del supervisor, ya que es el que conoce
mejor las aptitudes de los operadores, el método consiste en evaluar la actuación del
operario donde se consideran cuatro factores que son: habilidad, esfuerzo o empeño,
condiciones de trabajo y consistencia. Cabe mencionar que este es el paso más
importante ya que por medio de esta técnica se determinará el tiempo requerido para
que el operario normal ejecute la tarea.
Margen de tolerancia
Se determinaron las tolerancias debido a los retrasos inevitables de tiempo que sufre la
operación, por lo que fue necesario realizar ajustes para compensar dichas pérdidas, las
cuales se realizaron utilizando la tabla expedida por la Oficina Internacional del
Trabajo.
Tiempo estándar
El tiempo estándar se calculó mediante: el tiempo elemental, el factor de actuación y
las tolerancias por cada operación.

TE =Tiempo estándar
TN =Tiempo Normal
Te = Tiempo elemental
F = Factor de la actuación
Aplicación del tiempo estándar
Se realizó la comparación del tiempo estándar calculado con el tiempo real para evaluar
su factibilidad. Posteriormente se determinó la capacidad de la producción diaria por
operador, dividiendo el número de horas trabajadas (siete horas) en un día normal de
trabajo entre el tiempo estándar.

RESULTADOS
Corte y suspensión de servicio desde el medidor
Tabla 2: Muestreo preliminar para determinar el número de ciclos a cronometrar.
Elementos
Lecturas
Checar
medidor
Auto
Presentarse
Llenar
aviso
Bajar
interruptor
Retirar
sello y
aro
Quitar
medidor
Utilizar
pillador
Cortar Poner
medidor
Colocar
aro y
sello
Tomar
datos
1 2.18 176.73 26.17 2.10 11.1 4.86 3.66 84.12 4.86 15.21 10.26
2 3.21 130.69 28.17 2.08 10.98 3.63 3.12 86.15 3.92 12.49 10.26
3 3.37 180.52 25.93 1.99 14.73 4.29 3.72 115.06 4.77 12.13 11.36
4 2.88 116.01 24.67 2.46 15.27 4.08 3.42 120.99 4.76 16.67 12.39
5 3.42 162.19 19.21 2.14 14.23 3.77 4.26 93.16 4.06 15.39 15.83
6 2.32 125.73 29.33 1.99 13.21 3.27 2.58 80.96 5.02 15.67 11.01
7 3.49 171.60 30.96 2.38 14.44 3.46 3.51 120.86 4.27 14.44 12.27
8 2.19 180.13 27.68 2.24 15.25 3.77 2.94 101.81 4.34 13.76 12.19
9 2.76 173.26 26.19 2.38 13.81 3.90 3.22 87.43 3.99 15.98 11.92
10 3.76 118.12 28.26 2.11 14.19 4.12 4.03 88.68 4.25 14.12 14.38
11 3.09 162.10 28.10 1.83 10.12 3.79 3.46 90.10 3.28 12.49 13.12
12 3.12 118.79 20.13 2.10 13.26 4.47 4.21 91.96 3.98 15.97 11.92
13 2.23 159.20 22.90 2.39 14.79 4.89 3.79 96.54 2.06 12.92 12.43
14 2.78 116.93 24.33 1.87 11.89 3.82 2.92 81.23 4.24 13.14 10.97
15 3.26 187.21 32.46 1.93 13.41 4.12 3.86 119.19 14.16 15.88 16.09
16 2.36 144.30 28.66 2.17 11.96 3.11 3.82 84.10 4.39 10.98 15.26
17 2.76 168.17 33.87 2.06 14.79 4.33 3.66 91.66 4.52 13.58 10.79
18 3.11 162.19 25.43 1.53 13.14 3.99 4.07 128.00 3.91 14.26 14.64
19 2.25 117.71 32.62 2.17 15.44 4.56 3.43 81.41 4.06 12.46 15.86
20 2.92 170.23 27.82 2.26 14.31 3.81 2.98 106.31 4.16 14.16 15.65
21 3.39 187.96 31.69 2.10 15.99 4.32 3.24 123.92 5.10 16.81 12.86
22 2.21 129.88 28.17 2.03 11.32 4.41 3.52 95.02 4.07 15.17 14.23
23 2.39 137.00 19.62 1.87 13.14 3.18 3.11 108.35 4.01 16.06 11.01
24 3.28 172.19 28.32 1.97 15.12 4.98 3.86 88.78 3.91 14.16 15.19
25 2.82 180.36 30.59 2.19 13.29 3.25 3.22 106.00 3.99 15.36 11.21
26 3.12 179.16 25.33 1.96 12.17 4.93 3.19 123.95 4.12 12.21 13.39
27 2.18 128.97 26.18 2.00 10.58 3.58 3.89 108.57 3.93 14.66 14.18
28 2.37 130.03 19.37 2.05 13.30 4.16 3.43 74.07 4.12 15.83 11.01
29 2.25 120.00 27.91 2.43 12.18 3.02 4.08 94.96 3.93 14.95 12.88
30 3.17 139.01 24.19 1.86 15.22 3.66 2.99 110.96 3.50 14.99 13.96
Tiempo promedio actual de corte 358.84 (segundos) 5.98 minutos
Se determinó el número de ciclos a observar por elemento, utilizando la formula:
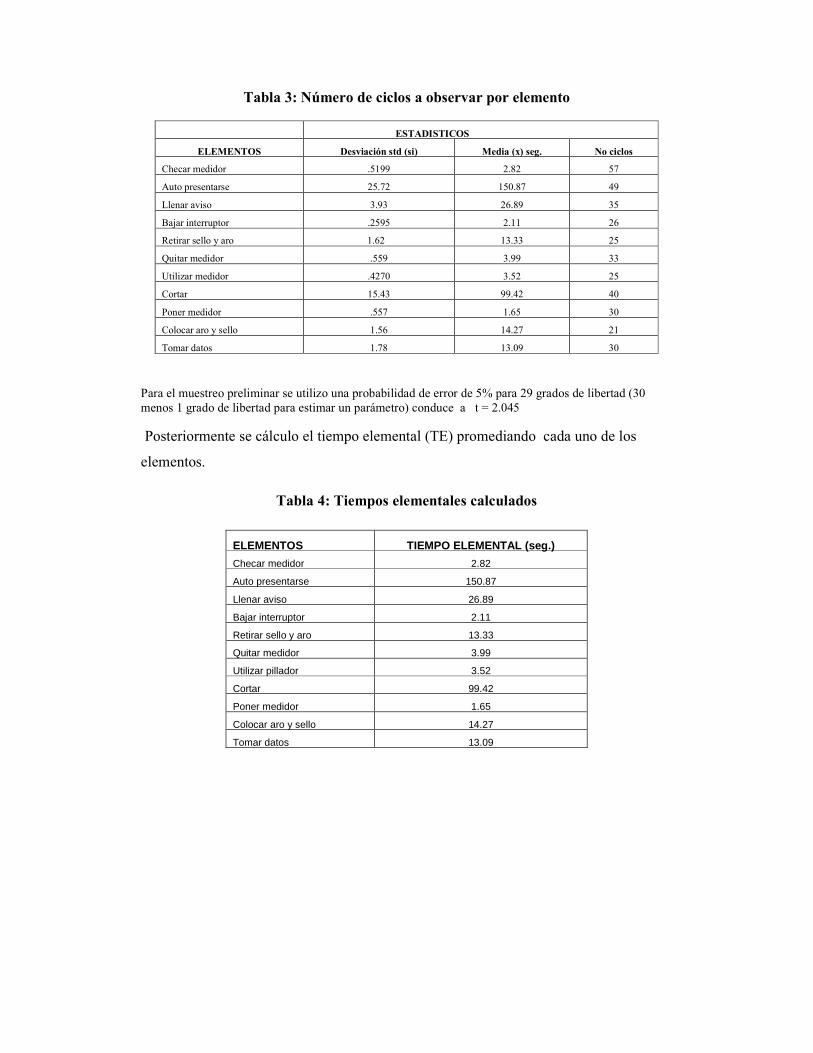
Tabla 3: Número de ciclos a observar por elemento
ESTADISTICOS
ELEMENTOS Desviación std (si) Media (x) seg. No ciclos
Checar medidor .5199 2.82 57
Auto presentarse 25.72 150.87 49
Llenar aviso 3.93 26.89 35
Bajar interruptor .2595 2.11 26
Retirar sello y aro 1.62 13.33 25
Quitar medidor .559 3.99 33
Utilizar medidor .4270 3.52 25
Cortar 15.43 99.42 40
Poner medidor .557 1.65 30
Colocar aro y sello 1.56 14.27 21
Tomar datos 1.78 13.09 30
Para el muestreo preliminar se utilizo una probabilidad de error de 5% para 29 grados de libertad (30 menos 1 grado de libertad para estimar un parámetro) conduce a t = 2.045
Posteriormente se cálculo el tiempo elemental (TE) promediando cada uno de los
elementos.
Tabla 4: Tiempos elementales calculados
ELEMENTOS TIEMPO ELEMENTAL (seg.)
Checar medidor 2.82
Auto presentarse 150.87
Llenar aviso 26.89
Bajar interruptor 2.11
Retirar sello y aro 13.33
Quitar medidor 3.99
Utilizar pillador 3.52
Cortar 99.42
Poner medidor 1.65
Colocar aro y sello 14.27
Tomar datos 13.09
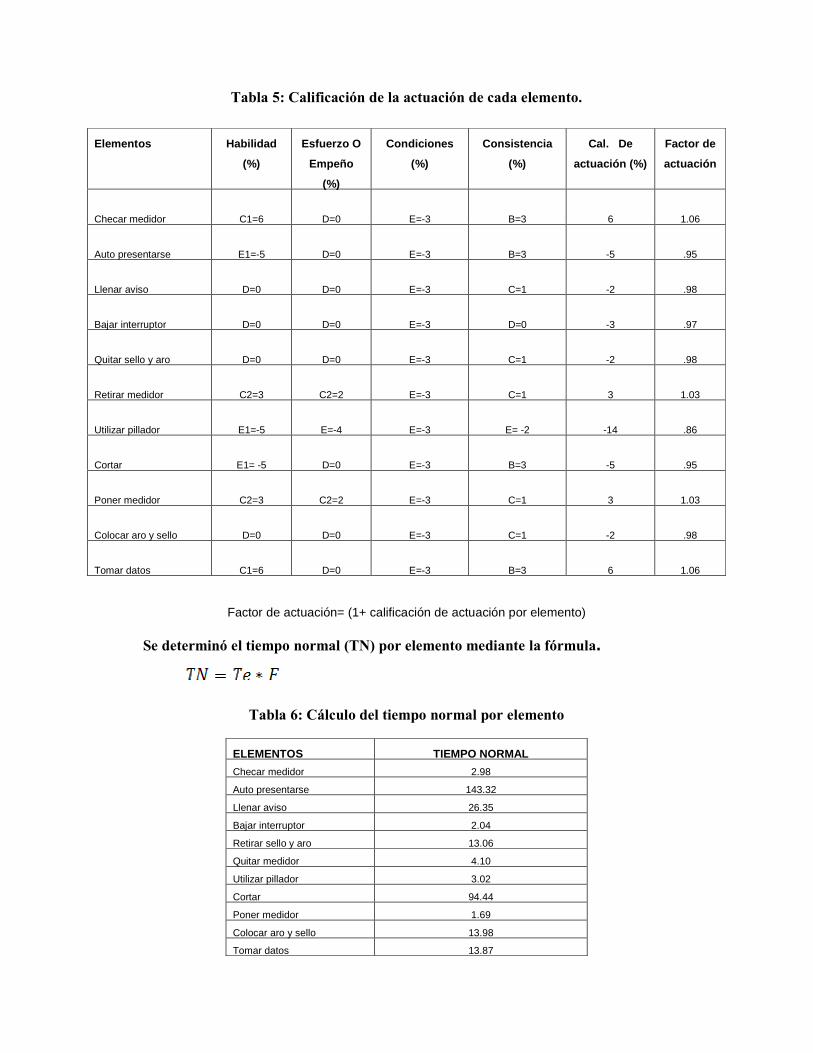
Tabla 5: Calificación de la actuación de cada elemento.
Factor de actuación= (1+ calificación de actuación por elemento)
Se determinó el tiempo normal (TN) por elemento mediante la fórmula.
Tabla 6: Cálculo del tiempo normal por elemento
ELEMENTOS TIEMPO NORMAL
Checar medidor 2.98
Auto presentarse 143.32
Llenar aviso 26.35
Bajar interruptor 2.04
Retirar sello y aro 13.06
Quitar medidor 4.10
Utilizar pillador 3.02
Cortar 94.44
Poner medidor 1.69
Colocar aro y sello 13.98
Tomar datos 13.87
Elementos Habilidad
(%)
Esfuerzo O
Empeño
(%)
Condiciones
(%)
Consistencia
(%)
Cal. De
actuación (%)
Factor de
actuación
Checar medidor
C1=6
D=0
E=-3
B=3
6
1.06
Auto presentarse
E1=-5
D=0
E=-3
B=3
-5
.95
Llenar aviso
D=0
D=0
E=-3
C=1
-2
.98
Bajar interruptor
D=0
D=0
E=-3
D=0
-3
.97
Quitar sello y aro
D=0
D=0
E=-3
C=1
-2
.98
Retirar medidor
C2=3
C2=2
E=-3
C=1
3
1.03
Utilizar pillador
E1=-5
E=-4
E=-3
E= -2
-14
.86
Cortar
E1= -5
D=0
E=-3
B=3
-5
.95
Poner medidor
C2=3
C2=2
E=-3
C=1
3
1.03
Colocar aro y sello
D=0
D=0
E=-3
C=1
-2
.98
Tomar datos
C1=6
D=0
E=-3
B=3
6
1.06

Tabla 7: Calificación de tolerancia por cada elemento
Se determinó el tiempo estándar utilizando la relación
Elementos Tolerancia
constante (%)
Por estar de
pie (%)
Posición
incómoda (%)
Calor (%) Total
Checar medidor 9 2 2 5 .18
Auto presentarse 9 2 0 5 .16
Llenar aviso 9 2 0 5 .16
Bajar interruptor 9 2 0 5 16
Retirar sello y aro 9 2 2 5 .18
Quitar medidor 9 2 2 5 .18
Utilizar pillador 9 2 2 5 .18
Cortar 9 2 2 5 .18
Poner medidor 9 2 2 5 .18
Colocar aro y sello 9 2 2 5 .18
Tomar datos 9 2 2 5 .18
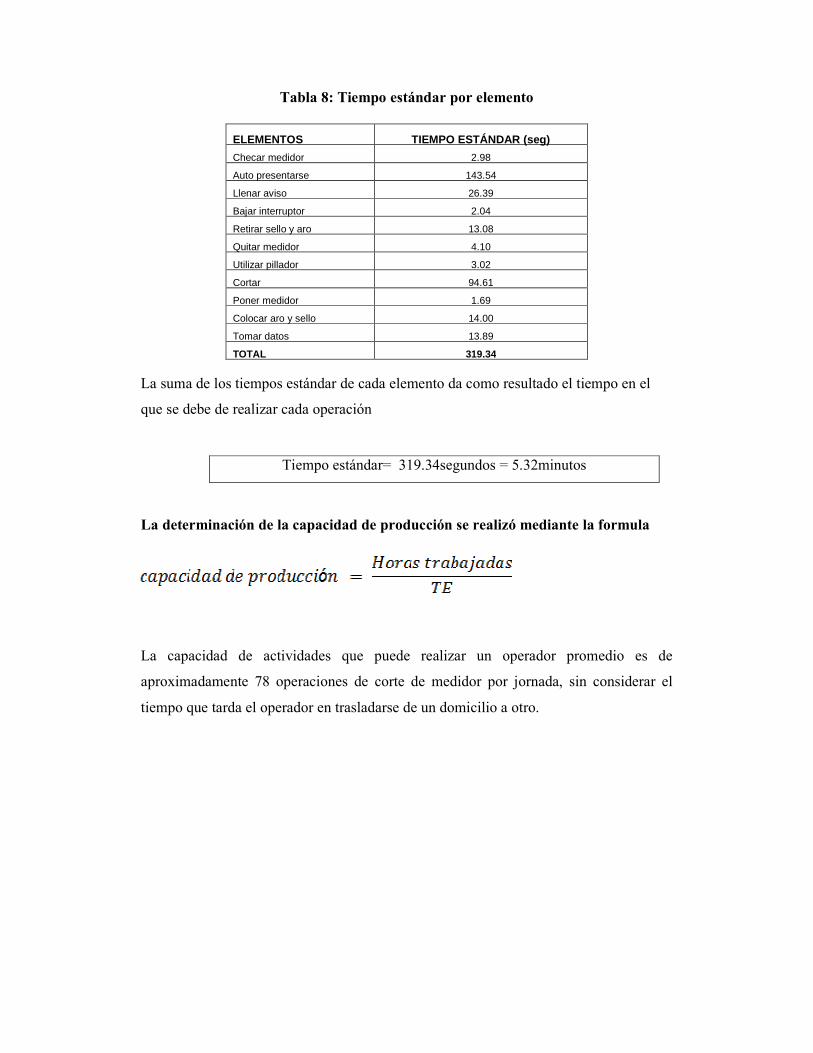
Tabla 8: Tiempo estándar por elemento
La suma de los tiempos estándar de cada elemento da como resultado el tiempo en el
que se debe de realizar cada operación
La determinación de la capacidad de producción se realizó mediante la formula
La capacidad de actividades que puede realizar un operador promedio es de
aproximadamente 78 operaciones de corte de medidor por jornada, sin considerar el
tiempo que tarda el operador en trasladarse de un domicilio a otro.
ELEMENTOS TIEMPO ESTÁNDAR (seg)
Checar medidor 2.98
Auto presentarse 143.54
Llenar aviso 26.39
Bajar interruptor 2.04
Retirar sello y aro 13.08
Quitar medidor 4.10
Utilizar pillador 3.02
Cortar 94.61
Poner medidor 1.69
Colocar aro y sello 14.00
Tomar datos 13.89
TOTAL 319.34
Tiempo estándar= 319.34segundos = 5.32minutos

Corte y suspensión de servicio desde el poste
Tabla 9: Muestreo preliminar para determinar el número de ciclos a cronometrar.
Tiempo promedio actual de corte 390.25 (segundos)
6.50 minutos
Se determinó el número de ciclos a observar por elemento.
Elementos
Lecturas
verificar
# de
medidor
Auto pre
sentarse
Llenar
aviso
Ponerse
equipo
de seg.
Posicionar
escalera
Ascender
al poste
Emband
olarse
cortar Desemban
dolarse
Descender
del poste
Retirar
escalera
Quitarse
equipo
de seg.
tomar
datos
total
1 2.87 188.33 48.19 23.54 30.24 4.30 2.90 65.26 1.81 2.82 28.81 13.46 2.86 416.39
2 3.21 156.39 67.56 20.75 35.21 5.46 2.89 59.59 2.42 3.86 31.69 17.27 3.03 409.33
3 2.93 120.16 53.21 17.99 30.93 4.89 3.15 66.42 2.57 3.28 38.41 14.21 2.43 360.58
4 4.14 166.13 65.78 19.21 39.27 6.13 2.56 53.07 2.15 4.01 24.86 15.23 2.21 404.75
5 3.16 121.15 60.23 18.47 28.86 4.92 2.47 74.21 2.74 3.41 38.38 18.67 2.45 380.12
6 3.21 179.22 59.17 19.64 29.78 5.25 3.00 63.32 2.76 3.76 24.96 13.41 3.16 410.64
7 2.76 127.11 61.31 17.87 32.38 5.15 2.57 43.96 1.94 2.89 28.74 20.16 2.63 350.47
8 2.58 150.14 57.04 23.02 31.09 4.87 2.33 74.15 2.10 3.06 32.86 18.53 2.43 404.2
9 3.72 126.35 48.36 18.12 30.86 6.03 2.96 52.43 2.22 2.87 37.19 15.82 3.07 350
10 3.52 122.84 52.81 21.91 27.43 5.19 3.21 68.71 2.87 2.94 35.89 21.15 2.41 370.88
11 3.09 182.96 69.15 23.41 35.82 4.29 3.19 51.24 2.26 2.82 37.37 17.94 2.49 436.03
12 2.87 127.44 46.22 20.15 38.32 6.10 2.90 58.20 2.83 3.15 32.41 19.76 2.25 362.6
13 3.25 149.19 38.87 18.16 32.11 5.46 2.37 64.03 2.19 3.09 33.49 15.19 2.87 370.27
14 2.96 137.41 47.12 24.39 32.06 4.36 3.10 75.87 2.89 2.89 24.32 15.34 2.23 374.64
15 3.19 152.76 53.18 16.40 40.31 3.89 2.40 46.14 2.93 3.06 34.12 14.02 2.19 374.59
16 3.28 211.67 57.96 25.23 36.77 5.21 2.72 50.24 2.92 3.96 28.96 19.25 2.52 450.69
17 3.43 175.70 62.35 23.21 27.95 4.14 2.31 33.86 2.99 3.63 25.04 16.89 2.66 394.26
18 3.14 122.90 51.13 19.11 38.17 3.92 2.96 47.66 2.25 3.11 30.52 13.06 2.58 340.51
19 3.10 153.18 55.67 15.27 40.83 4.19 3.08 52.14 3.01 3.15 39.98 18.53 2.54 394.67
20 3.55 173.21 62.34 18.52 32.17 6.02 2.89 69.02 2.77 3.92 38.10 20.99 3.09 436.59
21 2.82 120.11 49.11 17.09 32.89 3.72 2.05 43.89 1.89 3.24 36.73 17.06 2.11 332.71
22 3.26 141.32 56.71 19.76 30.14 4.33 3.06 62.19 2.78 3.87 33.23 20.97 2.37 383.99
23 2.97 125.32 44.87 16.31 40.03 4.06 1.89 77.05 2.67 2.99 38.31 16.23 2.61 375.31
24 3.18 171.08 53.82 24.97 33.47 3.98 3.11 56.13 2.38 3.56 34.42 16.41 2.58 409.09
25 3.55 208.19 50.94 18.12 40.09 5.21 2.50 65.11 3.02 2.82 35.05 14.66 3.05 452.27
26 3.27 170.96 65.12 17.18 29.78 4.89 2.24 68.99 2.55 3.33 27.99 20.03 2.56 418.89
27 2.84 139.81 62.00 18.44 37.96 5.09 2.69 53.76 2.12 3.41 33.45 16.19 2.89 380.65
28 4.03 198.16 54.15 19.20 38.11 4.90 2.81 55.22 2.80 3.60 24.17 19.46 2.77 429.38
29 3.13 159.40 47.41 18.43 28.96 5.46 3.12 49.87 2.73 3.58 27.27 18.12 2.55 370.03
30 4.01 132.21 50.17 19.72 37.15 5.87 3.01 60.15 2.96 3.63 25.88 15.37 2.92 363.05
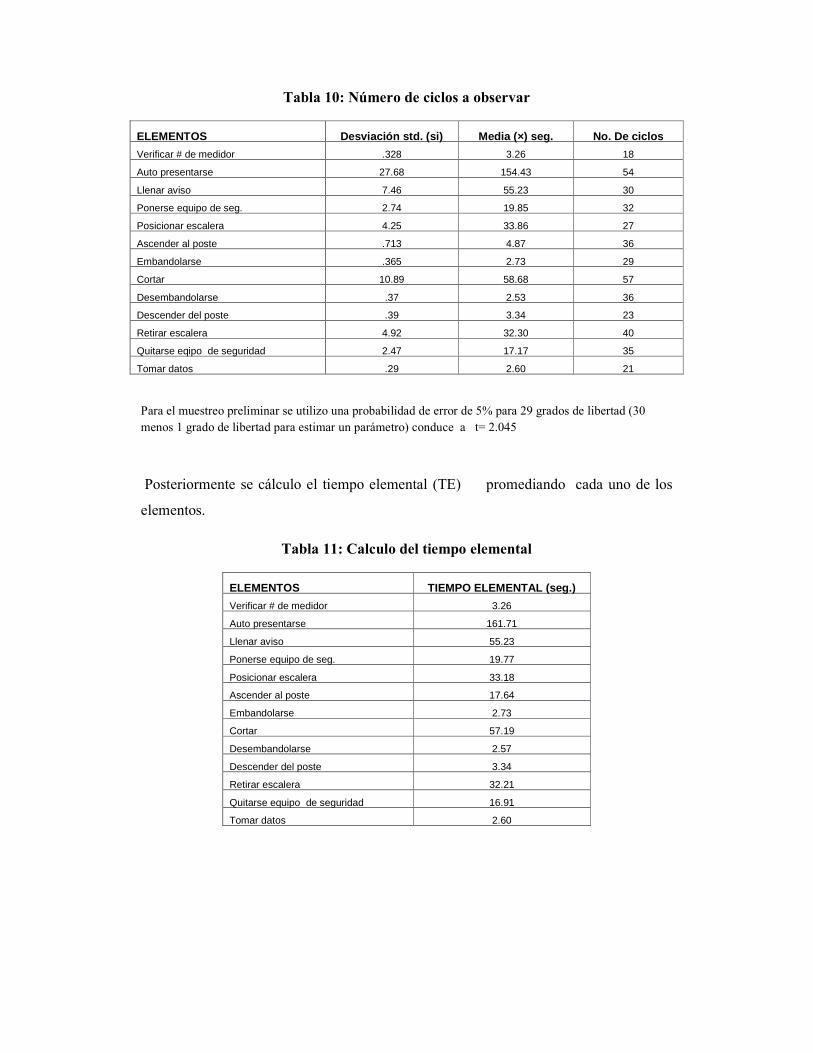
Tabla 10: Número de ciclos a observar
ELEMENTOS Desviación std. (si) Media (×) seg. No. D e ciclos
Verificar # de medidor .328 3.26 18
Auto presentarse 27.68 154.43 54
Llenar aviso 7.46 55.23 30
Ponerse equipo de seg. 2.74 19.85 32
Posicionar escalera 4.25 33.86 27
Ascender al poste .713 4.87 36
Embandolarse .365 2.73 29
Cortar 10.89 58.68 57
Desembandolarse .37 2.53 36
Descender del poste .39 3.34 23
Retirar escalera 4.92 32.30 40
Quitarse eqipo de seguridad 2.47 17.17 35
Tomar datos .29 2.60 21
Para el muestreo preliminar se utilizo una probabilidad de error de 5% para 29 grados de libertad (30 menos 1 grado de libertad para estimar un parámetro) conduce a t= 2.045
Posteriormente se cálculo el tiempo elemental (TE) promediando cada uno de los
elementos.
Tabla 11: Calculo del tiempo elemental
ELEMENTOS TIEMPO ELEMENTAL (seg.)
Verificar # de medidor 3.26
Auto presentarse 161.71
Llenar aviso 55.23
Ponerse equipo de seg. 19.77
Posicionar escalera 33.18
Ascender al poste 17.64
Embandolarse 2.73
Cortar 57.19
Desembandolarse 2.57
Descender del poste 3.34
Retirar escalera 32.21
Quitarse equipo de seguridad 16.91
Tomar datos 2.60
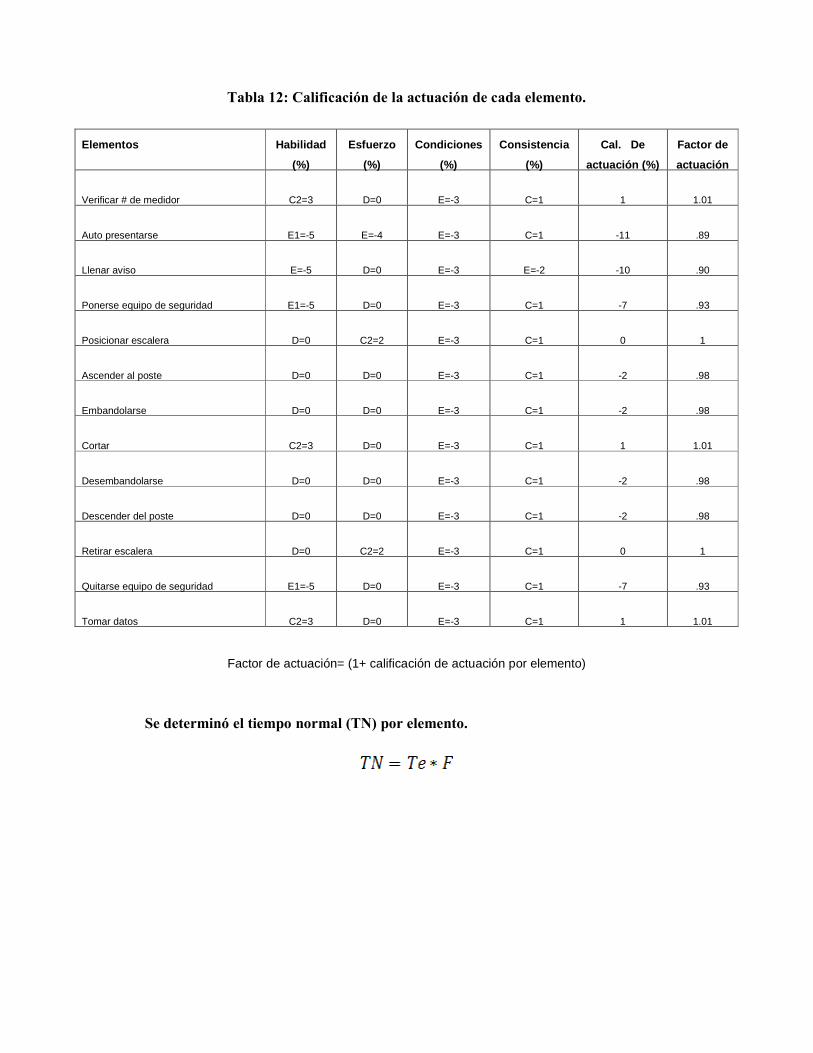
Tabla 12: Calificación de la actuación de cada elemento.
Factor de actuación= (1+ calificación de actuación por elemento)
Se determinó el tiempo normal (TN) por elemento.
Elementos Habilidad
(%)
Esfuerzo
(%)
Condiciones
(%)
Consistencia
(%)
Cal. De
actuación (%)
Factor de
actuación
Verificar # de medidor
C2=3
D=0
E=-3
C=1
1
1.01
Auto presentarse
E1=-5
E=-4
E=-3
C=1
-11
.89
Llenar aviso
E=-5
D=0
E=-3
E=-2
-10
.90
Ponerse equipo de seguridad
E1=-5
D=0
E=-3
C=1
-7
.93
Posicionar escalera
D=0
C2=2
E=-3
C=1
0
1
Ascender al poste
D=0
D=0
E=-3
C=1
-2
.98
Embandolarse
D=0
D=0
E=-3
C=1
-2
.98
Cortar
C2=3
D=0
E=-3
C=1
1
1.01
Desembandolarse
D=0
D=0
E=-3
C=1
-2
.98
Descender del poste
D=0
D=0
E=-3
C=1
-2
.98
Retirar escalera
D=0
C2=2
E=-3
C=1
0
1
Quitarse equipo de seguridad
E1=-5
D=0
E=-3
C=1
-7
.93
Tomar datos
C2=3
D=0
E=-3
C=1
1
1.01
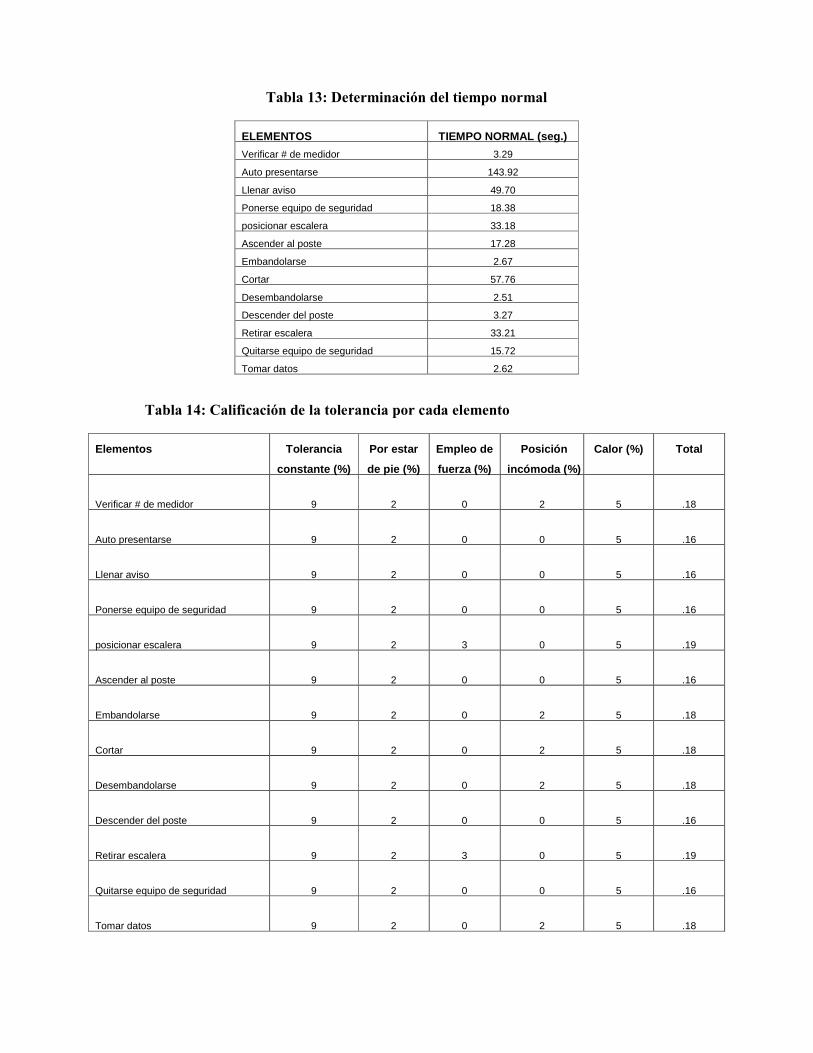
Tabla 13: Determinación del tiempo normal
ELEMENTOS TIEMPO NORMAL (seg.)
Verificar # de medidor 3.29
Auto presentarse 143.92
Llenar aviso 49.70
Ponerse equipo de seguridad 18.38
posicionar escalera 33.18
Ascender al poste 17.28
Embandolarse 2.67
Cortar 57.76
Desembandolarse 2.51
Descender del poste 3.27
Retirar escalera 33.21
Quitarse equipo de seguridad 15.72
Tomar datos 2.62
Tabla 14: Calificación de la tolerancia por cada elemento
Elementos Tolerancia
constante (%)
Por estar
de pie (%)
Empleo de
fuerza (%)
Posición
incómoda (%)
Calor (%) Total
Verificar # de medidor
9
2
0
2
5
.18
Auto presentarse
9
2
0
0
5
.16
Llenar aviso
9
2
0
0
5
.16
Ponerse equipo de seguridad
9
2
0
0
5
.16
posicionar escalera
9
2
3
0
5
.19
Ascender al poste
9
2
0
0
5
.16
Embandolarse
9
2
0
2
5
.18
Cortar
9
2
0
2
5
.18
Desembandolarse
9
2
0
2
5
.18
Descender del poste
9
2
0
0
5
.16
Retirar escalera
9
2
3
0
5
.19
Quitarse equipo de seguridad
9
2
0
0
5
.16
Tomar datos
9
2
0
2
5
.18
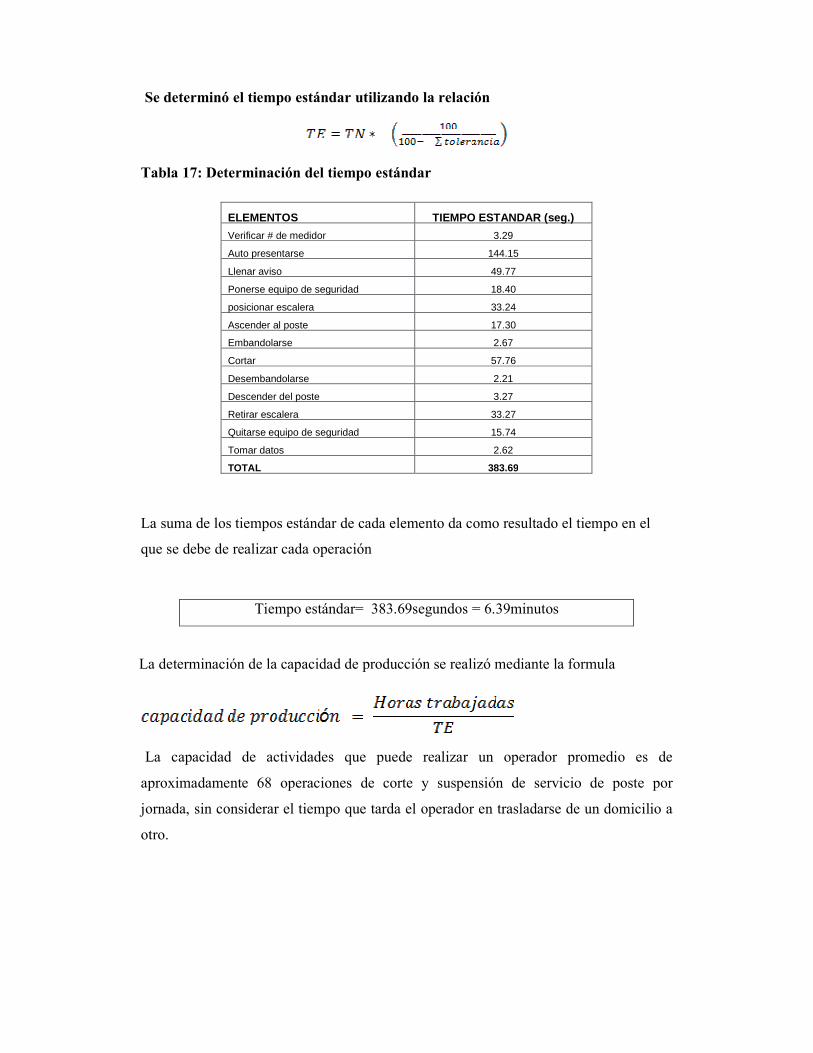
Se determinó el tiempo estándar utilizando la relación
Tabla 17: Determinación del tiempo estándar
La suma de los tiempos estándar de cada elemento da como resultado el tiempo en el
que se debe de realizar cada operación
La determinación de la capacidad de producción se realizó mediante la formula
La capacidad de actividades que puede realizar un operador promedio es de
aproximadamente 68 operaciones de corte y suspensión de servicio de poste por
jornada, sin considerar el tiempo que tarda el operador en trasladarse de un domicilio a
otro.
ELEMENTOS TIEMPO ESTANDAR (seg.)
Verificar # de medidor 3.29
Auto presentarse 144.15
Llenar aviso 49.77
Ponerse equipo de seguridad 18.40
posicionar escalera 33.24
Ascender al poste 17.30
Embandolarse 2.67
Cortar 57.76
Desembandolarse 2.21
Descender del poste 3.27
Retirar escalera 33.27
Quitarse equipo de seguridad 15.74
Tomar datos 2.62
TOTAL 383.69
Tiempo estándar= 383.69segundos = 6.39minutos

CONCLUSIONES Y RECOMENDACIONES
Se determinó el tiempo estándar en las operaciones de corte y suspensión de servicio de
medidor y poste. Considerando las problemáticas que se le puedan presentar al auxiliar
comercial. Al realizar el estudio se obtuvo un resultado de 5.32 minutos por tarea, este
tiempo se comparó con el tiempo actual que el operador tarda en realizar el corte de
este servicio desde el medidor, 6.0 minutos que dio una diferencia de .0.68 minutos, en
cuanto al corte y suspensión desde el poste se obtuvo 6.39 minutos por tarea, este
tiempo se comparó con el tiempo actual que el operador tarda en realizar la operación,
6.50 minutos lo que arrojó una diferencia de 0.11minutos indicando que el operador es
eficiente y realiza sus actividades dentro del tiempo límite de operación obtenidos en el
presente estudio.
Se recomienda que se determine el tiempo en que el operador tarda en trasladarse a las
posibles rutas de trabajo o domicilios ya que el tiempo que dedica a esta actividad es
significativo para determinar la productividad diaria que puede tener el operador.
Bibliografía
1. Aguet Michel, México 11/30/1988. Energía Eléctrica.
2. Barnes Ralph H. (1979): Estudio de tiempos y movimientos. 5ta y 3ra
reimpresión. Edición en español. México, DF.
3. Equipo asesoría y gestión divisional, José Valdés Campoy 20/05/02 libros azul.
4. García C. Roberto (1998): Estudio del trabajo, medición del trabajo. 2da
Edición. Editorial McGrawhill inc. México, DF.
5. Meyers Fred E. (2000): Estudio de tiempos y movimientos. 2da Edición Pearson
Educación, México, DF.
6. Mariano Bauer Ephrussi, Leopoldo jarcia y colín serré 1989. Energía en
México.
7. Manuel García Martínez y Francisco Niebla Portillo Manual de procedimiento
operativo 22/02/2006
8. Niebel y Freivalds. (1996). Ingeniería Industrial: Métodos, Estándares y Diseño
del trabajo. Alfaomega. 3 y 10ma. Edición.
9. www.cfe.gob.mx/es/LaEmpresa/queescfe/
Recuperado desde: Comisión Federal De Electricidad Marzo/2009
10. www.historiadeeuropa.files.wordpress.com/2008/09/maquina_vapor_watt_
etsiim.jpg
Recuperado desde: Historia y Evolución de la Industria Abril/2009


















