
INSTITUTO TECNOLÓGICO DE COLIMAdspace.itcolima.edu.mx/jspui/bitstream/123456789/188/1/ANALISIS...
45
1 INSTITUTO TECNOLÓGICO DE COLIMA “ANÁLISIS DE PRODUCTIVIDAD Y PRODUCCIÓN DE PALAS P&H 4100” INFORME TÉCNICO DE RESIDENCIA PROFESIONAL QUE PRESENTA: Nombre del Residente: Juan Diego Díaz Deniz Nombre del Asesor Ing. Miguel Ríos Farías Nombre de la Carrera Ingeniería Industrial Villa de Álvarez, Col, 01 de junio de 2016
Transcript of INSTITUTO TECNOLÓGICO DE COLIMAdspace.itcolima.edu.mx/jspui/bitstream/123456789/188/1/ANALISIS...

1
INSTITUTO TECNOLÓGICO DE COLIMA
“ANÁLISIS DE PRODUCTIVIDAD Y PRODUCCIÓN DE PALAS
P&H 4100”
INFORME TÉCNICO DE RESIDENCIA PROFESIONAL QUE PRESENTA:
Nombre del Residente:
Juan Diego Díaz Deniz
Nombre del Asesor
Ing. Miguel Ríos Farías
Nombre de la Carrera
Ingeniería Industrial
Villa de Álvarez, Col, 01 de junio de 2016

2
Contenido
Introducción ............................................................................................................................ 4
Capítulo I ................................................................................................................................ 5
1.1 Antecedentes generales de la empresa ....................................................................... 5
1.2 Justificación .............................................................................................................. 6
1.3 Objetivos .................................................................................................................. 7
1.3.1 Objetivo general .......................................................................................................... 7
1.3.2 Objetivos específicos ................................................................................................... 7
1.4 Alcance ..................................................................................................................... 7
1.5 Cronograma de actividades ...................................................................................... 7
Capítulo II ............................................................................................................................... 9
2.1 Marco Teórico .......................................................................................................... 9
2.1.1 La minería .......................................................................................................................... 9
2.1.2 Las palas ............................................................................................................................. 9
2.1.3 Estudio de tiempos ........................................................................................................... 10
2.1.4 Muestreo ........................................................................................................................... 11
2.1.5 Productividad ................................................................................................................... 13
2.2 Metodología del análisis .......................................................................................... 15
2.2.1 Conocimiento del proceso ................................................................................................ 15
2.2.2 Muestreo ........................................................................................................................... 20
2.2.3 Análisis ............................................................................................................................. 24
Capitulo III ........................................................................................................................... 25
3.1 Históricos ................................................................................................................ 25
3.1.1 Producción y productividad ............................................................................................. 25
3.1.2 Demoras ........................................................................................................................... 25
3.2 Situación actual ...................................................................................................... 27
3.2.1 Producción y productividad....................................................................................... 27
3.2.3 Demoras ........................................................................................................................... 28
3.2.4 Mantenimientos ................................................................................................................ 34
3.2.5 Resultados del muestreo ................................................................................................... 34
3.2.6 Análisis de situaciones de impacto en la producción y productividad ............................. 36
Capítulo IV............................................................................................................................ 39
3
4.1 Propuestas de mejora ............................................................................................. 39
4.1.1 Preparación con anticipación de área de operación de las palas ............................... 39
4.1.2 Proceso de limpieza con tractor................................................................................. 40
4.1.3 Planeación de maniobra con cable eléctrico .............................................................. 40
4.1.4 Mejora de la comunicación operador pala-camión. .................................................. 41
4.2 Evaluación de la propuesta ..................................................................................... 42
Capítulo V ............................................................................................................................. 43
5.1 Recomendaciones .................................................................................................... 43
5.2 Conclusión .............................................................................................................. 43
Bibliografía ........................................................................................................................... 45

4
Introducción
El Tecnológico Nacional de México, incluye en la retícula de cada programa de nivel
licenciatura la “Residencia Profesional” la cual es la etapa donde cada estudiante debe
participar dentro de alguna organización en la solución de un problema específico, la
participación del estudiante está acompañada por dos asesores, uno; es docente del área y el
otro es un asesor por parte de la organización donde el estudiante apoya en la solución de
un problema. El propósito es que el estudiante aplique los conocimientos teóricos recibidos
en el aula y a la vez cuente con el apoyo técnico-académico para proponer una solución al
problema atendido técnica, operacional y económicamente viable.
En este caso, la residencia se realiza en la empresa Peña Colorada, localizada en el estado
de colima, y se dedica principalmente a la extracción y aprovechamiento del mineral de
hierro, y se atiende el problema de una baja productividad en las palas P&H 4100, donde se
abordará por medio de un análisis de productividad y producción. El nombre del proyecto
propuesto es “Análisis de Productividad y Producción en Palas P&H 4100”, el cual
abarcará gran cantidad de factores que afectan el proceso en general y surge como
propuesta por parte del departamento de Ingeniería Industrial de la empresa Peña Colorada.
Comenzando con un histórico de indicadores de las palas, se pretende identificar algunas
tendencias en bajas productividades y producciones, a partir del año 2013 hasta el año
2015, para que con esto se pueda realizar una comparación con la actualidad, en base a la
obtenido en los días de los meses de enero, febrero y marzo de 2016, y con esta
información, verificar la situación de manera más real con la realización de un muestreo de
tiempos de ciclo, y poder ver si en la parte operativa se tienen problemas. En la realización
del proyecto, se pretenden utilizar distintas herramientas que puedan ayudar a obtener un
análisis más claro, y, además, con información más organizada. Entre las herramientas
utilizar, será el estudio de tiempos, cálculo de indicadores, gráfico de Pareto, gráficas y
tablas comparativas en Excel, manejo de información de bases de datos, entre otras, que
conforme se avance en el documento, se irán viendo las distintas figuras que muestran
algún resultado en específico.
5
Capítulo I
1.1 Antecedentes generales de la empresa
Peña Colorada es una empresa dedicada a la exploración, explotación y beneficio del
mineral de hierro que satisface a la industria siderúrgica nacional. En 1975 nació como
una empresa paraestatal y a partir de 1991 se transformó en una organización privada.
Actualmente Peña Colorada pertenece a dos inversionistas; ArcelorMittal y Ternium, cada
uno propietario del 50% de las acciones.
Los yacimientos ferrosos de Peña Colorada son hasta hoy los más importantes de país,
produciendo el 30% del mineral de hierro utilizado en la Industria.
El 8 de diciembre de 1967 se constituyó el CONSORCIO MINERO BENITO JUÁREZ
PEÑA COLORADA S.A. DE C.V. que significa:
CONSORCIO: Es un sinónimo de sociedad, por la sociedad que formaron las
empresas siderúrgicas.
MINERO: Porque la actividad de la empresa es minera.
BENITO JUÁREZ: Este nombre se le añade en 1972, año que se celebraron los
100 años de muerte de Don Benito Juárez.
PEÑA COLORADA: Porque la gente de la región conocía el yacimiento con este
nombre y en respeto a la idiosincrasia del pueblo del Estado de Colima.
S.A de C.V.: Se añade C.V por la apertura del gobierno federal en 1992 al
promover la productividad, dejando de ser el Consorcio empresarial Paraestatal y
convertirse en privada.
La empresa entró en operación a iniciarse el año de 1975, con la plena intención de explotar
un yacimiento aproximado a las 100,000,000 de toneladas de alta ley con un 66.73% de
mineral ferroso, aun sabiendo de su existencia a mediados del siglo XIX cuando el entonces
Presidente de la República, Lic. Benito Juárez, ordenó que se explorara esta área. Peña
Colorada inició el desarrollo e instalación de su mina y plantas en agosto de 1972,
empezando sus operaciones en 1974 con una capacidad instalada de 1.5 millones de
toneladas por año. Posteriormente, ante las crecientes necesidades de la industria

6
siderúrgica mexicana, se iniciaron en dicho año los trabajos para duplicar la capacidad
instalada, los que se concluyeron en 1979.
En los inicios de Peña Colorada, contando con una reserva de 160 millones de toneladas de
mineral aprovechable, al ritmo de explotación inicial se calculaba una vida de 30 años. No
obstante, existían exploraciones foráneas que señalaban la posibilidad de incrementar aún
más este volumen.
En la actualidad Peña Colorada surte el 60% de mineral de hierro que se consume en el
interior del país y su producción anual es de aproximadamente 4.5 millones de toneladas de
pellet y medio millón de toneladas de concentrado filtrado. A la fecha ha tenido un
desarrollo tecnológico que la ubica como una de las mejores empresas en el ámbito
mundial. Peña Colorada fue la primera empresa Minera en México que se certificó bajo el
sistema de aseguramiento de calidad ISO-9002 y lleva ya 19 revisiones a este sistema,
conservando su certificado que avala que el proceso establecido es el adecuado a los
estándares internacionales para obtener un producto que cumple con todos los
requerimientos de los clientes.
Conjuntamente dentro de la empresa se están desarrollando sistemas de administración
ambiental avaladas por ISO-14000 reduciendo los impactos que se tienen con su entorno
ecológico, así como la implementación del sistema OSHAS ISO 18000, cumpliendo con
los estándares en el ámbito de higiene y seguridad industrial.
1.2 Justificación
Peña Colorada produce el 60% de mineral de hierro que se consume en el interior del país y
su producción anual es de aproximadamente 4.5 millones de toneladas. El yacimiento de
mineral abarca los municipios de Minatitlán, Colima y Cuautitlán, Jalisco; donde también
se encuentra la planta de molienda y concentración, mientras que en el puerto de
Manzanillo se ubican las plantas peletizadoras. El giro de esta empresa es la explotación,
exploración y beneficio de mineral de hierro.
En el 2013, debido al crecimiento y a la necesidad de equipo de carga, la empresa Peña
Colorada, adquirió dos palas eléctricas P&H 4100, que cuentan con una capacidad en el
cucharón de aproximadamente 90 toneladas, lo que aumenta de gran manera la extracción
7
de material. Con el paso de los tiempos, los equipos han presentado cierta improductividad
generada por distintos factores operativos, es ahí, donde surge el proyecto “Análisis de
productividad y producción de Palas P&H 4100”, con el cual, se pretenden identificar todas
aquellas variables que afecten la productividad, y con esto, poder brindan algunas
recomendaciones que pueda ser funcionales para mejorar el proceso. Al llevar a cabo el
presente proyecto, se pretende identificar las demoras que más están perjudicando, con el
fin de proponer algunas mejoras que ayuden a eliminar esos tiempos improductivos y que el
mismo sea aprovechado de manera productiva.
1.3 Objetivos
1.3.1 Objetivo general
Identificar las demoras operativas que afectan la productividad y producción de palas P&H
4100 en la empresa Peña Colorada mediante un estudio de tiempos, y realizar una
propuesta para reducirlas.
1.3.2 Objetivos específicos
Muestrear el ciclo operativo en palas P&H.
Realizar análisis de tiempos muertos.
Calcular la efectividad operativa (% de Capacidad utilizada).
Proponer un de método de trabajo para reducir tiempos muertos y mejorar
productividad.
1.4 Alcance
Análisis de productividad y producción de las palas 5-29 y 5-30 en la empresa Peña
Colorada de enero a junio de 2016.
1.5 Cronograma de actividades
En la figura 1 se muestra el cronograma propuesto para las actividades a realizar durante el
proyecto, donde se puede observar el tiempo planeado para la realización de las distintas
actividades.
Las actividades consisten en lo siguiente:
Análisis de antecedentes de producción y productividad de las palas: llevar a
cabo un análisis histórico de tales indicadores de al menos 2 años.

8
Realización de formato de muestreo: diseñar hoja base para la recopilación de los
datos.
Figura 1 Cronograma propuesto de actividades
Cálculo del número de observaciones: llevar a cabo toma de datos mínima con el
fin de calcular el número de observaciones necesarias.
Definición de programa de muestreo: realizar un plan de muestreo que considere
las dos palas y los tres turnos.
Muestreo de ciclo operativo en palas P&H: realizar muestreo de los tiempos de
operación de las palas 5-29 y 5-30.
Análisis de tiempos muertos: identificar los tiempos improductivos más
significantes que afectan el proceso de carga.
Efectividad operativa (% de Capacidad utilizada): cálculo de la efectividad
operativa actual de ambas palas.
Propuesta de método de trabajo para reducir tiempos muertos y mejorar
productividad: en base a los resultados obtenidos, proponer una mejora en el
proceso de carga que reduzca las demoras.
1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4
P
R
P
R
P
R
P
R
P
R
P
R
P
R
P
R
P
R
R= Real, P= Planeado
Análisis de tiempos muertos
Determinación de efectividad operativa
Propuesta de método de trabajo para reducir
tiempos muertos y mejorar productividad.
Documentación de resultados
Muestreo de ciclo operativo de las palas
ACTIVIDADEnero Febrero Junio
Análisis de antecedentes de producción y
productividad
Realización de formato de muestreo
Cálculo del número de observaciones
Definición de programa de muestreo
Marzo Abril Mayo

9
Capítulo II
2.1 Marco Teórico
2.1.1 La minería
La minería es la obtención selectiva de minerales y otros materiales (salvo materiales
orgánicos de formación reciente) a partir de la corteza terrestre. La minería es una de las
actividades más antiguas de la humanidad. Casi desde el principio de la edad de piedra,
hace 2,5 millones de años o más, ha venido siendo la principal fuente de materiales para la
fabricación de herramientas. Puede decirse que la minería surgió cuando los predecesores
de los seres humanos empezaron a recuperar determinados tipos de rocas para tallarlas y
fabricar herramientas. Al principio, la minería implicaba simplemente la actividad, muy
rudimentaria, de desenterrar el sílex u otras rocas. A medida que se vaciaban los
yacimientos de la superficie, las excavaciones se hacían más profundas, hasta que empezó
la minería subterránea.
Los métodos de minería se dividen en cuatro tipos básicos. En primer lugar, los materiales
pueden obtenerse en minas de superficie, explotaciones a cielo abierto u otras excavaciones
abiertas. Este grupo incluye la inmensa mayoría de las minas de todo el mundo. En segundo
lugar, están las minas subterráneas, a las que se accede a través de galerías o túneles. El
tercer método es la recuperación de minerales y combustibles a través de pozos de
perforación. Por último, está la minería submarina o dragado, que próximamente podría
extenderse a la minería profunda de los océanos.
La minería siempre implica la extracción física de materiales de la corteza terrestre, con
frecuencia en grandes cantidades para recuperar sólo pequeños volúmenes del producto
deseado.
2.1.2 Las palas
La pala o shovel es un equipo utilizado en la extracción de minerales (oro, cobre, hierro,
etc) en minas de cielo abierto o de tajo abierto; estas pueden ser palas de cable eléctricas o
palas hidráulicas, y por lo general son equipos con grandes dimensiones, debido a las
capacidades de carga con la que cuentan. En el caso del presente proyecto, el tipo de pala a
analizar es la de cable eléctrica.

10
El modelo P&H 4100XPC (véase figura 2) es una pala diseñada para minas de alta
producción en todo el mundo, que proporciona una capacidad nominal de 108,9 ton.
métricas (120 ton.) para camiones que cargan hasta 363 ton. métricas (400 ton.), así como
para sistemas transportadores de trituración en el pozo. Estas palas funcionan con
electricidad, y utilizan un voltaje total de 6,600 volts.
Figura 2 Pala P&H 4100 XPC
2.1.3 Estudio de tiempos
El estudio de tiempos es el conjunto de técnicas de la simplificación del trabajo y de la
medición del mismo por medio de los cuales se asegura el mejor aprovechamiento posible
de los recursos humanos y materiales con que se lleva a cabo una tarea determinada. El
estudio del trabajo tiene como objetivo identificar y analizar los problemas del trabajo,
además de desarrollar métodos mejores e implantar las modificaciones resultantes. El
estudio de tiempos es una técnica para determinar con la mayor exactitud posible, partiendo
de un número limitado de observaciones, el tiempo necesario para ejecutar una tarea
definida y actualizada con base a una norma de rendimiento preestablecida.
Implica la técnica de establecer un estándar de tiempo permisible para realizar una tarea
determinada, con base en la medición del contenido del trabajo del método prescrito, con la
debida consideración de la fatiga y las demoras personales y retrasos inevitables. El analista
de estudios de tiempos tiene varias técnicas que se utilizan para establecer un estándar: el
estudio cronométrico de tiempos, datos estándares, datos de los movimientos

11
fundamentales, muestreo del trabajo y estimaciones basadas en datos históricos. Cada una
de estas técnicas tiene aplicación en ciertas condiciones.
2.1.4 Muestreo
La recogida de información de la variable de interés sobre cada unidad de la población se
conoce como enumeración completa o censo. La cantidad de dinero, recursos humanos y
tiempo requeridos para realizar un censo generalmente es muy elevado y, en muchas
situaciones, generalmente cuando se dispone de medios limitados, no es posible realizar
una enumeración completa. En este caso, el investigador no tiene más remedio que recurrir
a técnicas de muestreo para realizar el estudio.
Existen una serie de ventajas en la utilización del muestreo sobre una enumeración
completa y que exponemos a continuación.
Mayor velocidad. El tiempo necesario para la recogida y análisis de los datos de
una muestra es mucho menor que el necesario para una enumeración completa. En
cierto tipo de estudios, nos encontramos con que la publicación de resultados tiene
una fecha límite y nos enfrentamos a una población con un número elevado de
elementos. En estos casos, el muestreo es la única alternativa posible para realizarlo.
Mayor exactitud. Un censo generalmente involucra una gran carga de trabajo con
lo que es necesario un gran despliegue humano para la realización del mismo. En
este caso es frecuente cometer errores debido a la complejidad de la organización.
En muestreo, el volumen de trabajo se reduce de manera considerable con lo que los
recursos humanos son mucho menores pudiendo tener una plantilla más eficiente.
Información más detallada. Al tener el muestreo un número menor de unidades,
es posible observar/entrevistar cada unidad de una manera más detallada
obteniéndose información de varias variables. Sin embargo, en el caso del censo,
esta situación llega a ser muy compleja desde un punto de vista operativo.
Coste reducido. Al muestrear un menor número de elementos, el coste de muestreo
generalmente es menor que el de una enumeración completa.
De lo señalado anteriormente, el muestreo resulta ser más económico, proporciona una
información más exacta y tiene un mayor alcance en la cobertura individual cuando lo
comparamos con una enumeración completa. Sin embargo, existen una serie de errores,

12
denominados errores de muestreo que esta presentes en cualquier resultado de una
investigación por muestreo. Este hecho se debe, principalmente, a que en el muestreo solo
se analiza una parte de la población. Las técnicas de muestreo se diseñan con el fin de
reducir este tipo de errores de muestreo.
2.1.4.1 Tipos de muestreo
Muestreo intencionado o por conveniencia.
Consiste en la elección por métodos no aleatorios de una muestra cuyas características sean
similares a las de la población objetivo. En este tipo de muestreos la “representatividad” la
determina el investigador de modo subjetivo, siendo este el mayor inconveniente del
método ya que no podemos cuantificar la representatividad de la muestra.
Presenta casi siempre sesgos y por tanto debe aplicarse únicamente cuando no existe
alternativa.
Muestreo aleatorio
En el muestreo aleatorio todos los elementos tienen la misma probabilidad de ser elegidos.
Los individuos que formarán parte de la muestra se elegirán al azar mediante números
aleatorios. Existen varios métodos para obtener números aleatorios, los más frecuentes son
la utilización de tablas de números aleatorios o generarlos por ordenador. El muestreo
aleatorio puede realizarse de distintas maneras, las más frecuentes son el muestreo simple,
el sistemático, el estratificado y el muestreo por conglomerados.
Muestreo aleatorio simple
Es el método conceptualmente más simple. Consiste en extraer todos los individuos al azar
de una lista (marco de la encuesta). En la práctica, a menos que se trate de poblaciones
pequeñas o de estructura muy simple, es difícil de llevar a cabo de forma eficaz.
Muestreo sistemático
En este caso se elige el primer individuo al azar y el resto viene condicionado por aquél.
Este método es muy simple de aplicar en la práctica y tiene la ventaja de que no hace falta
disponer de un marco de encuesta elaborado. Puede aplicarse en la mayoría de las

13
situaciones, la única precaución que debe tenerse en cuenta es comprobar que la
característica que estudiamos no tenga una periodicidad que coincida con la del muestreo.
Muestreo aleatorio estratificado
Se divide la población en grupos en función de un carácter determinado y después se
muestrea cada grupo aleatoriamente, para obtener la parte proporcional de la muestra. Este
método se aplica para evitar que por azar algún grupo de animales este menos representado
que los otros. El muestreo estratificado tiene interés cuando la característica en cuestión
puede estar relacionada con la variable que queremos estudiar.
Muestreo aleatorio por conglomerados
Se divide la población en varios grupos de características parecidas entre ellos y luego se
analizan completamente algunos de los grupos, descartando los demás. Dentro de cada
conglomerado existe una variación importante, pero los distintos conglomerados son
parecidos. Requiere una muestra más grande, pero suele simplificar la recogida de
muestras. Frecuentemente los conglomerados se aplican a zonas geográficas.
Muestreo mixto
Cuando la población es compleja, cualquiera de los métodos descritos puede ser difícil de
aplicar, en estos casos se aplica un muestreo mixto que combina dos o más de los anteriores
sobre distintas unidades de la encuesta.
2.1.5 Productividad
La necesidad de sanear los procesos productivos en todas las esferas de la actividad
económica ha de la productividad el foco de atención del público y de los especialistas en
materia de competitividad. Sin embargo, a nivel de la empresa existen resistencias cuando
se incorporan innovaciones que suponen un incremento de la productividad y un ahorro de
los costos. A pesar de ello, las mejoras de la productividad parecen ser el principal remedio
para aumentar los rendimientos, combatir crisis, desempeño, la inflación y conseguir
productos altamente competitivos.
Muchos han sido los estudios realizados sobre productividad y todos han llegado a las
mismas conclusiones; el futuro y el crecimiento de la empresa se basa en cómo se maneja y
controla la productividad de los operarios. El objetivo del manejo de personal es obtener la
14
mayor productividad posible sin sacrificar la calidad, el servicio o la capacidad de
respuesta.
2.1.5.1 Concepto de productividad
La productividad puede definirse como la relación entre los resultados y el tiempo en que
se lleva conseguirlos. El tiempo es a menudo un buen denominador, puesto que es una
medida universal y está fuera del control humano. Independientemente del tipo de sistema
de producción económico o político, la definición de productividad sigue siendo la misma.
El concepto básico de productividad es siempre la relación entre la cantidad y calidad de
bienes o servicios producidos y la cantidad de recursos utilizados para producirlos. La
productividad es un instrumento comparativo para gerentes y directores de empresa,
ingenieros industriales, economistas y políticos. Compara la producción en diferentes
niveles del sistema económico, con los recursos consumidos.
Se pueden manejar tres diferentes tipos de productividad:
Productividad de la mano de obra: se refiere a la cantidad de bienes o servicios
producidos por cada trabajador en un periodo determinado, generalmente una hora.
Productividad en términos de empleados es sinónimo de rendimiento. En un
enfoque sistemático decimos que algo o alguien es productivo cuando con una
cantidad de recursos (Insumos) en un periodo de tiempo dado obtiene el máximo de
productos.
Productividad del capital: es la cantidad de bienes o servicios producidos por cada
unidad de insumo de capital físico (maquinaria, equipo e instalaciones) en un
periodo generalmente de un año.
La productividad en las máquinas y equipos: está dada como parte de sus
características técnicas. No así con el recurso humano o los trabajadores. Deben de
considerarse factores que influyen.
2.1.5.2 Importancia de la productividad en las empresas
En la fabricación, la productividad sirve para evaluar el rendimiento de los talleres, las
máquinas, los equipos de trabajo y los empleados. Cuando una empresa tiene

15
productividades altas, puede ser un significado de producciones elevadas, lo que nos lleva a
una obtención mayor de utilidades.
En el caso de Peña Colorada, el aumenta productividad significa aumentar las toneladas por
hora (TPH) de material estéril movido, que da como resultado un mayor avance en la etapa
de preparación y poder llegar a la parte de operación, que es donde se extrae el mineral que
es el factor de interés.
2.2 Metodología del análisis
La realización del análisis involucra distintos aspectos que permiten tener una visión más
amplia a lo que en realidad está sucediendo, por lo que es necesario realizar diversas
actividades, con el fin de recaudar la información suficiente y poder llegar a una conclusión
que permita proponer o al menos identificar los problemas que se están presentando. En la
figura 3, se muestra de manera general, la metodología a utilizar.
Figura 3 Metodología del proyecto
2.2.1 Conocimiento del proceso
El conocer el proceso en general es una parte muy importante para poder identificar
cualquier problema o factor que esté afectando la producción, por lo que como primer
punto, se partirá de una investigación general sobre las distintas variables que se encuentran
involucradas en el proceso de carga de las palas P&H 4100, desde los indicadores de
producción que se manejan, hasta los distintos eventos operativos.
Conocimiento del proceso
Histórico
Muestreo
Análisis
16
2.2.1.1 Indicadores
En Peña Colorada, existen indicadores de gestión que brindan información sobre cómo se
está comportando el equipo en base a los mantenimientos y a las demoras propias de la
operación. Los indicadores son los siguientes:
% Disponibilidad: este indicador se ve afectando principalmente por los
mantenimientos, donde se tiene un tiempo calendario, que en este caso son 24 hrs; si
no existe ningún mantenimiento durante el día, se tendría un 100% de
disponibilidad, mientras que, si surge algún mantenimiento que consumiera 4 horas,
por ejemplo, tendríamos una disponibilidad del 83% (20 hrs/24 hrs).
% Uso de disponibilidad: este se ve afectando por las demoras operativas, donde
dependiendo del % de disponibilidad obtenido durante el día, será el valor del % de
uso de disponibilidad más las afecciones causadas por las demoras operativas. Es
decir, siguiendo el ejemplo anterior, si se tuvieron 4 horas de mantenimiento, pero
además 7 horas de demoras, estaríamos diciendo que se tiene un 65% de uso de
disponibilidad, ya que solo se tienen 20 horas de tiempo disponible en el día por
causa de los mantenimientos, y el uso de esa disponibilidad será solo de 13 horas,
debido a las demoras (13 hrs/20 hrs).
% Utilización: la utilización involucra tanto a la disponibilidad como al uso de
disponibilidad, donde se observa el porcentaje de utilización del equipo en general,
que, en el ejemplo anterior, tendríamos una utilización de 54%, es decir, de las 24
horas, solo se están aprovechando productivamente 13 horas (13 hrs/24 hrs).
Estos indicadores son la base para poder conocer en donde se están presentando los
principales problemas, si en la parte de mantenimientos o en la parte operativa, por lo que
es importante saber diferenciarlos y además, investigar con profundidad el motivo de
valores de cada uno de ellos.
2.2.1.2 Operación y equipo
Las palas P&H 4100, en Peña Colorada son identificadas de manera interna con los
números económicos 5-29 y 5-30. Tiene una capacidad de cucharón de 110 toneladas
aproximadamente, y funcionan por medio de electricidad, utilizando un voltaje de 6600.
Ambas palas trabajan en la parte de preparación, donde lo principal que extraen es estéril y
17
relleno, aunque algunas veces suelen cargar mineral, pero en muy pequeñas cantidades y de
manera muy rara.
Las palas cargan equipos de acarreo modelo CAT 793, con capacidad de hasta 240
toneladas, y en algunas ocasiones, suelen cargar equipos CAT 789 con capacidad de 195
toneladas. Se destaca que los camiones no son llenados por completo, principalmente para
evitar daños en el equipo, por seguridad del operador y para evitar que en pendientes los
camiones vayan tirando material que pueda causar algún accidente.
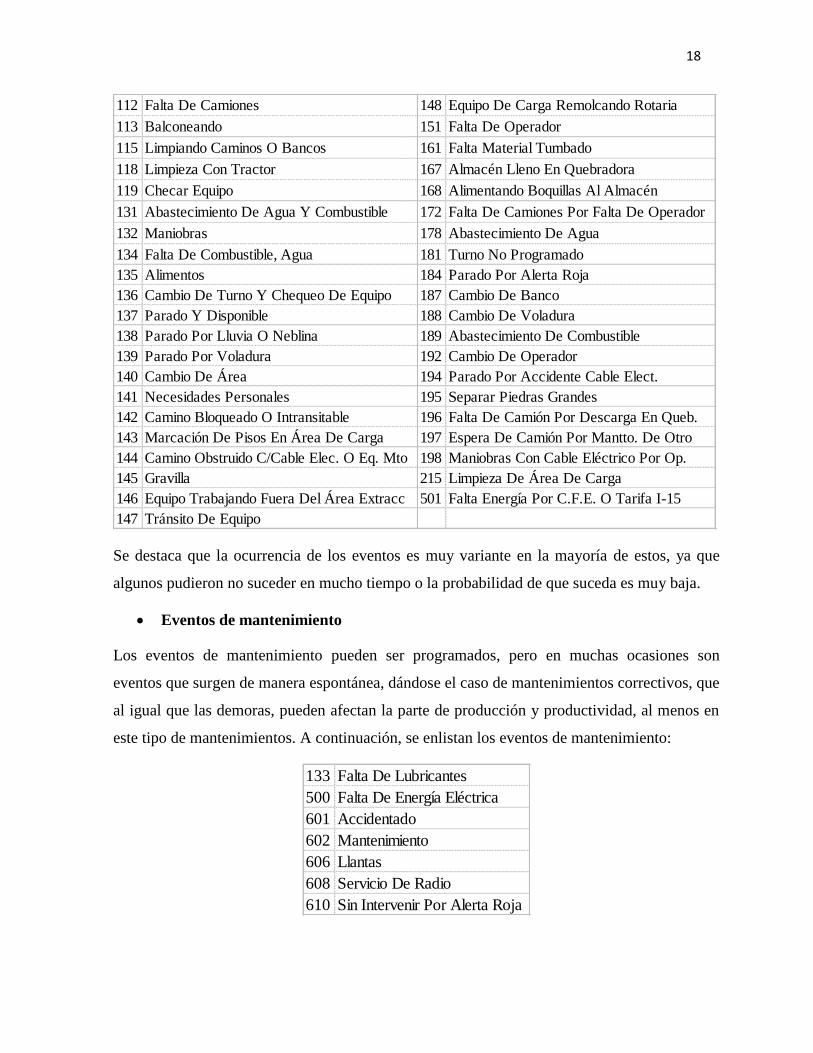
2.2.1.3 Eventos
Los eventos son códigos que dan información sobre el estado actual del equipo y que
además, sirven para poder definir los indicadores, así como llevar un control sobre la
producción del equipo. Cada evento es reportado por el operador a una torre de control, en
base a la operación que se encuentre realizando, donde torre de control, registra el evento,
hora de inicio, hora de fin y evento siguiente. Los eventos se dividen en tres tipos:
productivos, improductivos y mantenimiento. A continuación, se mostrará una lista de los
códigos para el equipo de carga con el significado del evento:
Eventos productivos
Como su nombre lo dice, son los eventos que benefician a la operación y que solamente son
utilizados cuando la pala está extrayendo y cargando a camiones en la parte de preparación.
Los principales eventos son los siguientes:
Eventos improductivos
Se conocen también como demoras operativas o simplemente demoras, y que, si se exceden
en tiempo, pueden afectar de manera significante la producción y productividad del equipo,
aunque cabe destacar que varios de estos eventos son necesarios para la operación y
algunas inevitables. Los eventos son los siguientes:
110 Cargando Estéril
210 Cargando Estéril B.C.(Lluvia/Neblina)
111 Cargando Mineral
211 Cargando Mineral B.C (Lluvia/Neblina)
18
Se destaca que la ocurrencia de los eventos es muy variante en la mayoría de estos, ya que
algunos pudieron no suceder en mucho tiempo o la probabilidad de que suceda es muy baja.
Eventos de mantenimiento
Los eventos de mantenimiento pueden ser programados, pero en muchas ocasiones son
eventos que surgen de manera espontánea, dándose el caso de mantenimientos correctivos, que
al igual que las demoras, pueden afectan la parte de producción y productividad, al menos en
este tipo de mantenimientos. A continuación, se enlistan los eventos de mantenimiento:
112 Falta De Camiones 148 Equipo De Carga Remolcando Rotaria
113 Balconeando 151 Falta De Operador
115 Limpiando Caminos O Bancos 161 Falta Material Tumbado
118 Limpieza Con Tractor 167 Almacén Lleno En Quebradora
119 Checar Equipo 168 Alimentando Boquillas Al Almacén
131 Abastecimiento De Agua Y Combustible 172 Falta De Camiones Por Falta De Operador
132 Maniobras 178 Abastecimiento De Agua
134 Falta De Combustible, Agua 181 Turno No Programado
135 Alimentos 184 Parado Por Alerta Roja
136 Cambio De Turno Y Chequeo De Equipo 187 Cambio De Banco
137 Parado Y Disponible 188 Cambio De Voladura
138 Parado Por Lluvia O Neblina 189 Abastecimiento De Combustible
139 Parado Por Voladura 192 Cambio De Operador
140 Cambio De Área 194 Parado Por Accidente Cable Elect.
141 Necesidades Personales 195 Separar Piedras Grandes
142 Camino Bloqueado O Intransitable 196 Falta De Camión Por Descarga En Queb.
143 Marcación De Pisos En Área De Carga 197 Espera De Camión Por Mantto. De Otro
144 Camino Obstruido C/Cable Elec. O Eq. Mto 198 Maniobras Con Cable Eléctrico Por Op.
145 Gravilla 215 Limpieza De Área De Carga
146 Equipo Trabajando Fuera Del Área Extracc 501 Falta Energía Por C.F.E. O Tarifa I-15
147 Tránsito De Equipo
133 Falta De Lubricantes
500 Falta De Energía Eléctrica
601 Accidentado
602 Mantenimiento
606 Llantas
608 Servicio De Radio
610 Sin Intervenir Por Alerta Roja

19
2.2.1.4 Proceso de carga
El proceso de carga puede dividirse en distintos elementos, donde las combinaciones de estos
generan un tiempo de ciclo total, es decir, desde que llega un camión al área de carga hasta
que se va cargado. Para el ciclo total, se definieron micro eventos que permiten ver de manera
directa en la parte operativa de la pala. En la figura 4 se puede observar de manera general
alguno de los micro eventos en el proceso de carga. Los micro eventos pueden ser los
siguientes:
Cargando cucharón (C): es un evento donde se lleva a cabo el llenado del cucharón
mediante la extracción del material del suelo, desde que baja el cucharón hasta que es
subido completamente cargado, pueden generarse diversas cargas en un ciclo total, ya
que dependerá de la fragmentación del material si se realiza en 2 cargas (cuando está
muy fragmentado) o en más, si la fragmentación no es la adecuada, es decir, con gran
cantidad de piedras, ya que esto complica el llenado del cucharón.
Esperando acomodo de camión (E): es cuando la pala posiciona el cucharón
lateralmente, suspendiéndolo a una altura para que el operador del camión pueda
realizar la maniobra de acomodo, y este evento dura desde que está el cucharón en
posición hasta que el camión esta justamente debajo del cucharón y el mismo
comience a descargarse.
Figura 4 Ciclo de carga en dos puntos de posición
Maniobras generales (M): este tiempo de evento, cubre las maniobras de giro y de
descarga de cucharón, por lo general este evento no puede ser controlado, ya que está
basado en la potencia que el equipo puede proporcionar.
C

20
2.2.2 Muestreo
Para la realización del análisis, se llevará a cabo un muestreo del ciclo operativo de carga de
las palas, donde el tiempo objetivo será el proceso de carga explicado con anterioridad. Para
esto, se propuso un formato de muestreo que se verá a continuación y que permite obtener
cierta información para mantener un control de los datos.
2.2.2.1 Tamaño de la muestra
Para el cálculo del tamaño de la muestra, se utilizarán dos métodos, que a continuación se
mostrarán.
Método estadístico
El tamaño de la muestra, está dado por la siguiente fórmula:
𝑛 =𝑍∝
2 ∗ 𝑝 ∗ 𝑞
𝑖2
Donde:
n = Tamaño de muestra
𝑍∝2 = Nivel de seguridad (𝑍0.05 = 1.96)
𝑝 = Proporción esperada (se utilizará 0.5 para maximizar el tamaño de muestra)
q = 1 − 𝑝 (si p = 50%, q = 50%)
𝑖2 = Error de muestra (7% previsto a error, es decir i = 0.07)
Sustituyendo los valores en la fórmula, obtenemos el siguiente tamaño de muestra:
𝑛 =1.962 ∗ 0.5 ∗ 0.5
0.072= 196
Método tradicional
Para el método tradicional, se tiene que realizar un muestreo preliminar, de mínimo 10
muestras, con el fin de poder aplicar la formula siguiente:
𝑛 = (40 ∗ √(𝑖 ∗ ∑ 𝑥2) − (∑ 𝑥)2
∑ 𝑥)
2
Donde:

21
n = Tamaño de la muestra
i = Número de muestras preliminares
∑x = Sumatoria de los tiempos preliminares muestreados
Mediante la selección de un día cualquiera, se realizó el muestreo preliminar con el fin de
obtener 10 muestras de los tiempos de ciclo de carga de las Palas. En la figura 5, se muestran
los datos obtenidos.
Figura 5 Tiempos obtenidos del muestreo preliminar
Aplicando la formula anterior, se obtiene lo siguiente:
𝑛 = (40 ∗ √(10 ∗ 34.25) − (17.36)2
17.36)
2
= 218.36 ≈ 218
Por lo que la muestra deberá ser mínimo entre 196 y 218 para que el muestreo sea confiable.
2.2.2.2 Planeación del muestreo
La realización del muestreo involucra la selección del horario y el equipo a muestrear, por lo
que es necesario aplicar un muestreo simple aleatorio para seleccionar los días en los que se
realizará el mismo, y en algunos casos donde las condiciones del proceso o algunas otras
variables no lo permitan, la selección de muestra será arbitraria o a conveniencia.
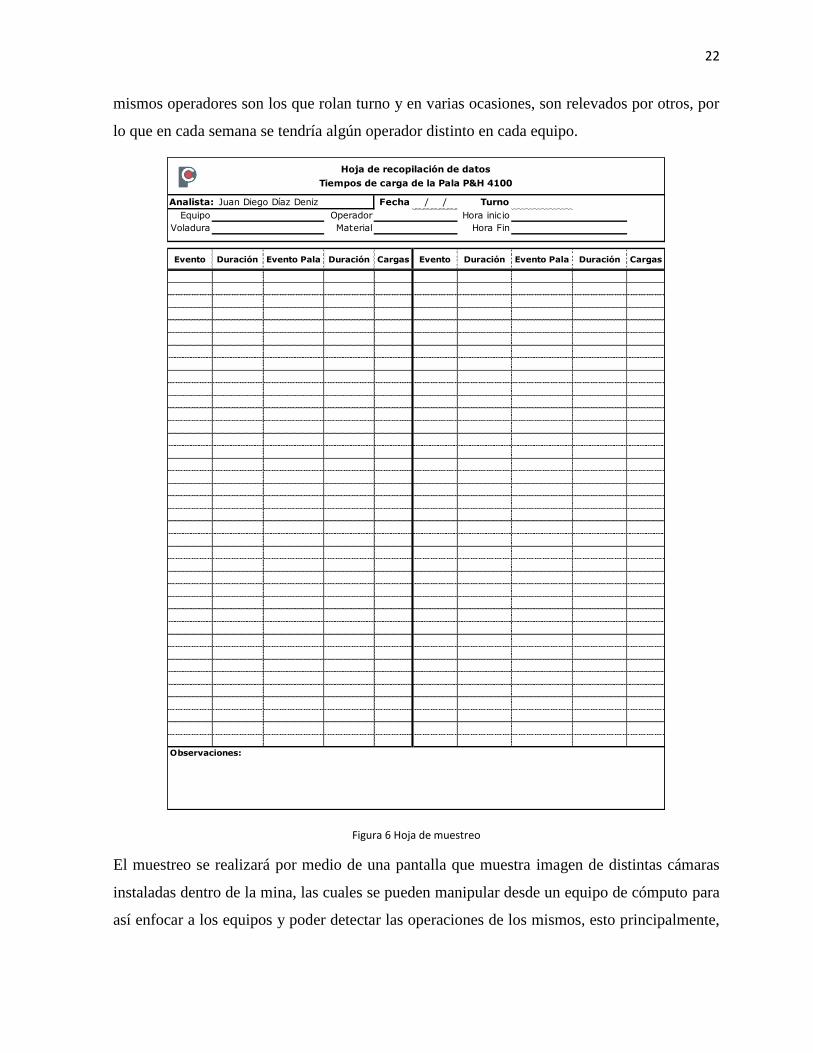
La hoja de muestreo se diseñará de tal manera que el registro de la información sea simple y
que además, se puede obtener la mayor cantidad de datos posibles, siempre y cuando, ayuden
a la realización del análisis. La hoja de muestreo propuesta, se puede ver en la figura 6.
El programa propuesto se muestra en la figura 7, donde se ve el día y el horario seleccionado
para el estudio, que como se puede observar, se le dio prioridad al primer turno, ya que los
Tiempos x x²
1 2.58 6.66
2 1.49 2.22
3 1.38 1.90
4 1.50 2.25
5 1.59 2.53
6 1.41 1.99
7 3.34 11.16
8 1.31 1.72
9 1.49 2.22
10 1.27 1.61
∑x 17.36 34.25
22
mismos operadores son los que rolan turno y en varias ocasiones, son relevados por otros, por
lo que en cada semana se tendría algún operador distinto en cada equipo.
Figura 6 Hoja de muestreo
El muestreo se realizará por medio de una pantalla que muestra imagen de distintas cámaras
instaladas dentro de la mina, las cuales se pueden manipular desde un equipo de cómputo para
así enfocar a los equipos y poder detectar las operaciones de los mismos, esto principalmente,
Fecha / / Turno
Equipo Operador Hora inicio
Voladura Material Hora Fin
Observaciones:
Evento Duración Evento Pala Duración Cargas Evento Duración Evento Pala CargasDuración
Hoja de recopilación de datos
Tiempos de carga de la Pala P&H 4100
Analista: Juan Diego Díaz Deniz
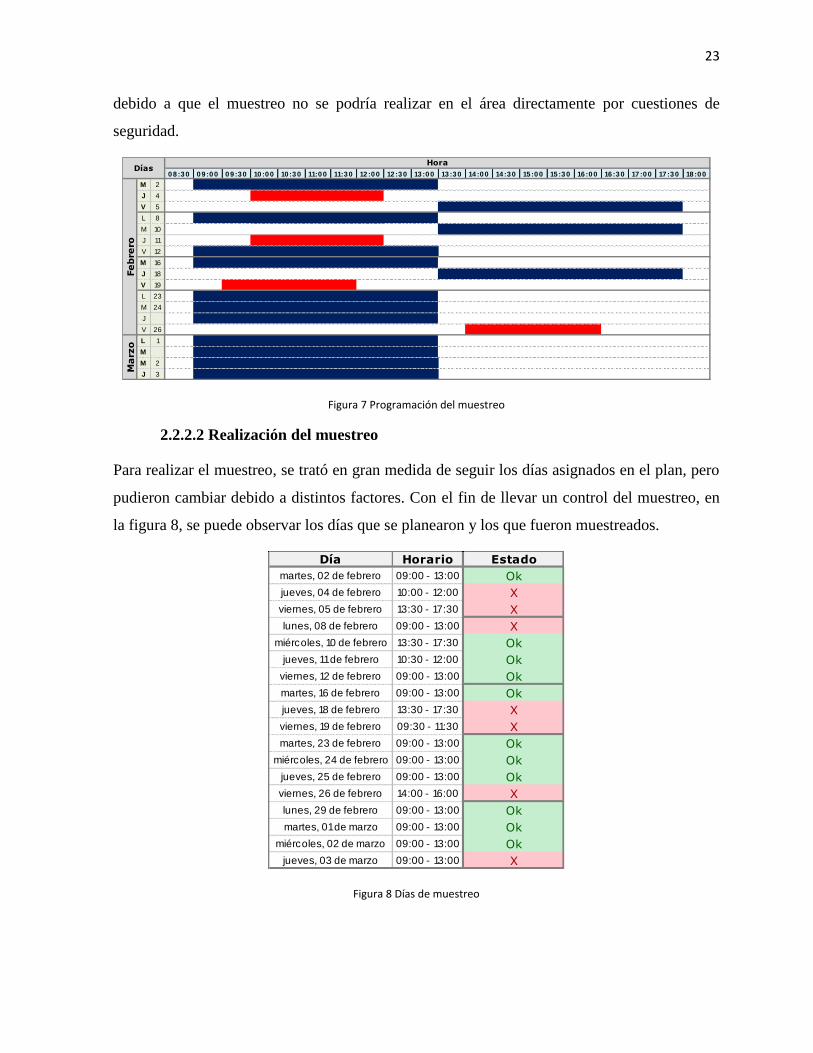
23
debido a que el muestreo no se podría realizar en el área directamente por cuestiones de
seguridad.
Figura 7 Programación del muestreo
2.2.2.2 Realización del muestreo
Para realizar el muestreo, se trató en gran medida de seguir los días asignados en el plan, pero
pudieron cambiar debido a distintos factores. Con el fin de llevar un control del muestreo, en
la figura 8, se puede observar los días que se planearon y los que fueron muestreados.
Figura 8 Días de muestreo
0 8 :3 0 0 9 :0 0 0 9 :3 0 10 :0 0 10 :3 0 11:0 0 11:3 0 12 :0 0 12 :3 0 13 :0 0 13 :3 0 14 :0 0 14 :3 0 15 :0 0 15 :3 0 16 :0 0 16 :3 0 17 :0 0 17 :3 0 18 :0 0
M 2
J 4
V 5
L 8
M 10
J 11
V 12
M 16
J 18
V 19
L 23
M 24
J
V 26
L 1
M
M 2
J 3
Días
Ma
rzo
Fe
bre
ro
Hora
Día Horario Estado
martes, 02 de febrero 09:00 - 13:00 Ok
jueves, 04 de febrero 10:00 - 12:00 X
viernes, 05 de febrero 13:30 - 17:30 X
lunes, 08 de febrero 09:00 - 13:00 X
miércoles, 10 de febrero 13:30 - 17:30 Ok
jueves, 11 de febrero 10:30 - 12:00 Ok
viernes, 12 de febrero 09:00 - 13:00 Ok
martes, 16 de febrero 09:00 - 13:00 Ok
jueves, 18 de febrero 13:30 - 17:30 X
viernes, 19 de febrero 09:30 - 11:30 X
martes, 23 de febrero 09:00 - 13:00 Ok
miércoles, 24 de febrero 09:00 - 13:00 Ok
jueves, 25 de febrero 09:00 - 13:00 Ok
viernes, 26 de febrero 14:00 - 16:00 X
lunes, 29 de febrero 09:00 - 13:00 Ok
martes, 01 de marzo 09:00 - 13:00 Ok
miércoles, 02 de marzo 09:00 - 13:00 Ok
jueves, 03 de marzo 09:00 - 13:00 X

24
Debido a que es un proceso muy variante, en algunas ocasiones se puede observar que no se
realizaron los muestreos por distintas cuestiones, como, por ejemplo, alguna pala en
mantenimiento o con limitantes al utilizar la cámara. En la figura 9, se observa la cantidad de
muestras obtenidas por día de muestreo.
Figura 9 Muestras obtenidas por día muestreado
Se muestreó aproximadamente un 50% a la pala 5-30 y el otro 50% a la pala 5-29, y se
obtuvieron un total de 237 muestras, por lo cual se supera la cantidad de muestras mínimas y
se puede tener cierta seguridad de los datos al momento de analizarlos.
2.2.3 Análisis
El análisis es una parte muy importante de este proyecto ya que involucra la mayor parte de
las variables que participan en el proceso de extracción, específicamente en el equipo de
carga; nos permitirá ver comportamientos y factores que puedan estar relacionados entre sí y
que al mismo tiempo puedan estar afectando la producción y productividad de las palas. El
análisis se dividirá principalmente en 2 puntos:
Información histórica: Los análisis de los históricos nos permitirán ver ciertos
comportamientos que se vengan presentando con anterioridad, y estos se tomarán
desde el año 2013 a partir de que los equipos entraron en operación hasta el año 2015.
Situación actual: Para la parte de la actualidad, se utilizarán registros de las distintas
fuentes de información y bases de datos, en cuestión de producción y productividad, y
además utilizando un estudio de tiempos del ciclo operativo de la pala. Para la
situación actual, se tomará información desde el mes de enero al mes de marzo de
2016.
Fecha Turno Equipo Número de observaciones
Martes, 02 de febrero de 2016 1ra 5030 25
Miércoles, 10 de febrero de 2016 1ra 5030 9
Jueves, 11 de febrero de 2016 1ra 5029 16
Viernes, 12 de febrero de 2016 1ra 5029 16
Martes, 16 de febrero de 2016 1ra 5029 22
Martes, 23 de febrero de 2016 1ra 5030 18
Miércoles, 24 de febrero de 2016 1ra 5030 16
Jueves, 25 de febrero de 2016 1ra 5030 24
Lunes, 29 de febrero de 2016 1ra 5029 31
Martes, 01 de marzo de 2016 1ra 5029 32
Miércoles, 02 de marzo de 2016 1ra 5030 28
237
25
Capitulo III
3.1 Históricos
3.1.1 Producción y productividad
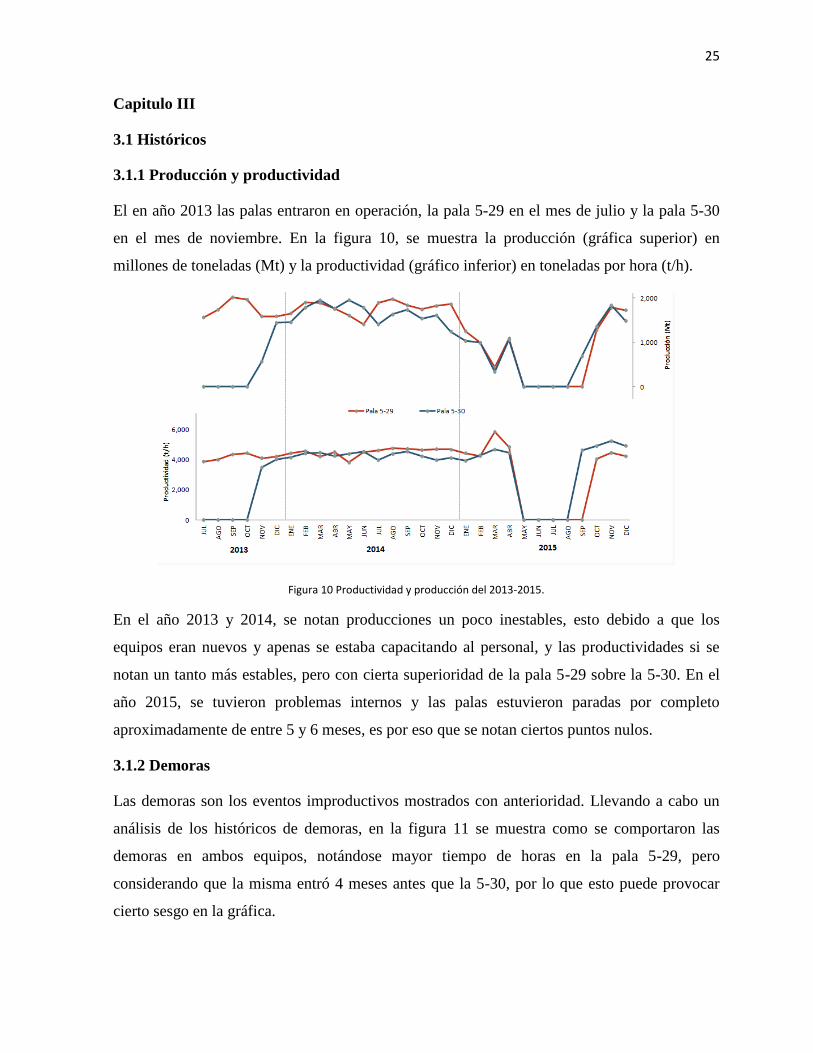
El en año 2013 las palas entraron en operación, la pala 5-29 en el mes de julio y la pala 5-30
en el mes de noviembre. En la figura 10, se muestra la producción (gráfica superior) en
millones de toneladas (Mt) y la productividad (gráfico inferior) en toneladas por hora (t/h).
Figura 10 Productividad y producción del 2013-2015.
En el año 2013 y 2014, se notan producciones un poco inestables, esto debido a que los
equipos eran nuevos y apenas se estaba capacitando al personal, y las productividades si se
notan un tanto más estables, pero con cierta superioridad de la pala 5-29 sobre la 5-30. En el
año 2015, se tuvieron problemas internos y las palas estuvieron paradas por completo
aproximadamente de entre 5 y 6 meses, es por eso que se notan ciertos puntos nulos.
3.1.2 Demoras
Las demoras son los eventos improductivos mostrados con anterioridad. Llevando a cabo un
análisis de los históricos de demoras, en la figura 11 se muestra como se comportaron las
demoras en ambos equipos, notándose mayor tiempo de horas en la pala 5-29, pero
considerando que la misma entró 4 meses antes que la 5-30, por lo que esto puede provocar
cierto sesgo en la gráfica.

26
Figura 11 Demoras por equipo del 2013-2015.
A simple vista se pueden observar que existen distintas demoras que han impactado en ambos
equipos, pero mediante un gráfico de Pareto, mostrado en la figura 12, se ordenan en base al
impacto que tiene cada evento en los equipos.
Figura 12 Gráfico de Pareto de demoras 2013-2015

27
Durante el año 2013-2015, se observa que se tienen 9 eventos que impactaron
significativamente a ambas palas, estando en primer lugar limpieza con tractor, cambio de
turno y chequeo de equipo, espera de camión por mantenimiento de otro, entre otros, los
cuales nos servirán para realizar una comparación posterior.
3.2 Situación actual
3.2.1 Producción y productividad
En la figura 13, se muestra la producción (gráfico superior) y la productividad (gráfico
inferior) de los equipos durante los meses enero y marzo de 2016. En ambas partes, vemos
como se han comportado estas variables diariamente, y se puede ver que la pala 5-30 ha tenido
superioridad sobre la pala 5-29. De manera circular, se señalaron los picos de producción con
sus respectivas productividades, lo que muestra claramente que se tienen días positivos, que
superan incluso los planes.
Figura 13 Productividad y producción diaria por equipo Ene-Mar’16
El revisar esos días favorables más a detalle, se pudo observar que el tiempo productivo de
carga de estéril, fue mínimo de entre 15 y 18 horas al día en promedio, es decir, de entre 9 y 7
horas de demoras/mantenimientos al día en promedio.

28
3.2.2 Indicadores
Como ya se mencionó anteriormente, los indicadores nos brindan cierta información para
detectar el principal impacto en el rendimiento del equipo. En la figura 14, se muestra la
disponibilidad (gráfico superior) y el uso de disponibilidad (gráfico inferior).
Figura 14 Disponibilidad y Uso de disponibilidad por equipo Ene-Mar’16
En la parte de disponibilidad, vemos que, en cuestión de mantenimientos, la pala 5-29 se vio
significativamente mayor afectada, principalmente en el mes de marzo. En cuestión de uso de
disponibilidad, es decir, el impacto de las demoras, se ve más afectada la pala 5-30, al menos
el mes de enero y marzo.
3.2.3 Demoras
Los eventos que más impactaron en los tres meses de estudio, se muestran en la figura 15.

29
Figura 15 Demoras por equipo Ene-Mar’16
Se puede observar que ambos equipos se comportan de manera similar la mayoría de las
demoras, ya que se distribuye la cantidad de horas de manera equitativa.
Figura 16 Gráfico de Pareto de demoras Ene-Mar’16

30
En la figura 16, se puede ver el gráfico de Pareto, donde vemos que las demoras que más están
impactando son en total 6 significantes, donde siguen afectando la limpieza con tractor y el
cambio de turno y chequeo de equipo. Con el fin de analizar cada una de las demoras, en
cuestión de horas totales respecto a otras, en la figura 17, se muestran los distintos eventos
improductivos.
Figura 17 Eventos con más impacto en la producción Ene-Mar’16
Algunos eventos, como el cambio de turno y chequeo de equipo, vemos que tiene un
comportamiento muy estable, ya que es una demora muy necesaria para la operación, y en la
actualidad se realiza de la manera más óptima. En cambio, los demás eventos, tienen un
comportamiento muy inestable, y que, aunque varios de esos eventos son muy necesarios para
la operación, quizá puedan ser optimizados.
De manera general, se explicarán cada una de las demoras que más impactaron en el análisis
mostrado anteriormente:
Limpieza con tractor: es una operación donde un tractor, ya sea de llantas o de oruga, se
encarga de realizar limpiezas en el área de carga de la pala, con el fin de retirar piedras y
material excedente, para evitar que los camiones o las mismas palas se vean dañados por
estas. El problema en esta operación, es que se realiza principalmente a criterio del
31
operador del tractor y en algunas ocasiones a criterio del operador de la pala, y muchas
veces en realidad no se requiere una limpieza, pero de todos modos es realizada, lo que
provoca que la demora impacte mayormente en el tiempo productivo.
Cambio de turno y chequeo de equipo: el cambio de turno, es el proceso donde los
operadores llegan a los equipos que van a operar, transportados por medio de camiones
pasajeros, que van dejando primero a los operadores que iniciaran el turno hasta el último
equipo y luego recogen a los operadores que están finalizando el turno. El chequeo de
equipo es realizado previo a comenzar la operación, con el fin de detectar irregularidades
mecánicas o del área en donde se realizará la actividad. El tiempo depende mucho de la
localización de los equipos, las condiciones del terreno y la logística de recorrido.
Tránsito de equipo: es considerado el proceso de movimiento de un área a otra, y
normalmente se aplica cuando los equipos se trasladarán a otros bancos o voladuras.
Considerando que la velocidad de movimiento de la pala es muy lenta, porque además
requiere de una maniobra con cable eléctrico, se puede considerar un tránsito lento, que
podría ser inevitable por las dimensiones y capacidades el equipo.
Maniobras con cable eléctrico: normalmente son realizadas cuando algún equipo
eléctrico se cambiará de área, se moverá por voladura o cuando se cambiará la fuente de
alimentación del equipo. Consiste principalmente en el movimiento de cables y puentes,
donde se adapta en base a las necesidades de la operación. Es una actividad con cierta
frecuencia, tomando en cuenta que se tienen 8 equipos eléctricos. Actualmente requiere
cierta organización previo a la actividad, ya que en muchas ocasiones se realiza sin tener
todos los elementos necesarios, provocando que se complique la maniobra y la duración se
alargue.
Alimentos: es el tiempo asignado al consumo de alimentos por parte del operador, donde
principalmente se considera cuando el equipo no tiene relevo y es necesario parar el
equipo para que el operador se traslade al comedor. En la actualidad, se tratan de usar
relevos al menos en los equipos de carga o bien, si el operador lo desea, se le paga el
tiempo de alimentos como extra, con el fin de evitar esa demora.
Falta de camiones: es una demora que como su nombre lo dice, es cuando un equipo de
carga en operación, tienen que esperar cierto tiempo para que llegue un camión y
comenzar el ciclo de carga. Esto normalmente sucede, cuando los tiros de acarreo son muy

32
largos y no se le asigna la cantidad adecuada de camiones, cuando se tienen pendientes
muy pronunciadas en el tiro de acarreo, y en muchas ocasiones, cuando se tienen pocos
camiones por mantenimientos, aunque se tiene una demora específica para eso, llamada
falta de camiones por mantenimiento de otro, pero algunos operadores lo reportan como
falta de camiones simplemente.
Parado por voladura: es el tiempo en el que los equipos quedan fuera de operación por
inicio de proceso de voladura. Una vez que el equipo y el personal ya fue alejado del área,
comienza el parado por voladura, que es cuando se comienzan a poner los tapones en los
distintos caminos en la mina, se da la autorización, se denota y se retiran los tapones para
regresar a la operación. En muchas ocasiones, este tiempo se alarga debido a que muchos
reportan el parado por voladura, cuando se está realizando alguna maniobra para sacar al
equipo.
En la figura 18, se puede observar la cantidad de horas en cuestión de demoras operativas,
teniéndose un promedio de 7 horas al día; vemos que el comportamiento es muy disperso, y en
ambos equipos están impactando de una manera similar.
Figura 18 Tiempo de demoras por día Ene-Mar’16
En la figura 19, se tiene una comparación del histórico con la situación actual.

33
Figura 19 Histórico vs Actual en demoras
Podemos observar que en el actual desaparecieron 2 demoras, y, además, hubo cambio de
orden en cuanto al impacto que estas tienen sobre el tiempo productivo.
Mediante un análisis de información, se extrajeron las ocurrencias que tienen los eventos por
día, con el fin de conocer la frecuencia con la que estos suceden. En la figura 20, se muestran
los 7 principales eventos que afectan a los tiempos de demoras, donde se aprecian los
promedios de tiempo por día, la cantidad de ocurrencias de evento por día y el porcentaje de
ocurrencia por día en base a los meses 3 meses de análisis.
Figura 20 Cantidad y promedio de horas de demoras por día Ene-Mar’16
Limpieza con tractor, cambio de turno y chequeo de equipo y tránsito de equipo, sucedieron
en un total del 99% de los días entre enero y marzo, es decir, estos tres eventos tienen una alta
probabilidad de que puedan suceder en un día cualquiera, seguido por falta de camiones. El
resto de los eventos, tienen una probabilidad neutra, en donde podrían suceder, pero a la vez
no.
Evento Horas / día Cantidad / día % ocurrencia
Limpieza con tractor 1.70 9 99%
Cambio de turno y chequeo de
equipo 1.19 5 99%
Transito de equipo 0.81 6 99%
Maniobras con cable eléctrico 0.67 1 51%Alimentos 0.59 1 59%
Falta de camiones 0.55 7 91%
Parado por voladura 0.43 0 38%
Promedios
34
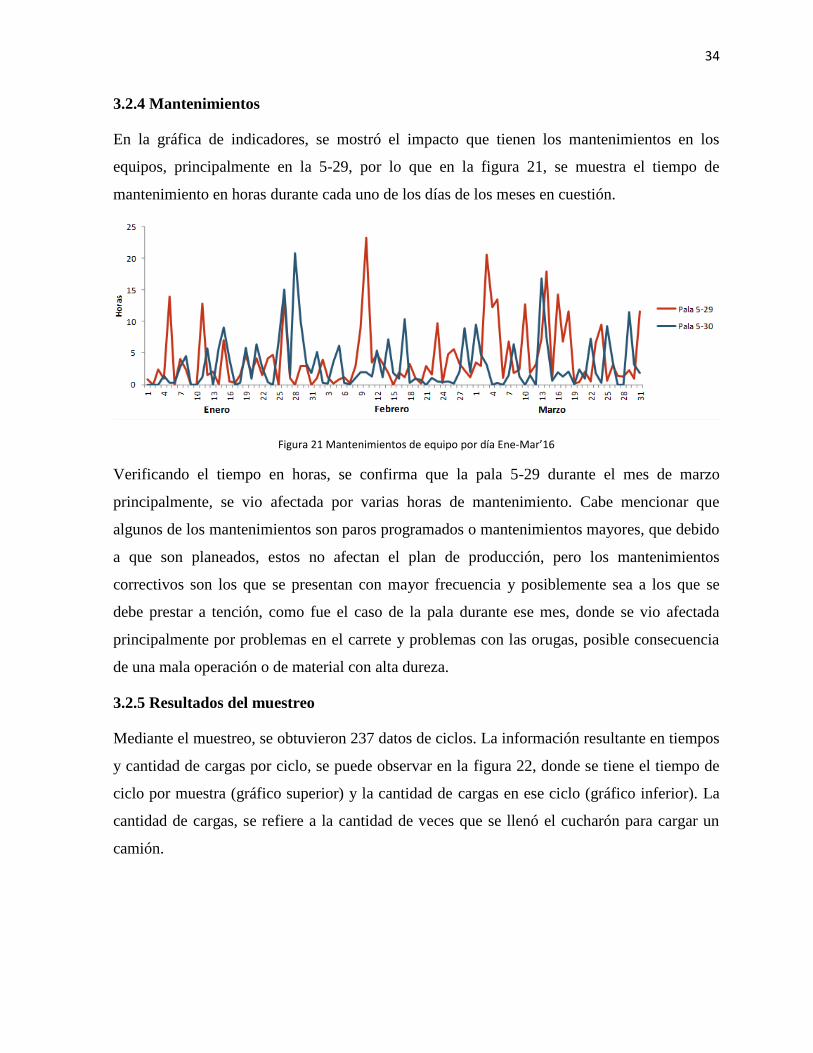
3.2.4 Mantenimientos
En la gráfica de indicadores, se mostró el impacto que tienen los mantenimientos en los
equipos, principalmente en la 5-29, por lo que en la figura 21, se muestra el tiempo de
mantenimiento en horas durante cada uno de los días de los meses en cuestión.
Figura 21 Mantenimientos de equipo por día Ene-Mar’16
Verificando el tiempo en horas, se confirma que la pala 5-29 durante el mes de marzo
principalmente, se vio afectada por varias horas de mantenimiento. Cabe mencionar que
algunos de los mantenimientos son paros programados o mantenimientos mayores, que debido
a que son planeados, estos no afectan el plan de producción, pero los mantenimientos
correctivos son los que se presentan con mayor frecuencia y posiblemente sea a los que se
debe prestar a tención, como fue el caso de la pala durante ese mes, donde se vio afectada
principalmente por problemas en el carrete y problemas con las orugas, posible consecuencia
de una mala operación o de material con alta dureza.
3.2.5 Resultados del muestreo
Mediante el muestreo, se obtuvieron 237 datos de ciclos. La información resultante en tiempos
y cantidad de cargas por ciclo, se puede observar en la figura 22, donde se tiene el tiempo de
ciclo por muestra (gráfico superior) y la cantidad de cargas en ese ciclo (gráfico inferior). La
cantidad de cargas, se refiere a la cantidad de veces que se llenó el cucharón para cargar un
camión.

35
Figura 22 Información y tiempos obtenidos de muestreo
Las líneas punteadas separan los días muestreados con los otros, donde en cada día se
obtuvieron distinta cantidad de muestras. En la parte superior se muestra información del
muestreo, donde la fase y el banco se refiere a la localización física del equipo.
Se tiene un promedio de ciclo de carga de 02:04 minutos. El tiempo de espera por acomodo de
camión es de 15.9s en promedio. El tiempo total de ciclo dependerá directamente del número
de cargas realizadas y se puede distribuir de la siguiente forma tomando en cuenta todos los
elementos del ciclo:
• 2 cargas
17.7s (C1) + 17.8s (C2) + 15.9s (E) + 01:00 min (M) = 01:52 min
• 3 cargas
17.7s (C1) + 17.8s (C2) + 12.4s (C3) + 15.9s (E) + 01:22 min (M) = 02:26 min
• 4 cargas
17.7s (C1) + 17.8s (C2) + 12.4s (C3) + 10s (C4) + 15.9s (E) + 01:47 min (M) = 03:00 min
El número de cargas, depende en gran manera de la habilidad del operador y de las
condiciones del material, en la figura 23, se muestra el tiempo promedio obtenidos.
Figura 23 Tiempo promedio en base al número de cargas
N° de cargas Muestras Porcentaje Tiempo promedio
1 0 0% 00:00.0
2 156 66% 01:51.5
3 77 32% 02:26.1
4 4 2% 03:01.1
>5 0 0% 00:00.0
Total 237 100% 02:03.9

36
Es decir, en la mayor parte de los datos muestreados (66%), los camiones fueron llenados con
tan solo 2 cargas, mientras que el 32% fue con 3 cargas, y el resto con 4, que en realidad en
muy pocas ocasiones sucede, a menos que el material no se encuentre tan fragmentado o
existan piedras muy grandes.
El comportamiento por tipo de material se muestra en la figura 24, con el fin de identificar si
esto afecta el ciclo total de carga.
Figura 24 Tiempo promedio en base al tipo de material
Se nota cierta diferencia en tiempo de carga entre estéril y relleno, debido a que en la parte de
estéril, las palas necesitan acomodar el material suelto obtenido después de la voladura, lo que
puede hacer los ciclos ligeramente más largos.
3.2.6 Análisis de situaciones de impacto en la producción y productividad
En base a un análisis de tiempos obtenidos en los 3 meses anteriores (enero, febrero y marzo),
se tiene los siguientes tiempos promedio:
• Tiempo promedio de demoras: 7 hrs
• Tiempo promedio de mantenimiento correctivo: 3 hrs
• Tiempo promedio de mantenimiento preventivo: 3 hr
La ocurrencia por día en base a la cantidad de mantenimientos realizados en los meses de
análisis se muestra en la figura 25.
Figura 25 Ocurrencia de mantenimientos por equipo Ene-Mar’16.
Material Muestras Porcentaje Tiempo promedio
Estéril 65 27% 02:13.4
Relleno 169 71% 02:00.2
Mineral 3 1% 02:06.7
Total 237 100% 02:03.9
Mantenimiento Pala 5-29 Pala 5-30
Correctivo 91% 84%
Preventivo 29% 34%
Correctivo 78% 66%
Preventivo 22% 34%
Ocurrencia por día
Conformación

37
Podemos observar que los mantenimientos correctivos son los que impactan mayormente a
ambos equipos, principalmente a la 5-29, es decir, en el 91% de los días (82 días (.91 * 91
días)) surgió un mantenimiento correctivo, y en el 29% (26 días) de los días hubo un
mantenimiento preventivo. En cuestión de conformación, en la 5-29 se nota como el 78% (70
días) de los mantenimientos realizados son correctivos y solo el 22% (20 días) son
preventivos, lo que nos dice que existen ciertos problemas en el tema de mantenimiento, que
puede ser provocado ya sea por una mala utilización del equipo o por mantenimiento poco
eficiente o inadecuado.
Tomando en cuenta lo anterior, se proponen distintos escenarios (véase figura 26), con el fin
de observar cómo se comporta la productividad y la producción con distintas variaciones en
tiempo productivo.
Figura 26 Ocurrencia de escenarios distintos de productividad y producción Ene-Mar’16
Se pudo observar, en la parte de ocurrencia, que el escenario 2, es uno de los que más
presencia tuvieron durante el tiempo de análisis (enero-marzo’16), con un 31% de ocurrencia
en la pala 5-29 y una superior ocurrencia de 41% en la pala 5-30, donde solo se tienen 7 hora
de demoras, que es lo que se tiene como plan, y 17 horas de producción. En caso contrario, el
escenario 1, tiene un mayor impacto en la pala 5-29, teniendo en tiempo al menos 3 horas de
correctivos, es decir, al menos en 21 días de los 91 (.24 x 91), se tuvieron mantenimientos
correctivos. El escenario 4 es el que sigue con mayor frecuencia, donde de igual manera se
nota presencia de mantenimientos correctivos y preventivos, que dejan un tiempo productivo
de solo 11 horas, provocando una producción muy baja.
Productivo Demoras M. Correctivos M. Preventivos Productividad Producción Pala 5-29 Pala 5-30
Escenario 1 14 7 3 0 5,388 75,437 24% 15%
Escenario 2 17 7 0 0 5,388 91,602 31% 41%
Escenario 3 14 7 0 3 5,388 75,437 1% 4%
Escenario 4 11 7 3 3 5,388 59,272 16% 14%
Escenario 5 11 10 3 0 5,388 59,272 10% 8%
Escenario 6 14 10 0 0 5,388 75,437 9% 10%
Escenario 7 11 10 0 3 5,388 59,272 1% 0%
Escenario 8 8 10 3 3 5,388 43,107 8% 8%
OcurrenciaTiempos

38
A esto, se le puede sumar el cambio de productividad por el tipo de material en el que se
encuentra cargando, y para revisar si se tiene impacto, en la figura 27 se muestra una
comparativa con distintos escenarios.
Figura 27 Afección de producción y productividad con distintas variables.
Como se pudo observar, la diferencia entre productividad es significativa y que se ve reflejado
principalmente en la producción del equipo, por lo que es necesario tomar en cuenta esta
variación al momento de llevar a cabo la planeación. Existen muchas variables que puede
afectar el proceso de carga, y el considerar como variable solo las demoras, sería realizar un
plan a ciegas que quizá se encuentre muy fuera de la realidad.
Productivo Demoras M. Correctivos M. Preventivos Productividad Producción
Estéril 14 7 3 0 4,993 69,895
Relleno 14 7 3 0 5,541 77,571
Estéril 17 7 0 0 4,993 84,873
Relleno 17 7 0 0 5,541 94,193
Escenario 3
Estéril 14 7 0 3 4,993 69,895
Relleno 14 7 0 3 5,541 77,571
Escenario 4
Estéril 11 7 3 3 4,993 54,918
Relleno 11 7 3 3 5,541 60,948
Escenario 1
Escenario 2
Por material
Tiempos

39
Capítulo IV
4.1 Propuestas de mejora
Como posibles soluciones, de proponen algunas mejoras o cambios que pudieran efectuarse en
el proceso de carga de las palas, que principalmente solamente requiere un cambio en la
operación en general y en la parte administrativa.
4.1.1 Preparación con anticipación de área de operación de las palas
En la actualidad, se tiene una reunión diaria, donde se decide en donde trabajaran las palas en
ese día y al día siguiente, pero debido a que los equipos de barrenación no son suficientes para
preparar voladuras en tan poco tiempo, se propone una reunión semanal de preparación (día
viernes), donde se tomarán decisiones enfocadas en la parte de preparación, decidiendo las
voladuras y las áreas donde estarán trabajando las palas la semana siguiente, así como
llevando un control y una revisión de las áreas y sus condiciones, previo a la operación.
Se propone se diseñe un cronograma, donde se lleve control de las toneladas que se están
moviendo y compararlo con lo planeado, así como ir viendo el avance del material, con el fin
de poder realizar la planeación anticipadamente. Un ejemplo de formato, se muestra en la
figura 28, donde se ejemplifica lo comentado anteriormente.
Voladura Plan Movidas 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
Progreso
F2C-395 232 232 100%
F1A-323 145 145 100%
Relleno 1A 165 85 52%
F6B-343 0 0 0%
8 días
Progreso
F2C-392 264 264 100%
F1A-434 323 323 100%
Relleno 6B 298 298 100%
Relleno 1A 233 76 33%
2 díasEstado
Marzo
Pala 5-30
Pala 5-29
Toneladas
Estado
Figura 28 Formato de control de material para palas
El objetivo de la tabla es ir mostrando el estado de las voladuras, en base a la progresión que
van teniendo, con el fin de poder realizar un plan anticipado, tratando de dejar material al
menos por semana o ya tener planeado en donde se realizará la barrenación, para que las
maniobras con las rotarias, la barrenación y la carga de la voladura, se lleve a cabo de manera
anticipada. De igual manera, si a algún equipo le queda mucho tiempo disponible de material,
como en el ejemplo 8 días, y al otro le quedan pocos, 2 días, entonces esa voladura se podría
40
pasar al equipo que le queda menos, en lo que se prepara otra voladura. Esto normalmente
podría suceder cuando algún equipo entre en mantenimiento, ya que provocará que el material
permanezca en espera.
4.1.2 Proceso de limpieza con tractor
En la limpieza con tractor, se propone que se deje solo a criterio del operador de la pala y
limitándose solamente a ocasiones donde en realidad sea requerido. Para realizar limpieza con
tractor serán necesarias las siguientes condiciones:
Piedras mayores de 30 centímetros en el área de carga.
Desnivel mayor a 2 metros en piso.
Falta de camiones en espera.
Se debe tratar que la cantidad de limpiezas con tractor no sea mayor de 2 a 3 veces por turno y
que la duración sea controlada, realizando una operación eficiente. Para que la duración sea
significativa, se tiene que tener un desnivel que pueda provocar que la pala se gire o pierda
equilibrio, mientras que, en limpiezas de rezaga derramada al cargar los equipos, debe ser de
manera muy rápida.
4.1.3 Planeación de maniobra con cable eléctrico
Para las maniobras con cable eléctrico, será necesario para mover los equipos, cambiar
cometidas, cambiar fuente de alimentación y movimiento de puentes. Se propone un plan por
turno y grupo, donde se tenga la siguiente información:
Nombre del operador
Actividad
El personal de voladura o de planeación, entregaría por semana el plan de maniobras, con
actualización diaria, debido a los cambios y los estados de los equipos eléctricos. La
información que se le deberá entregar al equipo de maniobras será:
Cambios a realizar u operación
Maniobras a realizar
Equipos afectados
Fecha y hora programada

41
Personal necesario
En la figura 29, se muestra un ejemplo de posible formato, donde se llevará a cabo la
planeación de la actividad con anticipación, estoy con el fin de previamente delegar
responsabilidades, y evitar que las maniobras tomen tanto tiempo en la preparación. De
preferencia, se recomienda que a más tardar, la solicitud de maniobra se realiza al menos con 1
día de anticipación, con el fin de que se pueda realizar la preparación y la organización.
Semana 1 Grupo 5 Turno
Codigo
3243
5355
3453
2344
2342
5465
Personal necesario 6
2 horasDuración estimada
1. Mover pala 5-29 a banco 856
2. Mover rotaria 1-11 y 1-9 junto a camino a patio 12
Pala 5-29, rotaria 1-11 y rotaria 1-9
Maniobras
Fecha programada 19 de marzo de 2016 a las 4:00 PM
Operación Movimiento de equipo por voladura
Equipos a mover
Estirador
Estirador
Guia y amarres
Primera
Roberto Ramirez Lopez
Fermin Sanchez Mancilla
Lorenoz Montes de Oca
Nombre
Maniobra con Cable Eléctrico
Juan Jose Sanchez
Jesus Alberto Cortés
Saul Sandoval Sanchez
Actividad
Conductor de camioneta
Supervisor
Admin. Equipo
Figura 29 Formato de maniobra con cable eléctrico
El formato es solo una ejemplificación, donde el único objetivo es documentar y optimizar la
operación con un control más efectivo, además que permitirá llevar un registro para evidenciar
incidentes que se presenten.
4.1.4 Mejora de la comunicación operador pala-camión.
Se propone el añadir un semáforo en cada lado de la pala, el cual permita comunicación visual
entre operador de Pala y operador de equipo de acarreo, con el fin de que se dé cuenta cuando
ya se cargó por completo el camión. Donde la luz verde signifique cargada por completa, la
luz roja en comienzo de carga y una luz naranja que indique cuando falte 1 carga para
completar el tonelaje necesario.
Esto se pueden realizar, sincronizando el semáforo con la báscula de tonelaje y, además, que el
operador de la pala igual mantenga el control de la señalización.

42
4.2 Evaluación de la propuesta
Las aplicaciones de las propuestas mencionadas con anterioridad permitirán de gran manera
mantener un control en la producción de las palas, pero debido a problemas con el tiempo, no
se pudieron aplicar las propuestas, ni darles un seguimiento adecuado. El objetivo de cada
propuesta se muestra a continuación:
Preparación con anticipación de área de operación de las palas: la aplicación del
control propuesto, evitará tener las palas por falta de material y el estar realizando
voladuras de manera tan frecuente, y que, además, permitirá llevar un control a fondo
de la cantidad de material disponible para cada pala, teniendo un tiempo de seguridad
para que se alcance a preparar algún área o voladura en la cual operarían las palas
posteriormente.
Proceso de limpieza con tractor: el estandarizar la limpieza con tractor, se reducirían
tiempos de esa demora, pasando el mismo tiempo a la parte productiva y, además, se
mantendría un control para que la limpieza se realice solo cuando sea necesario o
cuando pueda verse afectado el equipo a causa de material en área de carga de gran
tamaño.
Planeación de maniobra con cable eléctrico: la planeación de esta maniobra,
permitirá tener un plan de acción anticipado para cada actividad que requiera cambios
con cables de alimentación, y con esto, se reducirían los tiempos de manera
significativa, favoreciendo de gran manera la agilización de las maniobras de los
equipos, permitiendo que estos entren de manera más rápido a la parte productiva.
Mejora de la comunicación operador pala-camión: esta comunicación ayudará para
que los camiones puedan retirarse en cuanto el equipo haya terminado de ser cargado,
evitando el alargamiento del ciclo a causa de no escuchar el claxon que el operador de
la pala acciona al terminar de cargar, por los distintos ruidos que existen cuando se está
cargando el material.
Las distintas propuestas, pueden tener mejoras y que pueden irse adaptando y mejorando
conforme se llegue al punto de una aplicación, y de un seguimiento que permita ver si se
tienes cambios significativos en la producción y productividad de las palas.

43
Capítulo V
5.1 Recomendaciones
Prestar atención a la limpieza con tractor y darle seguimiento con el fin de ver si se
está viendo algún cambio significante en los tiempos diarios de demora.
En la planeación, se recomienda se tome en cuenta la calidad y dureza del material,
con el fin de que el plan sea más similar a lo real, y así se evite forzar a los equipos con
producciones muy altas en materiales complicados, que como consecuencia puedan
dañar a los equipos.
Fomentar que los operadores lleven sus alimentos al equipo, pagándoles el tiempo de
alimentos como extra, y estos los consuman en demoras que se presenten en la
operación, como falta de camiones, mantenimientos, parado por voladura, etc, al
menos en el turno de primera.
La estandarización del acomodo del camión es un factor que no aplicará en muchas de
las ocasiones, debido a que en algunas áreas donde se comienza algún banco, o en
áreas muy reducidas, se complica mucho la maniobra por parte de los operadores de
camiones. Se recomienda que los operadores se acomoden en cuanto la pela se
encuentre llenando el cucharón, al menos de reversa, para cuando la pala se posicione,
estos tarden a lo mucho de 3 a 5 segundos en acomodarse, reduciendo
significativamente los casi 16 segundos en promedio. Cuando se tengan áreas abiertas,
es recomendable alinear el cable al talud, con el fin de que se puedan llenar dos
camiones a la vez.
5.2 Conclusión
Las palas tienen la capacidad suficiente para brindar producciones y productividades muy
elevadas, que, en muchas de las ocasiones, estos indicadores se ven seriamente afectados por
mantenimientos y algunas demoras operativas. Los mantenimientos al parecer no están siendo
muy efectivos, ya que se presentan de manera continua en el equipo durante un mismo lapso
de tiempo, aunque cabe destacar que, si se opera el equipo en condiciones no adecuadas en
cuanto a la dureza del material, estos pueden irse dañando poco a poco, por lo que en ese caso
es necesario capacitar al personal sobre que material si se debe cargar y cual debe evitarse,
esto con el fin de reducir la vida útil del equipo.
44
Las demoras se han presentado, y como se pudo observar, muchas surgen por la necesidad de
la misma operación, que pudieran reducirse con una mejor planeación de la explotación en
general en la mina. Reduciéndose la limpieza con tractor, maniobras con cable eléctrico y los
tránsitos de equipo, el tiempo promedio en demoras operativas se reduciría bastante, dejando
tiempo para la parte productiva y para mantenimientos correctivos.
La aplicación del muestreo en general, pudo dar una idea más amplia de los tiempos que
tienen los equipos y de igual manera, para ver como se está realizando la operación de carga y
de algunos eventos operativos. Fue una parte importante, junto con la recaudación de la
información obtenida de las bases de datos de la parte de estadística, para poder llevar a cabo
el análisis de la producción y la productividad, adicionado ciertos factores que pudieron
complementar la situación actual.
La realización del presente proyecto me ayudó a ver el proceso de una manera distinta,
conociendo todas aquellas variables que puedan afectar los indicadores de una empresa
productiva y viendo que estas variables tendrán días muy favorables, pero de igual manera
días negativos, que quizá en ocasiones pueden controlarse, pero en la mayoría no. Pude aplicar
distintas herramientas como el muestreo de tiempos, cálculos de indicadores, uso de
herramientas como Excel, y análisis estadísticos, que benefició de forma positiva mi
formación como Ingeniero Industrial y pude obtener un criterio que me permitió ver los
problemas de una manera más amplia.
45
Bibliografía
Universidad de Extremadura. (2008). Conceptos de muestreo. 15/05/2016, de Uniex
Sitio web: http://matematicas.unex.es/~inmatorres/teaching/muestreo/assets/Cap1.pdf
Llamas Maldonado, María Michelle (2003). Estandarización y optimización del
sistema laboral para el empaque de piezas de exportación en Volkswagen de México.
Universidad de las Américas Puebla. Disponible en:
http://catarina.udlap.mx/u_dl_a/tales/documentos/lii/llamas_m_mm/
Carro Paz, Roberto & González Gómez, Daniel (2012). “Productividad y
Competitividad”. Universidad Nacional del Mar de Plata, Facultad de Ciencias
Económicas y Sociales. Disponible en:
http://nulan.mdp.edu.ar/1607/1/02_productividad_competitividad.pdf
Casal, Jordi & Mateu, Enric (2003). “Tipos de muestreo”. Universidad Autonoma de
Barcelona, Centre de Recerca en Sanitat Animal. Disponible en:
http://www.mat.uson.mx/~ftapia/Lecturas%20Adicionales%20(C%C3%B3mo%20dise
%C3%B1ar%20una%20encuesta)/TiposMuestreo1.pdf
Guerrero, Claudio & Galindo, Fernando (2014). “Administración”. Grupo Editorial
Patria. P 174.


















