Instrument Ac i On
7
4.1. Inspección La inspección en el control de calidad hace referencia a medir y examinar todas o en su mayoría las características calicables y cuanticables de calidad de un determinado produc to, incluyendo sus componentes y materiales de los que está hecho el producto, pero no necesariamente tiene que ser de un producto, ya que a un sericio o un proceso determinado se le puede reali!ar una inspección, siempre teniendo en cuenta el uso de instrumen tos de medición, equipos de pruebas y ensayos, patrones de comparación, con el n de saber si cumple o no cumple con los requisitos de calidad ya especicados. "e esta forma todas las inspecciones reali!adas en un proceso de control de calidad nos siren para comprobar y conrmar que todo marcha como fue preisto. #s de resaltar que el control de cali dad es todo un proceso ri$uroso lleno de demás aditamentos, que solo son reali!ables al 1%% por ciento cuando se necesita ealuar una característica importante, sea encaminada a la se$uridad, normas o funcionalidad o todas las anteriores. &sí pues al hablar de una inspección estamos hablando directamente de un ahorro monetario necesario, ya que al identicar problemas o futuros problemas en la planta de producción, los costos en la empresa se erán al!ados al i$ual que si los productos o sericios tienen un excelente contro l de calidad cumpliendo con las normas ya establecidas se podrá $o!ar de muchos benecios en el mercado con el producto o bien el sericio que se est' ofreciendo. La inspección se hace necesaria en todo proceso de producción ya que es una forma de $aranti!ar calidad y eitar p'rdidas monetarias por fallos en productos no aptos para la distribución o consumo. 4.(. Los costos de control y costos por falla en el control. #n los costos de control se establecen dos cate$orías) los costos de preención eitan que defectos e inconformidades ocurran durante el proceso, incluyendo $astos en calidad que a su e! eitan que se produ!can productos sin los requerimientos establecidos. #n estos costos tambi'n se incluyen áreas de costos en la calidad como in$eniera y en las capacitaciones en calidad a los empleados. *or otra parte están los cotos de ealuación, lo cuales incluyen todo lo que se necesita monetariamente para mantener estables los $rados de calidad en la empresa con uso de inspecciones en la calidad del producto , además en estos costos se incluyen pruebas, auditorias de calidad, $astos similares e inesti$aciones externas. Los costos por falla en el control, ocasionados por los productos y materiales que no cumplen con los requisitos de calidad, estos tambi'n se establecen en dos cate$orías) los costos por fallas internas que incluyen todos los $astos monetarios en calidad insatisfactoria de la empresa como por e+emplo costos por falla externa -costos de calidad insatisfactoria fuera de la compaía/, materiales retraba+ados y deteriorados, y desechos. 4.0. olerancias dimensionales, $eom'tricas y de posición. odas encaminadas con el control de calidad.
-
Upload
harold-uruena -
Category
Documents
-
view
212 -
download
0
description
i
Transcript of Instrument Ac i On
7/17/2019 Instrument Ac i On
http://slidepdf.com/reader/full/instrument-ac-i-on-568e333d5c3d4 1/7
4.1. Inspección
La inspección en el control de calidad hace referencia a medir y examinar todaso en su mayoría las características calicables y cuanticables de calidad de undeterminado producto, incluyendo sus componentes y materiales de los queestá hecho el producto, pero no necesariamente tiene que ser de un producto,
ya que a un sericio o un proceso determinado se le puede reali!ar unainspección, siempre teniendo en cuenta el uso de instrumentos de medición,equipos de pruebas y ensayos, patrones de comparación, con el n de saber sicumple o no cumple con los requisitos de calidad ya especicados.
"e esta forma todas las inspecciones reali!adas en un proceso de control decalidad nos siren para comprobar y conrmar que todo marcha como fuepreisto. #s de resaltar que el control de calidad es todo un proceso ri$urosolleno de demás aditamentos, que solo son reali!ables al 1%% por ciento cuandose necesita ealuar una característica importante, sea encaminada a lase$uridad, normas o funcionalidad o todas las anteriores.
&sí pues al hablar de una inspección estamos hablando directamente de unahorro monetario necesario, ya que al identicar problemas o futurosproblemas en la planta de producción, los costos en la empresa se eránal!ados al i$ual que si los productos o sericios tienen un excelente control decalidad cumpliendo con las normas ya establecidas se podrá $o!ar de muchosbenecios en el mercado con el producto o bien el sericio que se est'ofreciendo. La inspección se hace necesaria en todo proceso de producción yaque es una forma de $aranti!ar calidad y eitar p'rdidas monetarias por fallosen productos no aptos para la distribución o consumo.
4.(. Los costos de control y costos por falla en el control.
#n los costos de control se establecen dos cate$orías) los costos de preencióneitan que defectos e inconformidades ocurran durante el proceso, incluyendo$astos en calidad que a su e! eitan que se produ!can productos sin losrequerimientos establecidos. #n estos costos tambi'n se incluyen áreas decostos en la calidad como in$eniera y en las capacitaciones en calidad a losempleados. *or otra parte están los cotos de ealuación, lo cuales incluyentodo lo que se necesita monetariamente para mantener estables los $rados decalidad en la empresa con uso de inspecciones en la calidad del producto,además en estos costos se incluyen pruebas, auditorias de calidad, $astossimilares e inesti$aciones externas.
Los costos por falla en el control, ocasionados por los productos y materialesque no cumplen con los requisitos de calidad, estos tambi'n se establecen endos cate$orías) los costos por fallas internas que incluyen todos los $astosmonetarios en calidad insatisfactoria de la empresa como por e+emplo costospor falla externa -costos de calidad insatisfactoria fuera de la compaía/,materiales retraba+ados y deteriorados, y desechos.
4.0. olerancias dimensionales, $eom'tricas y de posición.
odas encaminadas con el control de calidad.
7/17/2019 Instrument Ac i On
http://slidepdf.com/reader/full/instrument-ac-i-on-568e333d5c3d4 2/7
La norma &23# 14.5361774 habla sobre las tolerancias por posición que es lamás anti$ua, y su inención data de 174% por 2tanley *ar8er.
La norma I29611%1 habla de las tolerancias $eom'tricas y dimensionales que
son las más usadas en cuanto al control de calidad.Las tolerancias $eom'tricas permiten un funcionamiento satisfactorio y laestandari!ación de la pie!a, ya que aunque sean fabricadas en diferentestalleres y por distintos operaciones u equipos siempre podrán serintercambiables. #stas tolerancias controlan la forma de la pie!a.
Las tolerancias dimensionales controlan las medidas o bien sean lasdimensiones en la fabricación de una pie!a, siendo independientes de las$eom'tricas. La independencia entre ella es eidente pero debe establecerseuna cierta relación para ambas con el n de $aranti!ar el funcionamiento de lapie!a.
Las tolerancias de posición controlan y establecen la posición, concentricidad, ysimetría en una pie!a. 2e resalta la posición utili!ada en los dibu+os dein$eniería para especicar la ubicación deseada, así como desiación permitidade la posición de un elemento en una pie!a. *osición las tolerancias deposición sólo deben aplicarse a las características de tamao, lo que requiereque la ten$a por lo menos dos puntos opuestos.
4.4.
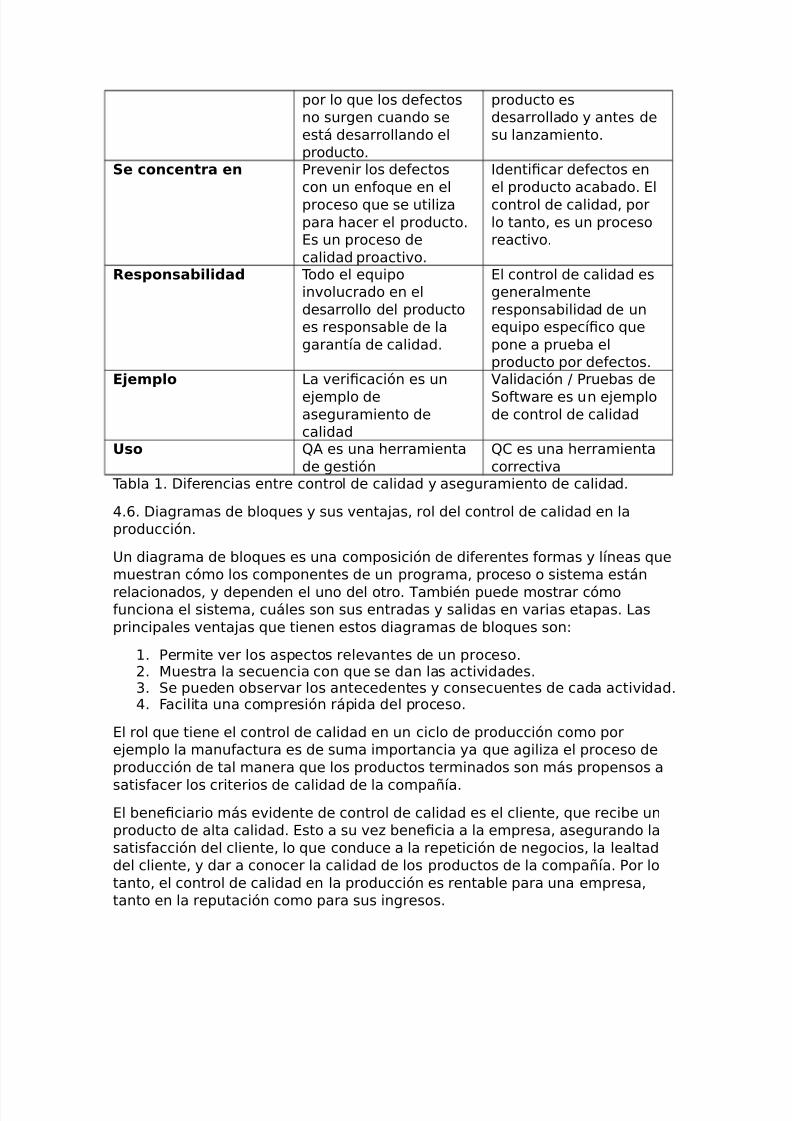
4.5. &se$uramiento de la calidad y el control de calidad
La principal diferencia entre ambos procesos es que el de ase$uramiento de lacalidad está orientado a en identicar defectos para preenir futurascomplicaciones, mientras que el control de calidad es un producto orientadosolo en identicar los defectos.
& continuación una tabla comparatia
Aseguramiento de lacalidad
Control de calidad
Defnición :on+unto de actiidadespara $aranti!ar lacalidad en los procesos
por los que losproductos sedesarrollan.
:on+unto de actiidadespara $aranti!ar lacalidad en los
productos. Lasactiidades se centranen la identicación dedefectos en losproductos realesproducidos.
objetivo 3e+orar los procesos dedesarrollo y de prueba
Identicar defectosdespu's de que un
7/17/2019 Instrument Ac i On
http://slidepdf.com/reader/full/instrument-ac-i-on-568e333d5c3d4 3/7
por lo que los defectosno sur$en cuando seestá desarrollando elproducto.
producto esdesarrollado y antes desu lan!amiento.
Se concentra en *reenir los defectoscon un enfoque en elproceso que se utili!apara hacer el producto.#s un proceso decalidad proactio.
Identicar defectos enel producto acabado. #lcontrol de calidad, porlo tanto, es un procesoreactio.
Responsabilidad odo el equipoinolucrado en eldesarrollo del productoes responsable de la$arantía de calidad.
#l control de calidad es$eneralmenteresponsabilidad de unequipo especíco quepone a prueba elproducto por defectos.
Ejemplo La ericación es un
e+emplo dease$uramiento decalidad
;alidación < *ruebas de
2oft=are es un e+emplode control de calidad
Uso >& es una herramientade $estión
>: es una herramientacorrectia
abla 1. "iferencias entre control de calidad y ase$uramiento de calidad.
4.?. "ia$ramas de bloques y sus enta+as, rol del control de calidad en laproducción.
@n dia$rama de bloques es una composición de diferentes formas y líneas quemuestran cómo los componentes de un pro$rama, proceso o sistema están
relacionados, y dependen el uno del otro. ambi'n puede mostrar cómofunciona el sistema, cuáles son sus entradas y salidas en arias etapas. Lasprincipales enta+as que tienen estos dia$ramas de bloques son)
1. *ermite er los aspectos releantes de un proceso.(. 3uestra la secuencia con que se dan las actiidades.0. 2e pueden obserar los antecedentes y consecuentes de cada actiidad.4. Aacilita una compresión rápida del proceso.
#l rol que tiene el control de calidad en un ciclo de producción como pore+emplo la manufactura es de suma importancia ya que a$ili!a el proceso deproducción de tal manera que los productos terminados son más propensos a
satisfacer los criterios de calidad de la compaía.
#l beneciario más eidente de control de calidad es el cliente, que recibe unproducto de alta calidad. #sto a su e! benecia a la empresa, ase$urando lasatisfacción del cliente, lo que conduce a la repetición de ne$ocios, la lealtaddel cliente, y dar a conocer la calidad de los productos de la compaía. *or lotanto, el control de calidad en la producción es rentable para una empresa,tanto en la reputación como para sus in$resos.
7/17/2019 Instrument Ac i On
http://slidepdf.com/reader/full/instrument-ac-i-on-568e333d5c3d4 4/7
Las #mpresas con procedimientos de control de calidad en la producción ofabricación son mucho menos propensos a enfrentar el retiro de productos o deries$os para la se$uridad de los productos mal construidos.
4.B. 2i$nicado se aceptación en el control estadístico de la calidad -2>:/.
4.C. "istribución normal de probabilidad en el control de calidad estadístico.
La distribución normal de probabilidad es probablemente la distribución másimportante tanto en la teoría y aplicación de la estadística y a su e! en elcontrol de calidad estadístico ya que indica cual es la probabilidad de que sepresente un incidente deseado o no deseado para la compaía afectandodirectamente la producción o de un producto o prestación de un sericio deforma positia o ne$atia.
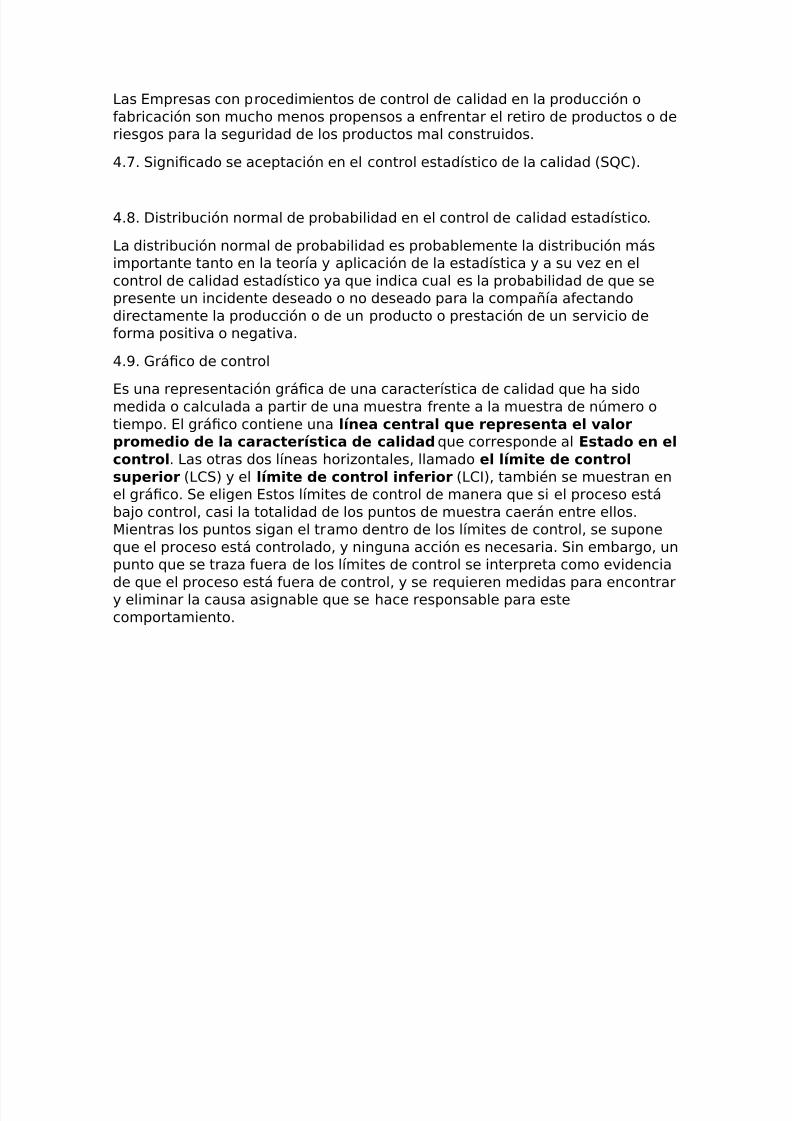
4.7. Dráco de control
#s una representación $ráca de una característica de calidad que ha sidomedida o calculada a partir de una muestra frente a la muestra de nEmero otiempo. #l $ráco contiene una línea central que representa el valorpromedio de la característica de calidad que corresponde al Estado en elcontrol. Las otras dos líneas hori!ontales, llamado el límite de controlsuperior -L:2/ y el límite de control inerior -L:I/, tambi'n se muestran enel $ráco. 2e eli$en #stos límites de control de manera que si el proceso estába+o control, casi la totalidad de los puntos de muestra caerán entre ellos.3ientras los puntos si$an el tramo dentro de los límites de control, se suponeque el proceso está controlado, y nin$una acción es necesaria. 2in embar$o, unpunto que se tra!a fuera de los límites de control se interpreta como eidencia
de que el proceso está fuera de control, y se requieren medidas para encontrary eliminar la causa asi$nable que se hace responsable para estecomportamiento.
7/17/2019 Instrument Ac i On
http://slidepdf.com/reader/full/instrument-ac-i-on-568e333d5c3d4 5/7
Ai$ura x) $ráco de control típico. Ima$en tomada del libro FIntroduction to2tatistical >uality :ontrolG, ?th -sixth/ edition. *á$ina 1C(.
4.1%. *o8a6o8e, Hai!en, >uality circles, "ia$rama de causa y efecto y &nálisisde *areto
o!a"#o!e $a prueba de error%& La clae es detener el proceso siempre quese produce un defecto, denir la causa y preenir la recurrencia. @na e! quelos errores que conducen a defectos se han identicado, se pueden abordar.*o8a6o8e es especialmente Etil en los traba+os de monta+e y en las prácticasde traba+o en el sector sericios. :uando se aplique plenamente *o8a6o8e, noes necesario el control estadístico de procesos para las operaciones de cero
defectos.'ai(en $mejora continua%& La estrate$ia 8ai!en ha sido llamada el conceptomás importante en la $estión +aponesa 6 la clae para el 'xito competitio
+apon's. #s una losofía que subsume todas las actiidades empresariales ytodos en la or$ani!ación. 2i la calidad de la $ente se me+ora -tal e! por laparticipación, la formación y la educación en lu$ar de reempla!o/, la me+ora dela calidad de los productos tambi'n a a darse. :ualquier actiidad diri$ida a lame+ora se incluye dentro de 8ai!en.
)ualit* circles $Círculos de calidad%& Deneralmente consisten en unpequeo $rupo de personal del mismo departamento o función dentro de la
empresa, que se ofre!can a reunirse re$ularmente para planear, e+ecutar,resoler y ericar los problemas relacionados con el traba+o soluciones, lo quese caracteri!a por)
1. la participación es oluntaria.(. la $estión debe ser de apoyo para la operación continua de los :írculos
de :alidad ecaces.0. los empleados están facultados en formación ya que es una parte
inte$ral del pro$rama.
7/17/2019 Instrument Ac i On
http://slidepdf.com/reader/full/instrument-ac-i-on-568e333d5c3d4 6/7
4. los miembros traba+an en equipo para identicar y resoler problemas.
Diagrama de causa * eecto& tambi'n conocida como la espina de pescado,este dia$rama ayuda a mostrar isualmente las muchas causas posibles paraun problema o efecto especíco. #s particularmente Etil en un ambiente de$rupo y para las situaciones en las que pocos datos cuantitatios están
disponible para su análisis.
La espina de pescado tiene un benecio adicional tambi'n. *orque la $ente pornaturale!a a menudo como para obtener el derecho a determinar qu' hacercon un problema, esto puede ayudar a llear a cabo una exploración más afondo de las cuestiones detrás del problema 6 lo que conducirá a una soluciónmás robusta.
An+lisis de areto& #s una t'cnica que se utili!a para la toma de decisionesbasada en el principio de *areto, conocido como la re$la C%<(%. #s una t'cnicade toma de decisiones que separa estadísticamente un nEmero limitado defactores de entrada por tener el mayor impacto en el resultado, ya sea
deseable o indeseable. #l análisis de *areto se basa en la idea de que C%J delos benecios de un proyecto se pueden lo$rar haciendo (%J de la obra o a lainersa C%J de problemas se remontan a (%J de las causas.
#n sus t'rminos más simples, el análisis de *areto suele demostrar que uname+ora desproporcionada puede lo$rarse mediante la clasicación de diersascausas de un problema y concentrándose en aquellas soluciones o elementoscon el mayor impacto.
4.11. Ailosofía del F2ix 2i$maG
2ix 2i$ma en muchas or$ani!aciones simplemente si$nica una medida de
calidad que busca la perfección cercana. 2ix 2i$ma es un enfoque disciplinado,impulsado por los datos y la metodolo$ía para la eliminación de defectos-conducir hacia seis desiaciones estándar entre la media y el límite deespecicación más cercano/ en cualquier proceso 6 desde la fabricación hastala distribución y, de producto a sericio.
4.1(. Korma de calidad I2967%%%
I29 7%%%) 2istemas de Destión de :alidad (%%%6 Aundamentos y Kormas)*roporciona la terminolo$ía y las deniciones utili!adas en las normas. #s lapartida apunte para entender el sistema de las normas.
I29 7%%1) 2istemas de Destión de :alidad (%%%6 Mequisitos) #ste es el
estándar utili!ado para la certicación de sistema de $estión de calidad de unaempresa. #sta usado para demostrar la conformidad de los sistemas de $estiónde calidad para satisfacer los requisitos del cliente.
I29 7%%4) 2istemas de Destión de :alidad (%%%6 "irectrices para laprestación del sericio) *roporciona directrices para el establecimiento de unsistema de calidad. Ko se centra sólo en el cumplimiento de los requisitos delcliente sino tambi'n en me+orar el rendimiento.

7/17/2019 Instrument Ac i On
http://slidepdf.com/reader/full/instrument-ac-i-on-568e333d5c3d4 7/7
#stos tres estándares son los más utili!ados y se aplican a la mayoría deempresas. 2in embar$o, existen otras die! normas y directrices publicadascomo parte de la I29 7%%%.
,ibliograía9$ata, H., In$eniería de control moderna, #d. *rentice6Nall. :apítulo 0
"orf, M.:., 2istemas modernos de control, #d. &ddison6Oesley.
3ont$omery, ".:., FIntroduction to 2tatistical >uality :ontrolG, ?th -sixth/edition. &ri!ona 2tate @niersity.
P #ans and O Lindsay, he 3ana$ement and :ontrol of >uality 6 Aifth #dition,2outh6Oestern<homson Learnin$, :incinnati 9N, (%%1.
*oornima 3.:., Fotal >uality 3ana$ementG. 2econd #dition, #d. *earson.