Instrumentos de Taller
17
UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica SANTIAGO TITULO DE LA EXPERIENCIA ______________________________________Instrumentos de Taller_________________________________________ EXPERIENCIA N° ____4_____Grupo N°____3 __Fecha de la Exp_____15/06/2015_______ Fecha de Entrega _22/06/2015_ NOMBRE ASIGNATURA_____________Laboratorio de Procesos Mecánicos I_____________CODIGO___15107____ CARRERA________Ingeniería de Ejecución en Mecánica__________Modalidad (Diurna o Vespertina)______Diurna_____________ NOMBRE DEL ALUMNO______Valle_____________Silva______________________Jaime Eduardo_________ Apellido Paterno Apellido Materno Nombre ________________________ Firma del alumno Fecha de Recepción Nota de Interrogación ________________ Nombre del Profesor _______ Roberto Iquilio ______________ Nota de Participación ________________ Nota de Informe ____________________ _________________________________
description
procesos mecanicos
Transcript of Instrumentos de Taller

UNIVERSIDAD DE SANTIAGO DE CHILEFACULTAD DE INGENIERÍA
Departamento de Ingeniería MecánicaSANTIAGO
TITULO DE LA EXPERIENCIA
______________________________________Instrumentos de Taller_________________________________________
EXPERIENCIA N° ____4_____Grupo N°____3 __Fecha de la Exp_____15/06/2015_______ Fecha de Entrega _22/06/2015_
NOMBRE ASIGNATURA_____________Laboratorio de Procesos Mecánicos I_____________CODIGO___15107____
CARRERA________Ingeniería de Ejecución en Mecánica__________Modalidad (Diurna o Vespertina)______Diurna_____________
NOMBRE DEL ALUMNO______Valle_____________Silva______________________Jaime Eduardo_________Apellido Paterno Apellido Materno Nombre
________________________ Firma del alumno
Fecha de Recepción
Nota de Interrogación ________________ Nombre del Profesor _______ Roberto Iquilio ______________
Nota de Participación ________________
Nota de Informe ____________________ _________________________________
Nota Final __________________ ______ ________________ Firma del Profesor
SE RECOMIENDA AL ESTUDIANTE MEJORAR EN SU INFORME LA MATERIA MARCADA CON UNA X
________ Presentación ________Cálculos, resultados, gráficos________ Características Técnicas ________Discusión, conclusiones________ Descripción del Método seguido _______ ApéndiceOBSERVACIONES
Índice 1.- Resumen....................................................................................................................................................................... 3
2.- Objetivo General......................................................................................................................................................... 3
3.- Objetivos Específicos................................................................................................................................................ 3
4.- Instrumentos Empleados......................................................................................................................................... 4
5.- Metodología Experimental....................................................................................................................................... 4
6.- Conclusiones................................................................................................................................................................ 4
7.- Apéndice........................................................................................................................................................................ 5
7.1.- Teoría del experimento..................................................................................................................................... 5
7.2.- Bibliografía.......................................................................................................................................................... 14
Instrumentos de Taller
1.- Resumen
En el presente informe se presenta lo realizado en el ensayo de Instrumentos de taller, el cual consiste en conocer y manejar los distintos instrumentos para realizar medidas de piezas en mecanizado, específicamente Pie de Metro y Micrómetro, en sistema métrico y sistema inglés. Además de conocer la terminología asociada a la medición con instrumentos manuales.
2.- Objetivo General
Conocer el principio de funcionamiento y el procedimiento de medición, empleando instrumentos manuales usados en el control dimensional y geométrico de piezas mecánicas.
3.- Objetivos Específicos
Conocer el correcto uso de los instrumentos manuales empleados en el control dimensional de piezas mecánicas.
Aprender los conocimientos fundamentales para usar calibres “pasa-no pasa”, mediante el ejercicio de medir dimensiones normalizadas.
Conocer las metodologías disponibles para medir ángulos usando el instrumental manual correspondiente.
Conocer el instrumental y metodología usados para controlar piezas mecánicas típicas como roscas, ruedas dentadas, poleas, etc.
Poder seleccionar él o los instrumentos manuales y el procedimiento de medición según el atributo a cuantificar.
4.- Instrumentos Empleados
a) Pie de Metro Con unidades en Sistema métrico. Con unidades en Sistema inglés.
b) Micrometro Con unidades den Sistema métrico. Con unidades en Sistema Inglés.
5.- Metodología Experimental
Al comienzo de la experiencia se explica las distintas definiciones del lenguaje técnico empleado en el dimensionamiento y toma de medidas de las piezas mecánicas.
Luego de la explicación del lenguaje a utilizar, se procede a conocer la forma en que se debe medir con los distintos instrumentos de trabajo, partiendo primero con una explicación teórica de la forma en que se debe utilizar el equipo, las partes que lo componen, y precauciones en la manipulación de éstos, ya que con un mal manejo de éstos es posible descalibrar el equipo. Al existir dos clases de sistemas en las unidades de medidas de los instrumentos (métrico e inglés), se explica uno a uno la forma de lectura de los resultados entregados por el instrumento.
Finalmente, una vez aprendido la teoría de la medición, se procede a medir una pieza mecanizada, utilizando el pie de metro y el micrómetro, en ambos casos se realizan dos mediciones, ya que como se señala anteriormente, se trabaja con un pie de metro con unidades del sistema métrico y otro con unidades del sistema inglés, lo mismo ocurre con el micrómetro.
6.- Conclusiones
La medición en piezas mecánicas es de suma importancia ya que es la forma en que se conocen las dimensiones finales de la pieza mecanizada y con la que se trabajará, por ello existen instrumentos manuales que son capaces de entregar datos minúsculos, por debajo del rango de la unidad de milímetros. En el caso del pie de metro existen con distintos tipos de resolución, por ejemplo 0.05 mm, 0.02 mm, pero para tener medidas más pequeñas se utiliza el micrómetro con el que se puede obtener medidas de 0.01 mm.
Un aspecto importante en la toma de medidas, es el cuidado que se debe tener con el instrumento utilizado, ya que al ser instrumentos que trabajan con pequeñas escalas de medidas, pueden ser descalibradas fácilmente si no se toman las precauciones adecuadas. Además están los factores externos que pueden llevar a tomar una mala muestra en las medidas, los que pueden ser: instrumentos de mala calidad, errores cometidos por la persona encargada de medir o factores ambientales como la temperatura (al variar las temperaturas del medio, el metal sufre dilatación o contracción).
Al momento de elegir un instrumentos para realizar medidas, se debe revisar si éste se encuentra correctamente calibrado, para ello se debe cerrar por completo el instrumento, y se observa si el 0 en la unidad principal está en la misma posición que el 0 que está en el nonio, mismo procedimiento en el pie de metro como en el micrómetro, en este último se debe observar si el 0 marcado en el tambor está posicionado en la misma línea del cilindro.
7.- Apéndice
7.1.- Teoría del experimento Medir: Medir una longitud es ver cuántas veces una distancia contiene una magnitud que hayamos tomado como unidad. La unidad de medición en el Sistema Internacional es el metro, que originalmente se estableció como la diezmillonésima parte del cuadrante del meridiano terrestre. También se utilizan otras unidades, que no son del SI, pero que se utilizan para medir algunas cosas muy concretas o que suelen utilizarse en algunos países como Reino Unido. Algunas de esas unidades son:
Unidad de medida Equivalencia aproximadaPulgada 0,02540 metrosPies 0,03048 metrosYarda 0,91440 metrosMilla marítima 1.851,85 metros
Herramienta de medición: Los instrumentos que sirven para medir dimensiones son útiles para todas y cada una de las labores de bricolaje, mecánica, etc. De hecho, la invención de estas herramientas ha hecho posible el gran progreso que hay hoy en día.No cabe duda de que la dimensión que más se mide en bricolaje y en la vida cotidiana es la longitud.
Algunas de las herramientas más comunes para medir, en su mayoría para medir longitud, son:
- Escuadra: La escuadra de carpintero es un clásico también muy utilizada por los carpinteros, porque aumenta la precisión del trazo y facilita el marcaje. Además, es perfecta para comprobar el ángulo de los ensamblajes y escuadrado de muebles. La idea es que sirva para medir ángulos rectos exactos (90º), insustituible, pues, además sirve para trazar líneas perpendiculares o a 45º respecto al canto de un tablero. Las hay regulables en ángulo, pero se puede perder exactitud en la posición de ángulo recto con respecto a las escuadras fijas.
- Falsa escuadra: Se trata de una escuadra con distintas reglas que permite medir y trazar ángulos de distintas dimensiones.
- Metro láser: Es el metro de última tecnología. Mide fácilmente y con una enorme precisión distancias de todo tipo basándose en la emisión de un rayo láser. Esta precisa herramienta es capaz de medir distancias superiores a 1.000 m y es muy fácil de transportar debido a su ligereza y pequeño tamaño. Su único inconveniente es su elevado precio para un aficionado.
- Transportador de ángulos: Se utilizan para medir los ángulos en grados. El transportador de ángulos es un instrumento útil para fabricar algún elemento con ángulos no rectos. También sirve para copiar un ángulo de un determinado sitio y trasladarlo al elemento que estemos fabricando. El transportador de ángulos es una herramienta de dibujo que nos permite medir y también construir ángulos. Consiste en un semicírculo graduado con el que podemos medir ángulos de hasta 180º
.- Regla metálica: Las reglas metálicas son muy útiles para trabajos de carpintería por su enorme exactitud y para dibujar líneas rectas ayudándonos de ellas.
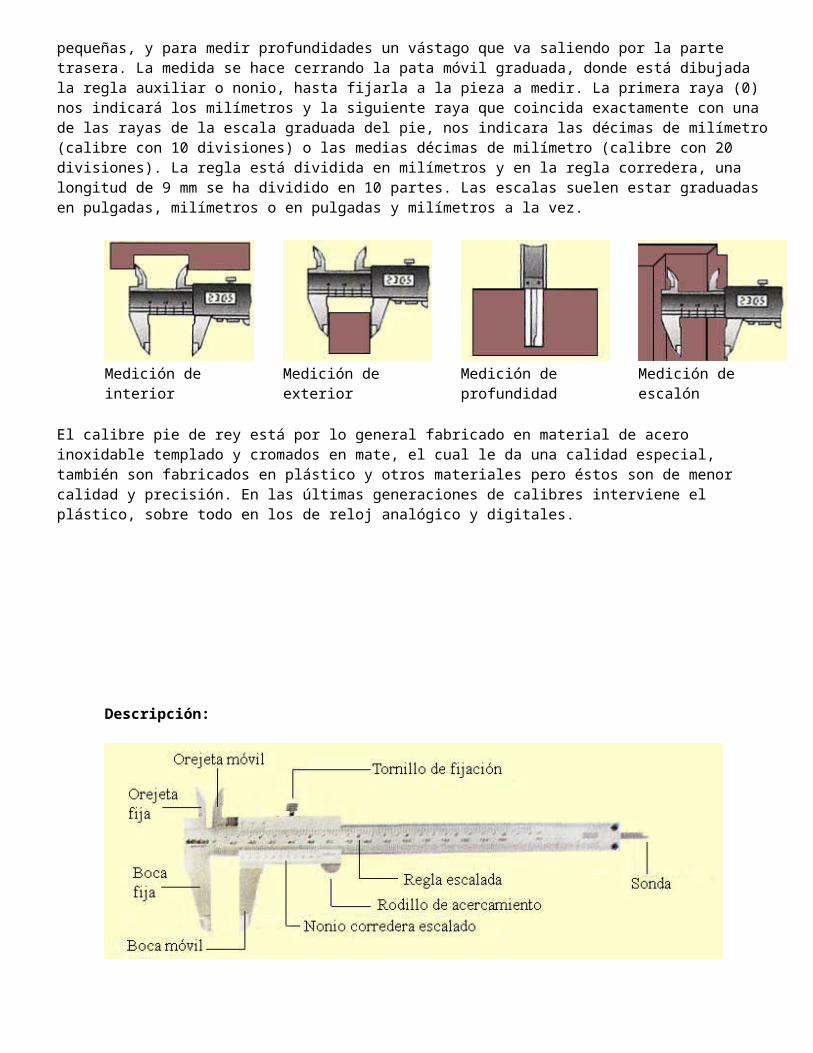
- Calibre: También conocido como pie de rey, es el mejor metro del que para medir pequeños objetos como clavos y tornillos, así como diámetros y grosores, incluso la profundidad de los agujeros. Su mayor virtud es la precisión, ya que es capaz de medir décimas de milímetro, e incluso la media décima de milímetro. Para medir exteriores se utilizan las dos patas largas, para medir interiores las dos patas pequeñas, y para medir profundidades un vástago que va saliendo por la parte trasera. La medida se hace cerrando la pata móvil graduada, donde está dibujada la regla auxiliar o nonio, hasta fijarla a la pieza a medir. La primera raya (0) nos indicará los milímetros y la siguiente raya que coincida exactamente con una de las rayas de la escala graduada del pie, nos indicara las décimas de milímetro (calibre con 10 divisiones) o las medias décimas de milímetro (calibre con 20 divisiones). La regla está dividida en milímetros y en la regla corredera, una longitud de 9 mm se ha dividido en 10 partes. Las escalas suelen estar graduadas en pulgadas, milímetros o en pulgadas y milímetros a la vez.
Medición de interior
Medición de exterior
Medición de profundidad
Medición de escalón
El calibre pie de rey está por lo general fabricado en material de acero inoxidable templado y cromados en mate, el cual le da una calidad especial, también son fabricados en plástico y otros materiales pero éstos son de menor calidad y precisión. En las últimas generaciones de calibres interviene el plástico, sobre todo en los de reloj analógico y digitales.
Descripción:
Existen diversas formas de calibres pie de rey en el mercado, según sea la utilización que se le tenga que dar, las longitudes de las patas y de la regla son especiales y de grandes longitudes, (hasta 2000 mm de regla y 200 mm de patas) en la siguiente lista están los más habituales:
Con patas en escuadras hacia el interior o hacia el exterior. Con la pata de la regla escalada cilíndrica. Con las patas paralelas largas y estrechas. Con la pata de la regla escalada desplazable. Con puntas en la escuadra hacia el exterior.
- Micrómetro: Es un aparato de medida muy exacto y preciso utilizado sobre todo en mecánica. Su principio se basa en que una eje roscado al dar una vuelta entera, hace avanzar un tornillo, axialmente, un paso, es decir, una entrada en un tornillo. Su funcionamiento se basa en un tambor, en el que se dibuja una regla dividida en 50 partes: el tornillo tiene un paso de 0,5 mm, que girando el tambor, este avanza o retrocede. El tambor tiene dos topes: cerrado del todo, en el que el 0 del tambor ha de coincidir con el 0 de la regla, y el abierto del todo en el que la última línea de la regla tiene que coincidir con el 50. La lectura se hace de la siguiente forma: - Primero se mira los milímetros enteros de la regla del eje. - Después se lee los medios milímetros, en el caso de que hubieran. - Luego, se mira la línea en el tambor en la que la regla lo “corta” perpendicularmente. - Por último, se suma todo: milímetros enteros, medios milímetros y centésimas de milímetros (regla del tambor)Cuidados: mantenerlo limpio, guardarlo en su estuche, no forzar la presión excesiva sobre una pieza, no deslizar los topes sobre las piezas. A veces, los micrómetros se pueden desajustar, pero, al ser un material tan caro, existen unas piezas llamadas bloques patrón, de medidas exactas, con lo que se pueden calibrar utilizando una llave gancho para hacer coincidir la medida de la pieza con la que marca el micrómetro.El micrómetro está formado por el cuerpo principal, donde lleva una tuerca, en cuya parte exterior tiene una grabación longitudinal; y por un eje que atraviesa todo el micrómetro a lo largo donde se en encuentran un conjunto de piezas entre las que destacan: anillo de blocaje,
caña roscada, cilindro graduado, eje roscado, tambor graduado, tuerca de ajuste, cono de arrastre, seguro contra exceso de presión, atacador y un tornillo.El esquema de un micrómetro pálmer es el siguienteTipos de micrómetros:
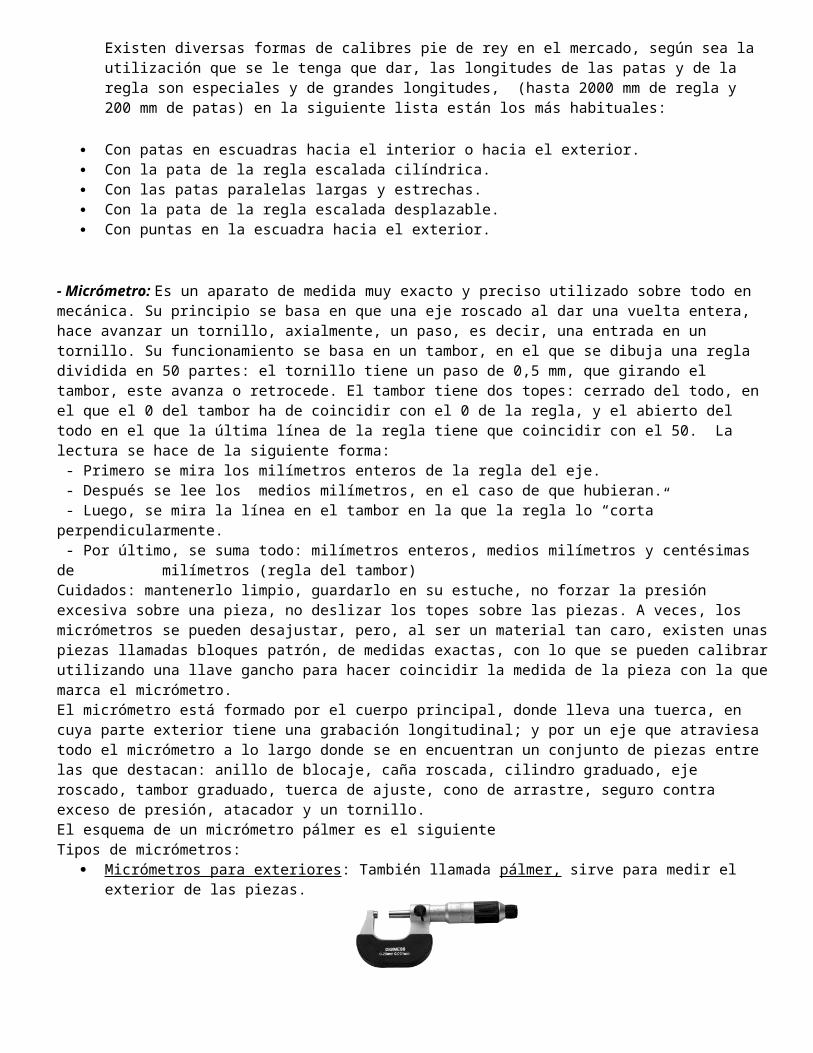
Micrómetros para exteriores : También llamada pálmer, sirve para medir el exterior de las piezas.
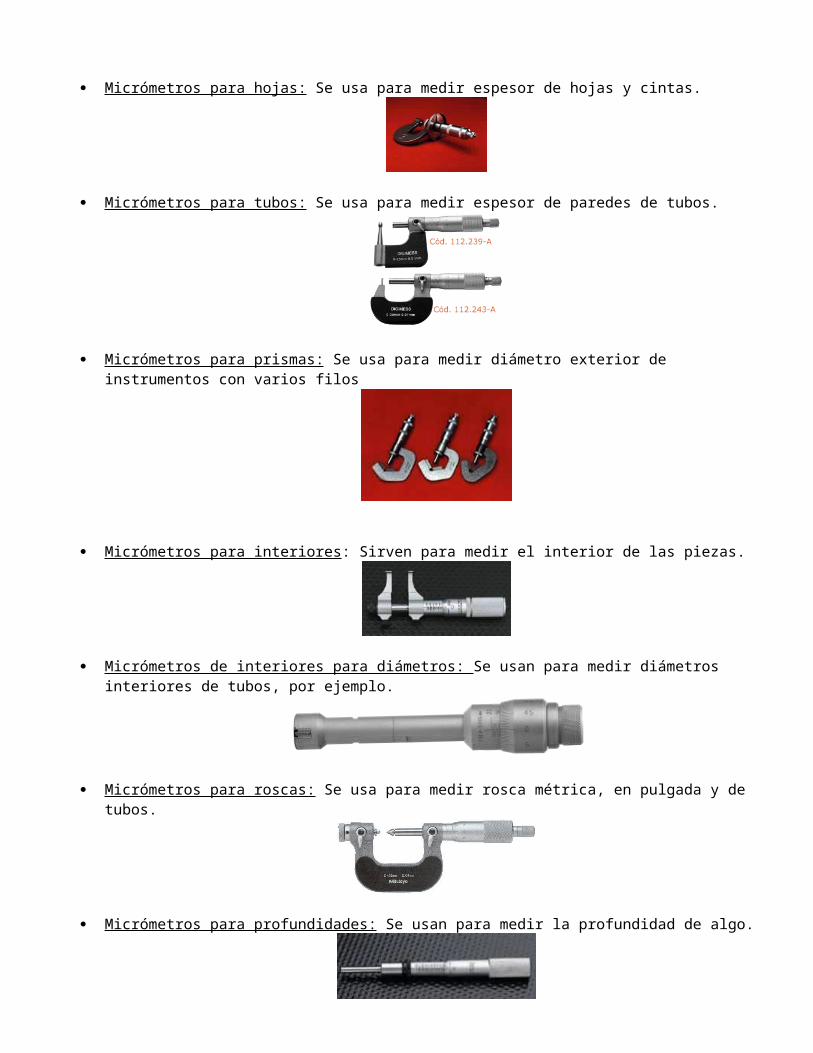
Micrómetros para hojas: Se usa para medir espesor de hojas y cintas.
Micrómetros para tubos: Se usa para medir espesor de paredes de tubos.
Micrómetros para prismas: Se usa para medir diámetro exterior de instrumentos con varios filos
Micrómetros para interiores : Sirven para medir el interior de las piezas.
Micrómetros de interiores para diámetros: Se usan para medir diámetros interiores de tubos, por ejemplo.
Micrómetros para roscas: Se usa para medir rosca métrica, en pulgada y de tubos.
Micrómetros para profundidades: Se usan para medir la profundidad de algo.
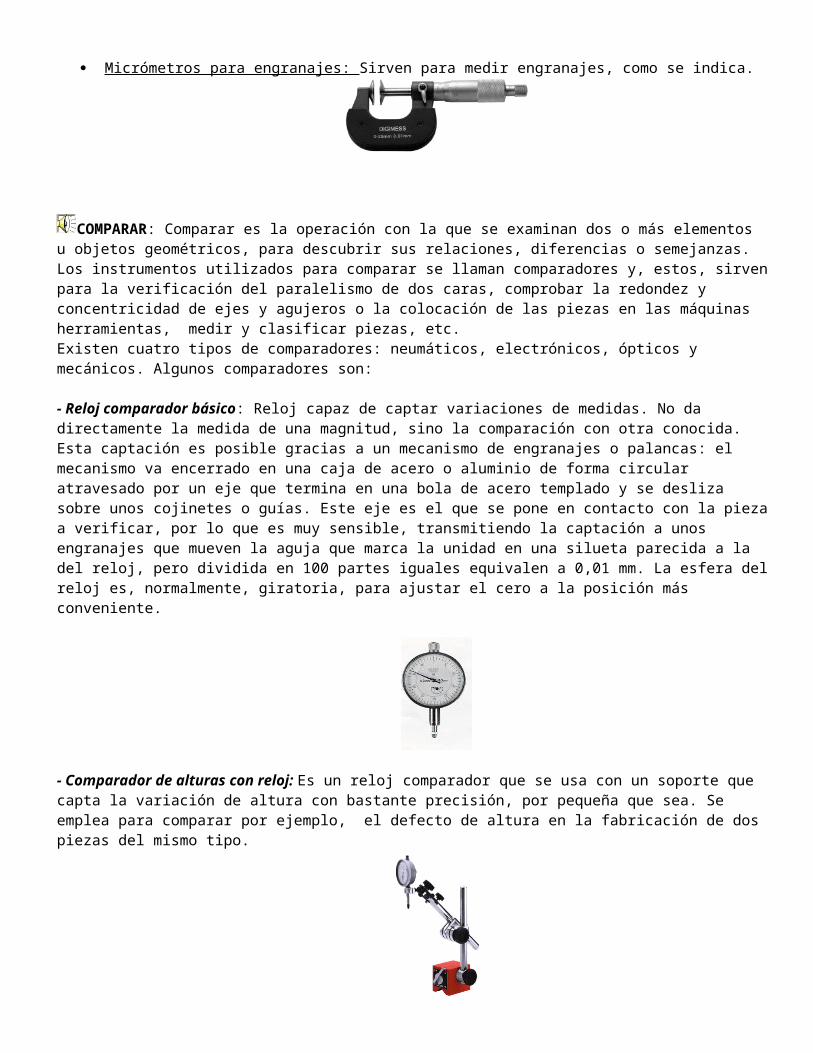
Micrómetros para engranajes: Sirven para medir engranajes, como se indica.
COMPARAR: Comparar es la operación con la que se examinan dos o más elementos u objetos geométricos, para descubrir sus relaciones, diferencias o semejanzas. Los instrumentos utilizados para comparar se llaman comparadores y, estos, sirven para la verificación del paralelismo de dos caras, comprobar la redondez y concentricidad de ejes y agujeros o la colocación de las piezas en las máquinas herramientas, medir y clasificar piezas, etc.Existen cuatro tipos de comparadores: neumáticos, electrónicos, ópticos y mecánicos. Algunos comparadores son:
- Reloj comparador básico: Reloj capaz de captar variaciones de medidas. No da directamente la medida de una magnitud, sino la comparación con otra conocida. Esta captación es posible gracias a un mecanismo de engranajes o palancas: el mecanismo va encerrado en una caja de acero o aluminio de forma circular atravesado por un eje que termina en una bola de acero templado y se desliza sobre unos cojinetes o guías. Este eje es el que se pone en contacto con la pieza a verificar, por lo que es muy sensible, transmitiendo la captación a unos engranajes que mueven la aguja que marca la unidad en una silueta parecida a la del reloj, pero dividida en 100 partes iguales equivalen a 0,01 mm. La esfera del reloj es, normalmente, giratoria, para ajustar el cero a la posición más conveniente.
- Comparador de alturas con reloj: Es un reloj comparador que se usa con un soporte que capta la variación de altura con bastante precisión, por pequeña que sea. Se emplea para comparar por ejemplo, el defecto de altura en la fabricación de dos piezas del mismo tipo.
- Comparadores rectos: Los comparadores mecánicos están dotados de un movimiento de alta precisión, con indicación de 0,01 o 0,001, con esferas desde 40, 58 y 80 y campos de medida desde 1mm hasta 100mm., disponen de diferentes prestaciones según modelos, todos ellos disponen de visualización mixta analógica/numérica de última tecnología.
- Comparadores de palanca / Minímetro: El comparador de palanca, o de palpador inclinable, es un tipo de instrumento diseñado especialmente para el acceso a puntos difíciles donde el comparador estándar no puede, a la vez que por su baja presión se hace muy útil para la medición en materiales deformables. Mediciones estándar, perpendicular y lateral sin ningún tipo de complicación a cualquier punto a controlar por difícil que este sea. Permiten tener una visualización numérica y analógica, indicación centesimal y milésimal, unidades de medida milímetros o pulgadas, salida RS232 e indicación del modo de medida normal, mínimo, máximo y máximo-mínimo.
- Comparadores de diámetros: Los comparadores de diámetros no son, ni más ni menos, que un reloj comparador acoplado a un soporte diseñado para medir diámetros internos o externos.
- Comparadores de interiores con compás: Además de los relojes, también existen comparadores que son compases, aunque estos no marcan ningún valor, sirven para llevar una medida muy exacta de un lado a otro y compararlas.
VERIFICAR: Verificar es, simplemente, comprobar si una cosa es verdadera. Aunque, en Mecánica, este término, también comprende los términos medir y comparar, siendo fundamental para saber si las piezas, aparatos o máquinas cumplen o no las condiciones o requisitos necesarios para llevar a cabo la función a la que están destinados.
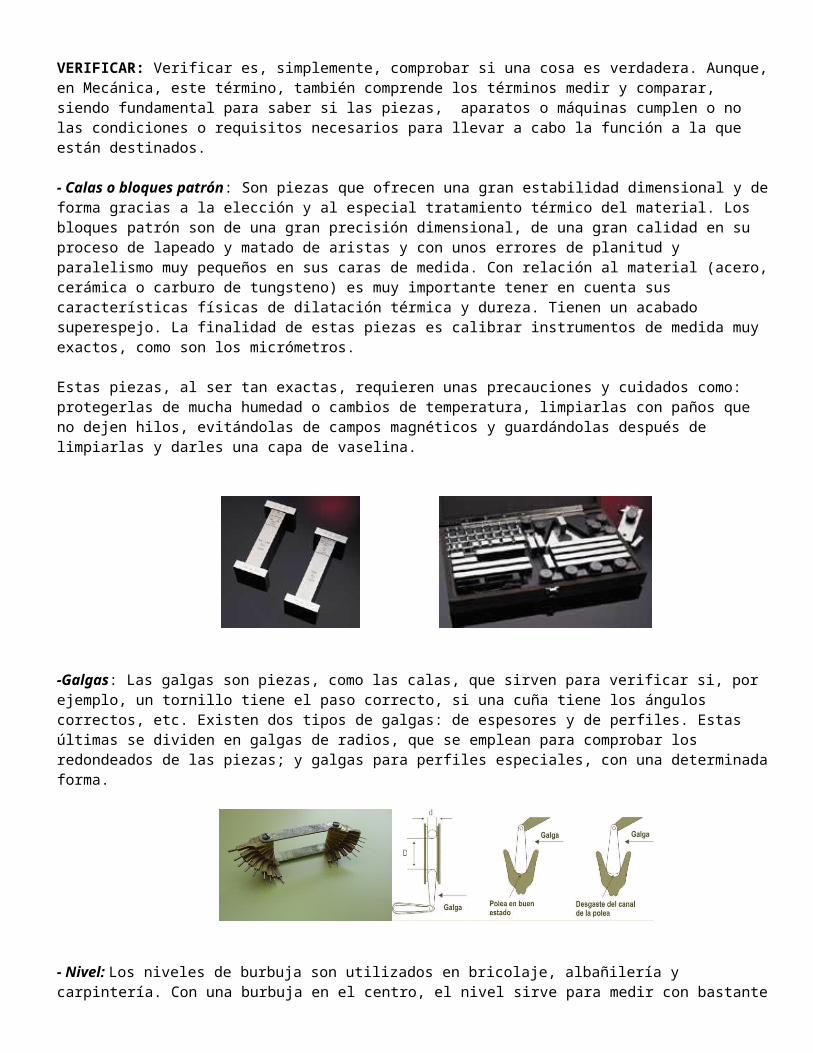
- Calas o bloques patrón: Son piezas que ofrecen una gran estabilidad dimensional y de forma gracias a la elección y al especial tratamiento térmico del material. Los bloques patrón son de una gran precisión dimensional, de una gran calidad en su proceso de lapeado y matado de aristas y con unos errores de planitud y paralelismo muy pequeños en sus caras de medida. Con relación al material (acero, cerámica o carburo de tungsteno) es muy importante tener en cuenta sus características físicas de dilatación térmica y dureza. Tienen un acabado superespejo. La finalidad de estas piezas es calibrar instrumentos de medida muy exactos, como son los micrómetros.
Estas piezas, al ser tan exactas, requieren unas precauciones y cuidados como: protegerlas de mucha humedad o cambios de temperatura, limpiarlas con paños que no dejen hilos, evitándolas de campos magnéticos y guardándolas después de limpiarlas y darles una capa de vaselina.
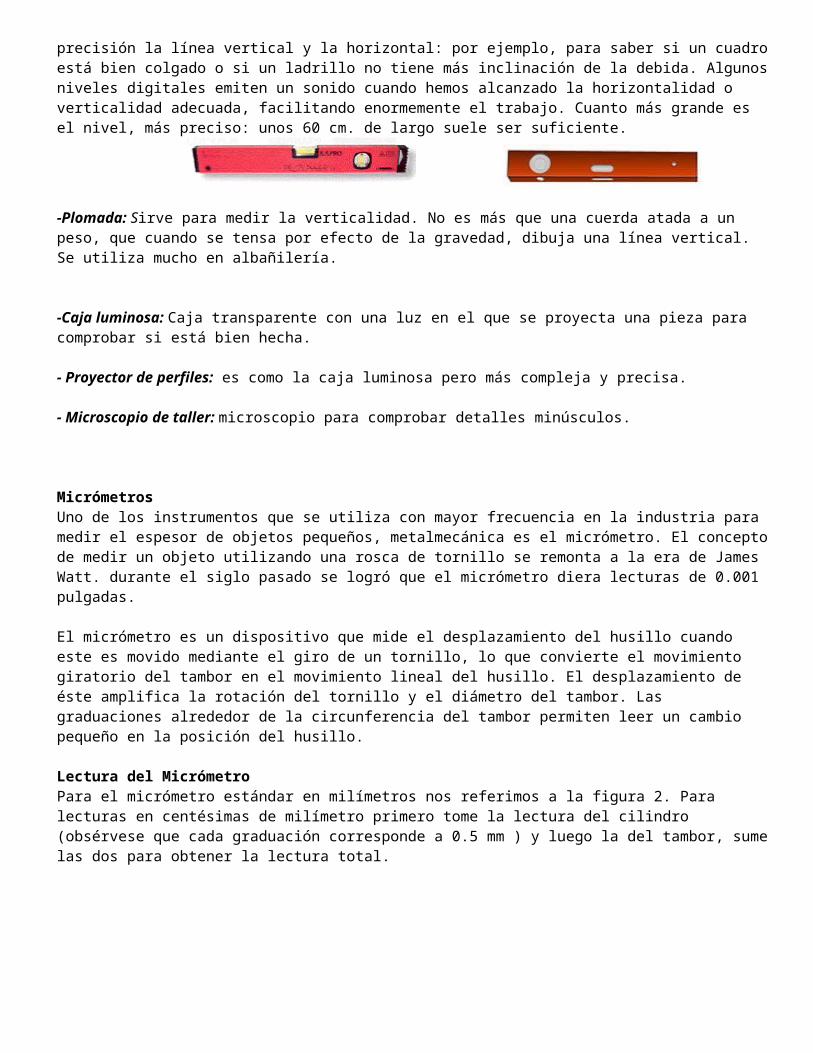
-Galgas: Las galgas son piezas, como las calas, que sirven para verificar si, por ejemplo, un tornillo tiene el paso correcto, si una cuña tiene los ángulos correctos, etc. Existen dos tipos de galgas: de espesores y de perfiles. Estas últimas se dividen en galgas de radios, que se emplean para comprobar los redondeados de las piezas; y galgas para perfiles especiales, con una determinada forma.
- Nivel: Los niveles de burbuja son utilizados en bricolaje, albañilería y carpintería. Con una burbuja en el centro, el nivel sirve para medir con bastante precisión la línea vertical y la horizontal: por ejemplo, para saber si un cuadro está bien colgado o si un ladrillo no tiene más inclinación de la debida. Algunos niveles digitales emiten un sonido cuando hemos alcanzado la horizontalidad o verticalidad adecuada, facilitando enormemente el trabajo. Cuanto más grande es el nivel, más preciso: unos 60 cm. de largo suele ser suficiente.

-Plomada: Sirve para medir la verticalidad. No es más que una cuerda atada a un peso, que cuando se tensa por efecto de la gravedad, dibuja una línea vertical. Se utiliza mucho en albañilería.
-Caja luminosa: Caja transparente con una luz en el que se proyecta una pieza para comprobar si está bien hecha.
- Proyector de perfiles: es como la caja luminosa pero más compleja y precisa.
- Microscopio de taller: microscopio para comprobar detalles minúsculos.
MicrómetrosUno de los instrumentos que se utiliza con mayor frecuencia en la industria para medir el espesor de objetos pequeños, metalmecánica es el micrómetro. El concepto de medir un objeto utilizando una rosca de tornillo se remonta a la era de James Watt. durante el siglo pasado se logró que el micrómetro diera lecturas de 0.001 pulgadas.
El micrómetro es un dispositivo que mide el desplazamiento del husillo cuando este es movido mediante el giro de un tornillo, lo que convierte el movimiento giratorio del tambor en el movimiento lineal del husillo. El desplazamiento de éste amplifica la rotación del tornillo y el diámetro del tambor. Las graduaciones alrededor de la circunferencia del tambor permiten leer un cambio pequeño en la posición del husillo.
Lectura del Micrómetro Para el micrómetro estándar en milímetros nos referimos a la figura 2. Para lecturas en centésimas de milímetro primero tome la lectura del cilindro (obsérvese que cada graduación corresponde a 0.5 mm ) y luego la del tambor, sume las dos para obtener la lectura total.
-El tornillo micrométrico: El micrómetro para medidas exteriores es un aparato formado por un eje móvil con una parte roscada, al extremo de la cual va montado un tambor graduado; haciendo girar el tambor graduado se obtiene el movimiento del tornillo micrométrico y por consiguiente el eje móvil, que va a apretar la pieza contra el punto plano. Sobre la parte fija, que está solidaria al arco, va marcada la escala lineal graduada en milímetros o pulgadas. A diferencia del vernier hay un micrómetro para cada sistema de unidades.
El micrómetro presenta dos graduaciones para la lectura del milímetro y la centésima de milímetro.
La rosca del tornillo micrométrico tiene un paso de 0,5 mm. Por tanto con un giro completo del tomillo, el tambor graduado avanza o retrocede 0,5 mm. La extremidad cónica del tambor está dividida en 50 partes de otra graduación. Por tanto la apreciación se hace en este caso dividiendo el paso entre 50 partes; sería 0,5 : 50 0,01 mm. Girando el tambor, el cuerpo graduado en centésimas, el eje móvil y el embrague van corriendo por la escala graduada fija. El milímetro y el medio milímetro se leen sobre la graduación lineal fija que está en correspondencia con la graduación de la parte cónica del tambor graduado.
- El Micrómetro de profundidades: El micrómetro de profundidad sirve para comprobar la medida de la profundidad del agujero, acanaladuras, etc. Se diferencia del micrómetro para medidas externas en que se sustituye el arco por un puente aplicado a la cabeza del micrómetro.
Para aumentar la capacidad de lectura, el micrómetro de profundidad dispone de unos ejes de medidas variables que son intercambiables. Para que la medida sea correcta es indispensable que el plano del puente del micrómetro se adapte perfectamente a la superficie de la pieza, y con la mayor zona de contacto posible.
Micrómetro de profundidades
-Micrómetro de interiores: El micrómetro para interiores sirve para medir el diámetro del agujero y otras cotas internas superiores a 50 mm. Está formado por una cabeza micrométrica sobre la que pueden ser montados uno o más ejes combinables de prolongamiento. La (figura. 5). Muestra las partes principales del micrómetro:
· Tambor graduado.· Cuerpo graduado.· Tornillo micrométrico.· Dispositivo de blocaje.· Punta fija de la cabeza micrométrica.· Primer tubo de prolongamiento, atornillado directamente sobre la cabeza.· Eje que se atornilla por el interior del primer tubo de prolongamiento.· Segundo tubo de prolongamiento atornillado sobre el primer tubo.· Eje atornillado por el interior del primer tubo.· Extremidad esférica.· Extremidad plana.
Errores de Medición sobre el Micrómetro
· Incertidumbre En una serie de lecturas sobre una misma dimensión constante, la inexactitud o incertidumbre es la diferencia entre los valores máximo y mínimo obtenidos.Incertidumbre = valor máximo − valor mínimo
· Error AbsolutoEl error absoluto es la diferencia entre el valor leído y el valor convencionalmente verdadero correspondiente. Error absoluto = valor leído − valor convencionalmente verdadero
· Error RelativoEl error relativo es la razón del error absoluto y el valor convencionalmente verdadero
Error relativo = Error absoluto / valor convencionalmente verdaderoComo el error absoluto es igual a la lectura menos el valor convencionalmente verdadero, entonces:
Error relativo = (valor leído − valor real) / valor realCon frecuencia, el error relativo se expresa como un porcentaje de error, multiplicándolo por cien:Porcentaje de error = Error relativo*100%
7.2.- Bibliografía
Guía E01 Instrumentos de Taller.http://metrologia.fullblog.com.ar/micrometro-871228131459.htmlhttp://www.stefanelli.eng.br/es/es_calibre_fr.html










![Seminario Taller de Tesis II Tecnicas e Instrumentos de Investigaci%c3%93n[1]](https://static.fdocuments.es/doc/165x107/563db7ef550346aa9a8f4d36/seminario-taller-de-tesis-ii-tecnicas-e-instrumentos-de-investigacic393n1.jpg)