
INTRODUCCIÓ AL MECANIZADO INTRODUCCIÓN a) Procesos...
17
Página 1 de 17 CEsBa Rosario INTRODUCCIÓ AL MECANIZADO INTRODUCCIÓN Los procesos de mecanizados se caracterizan por la obtención de la geometría final de la pieza, mediante la eliminación del material sobrante de una preforma de partida (materia prima). Según el método empleado podemos dividir en dos categorías: a) Procesos convencionales: la eliminación del material se realiza exclusivamente por medios mecánicos (torneado, fresado, taladrado, rectificado, etc.). b) Procesos no convencionales: la eliminación del material se realiza por otros medios no mecánicos(eléctricos, químicos o la combinación de ambos, por ejemplo la electroerosión o el decapado o fresado químico) Los procesos de mecanizado, constituyen hoy en día, debido a su versatilidad en la obtención de diferentes geometrías y precisión dimensional, los más utilizados en los procesos productivos. ELEMENTOS DE UN PROCESO DE MECANIZADO CONVENCIONAL La realización de un proceso de mecanizado requiere los siguientes elementos: Pieza Herramientas Máquina herramienta Utillaje Sistemas de control Pieza: Es el elemento material objeto de la transformación durante la ejecución del proceso. En su estado inicial, la geometría de la pieza presenta un sobre material, el cuál se elimina en una serie de operaciones sucesivas hasta llegar a la geometría de la pieza terminada.
Transcript of INTRODUCCIÓ AL MECANIZADO INTRODUCCIÓN a) Procesos...

Página 1 de 17
CEsBa Rosario
INTRODUCCIÓ AL MECANIZADO INTRODUCCIÓN Los procesos de mecanizados se caracterizan por la obtención de la geometría final de la pieza, mediante la eliminación del material sobrante de una preforma de partida (materia prima). Según el método empleado podemos dividir en dos categorías:
a) Procesos convencionales: la eliminación del material se realiza exclusivamente por medios mecánicos (torneado, fresado, taladrado, rectificado, etc.).
b) Procesos no convencionales: la eliminación del material se realiza por otros medios no mecánicos(eléctricos, químicos o la combinación de ambos, por ejemplo la electroerosión o el decapado o fresado químico) Los procesos de mecanizado, constituyen hoy en día, debido a su versatilidad en
la obtención de diferentes geometrías y precisión dimensional, los más utilizados en los procesos productivos. ELEMENTOS DE UN PROCESO DE MECANIZADO CONVENCIONAL La realización de un proceso de mecanizado requiere los siguientes elementos: Pieza Herramientas Máquina herramienta Utillaje Sistemas de control
Pieza: Es el elemento material objeto de la transformación durante la ejecución del proceso. En su estado inicial, la geometría de la pieza presenta un sobre material, el cuál se elimina en una serie de operaciones sucesivas hasta llegar a la geometría de la pieza terminada.

Página 2 de 17
CEsBa Rosario
Las operaciones intermedias se designan como operaciones de “desbaste”, mientras que las finales de “acabado”. Una vez alcanzada la geometría final, la pieza debe encontrarse dentro de las especificaciones de diseño (tolerancias dimensionales, de forma, acabado superficial, dureza ,etc.). Herramienta: Es el objeto que entra en contacto directo con la pieza y produce la eliminación del sobre material (viruta). La herramienta esta definida por la intersección de varias caras, lo que produce una arista cortante denominado filo.
En función de la cantidad de aristas que intervienen en el proceso, se clasifican en monofilo (un filo) o multifilos (más de un filo)
Según su construcción se clasifican en herramientas enterizas o de insertos; esta última tiene un cuerpo principal donde se alojan los insertos que son los elementos cortantes (la que sufre desgaste) y son reemplazables.

Página 3 de 17
CEsBa Rosario
Máquina herramienta: Es un conjunto de dispositivos que permiten el o los movimientos relativos entre la pieza, la herramienta y la eliminación de la viruta; su clasificación es la siguiente:
Dispositivos de sujeción: son aquellos que aseguran la pieza o la herramienta en posiciones que permiten la eliminación del sobre material (plato de sujeción,mordazas, mesas portaherramientas, conos de sujeción,etc.).
Dispositivos de accionamiento: son aquellos responsables de realizar el movimiento relativo entre la pieza y la herramienta (motor, caja de engranajes, tornillos de bolas recirculantes, husillos, etc)
Página 4 de 17
CEsBa Rosario
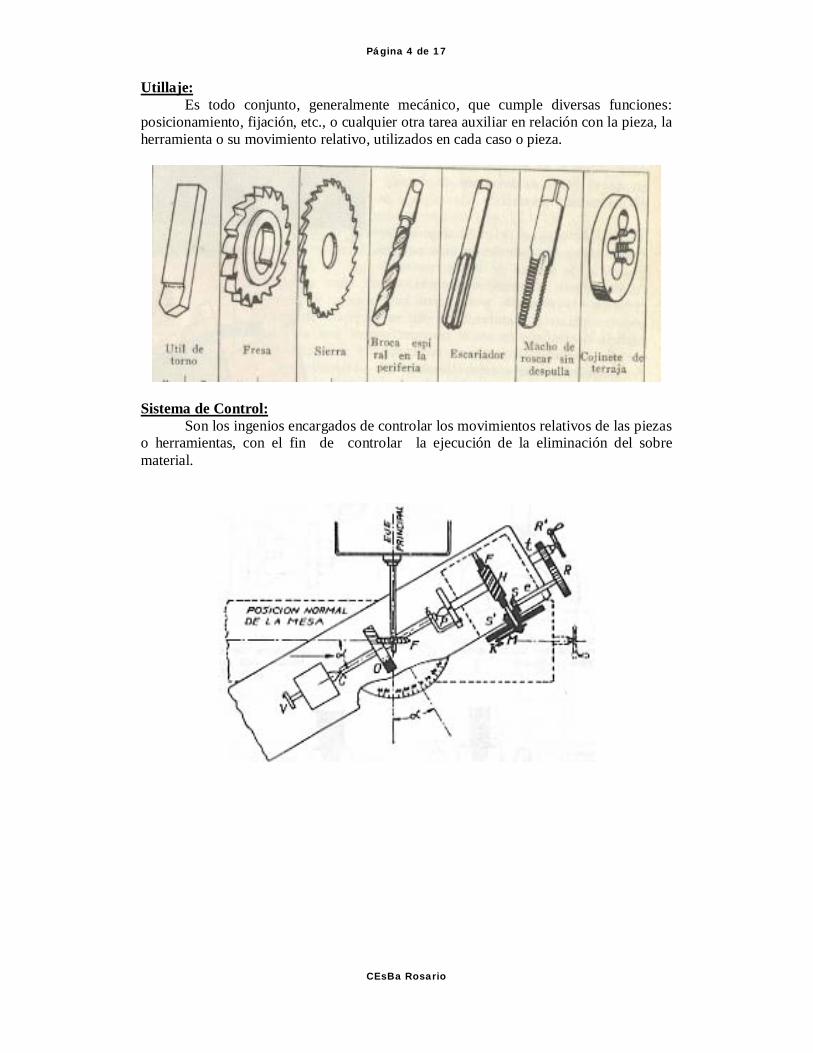
Utillaje: Es todo conjunto, generalmente mecánico, que cumple diversas funciones: posicionamiento, fijación, etc., o cualquier otra tarea auxiliar en relación con la pieza, la herramienta o su movimiento relativo, utilizados en cada caso o pieza.
Sistema de Control: Son los ingenios encargados de controlar los movimientos relativos de las piezas o herramientas, con el fin de controlar la ejecución de la eliminación del sobre material.

Página 5 de 17
CEsBa Rosario
MATERIALES DE PIEZAS Y HERRAMIENTAS MATERIALES DE LAS PIEZAS MAQUINABILIDAD – Su concepto Para clasificar el comportamiento de un determinado material, se puede emplear el concepto de maquinabilidad, entendida como la aptitud que presenta éste para ser mecanizado; pero este presenta la ambigüedad si no va acompañado de una situación concreta o acotada del proceso. Por todo lo expresado, resulta complicado definir este valor exactamente, por lo tanto el mismo es orientativo y en condiciones de maquinado bien establecidas. MATERIALES DE LAS HERRAMIENTAS La selección del material esta en función de las propiedades mecánicas del material a mecanizar y de los requerimientos del proceso. Por lo general se requiere una elevada dureza y elevada resistencia al desgaste que permitan la eliminación continúa del sobre material; es esencial que estas propiedades se mantengan en caliente, debido al incremento de temperatura producido en la zona de corte, como consecuencia del rozamiento entre la pieza y la herramienta. Los materiales más utilizados son:
Aceros rápidos y súper rápidos. Carburos metálicos Cermets Materiales cerámicos Materiales diamantados
Aceros Rápidos: aleación especial con alto contenido de carbono (0.7-0.9 %), cobalto ( 5 al 17 %), wolframio (18 al 18,5%), Cromo (4 al 4.5 %), Molibdeno (0,5 al 1,1%) y otros. Carburos Metálicos: También denominados metales duros, están conformados por carburos de tungsteno con adición de cobalto, carburo de titanio y otros. Presenta valores superiores a los aceros rápido y mayor resistencia al desgaste. Materiales Cerámicos: tienen alumina o nitruro de silicio dentro de su aleación. Presentan una gran dureza así como una gran fragilidad hecho este que limita su aplicación. Cermets: son una mezcla de materiales cerámicos y metales obtenidos por sinterizado. Materiales diamantados: diamante en polvo y aglutinante como elementos básicos. Presentan la máxima dureza frente a los otros materiales, aunque poseen una gran fragilidad.
Página 6 de 17
CEsBa Rosario
COMPARATIVA
ceramicos
carburo
s
acero
s rap
idos sinter
izados
acer
os ra
pidos
0
10
20
30
40
50
60
70
80
90
100
1
MATERIALES
HR
C
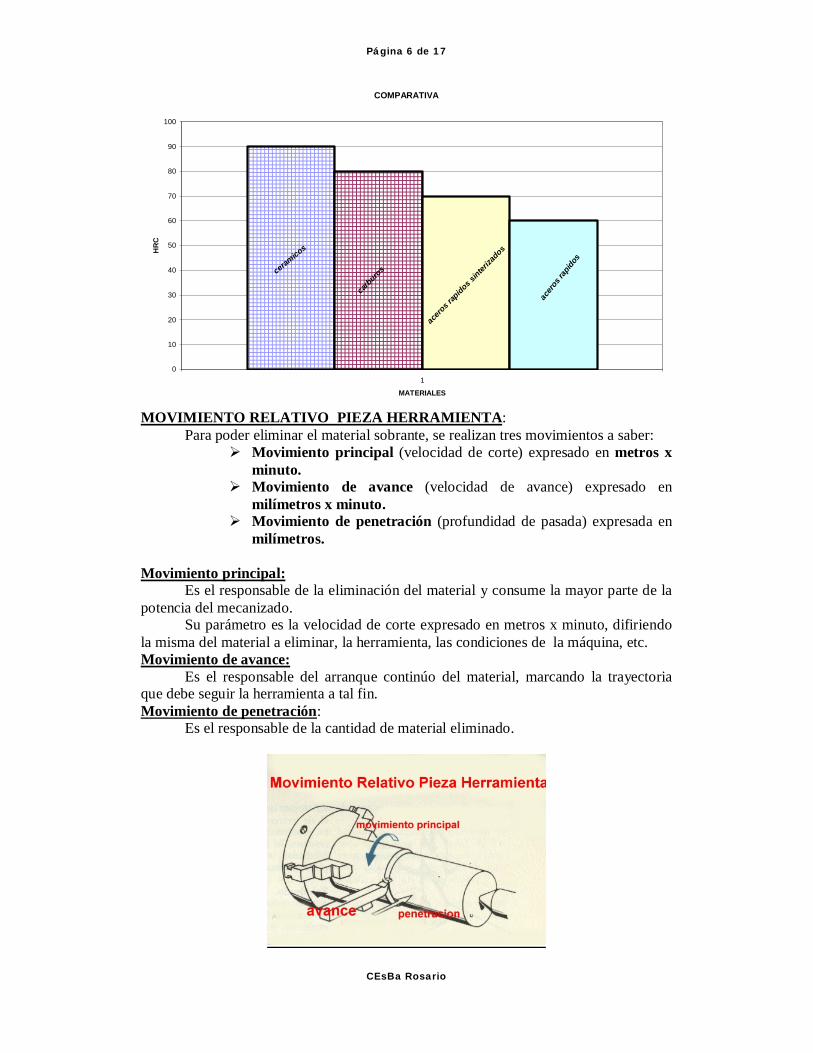
MOVIMIENTO RELATIVO PIEZA HERRAMIENTA:
Para poder eliminar el material sobrante, se realizan tres movimientos a saber: Movimiento principal (velocidad de corte) expresado en metros x
minuto. Movimiento de avance (velocidad de avance) expresado en
milímetros x minuto. Movimiento de penetración (profundidad de pasada) expresada en
milímetros. Movimiento principal:
Es el responsable de la eliminación del material y consume la mayor parte de la potencia del mecanizado.
Su parámetro es la velocidad de corte expresado en metros x minuto, difiriendo la misma del material a eliminar, la herramienta, las condiciones de la máquina, etc. Movimiento de avance: Es el responsable del arranque continúo del material, marcando la trayectoria que debe seguir la herramienta a tal fin. Movimiento de penetración: Es el responsable de la cantidad de material eliminado.

Página 7 de 17
CEsBa Rosario
MAQUINAS HERRAMIENTAS: SU DESCRIPCIÓN TORNOS
El torno usa una herramienta de único filo y un movimiento de rotación de la pieza para la eliminación del material; es una máquina universal y versátil. Se utiliza para el mecanizado de superficies de revolución, permitiendo la obtención de superficies planas perpendiculares al eje de rotación de la pieza. Los tornos pueden clasificarse en:
Paralelos: tornos convencionales de uso universal, se encuentran en talleres mecánicos y de reparaciones.
Automáticos: tornos de producción para grandes series, se dividen en monohusillos y multihusillos.
CNC: tornos con aplicación de control numérico computarizado, apto para pequeñas series. Copiador: a través de un modelo y un palpador, copia la geometría a maquinar.
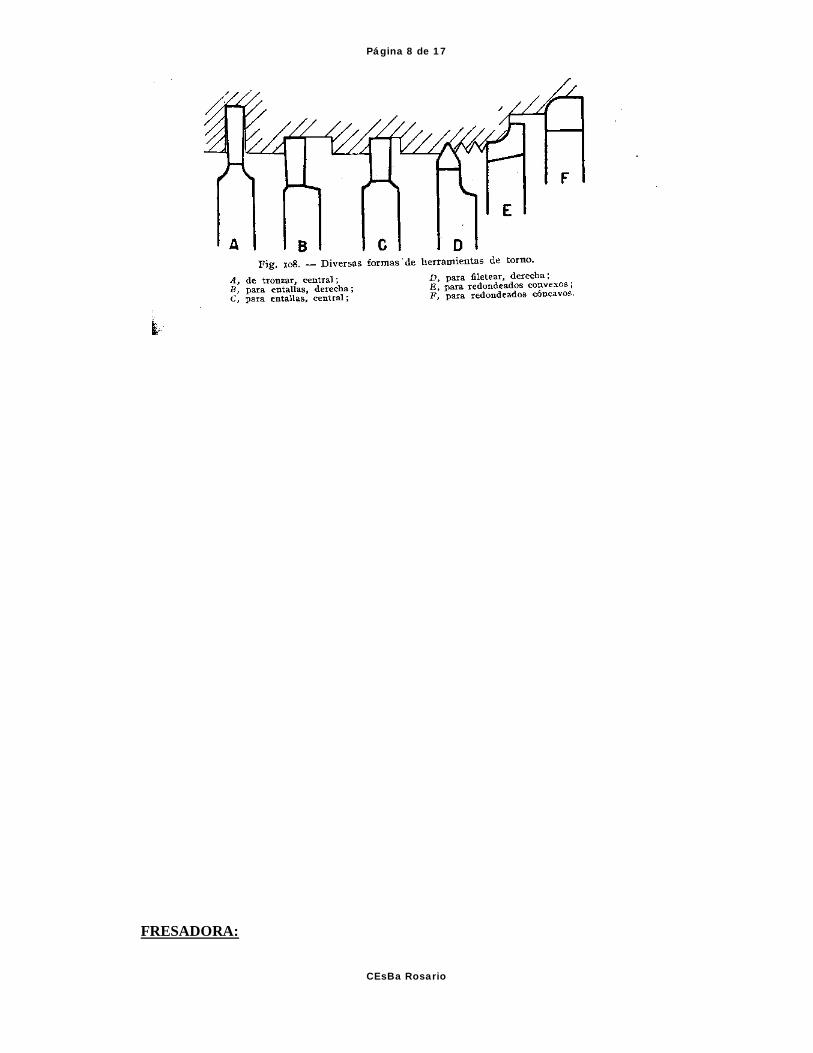
Las operaciones más comunes son: Cilindrado: permite la obtención de una geometría cilíndrica de revolución; puede aplicarse a exteriores o interiores. Refrenteado: permite obtener superficies planas perpendiculares al eje de rotación de la máquina. Roscado: permite obtener roscas, en el caso exterior denominado tornillo y en el interior tuercas. Ranurado: obtener ranuras por revolución, tanto externas como internas. Tronzado: Cortar piezas perpendiculares al eje de revolución. Taladrado: obtención de agujeros coaxiales al eje de revolución. Moleteado: marcado de la superficie cilíndrica a fin de facilitar la sujeción manual.
Página 8 de 17
CEsBa Rosario
FRESADORA:

Página 9 de 17
CEsBa Rosario
En la fresadora se obtiene un movimiento relativo entre la pieza y la herramienta, según los tres ejes de coordenadas X, Y, Z y posibilita el mecanizado de superficies planas o curvas, como así también rasurados y taladrados. El movimiento principal en el fresado es de rotación, y lo lleva la herramienta o fresa; los movimientos de avance y penetración son generalmente rectilíneos. La herramienta principal es la fresa cuya características principales son:
Es multifilo Cada filo trabaja intermitente La sección de la viruta es variable.
Página 10 de 17
CEsBa Rosario
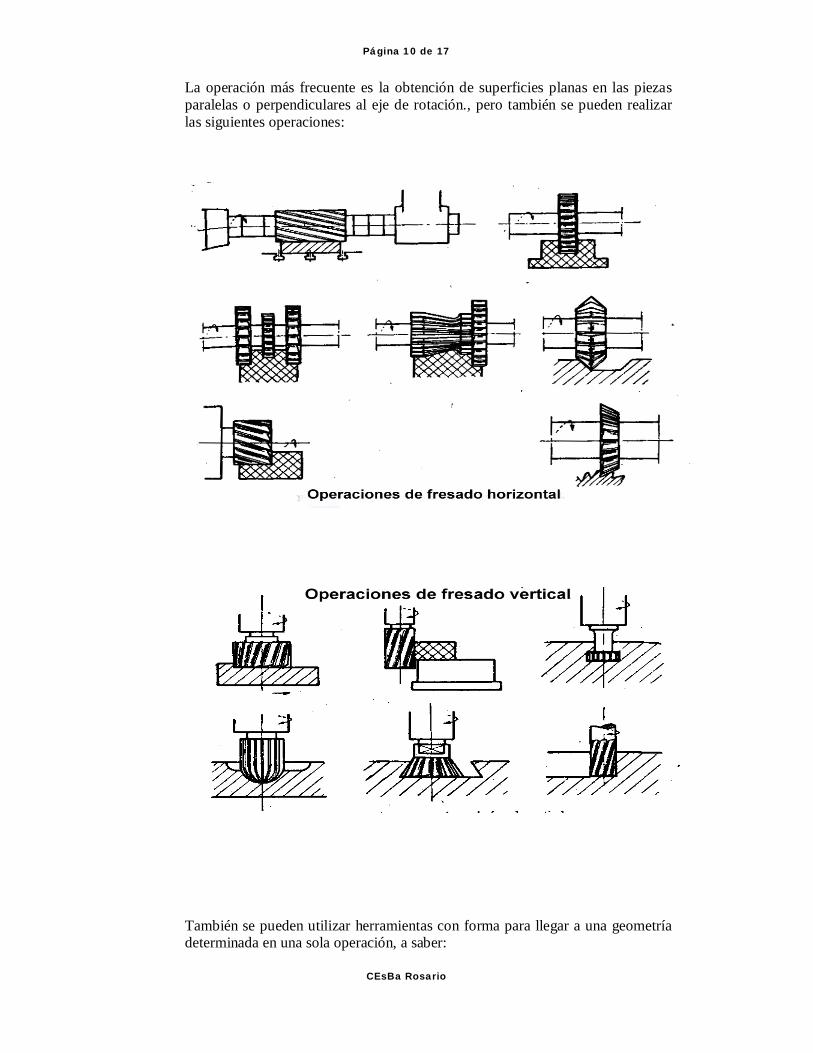
La operación más frecuente es la obtención de superficies planas en las piezas paralelas o perpendiculares al eje de rotación., pero también se pueden realizar las siguientes operaciones:
También se pueden utilizar herramientas con forma para llegar a una geometría determinada en una sola operación, a saber:
Página 11 de 17
CEsBa Rosario
LIMADORA: La limadora se caracteriza porque el movimiento principal es de traslación y la herramienta utilizada es monofilo, obteniéndose superficies planas y ranuras paralelas al eje del movimiento principal. Los acabados superficiales y las tolerancias dimensionales logradas mediante este tipo de mecanizado, no son de terminación fina, de ahí que su uso más habitual sea en operaciones de desbaste.
TALADRADORA:
Página 12 de 17
CEsBa Rosario
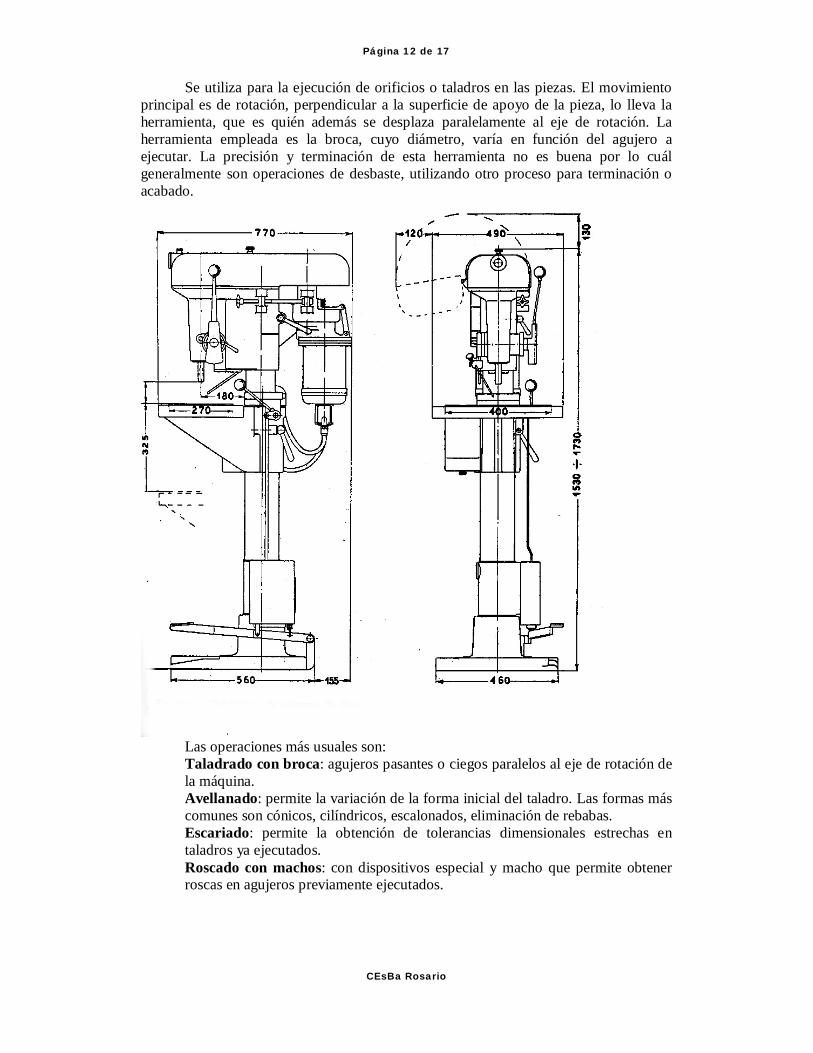
Se utiliza para la ejecución de orificios o taladros en las piezas. El movimiento principal es de rotación, perpendicular a la superficie de apoyo de la pieza, lo lleva la herramienta, que es quién además se desplaza paralelamente al eje de rotación. La herramienta empleada es la broca, cuyo diámetro, varía en función del agujero a ejecutar. La precisión y terminación de esta herramienta no es buena por lo cuál generalmente son operaciones de desbaste, utilizando otro proceso para terminación o acabado.
Las operaciones más usuales son:
Taladrado con broca: agujeros pasantes o ciegos paralelos al eje de rotación de la máquina. Avellanado: permite la variación de la forma inicial del taladro. Las formas más comunes son cónicos, cilíndricos, escalonados, eliminación de rebabas. Escariado: permite la obtención de tolerancias dimensionales estrechas en taladros ya ejecutados. Roscado con machos: con dispositivos especial y macho que permite obtener roscas en agujeros previamente ejecutados.
Página 13 de 17
CEsBa Rosario
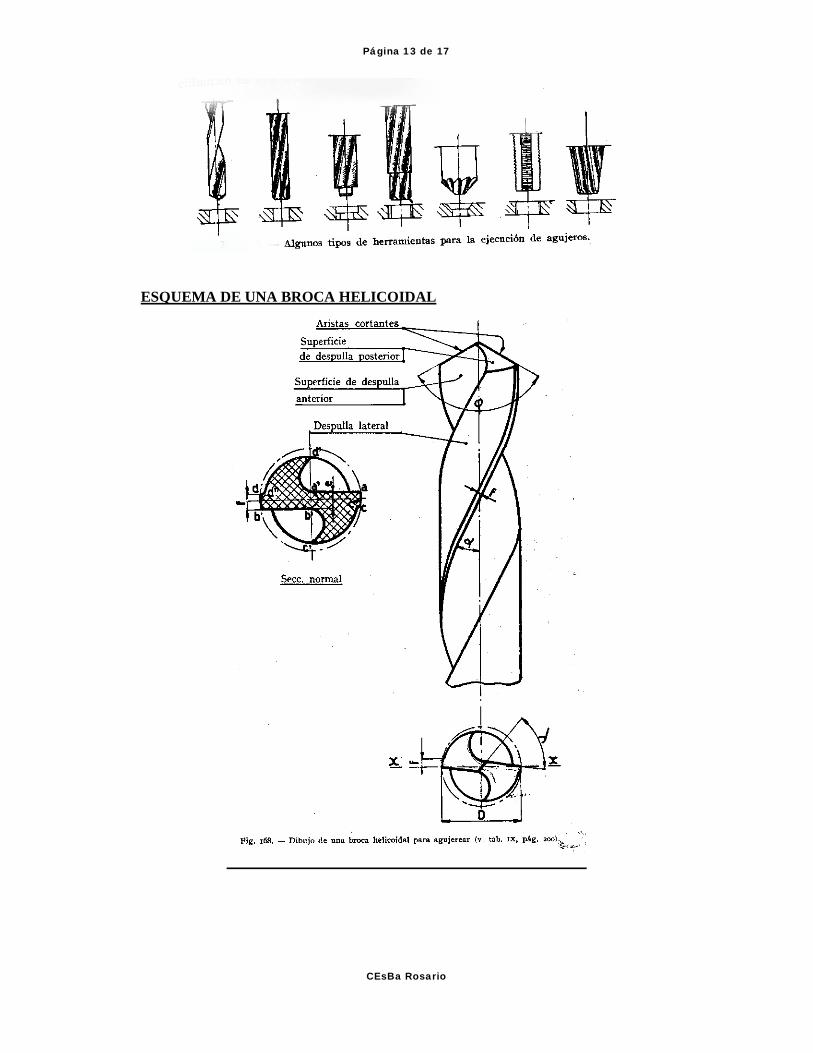
ESQUEMA DE UNA BROCA HELICOIDAL
Página 14 de 17
CEsBa Rosario
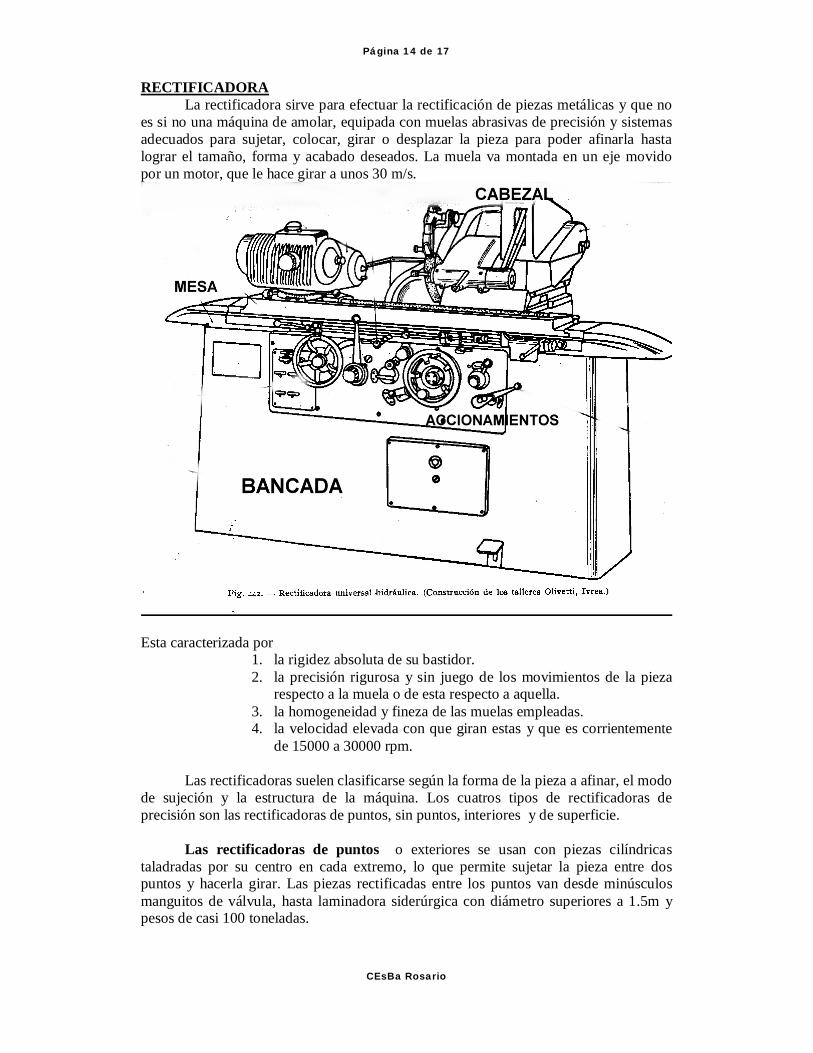
RECTIFICADORA La rectificadora sirve para efectuar la rectificación de piezas metálicas y que no es si no una máquina de amolar, equipada con muelas abrasivas de precisión y sistemas adecuados para sujetar, colocar, girar o desplazar la pieza para poder afinarla hasta lograr el tamaño, forma y acabado deseados. La muela va montada en un eje movido por un motor, que le hace girar a unos 30 m/s.
Esta caracterizada por
1. la rigidez absoluta de su bastidor. 2. la precisión rigurosa y sin juego de los movimientos de la pieza
respecto a la muela o de esta respecto a aquella. 3. la homogeneidad y fineza de las muelas empleadas. 4. la velocidad elevada con que giran estas y que es corrientemente
de 15000 a 30000 rpm. Las rectificadoras suelen clasificarse según la forma de la pieza a afinar, el modo
de sujeción y la estructura de la máquina. Los cuatros tipos de rectificadoras de precisión son las rectificadoras de puntos, sin puntos, interiores y de superficie.
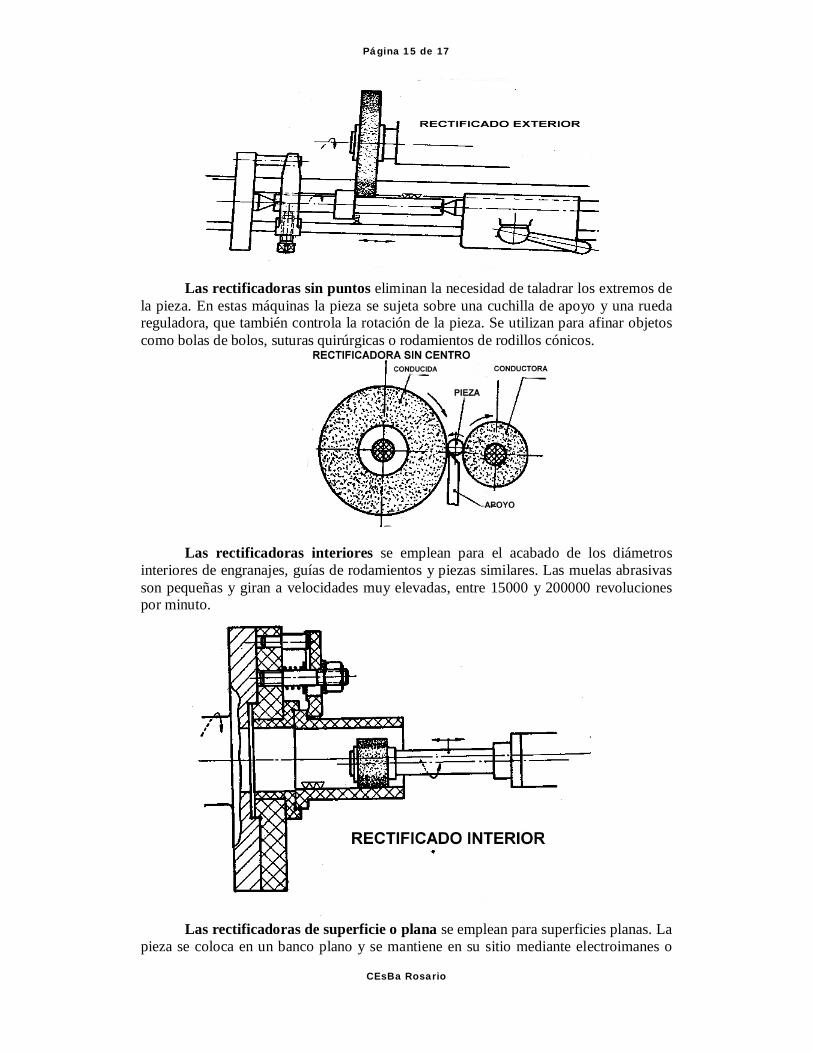
Las rectificadoras de puntos o exteriores se usan con piezas cilíndricas
taladradas por su centro en cada extremo, lo que permite sujetar la pieza entre dos puntos y hacerla girar. Las piezas rectificadas entre los puntos van desde minúsculos manguitos de válvula, hasta laminadora siderúrgica con diámetro superiores a 1.5m y pesos de casi 100 toneladas.
Página 15 de 17
CEsBa Rosario
Las rectificadoras sin puntos eliminan la necesidad de taladrar los extremos de
la pieza. En estas máquinas la pieza se sujeta sobre una cuchilla de apoyo y una rueda reguladora, que también controla la rotación de la pieza. Se utilizan para afinar objetos como bolas de bolos, suturas quirúrgicas o rodamientos de rodillos cónicos.
Las rectificadoras interiores se emplean para el acabado de los diámetros
interiores de engranajes, guías de rodamientos y piezas similares. Las muelas abrasivas son pequeñas y giran a velocidades muy elevadas, entre 15000 y 200000 revoluciones por minuto.
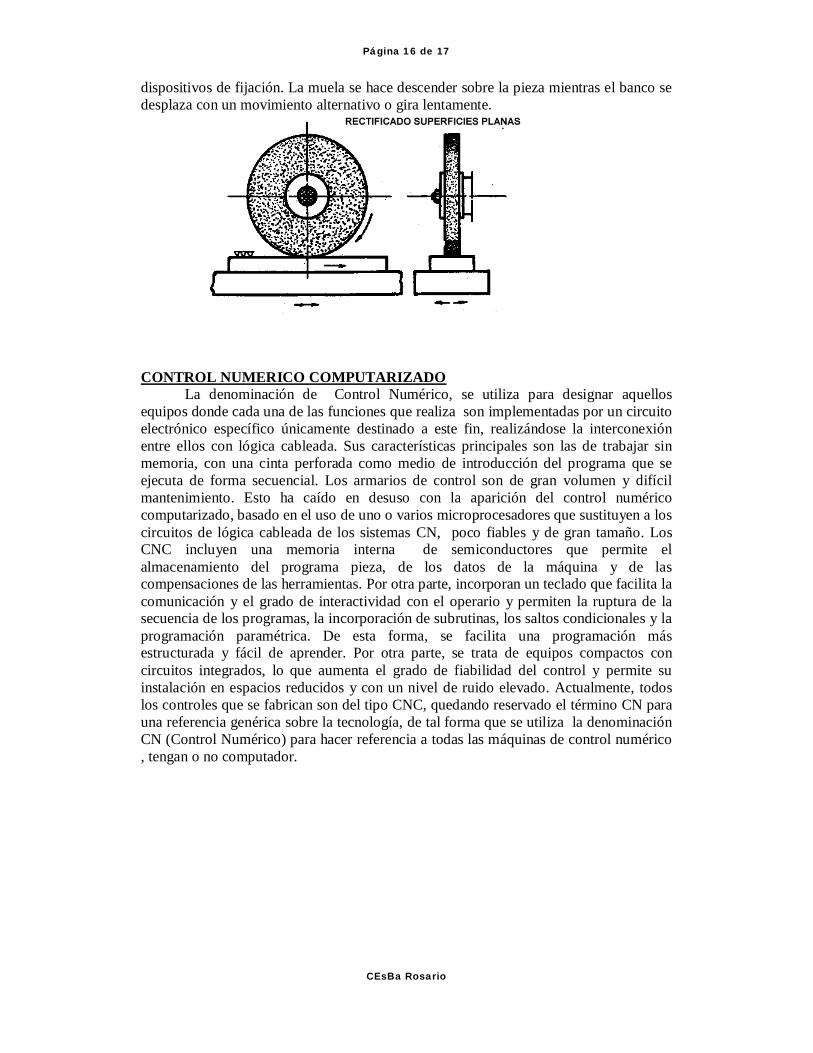
Las rectificadoras de superficie o plana se emplean para superficies planas. La
pieza se coloca en un banco plano y se mantiene en su sitio mediante electroimanes o
Página 16 de 17
CEsBa Rosario
dispositivos de fijación. La muela se hace descender sobre la pieza mientras el banco se desplaza con un movimiento alternativo o gira lentamente.
CONTROL NUMERICO COMPUTARIZADO
La denominación de Control Numérico, se utiliza para designar aquellos equipos donde cada una de las funciones que realiza son implementadas por un circuito electrónico específico únicamente destinado a este fin, realizándose la interconexión entre ellos con lógica cableada. Sus características principales son las de trabajar sin memoria, con una cinta perforada como medio de introducción del programa que se ejecuta de forma secuencial. Los armarios de control son de gran volumen y difícil mantenimiento. Esto ha caído en desuso con la aparición del control numérico computarizado, basado en el uso de uno o varios microprocesadores que sustituyen a los circuitos de lógica cableada de los sistemas CN, poco fiables y de gran tamaño. Los CNC incluyen una memoria interna de semiconductores que permite el almacenamiento del programa pieza, de los datos de la máquina y de las compensaciones de las herramientas. Por otra parte, incorporan un teclado que facilita la comunicación y el grado de interactividad con el operario y permiten la ruptura de la secuencia de los programas, la incorporación de subrutinas, los saltos condicionales y la programación paramétrica. De esta forma, se facilita una programación más estructurada y fácil de aprender. Por otra parte, se trata de equipos compactos con circuitos integrados, lo que aumenta el grado de fiabilidad del control y permite su instalación en espacios reducidos y con un nivel de ruido elevado. Actualmente, todos los controles que se fabrican son del tipo CNC, quedando reservado el término CN para una referencia genérica sobre la tecnología, de tal forma que se utiliza la denominación CN (Control Numérico) para hacer referencia a todas las máquinas de control numérico , tengan o no computador.
Página 17 de 17
CEsBa Rosario
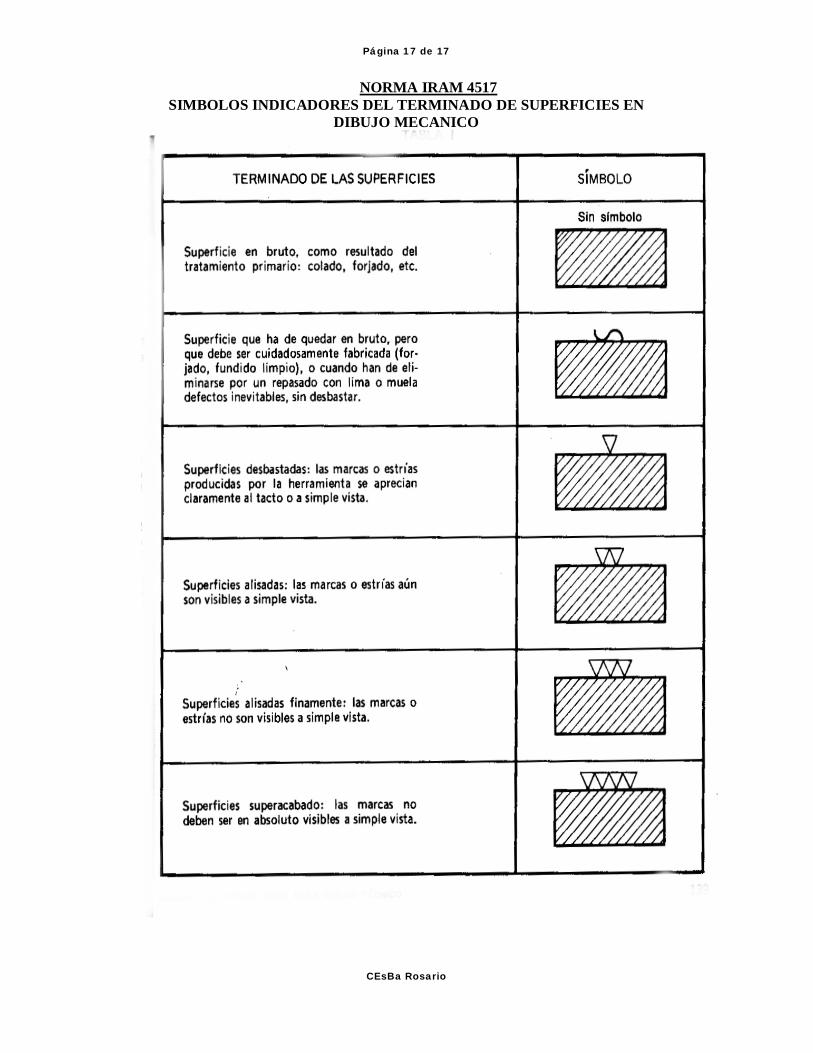
NORMA IRAM 4517 SIMBOLOS INDICADORES DEL TERMINADO DE SUPERFICIES EN
DIBUJO MECANICO


















