Inyección y extrusión Transformación por inyección y ex...
36
Transformación por inyección y ex- trusión de elastómeros termoplásticos Inyección y extrusión
Transcript of Inyección y extrusión Transformación por inyección y ex...

Transformación por inyección y ex-trusión de elastómeros termoplásticos
Inyección y extrusión

Las especifi caciones contenidas en este documento están basadas en nuestroconocimiento y experiencia acumulados. Debido a la multitud de variables de proceso y usos, el usuario deberá realizar sus propias comprobaciones. De nuestras especifi caciones o características no se pueden derivarninguna consecuencia legal. El usuario denuestros productos deberá respetar todas las leyes, derechos y regulaciones existentes bajo su única responsabilidad.


Contenidos
1 La empresa KRAIBURG TPE .......................................................................... 6
2 Propiedades de los elastómeros termoplásticos .............................................. 7
3 KRAIBURG TPE – los productos ..................................................................... 9
4 Ventajas de los elastómeros termoplásticos .................................................... 10
4.1 Ventajas de transformación por inyección y extrusión de elastómeros termoplásticos
4.2 Ventajas en el proceso de moldeo por inyección
4.2.1 Moldeo por co-inyección
4.2.2 Requisitos para el moldeo por co-inyección .............................. 11
4.3 Ventajas en el proceso de extrusión .................................................... 13
4.4 Embalaje y almacenado
4.5 Presecado ....................................................................................... 16
4.6 Coloreado
4.7 Reciclado ........................................................................................ 17
5 El proceso de moldeo por inyección .............................................................. 18
5.1 La máquina de inyección
5.2 Limpieza de la máquina
5.3 Presión hidráulica y específi ca ........................................................... 19
5.4 Parámetros de proceso ..................................................................... 20
5.5 Temperaturas de husillo y de fusión
5.6 Temperatura de molde ...................................................................... 21
5.7 Presión y velocidad de inyección
5.8 Estudio de llenado / llenado volumétrico ............................................ 22

5.9 Fase de compactación ...................................................................... 23
5.10 Presión dinámica y velocidad de husillo .............................................. 24
5.11 Cojín residual .................................................................................. 25
5.12 Bebederos
5.13 Liberación de aire............................................................................. 26
5.14 Superfi cie del molde y expulsores
5.15 Contracción .................................................................................... 27
6 Análisis del moldeo por inyección: solución de problemas ............................... 28
7 El proceso de extrusión ............................................................................... 31
7.1 La extrusora
7.2 Limpieza de la máquina
7.3 Husillos, tamices y placas perforadas
7.4 Parámetros de proceso
7.5 Temperatura de proceso ................................................................... 32
7.6 Temperatura de molde
7.7 Calibración ..................................................................................... 33
7.8 Hileras
8 Análisis de la extrusión: solución de problemas .............................................. 34

6
1 La empresa KRAIBURG TPE
KRAIBURG TPE ha venido desarrollando y produciendo elastómeros termoplásticos
durante décadas. Debido a su alta especialización en esta área, KRAIBURG TPE ha
alcanzado el liderazgo en competencia e innovación. Gracias a la localización
estratégica de sus centros productivos y afi liadas en Ásia Pacífi co, Europa y América,
KRAIBURG TPE puede atender de manera rápida, efi ciente y descentralizada a las
peticiones de cada uno de sus clientes.
El alto rendimiento de los productos y toda la cartera de servicios de KRAIBURG TPE
están orientados a las necesidades del mercado actual y a las de sus clientes. La oferta
se complementa con productos a medida. Todos los productos se producen con el mismo
alto estándar de calidad para cualquier cliente allí donde este se encuentre.
1. La empresa KRAIBURG TPE

7
2 Propiedades de los elastómeros termoplásticos
Los elastómeros termoplásticos (TPE) se suministran en forma de granza. La granza de
KRAIBURG TPE se puede procesas sin la necesidad de la adición de otros aditivos y se
distingue por las excelentes propiedades mecánicas y siguientes características:
Adhesión
Los TPEs se pueden combinar efi cientemente con otros termoplásticos en procesos de
moldeo por co-inyección. Los productos de KRAIBURG TPE se adhieren con PP, PE y PS, así
como con otros termoplásticos técnicos como son el PC, ABS, SAN, PBT etc. Incluso se
pueden combinar con poliamidas tipo PA6, PA6.6 y PA 12 con resultados sobresalientes.
Resistencia UV
La resistencia UV de los productos de KRAIBURG TPE cumple con las demandas más
exigentes para el uso en aplicaciones de exteriores de automóvil, y pueden superar los
dos años de ciclo de acuerdo con la norma PV 3930 de VW. Cumple también con las
estrictas normas RAL-GZ716 y CSTB/DER/BV-PEM para el uso en edifi cios.
Fluidez
KRAIBURG TPE produce sus compuestos en varios rangos de viscosidad dependiendo de
los requerimientos del mercado. La gama de productos ofrece materiales con muy baja
viscosidad, por ejemplo en el sobre-moldeado de cristales y evitar así su rotura.
Paralelamente, la gama de productos también ofrece TPE con alta viscosidad con una
considerable resistencia a la fusión.
Tacto
Con el uso de la tecnología de dos componentes se pueden conseguir superfi cies con
tactos suaves en piezas tales como mangos o carcasas. A su vez, se pueden alcanzar
diferentes tipos de superfi cies dependiendo de los deseos del cliente: superfi cies suaves
con alta o baja fricción.
2. Propiedades de los elastómeros termoplásticos

8
Estabilidad térmica
Gracias a las materias primas de alta calidad, los compuestos TPE de KRAIBURG TPE
tienen un excelente comportamiento frente al envejecimiento, incluso a elevadas
temperaturas. En función de la aplicación, la gama cubre rangos de temperatura de hasta
140º C con cargas dinámicas.
Coloreado
Los TPEs pueden ser coloreados con un buen ajuste de color con muchos de los master
batches disponibles en el mercado. KRAIBURG TPE puede también suministrar el producto
ya coloreado con una tolerancia de color muy ajustada.
Los elastómeros termoplásticos combinan estas positivas características y facilitan que
procesadores, diseñadores y OEMs dispongan de una gran cantidad de posibilidades y
ventajas.
2. Propiedades de los elastómeros termoplásticos

9
3 KRAIBURG TPE- los productos
KRAIBURG TPE ofrece una gama de elastómeros termoplásticos desarrollados a medida
para el cliente y un portfolio de productos orientados al mercado bajo las marcas
registradas de THERMOLAST®, COPEC®, For Tec E® y HIPEX®.
THERMOLAST®
Estos compuestos se encuentran divididos en cinco grupos bajo las marcas
THERMOLAST® K, THERMOLAST® V, THERMOLAST® A y THERMOLAST® M. La versat-
ilidad de nuestros compuestos THERMOLAST® en lo referente a dureza, color, calidad
superfi cial y características mecánicas proporcionan casi unas posibilidades ilimitadas en
el diseño y funcionalidad de los productos fi nales.
COPEC®
Los materiales COPEC® se distinguen por una muy agradable sensación aterciopelada
al tacto. Los compuestos COPEC® se distinguen también por su resistencia a los aceites
corporales y a numerosos agentes limpiadores.
For Tec E®
Los compuestos For Tec E® presentan una extraordinaria adhesión a la PA6.6 y a muchas
otras poliamidas semiaromáticas. Estos compuestos son resistentes a los aceites
corporales y a varios agentes químicos.
HIPEX®
HIPEX® se utiliza para aplicaciones que precisan de resistencia a altas temperaturas en
contacto con aceites. Los TPE con estas características son usados frecuentemente en áreas
cercanas al motor o a transmisiones.
Escanee este código con su lector*QR del teléfono móvil
para una mayor información acerca de nuestra gama de productos en www.kraiburg-tpe.com
* Nuestro app KRAIBURG TPE incluye un lector QR disponible y gratis en la App Store o a través de
http://www.kraiburg-tpe.com/de/news_press/multimedia
3. KRAIBURG TPE- los productos

10
4 Ventajas de los elastómeros termoplásticos
4.1 Ventajas de transformación de los elastómeros termoplásticos
El éxito alcanzado por los elastómeros termoplásticos se basa principalmente en las
ventajas del moldeo por inyección multicomponente. Los compuestos TPE pueden ser
procesados como un plástico y tienen las propiedades de los elastómeros. Esto
proporciona una transformación efi ciente para altas cantidades, particularmente en
tecnología de dos componentes.
4.2 Ventajas en el proceso de moldeo por inyección
Diferencias de proceso en comparación con los elastómeros convencionales:
• No produce vulcanización
• Los métodos de transformación son los mismos que en los termoplásticos convencionales
• No son necesarias inversiones en nueva maquinaria
• Proceso económico
• Ciclos de proceso cortos
• Amplia ventana de transformación
• Bajo consumo energético
• 100% reciclable
• Fácil de colorear
• No es corrosivo
• Uso de metales standard en los moldes
4.2.1 Moldeo por co-inyección
El moldeo por co-inyección es normalmente seleccionado debido a su bajo coste de
ensamblaje y un tiempo de producción corto, llevando consigo la fabricación de una
pieza a bajo coste.
El moldeo por co-inyección permite producir de forma sencilla una combinación de
material duro-blando. Ejemplos de este tipo serían las juntas, elementos antideslizantes
o las empuñaduras. Por razones de diseño, frecuentemente se utilizan TPEs en diferentes
colores en combinación con otros termoplásticos. Muchas carcasas son habitualmente
sobremoldeadas con elastómeros termoplásticos gracias a su agradable tacto y su
calidez superfi cial.
4. Ventajas de los elastómeros termoplásticos

11
Ventajas:
• Adhesión a termoplásticos convencionales
• Variación de durezas y fl exibilidades.
• Mayor libertad en el diseño de la pieza (color, características superfi ciales etc.)
• Alta productividad
• Sin ensamblaje en pieza multicomponentes
• Control de calidad
• Bajo peso de la pieza
• Benefi cios adicionales para los consumidores fi nales (diseño, calidad, funcionalidad, etc.)
4.2.2 Requisitos para el moldeo por co-inyección
Existen requerimientos importantes en un sistema de dos componentes. El TPE debe estar
adaptado a las propiedades del termoplástico. La característica fundamental a tener en
cuenta es la polaridad. Esta debe ser similar entre el TPE y el termoplástico.
KRAIBURG TPE ha desarrollado diferentes series de productos que se adaptan a este
propósito.
Los productos se pueden básicamente clasifi car en tres grupos:
• Termoplásticos no polares tales como PP o PE
• Termoplásticos polares tales como ABS, PC, SAN, PBT, POM
• Poliamidas
El segundo factor en importancia para conseguir una buena adhesión radica en el punto
de fusión y la buena humectabilidad del primer componente. Esto se consigue a través
de un suministro de calor alto (temperatura de fusión y de molde) al componente blando.
Un espesor de pared del TPE ayuda a la adhesión con el componente duro. La adhesión
se inhibe si se producen migraciones de sustancias tales como agentes desmoldeantes o
aditivos en superfi cie.
4. Ventajas de los elastómeros termoplásticos

12
Accesorio flexible
ThermoplásticoTPE
Accesorio
Equipo de ensayo de desgarro
Accesorio rígido
Para poder comparar la adhesión entre diferentes compuestos se mide esta en base a la
norma VDI 2019.
La confi guración del ensayo mostrado a continuación muestra como se mide la fuerza de
pelado en N/mm dependiendo de la trayectoria de la sujeción superior. Esta
trayectoria se refi ere como la trayectoria de pelado. Se indica el porcentaje en el que
el TPE se despega.
Estaríamos encantados de proporcionas plaquetas de muestra producidas en una
máquina bicomponente.
Observe que el proceso, parámetros, geometría de la pieza y composición del
componente duro tienen una infl uencia crucial en los resultados de adhesión que se
obtengan. La adhesión fi nal solo se consigue después de un periodo de 24 horas
aproximadamente de almacenamiento.
Nuestro departamento de tecnología de aplicación puede asistirle en asuntos que van
desde la idea de producto hasta la elección de material, ensayos y producción en serie.
Dimensiones de la muestra
Pieza termoplástica: 130 x 60 x 2 mm
Pieza de TPE: 130 x 20 x 2 mm
4. Ventajas de los elastómeros termoplásticos

13
4.3 Ventajas en el proceso de extrusión
Adicionalmente al proceso de moldeo por inyección, la extrusión ofrece también una
buena posibilidad de proceso para los TPE. Ud. puede usar un TPE en una línea
convencional de extrusión de plásticos pudiéndose también fabricar piezas
multicomponentes. Los TPE son o bien coextrusionados directamente sobre el
termoplástico o se pueden combinar diferentes TPE con durezas diferentes.
KRAIBURG TPE ofrece una variedad de compuestos con adhesión a PP, PE, ABS, PS, PC,
PVC-U (PVC rígido), etc.
Ventajas:
• No produce vulcanización
• Los métodos de transformación son los mismos que en los termoplásticos convencionales
• No son necesarias inversiones en nueva maquinaria.
• Proceso económico
• 100% reciclable
• Fácil de colorear
• No es corrosivo
• Adhesión a la práctica totalidad de los termoplásticos más utilizados
• Variación de durezas y fl exibilidades.
4.4 Embalaje y almacenado
Dependiendo de la densidad del producto, los compuestos TPE se pueden suministrar en
bolsas de 20 Kg (B102) o 25 Kg (B100), octabines o en Big-Bags. Cuando sean
almacenados por un largo periodo de tiempo, el material debe estar guardado en un
lugar seco y protegido de la luz.
4. Ventajas de los elastómeros termoplásticos

14
Los siguientes tipos de embalajes están disponibles en KRAIBURG TPE:
B100 (bolsas)
• 8 niveles de 3 bolsas cada una (24 bolsas), no engarzados en pallets de un
solo uso (CP2) y retractilados
• Para compuestos de densidad 1.05 g/cm3 o superior
• Peso máximo: 600 Kg ( 25Kg por bolsa)
• Largo: 1.20m · ancho: 0.80 m · alto: 1.25 m
• Pallets no apilables
B102 (bolsas)
Diferencias respecto al formato B100:
• Para compuestos con densidad hasta 1.05 g/cm3
• Peso máximo: 480 Kg ( 20 Kg por bolsa)
S100 (bolsas en caja de cartón)
• 18 bolsas en caja, apiladas en un pallet de un solo uso (CP2)
• Para compuestos con densidad de 1.05g/cm3 o superior
• Peso máximo: 450 Kg (25 Kg por bolsa)
• Largo: 1.20 m · ancho: 0.80 m · alto: 1.05 m
• Pallets apilables
S102 (bolsas en caja de cartón)
Diferencias con el formato S100:
• Para compuestos con una densidad hasta 1.05 g/cm3
• Peso máximo: 360 Kg (20 Kg por bolsa)
S140 (sacks, ground and cover made of carton) - only available for compounds > 40 ShA
• 24 bolsas sueltas en pallet de un solo uso (CP3)
• Para compuestos con densidad de 1.05g/cm3 o superior
• Peso máximo: 600 Kg (25 kg por bolsa)
• Largo: 1.14 m · ancho: 1.14 m · alto: 0.95 m
• Pallets solo apilables en contenedor
4. Ventajas de los elastómeros termoplásticos

15
S142 (bolas, suelo y tapa hecha de cartón)- solo disponible para compuestos > 40 ShA
Diferencias con el formato S140
• 25 sacos sueltos en pallet de un solo uso (CP3)
• Para compuestos de densidad hasta 1.05 g/cm3
• Peso máximo: 500 kg ( 20 kg por bolsa)
C100 (octagonal, octabín standard)
• Llenado en un octabín grande en pallet de un solo uso (CP1)
• Peso máximo: de 400 a 500 kg dependiendo del compuesto/densidad
• Largo: 1.20 m · ancho: 1.00 m · alto: 0.90 m
• Los pallets pueden ser almacenados hasta tres alturas
C110 (octagonal, small octabin)
• Llenado en un octabín grande de un solo uso (CP2)
• Peso máximo: de 300 a 350 kg dependiendo del compuesto/densidad
• Largo: 1.20 m · ancho: 0.80 m · alto: 0.90 m
• Los pallets pueden ser almacenados hasta tres alturas
C130 (octagonal, octabín grande) – solo posible para pedidos con lotes de 2500 Kg o superiores
• Llenado en un octabín grande de un solo uso (CP1)
• Peso máximo: de 800 a 1,000 kg dependiendo del compuesto/densidad
• Largo: 1.20 m · ancho: 1.00 m · alto: 1.75 m
• Pallets no apilables
C140 (Big-bag) – solo posible para pedidos con lotes de 2500 kg o superiores
• Llenado en contenedor (Tipo 05) en un pallet CP3
• Peso máximo: de 750 a 1,000 Kg dependiendo del compuesto/densidad
• Largo: 1.14 m · ancho: 1.14 m · alto: 1.65 m
• Pallets no apilables
Nota: existe el riesgo de apelmazamiento en compuestos con una dureza < 30 ShA.
Esto se debe tener en cuenta a la hora del transporte y almacenamiento.
4. Ventajas de los elastómeros termoplásticos

16
4.5 Presecado
Con la variedad de TPEs existentes la necesidad de un presecado dependerá de la
composición en la formulación. Por favor, diríjase a las instrucciones de proceso de cada
compuesto para conocer exactamente las que condiciones de presecado que se
necesitan, si es que estas fueran necesarias. Esta información la puede encontrar en
www.kraiburg-tpe.com.
El tiempo especifi cado no debería sobrepasarse. El presecado mejora el aspecto superfi -
cial de todos los TPEs.
En aplicaciones de co-inyección, si el componente duro debe de ser presecado, entonces
también se recomienda presecar el TPE. Los elastómeros termoplásticos con adhesión a PP
no necesitan presecado. Los materiales con adhesión a termoplásticos técnicos tales como
PC o PA deben presecarse.
En los procesos de extrusión, el presecado se recomienda básicamente cuando el espesor
de pared es > 3mm.
4.6 Coloreado
Considerando alguna excepción, normalmente nuestros materiales de la gama standard
son transparentes, translúcidos, negros o color natural. Podemos suministrar prácticamente
cualquier color que Ud. solicite. El color intrínseco del compuesto permite la coloración en
tonos brillantes y luminosos. Adicionalmente, el proceso de coloración, por ejemplo
mediante el uso de master batch de color en una máquina de inyección o en una
extrusora es simple. Los compuestos THERMOLAST® pueden ser coloreados fi elmente y
ofrecen una buena estabilidad de color en comparación con compuestos de EPDM/PP.
4. Ventajas de los elastómeros termoplásticos
Escanee este código con su lector*QR del teléfono móvil
para una mayor información acerca de nuestra gama de productos en www.kraiburg-tpe.com
* Nuestro app KRAIBURG TPE incluye un lector QR disponible y gratis en la App Store o a través de
http://www.kraiburg-tpe.com/de/news_press/multimedia

17
Muchos de los master batch de color son adecuados para la coloración de los TPE.
Dependiendo del color se necesitará entre un 2 y un 5%. En el proceso se deberá respetar
las especifi caciones del suministrador del color batch. El coloreado no deberá signifi car
un cambio signifi cativo de las propiedades del material. La dureza normalmente se ve
incrementada entre 0.5 y 2 Shore A, dependiendo el master batch
4.7 Reciclado
Debido al su carácter termoplásticos, los elastómeros termoplásticos se pueden reciclar. Es
posible una adición de hasta un 15% en material virgen.
Los molinos que puedan cizallar y cortar son los utilizados más habitualmente para
elastómeros termoplásticos, fi bras o materiales blandos. Una rotación lenta del molino ha
demostrado ser benefi cial. La reducción a partículas de 2 a 10 mm debe llevarse a cabo
con cuchillas afi ladas que proporcionen cizalla.
Cuanto más fría esté la colada o pieza, mejor será el ratio de granulación. El siguiente
gráfi co muestra el cambio en los valores mecánicos con el uso de un 100% de material
reciclado después de varios ciclos de reciclado. En total, el material fue molido ocho
veces y moldeado por inyección en nueve ocasiones.
Valores mecánicos después de x ciclos de reciclado en % de su valor original
4. Ventajas de los elastómeros termoplásticos

18
5.1 La máquina de inyección
Los elastómeros termoplásticos de KRAIBURG TPE se pueden procesar en máquinas de
inyección de termoplásticos convencionales con husillo de tres zonas.
Los husillos debería tener un ratio de compresión del al menos 2:1 y un ratio L/D de al
menos 20. Bajo condiciones especiales puede resultar ventajoso el uso de tornillos de
barrera, por ejemplo para conseguir una capacidad plastifi cadora superior. El
proceso con boquillas abiertas es posible, si bien la utilización de boquillas de cierre
es recomendable.
El tamaño del husillo debe ser seleccionado en relación al tiempo de residencia. El
volumen de la cámara caliente no debe sobrepasar en una o dos veces el peso de cada
inyectada. Los compuestos THERMOLAST® K pueden generalmente soportar un largo
tiempo de residencia. En el caso de COPEC® y HIPEX® el tiempo total de residencia no
debe de ser superior a los cinco minutos. Si necesita detalles concretos acerca de un
compuesto en concreto, póngase en contacto con su representante en KRAIBURG TPE.
5.2 Limpieza de la máquina
Previo al procesado, se recomienda la limpieza de la línea de inyección con
polipropileno. La unidad deberá ser vaciada del material sobrante del anterior material,
si esté es diferente al que se va a utilizar ahora y se procederá la limpieza con PP. La
máquina deberá estar exenta de PVC.
5 El proceso de moldeo por inyección
5. El proceso de moldeo por inyección

19
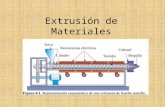
P1 P2A1 A2
1200
1000
800
600
400
200
00 20 40 60 80
25 mm
40 mm
55 mm
Pres
ión
espe
cífic
a (
bar)
Presión hidráulica (bar)
P1: Presión específi ca; A1: Superfi cie de la sección transversal de la barrena; P2: Presión hidráulica; A2: Área del pistón
5.3 Presión hidráulica y específi ca
Las máquinas de inyección modernas pueden cambiar los valores de la pantalla del mon-
itor entre presión hidráulica y absoluta/específi ca. La conversion se realiza mediante la
siguiente fórmula:
Las presiones absoluta/específi ca se utilizan para la confi guración de la máquina.
Mediante esto las presiones de diferentes máquinas en diferentes tamaños pueden ser
comparadas entre sí. La presión específi ca es la presión que se aplica directamente sobre
el material.
Normalmente la máquina de inyección facilita un diagrama de presión específi ca vs.
presión hidráulica. Si este no fuera el caso, el fabricante de la máquina puede facilitar
esta información de conversión.
Tabla de conversión a presiones específi cas para varios diámetros de husillo
5. El proceso de moldeo por inyección

20
5.4 Parámetros de proceso
Como que los compuestos KRAIBURG TPE se han desarrollado de acuerdo con
requerimientos específi cos de cliente y mercado, pueden existir diferencias en el
comportamiento de proceso entre grados. Para una más detallada información sobre un
producto en concreto, por favor diríjase a nuestra base de datos de producto.
5.5 Temperatura de husillo y de fusión
Por lo general, la temperatura del husillo se incrementará de unos 10 a 20ºC por zona
partir de la primera zona después de la tolva. La temperatura en la boquilla debería estar
de unos 5 a 10ºC menos que en la última zona del husillo.
Con los productos THERMOLAST®, la viscosidad normalmente disminuye con la cizalla,
teniendo la temperatura una menor infl uencia sobre la viscosidad que en otros termoplásticos.
Posibles efectos de una temperatura de fusión alta:
• Una mejor adhesión
• Un recorrido de llenado superior
Posible efecto de una temperatura de fusión baja:
• Prevención de daños por temperatura
5. El proceso de moldeo por inyección
Escanee este código con su lector*QR del teléfono móvil
para una mayor información acerca de nuestra gama de productos en www.kraiburg-tpe.com
* Nuestro app KRAIBURG TPE incluye un lector QR disponible y gratis en la App Store o a través de
http://www.kraiburg-tpe.com/de/news_press/multimedia

21
5.6 Temperatura de molde
La temperatura de molde ideal varía dependiendo del compuesto y en particular en los
procesos de co-inyección.
En general, recomendamos de 25 a 40º C. Con paredes delgadas se recomienda de 40
a 60º C. Para procesos de co-inyección, el material duro es el que determina la temperatura.
Posibles efectos con un molde a alta temperatura:
• Mejor adhesión
• Menores defectos superfi ciales
Posibles efectos con un molde a baja temperatura:
• Disminuye la adhesión
5.7 Presión y velocidad de inyección
La presión y la velocidad de inyección infl uyen en la viscosidad estructural del material
y puede consecuentemente variar dependiendo del compuesto. En compuestos altamente
viscosos, se hace esencial que el material haya alcanzado una cizalla sufi ciente. En este
caso, la cavidad se debe llenar con una presión de inyección alta y una velocidad de
inyección alta, de aproximadamente del 50 al 80 % de la capacidad de la máquina. El
tiempo de inyección resultante debería ser de 0.5 a 2 segundos. En el proceso, se pueden
alcanzar trayectorias largas de llenado incluso para piezas de paredes fi nas.
La dependencia de la temperatura y presión de inyección en la fl uidez se muestra en la
siguiente tabla basada en los ensayos con tres THERMOLAST® muy viscosos.
5. El proceso de moldeo por inyección

22
Parámetros de proceso en ensayo de espiral en cm / presión limitada a 900 bar (Presión específi ca)
Temperatura 200 °C 220 °C 240 °C
Velocidadmm/sec
30 50 75 30 50 75 30 50 75
TC4GPN 71 131 – 81 133 – 83 124 –
TC6GPN 68 93 – 69 107 164 70 126 183
TC9GPN 57 59 58 70 72 72 72 90 90
Posibles efectos con una velocidad de fl ujo alta
• Superfi cie homogénea
• Mejor adhesión
Posibles efectos con una velocidad de fl ujo baja
• Menores tensiones
5.8 Estudio de llenado / llenado volumétrico
Las velocidades y presiones de inyección óptimas se determinan basándose en un
estudio de llenado. Este empieza con la puesta en marcha de la máquina a una velocidad
reducida y sin presión de compactación. El peso de la inyectada se incrementa en fases
de 10%, empezando al 50% del volumen calculado. De esta manera la efi ciencia de los
eyectores está asegurada.
El resultado de las piezas incompletas demuestra el comportamiento de llenado en el
molde. En moldes multicavidad o para piezas con más de un punto de inyección, un
estudio de llenado pondrá de manifi esto cualquier inconsistencia en el llenado y/o
sistema de boquillas que no esté equilibrado. Incluso más, se mostrarán indicaciones
sobre las líneas de unión y posibles oclusiones de aire.
El molde debería llenarse al 100% sin presión de compactación. Esta debería utilizarse a
posterior para compensar efectos de contracción y rechupados.
5. El proceso de moldeo por inyección

23
5.9 Fase de compactación
La boquilla se cierra cuando el plástico plastifi cado se enfría hasta un punto en que se
solidifi ca en la boquilla. El punto de sellado se determina en función de la combinación
del tiempo de presión de compactación y nivel de presión de compactación. La fase de
compactación tiene una infl uencia notable en muchas de las características, tales como
contracciones, rechupados, combados, peso y dimensiones.
Empezando aproximadamente de un 40 a 60% de la presión de inyección necesaria, el
tiempo de compactación se incrementa sistemáticamente sin que esto llegue a generar un
sobrellenado. El peso se determina después de cada inyectada y se apunta. Este proceso
continúa hasta que no se observa un aumento de peso, lo que conduce a un peso
constante de la pieza. Es entonces cuando se alcanza el punto de sellado para esta
presión de compactación. Si persisten rechupados, el proceso se repite con una presión
de compactación superior. De esta forma, se llegará a un resultado óptimo paso a paso.
Para asegurarse que el molde no se abre con el incremento de presión, recomendamos
la inclusión de un medidor adecuado al molde (precisión 1/1000). Si se detectara una
apertura de molde, la presión se debe reducir en un 10%.
Se tiene que determinar si el molde está perfectamente fi jado o respira.
Posibles efectos con una presión de compactación alta:
• Sobrellenado de la cavidad
• Difi cultades en el desmoldeo, delaminado
• Deformaciones en el área del punto de inyección
• Mejora de la tensión de rotura en las líneas de unión
• Pérdida de adhesión cerca del punto de inyección
Posibles efectos con una presión de compactación baja:
• Rechupados en piezas de paredes gruesas
• Mayor contracción
5. El proceso de moldeo por inyección

24
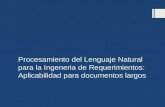
20.5
20.0
19.5
19.0
18.5
18.0
17.5
17.0
16.52 3 4 5 6
300 bar
350 bar
7
Tiempo de compactación en segundos
Peso de la pieza en gramos
5.10 Presión dinámica y velocidad de husillo
En general se recomienda una presión de inyección entre 20 y 100 bar.
Un valor orientativo para la velocidad de husillo es de 25 a 75 rpm. El material se
comporta de forma similar al polipropileno en relación a la velocidad de husillo.
Posibles efectos con una presión de inyección alta:
• Una mejor distribución, por ejemplo en la adicción de master batch de color u otros aditivos
• Incremento de la homogeneidad de la masa
• Mayor tiempo de plastifi cación en consistencia con la velocidad de husillo
• Posibles deformaciones en el área del punto de inyección
Posibles efectos con una presión de inyección baja:
• Masa no homogénea
5. El proceso de moldeo por inyección
Diagrama para determinar el punto de sellado

25
5.11 Cojín residual
Esto se refi ere al material sobrante delante de la punta del husillo después de la fase de
compactación. El cojín residual garantiza la transferencia de presión durante la fase de
compactación. Se deberá básicamente mantener bajo, si bien no se debe eliminar. La
vía de dosifi cación debe ser seleccionada de forma que el cojín pueda estar presente
incluso bajo condiciones desfavorables. Un cojín óptimo es de 3 a 5 mm para husillos
de pequeño diámetro ( p. ej. 25 mm) y de 5 a 10 mm para husillos de mayor diámetro
(p.ej. 80mm).
Efectos con cojín residual grande:
• Mayor tiempo de residencia
• Posible degradación de material o áreas quemadas
Efectos con cojín residual bajo:
• Rechupados
• Daños en la boquilla debidos a la punta del husillo
5.12 Bebederos
Debido a las excelentes propiedades de fl uidez de los materiales de KRAIBURG TPE, el
uso de múltiples bebederos se puede eliminar para cavidades grandes. Es importante
recordar que para los compuestos TPE la viscosidad disminuye signifi cativamente con la
cizalla. Adicionalmente a esto la posición del punto de inyección debe ser seleccionada
de forma que el material entre en contacto directo con una pared o noyo justo después de
la entrada en la cavidad. Debe evitarse el fl ujo libre de material.
La relación entre el espesor de pared de la pieza moldeada y el diámetro del bebedero
juega un papel importante. La recomendación para el diámetro del bebedero idealmente
se sitúa entre 0.4 y 0.6 mm, con un diámetro máximo de 1.0 mm. Un área de bebedero
limpia se consigue con una ligera depresión.
5. El proceso de moldeo por inyección

26
5.13 Liberación de aire
Con una óptima salida de gases se puede reducir el tiempo de ciclo. Esta liberación
puede tener lugar en la línea de partición del molde. Para algunas geometrías, se
recomienda que el punto de liberación de aire se sitúe en la zona más alejada del punto
de inyección o en la posición de líneas de unión. Con un estudio de llenado, se puede
determinar la posición esta posición correcta. Se recomienda unos canales de aireación
con una profundidad de 0.005 a 0.02 mm.
Efectos posibles de una aireación limitada:
• Cavidades incompletas
• Defectos superfi ciales
• Marcas de quemaduras
• Adhesión insufi ciente en piezas bicomponentes
Efectos posibles de una sobreventilación:
• Formación de rebabas
5.14 Superfi cie del molde y expulsores.
Los TPE normalmente presentan una fricción superfi cial alta. Los compuestos blandos
además tienden a adherirse sobre superfi cies poco rugosas. Las superfi cies de molde
erosionadas reducen la adhesión al mismo y facilitan consecuentemente su desmoldeo.
Los eyectores deberían diseñarse en concordancia con la dureza del compuesto. Para
piezas con durezas blandas se recomienda aumentar el área de los eyectores y evitar
los de aguja. Piezas rebajadas pueden ser normalmente fabricadas con moldes simples
sin correderas, en donde la pieza pueda ser expulsada del molde. Eyectores por aire y
mayores rebajas son benefi ciosos para los compuestos blandos.
Si una superfi cie pulida en un componente duro puede conducir a una adhesión
insufi ciente en un sistema bicomponente, se recomienda entonces una superfi cie más rugosa.
5. El proceso de moldeo por inyección

27
5.15 Contracción
La contracción varía en función de las líneas de fl ujo debido al comportamiento anisotrópi-
co de los elastómeros termoplásticos. Estaremos encantados de asistirles en el diseño de
su molde y en facilitar valores de contracción basados es plaquetas de ensayo, así como
la información adicional de las condiciones en las que se fabricaron estas plaquetas.
Por favor, tenga en cuenta que los valores de contracción no pueden ser facilitados con
precisión. Esto es debido a que la contracción de un compuesto puede venir infl uenciada
por los siguientes factores:
• Parámetros de proceso
• Sistema de bebederos (cámara caliente/cámara fría)
• Temperatura de molde
• Diseño de molde
• Diseño de la pieza
• Temperatura de fusión
• Dirección de fl ujo
Infl uencia en la contracción con el cambio de las condiciones de inyección: la contracción
es superior en la dirección de la línea de fl ujo que en dirección transversal a esta línea
(comportamiento anisotrópico).
Cambios en lascondiciones de inyección
Infl uencia en la contracción
Temperatura de fusión y de molde ▲ ▲
Tiempo de enfriamiento en el molde ▲ ▼
Presión de compactación ▲ ▼
5. El proceso de moldeo por inyección

28
6 Análisis del moldeo por inyección: solución de problemas
Problema Causa posible Solución posible
La pieza no está llena Aire atrapado debido
a una insufi ciente salida
de gases
1. Comprobar que los canales de aireación estén abiertos
2. Comprobar la posición de los canales de aireación
3. Incrementar el tamaño de los canales de aireación
4. Cambiar el comportamiento de llenado reduciendo o
incrementando la presión / velocidad de inyección
5. Aplicar el vacío a los canales de aireación
6. Reducir la fuerza de cierre
Alimentar el sistema 1. Comprobar que el bebedero está abierto
2. Incrementar el tamaño del bebedero
3. Incrementar el tamaño del mazacote
Temperatura de fusión y/o
de molde baja
1. Incrementar la temperatura de cilindro y de boquilla
2. Incrementar temperatura de molde
3. Incrementar velocidad de inyección
4. Incrementar velocidad rotación de husillo
Cojín muy pequeño 1. Comprobar el cojín residual e incrementarlo
Rechupados
(no confundir con aire
atrapado)
Presión de compactación
demasiado baja
1. Incrementar presión de compactación
Insufi ciente salida de gases 1. Reducir la fuerza de cierre
2. Reducir la velocidad de inyección
3. Crear un orifi cio de expulsión
4. Proporcionar salida de gases
Combado / deformación
de pieza
Orientación molecular 1. Incrementar la temperatura de fusión y de molde.
2. Incrementar la velocidad de inyección
Pieza sobrellenada 1. Reducir la presión de compactación
2. Ajustar tiempo de llenado y de inyección
Llenado inconsistente
de molde
1. Cambiar la posición de inyección
2. Asegurarse de una temperatura de molde uniforme
3. Incrementar la velocidad de inyección y la contrapresión
6. Análisis del moldeo por inyección: solución de problemas

29
Problema Causa posible Solución posible
Puntos negros/ particulas
sin fundir
Contaminación 1. Limpiar con PP o HDPE
2. Comprobar el master de color; carrier de PP o PE no de PVC
Adhesión al molde La pieza está demasiado
caliente
1. Reducir la temperatura de cilindro y boquilla
2. Reducir la temperatura de molde
3. Alargar el tiempo de enfriamiento
La pieza está sobrellenada 1. No llenar completamente la pieza e ir incrementando poco
la cantidad de llenado hasta alcanzar el óptimo
Diseño de molde 1. Incrementar los ángulos de entrada
2. Utilizar agente desmoldeante
3. Proporcionar rugosidad a las paredes del molde
Formación de grumos en el
bebedero
Humedad 1. Secar el granulado
2. Usar un husillo con ventilación, comprobar si las salidas de
gases están cerradas
3. Aplicar el vacío a las salidas de gases
Líneas de fl ujo Masa y/o molde muy frío 1. Incrementara la temperatura de cilindro y boquilla
2. Incrementar la temperatura de molde
3. Incrementar la velocidad de inyección
4. Incrementar la rotación del husillo y la contrapresión
5. Comprobar la idoneidad del husillo
Diseño de molde 1. Cambiar la posición del punto de inyección
2. Incrementar el tamaño del punto de inyección3. Incrementar el tamaño del mazacote
Burbujas(no confundir con aire ocluido)
La masa se solidifi ca demasiado rápidamente
1. Incrementar la temperatura del molde
2. Incrementar la velocidad de rotación del husillo
y la contrapresión
Humedad 1. Secar el granulado
2. Usar un husillo con ventilación, comprobar si las salidas de
gases están cerradas
3. Aplicar el vacío a las salidas de gases
Contrapresión demasiado baja 1. Incrementar la contrapresión
Presión de compactación
demasiado baja
1. Incrementar presión y tiempo de compactación
6. Análisis del moldeo por inyección: solución de problemas

30
Problema Causa posible Soluciones posibles
Pobre y/o nula adhesión
en co-inyección al
principio/mitad del
recorrido
Presión de compactación
demasiado elevada
(los materiales fríos resbalan
uno encima del otro)
1. Reducir la presión de compactación
Velocidad de inyección
demasiado baja
1. Incrementar la velocidad de inyección
Pobre y/o nula adhesión
en co-inyección al fi nal del
recorrido
Temperaturas de proceso/
molde demasiado bajas
1. Incrementar temperaturas de proceso/molde
Velocidad de inyección
demasiado baja
1. Incrementar velocidad de inyección
Salida de gases insufi ciente 1. Reducir fuerza de cierre
2. Reducir velocidad de inyección
3. Crear eyectores de aireación
4. Facilitar la salida de gases
Pobre y/o falta de
adhesión en la
co-inyección en general
Combinación de materiales
inapropiada
1. Comprobar la compatibilidad de materiales
Uso de agente desmoldeante 1. Procesar sin agente desmoldeante
La pieza a ser sobremoldeada
contiene grasa y/o polvo
1. Limpiar la pieza que va a ser sobremoldeada
(utilizar guantes si fuera posible)
2. Limpiar el molde
6. Análisis del moldeo por inyección: solución de problemas

31
7.1 La extrusora
Básicamente, las extrusoras diseñadas para plásticos estándar convencionales son tam-
bién apropiadas para el proceso de los materiales de KRAIBURG TPE (por ej. extrusoras
universales o para poliolefi nas). Algunas limitaciones deben tenerse en cuenta con las
extrusoras de PVC. Si Ud. tiene dudas, contacte con su representante de KRAIBURG TPE.
7.2 Limpieza de la máquina
Previo a procesar, recomendamos la limpieza de la extrusora con polipropileno o poli-
etileno. Se debe observar un especial cuidado en la limpieza si previamente se ha pro-
cesado PVC. Si está pendiente el cambio de material, la unidad se debe vaciar comple-
tamente con el TPE restante y proceder a la limpieza de igual manera que previo a la
transformación.
7.3 Husillos, tamices y placas perforadas
El uso de husillos de tres zonas se muestra como el que proporciona los mejores resultados.
La longitud del husillo ha de ser por lo menos de 25 D; el ratio de compresión debería
no ser inferior a 3:5:1. El sistema debería proporcionar sufi ciente cizalla al material. Un
husillo con barrera puede ser benefi cioso.
Como un principio básico, recomendamos trabajar con disco y tamiz perforados para
incrementar la presión.
7.4 Parámetros de proceso
Los parámetros de proceso facilitan una visión y unas recomendaciones generales en el
proceso de los elastómeros termoplásticos de KRAIBURG TPE. En general, la experiencia
acumulada en la transformación del material con el equipo presente se deberá tener en
cuenta. Dado que los compuestos THERMOLAST®, COPEC® and For Tec E® se desarrollan
a menudo de acuerdo con requerimientos concretos, pueden existir diferencias en la
transformación.
7 El proceso de extrusión
7. El proceso de extrusión

32
Se pueden encontrar recomendaciones particulares en las instrucciones de proceso en
www.kraiburg-tpe.com. Nuestro departamento de tecnología puede aconsejarle y, si lo
desea, proporcionar ayuda en pruebas.
7.5 Temperatura de proceso
Las temperaturas más usuales del proceso de extrusión son:
Temperatura
Zona de alimentación 140 – 160 °C
Zona de compresión 150 – 170 °C
Zona de dosifi cación 160 – 180 °C
Conexión 170 – 180 °C
Hilera 180 – 220 °C
La temperatura máxima del proceso no debería sobrepasar los 250ºC. Temperaturas
superiores o tiempos de residencia prolongados en la unidad pueden causar daños
térmicos.
7.6 Temperatura de la hilera
La temperatura de la hilera estará normalmente entre 180º C y 220º C.
7. El proceso de extrusión
Escanee este código con su lector*QR del teléfono móvil
para una mayor información acerca de nuestra gama de productos en www.kraiburg-tpe.com
* Nuestro app KRAIBURG TPE incluye un lector QR disponible y gratis en la App Store o a través de
http://www.kraiburg-tpe.com/de/news_press/multimedia

33
7.7 Calibración
Generalmente no es necesario calibrar. Cuando la dureza del material aumenta, y en los
procesos de co-extrusión con termoplásticos, será necesaria la utilización de elementos
de soporte.
7.8 Hileras
En la mayoría de aplicaciones una hilera sencilla es sufi ciente para el proceso de los ma-
teriales de KRAIBURG TPE. En el proceso, la hilera debe ser lo más corta posible- máximo
3 o 4 mm. Esto adquiere mayor relevancia si la superfi cie de la hilera no está sufi ciente-
mente pulida.
Considerar hileras con múltiples placas que corrijan los fl ujos es benefi cioso debido a la
menor contracción longitudinal y combado del perfi l. Esto además puede proporcionar
mayores velocidades de producción. En perfi les huecos es benefi ciosa la utilización de
aire.
Los diversos compuestos de KRAIBURG TPE se pueden co-extrusionar entre sí. Debido al
elevado espectro de compuestos de extrusión, existe un gran número de combinaciones
posibles (dureza, transparencia, color, tacto, etc.).
7. El proceso de extrusión

34
8 Análisis de la extrusion: solución de problemas
Problema Causa posible Soluciones posibles
Superfi cie aspera La masa fundida está
demasiado fría
1. Elevar la temperatura de extrusión
2. Elevar la temperatura de la boquilla
Fusión no homogénea/
particulas sin fusionar
1. Usar husillos con una relación de compresión más alta
o zona de mezclado
Confi guración desfavorable de
la boquilla
1. Acortar la hilera
2. Revisar las dimensiones
Sección transversal
irregular
Extrusión a impulsos 1. Reducir el caudal de extrusión
2. Utilizar un husillo con una zona de entrada o dosifi cación
más larga
3. Utilizar diversos tamizes para incrementar la presión
dinámica y / o reducir el tamaño de malla.
4. Reducir la temperatura de la boquilla
Puntos negros / partículas
no fundidas
Contaminación 1. Limpiar con PP o HDPE que arrastre
2. Revisar el master de color; carrier PP o PE, no PVC
Olor o decoloracion Masa fundida demasiado
caliente
1. Reducir la temperatura del cilindro
2. Reducir la temperatura de la boquilla
3. Reducir la velocidad de husillo
4. Usar tamices con mayor tamaño de malla para reducir la
presión dinámica
5. Utilizar un husillo con una relación de compresión menor
Burbujas, porosidad Humedad 1. Presecar el granulado
Alta presión en la
extrusora / menor caudal
Masa fundida fría 1. Incrementar la temperatura de extrusión
2. Incrementar la temperatura de boquilla
Tamices embozados 1. Limpiar o sustituir los tamices
8. Análisis de la extrusion: solución de problemas

35
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
Notas

Sede central en Alemania
Centros de producción:
EMEA: Waldkraiburg, GermanyKRAIBURG TPE GmbH & Co. KG
E-mail: [email protected]
AMERICAS: Atlanta, USAKRAIBURG TPE Corporation
E-mail: [email protected]
ASIA PACIFIC: Kuala Lumpur, MalaysiaKRAIBURG TPE TECHNOLOGY (M) SDN.BHD.
E-mail: [email protected]
KRAIBURG TPE está representada mundialmente por fi liales
y distribuidores. www.kraiburg-tpe.com
www.kraiburg-tpe.com
© Copyright 2016 KRAIBURG TPE. Se reserva el derecho a cambios y modifi caciones. KRAIBURG TPE no aume ninguna garantía ni se hace responsable en cualquier cosarelacionada con el uso de esta información. 2|P|TP2|BR|ES|01|01