
ISOBUTILENO INFORME
28
DESINTEGRACIÓN CATALÍTICA PROFUNDA. NUEVO GENERADOR DE OLEFINAS LIGERAS Bases La unidad de desintegración catalítica en lecho fluidizado (FCC) es el proceso más importante así como el más empleado en la conversión de aceite pesado en la refinería moderna. Históricamente la unidad FCC ha operado en modos de máxima gasolina y máximo destilado, dependiendo de las demandas estacionales del producto y el lugar de la refinería. En fechas recientes, con la llegada de los requisitos para gasolina reformulada, cada vez más se ha necesitado que la unidad FCC funcione en el modo de máximas definas. Las isoolefinas ligeras, isobutileno e isoamileno de la unidad de FCC son materiales necesarios para producir los componentes oxigenados (MTBE) y (TAME) para mezclar en la gasolina reformulada. Una mayor demanda de alquilado para satisfacer las necesidades de gasolina reformulada también requiere un aumento en la producción de olefinas ligeras. Al mismo tiempo que se dan estos cambios en la industria de la refinación, la industria petroquímica está experimentando cada vez mayores demandas de propileno para la producción de polipropileno. Casi la mitad del propileno que emplea la industria química se obtiene en refinerías, y el resto proviene de desintegración con vapor.1 El resultado es que está aumentando la demanda de propileno procedente de las unidades
-
Upload
salustria-cabezas-sanchez -
Category
Documents
-
view
260 -
download
0
description
jjjj
Transcript of ISOBUTILENO INFORME
DESINTEGRACIÓN CATALÍTICA PROFUNDA. NUEVO GENERADOR DE
OLEFINAS LIGERAS
Bases
La unidad de desintegración catalítica en lecho fluidizado (FCC) es el proceso más
importante así como el más empleado en la conversión de aceite pesado en la
refinería moderna. Históricamente la unidad FCC ha operado en modos de
máxima gasolina y máximo destilado, dependiendo de las demandas estacionales
del producto y el lugar de la refinería. En fechas recientes, con la llegada de los
requisitos para gasolina reformulada, cada vez más se ha necesitado que la
unidad FCC funcione en el modo de máximas definas. Las isoolefinas ligeras,
isobutileno e isoamileno de la unidad de FCC son materiales necesarios para
producir los componentes oxigenados (MTBE) y (TAME) para mezclar en la
gasolina reformulada. Una mayor demanda de alquilado para satisfacer las
necesidades de gasolina reformulada también requiere un aumento en la
producción de olefinas ligeras.
Al mismo tiempo que se dan estos cambios en la industria de la refinación, la
industria petroquímica está experimentando cada vez mayores demandas de
propileno para la producción de polipropileno.
Casi la mitad del propileno que emplea la industria química se obtiene en
refinerías, y el resto proviene de desintegración con vapor.1 El resultado es que
está aumentando la demanda de propileno procedente de las unidades FCC y
pirólisis. Ya que las unidades de pirólisis producen etileno principalmente, un
proceso catalítico es más adecuado para preparar propilenos y butilenos.
Se espera que la demanda de propileno, tanto para alimentación a la alquilación
como para producir polipropileno, continúe aumentando hasta ya entrado el siglo
xxi. También, se necesitan más isoolefinas para MTBE y TAME. Eso agrega una
considerable demanda en las unidades FCC y pirólisis para poder satisfacer la
demanda. Es obvio que se requiere un proceso de generación de olefinas ligeras
que sea económico para satisfacer las demandas de C3 y C5.
Con esta meta, Stone & Webster ha participado en un convenio con el Research
Institute of Petroeum Processing (RIPP) y Sinopec International, ambos en la

República Popular de China, para otorgar en concesión en forma exclusiva la
tecnología de desintegración catalítica profunda (DCP) fuera de China.
El proceso DCP está totalmente comercializado, en forma parecida a FCC, para
producir olefinas ligeras (C3 - C5) a partir de alimentaciones pesadas, como
gasóleos y residuos parafínicos. La posición de Stone & Webster en la tecnología
FCC y en la desintegración con vapor de agua es un complemento natural de la
tecnología de DCP.
Se han puesto en servicio comercial numerosas unidades de DCP. La tabla 3.2.1
es una lista de todas las unidades de DCP que operan al presente. La figura 3.2.1
muestra la unidad construida en Tailandia, que opera aproximadamente a 18,000
B/D y produce unas 150,000 TM/A de propileno.
Descripción del Proceso
Selectiva una diversidad de alimentaciones y producir olefinas ligeras. El diseño
típico de una unidad tradicional de reactor/regenerador se emplea con un
catalizador cuyas propiedades físicas son parecidas a las del catalizador de FCC.
La unidad DCP puede operarse en uno de dos modos: máximo propileno (tipo 1) y
máximas isoolefinas (tipo II). Cada modo de operación usa un catalizador y
condiciones de operación exclusivos. Los productos de reacción de desintegración
catalítica profunda son olefinas ligeras, gasolina de alto octano, aceite cíclico
ligero, gas seco y coque. También se puede producir una pequeña cantidad de
aceite decantado.
La operación de la desintegración catalítica profunda para máximo propileno (tipo
I) emplea un elevador y desintegración bajo condiciones severas. La operación
para máxima isoolefina (tipo II) usa desintegración en el elevador como una
moderna unidad de FCC, a condiciones un poco más benignas que la operación
tipo I. La figura 3.3.2, un diagrama del proceso DCP tipo I, servirá como base para
describir el proceso. (Nótese que la única diferencia entre los diseños tipo I y tipo II
son un elevador prolongado, con un dispositivo de terminación de elevador arriba
del nivel del lecho del reactor.)
La alimentación fresca se atomiza finamente con vapor de agua y se inyecta al
elevador a través de boquillas de inyección de alimentación FCC patentadas por
Stone & Webster, sobre una fase densa de catalizador. El aceite atomizado se
mezcla íntimamente con el catalizador y se comienza a desintegrar formando
productos más ligeros y más valiosos. En la desintegración catalítica profunda se
requiere un buen sistema de inyección, así como en las operaciones de FCC, para
asegurar una evaporación rápida del aceite y las reacciones selectivas de la
desintegración catalítica.
El vapor de agua al elevador se inyecta justo arriba del punto de inyección de la
alimentación, para suplementar la dispersión de la alimentación y la separación del
vapor, y para obtener una presión parcial de hidrocarburos óptima para el
funcionamiento de la desintegración catalítica profunda. Para inyectar vapor de
agua al elevador se usan boquillas sencillas. (Los consumos de vapor de agua
para la operación de tipo II son menores y pueden no necesitar más boquillas de
inyección de vapor.)
El residuo recirculado se inyecta, si es necesario, justo arriba de las boquillas de
vapor de agua en el elevador. Esta corriente recirculada no se requiere para
aumentar la conversión general, sino más bien para optimizar el balance de calor
de la unidad, porque una buena parte es coque.
En la parte superior del elevador, pasan catalizador, vapor de agua e
hidrocarburos por un terminador del elevador, abajo del lecho del separador. La
conversión de la alimentación a la desintegración catalítica profunda puede
regularse ajustando la altura del lecho de catalizador (espacio velocidad horaria
del peso de hidrocarburos) sobre el distribuidor del elevador, la tasa de circulación
del catalizador y/o la temperatura del reactor. Unos ciclones de alta eficiencia, de
dos etapas, en el separador eliminan el catalizador arrastrado por los vapores del
producto. Los productos, materias inertes, vapor de agua y una pequeña cantidad
de catalizador pasan del reactor al fondo del fraccionador principal, para iniciar la
separación de productos.
La válvula deslizante del catalizador regenerado controla la temperatura del lecho
del reactor, regulando la cantidad de catalizador regenerado caliente que entra al
elevador. Las temperaturas y presiones nominales en el reactor aparecen en la
tabla 3.2.2.
La sección de separación tiene mamparas para formar varias etapas. El vapor de
agua procedente del anillo principal de vapor fluidiza el lecho de catalizador,
desplaza los hidrocarburos arrastrados y separa los hidrocarburos adsorbidos del
catalizador, antes de que entre al sistema de regeneración. Hay un anillo
esponjador con vapor de agua, ubicado en la cabeza inferior del separador, que
mantiene al catalizador bien fluidizado y asegura un flujo uniforme del mismo al
tubo vertical de catalizador agotado. Una alternativa al separador con mamparas
es el uso de empaque para simular etapas.
El catalizador agotado sale del reactor por un tubo vertical inclinado. Unas tomas
de aireación, en secuencia en el tubo vertical, sirven para mantener aireado al
catalizador y sustituir el volumen del gas perdido por compresión. La válvula de
deslizante para el catalizador agotado, cerca del punto donde el tubo vertical entra
al regenerador, mantiene un nivel adecuado en el separador. El nivel del lecho en
el separador se optimiza con respecto a la conversión y a la facilidad de operación
de la unidad.
El catalizador agotado se dispersa dentro del regenerador mediante un
distribuidor, justo arriba de los anillos de aire de combustión. Los anillos de aire de
combustión suministran una distribución uniforme de aire en el lecho del
regenerador, y dan como resultado una buena fluidización y combustión. El
regenerador trabaja en modo de combustión completa, con aproximadamente 2%
en volumen de exceso de oxígeno. Los gases de combustión del regenerador
salen por las dos etapas de ciclones de alta eficiencia del regenerador, que
eliminan el catalizador arrastrado por el gas de combustión. La temperatura típica
de combustión del regenerador es cercana a 700 °C. La presión diferencial entre
el regenerador y el reactor se controla mediante una válvula de corredera para el
gas de combustión.
El catalizador regenerado caliente se retira del regenerador justo abajo del nivel
del lecho y pasa a un pozo de extracción de catalizador. El pozo de extracción

permite que el catalizador se separe bien del aire, hasta tener la densidad en el
tubo vertical de catalizador regenerado, antes de entrar al mismo.
Un pequeño anillo de aire que está en el pozo de extracción sirve para mantener
una buena fluidización
de catalizador. Las tomas de aireación están escalonadas a lo largo del tubo
vertical y reemplazan el
volumen de gas perdido por compresión. El catalizador pasa por la válvula de
deslizamiento para el
catalizador regenerado, que controla la temperatura del reactor al regular la
cantidad de catalizador
caliente que entra a la sección del elevador/separador. Una sección recta vertical
abajo de las boquillas
de alimentación estabiliza el flujo del catalizador y sirve como sello de flujo
inverso, evitando el flujo
inverso de aceite al regenerador.
La sección de recuperación de gases de desintegración catalítica profunda emplea
una baja caída
de presión en el diseño del fraccionador principal, y los condensadores de reflujo
tibio en la salida
condensan las grandes cantidades de vapor que se usan en el convertidor. Se
requiere un compresor
grande de gas húmedo, en relación con el de una unidad FCC, por las grandes
cantidades de gas seco
y de gas licuado de petróleo (LPG). Las columnas de absorción y de separación,
después del compresor
de gas húmedo, se diseñan específicamente para tener una recuperación
aumentada de productos C3
a flujos relativamente pequeños de gasolina. Después del desbutanador y
despropanador tradicionales
para eliminación de contaminantes, se requieren el desetanador y el separador de
compuestos C3 para
producir propileno grado polímero. Para las unidades DCP en complejos
petroquímicos o cerca de ellos,
puede ser interesante una unidad criogénica de recuperación de etileno que use la
tecnología de Sistema
Avanzado de Recuperación (SAR) de Stone & Webster, para recuperar etileno y
esencialmente todo
el propileno. Para una planta petroquímica totalmente nueva, el sistema de
recuperación de gas puede
optimizarse con la tecnología de máxima recuperación de olefina (MRO) de Stone
& Webster, con la
que se ahorra un considerable capital de inversión.
El sistema de gas combustible, después del regenerador del sistema DCP,
requiere las mismas consideraciones
que las que se aplican a un sistema FCC. Consiste de una válvula para gas
combustible,
para controlar la diferencia de presiones entre el reactor y el regenerador, seguida
por una cámara de
orificio. Se recupera el calor con un enfriador de gas de combustión, en forma de
vapor de agua sobrecalentado
y de alta presión. Dependiendo de las especificaciones locales para emisión de
partículas de
material, el sistema puede tener un ciclón de tercera etapa antes de la válvula de
deslizamiento para
gas de combustión, o un precipitador electrostático (PE) antes de la chimenea. Por
las especificaciones
de SOx y NOx. se puede necesitar un lavador de gas de combustión, o un aditivo
de captura de SOx al
catalizador, para reducir las emisiones de SOx y/o un proceso selectivo de
reducción catalítica (RCS)
para eliminar NCK.
Catalizador
La parte más crítica del proceso DCP es el catalizador. Las actividades de
investigación y aplicación
en RIPP han dado como resultado el desarrollo de varios catalizadores
patentados, cada uno con zeolitas
únicas. Todos los catalizadores tienen propiedades físicas parecidas a las de los
catalizadores de
FCC.
El catalizador designado CRP-1 se desarrolló para usarse en la operación de
desintegración catalítica
profunda para máximo propileno (tipo I). El CRP tiene una actividad relativamente
baja, para asegurar
una gran selectividad hacia olefinas y pocas reacciones de transferencia de
hidrógeno. El catalizador
también tiene un alto grado de estabilidad hidrotérmica y baja selectividad hacia el
coque.
Los catalizadores CS-1 y CZ-1 se desarrollaron para producir alta selectividad
hacia isobutileno e
isoamileno y selectividad hacia propileno. También aquí, estos catalizadores son
de baja transferencia
de hidrógeno con buenas propiedades hidrotérmicas y selectividades hacia coque.
Los tres tipos de catalizador son producidos en la actualidad en la instalación de
catalizadores de la Qilu
Petrochemical Company, en China. Stone & Webster tiene proveedores calificados
fuera de ese país.
Alimentación
El proceso DCP se puede aplicar a diversas alimentaciones pesadas para producir
propileno e isoolefinas.
Entre las alimentaciones figuran cera, nafta, gasóleos térmicamente
desintegrados, gasóleos de
vacío, alimentaciones hidrotratadas y aceites residuales. Se prefieren las
alimentaciones parafínicas;
sin embargo, también se han hecho con éxito pruebas en planta piloto con
alimentaciones nafténicas y
aromáticas, aunque los rendimientos de definas son menores, debido a su menor
contenido de hidrógeno.
Condiciones de Operación
En la tabla 3.2.2 se muestra el intervalo de las condiciones de operación típicas
para la operación tipo I
(máximo propileno) y tipo II (máximas isoolefinas). También se indican, como
comparación, condiciones
típicas de los procesos FCC y pirólisis. Se requiere una temperatura de reactor
más alta para el
proceso DCP que para FCC. La temperatura en el reactor DCP tipo II es menos
severa que en el tipo I
para aumentar la selectividad hacia isoolefinas, pero todavía es mayor que en la
desintegración catalítica
en lecho ñuidizado. El uso de vapor de agua para operaciones con DCP es mayor
que para FCC,
pero menor que para pirólisis. Los flujos de circulación del catalizador DCP son
mayores que en las
operaciones FCC, mientras que las temperaturas en el regenerador son similares
o menores.
Rendimiento de Productos
La tabla 3.2.3 contiene los rendimientos típicos de operación DCP con máximo
propileno para un gasóleo

de vacío. Para comparar, también en la tabla 3.2.3 se muestran rendimientos a
máximas olefinas,
para FCC y pirólisis, con la misma alimentación.
El propileno abunda en la corriente de gas LP de DCP, y hay más que en la FCC.
El gas LP de DCP
contiene también una gran cantidad de butilenos, y la fracción de isobutileno en
los butilenos totales es
mayor que en la FCC (28 a 48% en peso, comparado con 17 a 33% en peso).2 La
producción posterior
de MTBE aumenta respecto de operaciones en FCC, por la adición de isobutileno
extra. Estos altos
rendimientos de olefina se alcanzan sobredesintegrando selectivamente la nafta.
En el proceso DCP tipo I se producen grandes cantidades de gas seco, por la alta
temperatura en el
elevador. El gas seco de la desintegración catalítica profunda es etileno, que se
puede recuperar para ventas de reactivos. Sin embargo, en la operación de
desintegración catalítica profunda se obtiene menos gas
seco, y más gas LP que en la desintegración con vapor de agua. El producto
principal del proceso de
DCP es propileno, mientras que el etileno es el principal componente en la
desintegración con vapor.
(La desintegración con vapor de agua es una reacción térmica, mientras que la
DCP es principalmente
catalítica.)
Debido a la alta conversión, los productos líquidos C5+ en la desintegración
catalítica son muy aromáticos.
En consecuencia, los octanos de la nafta DCP son muy altos. Para esta tabla de
rendimientos se
midieron un octanos claro (ROIP) de 84.7, y octano de investigación claro (ROIP)
de 99.3.3 La nafta de
DCP C5+ tiene más de 25% en peso de benceno, tolueno y xileno (BTX), y es un
buen candidato para
la producción de BTX. Debido al alto contenido de diolefinas, suele necesitarse
hidrotratamiento selectivo.
Éste puede hacerse sin perder octano. La producción de coque es algo mayor que
en la operación
con FCC. El mayor calor de reacción necesario para la conversión de la
alimentación en productos de
DCP, y la mayor temperatura del elevador, contribuyen al rendimiento del coque.
La sensibilidad del rendimiento a olefinas para tres tipos de gasóleo de vacío se
muestra en la tabla
3.2.4. El gasóleo de vacío (GOV) de Daqing es muy parafínico. El ligero de Arabia
es moderadamente
aromático, mientras que el de Irán es muy aromático. Los rendimientos de
propileno y butileno son muy
altos para alimentaciones parafínicas y disminuyen para las alimentaciones más
aromáticas. Los datos
fueron generados en la unidad piloto de RIPP, de 2 barriles por día (BPD) de
desintegración catalítica
profunda, pero se han verificado en gran escala.

Máxima isoolefina con DCP (tipo II)
Los rendimientos de desintegración catalítica profunda se muestran en la tabla
3.2.5. Se obtienen grandes
rendimientos de olefina sobredesintegrando la nafta a condiciones menos severas
que para el tipo I.
La alta selectividad hacia olefinas indica tasas muy bajas de transferencia de
hidrógeno. En la tabla
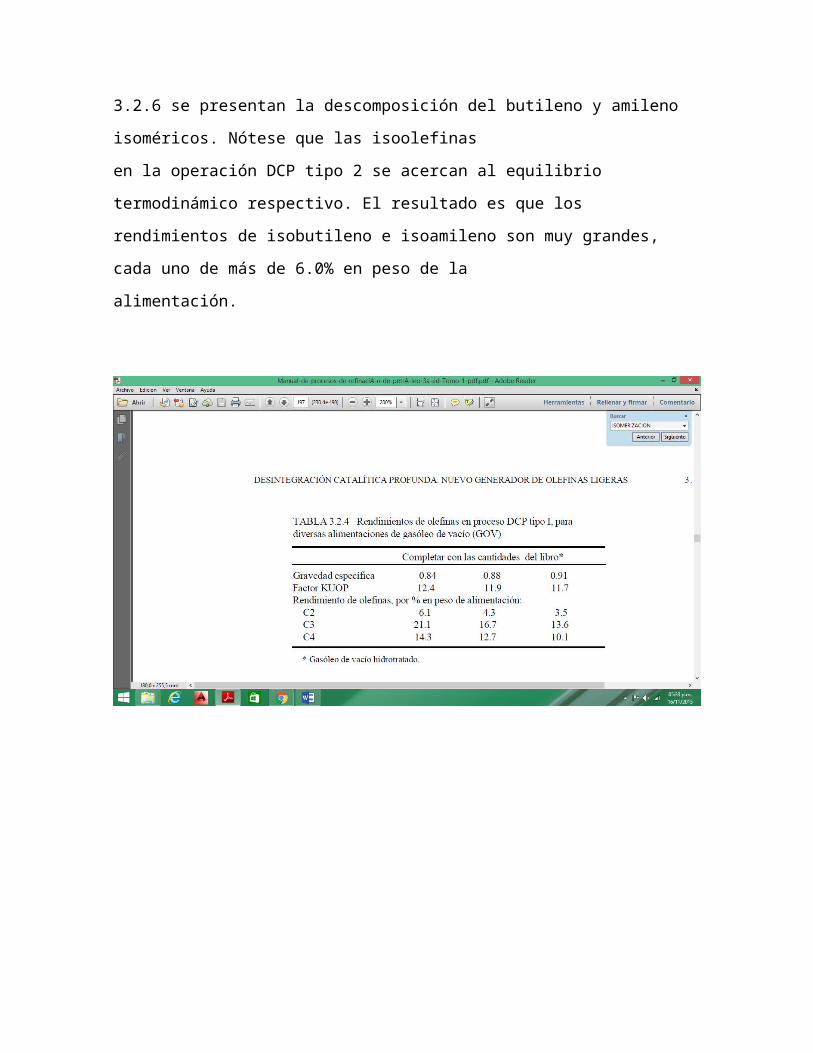
3.2.6 se presentan la descomposición del butileno y amileno isoméricos. Nótese
que las isoolefinas
en la operación DCP tipo 2 se acercan al equilibrio termodinámico respectivo. El
resultado es que los
rendimientos de isobutileno e isoamileno son muy grandes, cada uno de más de
6.0% en peso de la
alimentación.

PROCESO OLEFLEX DE UOP PARA PRODUCCIÓN DE OLEFINAS LIGERAS
Introducción
El proceso Oleflex UOP es una tecnología de deshidrogenación catalítica para
producir definas
ligeras a partir de las parafinas correspondientes. Una unidad Oleflex puede
deshidrogenar propano,
isobutano, butano normal o isopentano, por separado o en mezcla, que abarquen
dos hidrocarburos
sucesivos. Este proceso fue comercializado en 1990, y para 2002 se produjeron
más de 1,250,0000
toneladas métricas por año de propileno y más de 2,800,000 TMA de isobutileno,
en unidades Oleflex
en todo el mundo.
Descripción del Proceso

El proceso Oleflex de UOP se describe mejor separando la tecnología en tres
distintas secciones:
• Sección del reactor.
• Sección de recuperación del catalizador.
• Sección de regeneración del catalizador.
Seccion de reacción
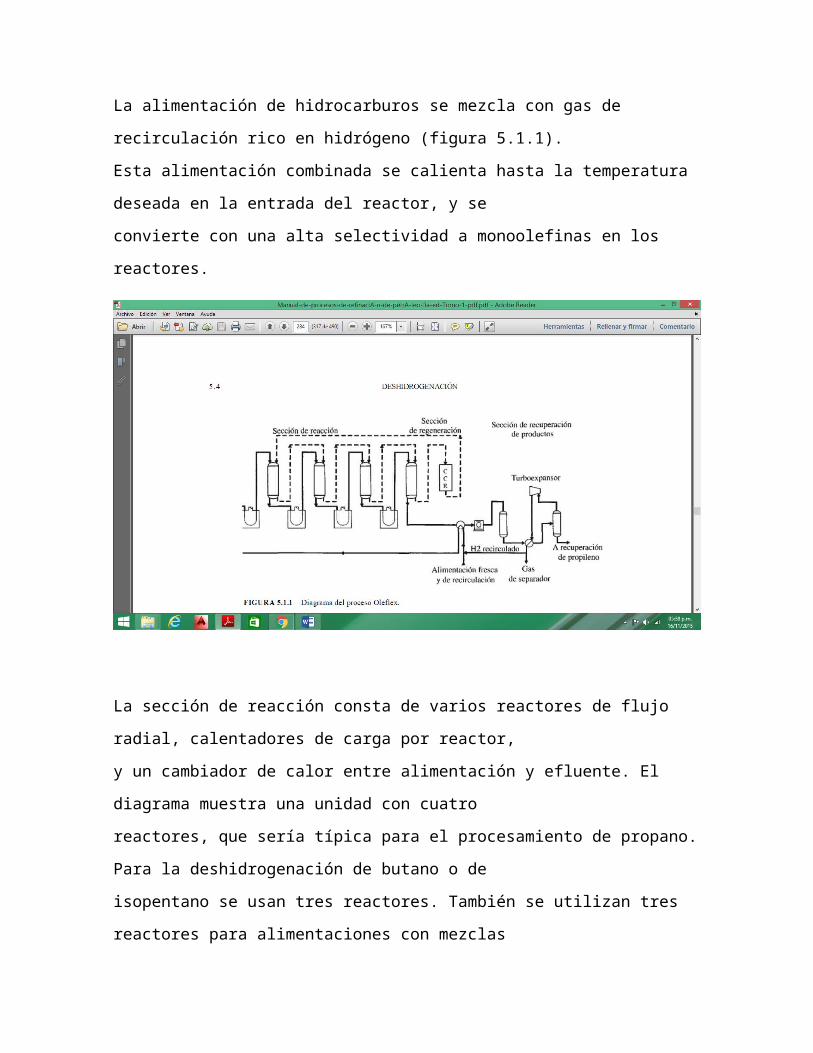
La alimentación de hidrocarburos se mezcla con gas de recirculación rico en
hidrógeno (figura 5.1.1).
Esta alimentación combinada se calienta hasta la temperatura deseada en la
entrada del reactor, y se
convierte con una alta selectividad a monoolefinas en los reactores.
La sección de reacción consta de varios reactores de flujo radial, calentadores de
carga por reactor,
y un cambiador de calor entre alimentación y efluente. El diagrama muestra una
unidad con cuatro
reactores, que sería típica para el procesamiento de propano. Para la
deshidrogenación de butano o de
isopentano se usan tres reactores. También se utilizan tres reactores para
alimentaciones con mezclas
de C3 y C4, o de C4 y C5.
Como la reacción es endotérmica, la conversión se mantiene suministrando calor
en los calentadores.
El efluente sale del último reactor, intercambia calor con la alimentación
combinada y se envía a la
sección de recuperación de productos.
Sección de recuperación de productos
También en la figura 5.1.1 se ve una sección simplificada de recuperación de
productos. El efluente del
reactor se enfría, comprime, seca y se envía a un sistema criogénico de
separación. Los secadores tienen
dos funciones: 1) eliminar trazas de agua formada en la regeneración del
catalizador, y 2) eliminar
sulfuro de hidrógeno. El efluente tratado se condensa en forma parcial, en el
sistema de separación en
frío, y se envía a un separador.
De la sección Oleflex de recuperación de producto salen dos productos: gas y
líquido del separador.
El gas del separador frío a alta presión se expande y divide en dos corrientes: gas
de recirculación y gas.
Este gas se recupera como hidrógeno con 90 a 93% de pureza. Las impurezas en
el hidrógeno producido

consisten principalmente de metano y etano. El líquido del separador, formado
principalmente por la
olefina producida y las parafinas no convertidas, se envía al procesamiento
posterior.
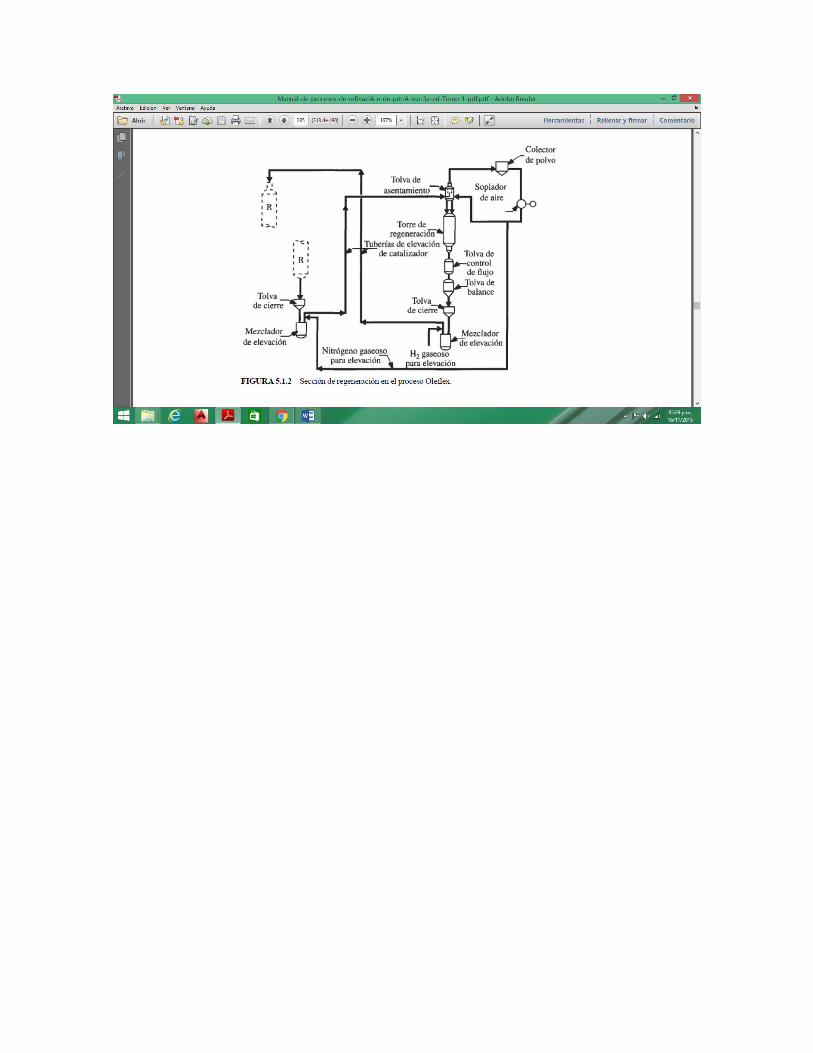
Sección de regeneración del catalizador
La sección de regeneración, que se ve en la figura 5.1.2, es parecida a la de la
unidad CCR del proceso
Platforming de CCR. Esta unidad CCR tiene cuatro funciones:
• Quema el coque en el catalizador.
• Redistribuye el platino.
• Elimina el exceso de humedad.
• Reduce al catalizador, antes de regresarlo a los reactores.
El lecho de catalizador, en movimiento lento, se transporta por un circuito que
pasa por los reactores
y el regenerador. El tiempo de circulación por el circuito se puede ajustar dentro de
amplios límites,
pero en el caso típico es de 5 a 10 días, dependiendo de la severidad de
operación del proceso Oleflex
y de la necesidad de regeneración. La sección de regeneración puede
almacenarlo durante algún tiempo
sin interrumpir el proceso de deshidrogenación catalítica en las secciones de
reacción y recuperación.
ISOMERIZACIÓN DE OLEFINAS CON EL PROCESO UOP
Introducción
UOP ha desarrollado catalizadores y tecnologías para la isomerización de olefinas,
utilizados principalmente
en las plantas de éteres donde se desea producir metil-terbutil-éter (MTBE) o etil-
teramiléter
(TAME). Estos éteres son producto de las reacción de iso-olefinas, al tiempo que
las olefinas
normales no son reactivas. La isomerización de olefinas incrementa la producción
de éter significativamente,
puesto que la alimentación suele tener más wC4= que f'C4=.
Aunque aquí se presenta como parte de una planta de éteres, la isomerización de
olefinas de UOP
se puede utilizar en otras aplicaciones en las que se necesite o desee la
conversión de olefinas normales
a olefinas ramificadas.
La idea de una isomerización estructural de olefinas normales a iso-olefinas no es
nueva. Durante
la década de los años 60, los científicos de UOP, entre otros, trabajaron en el
desarrollo de catalizadores
basados en alúmina clorada. No obstante, estos catalizadores no resultaban útiles
porque mostraban
poca estabilidad y selectividad. La mayor necesidad de oxigenados ha aumentado
la demanda del
isobutileno e isoamileno para producir éter. En 1989, UOP comenzó de manera
activa con sus investigaciones
para desarrollar un catalizador que llevara a cabo la isomerización estructural de
olefinas.
La demanda por este producto vino en un momento muy oportuno, debido al
surgimiento de un buen

número de materiales catalíticos nuevos. El desafío era desarrollar un catalizador
con alta selectividad
y estabilidad. Con su gran experiencia en el desarrollo de materiales nuevos, UOP
generó un catalizador
patentado con capacidad para realizar la isomerización estructural de olefinas
normales ligeras. El
catalizador fue mejorado y posteriormente fabricado con éxito en una corrida de
prueba de escala
comercial.
Descripción del proceso butesom
El proceso Butesom* es el proceso de isomerización de olefinas C4 de UOP.
Isomeriza los butenos
normales a isobutilenos, los cuales posteriormente pueden ser convertidos
en MTBE.
La unidad Butesom opera en modo de reciclo y en combinación con alguna unidad
de éter, tal como el
proceso Ethermax de UOP (capítulo 13.2), para producir MTBE.
El esquema de flujo Butesom-Ethermax fue diseñado para procesar corrientes
ricas en olefinas C4 y
bajas en parafinas. Estas corrientes se encuentran disponibles de los
desintegradores con vapor de
nafta. En estos casos, el raimado suele ser un producto de relativamente bajo
valor, debido a que no se
dispone de otros procesos de conversión. La utilización de olefinas para la
producción de MTBE en
estas circunstancias normalmente es menor a 30 por ciento. El esquema de flujo
Butesom-Ethermax
aumenta la utilización de olefinas hasta 80 por ciento.
La alimentación proveniente de la unidad FCC contiene una concentración
elevada de C4 saturados,
que no suele ser adecuado para la unidad Butesom. La razón principal por la que
esta unidad es más
eficaz con alimentaciones de alto contenido olefínico es que la conversión de
buteno normal a isobutileno
se encuentra limitada por un equilibrio de 40 a 50 por ciento, bajo condiciones de
operación
normales. De este modo, se utiliza reciclo con el fin de obtener una mayor
conversión total de n-buteno,
por encima del límite de equilibrio. No obstante, las grandes concentraciones de
parafina presentes en
la alimentación proveniente de la FCCU necesita una purga considerable en el de
reciclo para eliminar
las parafinas. La purga del reciclo elimina los butenos del flujo, reduce la
disponibilidad de butenos
convertibles en MTBE.
Diagrama de flujo del proceso Butesom
La figura 13.3.3 muestra un diagrama de flujo Butesom simplificado. Esta sencilla
unidad utiliza un
catalizador basado en un tamiz molecular y reactores alternos. El efluente
Ethermax pasa por un cambiador
de calor alimentación y por un calentador a fuego directo antes de entrar a uno de
los reactores
Butesom de lecho fijo. Los reactores operan de modo alternado, uno en línea y el
otro en regeneración.
El efluente del reactor se intercambia calor con la alimentación fresca en el
cambiador mencionado y
luego se enfria, se comprime y condensa en el sistema de compresión del
efluente. Posteriormente, se
regresa el líquido a la unidad Ethermax para convertirlo en MTBE.
La pequeña cantidad de ligeros que se producen en la unidad Butesom se
eliminan en la unidad
Ethermax.
Sección de regeneración
A diferencia del catalizador de isomerización estructural de C5 de UOP, todos los
catalizadores de
isomerización estructural de C4 cuentan con estabilidad limitada y necesitan de
regeneración frecuente.
Durante el ciclo, el proceso sufre una acumulación progresiva de coque en el
catalizador. Si el ciclo se
prolonga considerablemente sin regenerar el catalizador, los depósitos de coque
causarán una disminución
progresiva en su desempeño. Por lo tanto, la etapa de regeneración es
sumamente importante
para la economía general del proceso. El proceso Butesom ofrece un sistema de
regeneración sencillo
y económico. La regeneración consiste en una simple combustión de carbón para
eliminar el coque del
catalizador. Gracias a que la combustión se lleva a cabo en el reactor, se necesita
de menos equipo de
regeneración. En consecuencia, se eliminan los problemas ocasionados tanto por
las válvulas como por
la manutención, ambos relacionados con el movimiento del catalizador. La
secuencia regenerativa se
lleva a cabo del siguiente modo:
• Aislamiento del reactor.
• Evacuación y aumento de presión con N2.
• Quema de carbón.

• Evacuación y aumento de presión con N2.
• Reactor en línea.
Las etapas de evacuación y aumento de presión se logran mediante la acción de
un eyector de
vapor de una sola etapa. El uso del gas de purga se reduce con el diseño de un
sistema que permite
que sólo el reactor requiera de los pasos de evacuación y purga. La combustión
del carbón es la única
etapa de regeneración necesaria para restaurar la actividad del catalizador; el
catalizador no utiliza
promotores ni activadores especiales.
La combustión del carbón se controla mediante la sencilla acción de regular
el contenido de
oxígeno y la temperatura de la zona de combustión. Se utiliza aire como fuente de
oxígeno. No se
necesitan secadoras costosas ni servicios especiales.
EXPERIENCIA COMERCIAL
Los procesos Butesom y Pentesom se concesionan comercialmente. Los sistemas
de catalizadores utilizados
en estos procesos tardaron casi cinco años en desarrollarse. Las pruebas de
planta piloto incluyeron
estudios de variables de proceso, así como de contaminantes. El catalizador se
puso a prueba en
condiciones comerciales y se expuso a varios procesos de regeneración. Se llevó
a cabo una prueba de
producción comercial de manera exitosa. Las condiciones del equipo y la
operación de ambos procesos
se encontraron dentro de los límites ingenieriles normales de las refinerías. Los
modelos Butesom y
Pentesom se benefician del conocimiento adquirido durante estas operaciones
comerciales, así como de
la experiencia obtenida a lo largo de más de 80 años de comercialización de
procesos.


















