JAMON CURADO 1. DESCRIPCIÓN DEL PRODUCTO … · JAMON CURADO 1. DESCRIPCIÓN DEL PRODUCTO NOMBRE:...
22
JAMON CURADO 1. DESCRIPCIÓN DEL PRODUCTO NOMBRE: Jamón curado CARACTERISTICAS Y PARAMÉTROS: Producto elaborado con las extremidades posteriores del cerdo, que han sido sometidos a un tratamiento de salazón, desecación y maduración; mediante los cuales adquieren las características organolépticas propias y una buena conservación. Peso aproximado: 12 kg • Aditivos: 2% de sal gorda nitrificada (0.5%nitratos-nitritos/sal) • Aw = 0.85 • pH = 5.8 • UTILIZACIÓN PREVISTA: Consumo directo SISTEMA DE ENVASADO: Ninguno VIDA ÚTIL: Hasta 30 meses (incluidos los 14 meses de maduración) COMERCIALIZACIÓN: Al por mayor en grandes superficies y establecimientos minoristas INFORMACIÓN DEL ETIQUETADO: Nombre del productor, recomendaciones de consumo y certificado de calidad. CARACTERÍSTICAS DE DISTRIBUCIÓN: Sin especificar ya que es estable a temperatura ambiente. DIAGRAMA DE FLUJO Etapa Identificación de Peligro Riesgo Significativo Medidas Preventivas PCC 1.Recepción del pernil Biológico: Si 1
Transcript of JAMON CURADO 1. DESCRIPCIÓN DEL PRODUCTO … · JAMON CURADO 1. DESCRIPCIÓN DEL PRODUCTO NOMBRE:...
JAMON CURADO
1. DESCRIPCIÓN DEL PRODUCTO
NOMBRE:
Jamón curado
CARACTERISTICAS Y PARAMÉTROS:
Producto elaborado con las extremidades posteriores del cerdo, que han sido sometidos a un tratamiento desalazón, desecación y maduración; mediante los cuales adquieren las características organolépticas propias yuna buena conservación.
Peso aproximado: 12 kg• Aditivos: 2% de sal gorda nitrificada (0.5%nitratos−nitritos/sal)• Aw = 0.85• pH = 5.8•
UTILIZACIÓN PREVISTA:
Consumo directo
SISTEMA DE ENVASADO:
Ninguno
VIDA ÚTIL:
Hasta 30 meses (incluidos los 14 meses de maduración)
COMERCIALIZACIÓN:
Al por mayor en grandes superficies y establecimientos minoristas
INFORMACIÓN DEL ETIQUETADO:
Nombre del productor, recomendaciones de consumo y certificado de calidad.
CARACTERÍSTICAS DE DISTRIBUCIÓN:
Sin especificar ya que es estable a temperatura ambiente.
DIAGRAMA DE FLUJO
EtapaIdentificación de Peligro
RiesgoSignificativo
Medidas Preventivas PCC
1.Recepción del pernil Biológico: Si
1
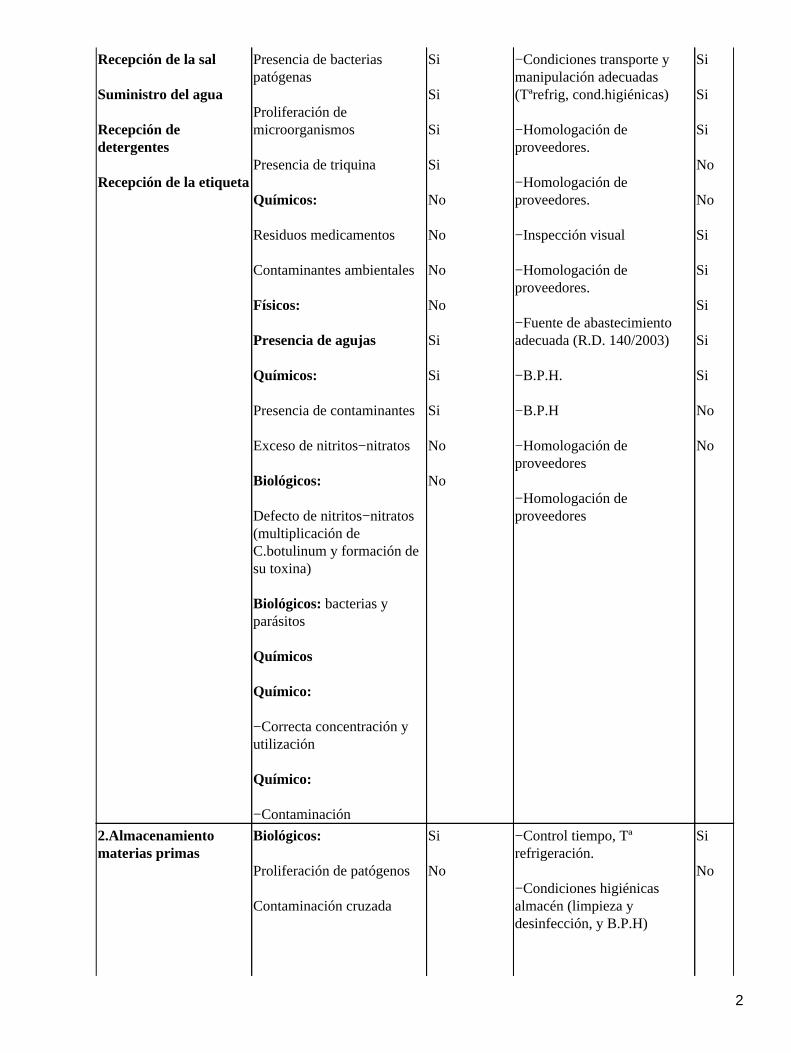
Recepción de la sal
Suministro del agua
Recepción dedetergentes
Recepción de la etiqueta
Presencia de bacteriaspatógenas
Proliferación demicroorganismos
Presencia de triquina
Químicos:
Residuos medicamentos
Contaminantes ambientales
Físicos:
Presencia de agujas
Químicos:
Presencia de contaminantes
Exceso de nitritos−nitratos
Biológicos:
Defecto de nitritos−nitratos(multiplicación deC.botulinum y formación desu toxina)
Biológicos: bacterias yparásitos
Químicos
Químico:
−Correcta concentración yutilización
Químico:
−Contaminación
Si
Si
Si
Si
No
No
No
No
Si
Si
Si
No
No
−Condiciones transporte ymanipulación adecuadas(Tªrefrig, cond.higiénicas)
−Homologación deproveedores.
−Homologación deproveedores.
−Inspección visual
−Homologación deproveedores.
−Fuente de abastecimientoadecuada (R.D. 140/2003)
−B.P.H.
−B.P.H
−Homologación deproveedores
−Homologación deproveedores
Si
Si
Si
No
No
Si
Si
Si
Si
Si
No
No
2.Almacenamientomaterias primas
Biológicos:
Proliferación de patógenos
Contaminación cruzada
Si
No
−Control tiempo, Tªrefrigeración.
−Condiciones higiénicasalmacén (limpieza ydesinfección, y B.P.H)
Si
No
2
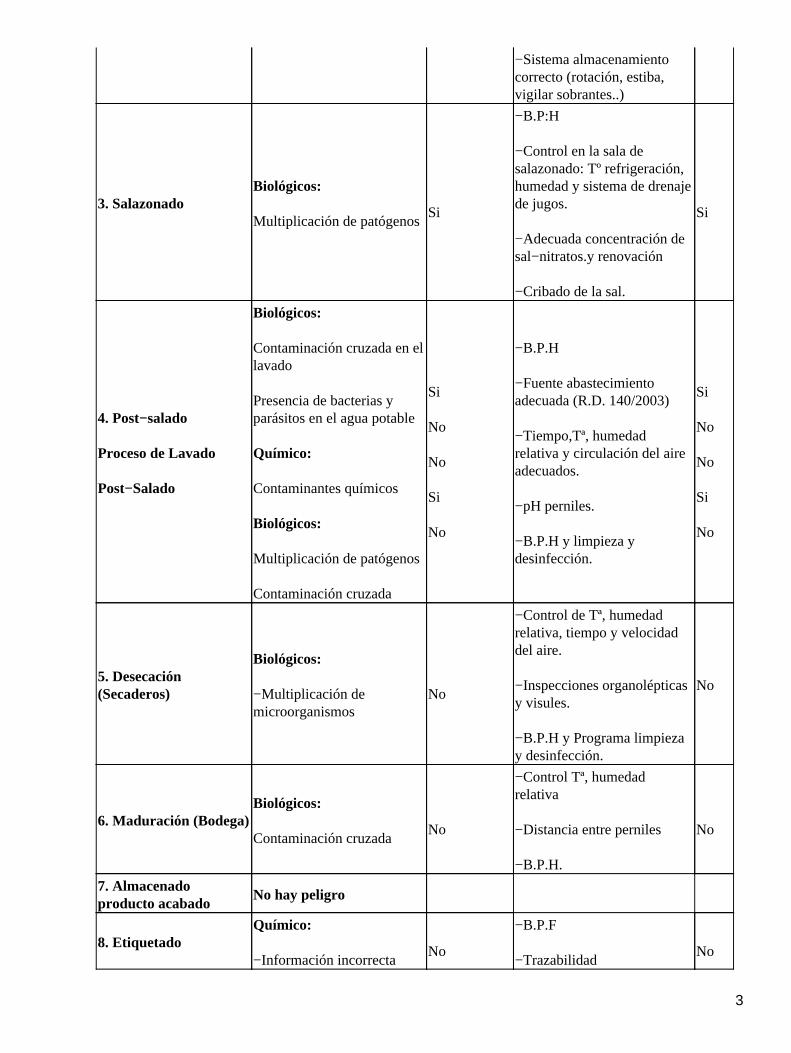
−Sistema almacenamientocorrecto (rotación, estiba,vigilar sobrantes..)
3. SalazonadoBiológicos:
Multiplicación de patógenosSi
−B.P:H
−Control en la sala desalazonado: Tº refrigeración,humedad y sistema de drenajede jugos.
−Adecuada concentración desal−nitratos.y renovación
−Cribado de la sal.
Si
4. Post−salado
Proceso de Lavado
Post−Salado
Biológicos:
Contaminación cruzada en ellavado
Presencia de bacterias yparásitos en el agua potable
Químico:
Contaminantes químicos
Biológicos:
Multiplicación de patógenos
Contaminación cruzada
Si
No
No
Si
No
−B.P.H
−Fuente abastecimientoadecuada (R.D. 140/2003)
−Tiempo,Tª, humedadrelativa y circulación del aireadecuados.
−pH perniles.
−B.P.H y limpieza ydesinfección.
Si
No
No
Si
No
5. Desecación(Secaderos)
Biológicos:
−Multiplicación demicroorganismos
No
−Control de Tª, humedadrelativa, tiempo y velocidaddel aire.
−Inspecciones organolépticasy visules.
−B.P.H y Programa limpiezay desinfección.
No
6. Maduración (Bodega)Biológicos:
Contaminación cruzadaNo
−Control Tª, humedadrelativa
−Distancia entre perniles
−B.P.H.
No
7. Almacenadoproducto acabado
No hay peligro
8. EtiquetadoQuímico:
−Información incorrectaNo
−B.P.F
−TrazabilidadNo
3
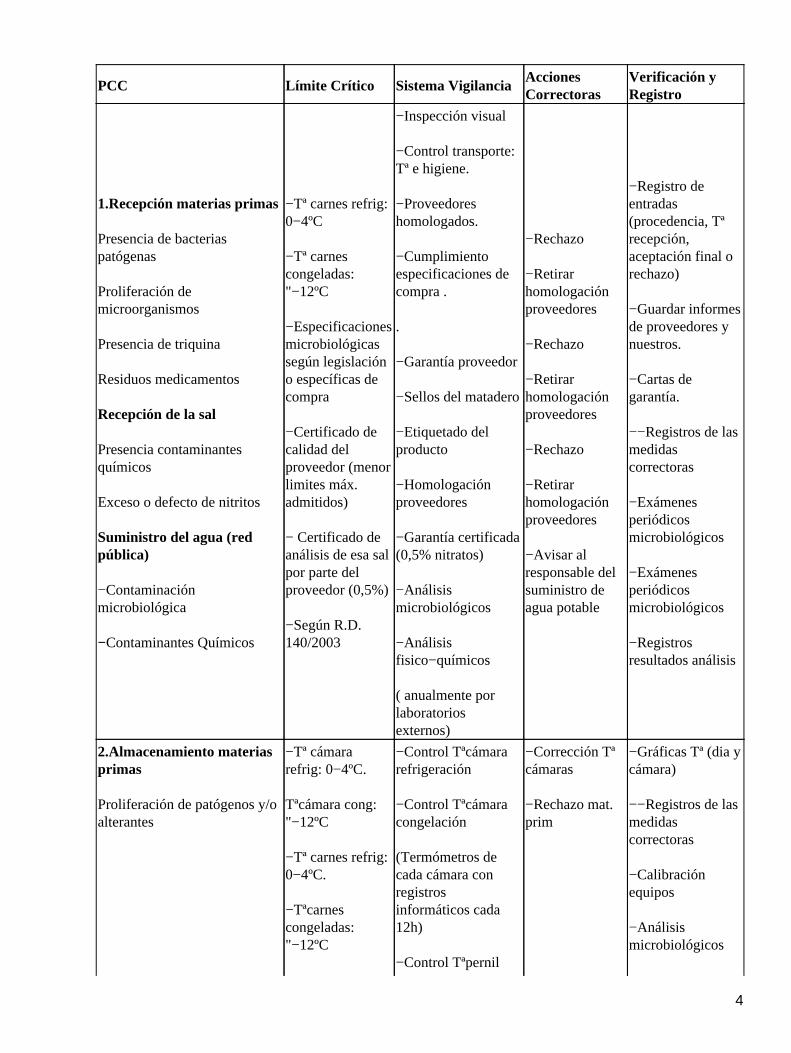
PCC Límite Crítico Sistema VigilanciaAccionesCorrectoras
Verificación yRegistro
1.Recepción materias primas
Presencia de bacteriaspatógenas
Proliferación demicroorganismos
Presencia de triquina
Residuos medicamentos
Recepción de la sal
Presencia contaminantesquímicos
Exceso o defecto de nitritos
Suministro del agua (redpública)
−Contaminaciónmicrobiológica
−Contaminantes Químicos
−Tª carnes refrig:0−4ºC
−Tª carnescongeladas:"−12ºC
−Especificacionesmicrobiológicassegún legislacióno específicas decompra
−Certificado decalidad delproveedor (menorlimites máx.admitidos)
− Certificado deanálisis de esa salpor parte delproveedor (0,5%)
−Según R.D.140/2003
−Inspección visual
−Control transporte:Tª e higiene.
−Proveedoreshomologados.
−Cumplimientoespecificaciones decompra .
.
−Garantía proveedor
−Sellos del matadero
−Etiquetado delproducto
−Homologaciónproveedores
−Garantía certificada(0,5% nitratos)
−Análisismicrobiológicos
−Análisisfisico−químicos
( anualmente porlaboratoriosexternos)
−Rechazo
−Retirarhomologaciónproveedores
−Rechazo
−Retirarhomologaciónproveedores
−Rechazo
−Retirarhomologaciónproveedores
−Avisar alresponsable delsuministro deagua potable
−Registro deentradas(procedencia, Tªrecepción,aceptación final orechazo)
−Guardar informesde proveedores ynuestros.
−Cartas degarantía.
−−Registros de lasmedidascorrectoras
−Exámenesperiódicosmicrobiológicos
−Exámenesperiódicosmicrobiológicos
−Registrosresultados análisis
2.Almacenamiento materiasprimas
Proliferación de patógenos y/oalterantes
−Tª cámararefrig: 0−4ºC.
Tªcámara cong:"−12ºC
−Tª carnes refrig:0−4ºC.
−Tªcarnescongeladas:"−12ºC
−Control Tªcámararefrigeración
−Control Tªcámaracongelación
(Termómetros decada cámara conregistrosinformáticos cada12h)
−Control Tªpernil
−Corrección Tªcámaras
−Rechazo mat.prim
−Gráficas Tª (dia ycámara)
−−Registros de lasmedidascorrectoras
−Calibraciónequipos
−Análisismicrobiológicos
4
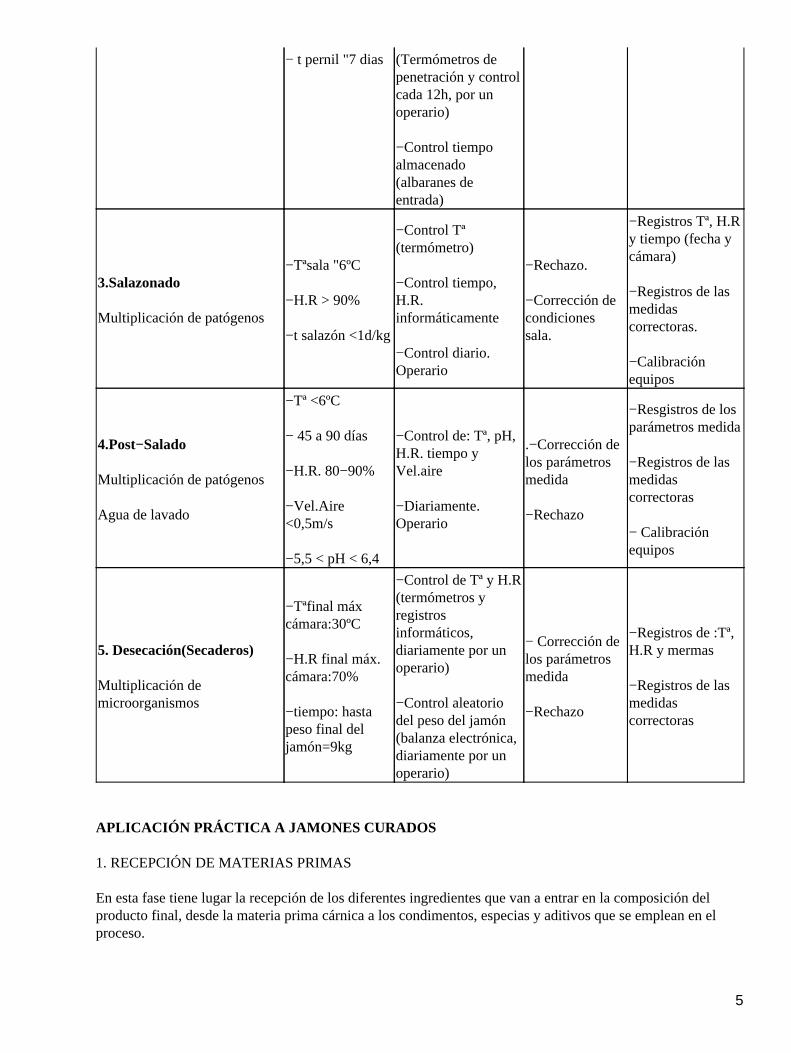
− t pernil "7 dias (Termómetros depenetración y controlcada 12h, por unoperario)
−Control tiempoalmacenado(albaranes deentrada)
3.Salazonado
Multiplicación de patógenos
−Tªsala "6ºC
−H.R > 90%
−t salazón <1d/kg
−Control Tª(termómetro)
−Control tiempo,H.R.informáticamente
−Control diario.Operario
−Rechazo.
−Corrección decondicionessala.
−Registros Tª, H.Ry tiempo (fecha ycámara)
−Registros de lasmedidascorrectoras.
−Calibraciónequipos
4.Post−Salado
Multiplicación de patógenos
Agua de lavado
−Tª <6ºC
− 45 a 90 días
−H.R. 80−90%
−Vel.Aire<0,5m/s
−5,5 < pH < 6,4
−Control de: Tª, pH,H.R. tiempo yVel.aire
−Diariamente.Operario
.−Corrección delos parámetrosmedida
−Rechazo
−Resgistros de losparámetros medida
−Registros de lasmedidascorrectoras
− Calibraciónequipos
5. Desecación(Secaderos)
Multiplicación demicroorganismos
−Tªfinal máxcámara:30ºC
−H.R final máx.cámara:70%
−tiempo: hastapeso final deljamón=9kg
−Control de Tª y H.R(termómetros yregistrosinformáticos,diariamente por unoperario)
−Control aleatoriodel peso del jamón(balanza electrónica,diariamente por unoperario)
− Corrección delos parámetrosmedida
−Rechazo
−Registros de :Tª,H.R y mermas
−Registros de lasmedidascorrectoras
APLICACIÓN PRÁCTICA A JAMONES CURADOS
1. RECEPCIÓN DE MATERIAS PRIMAS
En esta fase tiene lugar la recepción de los diferentes ingredientes que van a entrar en la composición delproducto final, desde la materia prima cárnica a los condimentos, especias y aditivos que se emplean en elproceso.
5
Se incluye en esta fase el suministro de agua, que debe ser potable para permitir su empleo en la elaboraciónde los productos, y en la limpieza general de las instalaciones.
Identificación de Peligros:
El peligro fundamental de esta fase es la aceptación de materias primas o ingredientes que, por no estar en lasdebidas condiciones de frescura o sanitarias, puedan suponer un peligro para la salubridad del producto delque formarán parte.
Puede que la calidad inicial de las materias primas no sea aceptable, o que hayan sido manejadas ytransportadas en condiciones inadecuadas, de forma que al llegar a la industria no se encuentren en las debidascondiciones higiénicas.
En los perniles el peligro sanitario está constituido por la contaminación con microorganismos patógenos talescomo Salmonella sp., Escherichia coli O 157:H7, Listeria monocitogenes, Staphylococcus aureus yClostridium botulimun que pueden contaminar el pernil durante el proceso de obtención en el matadero y/odurante su transporte al secadero. O bien la proliferación de microorganismos alterantes como Pseudomonassp., Acinetobacter sp., Moraxella sp., y otros psicrótrofos que pueden contaminar la carne durante el procesode obtención.
Pueden existir peligros químicos tales como residuos de antibióticos y hormonas.
La sal y los adyuvantes del curado generalmente no plantean peligro de contaminación microbiana, peropueden tener problemas por contaminantes químicos por lo que deben estar provistos de un certificado depureza, que garantice también la adecuada cantidad de nitritos (inhibidor de C.botulinum).
En el caso del suministro de agua, el riesgo es que suponga una vía de contaminación para las materiasprimas, instalaciones, útiles, equipos o productos terminados.
Medidas Preventivas:
1.− Homologación de proveedores:
Con ello pretendemos garantizar la calidad de las materias primas que adquirimos en nuestra empresa;confiando en aquellos proveedores que nos han distribuido con buenos resultados desde hace tiempo.
Pero antes de homologar a un nuevo proveedor hemos tenido un conocimiento lo más completo posible delmismo, de forma que podamos valorar si nos va a poder suministrar los productos con una calidad acorde anuestras especificaciones.
Esta valoración la hemos realizado a partir de la visita a las instalaciones del proveedor, observando lasgarantías sanitarias que aporta, el sistema de control de calidad que tiene implantado, etc.
Y una vez homologado un proveedor, vamos a comprobar el grado de cumplimiento de las especificacionesde compra establecidas, a través del seguimiento de las materias primas suministradas.
Así conoceremos la necesidad de un mayor o menor control de las partidas recibidas de ese proveedor y, en elcaso de que se den incumplimientos repetidos, proceder a su deshomologación.
2.− Condiciones de transporte: higiene adecuada
Para evitar riesgos microbiológicos debemos asegurarnos de que el transporte de las materias primas se realiza
6
en condiciones higiénicas adecuadas
Así, por ejemplo, en el caso de las carnes deben respetarse las temperaturas de transporte legalmenteestablecidas.
3.− Uso de agua potable
El agua usada ha de ser siempre potable. Y de no ser así habrá que proceder a su cloración.
Únicamente se puede emplear agua no potable de forma excepcional para producir vapor, extinción deincendios o refrigeración, tal como se contempla en el anexo 3.
Límite Crítico de cada PCC:
Las materias primas tienen que cumplir las normas microbiológicas establecidas por la legislación o, en sucaso, las fijadas en las especificaciones de compra, nunca menos estrictas que las legalmente establecidas.
Uno de los elementos objetivos que debe emplearse en esta fase es la aplicación de la temperatura detransporte exigida por la legislación:
* 0−4 ºC para las carnes refrigeradas de animales de abasto.
* −12 ºC para las carnes congeladas.
Las características microbiológicas y físico−químicas que debe tener el agua empleada en la industriaalimentaria, están recogidas en el R.D. 140/2003 de 7 febrero.
Se utilizará un 2% de sal gorda nitrificada (0,5% nitritos−nitratos en sal)
Sistema de vigilancia:
En la recepción de cada partida se realizará mediante inspección visual, una verificación de que lascondiciones higiénicas y de estiba han sido las adecuadas, y que no ha habido transporte junto a productosincompatibles.
En nuestro caso debemos inspeccionar los registros de los gráficos de la temperatura del transporte paranuestra materia prima.
Así como comprobar que las mercancías proceden de proveedores homologados y que cumplen lasespecificaciones de compra previamente establecidas.
Debemos realizar análisis microbiológicos periódicos de las materias primas e ingredientes para conocer elestado higiénico−sanitario de los las partidas que nos llegan, siendo la propia empresa quién determine lafrecuencia de los mismos y sobre el proveedor al que deben realizarse.
La potabilidad del agua debe controlarse mediante análisis microbiológicos y físico−químicos, tal como serecoge en el R.D. 140/2003.
En los casos en que la cloración sea necesaria (agua de pozo, aguas superficiales ó aguas de la red condepósitos intermedios), se utilizará una alarma de cloro para detectar si se está verificando la cloración.
Acciones Correctoras:
7
Si comprobamos que las materias primas recibidas no se encuentran en las condiciones óptimas, deberemosproceder a un rechazo de los mismos y a un posible rechazo del proveedor correspondiente.
Si el agua presenta unos valores que exceden los límites establecidos, bien cambiamos la fuente deabastecimiento o bien modificamos el punto de toma hasta conocer y corregir las causas de alteración.
Verificación y Registros:
Se realizará un registro de entradas, donde para cada partida se hará constar la procedencia, la temperatura derecepción y la aceptación final o rechazo de la misma, así como otras anotaciones que se considerenoportunas.
Se guardarán los informes de los resultados analíticos realizados en las materias primas y agua, así como losaportados por los proveedores en su caso, y las cartas de garantía, es decir, todo aquello que sirva deconstatación de que las medidas preventivas se han llevado a cabo.
Todas las medidas correctoras adoptadas deben quedar documentadas y registradas.
2. ALMACENAMIENTO DE MATERIAS PRIMAS.
En esta fase, tras la recepción de las materias primas, se procede a su almacenamiento en los localesadecuados, hasta el momento de su procesamiento.
Identificación de Peligros:
El mayor peligro es que un inadecuado almacenamiento de las materias primas origine la alteración ocontaminación microbiológica de las mismas.
En el caso de los perniles, presenta el peligro de proliferación de patógenos y/o alterantes cuando latemperatura de almacenamiento es superior a la refrigeración/congelación, o cuando tiene una duraciónprolongada. El peligro fundamental durante el almacenamiento es la proliferación de microorganismospsicrótrofos: Pseudomonas que originan la alteración denominada limosidad superficial, formación ensuperficie de capa pegajosa llamada limo constituida por bacterias y mucosidad generada por ellas., y ademásla presencia de Enterobacterias por encima de los niveles adecuados originaria la putrefacción profunda. Otroposible peligro es al contaminación cruzada que pudiera producirse dentro de la cámara de almacenamiento.
En el caso de la sal, su almacenamiento en estado puro no supone peligros pero pueden existir problemas de lasal almacenada después de su utilización, ya que pueden desarrollarse microorganismos halotolerantes algunode los cuales pueden ser toxigénicos.
Medidas Preventivas:
Los jamones deben ser almacenados en cámaras de refrigeración o congelación, según el caso. El tiempo y latemperatura de almacenamiento combinados adecuadamente son un factor esencial para garantizar la correctaconservación de las materias primas cárnicas.
El resto de ingredientes, aunque no necesiten una conservación frigorífica deben ser igualmente almacenadosen locales previstos para este fin.
Revisar especialmente en esta fase el almacenamiento de los "sobrantes", ya que sus envases han sido abiertosy se han manipulado, llevando consigo un mayor riesgo de contaminación y, por tanto, un plazo menor devida útil. También se deben respetar las fechas de caducidad, consumo preferente, etc.
8
Importante realizar rotaciones periódicas para asegurar que las materias no se almacenan de forma indefinida.Así como evitar el apilamiento directamente sobre el suelo y una ordenación de los productos que permita unarápida identificación visual y un fácil acceso a ellas.
La correcta circulación del aire en las cámaras y almacenes es muy importante, ya que evita zonas condiferentes temperaturas, favorece la eliminación de olores extraños y mejora la conservación.
Tanto en las cámaras como almacenes debemos aplicar programas de limpieza y desinfección paramantenerlos en condiciones higiénicas y evitar que sean una fuente de contaminación para las materiasprimas, con la aplicación de las buenas prácticas de higiene.
Límite Crítico de cada PCC:
En las cámaras de almacenamiento debemos mantener las condiciones de temperatura señaladas anteriormenteen la fase 1 de −12 ºC o 0−4 ºC según corresponda. Controlando estas temperaturas prácticamente se eliminael riesgo de proliferación de microorganismos en esta etapa.
El tiempo de almacenamiento dependerá de cada materia prima.
Se mantendrán unas condiciones idóneas de estiba, así como las medidas generales de higiene y de limpieza,desinfección y desratización.
Sistema de Vigilancia:
Se debe asegurar que las cámaras mantienen la temperatura exigida para las materias primas, de acuerdo conlo que establezca la legislación. Por ello debemos registrar su temperatura mediante termómetrosregistradores, de un sistema informatizado, o manualmente con la periodicidad conveniente, en función de lascaracterísticas de la materia prima y el riesgo que presente
Cumplimiento del programa de limpieza y desinfección de las cámaras y almacenes.
Inspecciones visuales periódicas de la estiba y del estado de las materias primas y sobrantes para localizarposibles problemas
Acciones Correctoras:
En caso de detectarse algún problema en las condiciones o temperaturas de almacenamiento se procederá a sucorrección rápidamente y a una inspección de las materias primas para comprobar su estado. Si las materiasprimas no se encuentran en condiciones satisfactorias se procederá a su rechazo.
Verificación y Registros:
Las gráficas de temperatura, los datos informáticos o las hojas de control manual de temperatura debenconservarse especificando en ellas el día y la cámara a la que pertenecen las temperaturas registradas.
Todas las medidas correctoras adoptadas deben quedar documentadas y registradas.
3. SALAZONADO
Se procede al tratamiento del jamón con sal seca (NaCl con 0´5%nitratos aproximadamente) para su difusiónen la masa del producto, alternando sucesivamente capa de sal con capa de jamón.
9
Identificación de Peligros:
El riesgo en esta fase es que las sales no se difundan uniforme y suficientemente en la masa del producto; lautilización de sal contaminada o unas condiciones inadecuadas del local de salazón, pueden originar unacontaminación y proliferación microbiana que altere el producto.
La sal inhibe o detiene el crecimiento de la mayoría de las bacterias. Sin embargo, puede existir el peligro decontaminación por Listeria monocitogenes, Staphylococcus aureus y Clostridium botulimun, ya que puedendesarrollarse a valores de actividad de agua bastante bajos (0.87). Además, C. botulinum puede desarrollarseen las zonas profundas de la pieza donde la actividad de agua aún es elevada.
Medidas Preventivas:
La sal inhibe o detiene el crecimiento de la mayoría de las bacterias cuando se utiliza a concentracionessuficientes. Por ello, desde el punto de vista sanitario, tiene un gran papel como agente bacteriostático
Mantener las temperaturas de refrigeración de 0−4ºC es esencial para evitar la proliferación de losmicroorganismos patógenos anteriormente nombrados.
La dosificación adecuada de la misma se realizará en función del peso de las piezas y de otros factores, comotemperatura y tiempo de salazón.
En todo caso, la salazón debe siempre efectuarse en un local cuya temperatura no supere los 6ºC, aunque elriesgo disminuye cuanto menor sea la temperatura y con una humedad de cámara alta (superior al 90% parafacilitar la penetración de la sal). Los carros de salazonado deben llevar un sistema de drenaje para permitir lasalida de jugos evitando así el humedecimiento de la sal que posteriormente será reutilizada.
La buena calidad de la sal se garantiza con una adecuada renovación de la misma, añadiendo sal nueva sobrela usada.
Si hay período en los que no se lleve a cabo la salazón, la sal se conservará en condiciones higiénicas en unlugar fresco y seco; previo a su utilización, se recomienda su cribado. Así mismo, antes de reutilizarse deberáacondicionarse su temperatura a la temperatura de salazón.
Las manipulaciones llevadas a cabo por los operarios (apilado, reposición de sal, etc.) deben realizarse deforma higiénica, para así evitar la contaminación de la materia prima.
Mantener las condiciones higiénicas del local y de manipulación.
Límite Crítico de cada PCC:
Mantener temperatura y humedad requeridas en la cámara de salazón.
Tiempo de salazonado recomendado es 0´75 días/Kg peso, no sobrepasando 1día/Kg peso.
Asegurar las correctas condiciones higiénicas del local.
Sal en condiciones adecuadas para el proceso de salazón.
Actuación del personal según las buenas prácticas de manipulación.
Adición de aditivos dentro de los límites establecidos en la legislación vigente (Orden de 24 de enero de 1985
10
por la que se aprueba la lista Positiva de Aditivos para uso en la elaboración de salazones cárnicas curadas ono).
Sistema de Vigilancia:
El local debe permanecer a la temperatura que se considere adecuada para el proceso, mediante el registrográfico de la misma y que nunca podrá superar los 6ºC.
Igualmente realizar un seguimiento de las condiciones y tiempo de salazón.
La sal debe ser proporcionada por uno de nuestros proveedores homologados.
Acciones Correctoras:
Si se detecta cualquier alteración en el proceso, se llevarán a cabo las correcciones necesarias para restablecerel mismo, por ejemplo modificar la dosificación de la sal, la temperatura, el tiempo, etc.
Si bien el peligro detectado no es subsanable, los productos en cuestión deberán rechazarse.
Si el problema está en la calidad de la sal, deberemos cambiar de proveedor.
Verificación y Registros:
Conservar los registros gráficos de temperatura y humedad, especificando la cámara, local y fecha a la quecorresponden.
4. POST−SALADO (REPOSO)
Tras el salazonado se pasan los jamones por una cinta vibradora donde va cayendo la sal de la superficie queserá reutilizada. Seguidamente se realiza un lavado bastante intenso de los jamones, con cepillado incluido,para eliminar bien la sal del exterior.
La etapa de post−salado es importante para evitar putrefacciones, consiste en colocar los jamones una vezlavados en carros que se introducen en cámaras de refrigeración durante un mayor tiempo (45−90días,dependiendo del peso) para contribuir a la penetración de la sal por toda la masa del pernil.
Identificación de Peligros:
Evitar contaminaciones cruzadas durante el proceso de lavado.
Unas condiciones inadecuadas del local de salazón, pueden originar una contaminación y proliferación porparte de los mismos microorganismos nombrados en la fase de salazonado, produciendo alteraciones en elproducto.
Otros peligros serían el reblandecimiento superficial y el acortezamiento superficial debido a una humedadrelativa inadecuada o el uso de perniles PSE y DFD.
Medidas Preventivas:
Las características físico−químicas y microbiológicas que debe tener el agua empleada están recogidas en elR.D. 140/2003 de 7 de febrero.
11
En esta fase son muy importantes los parámetros tiempo, temperatura, humedad relativa, y circulación delaire.
Hay que controlar el pH de los perniles para detectar carnes defectuosas.
Las manipulaciones llevadas a cabo por los operarios deben realizarse de forma higiénica, para así evitar lacontaminación del jamón.
Mantener las condiciones higiénicas del local y de manipulación ( B.P.H. y programa de limpieza ydesinfección).
Límite Crítico de cada PCC:
Cumplir las especificaciones definidas para el correcto desarrollo del proceso, (tiempo, temperatura, humedadrelativa y circulación del aire), y en condiciones higiénicas satisfactorias.
Tiempo de 45 a 90 días dependiendo del peso del jamón.
Temperatura de cámara de refrigeración 3 a 6ºC (para evitar crecimiento de microorganismos)
Humedad relativa 80−90% (para evitar excesiva salida de agua y por tanto problemas de acortezamiento)
Velocidad del aire de 0,2 a 0,3 m/s (nunca superior a 0,5 para no eliminar demasiada agua de la superficie deljamón)
Los valores de pH no deben ser superiores a 6,4 (carnes DFD) ni inferiores a 5,5 (carnes PSE).
Condiciones higiénicas satisfactorias.
Sistema de Vigilancia:
Los parámetros tiempo, temperatura, humedad y circulación del aire, son claves durante esta fase. Por ellodeberemos llevar un control de todos los parámetros mediante registros manuales o informáticos.
Control del post−salado mediante un examen visual de las piezas.
Acciones Correctoras:
Si existe alguna alteración del producto, se tomarán una serie de medidas que permitan corregir los fallos queha ocasionado dicha alteración, como puede ser correcciones de tiempo, temperatura, humedad relativa ocirculación del aire.
Además, el producto alterado será rechazado salvo que el posible aprovechamiento del mismo no suponganingún riesgo sanitario.
Verificación y Registros:
Conservar los registros gráficos de temperatura, humedad relativa, tiempo y circulación de aire, especificandola cámara, local y fecha a la que corresponden.
5. DESECACIÓN (SECADEROS)
12
El secado es el tratamiento mediante el que se reduce la cantidad de agua presente en los jamones, pudiendorealizarse de forma natural o artificial.
Durante esta fase, tienen lugar una serie de reacciones, favorecidas por los cambios de temperatura yhumedad, que confieren al producto las características organolépticas (color, olor, sabor, textura) particulares.
Identificación de Peligros:
En esta fase son muy importantes los parámetros temperatura, humedad relativa, y circulación del aire.
Si la humedad del aire del local es muy alta o el número de piezas es muy elevado, las diferencias de humedadentre las piezas y el ambiente se igualan demasiado pronto, deteniéndose el proceso y la desecación de lapieza. Y la actividad de agua continúa en límites que permiten el crecimiento de gérmenes capaces de alterarel producto, ya que éste es aún un excelente substrato para ello (Aw jamón:0,8−0,9 ).
La circulación del aire también es un factor importante, pudiendo influir en la actividad de agua del productollevándola a unos valores propicios para la contaminación microbiológica.
No hay que olvidar que en el secadero se trabaja con a temperaturas elevadas, propicias para el desarrollo deotros agentes biológicos tales como ácaros e insectos, que suponen un peligro de alteración de las piezas.
Medidas Preventivas:
Hay que conseguir un equilibrio trabajando con la humedad relativa, temperatura y circulación del aire.
Limites críticos para cada PCC:
La desecación se inicia a temperaturas entre 10ºC y al final se aumentan a 30ºC.
La humedad relativa va disminuyendo de un 85% hasta un 70%.
La velocidad del aire va aumentando con el tiempo desde 0,5 a 1m/s aunque hay que conseguir que sea lo másconstante posible.
El tiempo de secado depende de la merma que queramos conseguir.
Las manipulaciones llevadas a cabo por los operarios deben realizarse de forma higiénica, para así evitar lacontaminación del jamón.
Mantener las condiciones higiénicas del local y de manipulación.
Condiciones higiénicas satisfactorias.
Cualquier desviación de los mismos respecto de los establecidos en la definición del proceso, pueden alterar elproducto, por lo que requieren un seguimiento regular. Hay que hacer una revisión periódica de los mismos.
Inspección organoléptica y visual del producto.
Control de las medidas higiénicas para evitar ácaros e insectos.
Acciones Correctoras:
13
Si existe alguna alteración del producto, se tomarán una serie de medidas que permitan corregir los fallos queha ocasionado dicha alteración, como puede ser correcciones de tiempo, temperatura, humedad relativa ocirculación del aire.
Además, el producto alterado será rechazado salvo que el posible aprovechamiento del mismo no suponganingún riesgo sanitario.
Verificación y Registros:
Conservar los registros gráficos de temperatura, humedad relativa, tiempo y circulación de aire, especificandola cámara, local y fecha a la que corresponden.
Cualquier desviación en el proceso de fabricación establecido o cualquier anomalía detectada debe quedarregistrada, así como las medidas correctoras que se pongan en marcha.
6. MADURACIÓN (BODEGA)
En esta etapa los jamones se cuelgan en bodegas naturales con el fin de que el jamón adquiera unascaracterísticas organolépticas deseables.
Identificación de peligros:
En esta fase son muy importantes los parámetros tiempo, temperatura y humedad relativa.
Las piezas han alcanzado una estabilidad frente a la alteración por microorganismos, debido al descenso de laactividad de agua en toda la masa del jamón. Pero la elevación de temperatura que tiene lugar en la bodegasigue favoreciendo el desarrollo de ácaros e insectos.
Se puede producir contaminación cruzada entre perniles debido a la distancia de separación de los mismos.
Medidas Preventivas:
Mantener en la bodega unas condiciones adecuadas de temperatura y humedad relativa.
Control de la distancia entre perniles (recomendable entre 100 y 200 kg/m3)
Las condiciones recomendables en bodega son:
Temperatura de 15 a 20ºC. (Nunca superior a 25ºC).• Humedad relativa en torno al 80%.•
Condiciones higiénicas satisfactorias y de manipulación del producto.
Sistema de Vigilancia:
La supervisión continuada a lo largo de la fase de maduración es un elemento clave para asegurar la calidaddel producto. Debe llevarse a cabo un examen organoléptico, por el que se apreciará la evolución del color,sabor, olor y textura; en caso necesario, se practicarán cortes para valorar la idoneidad de la fase.
Acciones Correctoras:
Verificación y Registros:
14
Es recomendable que cada lote o partida tenga una ficha u hoja de control en la que se reflejen lascaracterísticas de la misma, como por ejemplo nº de piezas, peso de la masa, mermas, alteraciones y otrasobservaciones que se consideren de interés (ver ejemplo hoja control de producción) así como su valoración oaceptación final.
7. ALMACENAMIENTO.
Una vez el producto ha sido acabado será almacenado en un local que esté a una temperatura adecuada, segúnel tipo de producto.
Identificación de Peligros:
Defectos ó alteraciones en los productos (no envasados), por almacenamiento en condiciones defectuosas.
Medidas Preventivas:
Los almacenes donde vayan a mantenerse productos acabados deberán cumplir las condiciones generales dehigiene. Deberán estar a la temperatura adecuada, según el producto.
También es importante una adecuada colocación de los productos almacenados para que no se produzcandaños en los mismos; también, debe existir una correcta circulación del aire.
Límite Crítico de cada PCC:
Se evitarán temperaturas extremas que puedan alterar el producto.
La colocación de los productos almacenados será adecuada.
Los almacenes estarán en buen estado de limpieza y desinfección.
Sistema de vigilancia:
Examen visual periódico para comprobar que las condiciones de almacenamiento de los productos sonadecuadas.
Comprobación de que el programa de limpieza/desinfección también se realiza en los almacenes.
Acciones Correctoras:
Se corregirán las condiciones higiénicas o de estiba del almacenamiento.
Se rechazarán los productos que hayan podido verse afectados por una alteración de las condiciones dealmacenamiento.
Verificación y Registros:
Partes de incidencias de las condiciones de almacenamiento y de todas las medidas correctoras adoptadas.
VERIFICACIÓN
Una vez que se ha producido la adaptación y puesta en marcha del sistema de análisis de peligros y puntos decontrol críticos en cada industria debe someterse a una revisión o verificación para comprobar que funciona
15
correctamente y que la aplicación práctica responde a lo previsto en el diseño teórico del sistema.
Esta verificación, que deberá ser realizada por personal con suficiente responsabilidad y conocimiento dentrode la empresa, debe dar como resultado la verificación inicial del sistema o su modificación, si se consideraque algunos criterios o actuaciones no son las adecuadas o puede mejorarse su eficacia.
Dicha verificación debe hacerse con una cierta periodicidad, aunque la primera que se realice después deintroducir el sistema APPCC es la más importante, puesto que va a dar el visto bueno.
Lo que debe constatarse en esta verificación es que se realiza el control previsto sobre los puntos críticosdefinidos en la guía, que dicho control queda reflejado en los registros de forma correcta y que en caso deexistir una desviación de los valores u objetivos establecidos se toman las medidas correctoras oportunas, quetambién deben quedar registradas.
También debe asegurarse durante la verificación que los operarios conocen las obligaciones que se derivan dela aplicación del sistema, tanto en lo que se refiere al control que deben ejercer sobre los procesos y etapas defabricación como en lo relativo a los registros que deben efectuar o conservar.
En definitiva, la fase de verificación debe tenerse muy presente que el sistema APPCC descansa en treselementos fundamentales: el control eficaz de los puntos críticos, la fiabilidad de los registros y la eficacia delas medidas correctoras. Esos tres elementos son los que deben ser sometidos a valoración.
Además de esta verificación interna, bien por personal cualificado de la industria o bien perteneciente a unaempresa de servicios con conocimientos en la materia, se producirá una actividad de verificación por parte delas autoridades competentes, tal como se indica en la legislación comunitaria.
Para ello los registros deben conservarse un mínimo de seis meses o hasta el fin de la vida comercial delproducto, en caso de ser esta superior.
BUENAS PRÁCTICAS HIGIÉNICAS
El personal que trabaja en la industria de productos cárnicos manipula directamente las materias primas, portanto debe ser conciente de la importancia que tiene el correcto desempeño de su labor en la calidad sanitariay comercial del producto final.
Los manipuladores pueden suponen pues un riesgo de transmisión de microorganismos patógenos a losalimentos y, por tanto, de producir infecciones e intoxicaciones en los consumidores. Por ello deben mantenerla máxima higiene, tanto de higiene personal como la higiene en las operaciones y manipulaciones.
Además, hay que evitar que el manipulador contraiga, por su trabajo con el jamón, enfermedades a partir deellos, especialmente de aquellos microorganismos que puedan penetrar a través de erosiones cutáneas o de lasmucosas.
Y puesto que las reglas de higiene deben cumplirse, previamente deben ser explicadas y comprendidas, lo cualse consigue mediante la realización de programas de formación en materia de higiene.
Asimismo conviene recordar que todo manipulador de alimentos tiene la obligación de contar realizar uncurso de Manipulador de Alimentos por la Administración competente y un certificado médico que acredite,en el momento del inicio de la relación laboral, que no existe ningún impedimento sanitario para la realizaciónde su trabajo.
Las buenas prácticas higiénicas están vinculadas a tres elementos:
16
A) Los hábitos higiénicos de los propios manipuladores, entre los que cabe destacar:
Todos los empleados que trabajen o pasen por cualquier zona en la que se manipulen materias primas y sepreparen, procesen o almacenen productos finales deberán cumplir una serie de normas higiénicasestablecidas, en cuanto a higiene del personal, de ropa, calzado, etc, así como asegurar una protección frente acontaminantes como pueden ser el cabello u objetos utilizados por los operarios. Todas estas normas dehigiene son las mismas que deben cumplir cualquier manipulador de alimentos, entre las que cabe destacar:
− Empleo de ropa de trabajo distinta de la de calle, limpia y preferentemente de colores claros.
− Debe llevarse una prenda de cabeza para evitar que el pelo contamine los alimentos.
− Prohibido comer, beber o fumar mientras se elaboran alimentos y realizar estas acciones fuera de las zonasde descanso. Estos hábitos son doblemente peligrosos puesto que aparte del peligro de la caída al alimento deobjetos extraños, aumentan la secreción salivar y la expectoración, con lo que el riesgo de transmitirmicroorganismos del sistema respiratorio se ve muy aumentado.
− Limpieza de manos:
La posibilidad de contaminación a través de las manos durante la transformación de alimentos es muyelevada. Su limpieza sistemática reduce considerablemente los riesgos de contaminación. Así antes deempezar la jornada de trabajo deben lavarse los brazos, antebrazos y manos, así como una vez terminada lajornada. Además durante la manipulación deberán lavarse las manos tantas veces como se considere necesarioy después de todo tipo de interrupción. El lavado de manos debe hacerse con jabón y agua caliente.
Después de usar los servicios deben lavarse las manos siempre, ya que las heces, orina, secreciones son fuentede contaminación.
− No tocarse la nariz, boca, oídos, etc., ya que son zonas donde pueden existir gérmenes.
− Las uñas deben llevarse limpias, sin esmalte y cortas, puesto que debajo de ellas se albergan con granfacilidad todo tipo de microorganismos.
− El manipulador tiene la obligación de comunicar de forma inmediata cualquier patología que sufra y quepueda representar un riesgo de transmisión de agentes patógenos al jamón.
− El manipulador debe conocer el riesgo que suponen las heridas, por pequeñas que sean, en sus dedoso en las palmas de las manos, y que tendrán que interrumpir su trabajo con el jamón hasta que laherida o lesión se haya tratado o vendado adecuadamente.
Cuando haya lesiones cutáneas ya reconocidas por el médico y se permanezca en la cadena, la herida deberáaislarse por completo, protegiéndola con una cubierta impermeable de color visible y de tal naturaleza que nopueda desprenderse accidentalmente
− El empleo de guantes puede ser útil como barrera entre los microorganismos y el jamón, siempre que seusen correctamente. Deben colocarse sólo para una determinada área y descartarlos cuando se ensucian, sepinchan o se desgastan.
B) El mantenimiento de equipos y utensilios:
Los equipos y utensilios destinados a la elaboración de productos cárnicos han de mantenerse en buen estadode conservación y se deben limpiar y desinfectar de acuerdo con lo establecido en el programa
17
correspondiente.
Para prevenir contaminaciones entre materias primas y productos terminados los utensilios usados paramanipular las primeras no podrán entrar en contacto con los productos finales, a no ser que hayan sidolimpiados y desinfectados previamente.
Todas las superficies donde se manipulen tanto materias primas como productos intermedios o elaborados,serán impermeables y de materiales fáciles de limpiar.
Los utensilios no deben tener elementos de madera.
Todas las estructuras de apoyo (mesas, bandejas, carros, etc.) se conservarán en perfecto estado y seinspeccionarán y limpiarán periódicamente. Las superficies se mantendrán en todo momento limpias. Esimportante que toda superficie que esté en contacto directo con alimentos se haya limpiado y secado antes deutilizarla.
C) La higiene de las instalaciones
La higiene de locales se asegura mediante la correcta aplicación del programa de limpieza y desinfección.
En los almacenes de materiales auxiliares se realizan controles periódicos en los que se comprueba la estibaadecuada de los productos y materiales, así como las condiciones generales del local, que deben ser adecuadaspara permitir el correcto acondicionamiento de los productos almacenados.
Las materias primas, productos auxiliares y otros materiales no pueden estar en contacto directo con el suelo,sino que deben separarse del mismo mediante el empleo de palets u otros dispositivos, que no deberán ser demadera salvo en el caso de que los productos estén embalados.
Los condimentos y aditivos se conservan en locales limpios y secos, debidamente acondicionados yprocurando conservar los envases cerrados para evitar la perdida de sus propiedades organolépticas.
Debe evitarse su manipulación con las manos.
PROGRAMA DE LIMPIEZA Y DESINFECCION
Además de llevar a cabo unas buenas prácticas de manipulación, se debe asegurar que se realiza una correctalimpieza y desinfección de aquellos elementos, máquinas y útiles que intervienen en el proceso de fabricación.
El programa de limpieza y desinfección debe contemplar aquellos locales donde se manipulan las carnes(obrador, local de despiece, etc.), las cámaras de conservación de carnes y productos y los equipos y útiles allíempleados. Para realizar un buen programa debemos evaluar las necesidades higiénicas en función del riesgosanitario, del tipo de operación que se realice y del producto alimenticio de que se trate.
Se redactará por escrito y contemplará de manera detallada:
− Tipo y dosis de los productos utilizados.
− Método y frecuencia de la limpieza
− Personal encargado (personal propio, personal contratado).
La responsabilidad de limpieza recaerá sobre una persona, que preferentemente será personal del
18
establecimiento y cuyas funciones estén separadas, todo lo posible, de la producción. Deberá tenerconocimiento de la importancia de los riesgos que puede provocar la contaminación debida a unos locales oequipos mal mantenidos.
La limpieza debe iniciarse seguidamente una vez terminados los procesos de fabricación, evitando así que losrestos orgánicos se sequen y se adhieran a las superficies, y evitando también una multiplicación microbianaexcesiva.
Lo primero es eliminar los restos visibles de materias cárnicas y otros ingredientes y restos de fabricación(mediante barrido, aclarado con agua, etc.). Será necesario proceder al desmontaje de algunas máquinas(picadores, amasadoras, etc.), permitiendo la limpieza en las zonas de difícil acceso.
A continuación debe aplicarse un detergente que facilita la eliminación y disolución de las partículas y restosde menor tamaño, que en la industria cárnica son fundamentalmente de origen graso o proteico. Hay que tenerpresente que todos estos restos orgánicos dificultan y reducen la acción posterior de los desinfectantes.Podemos potenciar la acción del detergente mediante una acción mecánica, bien manual o con sistemasautomatizados.
Terminada esta fase debe procederse a un aclarado en profundidad, que limpie tanto los residuos como restosde detergente.
Las superficies deben estar visualmente limpias para proceder a su desinfección. El tipo de desinfectantedependerá de las características de cada industria.
Finalmente, un aclarado completo que elimine restos de desinfectante y así evitar que pudiera contaminar lacarne.
En ocasiones es factible realizar una limpieza y desinfección combinadas, pero la elección depende de laempresa.
Los productos empleados −detergentes y desinfectantes deben estar autorizados para uso en industriasalimentarias.
La vigilancia del programa de limpieza y desinfección debe hacerse en primer lugar visualmente,comprobando la ausencia de suciedad y el estado de limpieza de locales y equipos. Importante comprobar laeficacia de la desinfección en aquellas superficies que puedan comprometer la higiene del producto cárnico,como mesas de trabajo, carros y bandejas de transporte, y maquinaria (deshuesadoras, cortadoras, picadores,amasadoras, etc.) mediante la toma periódica de muestras de superficies.
CONTROL DEL AGUA POTABLE
El empleo de agua potable, tal como define la legislación, es obligatorio en las industrias alimentarias.
Únicamente se puede emplear agua no potable de forma excepcional para producir vapor, extinción deincendios o refrigeración, siempre que las tuberías instaladas para ello impidan que esa agua pueda serutilizada para otros fines o suponga un riesgo de contaminación para los productos. Las tuberías de agua nopotable deben diferenciarse claramente de las del agua potable.
Cada industria debe poder demostrar, mediante un plano las fuentes que utiliza para el abastecimientode agua (red municipal, pozo o agua superficial), el sistema de distribución de agua en el interior delestablecimiento identificando a su vez las diferentes tomas existentes incluyendo también las de agua nopotable.
19
Es conveniente también diferenciar las tuberías de los circuitos de agua fría y caliente.
La empresa deberá realizar análisis microbiológicos y físico−químicos del agua que utiliza, para asegurarseque no está contaminada.
La frecuencia de los análisis microbiológicos variará en función de la fuente de abastecimiento:
Red pública: anual.• Agua de pozo: mensual.• Aguas superficiales: semanal.•
El análisis físico−químico siempre se realizará con una periodicidad anual. Las muestras de agua setomarán alternativamente de los diferentes grifos existentes dentro del establecimiento.
Los resultados de estos análisis pueden contrastarse con los procedentes de otros establecimientos.
Si los resultados no coincidieran con los valores de referencia establecidos por la legislación, deberán tomarsemedidas correctoras como cloración, cambio de fuente de abastecimientos,... Además deberán repetirse losanálisis para confirmar que se ha corregido el defecto detectado.
Los valores tanto microbiológicos como físico−químicos del agua, así como los métodos de análisis, seencuentran recogidos en el R.D. 140/2003 de 7 de febrero por el que se establecen los criterios sanitarios de lacalidad del agua de consumo humano.
Si se utiliza agua de pozo, agua superficial o aguas de red municipal con depósito intermedio hay quedisponer de un equipo de cloración del agua. Dicho equipo deberá estar dotado de un depósito de cloroequipado con un dispositivo automático de dosificación y de un sistema de alarma que alerte cuando se vaya aagotar el cloro del depósito.
El cloro debe tener un tiempo de actuación suficiente en el agua antes de que ésta sea usada (se recomienda untiempo mínimo de 20 minutos).
Se controlará también el buen funcionamiento del dispositivo de cloración con el control diario del nivelresidual de cloro en el agua. Se anotarán los resultados de dichos controles.
LUCHA CONTRA PLAGAS
Los insectos y roedores constituyen un peligro grave de alteración y contaminación de los alimentos.
Es necesario adoptar medidas para prevenir y dado el caso, eliminar su presencia en las industriasalimentarias.
Entre las medidas preventivas se encuentra el adecuado diseño y construcción de los locales, diseñados paraevitar su penetración.
Una medida preventiva es si fuera necesario, eliminar maleza y basura acumulada en los alrededores de laindustria alimentaria ya que podrían servir de cobijo o lugar de cría tanto de insectos como de roedores.
DESINSECTACIÓN:
Los insectos suponen un alto riesgo de contaminación y deterioro para los productos cárnicos.
20
La utilización de telas mosquiteras y mallas finas en las ventanas y otras aberturas al exterior (ventiladores,extractores,...) evita su penetración en los locales.
Es también por este motivo que ningún local de fabricación puede comunicar directamente con el exterior,sino que debe estar aislado por un vestíbulo con una doble puerta.
Si se encontraran insectos podría procederse a su eliminación con el uso de insecticidas, aunque debido a sutoxicidad para el hombre y el peligro de contaminación en los productos, está prohibida su aplicación sobrealimentos o en los locales donde se estén manipulando o se encuentren almacenados.
Únicamente es posible su aplicación en locales vacíos, al término de la jornada de trabajo o cuando quedanvacíos al finalizar los períodos de curación de los productos.
Es necesario un periodo de ventilación de los locales antes de volver a trabajar en ellos tras el empleo deinsecticidas, cuya duración dependerá del tipo de compuesto elegido.
Se recomienda acudir a empresas habilitadas para realizar este tipo de tratamientos.
Los productos empleados deben siempre estar autorizados para su uso en la industria alimentaria.
Es útil también el empleo de trampas para la captura de insectos voladores, siendo las mas utilizadas lasformadas por una rejilla eléctrica que rodea a un foco de luz ultravioleta. La luz atrae a los insectos lo cualesal contactar con la rejilla electrificada mueren y caen sobre una bandeja.
DESRATIZACION:
Otro de los peligros biológicos de la industria alimentaria son los roedores (ratas y ratones) por su capacidadde transmisión de enfermedades.
Los métodos utilizados para eliminar roedores son:
Métodos físicos: trampas colocadas en lugares estratégicos• Métodos químicos: cebos con venenos agudos o crónicos.•
Las empresas deben establecer un programa de prevención y eliminación sistemática de roedores. Deberántener planos de sus instalaciones en los cuales se indicará la ubicación de los cebos. Además tambiéncontendrán una memoria en la que se indique el nombre del producto o productos empleados, composición,modo de empleo y su frecuencia de reposición, así como otros datos que puedan ser útiles. Dicha memoriadeberá actualizarse cuando se cambie de productos, método de desratización, ...
Es necesaria una revisión periódica de los cebos, anotando los resultados obtenidos y las incidenciasdetectadas, diciendo el punto exacto donde han sucedido.
La empresa determinará la frecuencia de estas revisiones en función de los resultados obtenidos.
Una empresa externa puede realizar todo lo anteriormente indicado.
RECEPCIÓN DE MATERIAS PRIMAS
ALMACENAMIENTODE MATERIAS PRIMAS
SALAZONADO
21

POST−SALADO
DESECACIÓN (SECADEROS)
MADURACIÓN (BODEGA)
ALMACENAMIENTO PRODUCTOS ACABADOS
ETIQUETADO
22