
justa - Rockwell Automation · en la Automation Fair® de este año. Una serie de sesiones...
28
AutomationToday AMÉRICA LATINA • AGOSTO / 2013, AÑO 14, Nº 39 Llega al mercado la nueva generación de variadores compactos EtherNet/IP™: preguntas y respuestas Casos de éxito en la industria del tabaco en Brasil y en el sector cementero en Colombia y Venezuela Ni tan compactas, ni tan grandes, las aplicaciones de tamaño mediano exigen productos bien dimensionados, que equilibren el acceso a los mejores recursos técnicos y el valor de la inversión En la medida justa
Transcript of justa - Rockwell Automation · en la Automation Fair® de este año. Una serie de sesiones...
AutomationToday AMÉRICA LATINA • AGOSTO / 2013, AÑO 14, Nº 39
Llega al mercado la nueva generación de variadores compactos
EtherNet/IP™: preguntas y respuestas
Casos de éxito en la industria del tabaco en Brasil y en el sector cementero en Colombia y Venezuela
Ni tan compactas, ni tan grandes, las aplicaciones de tamaño mediano exigen
productos bien dimensionados, que equilibren el acceso a los mejores recursos
técnicos y el valor de la inversión
En la medidajusta

2 AUTOMATION TODAY • AGOSTO 2013
Al alcance de todos
es una publicación cuatrimestral de Rockwell Automation. Todos los derechos reservados. El contenido de esta publicación no puede ser reproducida, total o parcialmente, sin la autorización expresa de Rockwell Automation.
COORDINACIÓN GENERAL • Eliana Freixa (Gerente de Comunicación Regional para América Latina) E-mail: [email protected]/Tel.: (55 11) 5189.9500
EQUIPO EDITORIAL • Rebecca Archibald (The Journal Executive Publisher - Rockwell Automation)• Theresa Houck (Editora Executiva The Journal - Putman Publishing) • Márcia M. Maia (Periodista responsable y redactora en el Brasil - Mtb 19.338 - Interativa Comunicação)
FOTOGRAFÍA• Archivo Rockwell Automation e shutterstock.com
TRADUCCIÓN• Steven Avey (Rockwell Automation)
DISEÑO Y PRODUCCIÓN• Proyecto y diagramación: Interativa Comunicação - Tel/Fax: (11) 4368.6445 - e-mail: [email protected]• Circulación: 15,000 ejemplares
OFICINAS REGIONALES Oficina principal para América Latina : 1-954-306.7900 • Argentina: 54-11-5554-4000 • Brasil: 55-11-5189-9500 • Región del Caribe: 1-787-300-6200 • Chile: 56-2-290-0700 • Colombia: 57-1-649-9600 • Costa Rica: 506-2201-1500 • México: 52-55-5246-2000 • Perú: 51-1-441-5900 • Venezuela: 58-212-949-0611
Todos los productos y tecnologías mencionados en Automation Today son marcas registradas y propiedad industrial de sus respectivas empresas.
Carta alLECTOR
Las soluciones de automatización cada vez más especializadas tienen que ir, hoy en día, más allá de las necesidades técnicas de las industrias. También necesitan tener en cuenta factores como el ahorro de energía, la seguridad creciente de activos y de personas, las normas locales y globales, entre otros. El tamaño de la aplicación también es determinante para que la solución sea efectiva, tanto en los resultados fabriles como en los costos para la empresa. Por lo tanto, la cartera de equipos de tamaño mediano (Midrange) de Rockwell Automation, que elegimos como tema de portada de esta edición, ofrece los mejores recursos tecnológicos para las aplicaciones de tamaño mediano con una inversión viable. Ni más – lo que encarece el proyecto –, ni menos – lo que compromete la productividad. Y a propósito de soluciones personalizadas y al alcance de todos, está llegando Automation Fair®, que se realizará, por primera vez en sus 22 años, en la ciudad de Houston, Texas, que se destaca por su industria de petróleo y gas, sector que tendrá un gran destaque en la Automation Fair® de este año. Una serie de sesiones técnicas, laboratorios prácticos, talleres y foros de discusión estarán disponibles en los dos días de la feria. Organícese para este evento y descubra cómo Rockwell Automation y sus asociados estratégicos pueden ayudar a su empresa a resolver problemas y agregar valor al negocio. Puede encontrar más información al respecto en la página 13. ¡Venga! ¡Participe!
Eliana FreixaGerente de Comunicación Regional para América Latina
AutomationToday
CONTÁCTENOS
Envíe sus comentarios y sugerencias sobre la revista Automation Today y los artículos publicados a [email protected]. ¡Su opinión es muy importante! Muchas gracias.
PRODUCTOS6
AGOSTO 2013 • AUTOMATION TODAY 3
La cartera Midrange brinda soluciones en la medida justa para aplicaciones de tamaño mediano
CONTACTOS
14
TECH TIPS Todo sobre EtherNet/IP™, preguntas y respuestas objetivas10
CASOS DE ÉXITO Clientes de Brasil, de Colombia y de Venezuela comparten sus casos de éxito20
27
Evaluación de ARC Advisory Group sobre el módulo de alimentador robotizado de Aagard
SOLUCIONES18
110 años de Allen-Bradley; capacitación ambulante en Power Truck y en mini fábrica de procesos; eventos en la región latinoamericana y PackExpo en Las Vegas
DESTACADOS4
Nueva generación de variadores compactos; herramienta para simplifi car diseños de seguridad de máquinas; actualización de software FactoryTalk View
Safety Life Cycle y Safety ToolsSERVICIOS9
En la medidajusta
Artículo dePORTADA
DESTACADOS
4 AUTOMATION TODAY • AGOSTO 2013
La capacitación es más crítica que nunca para alcanzar y mantener las operaciones a un costo optimizado
Mini fábrica simula industria de proceso
Rockwell Automation participó de la segunda edición del evento Stolle Tech Latin America, que convocó a cerca de 100 personas en la ciudad de Campinas, SP, Brasil el 16 y 17 de abril. Promovido por el fabricante global de máquinas Stolle Machinery, el evento reunió a socios, proveedores y clientes para discutir sobre innovación y tecnología en la fabricación de latas. Entre varios conferencistas, el economista y ex ministro brasileño Mailson da Nóbrega compartió con los presentes su evaluación sobre el escenario económico mundial y sobre la economía brasileña en los próximos años. Desde 1998, Stolle que tiene una fuerte presencia en América del Sur y Central, ofrece máquinas y servicios al creciente mercado de envases metálicos de la región.
Tecnología en foco
Este año la marca Allen-Bradley cumple 110 años y, para celebrar, Rockwell Automation lanzó el concurso “Engineered to Outlast” (“Desarollados para Durar”), que recibió fotos de productos y materiales Allen-Bradley, enviadas por colaboradores, clientes y socios de todo el mundo, a través de la pestaña “contest”, en la página de la empresa en Facebook. “El concurso fue verdaderamente inspirado en nuestros clientes”, dijo Ninveh Neuman, vicepresidente de Marketing Global de Rockwell Automation. “Las personas que interactúan con los productos Allen-Bradley comentan, frecuentemente, sobre la calidad e innovación que caracterizan a la marca. Este concurso fue una forma de compartir y participar de la celebración de este importante momento.” Las imágenes ganadoras pueden ser vistas en http://www.rockwellautomation.com/rockwellautomation/news/anniversary.page
Allen-Bradley cumple 110 años
Arnaldo Costa, Gerente
General de Stolle
Machinery de Brasil, y Gus
Reall, Director General de la
compañía
Endress+Hauser y Rockwell Automation se unieron para crear un concepto en la capacitación de automatización de procesos, que expande el ambiente de aprendizaje más allá del aula de clases en una simulación funcional. El aprendizaje activo es una parte clave del concepto PTU™ (unidad de capacitación de procesos). Una PTU es una “mini fábrica” donde se pueden ver conceptos en acción con la instrumentación de Endress+Hauser y el sistema de automatización de procesos de Rockwell Automation PlantPAx. Se gana una comprensión tangible de la instalación del dispositivo, de la configuración, de la calibración, del mantenimiento y de las técnicas de identificación de fallas y cómo estas son integradas en un sistema de control.Nueve conceptos de procesos son funcionales en las PTU:
1. Creación y gestión de una receta.2. Activación de bombas a motor usando variadores de velocidad Allen-Bradley PowerFlex de Rockwell Automation.3. Medición de la tasa de flujo, presión y volumen.4. Medición de líquido en un tanque.5. Medición de temperatura, pH y otras propiedades físicas.6. Ajuste de velocidad de la bomba y válvulas para regular el flujo.7. Configuración y respuesta a alarmas de eventos.8. Monitoreo de la salud y del consumo de energía de los equipos.9. Archivo de datos de operaciones para referencia histórica.Estos conceptos permiten practicar habilidades que son fácilmente transferibles para operaciones en la vida real. La PTU está directamente conectada a un suministro de agua utilitario que permite la tubería de
agua directa en el sistema. En casos como un utilitario de agua municipal o una cervecería, la experiencia de la PTU es prácticamente idéntica al proceso real.El sistema PlantPAx permite visualizar todos los equipos eléctricos y mecánicos, y los parámetros y estado del dispositivo. Diversos protocolos de comunicación son demostrados, incluidos EtherNet/IP™, HART, PROFIBUS PA y Foundation Fieldbus.Siete PTU están localizadas en Endress+Hauser o en una de las instalaciones de los representantes de ventas en Estados Unidos, con más PTUs planificadas para el futuro.
PARA MÁS INFORMACIÓN, contáctese con su representante de ventas de Endress+Hauser o de Rockwell Automation.

Conocer y aprender en PackExpo
AGOSTO 2013 • AUTOMATION TODAY 5
Ruta de conocimiento por América Latina
Ahorre tiempo y gane conocimiento
La serie 2013 de eventos técnico-educacionales gratuitos de Rockwell Automation en la región incluye a Argentina, Brasil, Chile, Guatemala, Perú y México, donde comenzó en marzo. Hasta junio, más de seis mil profesionales de 2,500 empresas diferentes se han benefi ciado de la programación, que incluye conferencias, laboratorios prácticos y stands de empresas asociadas. El último evento de este año fi scal será en la Ciudad de Guatemala los días 22 y 23 de septiembre. Esté atento al calendario, accesible en el vínculo http://www.rockwellautomation.com/rockwellautomation/events/events.page?
El stand proporciona experiencia interactiva y destaca las tendencias críticas del sector de procesamiento y envasado
Rockwell Automation y sus socios del programa PartnerNetwork™ presentarán en PackExpo Las Vegas 2013 (del 23 al 25 de septiembre, en Las Vegas Convention Center) un stand llamado “Center for Trends & Technology (CTT): Improving Production through Innovation” (Cómo mejorar la producción a través de la innovación). El CTT incluirá sesiones de aprendizaje en una sala exclusiva y afi ches que presentarán tendencias, como seguridad de redes, integración de líneas, monitoreo remoto seguro, computación en la nube y convergencia en la fabricación. Los visitantes serán informados sobre dónde podrán ver las soluciones en acción en el piso de la muestra. Ellos también encontrarán nuevas formas de alcanzar sus metas conforme exploren cómo las tecnologías en exhibición podrán ayudarlos a reducir el tiempo de lanzamiento de productos al mercado, maximizar inversiones en tecnología, facilitar la conformidad con regulaciones, y fi nalmente, fortalecer el valor de la marca. MÁS INFORMACIÓN en www.packexpo.com
Es gran él número de profesionales que no tienen tiempo de participar de entrenamientos fuera de la compañía. Así como tambiém es expresiva la cantidad de industrias que no disponen ni de recursos ni de espacio físico para promover cursos in-company. Para estos profesionales y empresas, Rockwell Automation ofrece aulas virtuales en vivo en Español, guiados por instructores. Ellos llevan conocimiento y capacitación interactiva a través de la web con un instructor en directo para presentar cada curso, responder preguntas y ayudar a los alumnos. Para entregar el máximo nivel de interactividad en cada curso, Rockwell Automation usa la tecnología del Centro de capacitación WebEx para incorporar sondeos/encuestas, chat grupales y privados, pizarrones, uso compartido de escritorio, control de aprobación para alumnos, salas de descanso para conversaciones de grupos pequeños
y la capacidad de comprobar los conocimientos por medio de pruebas. Estos cursos rentables y cómodos pueden ayudar las compañias a reducir la cantidad de tiempo que sus empleados pasan lejos de sus puestos de trabajo y transferir habilidades recién adquiridas de forma inmediata a la planta.
Próximas fechas:
• 23 a 26 de septiembre (4 sesiones con 120 minutos cada)
Desarrollo de Aplicaciones FactoryTalk View ME Básico
• 23 a 25 de septiembre (3 sesiones con 120 minutos cada)
Programación Avanzada con Lógica de Escalera
• 23 a 27 de septiembre (5 sesiones con 120 minutos cada)
Programación Básica con Lógica de Escalera
• 27 de septiembre (sesión única com 120 minutos)
ViewPoint Implementación: FactoryTalk View ME Integración.
PARA MÁS INFORMACIÓN, diríjase a la ofi cina de ventas de Rockwell Automation

6 AUTOMATION TODAY • AGOSTO 2013
Representando el primer variador compacto de la nueva generación de la empresa, el lanzamiento del variador de CA PowerFlex 525 viene a ayudar a las industrias de máquinas y a los usuarios finales, a simplificar el proyecto y la operación de equipos, y a acelerar la instalación y la configuración.
Diseño modular - en rangos de
potencia de 0.5 a 30 CV o de 0.4 a 22 kW, con entrada de 100 a 600 V. Los recursos incorporados de red EtherNet/IP™, seguridad, programación vía USB, ahorro de energía y una variedad de opciones de control de motores son ideales para las aplicaciones monomotores o en máquinas multimotores, y para la integración en sistemas simples.“Miles de fabricantes de equipos originales y usuarios finales dijeron que deseaban variadores que proporcionaran un control flexible, ofrecieran una mejor comunicación y los ayudaran a simplificar la puesta en marcha del sistema”, dijo Jimmy Koh, gerente de Marketing Global de Rockwell Automation. “La nueva linea de variadores está diseñada para ofrecer el rendimiento que los clientes necesitan, con la reducción de su costo total para diseñar, desarrollar y proveer máquinas.”
Aplicaciones - el variador de CA PowerFlex 525 ofrece una variedad de opciones de control de motores para implementar aplicaciones en bucle abierto y bucle cerrado y es adecuado a una amplia gama, que incluye transportadores, movimiento de materiales, compresores, ventiladores y bombas.Para ayudar a simplificar y agilizar la puesta en marcha de los sistemas,
Rockwell Automation presenta la próxima generación de variadores compactos
PRODUCTOS
se puede configurar el variador de CA PowerFlex 525 a través de su módulo de Interface Operador-Máquina (HMI), con el software Connected Components Workbench, o con el Studio 5000 Logix Designer. El variador de CA PowerFlex 525 ofrece conjuntos de aplicaciones que economizan tiempo, compuestos por grupos de parámetros predefinidos para aplicaciones comunes de variadores, que los usuarios pueden aplicar tal como están, o pueden personalizar para una máquina específica. Con la utilización de una conexión USB estándar, los fabricantes de equipos originales pueden descargar fácilmente las configuraciones completas y compartirlas con múltiples variadores, acelerando notablemente el tiempo de puesta en marcha.
MainsFree - la remoción del módulo de control del módulo de potencia reduce aún más el tiempo de puesta en marcha, porque la configuración y la instalación pueden ser realizadas simultáneamente. La función MainsFree, a través de una conexión USB, elimina la necesidad de energizar la parte de potencia durante la configuración del variador, así como la necesidad de usar adaptadores especiales para la comunicación entre el variador y las herramientas de programación.“Los variadores de CA con muchas funciones que operan en rangos de bajo consumo de energía ofrecen mayor flexibilidad y facilidad de uso, reducen significativamente los costos de implementación y de instalación”, comentó Himanshu Shah, analista Senior de ARC Advisory Group. “Los fabricantes de equipos originales y usuarios finales continúan buscando equipos de automatización que ofrezcan bajo costo de propiedad y un período más corto de retorno de la inversión de capital. Los variadores de CA PowerFlex 525 resuelven directamente estos problemas comerciales con más
opciones de control de motores, herramientas de programación flexibles, así como opciones avanzadas de comunicación, seguridad y de ahorro de energía.”
Conectividad EtherNet/IP™ incorporada - optimiza la integración con controladores programables, para proporcionar más flexibilidad a las aplicaciones. Una conectividad opcional con puertas duales EtherNet/IP™ soporta la topología de anillo al nivel de los dispositivos (DLR), proporcionando una infraestructura de red robusta.
Recurso de seguridad incorporado y certificado SIL2/PLd - llamado “safe torque-off”, impide que el motor gire, luego de que un circuito de seguridad sea abierto, lo que protege a las personas y a los equipos, y minimiza las pérdidas de producción. El modo economizador del variador ayuda a optimizar el consumo de energía del motor, mediante el monitoreo del consumo de corriente de una aplicación y el ajuste automático de los parámetros de operación de manera adecuada.
Espacio reducido: - el variador de CA PowerFlex 525 requiere de un espacio libre de 50 mm en la parte superior e inferior, cuando es instalado en un gabinete, y puede ser montado apilado y sin espacios, tanto horizontal como verticalmente. Este espacio libre reducido puede ayudar a los clientes a reducir el espacio necesario de sus aplicaciones en los paneles. Además de la instalación flexible, el variador de CA PowerFlex 525 puede operar con temperaturas de hasta 50 °C. Con un kit de ventilador opcional, el variador puede soportar temperaturas de hasta 70 °C con reducción de corriente.
PARA OBTENER MÁS INFORMACIÓN, INGRESE A:
http://www.rockwellautomation.com/go/powerfl ex525

AGOSTO 2013 • AUTOMATION TODAY 7
Para permanecer competitivas, las industrias necesitan soluciones de HMI escalables, que sean fáciles de instalar, que mejoren la productividad del operador y que estén mucho más integradas a los sistemas de control y de informaciones de la empresa. En este sentido, las industrias en general, y especialmente las de proceso, pueden ganar más funcionalidades y una mejor experiencia del operador con la nueva versión del software de Interface Operador-Máquina (HMI) FactoryTalk View. Las aplicaciones FT View Site Edition (SE) y Machine Edition (ME) 7.0 ofrecen una administración de alarmas más eficiente, instalación simplificada, mejor experiencia para el usuario e intercambio de datos integrados en una amplia variedad de ambientes de producción. El software FactoryTalk View SE 7.0 soporta un número mayor de clientes y servidores HMI en un único sistema, lo que aumenta el tamaño de los sistemas que pueden soportar el subsistema de alarmas del FactoryTalk View SE, el FactoryTalk Alarms and Events. Este subsistema de alarmas fue mejorado para cumplir con la Norma de Alarmas 18.2 de ISA, y ahora admitirá el estado de suspensión temporaria (shelving) de alarmas. El subsistema también permite ahora que los usuarios configuren comandos de alarma remota en plantillas del sistema, esto ahorra un tiempo crucial cuando un operador necesita reaccionar ante situaciones de alarma del dispositivo.El nuevo proceso de instalación del software FactoryTalk View SE y ME ahorra tiempo, con un flujo de trabajo agilizado, que automatiza la instalación de los componentes del FactoryTalk View. Desde el punto de vista de tiempo del proyecto, una nueva función de localizar/cambiar a la HMI y a las pantallas de objetos globales está disponible en el ambiente del proyecto FactoryTalk View Studio, para que los usuarios puedan localizar y cambiar etiquetas o fragmentos de textos en varios servidores y pantallas.Para mejorar la autonomía, los operadores pueden navegar de manera más rápida e intuitiva por las pantallas y resolver problemas de producción con un nuevo botón de navegación, que proporciona funcionalidad similar a los botones de navegación de Internet disponibles comercialmente. Las estaciones de trabajo de clientes pueden rastrear cada pantalla que el operador abra, y el botón de navegación permite que el operador exhiba y se mueva rápidamente a través del historial de navegación. Los recursos gráficos incrementados en el software FactoryTalk View 7.0 también proporcionan a los operadores una visualización más realista de un proceso, con sombreado gradual y soporte para gráficos del tipo PNG.
La última versión del software FactoryTalk View mejora la experiencia de operadores con HMI y la integración de datos
Una nueva opción del software FactoryTalk View SE Station, con alcance en red, permite que la HMI de una única computadora se integre mejor a los productos, como el software FactoryTalk Historian SE y ME. Usando el nuevo software FactoryTalk View SE Station en red, los usuarios serán capaces de navegar en un servidor FactoryTalk Historian SE, seleccionar etiquetas y visualizar las informaciones del historial de estas etiquetas, directamente en la estación de trabajo del operador.La mejor conectividad del dispositivo y los diagnósticos están disponibles para las aplicaciones de terminal de operación PanelView Plus 6 con el software FactoryTalk View ME 7.0. Las estaciones de operación PanelView Plus 6 pueden conectarse ahora directamente y exhibir datos de dispositivos fuera del controlador, como relés de sobrecarga inteligentes o monitores de energía, lo que ahorra memoria del controlador. FactoryTalk View ME 7.0 también ofrece nuevos controles ActiveX y recursos de autonomía, que permiten a los operadores visualizar informaciones de diagnóstico de un terminal PanelView Plus, como temperatura, carga, voltaje de batería y configuraciones de IP de la red directamente en una pantalla.
PARA MÁS INFORMACIÓN:
Top Five Missed Opportunities with HMI Alarms & Events http://literature.rockwellautomation.com/idc/groups/literature/documents/ar/journc-ar008_-en-p.pdfPágina en Internet del software FactoryTalk View 7.0: http://discover.rockwellautomation.com/HMI
PRODUCTOS
8 AUTOMATION TODAY • AGOSTO 2013
Dos nuevas herramientas ayudarán a los fabricantes de equipos originales e industrias en general a ahorrar tiempo al diseñar sistemas de seguridad de máquinas. El software de configuración Safety Automation Builder (SAB) y los documentos del proyecto, previamente desarrollados por Safety Functions, ayudan a los usuarios a navegar por el proceso del diseño del sistema de seguridad y a aplicar mejores prácticas. La herramienta SAB conduce a los usuarios a través de un proceso de diseño del sistema de seguridad, y ofrece opciones
Nuevas herramientas para simplifi car el diseño del sistema de seguridad de máquinas
para el diagramado, selección de los productos y análisis del nivel de rendimiento de seguridad (PL) en base a la Norma ISO 13849-1, con el software SISTEMA de IFA (Safety Integrity Software Tool for Evaluation of Machine Applications, traducido como: Herramienta de software de integridad de seguridad para la evaluación de aplicaciones de máquinas). El software SAB puede ser descargado desde la página de Rockwell Automation en Internet, y también requiere que los usuarios descarguen y ejecuten el software SISTEMA.“Nuestro estudio reciente del panorama del mercado global para 2016 sobre seguridad de máquinas verificó que Rockwell Automation es el principal proveedor global de soluciones para protecciones”, dijo Sal Spada, director de investigación del ARC Advisory Group. “Su nueva herramienta SAB ofrece orientación al diseño del sistema de seguridad, con la cartera de seguridad y automatización más amplia del mundo, que brinda a los clientes la fuente única y confiable de especialización en seguridad que ellos necesitan.”Tradicionalmente, los ingenieros necesitaban realizar un extenso proceso de impresión de planificaciones del diagrama de la máquina, diseñar protección física y móvil, identificar puntos de acceso potencialmente peligrosos y las funciones de seguridad asociadas, seleccionar las entradas, salidas y los dispositivos lógicos de seguridad, y calcular el nivel PL alcanzado por el sistema de control relacionado a la seguridad. Esto dio lugar a una lista manuscrita de los materiales necesarios y cálculos de seguridad que los ingenieros debían transferir a los documentos, planificaciones e informes.El software SAB automatiza el proceso de selección de dispositivos de seguridad para ayudar a acelerar el diseño del sistema y minimizar los errores humanos. Con este software, los usuarios importan una imagen de la máquina y
responden a preguntas con un menú despegable y pantallas de ayuda para identificar y seleccionar las protecciones necesarias. Enseguida, el software recopila todas las selecciones de productos, genera una lista de materiales y recopila los datos necesarios para completar el software SISTEMA. El SISTEMA indica el nivel PL obtenido por el sistema de seguridad, usando la norma ISO 13849-1 con un cálculo automático. Como parte del proceso, los usuarios también reciben un archivo del proyecto en el formato SISTEMA.Para soportar la herramienta SAB, Rockwell Automation también lanzó Safety Functions, que son documentos de proyecto previamente desarrollados, que contienen información detallada sobre cada método de protección, que incluye funcionalidades específicas, nivel PL y entradas, lógica y componentes de salida necesarios. Estos documentos también incluyen listas de piezas, planificaciones eléctricas, un archivo del proyecto del software SISTEMA y planes de verificación y validación. Después de pasar por el proceso SAB, los usuarios pueden seleccionar la Función de Seguridad necesaria para una máquina específica y combinarla con una lista de materiales para proyectar un sistema de seguridad completo.Rockwell Automation lanza una gran variedad de Safety Functions en tres etapas. Las primeras seis ya están disponibles. Cada función incluye una versión de relé de seguridad y una versión de controlador de seguridad programable para el elemento de lógica de seguridad.
PARA MÁS INFORMACIÓN:
Herramienta Safety Automation Builder: http://discover.rockwellautomation.com/safety/SABSafetyFunctions: http://discover.rockwellautomation.com/SFTY_EN_Machine_safety_functions.aspx#page=page-1Software SISTEMA de IFA: www.dguv.de/ifa/en/pra/softwa/sistema/index.jsp
Gráfi cos SAB
“Nuestro estudio reciente del panorama del mercado global para 2016 sobre seguridad de máquinas verificó que Rockwell Automation es el principal proveedor global de soluciones para protecciones”
Sal Spada - director de investigación del ARC Advisory Group
AGOSTO 2013 • AUTOMATION TODAY 9
SERVICIOS
l servicio Safety Life Cycle ha ayudado a muchas industrias de diversos sectores en todo el mundo. Se basa en la evaluación y minimización de riesgos en máquinas, y está compuesto por cinco pasos, que pueden ser contratados según la necesidad y el presupuesto disponible. Son estos:1 Evaluar riesgo o peligro: identificar
los peligros y estimar los riesgos asociados.
2 Determinar los requisitos funcionales del sistema de seguridad: evaluar opciones de protección basadas en soluciones aceptables por la industria y seleccionar técnicas de mitigación.
3 Diseñar y verificar el sistema: diseñar la arquitectura del sistema, documentar el proyecto del circuito de seguridad, adquirir materiales.
4 Instalar y validar el sistema: verificar si los sistemas están funcionando con parámetros definidos y si cumplen las normas aplicables.
5 Mantener y mejorar el sistema: verificar si los requisitos del sistema operan con los parámetros especificados para la producción y seguridad, el mantenimiento preventivo y las actualizaciones del sistema.
Durante cada fase del servicio Safety Life Cycle, herramientas complementarias de software facilitan y agilizan infinitas rutinas de seguridad industrial, simplifican el desarrollo, mejoran la conformidad y reducen el tiempo y costo del proyecto. Las principales son:
Safety Automation Builder (SAB): facilita la planificación de sistemas de seguridad, ayuda a seleccionar productos para alcanzar el rendimiento de seguridad necesario (PL) de acuerdo a la Norma EN ISO 13849-1, y crea proyectos SISTEMA para el análisis de todas las Funciones de Seguridad. Use el SAB para: • Hacer el diagrama de los peligros y
puntos de acceso de la máquina• Definir funciones de seguridad y
seleccionar productos de seguridad para cada una
• Exportar datos al SISTEMA para análisis
La integración directa con la herramienta ProposalWorks permite
Seguridad a cuatro manos
la generación de Listas de Materiales completas. Los documentos generados por la herramienta incluyen: listas de materiales; planificaciones conceptuales del diagrama de seguridad; planificaciones de la estructura de la arquitectura; Archivos ePLAN y archivos del proyecto SISTEMA. Safety Functions: módulos básicos para la seguridad de la máquina, que ofrecen soluciones para aplicaciones de seguridad comunes y permiten el rápido desarrollo de sistemas de seguridad, con eficiencia y precisión. El contenido general incluye:• Descripción operativa• Diagramas eléctricos• Lista de materiales• Código de PLC e instrucciones de
configuración de relés• Cálculo de verificación del software
SISTEMA• Plan de verificación y validación
Las funciones de seguridad disponibles hoy incluyen: paro de emergencia, cortinas de luz, control doble mano, llave habilitadora, llaves para bloqueo de protecciones y enclavamientos de puertas.
Herramienta SISTEMA (Safety Integrity Software Tool for the Evaluation of Machine Applications): software que ofrece soporte amplio a la evaluación de seguridad, de acuerdo a la Norma ISO 13849-1, a desarrolladores e inspectores de prueba de controles de máquinas. El SISTEMA permite modelar la estructura de los componentes de control relacionados a la seguridad, en base a las arquitecturas designadas, lo que hace que sea viable el cálculo de los valores de confiabilidad con varios niveles de detalles, incluidos los del nivel de rendimiento alcanzado.
Safety Accelerator Toolkit: kit de herramientas fáciles de usar para el proyecto del sistema, programación y diagnósticos, para ayudar en el rápido desarrollo e implementación de sistemas de seguridad, con los controladores GuardLogix, Compact GuardLogix o SmartGuard 600, E/S de protección y dispositivos de seguridad. El kit incluye una guía de evaluación de
riesgos y de proyecto del sistema, guía de selección de hardware, diagramas CAD, rutinas de lógica de seguridad y plantillas/modelos de estados y diagnósticos para el operador.
Retorno de inversiones (ROI): calculadora en línea que usa datos e informaciones del sector para determinar los ahorros generados por sus inversiones en seguridad.
Safety Solutions Toolkit: provee todos los productos relacionados a la seguridad, presentaciones, videos y pantallas de animación, literatura, archivos de eventos y otros recursos adicionales.
Pro-safe Trapped Key Builder: permite desarrollar soluciones de seguridad con una variedad de llaves y dispositivos de llave retenida, que pueden aislar fuentes de energía neumática, hidráulica y eléctrica, en un proceso repetitivo sistemático. Herramienta interconectada a ProposalWorks para generar Listas de Materiales completas.
Connected Components Building Blocks: Bloques de montaje que ayudan a aumentar la funcionalidad de la máquina, reduciendo los costos de proyecto y de soporte durante el ciclo de vida útil de la máquina, incluye: selección de producto, distribución de panel, proyecto de la HMI, puesta en marcha, proyecto de los cableados y proyecto de la programación.
Considere compartir sus desafíos de seguridad industrial con especialistas en soluciones tecnológicas que también ofrecen servicios complementarios de valor agregado al rendimiento y a la conformidad de su planta.
PARA MÁS INFORMACIÓN, visite: http://discover.rockwellautomation.com/safety
Construir y mantener un sistema efectivo de seguridad de personas y de activos en fábricas exige profesionales especializados y dedicación exclusiva, elementos escasos hoy en día. La utilización de servicios que apoyen sus esfuerzos internos puede optimizar sus inversiones en seguridad y garantizar resultados permanentes
E
10 AUTOMATION TODAY • AGOSTO 2013
TECH TIPS
EtherNet/IP ?Es una norma de red industrial abierta que utiliza chips y medios físicos de comunicación Ethernet comunes en el mercado. La tecnología EtherNet/IP™ evolucionó debido a la alta demanda por aplicaciones de control vía red Ethernet. Esta norma también se originó de las necesidades industriales de control por interoperación entre los diversos productos de control Ethernet.
E therNet/IP™ es una red abierta porque utiliza la norma Ethernet IEEE 802.3, la suite de protocolos TCP/IP y el protocolo CIP (Protocolo Industrial Común), que es el mismo protocolo de información y E/S en tiempo real utilizado por las redes DeviceNet y ControlNet.
¿Quién administra el protocolo EtherNet/IP™?En 1998, un Grupo de Interés Especial (SIG) de ControlNet™ International desarrolló una forma de aplicar una capa de aplicación abierta, pública y ampliamente aceptada, compartida por redes ControlNet y DeviceNet en una red Ethernet. Con esta tecnología, ControlNet International (CI), Industrial Ethernet Association (IEA) y ODVA (Open DeviceNet Vendor Association) lanzaron EtherNet/IP™ en marzo de 2000 una norma para la automatización de fábricas que transfi ere este
protocolo de capa de aplicación común a redes Ethernet. El protocolo abierto proporciona a los usuarios de EtherNet/IP™ servicios de mensajes, tanto explícitos (información) como implícitos (de control). El estándar EtherNet/IP™ es administrado por un consorcio liderado por ControlNet International y por Open DeviceNet Vendor Organization.
¿Cuáles son los principales benefi cios de una red EtherNet/IP™?• Una red EtherNet/IP™ ofrece todos
los benefi cios del protocolo CIP.• Permite que grandes cantidades
de datos de información, de confi guración y de E/S residan en la misma red de alta velocidad.
• Permite que la industria conecte las operaciones de fabricación con las operaciones corporativas con cohesión.
• Proporciona una reducción en los costos de mantenimiento por medio de la reutilización de recursos y herramientas de red existentes.
• Permite que las tecnologías comercial e industrial coexistan en la misma red.
Además de los benefi cios anteriores, una red EtherNet/IP™
ofrece los benefi cios adicionales de transferencia de datos a alta velocidad y soporte de red y protocolo estándar Ethernet, o sea: TCP/IP, HTTP.
¿Qué tipos de aplicaciones están orientadas a redes EtherNet/IP™?Las aplicaciones ideales para una red EtherNet/IP™ incluyen cualquier aplicación en la que sea necesario combinar tecnología industrial y comercial en la misma red. Además, aplicaciones que poseen una gran cantidad de nodos, aplicaciones que necesitan de conexión directa a sistemas comerciales, aquellas que requieren ser integradas directamente en la infraestructura corporativa, y aplicaciones que necesitan de máxima fl exibilidad en relación al rendimiento, topología y capacidad.
¿Qué es un producto EtherNet/IP™?Diversos niveles de funcionalidad defi nen un producto EtherNet/IP™. Un producto que debe soportar por lo menos uno de estos servicios:• Intercambio de datos basado
en información: el dispositivo es capaz de enviar y recibir datos de información no crítica en relación
¿Qué es
™
AGOSTO 2013 • AUTOMATION TODAY 11
al tiempo, por ejemplo: Interface Operador-Máquina, carga/descarga de programa, almacenamiento de información en base de datos
• Intercambio de datos – Cliente de E/S: el dispositivo es capaz de iniciar una conexión de datos de E/S con un adaptador de E/S.
• Intercambio de datos - Adaptador E/S: el dispositivo puede ser confi gurado como una conexión de adaptador de E/S por medio de un dispositivo cliente de E/S.
¿Qué es CIP y cómo está relacionado a la tecnología EtherNet/IP™?La sigla CIP signifi ca Common Industrial Protocol (Protocolo Industrial Común). El CIP es un protocolo de control abierto utilizado actualmente por redes EtherNet/IP™, DeviceNet y ControlNet. El CIP es independiente de la red y esto signifi ca que puede ser transportado fácilmente a redes distintas.
¿Qué tipos de topologías de red puedo usar?En el inicio de la adopción de Ethernet, diversos tipos de topologías de red fueron ofrecidos. Las redes 10Base2 y 10Base5 proporcionaron una topología de línea con cables de tipo grueso o fi no. 10BaseT ofrece una topología de tipo estrella.A lo largo de los años, como consecuencia de una amplia adopción de la tecnología Ethernet, una topología prevaleció en relación a las otras. Hoy más de un 95% de las instalaciones Ethernet son de topología en estrella de tipo 100BaseT (cable de par trenzado) o 100BaseF (fi bra óptica).Esto parece haber sido causado por tres factores claves:• la topología en estrella permite el agregado de nuevos nodos, sin afectar las conexiones existentes de la red;
• la topología en estrella es fácilmente adaptable en grandes instalaciones;
• el factor más importante de la topología en estrella es que, por medio del uso de la tecnología de switches (topología en estrella activa), es posible reducir el ancho de banda de la red, convirtiendo grandes redes planas (redes de tipo línea) en subredes más pequeñas. Esta característica es la principal razón por la cual recomendamos el uso de una
topología en estrella activa para las aplicaciones de control de E/S.
¿Qué tipo de cableado de red debo utilizar?Existen diversos factores relacionados al ambiente y a la instalación, que afectan la selección del tipo de cableado. El factor más importante en la selección del medio de cableado es entender su ambiente. El cableado Ethernet comercial común puede no proporcionar la compatibilidad necesaria para algunos ambientes industriales agresivos, con alto nivel de ruido. Las preocupaciones industriales, que ocurren con la instalación de cualquier otro sistema de control, también tienen un papel importante en una instalación EtherNet/IP™.En general, cuanto más elevada sea la tasa de transmisión de datos, menos tolerante al ruido será la red de comunicación. Cuanto mayor sea el numero de errores en un sistema EtherNet/IP™, mayor será el tráfi co de la red. Cuando el tráfi co aumenta, el tiempo de respuesta aumenta proporcionalmente. Si su aplicación depende de un tiempo de respuesta corto, deben ser tomadas las medidas de protección para minimizar errores causados por ruidos y por otras causas de aumento de tráfi co. Para orientarlo sobre estos y otros problemas de instalación, Rockwell Automation creó un Manual de Planifi cación e Instalación de Medios para EtherNet/IP™.
¿Cuándo debo usar switches? ¿Concentradores? ¿Encaminadores?No hay una única respuesta para estas preguntas. La principal respuesta es basar su selección de hardware de acuerdo a las necesidades de su aplicación. Una instalación de control requiere de alta capacidad y bajo tiempo de transmisión de paquetes. Dispositivos como switches proporcionan un gran ancho de banda a una única estación cliente. Por otro lado, todos los dispositivos conectados a un concentrador compiten por el uso del medio de la red, lo que disminuye el ancho de banda disponible. Los encaminadores cumplen una función completamente diferente.
Los encaminadores operan principalmente como una conexión principal, interconectan todas las redes en una organización. Los concentradores no son una solución recomendada. Los switches son recomendados para aplicaciones de control de alta capacidad, y los encaminadores para conectarse a la infraestructura corporativa. Sin embargo, hay más factores que deben ser considerados antes de hacer su selección fi nal de hardware de medios.
¿Cuál es la diferencia entre EtherNet/IP™ y OPC?OPC es una interface de comunicación estándar, destinada a proporcionar mayor conectividad entre sistemas comerciales, sistemas de control y los dispositivos. Existen algunas cosas en común entre OPC y EtherNet/IP™:• Aumenta la interoperación entre
dispositivos proporcionando una especifi cación de proveedor común y administración de manera abierta.
• Se sitúa en la capa de aplicación de un paquete Ethernet TCP/IP.
• Proporciona una norma para una interface de dispositivo común.
La principal diferencia entre OPC y EtherNet/IP™ es el nivel de soporte de suministro de datos. OPC no proporciona ninguna defi nición sobre cómo una conexión es hecha o mantenida entre dos dispositivos. OPC es apenas un driver de conexión común entre dos o más dispositivos y no proporciona en absoluto especifi caciones de integración del sistema. Por otro lado, EtherNet/IP™ defi ne y administra específi camente los procedimientos de suministro de datos. EtherNet/IP™ también ofrece diversos tipos de mecanismos de suministro de datos para administrar simultáneamente datos de informaciones no críticas y datos de E/S críticas en relación al tiempo. Por esta razón, OPC encontró su principal uso industrial en aplicaciones HMI/SCADA que no requieren suministro de datos críticos en relación al tiempo.
¿Qué tipo de intercambio de datos de E/S soporta la tecnología EtherNet/IP™?EtherNet/IP™ sigue el modelo de datos Productor/Consumidor, que ofrece los siguientes benefi cios en

12 AUTOMATION TODAY • AGOSTO 2013
relación al modelo Cliente/Servidor u Origen/Destino tradicional:• Múltiples nodos pueden consumir los mismos datos de un único productor.
• Los nodos pueden ser sincronizados.• Ancho de banda optimizado para
un mejor rendimiento.• El protocolo administra fácilmente
la recolección, confi guración y datos de control en la misma red.
• Ningún sistema principal es necesario para la administración de la red.
• Soporta intercambio de datos de tipo Polled (maestro y esclavos), Cíclico, Cambio de Estado (CoS) y Multicast de E/S.
El modelo Productor/Consumidor es un servicio independiente del medio, que soporta E/S implícitas y mensajes de informaciones explícitas simultáneamente en el mismo cable.
¿Cuáles son los principales errores sobre redes EtherNet/IP™? La mayoría de los errores sobre una red EtherNet/IP™ ocurre a partir del conocimiento común sobre redes Ethernet (o sea: redes locales de ofi cinas e internet) e hipóstesis generalizadas acerca de los recursos Ethernet. Considere las siguientes afirmaciones equívocas: Una red Ethernet de 10 Mbits/s es dos veces más veloz que una red ControlNet de 5 Mbits/s, y la de 100 Mbits/s es 10 veces más veloz que una red Ethernet de 10 Mbits/s. Esta afirmación presenta, en realidad, dos confusiones. En primer lugar, una red Ethernet no puede programar el suministro de datos y no puede garantizar los tiempos exactos de
TECH TIPS
suministro de paquetes, como sí ocurre en una red ControlNet. En segundo lugar, no es cierto que una red Ethernet de 100 Mbits/s es 10 veces más veloz que una rede Ethernet de 10 Mbits/s. Esto es debido a que la velocidad de la red es apenas un factor entre los muchos factores que determinan los tiempos totales de suministro de datos. Otros factores, como la velocidad de procesamiento y la velocidad de transferencia de datos, representan una parte significativa del desempeño total del suministro de datos. Además, determinados recursos del interruptor/ruteador maximizarán el desempeño, la confiabilidad y la eficiencia de la red.Esos recursos incluyen: • Función de snooping de IGMP • Calidad de Servicio (QOS) (prioridad
de paquetes) • Limitación de tasa de transferencia • Duplicación de puerto (para
diagnósticos) • Soporte SNMP • Protocolo de comunicación
(trunking) y VLANs Las instalaciones con EtherNet/IP™ son más baratas que otras instalaciones de red de control. Este error deriva del bajo costo observado en los productos Ethernet. Es cierto que el costo de la tecnología Ethernet está en baja constante, debido a una mayor demanda del consumidor. Sin embargo, esta reducción del costo no es totalmente transferible a una instalación Ethernet Industrial. Esto ocurre especialmente cuando son necesarias las funciones de control.
En primer lugar, el equipo industrial requiere de un determinado nivel de industrialización para resistir al ambiente agresivo de una fábrica. En segundo lugar, los ambientes de las fábricas poseen niveles más elevados de interferencia electromagnética (IEM) que los ambientes de ofi cina. Esta interferencia es especialmente crítica en instalaciones de control en redes Ethernet de 100 Mbits/s. Por eso, en general, un medio de fibra óptica es utilizado como una solución alternativa. Además de la IEM, las instalaciones de control EtherNet/IP™ requieren hardware de interrupción, con capacidad full duplex para eliminar colisiones de paquetes. Eliminar colisiones ayuda a garantizar el suministro de paquetes uniformes.
¿Las redes EtherNet/IP™ reemplazarán las redes DeviceNet y ControlNet? Aunque sea cierto que parte de los recursos y benefi cios encontrados en las redes DeviceNet y ControlNet pueda ser transportada a una red EtherNet/ IP™, esas redes existentes son y serán soluciones viables en un futuro cercano. Los costos actuales de los componentes Ethernet no pueden competir con los bajos costos de los componentes y del proyecto de los dispositivos DeviceNet. A medida que las habilidades de fabricación aumenten, para impulsar los costos de los componentes hacia abajo, será cada vez más viable producir productos EtherNet/IP™ en el nivel del dispositivo. La red ControlNet tiene sus propios benefi cios, respecto a la red EtherNet/IP™, lo que incluye tiempos de actualización programados de E/S, redundancia y seguridad intrínseca. Recuerde: las redes ControlNet, DeviceNet y EtherNet/IP™ utilizan el mismo protocolo y la diferencia básica entre ellas es el medio físico. Cuando son utilizadas en cualqueir tipo de combinación, el usuario visualizará la red combinada como un único sistema, y los datos pueden ser visualizados en cualquier lugar y a cualquier momento, sin programación o esfuerzo extra. La solución más económica, con los dispositivos necesarios, es la mejor recomendación.
Para descargar artículos, informes técnicos y herramientas gratuitas para el desarrollo de EtherNet/IP™, acceda a www.odva.org

Visite Automation Fair® en Houston, Texas
Automation Fair® 2013, Noviembre 13-14 Realizada por primera vez en el corazón de la industria estadounidense del petróleo y el gas, la feria hará énfasis en este sector en los stands y eventos técnico-educacionales paralelos y gratuitos. Una oportunidad única de explorar las soluciones tecnológicas más avanzadas, que aumentan la productividad y la efi ciencia, mientras reducen costos, lo que contribuye a un ambiente industrial inteligente, seguro y sostenible.
La estrella está en la bandera de Texas, y en la ciudad texana de Houston, brillará la estrella de la automatización industrial, en el George R. Brown Convention Center.
Descubra en Automation Fair® 2013 cómo hacer que la estrella de su empresa brille.www.automationfair.comAutomation Fair®® es una marca registrada de Rockwell Automation, Inc.
14 AUTOMATION TODAY • AGOSTO 2013
Artículo dePORTADA
ara eso, es necesario elegir la arquitectura ideal para la aplicación, teniendo en cuenta parámetros decisivos como la cantidad de puntos de E/S y/o la cantidad de ejes de (en) la máquina. A través de la cartera dedicada, las arquitecturas de rango medio (o Midrange) logran brindar todos los benefi cios de las soluciones para un gran rango(numero de aplicaciones), con costos altamente competitivos, y un fuerte impacto positivo en los resultados fi nales
Al implementar la automatización de un sistema de rango medio mediano es posible, y sencillo, acceder a una mejor tecnología, equilibrar los costos y obtener mejores resultados
P
En su justamedida
obtenidos por los fabricantes originales de equipos y usuarios fi nales. Ni tan compactas, ni tan grandes. Las aplicaciones de rango medio están entre los dos extremos en el entorno de la fabricación y exigen soluciones y productos innovadores y bien dimensionados. Ellos ya existen y, con ellos, es posible equilibrar el acceso a los mejores recursos técnicos y el valor de la inversión.Las aplicaciones de rango medio
están en todos los sectores industriales y existen soluciones diseñadas para atenderlas de manera efi ciente, tanto desde el punto de vista económico como del técnico. La adecuada dimensión de la arquitectura de la automatización, considerando el rango de la aplicación, es fundamental para que los fabricantes de máquinas y los usuarios fi nales obtengan los resultados de productividad y competitividad esperados. El uso de

AGOSTO 2013 • AUTOMATION TODAY 15
las arquitecturas de rango medio por parte de los fabricantes de productos originales da como resultado proyectos con costos y complejidad reducidos, y la posibilidad de ofrecer máquinas más competitivas y con mejor desempeño. Para los usuarios fi nales, la cartera de productos de rango medio de Rockwell Automation ayuda a hacer viable los proyectos de migración y la actualización de sistemas antiguos y/o obsoletos.Incluye recursos como control de movimiento, seguridad, conectividad en EtherNet/IP™ y software de desarrollo, para la creación de proyectos y aplicaciones reutilizables, la expansión de esta cartera de productos ofrece a los usuarios fi nales y a los fabricantes de productos originales la posibilidad de estandarizar las aplicaciones de pequeña, mediana y gran escala
en una única plataforma de control. El uso de la misma
tecnología permite una mejor efi cacia en los trabajos en equipo, un mantenimiento de proyecto más ágil
y una implementación más rápida de los sistemas.
Es una propuesta innovadora para ayudar a las industrias de maquinarias y a los usuarios fi nales a resolver problemas críticos de la empresa, como la adecuación a las normas globales y locales, los sistemas de hardware modulares, el trabajo en equipo, la reducción de los tiempos de inactividad y la seguridad.
Cómo optar por el equilibrioHay muchos elementos cruciales para el éxito de un proyecto de fabricación de una máquina, por ejemplo: la correcta selección de potencia del servomotor y la criticidad de la aplicación. Sin mencionar los parámetros de desempeño que se desea obtener de la máquina, tanto en términos de productividad como de consumo de insumos (energía y materia prima, por ejemplo) y de seguridad, entre otros. Esos elementos servirán de base para el trabajo de los diseñadores y, juntos, pueden dar como resultado una máquina realmente efi caz en todos los aspectos. Todo dependerá de las selecciones que se hagan.Es el tamaño de la aplicación el que debe defi nir el rango del controlador. Esa premisa también está dirigida a los usuarios fi nales que deseen migrar sus sistemas de control hacia una plataforma más fl exible, confi able y económica. Optar por un controlador que no se adapte a la necesidad de la aplicación seguramente impactará de forma negativa en el costo y en el resultado fi nal de cualquier proyecto, comprometerá su competitividad y no logrará satisfacer la demanda del usuario fi nal, que busca soluciones conforme a su necesidad. El controlador CompactLogix garantiza a las aplicaciones de rango medio (con hasta 16 ejes y hasta 200 puntos de E/S) los mismos recursos y desempeño que se ofrecen a las aplicaciones de gran rango con el controlador ControlLogix, con una diferencia signifi cativa en el valor de la inversión.
AUTOMATIZACIÓN ESTANDARIZADA PARA RESULTADOS EXCEPCIONALES
En la Automation Fair® 2012, el fabricante de máquinas Aagard presentó un nuevo módulo de robótica, que forma parte de la máquina combinada que fabrica, empaqueta y apila cajas.La cartera de productos de rango medio, basada en el controlador CompactLogix 5370, permitió que Aagard montara una máquina modular de alto desempeño con solo una pequeña área ocupada. “Brindar máquinas que utilizaban múltiples plataformas de control difi cultaba seriamente el mantenimiento y el soporte”, dijo Steve Mulder, presidente de Aagard. “Como nuestras máquinas se diseñan bajo encargo y son modulares, estandarizarlas con la cartera de rango medio de Rockwell Automation satisfi zo nuestras necesidades de desempeño, modularidad y soporte global”.

16 AUTOMATION TODAY • AGOSTO 2013
Desafíos para los fabricantes de productos originalesCada vez más obligados a participar de los desafíos de la industria global, los fabricantes de máquinas tienen, en la cartera de productos de rango medio, un aliado crucial. Un número creciente de industrias, muchas de ellas sin grandes áreas de ingeniería antiguas, necesitan que los fabricantes de productos originales les entreguen más que una máquina que desempeñe determinadas funciones. En la actualidad, la industria solo les dice a los fabricantes de máquinas: aquí están los niveles de productividad, efi cacia, fl exibilidad y tiempo de inactividad que necesito.Ese nuevo rol de los fabricantes de productos originales los enfrenta a una demanda para mejorar el rendimiento y la fl exibilidad de las máquinas, esto exige mucho del sistema de control y de la arquitectura elegida. Optar por estos productos puede marcar la diferencia en la competitividad de una máquina, no sólo en términos de costos, sino también de soporte global. Es decir: las exigencias del mercado para las aplicaciones más pequeñas son tan rigurosas como para las aplicaciones de gran rango. Y los productos de rango medio cumplen con estos requisitos.
Debate Debido a la creciente responsabilidad atribuida a los fabricantes de productos originales, Rockwell Automation y sus socios debatieron en profundidad las cuestiones relativas a este sector. En la Automation Fair® 2012 realizada
en noviembre, en Filadelfi a, en el foro industrial dedicado al sector se discutieron tres puntos:• el primero se refi ere al objetivo de
los usuarios fi nales, la obtención de la optimización total de la planta, y a la búsqueda por obtener menores costos de propiedad;
• el segundo trata el desempeño de los fabricantes de máquinas: cómo el hecho de fabricar mejores máquinas puede impactar positivamente en el objetivo de los usuarios, cómo reducir el costo de propiedad, y cómo los fabricantes de máquinas pueden hacer asociaciones con esos usuarios;
• fi nalmente, el tercer punto de enfoque involucra las iniciativas de sostenibilidad de las industrias.
En el mismo evento, Christopher Zei, vicepresidente de Rockwell Automation para Global Industry, resumió de la siguiente manera la tendencia global del sector de fabricantes de productos originales: “En una fábrica está demás decir que todo gira alrededor de las máquinas. Las decisiones de automatización y hasta las características de los sistemas están, cada vez más, siendo determinadas por los fabricantes de máquinas.” Y también, está presente, cada vez más, el deseo de los usuarios de que sus máquinas generen datos en sí mismas, y que pongan esos datos a disposición de forma confi able y segura. Hoy, tanto los fabricantes de productos originales como los usuarios fi nales coinciden en que tener acceso a esos datos e información de la maquina es un
requisito importante para mejorar los servicios a través de sistemas locales y remotos. Y es entonces cuando una red Ethernet/IP con arquitectura de control en red EtherNet/IP™ hace la diferencia. La principal diferencia es que las máquinas autónomas ya no son más islas de información, y pueden integrarse a los sistemas de información de planta. Frente a eso, lograr dimensionar adecuadamente la arquitectura del sistema según el rango de la aplicación determinará el éxito del fabricante en obtener rentabilidad para su negocio y desempeño para su cliente fi nal. Y los recursos proporcionados por la cartera de productos de rango medio son cruciales, ya que favorecen el equilibrio entre lo mejor de la tecnología, en términos de fl exibilidad, innovación y costos.
Productos de rango medioLa cartera de productos de rango medio contempla todos los elementos indispensables para las aplicaciones de rango medio. Los más recientes son:
• CompactLogix: controlador específi camente diseñado para las aplicaciones de rango medio, integra la plataforma de control Logix, cuya gran integración entre el software de programación, el controlador y los módulos de E/S reduce el tiempo de desarrollo y el costo en la puesta en marcha y durante la operación. Promueve la integración con costo optimizado de una máquina o aplicación de seguridad a un sistema de control en toda la fábrica, e integra recursos de seguridad, control de movimiento posicionamiento, discretos y de inversión en un controlador.
• Entorno unifi cado de ingeniería y proyecto, a través del software Studio 5000, lo cual brinda una estructura
para el trabajo de ingeniería en equipo: diferentes ingenieros pueden desarrollar
“En una fábrica está demás decir que todo gira alrededor de las máquinas. Las decisiones de automatización y hasta las características de los sistemas están, cada vez más, siendo determinadas por los fabricantes de máquinas” Christopher Zei – vicepresidente de Rockwell Automation para Global Industry
Artículo dePORTADA

AGOSTO 2013 • AUTOMATION TODAY 17
sus sistemas y reducir el tiempo de diseño y suministro de sus máquinas.
• Herramientas de simplifi cación de Integrated Architecture: Rockwell Automation ofrece diversas herramientas de simplifi cación gratuitas para auxiliar en cada etapa del ciclo de vida de un proyecto, las cuales ayudan a los fabricantes de productos originales y a los integradores de sistemas a diseñar, desarrollar y brindar sus sistemas de control de automatización. Esas herramientas ayudan a aumentar signifi cativamente la productividad.
VERIFICADAS Y APROBADAS
Ya son muchas las industrias, en todo el mundo y en los sectores más diversos, que se benefi cian con las soluciones de tamaño mediano Rockwell Automation (Midrange). Vea algunas de ellas en Latinoamérica:
Argentina – las soluciones de rango medio permitieron que una industria automovilística expandiera sus negocios hacia las aplicaciones con Delta Robot. En una de las más interesantes aplicaciones con el nuevo CompactLogix, usando ocho controladores L16 y cuatro L18, para controlar las etapas del proceso de soldadura y usando CompactLogix también para detectar si las piezas están correctamente ubicadas.Brasil: fabricante global del sector forestal obtuvo una solución efi caz en términos de costo y de rendimiento, con el reemplazo de CNC por productos específi cos para la aplicación de rango medio y con la creación de un sistema de automatización estandarizada, que mejoró el desempeño de la máquina. Además en Brasil, un fabricante de máquinas de envase, que opera en más de 30 países, encontró la mejor solución, desde el punto de vista técnico y económico, en la línea de rango medio y en la arquitectura integrada. Utilizando el nuevo controlador CompactLogix L16ER, PanelViewPlus Compact, Kinetix 300, PowerFlex 4 y PowerFlex 40, este cliente ganó tiempo de respuesta al mercado y se sorprendió con la rapidez y facilidad para confi gurar el nuevo sistema.Chile: el integrador de sistemas tenía difi cultad para entregar soluciones de control de movimiento completas, consistentes y fáciles de instalar. Vencieron el desafío de identifi car una plataforma única y modular a través de la estandarización de la arquitectura común con CompactLogix, servovariadores Kinetix y HMI PanelView Plus, dando como resultado un incremento de aproximadamente 50% en la cantidad de proyectos de sistemas de control para máquinas.México: fabricante de utensilios de plástico encontró en las soluciones de rango medio de Rockwell Automation la respuesta a su necesidad de utilizar una sola plataforma de control para todas las aplicaciones, inclusive aplicaciones de control de posicionamiento. Los productos utilizados fueron el Controlador CompactLogix 5370 L1, PanelView Plus, Point IO y los componentes industriales. También en México, un fabricante de artículos para la seguridad, encontró en la cartera de productos de rango medio la ayuda que necesitaba para expandir su negocio hacia aplicaciones con Delta Robot. Los productos utilizados fueron el controlador L36ERM, el servovariador K350 y PanelViewPlus Compact.Perú: industria del sector de la caña de azúcar, hizo la migración del sistema de control legado para la plataforma CompactLogix, utilizando el controlador CompactLogix L33 y PanelView Plus. La sincronización entre diversas áreas fue potencializada, dando como resultado un aumento en la calidad de subproductos y en la cantidad de vapor para alimentar a toda la fábrica.
la aplicación simultáneamente. Servovariador Kinetix 5500 y Servomotor VPL en EtherNet/IP™: Kinetix 5500 y el servomotor VPL de baja inercia (con cable de tecnología inteligente) son soluciones más compactas para el control de movimiento integrado que operan en red EtherNet/IP™. Son más fáciles de utilizar y simplifi can el cableado del sistema. Ideales para sistemas de embalajes, manipulación de materiales o sistemas de conversión con más de seis ejes, Kinetix 5500 y el servomotor VPL no requieren de bus de energía discretos o de accesorios adicionales. Así, las máquinas pueden crecer de forma modular, según sea necesario. Motor y accionamiento con potencia conectada de forma ideal, utilizan la mitad de la energía de soluciones equivalentes, brindando aún 125 μs de cierre de lazo para un máximo desempeño. Un bus CA/CC externo y común reduce los requisitos de hardware y permite la modularidad, con una única plataforma para sistemas de eje único o de ejes múltiples. La densidad de energía de la solución, la mejor en su clase, brinda una reducción de 50% del área ocupada. Conclusión: la transmisión de energía y la retroalimentación en un sólo cable eliminan el hardware y las terminaciones de cables, reduciendo los costos de cableado.
• Switch Ethernet Industrial Administrable Stratix 5700 de Capa o nivel 2: diseñado con tecnología Rockwell Automation y Cisco, el Switch Stratix 5700, altamente modular y compacto, ofrece una amplia gama de recursos. Usa el principal software de infraestructura de redes del mundo – Cisco IOS – y brinda una integración segura de servicios críticos comerciales y de soporte en la planta. También simplifi ca el diseño y el desarrollo de redes, al nivel de las máquinas, a través de herramientas de confi guración y de monitoreo, y ayuda a obtener la
preparación y los diagnósticos ágiles dentro del sistema de arquitectura integrada, cerrando el vacio entre la TI y la automatización.
• Variador de PowerFlex 525 CA: el primero de la última generación de variadores compactos con recursos completos, PowerFlex 525 CA presenta un diseño modular con rangos de potencia de 0.5 a 30 CV o 0.4 a 22 kilovatios, con tensión de entrada de 100 a 600 volts. El variador posee EtherNet/IP™ incorporada, seguridad, programación a través de USB, ahorro de energía y una variedad de opciones de control de motores. Fue diseñado para ayudar a los clientes a ahorrar dinero, maximizar el desempeño de
18 AUTOMATION TODAY • AGOSTO 2013
SOLUCIONES
reduce el ciclo de desarrollo y agrega valor al módulo de alimentador
robotizado de Aagard
E l fabricante de máquinas Aagard se especializa en el desarrollo de sistemas de envasado que reúnan soluciones escalables, modulares y completas y combinen múltiples operaciones de envasado. Según la empresa, estos sistemas proporcionan una mayor efi ciencia y productividad, y una menor área ocupada, entre otros benefi cios. Aagard desarrolló nuevas tecnologías que integran las principales operaciones de la unidad en un sistema de control unifi cado.La cultura de innovación de la empresa produjo proyectos de máquinas que elevó el nivel del sector. Específi camente, la tecnología de envasado/envoltura (wraparound), patentada por Aagard, proporcionó ahorros signifi cativos a sus clientes al reducir el consumo de materiales.Al proporcionar una solución de línea de envasado completamente modular, Aagard busca introducir progresivamente soluciones innovadoras en
todas las etapas del diseño de la máquina. La modularidad del equipo proporciona desarrollos económicos y máquinas con capacidad para recibir una amplia línea de productos.El lanzamiento del “módulo de alimentador robotizado” de Aagard representa un salto tecnológico para las soluciones de envasado de la empresa, aumentando la fl exibilidad para manipular una variedad de productos que eran difíciles de manejar.
Desarrollo del alimentador robotizadoEl sistema de alimentación de Aagard era una parte de su maquinaria que, hasta ese momento, restringía la fl exibilidad y representaba el potencial más grande de fallas. Anteriormente, todos los módulos de alimentación eran diseñados bajo solicitud para operar con las características y recursos dimensionales específi cos de los productos envasados, que eran puestos en cajas de cartón, de
esta forma se limitaba la fl exibilidad de la máquina. Aagard superó la restricción de un tamaño de paquete fi jo cuando incorporó productos de robótica guiados por un sistema de visión en sus soluciones de alimentación. En lugar de utilizar productos de robótica de otros fabricantes, el equipo de ingeniería de la propia Aagard desarrolló la tecnología para garantizar que la solución fuera optimizada para la aplicación en la línea de envasado. El resultado es un módulo de alimentador que aumentó el rango de los tamaños de envasados manipulados, reduciendo al mismo tiempo el área general ocupada por la máquina y el espacio en el piso.El equipo de Aagard evaluó sus soluciones actuales de automatización y descubrió que necesitaba agregar más fl exibilidad en determinadas aplicaciones. El éxito y el futuro del módulo de alimentación de robótica estuvieron fundamentados en una plataforma de automatización escalable, que utilizó:• Una red simple, para control del movimiento máquina a máquina y sus E/S.
• Red Sincrónica de Alto Rendimiento.
• Conceptos de desarrollo
LA SELECCIÓN DE AUTOMATIZACIÓN
AGOSTO 2013 • AUTOMATION TODAY 19
modernos, que proporciona un código reutilizable y modular.
• Fácil portabilidad de los programas de aplicaciones entre familias de productos de automatización.
La idea fue reducir los costos generales de desarrollo, al invertir en una plataforma de automatización que simplifi cara la ingeniería asociada a sistemas complejos.Aagard alcanzó estos objetivos con la familia de Controladores de Automatización Programables (PAC) Logix de Rockwell Automation con red EtherNet/IP™. Según los ingenieros de Aagard, los recursos de EtherNet/IP™ con CIP Sync y CIP Motion simplifi caron el sincronismo entre los módulos y, al mismo tiempo, también sirvieron como solución de red común para el control de los movimientos, de las cámaras de visión y de las E/S. Específi camente, vale destacar el recurso de registro de eventos del SIP Sync. Esto permitió que los controladores de movimiento de CPU Logix estuvieran sincronizados con cada módulo de la máquina. Antes del uso de EtherNet/IP™, era extremadamente complicado sincronizar los módulos de la máquina en la línea de envasado.
Escalabilidad y portabilidad integral entre la red EtherNet/IP™ y LogixEl módulo de alimentador robotizado tiene menos de 16 ejes de control de movimiento coordinados, lo que permite el uso de una solución CompactLogix. Sin embargo, Aagard diseña módulos de máquina que en algunos casos involucran hasta 52 ejes de movimiento. En los casos en que son necesarios más de 16 ejes, basta cambiar de plataforma, pasando de CompactLogix a ControlLogix. Esta escalabilidad de la familia Logix permite que la misma base de código de aplicación sea utilizada en toda la plataforma,
y así ahorrar tiempo y costo de desarrollo. Esto fue decisivo para el proceso de selección del proveedor de automatización de Aagard, pues garantizó que los códigos para los módulos de la máquina pudieran ser reutilizados, independientemente de la CPU de automatización específi ca, y reducir los costos de desarrollo.Además, el ancho de banda de la red EtherNet/IP™ es más que sufi ciente para soportar el rendimiento de la solución de movimiento, así como proveer diagnósticos, alarmas y herramientas de confi guración con base Web, independientemente del número de ejes. Según Aagard, la incorporación de diagnósticos inteligentes fue un área bien valorizada y que impresionó mucho a sus clientes. La resolución de problemas es fácil e inmediata. Todo esto es posible para el sistema debido a la utilización de una red EtherNet/IP™, que es una red TCP/IP no modifi cada.
Valor diferenciadoLa solución innovadora de alimentador robotizado de Aagard, probada y aprobada en prototipos, y ya disponible en el mercado, redujo los costos de la máquina y, al mismo tiempo, satisfi zo las especifi caciones de rendimiento exigidas. De esta forma, además de esos benefi cios y de la escalabilidad, fl exibilidad y reducción del espacio ocupado, este proyecto de máquina ofrece diferenciación y valor adicional, incluye:• Fácil integración de la línea, por medio de la solución RAPID (Solución de Integración Modular entre líneas de envasado).
• Administración de energía con el PowerMonitor 5000 de Rockwell Automation.
• Acceso remoto para mantenimiento y resolución de problemas, con Virtual Support Engineer de Rockwell Automation.
• Convergencia de video: control de
la máquina y del robot, monitoreo de la línea y vigilancia, todo esto vía cámaras IP en una única red.
• Segmentación de la red: segmentación física y lógica para obtener todas las características anteriores en una única red.
Las ventajas de diagnósticos ampliados, la facilidad de uso, administración de energía y utilización de un modelo de vigilancia y seguridad conectadas, fueron posibles debido al uso de una red TCP/IP simple y estándar: EtherNet/IP™.
Números expresivosLa familia de controladores Logix permitió que Aagard creara un módulo alimentador robotizado más fl exible y un programa de aplicación reutilizable. Los recursos del sistema Logix y EtherNet/IP™ cambiaron la manera en que la ingeniería aborda el control de la máquina y de la línea. En base a las estimaciones de Aagard, la capacidad de reutilizar el programa de aplicación ahorró entre un 10, y en algunos casos, un 30% en el ciclo de desarrollo general de los módulos de la máquina.Además, todos los sistemas Aagard son probados previamente en la fábrica. La plataforma Logix redujo el tiempo de prueba en la fábrica entre 10 y 20%. Con estos ahorros conjuntos, en el tiempo de desarrollo y de prueba, los ingenieros de Aagard pueden asumir más riesgos y continuar promoviendo la cultura de la innovación, que es la característica de la empresa.
Para más información o para ver comentarios sobre este artículo, contáctese con su gerente de cuenta o con el autor, Sal Spada, al correo electrónico [email protected]. Esta información es de propiedad exclusiva de ARC Group y ninguna parte puede ser reproducida sin permiso previo.
20 AUTOMATION TODAY • AGOSTO 2013
CASOS BRASIL
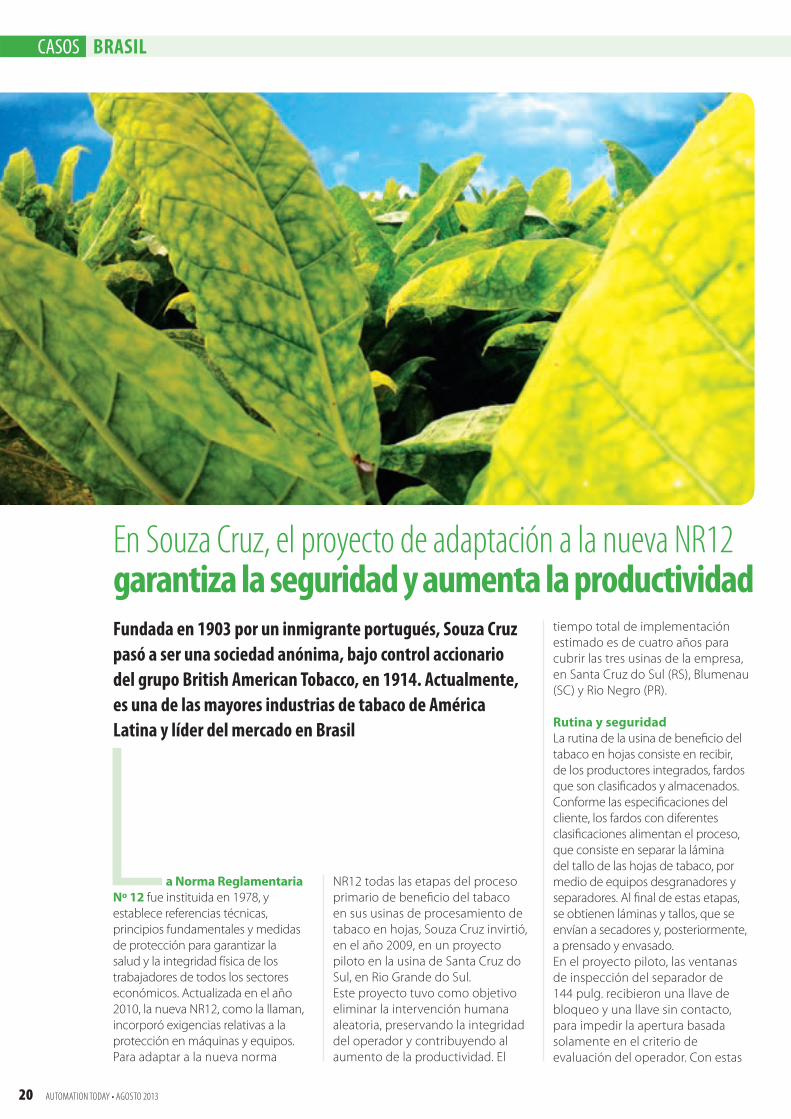
LFundada en 1903 por un inmigrante portugués, Souza Cruz pasó a ser una sociedad anónima, bajo control accionario del grupo British American Tobacco, en 1914. Actualmente, es una de las mayores industrias de tabaco de América Latina y líder del mercado en Brasil
a Norma Reglamentaria Nº 12 fue instituida en 1978, y establece referencias técnicas, principios fundamentales y medidas de protección para garantizar la salud y la integridad física de los trabajadores de todos los sectores económicos. Actualizada en el año 2010, la nueva NR12, como la llaman, incorporó exigencias relativas a la protección en máquinas y equipos.Para adaptar a la nueva norma
tiempo total de implementación estimado es de cuatro años para cubrir las tres usinas de la empresa, en Santa Cruz do Sul (RS), Blumenau (SC) y Rio Negro (PR).
Rutina y seguridadLa rutina de la usina de benefi cio del tabaco en hojas consiste en recibir, de los productores integrados, fardos que son clasifi cados y almacenados. Conforme las especifi caciones del cliente, los fardos con diferentes clasifi caciones alimentan el proceso, que consiste en separar la lámina del tallo de las hojas de tabaco, por medio de equipos desgranadores y separadores. Al fi nal de estas etapas, se obtienen láminas y tallos, que se envían a secadores y, posteriormente, a prensado y envasado.En el proyecto piloto, las ventanas de inspección del separador de 144 pulg. recibieron una llave de bloqueo y una llave sin contacto, para impedir la apertura basada solamente en el criterio de evaluación del operador. Con estas
En Souza Cruz, el proyecto de adaptación a la nueva NR12 garantiza la seguridad y aumenta la productividad
NR12 todas las etapas del proceso primario de benefi cio del tabaco en sus usinas de procesamiento de tabaco en hojas, Souza Cruz invirtió, en el año 2009, en un proyecto piloto en la usina de Santa Cruz do Sul, en Rio Grande do Sul.Este proyecto tuvo como objetivo eliminar la intervención humana aleatoria, preservando la integridad del operador y contribuyendo al aumento de la productividad. El

AGOSTO 2013 • AUTOMATION TODAY 21
llaves se permite el acceso a las máquinas solamente mediante solicitud y, de esta forma, es posible garantizar total seguridad al operador. Cuando la intervención humana era efectuada solamente en base a la decisión del operador, existía la posibilidad de accidentes.El proyecto piloto eliminó este tipo de ocurrencia y permitió una ganancia de productividad, incluso si se considera el intervalo de tiempo necesario para que la máquina pare de manera segura, que es mucho menor que el tiempo de máquina parada a causa de accidentes.
Desarrollo y evaluaciónDesarrollado por el equipo de ingeniería de la propia Souza Cruz, en asociación con especialistas de Rockwell Automation, el proyecto tuvo como premisas básicas, además de todos los criterios legales, la mejor relación costo-benefi cio. El proyecto piloto estuvo en prueba de funcionamiento continuo durante un año, a lo largo de ese período se evaluó su rendimiento por las áreas de Producción, Seguridad, Mantenimiento e Ingeniería, y fueron identifi cados todos los posibles puntos de mejora. Hasta el momento, cerca de 120 máquinas ya recibieron esta adaptación, para ajustarse a la nueva NR12. A lo largo de 2013, la solución alcanzará la totalidad de las 150 máquinas de las tres unidades de transformación del tabaco. Además de los desgranadores y separadores, todas las prensas que están localizadas al fi nal del proceso, en el área de envasado, ya están ajustadas a la nueva NR12, con utilización de productos de seguridad de Rockwell Automation, como cortinas de luz, pulsadores de paro de emergencia, monitoreados por controlador de seguridad, eliminando cualquier riesgo en la operación y cumpliendo con la Categoría 4, conforme a las normas vigentes.
En la práctica Las tres plantas ya usaban tecnología de control Rockwell Automation. En la máquina donde fue colocado el prototipo, el controlador era ControlLogix, y la adaptación fue muy simple: fue substituida la CPU ControlLogix por una CPU GuardLogix, que realiza el control y la seguridad en una misma plataforma. Toda la parte de la programación (software) fue aprovechada, se agregaron las tareas de seguridad y los puntos de E/S que fueron incluidos en la línea. Y todo el hardware fue agregado. André Lenz, ingeniero que estuvo al frente del proyecto piloto, recuerda que “fue una sorpresa muy agradable no haber tenido ningún impacto en términos de tiempo perdido. En Souza Cruz, a pesar de
la incomodidad inicial provocada por cualquier cambio, las soluciones de seguridad fueron muy bien recibidas, los colaboradores se dan cuenta de lo mucho que invierte la empresa y de que está preocupada por proporcionar las condiciones para ejecutar la actividad con total seguridad”, concluye.
El sectorActualmente, estimaciones del mismo sector calculan el número de fumadores regulares en cerca de mil millones de personas, pero los arqueólogos e historiadores creen que el tabaco (Nicotiana tabacum) comenzó a ser cultivado en el
DESAFÍO
• Adaptar todas las máquinas de las tres usinas a la nueva NR12, sin pérdida de productividad
SOLUCIÓN
• Controladores de seguridad GuardLogix, Compact GuardLogix y SmartGuard en diferentes arquitecturas de red, como Safety DeviceNet y Safety EtherNet/IP™
• Componentes de seguridad, como cortinas ópticas, llaves y pulsadores
RESULTADOS
• Pleno cumplimiento de la norma y ganancia de productividad, con eliminación de accidentes y de paradas largas provocadas por ellos
Con la solución de seguridad de Rockwell Automation, la intervención aleatoria del operador fue eliminada con logro de cumplimiento y productividad
continente americano alrededor de 6000 a.C.La producción mundial de tabaco está muy concentrada en unos pocos países. Los principales productores, China, India, Brasil, Estados Unidos, Zimbabwe e Indonesia, son responsables de aproximadamente el 70% del total mundial.Actualmente, Brasil es el segundo mayor productor y el mayor exportador de tabaco del mundo, según el Sindicato Interestatal de la Industria del Tabaco – SindiTabaco (www.sinditabaco.com.br).La producción de tabaco es una actividad agrícola relevante en el país. Según Afubra (www.afubra.com.br), la producción anual de todos los tipos de hojas de tabaco fue de aproximadamente 737 mil toneladas en la cosecha 2011/12. La mayor parte de la producción de tabaco se da en los estados del sur – Rio Grande do Sul, Santa Catarina y Paraná – 96%. El 4% restante es producido en Bahia y Alagoas, en la región noreste. Se estima que la producción de tabaco es la fuente de renta de 186 mil familias en esos estados.
Fuentes: http://www.gaz.com.br/editora/anuarios/3695, http://mundoestranho.abril.com.br/materia/qual-ea-origem-do-cigarro-e-do-ato-de-fumar

22 AUTOMATION TODAY • AGOSTO 2013
CASOS COLOMBIA
C ementos Argos cuenta con 307 plantas ubicadas en Colombia, EE.UU., Haití, Panamá, República Dominicana y Surinam. La capacidad de todas las plantas es de 14 millones de toneladas anuales de cemento y 13,8 millones de m3 de concreto, respaldada con 1974 mezcladoras para el transporte de material.La planta de cementos ubicada en Yumbo, Valle del Cauca, está implementando actualmente una modernización de su sistema de control, a través de actualizaciones sucesivas que incluyen la migración del Sistema Supervisorio RSView32 a Factory Talk
Empresa cementera Argos lleva a cabo migración de SCADA y sistema de plataforma PlantPAx
Esta compañía de origen colombiano, es una organización multidoméstica, productora y comercializadora de cemento y concreto. En el negocio del concreto, Argos es líder en Colombia y,
además, se ubica como el tercer productor del mercado estadounidense. Como una forma de modernizar y mejorar la confi abilidad de los sistemas de control de una de sus plantas productoras, la fi rma llevó a cabo un proceso de actualización del Sistema Supervisorio y del DCS, labor que fue llevada a cabo por Global Solutions de Rockwell Automation junto a uno de sus integradores locales
FOTO
: www
.argo
s.co/
colom
bia
View 6.1 y del Sistema de Control Distribuido de otro fabricante Yokogawa Micro XL a la plataforma Plant PAx.“Una de los motivos primordiales para llevar a cabo esta actualización se debió a que los equipos eran bastante antiguos y estaban quedando obsoletos, provocando de esta manera una baja confi abilidad en los instrumentos de campo”, explica Orlando Valdez, Profesional de Mantenimiento Planta Argos. “Uno de los problemas principales era que se generaban paros intempestivos, causando mermas importantes en la producción”, agrega. La migración de ambos procesos fue llevada a cabo por Global Solutions de Rockwell Automation Colombia bajo estándares de internacionales de Gerencia de Proyectos, junto a su integrador Treetek S.A.S. Las funciones fundamentales cumplidas por el Recognized System Integrator en la implementación fueron el suministro de los Project Engineers para el proyecto y el ensamble de los tableros de control.A su vez, Rockwell Automation Colombia aportó con el trabajo de su equipo multidisciplinario de expertos técnicos y Gerentes de Proyectos certifi cados, del Project Manager (Carlos Ramos) y de los Technical Leaders (Carlos Osorio y Diego Naranjo). Toda la integración se desarrolló bajo la metodología de proyectos y estándares de programación usados a nivel global en las soluciones entregadas por Global Solutions, al los cuales el contratista se
ajustó de manera adecuada.Una de las razones fundamentales que llevó a Argos a elegir a este proveedor tuvo que ver con el hecho de que la compañía cuenta con una serie de plantas en las cuales se han implementado sistemas de control con Rockwell Automation. “Antes de ejecutar este proyecto, ya habíamos implementado algunas pequeñas migraciones con ellos, específi camente en el área de sistemas de control de motores”, explica. “La experiencia ha sido muy positiva y se ha logrado mejorar la confi abilidad en los diferentes procesos”, añade el Ingeniero Valdez.
Nuevo sistema FTViewEl reto de la migración del sistema supervisorio fue realizado sin generar paros generales en la producción, lo cual implicó un tiempo de convivencia de ambas soluciones (RSView y FTView). Durante este tiempo, los dos dispositivos debieron estar completamente funcionales y realizando consultas al mismo tiempo por las mismas variables de proceso.Inicialmente, la migración se realizó con el servidor completamente off line. Después de verifi car que el cambio fuese exitoso por intermedio de pruebas FAT, se ingresó el servidor a la Red Ethernet y se validó la conectividad con todos los equipos del sistema de control lanzando pantallas seleccionadas claves para la operación de la planta. Una vez consolidada la comunicación
• Migración del sistema supervisorio RSView32 a Factory Talk View 6.1: Esta solución supervisa la planta que está constituida por un total de 3 hornos, 4 molinos de cementos y sus respectivos servicios auxiliares.
• Migración del Sistema de Control Distribuido (DCS) de otro fabricante marca Yokogawa Micro XL a la plataforma Plant PAx para el sistema de control de los cuatro molinos que conforman la planta. EL DCS Micro XL es una solución operativa básica de control que operaba fundamentalmente el proceso de molienda.
MIGRACIONES
AGOSTO 2013 • AUTOMATION TODAY 23
con todos los controladores de la red se procedió a lanzar la aplicación completa. De esta manera, se validó la convivencia de los dos sistemas de control durante un tiempo determinado en conjunto con el cliente, tiempo durante el cual se verifi có que las dos aplicaciones fueran completamente funcionales en los siguientes aspectos: señales análogas/digitales entradas/salidas, animaciones, tendencias, alarmas y tiempos de actualización de las pantallas. Para mejorar los tiempos de muestreo y actualización de las pantallas, se desacoplaron los plazos de escaneo de los tópicos de comunicación para evitar congestionar las comunicaciones. Después de estas validaciones se procedió a migrar de manera gradual la totalidad de los clientes de RSView por los clientes de FTView (en total 6 clientes).La actualización se ejecutó sin ningún tipo de traumatismo para la operación de la planta, demostrando la compatibilidad en la migración de RSView y FTView y la versatilidad de FTView al garantizar la operación con DCS de otras marcas y con equipos ControlLogix de fi rmware y hardware
anteriores, todo soportado por una Gerencia de Proyectos basada en los estándares defi nidos por el PMI
Arquitectura implementadaA su vez, la migración del sistema Yokogawa Micro XL que controlaba el Molino 8, implico el cambio del I/O del sistema y por ende el paro solo del molino para la migración. Para lograr una migración exitosa sin impactar los demás sistemas se realizó un replanteamiento de la arquitectura de control, permitiendo de esta manera migrar solo el molino sin afectar el funcionamiento de los otros equipos sobre la red ControlNet actual. Para esto se decidió tender una red nueva independiente de la actual, sobre la cual se seguirán ingresando los demás equipos a ser migrados. De esta manera se evitaron problemas de compatibilidad por la diversidad de hardware y software, problema que solo podía ser superado con actualizaciones, lo cual implicaba paros de producción general y sobrecosto en la ejecución del proyecto.La migración implicó un análisis manual de la lógica del sistema anteriorel Yokogawa con pruebas simuladas que fueron realizadas en conjunto con el personal de operaciones. Con estas simulaciones se validó la interpretación correcta del funcionamiento de los equipos en el sistema antiguo Yokogawa y por ende la operación adecuada del programa de control. Todo lo anterior, sumado a un plan de migración detallado, dio como resultado una migración exitosa sin contratiempos ni sobrecostos. “El proyecto comenzó a implementarse el primero de marzo de 2013 y se encuentra hoy en un 40% de avance y debería estar concluido en octubre de este año”, sostiene el Ingeniero Valdez.
Benefi cios y solucionesSegún señala el ingeniero, el objetivo fundamental de esta integración es mejorar la confi abilidad de los equipos de control, previniendo las posibles fallas en materia de hardware y evitando los paros de la planta. “Hasta la fecha, tenemos un nivel de confi abilidad de la solución que bordea el 99%. Fuera de eso, también resultaba de suma importancia actualizar las tecnologías de la planta”, agrega.A nivel operativo, explica el Profesional de Mantenimiento de la Planta Argos,
DESAFÍO
• Migración del Sistema Supervisorio RSView32 a Factory Talk View 6.1 y del Sistema de Control Distribuido de otro fabricante Yokogawa Micro XL a la plataforma PlantPAx sin generar paros generales de producción.
SOLUCIÓN
• Migración de la aplicación fuera de línea siguiendo las recomendaciones de RA.
• Plan de migración acorde a las necesidades del cliente.
• Pruebas FAT y SAT.• Gerencia de Proyecto acorde a estándares
internacionales (PMI)
RESULTADOS
• Migración del Sistema Supervisorio en tres días sin paros generales de producción y con el sistema 100% funcional.
• Actualización de equipos y prevención de obsolescencia tecnológica.
• Mejoramiento de la confi abilidad de los equipos de control
• Prevención de posibles fallas en materia de hardware y de paros de la planta.
Para lleva a cabo la migración de RSView a FTView se debió garantizar comunicación con los siguientes controladores:• Comunicación OPC (EXAOPC)
utilizando el FTView con controladores de otro fabricante (Centum CS y Micro XL), los cuales supervisan la operación de los hornos y molinos en proceso de migración.
• Para los sistemas existentes que no son objeto de migración la comunicación a través de RSLinx Classic con los controladores ControlLogix de revisión de fi rmware inferior a 10 (modelos L50 e inferiores)
• Comunicación a través de RSlinx Entreprise con los controladores ControlLogix de revisión superior a 10 para los molinos que corresponden a la migración actual.
actualmente “se genera más ayuda para el sistema de control en la búsqueda de soluciones de fallas. Por consiguiente, la productividad ha tendido a mejorar considerablemente”, indica. “A partir de ahora, la parte técnica tendrá más facilidad para realizar mantenimientos y llevar a cabo chequeos técnicos”.Respecto al trabajo ejecutado junto a Global Solutions de Rockwell Automation, el Ingeniero Valdez lo califi ca como una muy buena labor de equipo a través de la cual se solucionaron todas las dudas y se aclararon los aspectos técnicos más relevantes. “Las soluciones fueron oportunas, en tiempos bastante cortos; de esta manera, las decisiones se pudieron llevar a cabo en los tiempos establecidos”, enfatiza. “Rockwell Automation presentó un soporte técnico adecuado a lo que se requería para un proyecto de esta envergadura”, agrega.El ingeniero concluye señalando que los tiempos de respuestas y el nivel satisfacción frente al trabajo técnico realizado por Rockwell Automation “superaron las expectativas que teníamos en un principio”.
SISTEMA SUPERVISORIO

24 AUTOMATION TODAY • AGOSTO 2013
CASOS VENEZUELA
E l sistema de control “Pre-Homo Polar” que utiliza la planta de Cementos Catatumbo consiste en un proceso que mezcla diferentes componentes, de manera de poder construir una gran cantidad
Cementos Catatumbo realiza migración de su sistema de pre-homogenización con efi ciente solución provista por Rockwell Automation
de materiales con características específi cas, tanto físicas como químicas, que permiten cumplir con los diversos requerimientos de la calidad del cemento (ver recuadro).Dicha aplicación presentaba una serie de problemas como baja fi abilidad y confi abilidad, debido a que el sistema de control estaba dentro de la cabina en la parte móvil del sistema. “Toda la información de control hacia la parte exterior viajaba por anillos rozantes. El PC industrial que controlaba el proceso estaba sometido a un
ambiente polvoriento y de muchas vibraciones mecánicas, lo que causaba fallas repetitivas, además de que era un sistema totalmente cerrado (caja negra)”, explica Nerio Viera M., Jefe de Automatización de Cementos Catatumbo. Por tal motivo, la compañía decidió llevar a cabo una completa migración del sistema de control Pre-Homo Polar. El objetivo principal del proyecto, explica Viera, era sustituir el PC industrial por un sistema de alta tecnología que fuera abierto a
Esta empresa posee una fábrica de producción en la ciudad de Villa del Rosario (Estado Zulia) en Venezuela, lugar donde llevó a cabo una actualización del sistema de control del proceso de pre-homogenización del cemento. Para lograrlo, la compañía implementó, junto a Rockwell Automation, una completa y moderna plataforma de automatización. Este proyecto, que se encuentra actualmente en plena operación, permitió entre otras cosas, lograr una solución de comunicación inalámbrica, desarrollar un programa de cálculos matemáticos auditable y modifi cable; y aumentar los niveles de seguridad y confi abilidad del proceso productivo.
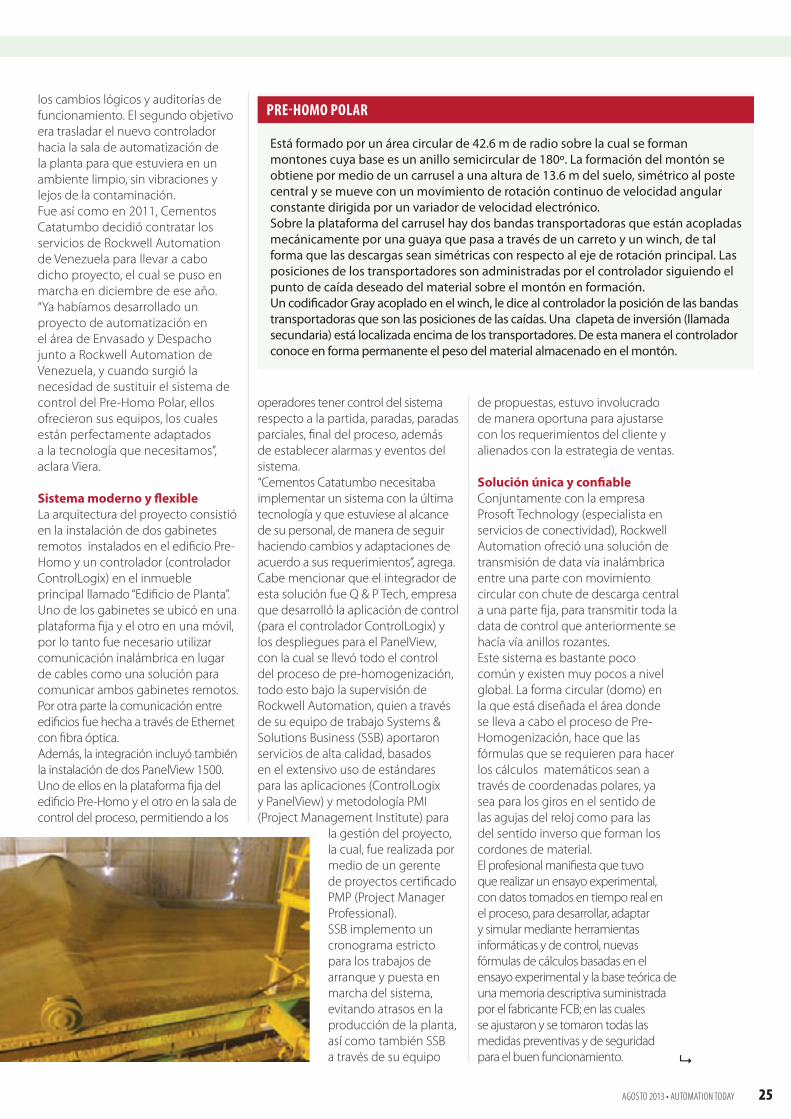
AGOSTO 2013 • AUTOMATION TODAY 25
los cambios lógicos y auditorías de funcionamiento. El segundo objetivo era trasladar el nuevo controlador hacia la sala de automatización de la planta para que estuviera en un ambiente limpio, sin vibraciones y lejos de la contaminación. Fue así como en 2011, Cementos Catatumbo decidió contratar los servicios de Rockwell Automation de Venezuela para llevar a cabo dicho proyecto, el cual se puso en marcha en diciembre de ese año. “Ya habíamos desarrollado un proyecto de automatización en el área de Envasado y Despacho junto a Rockwell Automation de Venezuela, y cuando surgió la necesidad de sustituir el sistema de control del Pre-Homo Polar, ellos ofrecieron sus equipos, los cuales están perfectamente adaptados a la tecnología que necesitamos”, aclara Viera.
Sistema moderno y fl exibleLa arquitectura del proyecto consistió en la instalación de dos gabinetes remotos instalados en el edifi cio Pre-Homo y un controlador (controlador ControlLogix) en el inmueble principal llamado “Edifi cio de Planta”. Uno de los gabinetes se ubicó en una plataforma fi ja y el otro en una móvil, por lo tanto fue necesario utilizar comunicación inalámbrica en lugar de cables como una solución para comunicar ambos gabinetes remotos. Por otra parte la comunicación entre edifi cios fue hecha a través de Ethernet con fi bra óptica.Además, la integración incluyó también la instalación de dos PanelView 1500. Uno de ellos en la plataforma fi ja del edifi cio Pre-Homo y el otro en la sala de control del proceso, permitiendo a los
operadores tener control del sistema respecto a la partida, paradas, paradas parciales, fi nal del proceso, además de establecer alarmas y eventos del sistema.“Cementos Catatumbo necesitaba implementar un sistema con la última tecnología y que estuviese al alcance de su personal, de manera de seguir haciendo cambios y adaptaciones de acuerdo a sus requerimientos”, agrega.Cabe mencionar que el integrador de esta solución fue Q & P Tech, empresa que desarrolló la aplicación de control (para el controlador ControlLogix) y los despliegues para el PanelView, con la cual se llevó todo el control del proceso de pre-homogenización, todo esto bajo la supervisión de Rockwell Automation, quien a través de su equipo de trabajo Systems & Solutions Business (SSB) aportaron servicios de alta calidad, basados en el extensivo uso de estándares para las aplicaciones (ControlLogix y PanelView) y metodología PMI (Project Management Institute) para
la gestión del proyecto, la cual, fue realizada por medio de un gerente de proyectos certifi cado PMP (Project Manager Professional).SSB implemento un cronograma estricto para los trabajos de arranque y puesta en marcha del sistema, evitando atrasos en la producción de la planta, así como también SSB a través de su equipo
Está formado por un área circular de 42.6 m de radio sobre la cual se forman montones cuya base es un anillo semicircular de 180º. La formación del montón se obtiene por medio de un carrusel a una altura de 13.6 m del suelo, simétrico al poste central y se mueve con un movimiento de rotación continuo de velocidad angular constante dirigida por un variador de velocidad electrónico. Sobre la plataforma del carrusel hay dos bandas transportadoras que están acopladas mecánicamente por una guaya que pasa a través de un carreto y un winch, de tal forma que las descargas sean simétricas con respecto al eje de rotación principal. Las posiciones de los transportadores son administradas por el controlador siguiendo el punto de caída deseado del material sobre el montón en formación. Un codifi cador Gray acoplado en el winch, le dice al controlador la posición de las bandas transportadoras que son las posiciones de las caídas. Una clapeta de inversión (llamada secundaria) está localizada encima de los transportadores. De esta manera el controlador conoce en forma permanente el peso del material almacenado en el montón.
PREHOMO POLAR
de propuestas, estuvo involucrado de manera oportuna para ajustarse con los requerimientos del cliente y alienados con la estrategia de ventas.
Solución única y confi ableConjuntamente con la empresa Prosoft Technology (especialista en servicios de conectividad), Rockwell Automation ofreció una solución de transmisión de data vía inalámbrica entre una parte con movimiento circular con chute de descarga central a una parte fi ja, para transmitir toda la data de control que anteriormente se hacía vía anillos rozantes. Este sistema es bastante poco común y existen muy pocos a nivel global. La forma circular (domo) en la que está diseñada el área donde se lleva a cabo el proceso de Pre-Homogenización, hace que las fórmulas que se requieren para hacer los cálculos matemáticos sean a través de coordenadas polares, ya sea para los giros en el sentido de las agujas del reloj como para las del sentido inverso que forman los cordones de material. El profesional manifi esta que tuvo que realizar un ensayo experimental, con datos tomados en tiempo real en el proceso, para desarrollar, adaptar y simular mediante herramientas informáticas y de control, nuevas fórmulas de cálculos basadas en el ensayo experimental y la base teórica de una memoria descriptiva suministrada por el fabricante FCB; en las cuales se ajustaron y se tomaron todas las medidas preventivas y de seguridad para el buen funcionamiento.

26 AUTOMATION TODAY • AGOSTO 2013
CASOS VENEZUELA
SOLUCIÓN
• 1 ControlLogix Controller Allen-Bradley 1756-L62
• 2 PanelView Allen-Bradley, modelos 2711P-B15C4A2, 15” TFT Display, Standard Communications Ethernet & RS232, AC Input
• 2 gabinetes tipo AE (modelos 1019.600 y 1005.600) compactos, de acero inoxidable y con placa de montaje
“Lo que más resalta del sistema es la técnica de programación utilizada para desarrollar las fórmulas que realizan el cálculo teórico del proceso y lo muestran en los PanelView; además de la transmisión vía inalámbrica entre la parte móvil y la parte fi ja; y la versatilidad del hardware y del software utilizados”, aclara Viera.Mediante la tecnología de ProSoft Technology se logró hacer un enlace
inalámbrico entre la parte móvil rotatoria del Pre-Homo Polar y la parte fi ja de la planta, para transmitir todas las señales de control que entran y salen del controlador. “Esto hizo que aumentara la fi abilidad y la confi abilidad del sistema; se redujo el número de paradas, un total de 26, con 85 horas de perdida de producción en 2011, a solo tres paradas con dos horas de perdida desde marzo de 2012 hasta la fecha actual”, sostiene el ejecutivo. “Lo más resaltante es que se debió implementar una arquitectura de red en una plataforma giratoria, donde las antenas para los switches siguieran en comunicación, a pesar del movimiento de la plataforma”, agrega.
Satisfacción por el servicioEl sistema, que fue puesto en marcha en marzo de este 2012, está hoy plenamente operativo. Cementos Catatumbo se encuentra plenamente satisfecho con la solución establecida por Rockwell
Automation. La compañía puede actualizar la aplicación por sus propios medios sin necesitar contratar los servicios de Rockwell Automation de Venezuela, específi camente, para hacer cambios sobre su programación. “Con Rockwell Automation hemos mantenido una buena relación comercial durante los últimos cuatro años desde que comenzamos con el proyecto de automatización de la sección de Envasado y Despacho. Es por eso que estamos conformes con el servicio y la atención post venta”, sostiene el Jefe de Automatización de Cementos Catatumbo.“A corto y mediano plazo tenemos pensado automatizar y modernizar otras secciones con productos Rockwell Automation ya que nos ha dado muy buenos resultados. Los próximos años serán de estudios de factibilidades para realizar una migración por etapas de todo nuestro sistema de control a Rockwell Automation”, concluye Viera.

AGOSTO 2013 • AUTOMATION TODAY 27
CONTACTOSArgentinaBuenos Aires – RACKLATINA SA. – Telf: 54-0237-405-7000 Rosario – RACKLATINA SA. – Telf: 54-341- 456644Bahía Blanca – RACKLATINA SA. – Telf: 54-291-454608Córdoba, La Rioja, San Luis y Catamarca – RACKLATINA SA. Telf: 54-351- 422-5859, 426-3900, 426-3925, 426-3945 Mendoza, San Luis y San Juan – RACKLATINA SA. – Telf: 0261-429 8277/ 8211Neuquén, Sur de la Pampa y Norte de Río Negro – RACKLATINA SA. – Telf: 0299-443-7170, 0299-155 887317
BahamasNassau – TAYLOR INDUSTRIES Telf: 242-322-8941 BoliviaLa Paz – GRUPO LARCOS INDUSTRIAL Telf: 59-12-222-1808 Brasil [email protected]
ChileSantiago – ABMATIC LTDA Telf: 56-2-387-9000
ColombiaBogotá – MELEXA Telf: 57-1-360-3055 Barranquilla – MELEXA Telf: 57-5-353-5222 Cali – MELEXA – Telf: 57-2-680-6300 Medellín – MELEXA Telf: 57-4-262-3344 Pereira – MELEXA Telf: 57-6-329-1599
Costa RicaSan José, Costa Rica – ELVATRON COSTA RICA – Telf: 506-2242-9900
República DominicanaSanto Domingo – WARREN DEL CARIBE Telf: 809-567-6086
EcuadorGuayaquil – LA LLAVE LTDA – Telf: 593-4-268-2900 Quito – LA LLAVE LTDA – Telf: 593-2-246-8564
El SalvadorSan Salvador, El Salvador – INTEK EL SALVADOR – Telf: 503-2260-8888
GuatemalaGuatemala, Guatemala – INTEK GUATEMALA – Telf: 502-2361-5977
HondurasSan Pedro Sula, Honduras – INTEK HONDURAS – Telf: 504-2559-4748
Islas CaymanCayman Electrical Supply – Building B Highgrove Business ParkSparky’s Drive – Grand Cayman – Telf: 1-345-943.2800
JamaicaKingston – ORCHARD ELECTRICAL MANUF. & DIST. CO. LTD Telf: 876-908-0300/01
MéxicoHermosillo, Sonora – ABSA SONORA – Telf: 52-662-109-0170Obregón, Sonora – ABSA OBREGON – Telf: 52-644-417-7087Culiacán, Sinaloa – ABSA CULIACÁN – Telf: 52-667-712-4885Nogales, Sonora – ABSA NOGALES – Telf: 52-631-314-4968Chihuahua, Chihuahua – ABSA DEL NORTE – Telf: 52-614-442-5430Juárez, Chihuahua – ABSA JUÁREZ – Telf: 52-656-233-0474Guadalajara, Guadalajara – ABSA GUADALAJARA – Telf: 52-33-3942-8900Aguascalientes, Aguascalientes – ABSA AGUASCALIENTES – Telf: 52-449-978-8730León, Guanajuato – ABSA LEÓN – Telf: 52-477-711-1120Zacatecas, Zacatecas – ABSA ZACATECAS – Telf: 52-492-925-1520Torreón, Coahuila – RISOUL TORREON – Telf: 52-871-722-1456Saltillo, Coahuila – RISOUL SALTILLO – Telf: 52-844-439-4930Monclova, Coahuila – RISOUL MONCLOVA – Telf: 52-866-631-5182México, Distrito Federal – RISOUL CD. DE MÉXICO – Telf: 52-55-5354-9090Toluca, Estado de México – RISOUL TOLUCA – Telf: 52-722-199-1766Cuernavaca, Morelos – RISOUL CUERNAVACA – Telf: 52-777-329-5870Monterrey, Nuevo León – RISOUL MONTERREY – Telf: 52-81-8158-9600Puebla, Puebla – RISOUL PUEBLA – Telf: 52-222-246-7930Tampico, Tamaulipas – RISOUL TAMPICO – Telf: 52-833-228-0707Reynosa, Tamaulipas – RISOUL REYNOSA – Telf: 52-899-921-2700Coatzacoalcos, Veracruz – RISOUL COATZACOALCOS – Telf: 52-921-215-2157
Orizaba, Veracruz – RISOUL ORIZABA – Telf: 52-272-724-6692Veracruz, Veracruz – RISOUL VERACRUZ – Telf: 52-229-981-1533Mérida, Yucatán – RISOUL MÉRIDA – Telf: 52-999-176-5066Celaya, Guanajuato – HERMOS CELAYA – Telf: 52-461-618-7300Querétaro, Querétaro – HERMOS QUERÉTARO –Telf: 52-442-196-0300San Luis Potosí, San Luis Potosí – HERMOS SAN LUIS POTOSÍ – Telf: 52-444-824-7102Morelia, Michoacán – HERMOS MORELIA – Telf: 52-443-317-5327Lázaro Cárdenas, Michoacán – HERMOS LÁZARO CÁRDENAS – Telf: 52-753-537-3716Tijuana, Baja California – ONE SOURCE TIJUANA –Telf: 52-664-623-2266
NicaraguaManagua, Nicaragua – EL-TEC NICARAGUA – Telf: 505-268-0582
PanamáPanamá, Panamá – MELEXA PANAMÁ – Telf: 507-390-3004
PerúLima – PRECISION PERU – Telf: 51-1-265-6666
Puerto RicoCaguas – WARREN DEL CARIBE – Telf: 787-757-8600 Barceloneta – WARREN DEL CARIBE – Telf: 787-623-0014 Carolina – WARREN DEL CARIBE – Telf: 787-587-9685Mayagüez – WARREN DEL CARIBE – Telf: 787-652-0270
TrinidadPort of Spain – ECM LIMITED – Telf: 868-625-2580 Point Lisas – ECM LIMITED – Telf: 868-679-0962
VenezuelaValencia – IMPORT IMPORT – Telf: 58-241-832-5955Maracay – IMPORT IMPORT –Telf: 58-243-269-3112
Oficinas Regionales Rockwell Automation en América Latina • Oficina principal para América Latina: 1-954-306-7900• Argentina: 54-11-5554-4000
www.rockwellautomation.com.ar• Brasil: 55-11-5189-9500
www.rockwellautomation.com.br• Región del Caribe: 1-787-300-6200
ww.rockwellautomation.com.pr• Chile: 56-2-290-0700
www.rockwellautomation.com.cl• Colombia: 57-1-649-9600
www.rockwellautomation.com.co• Costa Rica: 506-2201-1500
www.rockwellautomation.com• México: 52-55-5246-2000
www.rockwellautomation.com.mx• Perú: 51-1-441-5900
www.rockwellautomation.com.pe• Venezuela: 58-212-949-0611
www.rockwellautomation.com.ve

















![ÍNDICE - SENSOREScmapspublic2.ihmc.us/rid=1H2B63T5G-1SLKJ1L-J52/Sensores funda… · Fundamentos de la detección de presencia, Rockwell Automation/Allen-Bradley] Tiempo de respuesta](https://static.fdocuments.es/doc/165x107/5a8160f67f8b9aa24f8d331d/ndice-1h2b63t5g-1slkj1l-j52sensores-fundafundamentos-de-la-deteccin-de-presencia.jpg)
