La Arcilla y El Adobe, Tecnología de los materiales
25
E.A.P. INGENIERÍA CIVIL TECNOLOGÍA DE MATERIALES Página 1 ESCUELA : INGENIERÍA CIVIL CURSO : TEGNOLOGÍA DE LOS MATERIALES TEMA : LA ARCILLA DOCENTE : AGUSTÍN CORZO ALIAGA ALUMNOS : - ALVA MENDOZA Fiorela - BUENO ESPINOZA Paola - CORCUERA HUACCHA Erika - MORILLO CRUZ Yelitza - NAVEDA APOLINAR Lisbeth - ORTEGA ALTUNA Bryan - ROSALES SEVILLANO Jesús - SALINAS CERNA Maryori - SÁNCHEZ GUERRERO Juan NUEVO CHIMBOTE - 2013
-
Upload
pablo-nik-u-gs -
Category
Documents
-
view
42 -
download
0
description
Ingeniería Civil
Transcript of La Arcilla y El Adobe, Tecnología de los materiales

E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 1
ESCUELA : INGENIERÍA CIVIL
CURSO : TEGNOLOGÍA DE LOS MATERIALES
TEMA : LA ARCILLA
DOCENTE : AGUSTÍN CORZO ALIAGA
ALUMNOS :
- ALVA MENDOZA Fiorela
- BUENO ESPINOZA Paola
- CORCUERA HUACCHA Erika
- MORILLO CRUZ Yelitza
- NAVEDA APOLINAR Lisbeth
- ORTEGA ALTUNA Bryan
- ROSALES SEVILLANO Jesús
- SALINAS CERNA Maryori
- SÁNCHEZ GUERRERO Juan
NUEVO CHIMBOTE - 2013

E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 2
ÌNDICE
Pág.
INTRODUCCIÒN…………………………………………………………………… 4
JUSTIFICACIÓN……………….…………………………………………………… 5
OBJETIVOS…………………………………………………………………………. 6
LA ARCILLA………………………………………………………………………….. 7
1. Historia y manufactura………………………………………………………..7
2. Propiedades……………………………………………………………………7
3. Tipos y usos……………………………………………………………………8
3.1. Superficie específica…………………………………………………. 8
3.2. Capacidad de intercambio catiónico……………………………….. 8
3.3. Capacidad de absorción…………………………………………….. 9
3.4. Hidratación e hinchamiento………………………………………… 9
3.5. Plasticidad…………………………………………………………….. 10
3.6. Tixotopía………………………………………………………………. 10
4. La arcilla como material de construcción………………………………….. 11
EL LADRILLO………………………………………………………………………… 12
1. Tipos de ladrillo………………………………………………………………...12
2. Procesos de elaboración………………………………………………………13
2.1. Maduración…………………………………………………………… 13
2.2. Tratamiento mecánico previo…………………………………………13
2.3. Depósito de materia prima procesada……………………………….14
2.4. Humidificación…………………………………………………………..14
2.5. Moldeado……………………………………………………………… 14
2.6. Secado………………………………………………………………… 14
2.7. Cocción…………………………………………………………………. 15
2.8. Almacenaje………………………………………………………………15

E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 3
EL ADOBE……………………………………………………………………………….16
1. Fabricación de tabiques de adobe…………………………………………….16
2. Procesamiento manual (antiguo) para fabricar tabiques de adobe………. 16
3. Fabricación del adobe…………………………………………………………..18
3.1 Moldes………………………………………………………………………..18
3.2 Selección de tierra…………………………………………………………..18
3.3 Preparación del barro………………………………………………….......19
4. Prueba para saber si la tierra es buena para hacer adobe…………………19
5. Moldeado de los adobe…………………………………………………………20
6. Secado y almacenamiento……………………………………………………..20
7. Control de calidad……………………………………………………………….21
8. Dimensionamiento del adobe tradicional……………………………………..22
CONCLUSIONES………………………………………………………………………..24
BIBLIOGRAFÍA…………………………………………………………………………..25
LINKOGRAFÍA…………………………………………………………………………...25

E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 4
INTRODUCCIÓN
Es muy antiguo el arte de fabricar tabiques de adobe, los viejos procedimientos
manuales de mezclar se llevan a cabo tan bien en la actualidad como antaño.
Pero si cuenta con alguna maquinaria que ayude a mezclar el suelo y a
transformarlo podrán fabricarse buenos tabiques con mayor rapidez
En este caso se presentara un procedimiento manual de la fabricación común del
adobe, además de una introducción teórica de rasgos importantes que presenten,
ya que con esta información presentaremos un ensayo sobre su elaboración
manual.

E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 5
JUSTIFICACIÓN
La realización del presente informe nos permitirá conocer sobre un tema de
interés en el campo de la ingeniería ya que es importante saber de componentes
que nos permitirán hacer un proyecto, nos referíamos a este material natural que
son las agregados además este trabajo contribuirá con la formación académica
profesional y se justifica con los siguientes aspectos.
a) CONVENIENCIA:
El tema de los agregados es conveniente porque es un tema de
mucha importancia, ya que responde a la necesidad del conocimiento
entre la demanda y la competencia laboral.
b) ACADÉMICA:
Si bien es cierta la ingeniería es un campo en la que permite al
hombre hacer posible los proyectos y para lograrlo es necesario
tener una buena formación y por eso este trabajo se justifica porque
nos es un paso más para nuestra formación académica, puesto que
es un aporte al conocimiento de todo futuro profesional.
E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 6
OBJETIVOS
Los objetivos son los siguientes:
Obtener los conocimientos de la elaboración del adobe, teóricamente y en
la práctica.
Conocer las propiedades de la materia prima del adobe y conocer cómo
actúan frente a la elaboración de este.
Poder crear satisfactoriamente un adobe en la experimentación en algún
laboratorio.

E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 7
LA ARCILLA
1. HISTORIA Y MANUFACTURA:
Usualmente se encuentran objetos de arcilla
cocidas en la ruinas de toda la civilización antigua, y puede afirmarse con seguridad que el
uso de la arcilla data de una época anterior a la historia ya registrada. La abundancia de la arcilla y la simpleza de su manufactura explican
probablemente la aparición de los materiales de arcilla cocida para construcción en un periodo tan
antiguo.
En la actualidad, la arcilla no solamente es el ingrediente básico del ladrillo, de la loseta de arcilla estructural, de la chapa de cerámica, de las losetas de cerámica para pisos y muros y de la cerámica en general, sino también que se ha convertido
en uno de los productos minerales más importantes que se emplean en la industria. En Estados Unidos casi cada uno de los estados es productor de algún
tipo de arcilla, y esta se extrae usualmente por medio de pala mecánica, draga de cable, niveladora de lutitas, escrepa u otros diversos métodos mecánicos.
La arcilla es un suelo o roca sedimentaria constituido por agregados de silicatos de aluminio hidratados, procedentes de la descomposición de rocas que contienen
feldespato, como el granito. Presenta diversas coloraciones según las impurezas que contiene, desde el rojo anaranjado hasta el blanco cuando es pura.
Físicamente se considera un coloide, de partículas extremadamente pequeñas y
superficie lisa. El diámetro de las partículas de la arcilla es inferior a 0,002 mm. En la fracción textural arcilla puede haber partículas no minerales, los fitolitos.
Químicamente es un si licato hidratado de alúmina, cuya fórmula es: Al2O3 · 2SiO2 · H2O.
2. PROPIEDADES:
Las importantes aplicaciones industriales de este grupo de minerales radican en sus propiedades físico-químicas. Dichas propiedades derivan, principalmente, de:
* Su extremadamente pequeño tamaño de partícula (inferior a 2 mm) * Su morfología laminar (filosilicatos)
* Las sustituciones isomórficas, que dan lugar a la aparición de carga en las láminas y a la presencia de cationes débilmente ligados en el espacio interlaminar.
Como consecuencia de estos factores, presentan, por una parte, un valor elevado del área superficial y, a la vez, la presencia de una gran cantidad de superficie
activa, con enlaces no saturados. Por ello pueden interaccionar con muy diversas

E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 8
sustancias, en especial compuestos polares, por lo que tienen comportamiento
plástico en mezclas arci lla-agua con elevada proporción sólido/líquido y son capaces en algunos casos de hinchar, con el desarrollo de propiedades reológicas
en suspensiones acuosas.
Por otra parte, la existencia de carga en las láminas se compensa, como ya se ha
citado, con la entrada en el espacio interlaminar de cationes débilmente ligados y con estado variable de hidratación, que pueden ser intercambiados fácilmente
mediante la puesta en contacto de la arcilla con una solución saturada en otros cationes, a esta propiedad se la conoce como capacidad de intercambio catiónico y es también la base de multitud de aplicaciones industriales.
3. TIPOS Y USOS:
Hay cuatro clasificaciones principales de la arcilla, que se anotan a continuación con sus usos principales:
1. La arcilla de china o caolín, que se usa para papel, hule, refractarios los grados más finos de alfarería.
2. La arcilla de bola, que se emplea para alfarería, loseta de cerámica y chapa de cerámica (terracotta) para aumentar la plasticidad.
3. La arcilla refractaria, que se emplea para materiales refractarios, ladrillo loseta de cerámica y loseta o teja estructural.
4. La arcilla misceláneas, que se emplean para ladrillo, loseta de arcilla
estructural, chapa de cerámica, loseta de cerámica y cemento.
3.1. Superficie específica:
La superficie específica o área superficial de una arcilla se define como el área
de la superficie externa más el área de la superficie interna (en el caso de que esta exista) de las partículas constituyentes, por unidad de masa, expresada en m2/g.
Las arcillas poseen una elevada superficie específica, muy importante para
ciertos usos industriales en los que la interacción sólido-fluido depende directamente de esta propiedad.
3.2. Capacidad de Intercambio catiónico:
Es una propiedad fundamental de las esmectitas. Son capaces de cambiar,
fácilmente, los iones fijados en la superficie exterior de sus cristales, en los espacios interlaminares, o en otros espacios interiores de las estructuras, por
otros existentes en las soluciones acuosas envolventes. La capacidad de intercambio catiónico (CEC) se puede definir como la suma de todos los cationes de cambio que un mineral puede adsorber a un determinado pH. Es
equivalente a la medida del total de cargas negativas del mineral. Estas cargas negativas pueden ser generadas de tres formas diferentes:

E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 9
* Sustituciones isomórficas dentro de la estructura.
* Enlaces insaturados en los bordes y superficies externas. * Disociación de los grupos hidroxilos accesibles.
El primer tipo es conocido como carga permanente y supone un 80 % de la carga neta de la partícula; además es independiente de las condiciones de pH
y actividad iónica del medio. Los dos últimos tipos de origen varían en función del pH y de la actividad iónica. Corresponden a bordes cristalinos,
químicamente activos y representan el 20 % de la carga total de la lámina.
3.3. Capacidad de absorción:
Algunas arcillas encuentran su principal campo de aplicación en el sector de los absorbentes ya que pueden absorber agua u otras moléculas en el espacio
interlaminar (esmectitas) o en los canales estructurales (sepiolita y paligorskita).
La capacidad de absorción está directamente relacionada con las características texturales (superficie específica y porosidad) y se puede hablar
de dos tipos de procesos que difíci lmente se dan de forma aislada: absorción (cuando se trata fundamentalmente de procesos físicos como la retención por capilaridad) y adsorción (cuando existe una interacción de tipo químico entre
el adsorbente, en este caso la arci lla, y el líquido o gas adsorbido, denominado adsorbato).
La capacidad de adsorción se expresa en porcentaje de absorbato con respecto a la masa y depende, para una misma arcilla, de la sustancia de que
se trate. La absorción de agua de arcillas absorbentes es mayor del 100% con respecto al peso.
3.4. Hidratación e hinchamiento:
La hidratación y deshidratación del espacio interlaminar son propiedades
características de las esmectitas, y cuya importancia es crucial en los diferentes usos industriales. Aunque hidratación y deshidratación ocurren con
independencia del tipo de catión de cambio presente, el grado de hidratación sí está ligado a la naturaleza del catión interlaminar y a la carga de la lámina.
La absorción de agua en el espacio interlaminar tiene como consecuencia la separación de las láminas dando lugar al hinchamiento. Este proceso depende
del balance entre la atracción electrostática catión-lámina y la energía de hidratación del catión. A medida que se intercalan capas de agua y la separación entre las láminas aumenta, las fuerzas que predominan son de
repulsión electrostática entre láminas, lo que contribuye a que el proceso de hinchamiento pueda llegar a disociar completamente unas láminas de otras.

E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 10
Cuando el catión interlaminar es el sodio, las esmectitas tienen una gran
capacidad de hinchamiento, pudiendo llegar a producirse la completa disociación de cristales individuales de esmectita, teniendo como resultado un
alto grado de dispersión y un máximo desarrollo de propiedades coloidales. Si por el contrario, tienen Ca o Mg como cationes de cambio su capacidad de hinchamiento será mucho más reducida.
3.5. Plasticidad:
Las arcillas son eminentemente plásticas. Esta propiedad se debe a que el agua forma una envuelta sobre las partículas laminares produciendo un efecto
lubricante que facilita el deslizamiento de unas partículas sobre otras cuando se ejerce un esfuerzo sobre ellas.
La elevada plasticidad de las arcillas es consecuencia, nuevamente, de su morfología laminar, tamaño de partícula extremadamente pequeño (elevada
área superficial) y alta capacidad de hinchamiento.
Generalmente, esta plasticidad puede ser cuantificada mediante la
determinación de los índices de Atterberg (Límite Líquido, Límite Plástico y Límite de Retracción). Estos límites marcan una separación arbitraria entre los
cuatro estados o modos de comportamiento de un suelo sólido, semisólido, plástico y semilíquido o viscoso (Jiménez Salas, et al., 1975).
La relación existente entre el límite líquido y el índice de plasticidad ofrece una gran información sobre la composición granulométrica, comportamiento,
naturaleza y calidad de la arci lla. Existe una gran variación entre los límites de Atterberg de diferentes minerales de la arci lla, e incluso para un mismo mineral arcilloso, en función del catión de cambio. En gran parte, esta
variación se debe a la diferencia en el tamaño de partícula y al grado de perfección del cristal. En general, cuanto más pequeñas son las partículas y más imperfecta su estructura, más plástico es el material.
3.6. Tixotropía:
La tixotropía se define como el fenómeno consistente en la pérdida de resistencia de un coloide, al amasarlo, y su posterior recuperación con el
tiempo. Las arcillas tixotrópicas cuando son amasadas se convierten en un verdadero líquido. Si, a continuación, se las deja en reposo recuperan la
cohesión, así como el comportamiento sólido. Para que una arcil la tixotrópica muestre este especial comportamiento deberá poseer un contenido en agua próximo a su límite líquido. Por el contrario, en torno a su límite plástico no
existe posibilidad de comportamiento tixotrópico.

E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 11
4. LA ARCILLA COMO MATERIAL DE CONSTRUCCIÓN:
La arcilla es químicamente similar a la arena: contiene, además de dióxido de silicio, óxidos de aluminio y agua. Su granulometría es mucho más fina, y cuando está húmeda es de consistencia plástica. La arcilla mezclada con polvo y otros
elementos del propio suelo forma el barro, material que se utiliza de diversas formas:
Barro, compactado "in situ" produce tapial
Como, mezcla de barro, arena y paja que se aplica a mano para construir muros.
Adobe, ladrillos de barro, o barro y paja, secados al sol.
Cuando la arci lla se calienta a elevadas temperaturas (900ºC o más),2 ésta se
endurece, creando los materiales cerámicos:
Ladrillo, ortoedro que conforma la mayoría de paredes y muros. Teja, pieza cerámica destinada a canalizar el agua de lluvia hacia el exterior
de los edificios. Gres, de gran dureza, empleado en pavimentos y revestimientos de
paredes. En formato pequeño se denomina gresite Azulejo, cerámica esmaltada, de múltiples aplicaciones como revestimiento.
De un tipo de arcilla muy fina llamada bentonita se obtiene:
Lodo bentonítico, sustancia muy fluida empleada para contener tierras y zanjas durante las tareas de cimentación

E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 12
EL LADRILLO
Un ladri llo es una pieza de construcción, generalmente cerámica y con forma ortoédrica, cuyas dimensiones permiten que se pueda colocar con una sola mano por parte de un operario. Se emplea en albañilería para la ejecución de fábricas en
general.
1. TIPOS DE LADRILLO:
Según su forma, los ladrillos se clasifican en:
Ladrillo perforado, que son todos aquellos que tienen perforaciones en la
tabla que ocupen más del 10% de la superficie de la misma. Se utilizan en
la ejecución de fachadas de ladrillo. Ladrillo macizo, aquellos con menos de un 10% de perforaciones en la
tabla. Algunos modelos presentan rebajes en dichas tablas y en las testas para ejecución de muros sin llagas.
Ladrillo tejar o manual, simulan los antiguos ladrillos de fabricación
artesanal, con apariencia tosca y caras rugosas. Tienen buenas propiedades ornamentales.
Ladrillo aplantillado, aquel que tiene un perfil curvo, de forma que al
colocar una hi lada de ladrillo, generalmente a sardinel, conforman una moldura corrida. El nombre proviene de las plantillas que utilizaban los
canteros para labrar las piedras, y que se utilizan para dar la citada forma al ladrillo.
Ladrillo hueco, son aquellos que poseen perforaciones en el canto o en la
testa que reducen el peso y el volumen del material empleado en ellos, facilitando su corte y manejo. Aquellos que poseen orificios horizontales son
utilizados para tabiquería que no vaya a soportar grandes cargas. Pueden ser de varios tipos:
o Rasilla: su soga y tizón son mucho mayores que su grueso. En
España, sus dimensiones más habituales son 24 x 11,5 x 2,5 cm. o Ladrillo hueco simple: posee una hilera de perforaciones en la testa. o Ladrillo hueco doble: con dos hileras de perforaciones en la testa.
o Ladrillo hueco triple: posee tres hileras de perforaciones en la testa.
Ladrillo caravista, son aquellos que se utilizan en exteriores con un
acabado especial. Ladrillo refractario, se coloca en lugares donde debe soportar altas
temperaturas, como hornos o chimeneas.
E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 13
2. PROCESO DE ELABORACIÓN:
Hoy día, en cualquier fábrica de ladrillos se llevan a cabo una serie de procesos estándar que comprenden desde la elección del material arcilloso al proceso de empacado final. La materia prima utilizada para la producción de ladrillos es,
fundamentalmente, la arcilla. Este material está compuesto, en esencia, de sílice, alúmina, agua y cantidades variables de óxidos de hierro y otros materiales
alcalinos, como los óxidos de calcio y los óxidos de magnesio.
Las partículas del material son capaces de absorber higroscópicamente hasta un 70% de su peso en agua. Cuando está hidratada, la arcilla adquiere la plasticidad suficiente para ser moldeada, a diferencia de cuando está seca; estado en el que
presenta un aspecto terroso.
Durante la fase de endurecimiento, por secado o por cocción, el material arcilloso adquiere características de notable solidez, y experimenta una disminución de
masa, por pérdida de agua, de entre un 5 y un 15%.
Una vez seleccionado el tipo de arcilla el proceso puede resumirse en:
2.1. Maduración:
Antes de incorporar la arcilla al ciclo de producción hay que someterla a ciertos tratamientos de trituración, homogeneización y reposo en acopio, con la finalidad de obtener una adecuada consistencia y uniformidad de las
características físicas y químicas deseadas.
El reposo a la intemperie tiene la finalidad de facilitar el desmenuzamiento de los terrones y la disolución de los nódulos para impedir las
aglomeraciones de partículas arcillosas. La exposición a la acción atmosférica (aire, lluvia, sol, hielo, etc.) favorece además la descomposición de la materia orgánica que pueda estar presente y permite la purificación
química y biológica del material. De esta manera se obtiene un material completamente inerte y poco dado a posteriores transformaciones
mecánicas o químicas.
2.2. Tratamiento mecánico previo:
Después de la maduración, que se produce en la zona de acopio, sigue la fase de pre-elaboración, que consiste en una serie de operaciones que tienen la finalidad de purificar y refinar la materia prima. Los instrumentos
utilizados en la pre-elaboración, para un tratamiento puramente mecánico suelen ser:
E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 14
Rompe-terrones: como su propio nombre indica, sirve para reducir las
dimensiones de los terrones hasta un diámetro de entre 15 y 30 mm. Eliminador de piedras: está constituido generalmente por dos cilindros
que giran a diferentes velocidades, capaces de separar la arcilla de las piedras o «chinos».
Desintegrador: se encarga de triturar los terrones de mayor tamaño, más
duros y compactos, por la acción de una serie de cilindros dentados. Laminador refinador: está formado por dos cilindros rotatorios lisos
montados en ejes paralelos, con separación, entre sí, de 1 a 2 mm, espacio por el cual se hace pasar la arcilla sometiéndola a un aplastamiento y un planchado que hacen aún más pequeñas las partículas. En esta última fase
se consigue la eventual trituración de los últimos nódulos que pudieran estar todavía en el interior del material.
2.3. Depósito de materia prima procesada:
A la fase de pre-elaboración, sigue el depósito de material en silos especiales
en un lugar techado, donde el material se homogeniza definitivamente tanto en apariencia como en características físico-químicas.
2.4. Humidificación:
Antes de llegar a la operación de moldeo, se saca la arcilla de los silos y se lleva a un laminador refinador, y posteriormente a un mezclador humedecedor,
donde se agrega agua para obtener la humedad precisa.
2.5. Moldeado:
El moldeado consiste en hacer pasar la mezcla de arcilla a través de una boquilla al final de la estructura. La boquilla es una plancha perforada que tiene la forma del objeto que se quiere producir.
El moldeado se suele hacer en caliente utilizando vapor saturado
aproximadamente a 130 °C y a presión reducida. Procediendo de esta manera se obtiene una humedad más uniforme y una masa más compacta, puesto
que el vapor tiene un mayor poder de penetración que el agua.
2.6. Secado:
El secado es una de las fases más delicadas del proceso de producción. De esta etapa depende, en gran parte, el buen resultado y calidad del material, más que nada en lo que respecta a la ausencia de fisuras. El secado tiene la
finalidad de eliminar el agua agregada en la fase de moldeado para poder pasar a la fase de cocción.

E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 15
Esta fase se realiza en secaderos que pueden ser de diferentes tipos. A veces
se hace circular aire de un extremo a otro por el interior del secadero, y otras veces es el material el que circula por el interior del secadero sin inducir
corrientes de aire. Lo más normal es que la eliminación del agua del material crudo se lleve a cabo insuflando aire caliente con una cantidad de humedad variable. Eso permite evitar golpes termohigrométricos que puedan producir
una disminución de la masa de agua a ritmos diferentes en distintas zonas del material y, por lo tanto, a producir fisuras localizadas.
2.7. Cocción:
Se realiza en hornos de túnel, que en algunos casos pueden llegar a medir
hasta 120 m de longitud, y donde la temperatura de la zona de cocción oscila entre 900 °C y 1000 °C.
En el interior del horno la temperatura varía de forma continua y uniforme. El material secado se coloca en carros especiales, en paquetes estándar y es
introducido por una de las extremidades del túnel, saliendo por el extremo opuesto una vez que está cocido.
Es durante la cocción cuando se produce la sinterización, de manera que la
cocción resulta una de las instancias cruciales del proceso en lo que a la resistencia del ladrillo respecta.
2.8. Almacenaje:
Antes del embalaje se procede a la formación de paquetes sobre pallets, que permitirán después moverlos fáci lmente con carretillas de horquilla. El proceso
de embalaje consiste en envolver los paquetes con cintas de plástico o de metal, de modo que puedan ser depositados en lugares de almacenamiento,
para posteriormente ser trasladados en camiones.

E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 16
EL ADOBE
1. FABRICACIÓN DE TABIQUES DE ADOBE:
Es muy antiguo el arte de fabricar tabiques de adobe – y los viejos procedimientos
manuales de mezclar se llevan a cabo tan bien en la actualidad como antaño.
Pero si cuenta con alguna maquinaria que ayude a mezclar el suelo y a
transformarlo podrán fabricarse buenos tabiques con mayor rapidez.
2. PROCEDIMIENTO MANUAL (O ANTIGUO) PARA FABRICAR TABIQUES DE
ADOBE
Cuando se dispone de suficiente mano de obra barata, empléesela. Todo lo que
se necesita son formas para moldear los tabiques, y herramientas sencillas para
mesclar y transformar la tierra.
Pueden hacerse moldes para un solo tabiques, pero son más prácticos los de dos
o cuatro tabiques. Con tablones de 5 cm de grueso se harán moldes fuertes y
duraderos .Cuando no sea necesario que los moldes duren mucho, podrán
utilizarse tablas de 25 mm o madera laminada de 19 mm. Como los moldes
estarán sujetos a mucho desgaste, constrúyanse bien fuerte. Empléense
bastantes clavos o pernos o, mejor aun refuércese con tiras metálicas en las
esquinas. Ya que durante bastante tiempo estarán húmedos, es conveniente
empaparlos de aceite antes de comenzar a utilizarlos .Algunos acostumbran
forrarlos con lámina para que duren más y sea más fácil sacar los tabiques.
Los tabiques de adobe pueden hacerse de cualquier tamaño, pero habrá que
limitarlos a determinada medida para que un hombre pueda levantarlos durante
todo el día sin cansarse demasiado. Un trabajador de rendimiento normal lo podrá
hacer si los tabiques pesan 23 Kg o menos.
Generalmente, los tabiques de adobe se hacen de 10 a 15 cm de espesor, y su
ancho iguala el grueso proyectado de las paredes, que es de 23 a 46 cm. Por
consiguiente, es ellargo lo que implica su peso. Dos de los tamaños típicos, son:
12,7 x 25,4 x 50,5 cm (que pesan 25 Kg), y 10,2 x 30,5 x 47,7 cm (que pesan 22,7
Kg).
El método manual es muy eficiente cuando se emplean cuatro trabajadores. Dos
hombres preparan y mezclan el suelo en tanto que los otros dos moldean y sacan
los tabiques y después lavan los moldes. El suelo seco se prepara, enseguida se
mezcla con agua, hasta que apenas fluye cuando se amasa ligeramente. Una
buena forma de calcular el agua es hacer con un palo una ranura en forma de V

E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 17
de 7.5 cm de profundidad en la mezcla, lo cual estará suficienteme nte húmeda si
los lados de la ranura se pandean y de inmediato comienzan a juntarse.

E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 18
3. FABRICACIÓN DEL ADOBE:
3.1. Moldes:
3.2. Selección de tierra:
La tierra para hacer adobes debe ser limpia y formada por arcilla y arena.
No debe tener piedras, basura, ni residuos vegetales.
E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 19
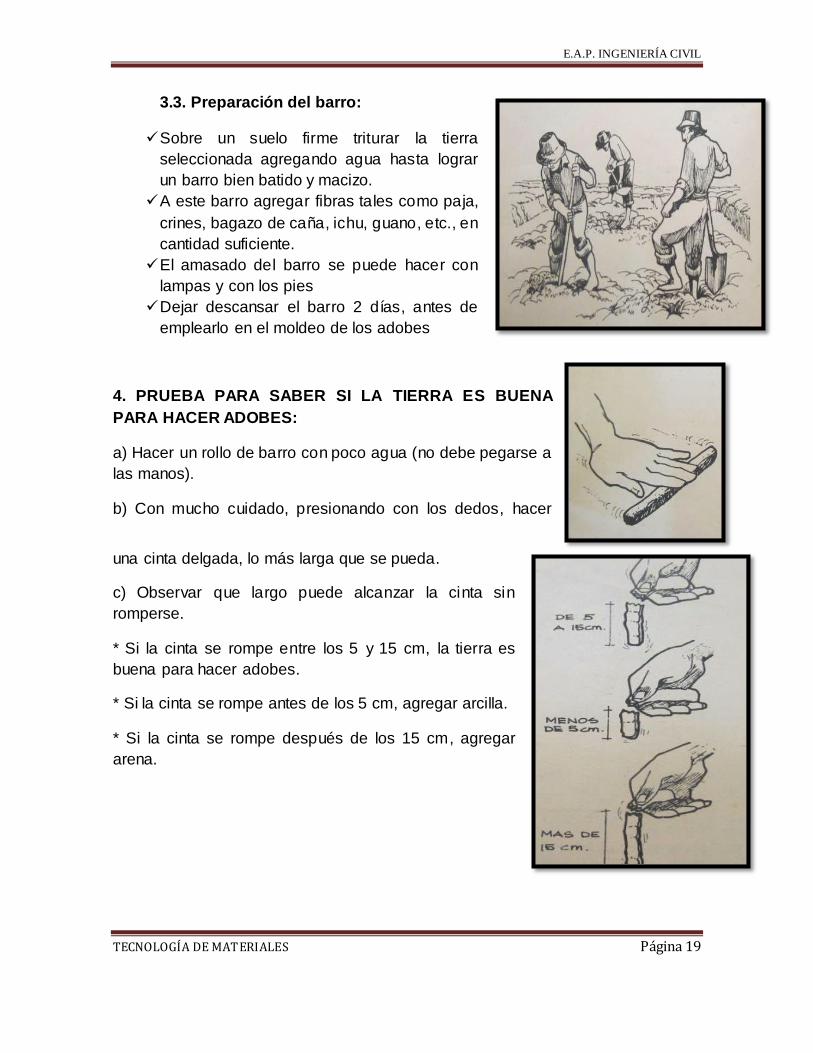
3.3. Preparación del barro:
Sobre un suelo firme triturar la tierra
seleccionada agregando agua hasta lograr
un barro bien batido y macizo.
A este barro agregar fibras tales como paja,
crines, bagazo de caña, ichu, guano, etc., en
cantidad suficiente.
El amasado del barro se puede hacer con
lampas y con los pies
Dejar descansar el barro 2 días, antes de
emplearlo en el moldeo de los adobes
4. PRUEBA PARA SABER SI LA TIERRA ES BUENA
PARA HACER ADOBES:
a) Hacer un rollo de barro con poco agua (no debe pegarse a
las manos).
b) Con mucho cuidado, presionando con los dedos, hacer
una cinta delgada, lo más larga que se pueda.
c) Observar que largo puede alcanzar la cinta sin
romperse.
* Si la cinta se rompe entre los 5 y 15 cm, la tierra es
buena para hacer adobes.
* Si la cinta se rompe antes de los 5 cm, agregar arcilla.
* Si la cinta se rompe después de los 15 cm, agregar
arena.

E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 20
5. MOLDEO DE LOS ADOBES:
a) Batir nuevamente el barro y colocarlo en el molde
rellenando bien las esquinas y compactándolo con las
manos.
b) Emparejar la superficie con una regla de madera.
c) Retirar el molde.
* Si al retirar el molde el adobe se deforma o se comba. Es
porque el barro tiene mucha agua.
*Si el adobe se raja o se quiebra es porque el barro está muy
seco.
Para evitar que el adobe se pegue al molde, este debe
limpiarse con un trapo húmedo y espolvorearle arena antes
de cada uso.
6. SECADO Y ALMACENAMIENTO:
*A los 3 días parar los adobes para acelerar el secado.
*A las tres semanas se pueden cargar y apilar.

E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 21
7. CONTROL DE CALIDAD:
Si a las 4 semanas el adobe de prueba tiene grietas o deformaciones, se debe
agregar arena o paja al barro
Si a las 4 semanas el adobe de prueba no resiste el peso de un hombre, se sebe
agregar arcilla al barro.

E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 22
8. DIMENSIONAMIENTO DEL ADOBE TRADICIONAL:
En vista de que las dimensiones de los adobes son variadas, solo es conveniente
dictar sobre este tema, algunas recomendaciones de carácter general.
- La longitud no debe ser mayor que el doble de su ancho más el espesor de
una junta de pega.
- La altura no debe ser mayor a diez centímetros, en lo posible.

E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 23
Composición de la unidad de adobe y calidad de la construcción
Las características de los suelos que tienen mayor influencia en la resistencia de
la albañilería de adobe son aquellas relacionadas con el proceso de contracción por secado o con la resistencia seca del material.
Arcilla: el componente más importante del suelo; provee la resistencia seca y causa la contracción por secado del suelo.
Control de la microfisuración del mortero de barro debida a la contracción por secado: Aditivos: paja y en una menor proporción arena gruesa son
aditivos que controlan la microfisuración del mortero durante la contracción por secado y por ende, mejoran la resistencia de la albañilería de adobe.
Historia y manufactura
“Los métodos para hacer el adobe no han cambiado apreciablemente desde
la antigüedad. Consiste en mojar un material de subsuelo apropiado y dejarlo
reposar durante un dia para que no se vuelva homogéneo. Se agrega paja u
otra fibra para impedir que se formen grietas de contradicción durante el
proceso de curado. El conjunto se mezcla luego con un azadón, y la masa se
trabaja a máquina o a mano hasta que tome la consistencia correcta para
moldearla. El material se coloca en el molde y se deja secar durante 2
semanas.”
HORNBOSTEL, Caleb. Materiales para construir. 1ra edición. México:
Edit. Limusa. 1999.
Pp. 111
Fabricación de tabiques de adobe
“Después de llevar a cabo una mezcla concienzuda, la mezcla de adobe se
vacía en los moldes. Es conveniente dejar caer o arrojar la mezcla en los
moldes para que forme una masa compacta. Luego se amasa la mezcla a
mano”
WOLFSKILL, Lile, DUNLAP, Wayne, GALLAWAY, Bob. Manual para la
construcción de casas de tierra. 1ra edición. México: Edit. Centro
Regional de Ayuda Técnica. 1996. Pp. 75.
E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 24
CONCLUSIONES
Con esta práctica nosotros podemos identificar cual era la tierra arcillosa
que utilizaban para elaborar el adobe
Esta práctica es de gran uti lidad conocer la composición de un adobe y
diferentes tipos de ladrillos, para así poder saber utilizarlos en una
construcción
Se nos dio a conocer la utilización te todas las variedades de los ladrillos y
adobes, puesto que no tienen la similar composición; unos pueden ser más
dóciles que otros.

E.A.P. INGENIERÍA CIVIL
TECNOLOGÍA DE MATERIALES Página 25
BIBLIOGRAFÍAS
HORNBOSTEL, Caleb. Materiales para construir. 1ra edición. México: Edit.
Limusa. 1999.
Pp. 111
WOLFSKILL, Lile, DUNLAP, Wayne, GALLAWAY, Bob. Manual para la
construcción de casas de tierra. 1ra edición. México: Edit. Centro Regional de
Ayuda Técnica. 1996. Pp. 75.
LINKOGRAFÍAS
http://es.wikipedia.org/wiki/Adobe
http://www.misrespuestas.com/que-es-el-adobe.html
http://www.eladobedecapistrano.com/
http://www.ecosur.org/index.php/ecomateriales/adobe/43-caracteristicas-generales-del-
adobe-como-material-de-construccion