La Congelación Criogénica de Alilmentos
12
Messer de Centroamérica [1] Publicaciones Técnicas Gerencia de Aplicaciones y Gases Especiales AGE (A.5) 41 CALLE 6-27 ZONA 8 – 01008 GUATEMALA, CENTRO AMERICA TEL (502) 440 9696 – FAX (502) 440 9666 – E-MAIL: Sergio Molina: [email protected]. La Congelación Criogénica de Alimentos Lic. (Químico) Sergio Molina. Productos del Aire de Guatemala. 41 Calle 6-27 zona 8. 01008 Guatemala. La industria de alimentos. La industria de productos alimenticios se caracteriza por el procesamiento, conservación ó distribución de productos directamente relacionados con la nutrición humana y la satisfacción del sentido del gusto. Las empresas dedicadas a la exportación de productos alimenticios como actividad primaria, están sujetas a una serie de regulaciones sanitarias y comerciales que aseguran la exigente calidad no solamente del consumidor final, sino de un mercado determinado por la habilidad de mantener las propiedades organolépticas del producto como si éste hubiera sido recién obtenido de su medio ó estuviera recién producido ó procesado. La susceptibilidad del producto a la degradación microbiológica, a la oxidación química con el aire atmosférico y a la deshidratación post-proceso, son los aspectos de mayor trascendencia en el diseño de estándares de calidad de procesos y producto. Los productos alimenticios pueden clasificarse de manera general en alimentos naturales, alimentos procesados y alimentos artificiales. Los productos naturales alimenticios se caracterizan por provenir completamente de las disponibilidades de la naturaleza en su composición. Son generalmente muy poco pre-procesados y su conservación requiere fundamentalmente de la cadena fría. Los pre-procesamientos habituales son los de pelado, cortado, pre-cocido y desinfección. Los alimentos procesados son aquéllos en los que los productos naturales se convierten en la materia prima para la elaboración de productos más complejos, diseñados de acuerdo a expectativas de mercado ó a una tradición folklórica particular. Los alimentos artificiales constituyen un producto para ingestión cuyos componenetes no tienen relación alguna con los alimentos naturales. La fuente de su materia prima es esencialmente la industria química (matrices artificiales obtenidas de procesos químicos que simulan las matrices alimenticias naturales), a través de grado de pureza farmacéuticos o alimenticios. En esta clasificación se incluyen desde las formulaciones hidratantes y las bebidas gaseosas, hasta los suplementos nutricionales diversos. Este tipo de alimentos está actualmente excluído de los procesos de congelación, debido a que por su naturaleza, incluyen métodos químicos de conservación que proporcionan estabilidad y durabilidad. Dependiendo de la naturaleza de los alimentos, éstos requieren o no de su conservación a baja temperatura, para aumentar su vida útil y su vida de anaquel. Algunos son estables en las condiciones de temperatura, humedad y contacto con el aire normales, denominándoseles alimentos frescos. Los que requieren de bajas temperaturas para mantener estables sus propiedades organolépticas y nutricionales que se les denomina alimentos frescos refrigerados, y los que solamente pueden conservarse en congelación denominados alimentos frescos congelados. Este documento pretende entonces, dar a conocer las alternativas en tecnología de gases y líqudos criogénicos, disponibles en la actualidad para congelar (y obviamente conservar y transportar para lo que se recomienda revisar Publicaciones Técnicas Messer AGE A.5, Empaque en Atmósfera Modificada y el Uso de Atmósferas Controladas) en forma adecuada, así como las múltiples ventajas técnicas, energéticas y financieras de su aplicación. Bases de la congelación criogénica con Nitrógeno líquido.
-
Upload
sergio-molina-meja -
Category
Documents
-
view
212 -
download
0
description
Fundamentos del uso de nitrógeno líquido para congelar alimentos de diferente naturaleza. Equipos utilizados y cálculos termoquímicos.
Transcript of La Congelación Criogénica de Alilmentos

Messer de Centroamérica
[1]
Publicaciones Técnicas Gerencia de Aplicaciones y Gases Especiales AGE (A.5)
41 CALLE 6-27 ZONA 8 – 01008 GUATEMALA, CENTRO AMERICA TEL (502) 440 9696 – FAX (502) 440 9666 – E-MAIL: Sergio Molina: [email protected].
La Congelación Criogénica de Alimentos
Lic. (Químico) Sergio Molina. Productos del Aire de Guatemala. 41 Calle 6-27 zona 8. 01008 Guatemala.
La industria de alimentos. La industria de productos alimenticios se caracteriza por el procesamiento, conservación ó distribución de productos directamente relacionados con la nutrición humana y la satisfacción del sentido del gusto. Las empresas dedicadas a la exportación de productos alimenticios como actividad primaria, están sujetas a una serie de regulaciones sanitarias y comerciales que aseguran la exigente calidad no solamente del consumidor final, sino de un mercado determinado por la habilidad de mantener las propiedades organolépticas del producto como si éste hubiera sido recién obtenido de su medio ó estuviera recién producido ó procesado. La susceptibilidad del producto a la degradación microbiológica, a la oxidación química con el aire atmosférico y a la deshidratación post-proceso, son los aspectos de mayor trascendencia en el diseño de estándares de calidad de procesos y producto. Los productos alimenticios pueden clasificarse de manera general en alimentos naturales, alimentos procesados y alimentos artificiales.
Los productos naturales alimenticios se caracterizan por provenir completamente de las disponibilidades de la naturaleza en su composición. Son generalmente muy poco pre-procesados y su conservación requiere fundamentalmente de la cadena fría. Los pre-procesamientos habituales son los de pelado, cortado, pre-cocido y desinfección. Los alimentos procesados son aquéllos en los que los productos naturales se convierten en la materia prima para la elaboración de productos más complejos, diseñados de acuerdo a expectativas de mercado ó a una tradición folklórica particular. Los alimentos artificiales constituyen un producto para ingestión cuyos componenetes no tienen relación alguna con los alimentos naturales. La fuente de su materia prima es esencialmente la industria química (matrices artificiales obtenidas de procesos químicos que simulan las matrices alimenticias naturales), a través de grado de pureza farmacéuticos o alimenticios. En esta clasificación se incluyen desde las formulaciones hidratantes y las bebidas gaseosas, hasta los suplementos nutricionales diversos. Este tipo de alimentos está actualmente excluído de los procesos de congelación, debido a que por su naturaleza, incluyen métodos químicos de conservación que proporcionan estabilidad y durabilidad. Dependiendo de la naturaleza de los alimentos, éstos requieren o no de su conservación a baja temperatura, para aumentar su vida útil y su vida de anaquel. Algunos son estables en las condiciones de temperatura, humedad y contacto con el aire normales, denominándoseles alimentos frescos. Los que requieren de bajas temperaturas para mantener estables sus propiedades organolépticas y nutricionales que se les denomina alimentos frescos refrigerados, y los que solamente pueden conservarse en congelación denominados alimentos frescos congelados. Este documento pretende entonces, dar a conocer las alternativas en tecnología de gases y líqudos criogénicos, disponibles en la actualidad para congelar (y obviamente conservar y transportar para lo que se recomienda revisar Publicaciones Técnicas Messer AGE A.5, Empaque en Atmósfera Modificada y el Uso de Atmósferas Controladas) en forma adecuada, así como las múltiples ventajas técnicas, energéticas y financieras de su aplicación. Bases de la congelación criogénica con Nitrógeno líquido.

Messer de Centroamérica
[2]
Publicaciones Técnicas Gerencia de Aplicaciones y Gases Especiales AGE (A.5)
41 CALLE 6-27 ZONA 8 – 01008 GUATEMALA, CENTRO AMERICA TEL (502) 440 9696 – FAX (502) 440 9666 – E-MAIL: Sergio Molina: [email protected].
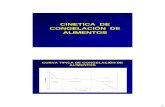
Evolución de la temperatura en el tiempo en un
proceso típico de congelación
-20
0
20
40
60
80
100
120
140
160
0 2 4 6 8 10 12 14 16 18 20
Tiempo (minutos)
T (°C)
Todos los productos alimenticios tienen algún grado de agua incorporada en ellos, ya sea como el componente más abundante o simplemente como humedad normal. No existen productos que al momento de su consumo por ingestión sean completamente anhidros porque esta carácterística no es congruente con el funcionamiento del sistema digestivo a efecto de causar deshidratación bioquímica y fisiológica. Todo proceso de congelación de alimentos frescos o procesados, está fundamentado en la conversión en hielo, del agua contenida en ellos, así como en los cambios físicos que dicho proceso provoca en la integridad, estructura, características físicas, químicas, organolépticas y nutricionales de los productos destinados a la alimentación humana, mediante la disminución de su temperatura por medios eminentemente físicos. El propósito básico de la congelación de alimentos es la reducción completa del proceso natural de degradación orgánica y putrefacción de los mismos, efectuada ya sea por los microorganismos saprófitos normales del ambiente como por organismos patógenos que pudieran aparecer en ellos como consecuencia de su origen ó ambiente al momento de su preparación o recolección. La reducción de la temperatura y el mantenimiento de bajos intercambios calóricos permiten la disminución casi completa del metabolismo bacteriano y con ello se prolonga la vida útil del producto. Sin embargo, el mantenimiento de la cadena fría es indispensable debido a que la congelación no elimina la causa de la degradación sino que simplemente la hace más lenta. Las bacterias, hongos, levaduras y virus pueden sobrevivir a las bajas temperaturas y por lo tanto, la recuperación de la temperatura óptima para realizar su metabolismo (o por lo menos un dentro de un rango de 20 ± 5 ºC) hacen que la putrefacción adquiera nuevamente su velocidad natural. Por lo tanto, independientemente del método seleccionado para realizar la congelación alimenticia, lo más importante es la conservación de la baja temperatura hasta el momento en que el consumidor pueda procesar los alimentos para su nutrición. Cualquier ruptura en la cadena fría pone en peligro la salud del consumidor, sobretodo en los productos hidrobiológicos que son los más suscetibles (junto con los alimentos lácteos) de degradarse rapidamente, y de contener a corto plazo, sustancias eneterotoxigénicas provenientes del metabolismo de los microorganismos sobre ellos. Otra de las razones por las cuales el congelamiento permite preservar el carácter nutricional de un alimento, es la reducción de la cinética de oxidación del mismo por efecto de su contacto con el aire ambiental. Algunos alimentos poseen componentes que rápidamente interaccionan con el oxígeno atmosférico a temperatura ambiente cuando se les elimina la barrera protectora de la cáscara, como en el caso de productos vegetales evidentes como la manzana y el aguacate. De igual manera, los aminocompuestos abundantes en los productos del mar, pueden ser fácilmente oxidados a quinonas con la típica producción de amoníaco (ó ión amonio) cuya presencia es un indicador de su degradación. El congelamiento de un alimento consiste en la extracción de energía en forma de un calor asociado a su existencia en
condiciones ambientales. Por lo tanto, el fenómeno implica, bajo el marco de la primera ley de la termodinámica, que deba transferirse energía desde un cuerpo a otro, dado que ésta no puede crearse ni destruirse. Esta transferencia puede realizarse por convección a través de la cual el calor fluye por efecto del medio circundante a los cuerpos, por transmisión cuando el flujo es directo desde un cuerpo hacia el otro, ó por irradiación cuando los cambios térmicos están asociados a la interacción entre ondas electromagnéticas. Los dos primeros fenómenos son los que están directamente relacionados con el proceso de extracción de calor de los alimentos en el proceso de congelación, ya que el tercero es más un proceso de conversión de un tipo de energía en otro y no asociado a un intercambio del mismo tipo de energía. Por ello, es importante que la transmisión y la convección estén debidamente identificados con un tipo particular de refrigeración conocido mediante la tecnología actual. Física de la extracción de calor. La extracción del calor de un cuerpo, esto es la disminución de su temperatura, es un fenómeno que puede darse más fácilmente o más difícilmente de acuerdo al material del que dicho cuerpo está formado. Los materiales mas sencillos como aquéllos que están formados de un solo tipo de átomos (elementos) ó moléculas (compuestos) presentan perfiles bien definidos de extracción de calor que se caracterizan por una proporcionalidad directa entre la cantidad de calor extraído y la disminución de la temperatura, hasta llegar al punto de fusión del cuerpo si éste es líquido. A partir de ese momento, la extracción de calor es utilizada no para disminuir la temperatura sino para ordenar la rejilla cristalina del sólido, por lo que es directamente proporcional a la masa del cuerpo. Una vez todo el líquido se ha convertido en sólido, se reinicia el proceso por el cual la cantidad de calor extraída será nuevamente proporcional a la disminución de la temperatura del sólido. Sin embargo, la proporcionalidad entre el calor extraido del líquido y del sólido no necesariamente es la misma y, en términos generales, se puede decir que se dificulta más extraerlo del líquido que del sólido.
Gráfica característica del proceso de congelación

Messer de Centroamérica
[3]
Publicaciones Técnicas Gerencia de Aplicaciones y Gases Especiales AGE (A.5)
41 CALLE 6-27 ZONA 8 – 01008 GUATEMALA, CENTRO AMERICA TEL (502) 440 9696 – FAX (502) 440 9666 – E-MAIL: Sergio Molina: [email protected].
El diagrama anterior refleja este comportamiento en función del tiempo para mostrar el proceso completo de extracción de calor a una cantidad determinada de agua desde su fase de vapor (tiempo = 0 minutos) hasta su fase de hielo a -20 ºC (tiempo = 18 minutos). En esta gráfica, el vapor a +160 ºC al tiempo 0 minutos pierde su energía por efecto de la congelación en un tiempo de dos minutos, cuando empieza a convertirse en agua líquida por efecto de la condensación. Mientras el proceso de congelación continúa, entre los tiempos 2 y 6 minutos, la extracción de calor se utiliza para condensar todo el vapor existente para convertirlo en líquido a +100 ºC. Solamente cuando todo el vapor se ha convertido en líquido, el proceso de congelación continúa disminuyendo la temperatura del líquido desde +100 ºC hasta los 0 ºC, cuando se inicia el proceso de conversión del agua en hielo. En el punto de fusión del agua, el proceso de congelación continúa entre los tiempos 12 y 16 minutos, extrayendo el calor necesario para estabilizar la rejilla cristalina del hielo. Solamente hasta que toda el agua líquida se ha convertido en hielo, el proceso de congelamiento permite extraer el calor del hielo para llevarlo a cualquier temperatura por debajo de 0 ºC. Los materiales más complejos, como la mayoría de los alimentos frescos, están constituidos por una gran variedad de materiales sencillos (proteínas, celulosa, carbohidratos, lípidos) y agua. Su comportamiento ante el proceso de congelación, es virtualmente el mismo con variaciones leves en los puntos de congelación y pendientes de disminución de temperatura que resultan ser el promedio de las pendientes de los constituyentes individuales. Por ello, se dice que el comportamiento de congelación de los alimentos frescos refleja el proceso de congelación del agua dependiendo de su contenido en ellos. La termodinánica de la extracción de calor de los alimentos, se fundamenta en parámetros experimentales más que en parámetros teóricos. En el caso de los alimentos hidrobiológicos (pescado y mariscos) en el que el material es sólido con un gran porcentaje de agua, el proceso implica solamente la transformación del alimento sólido con agua líquida, en un alimento sólido con agua sólida, debiendo sufrir la transformación implícita en un solo cambio de estado. La cantidad de calor necesaria para realizar el proceso de congelación del camarón y sus crustáceos relativos, depende fundamentalmente de la temperatura natural de su disposición, de la temperatura final a la que se desea mantener el producto para inhibir la descomposición microbiológica y la oxidación del aire, y de la masa individual o lotificada del producto. La cantidad total de calor a extraer se puede calcular mediante las siguientes expresiones matemáticas.
Calor extraíble desde la temperatura ambiente hasta el punto de congelación del producto Q1.
Calor extraíble para la cristalización del agua ocluída Q2.
Calor extraíble desde el punto de congelación del producto hasta la temperatura de almacenamiento deseada Q3.
Calor extraído como pérdidas termodinámicas del sistema de congelación Q4. El manejo matemático del cálculo se puede ejemplificar con una de las industrias de congelamiento más importantes de la economía mundial como lo es la de camarón. Cálculo de Q1: El cálculo de Q1 es estrictamente una extracción de calor desde una temperatura ambiental definida hasta el punto de congelación del producto, el cual se puede expresar mediante la ecuación 1.
Q1 = mc Cc ∆∆∆∆t (Ecuación 1) En este caso mc es la masa de camarón que se desea congelar (83.0% de agua), Cc es el calor específico del camarón con agua líquida (obtenido en forma empírica experimental con magnitud de 0.86 BTU/lb ºF) y ∆t es el cambio de temperatura ó resta de la temperatura ambiente (generalmente 95 ºF en las costas tropicales) menos la temperatura de congelación del agua dentro del camarón, que se ha establecido en 28 ºF. La expresión final queda de la siguiente forma:
Q1 = 57.62 mc (BTU) (Ecuación 2) En algunas industrias de hidrobiológicos, la recolección y transporte de los productos del mar se realiza en ambientes enfriados con hielo de agua, lo cual permite reducir la magnitud del intercambio calórico, debido a que la temperatura inicial del proceso es de 32 y no de 95 ºF, pero este aspecto depende de la cercanía del punto de recolección con la planta de procesamiento y el tiempo invertido en ambas actividades. Cálculo de Q2: El cálculo de Q2 define una extracción de calor para permitir el ordenamiento cristalino del hielo a partir del agua líquida en el interior de las células del camarón, lo que depende de la capacidad de la membrana celular, de permitir el intercambio calórico (capacidad aislante de la membrana celular específica del camarón), el cual se puede expresar mediante la ecuación 3.
Q2 = mc Cfc (Ecuación 3) En este caso mc es la masa de camarón que se desea congelar (83.0% de agua) y Cfc es el calor de fusión del agua contenida en el camarón, denominado Calor Latente (obtenido en forma empírica experimental con magnitud de 119 BTU/lb). La expresión final queda de la siguiente forma:
Q2 = 119 mc (BTU) (Ecuación 4)

Messer de Centroamérica
[4]
Publicaciones Técnicas Gerencia de Aplicaciones y Gases Especiales AGE (A.5)
41 CALLE 6-27 ZONA 8 – 01008 GUATEMALA, CENTRO AMERICA TEL (502) 440 9696 – FAX (502) 440 9666 – E-MAIL: Sergio Molina: [email protected].
Cálculo de Q3: El cálculo de Q3 es estrictamente una extracción de calor desde la temperatura de congelación del camarón hasta la temperatura de almacenamiento del producto, el cual se puede expresar mediante la ecuación 5.
Q3 = mc Cc ∆∆∆∆t (Ecuación 5) En este caso mc es la masa de camarón que se desea congelar (83.0% de agua), Cc es el calor específico del camarón con agua sólida (obtenido en forma empírica experimental con magnitud de 0.45 BTU/lb ºF) y ∆t es el cambio de temperatura ó resta de la temperatura de congelación del camarón (28 ºF) menos la temperatura de almacenamiento del producto, que puede establecerse en −4 ºF. La expresión final queda de la siguiente forma:
Q3 = 14.40 mc (BTU) (Ecuación 6) Cálculo de Q4: El cálculo de Q4 es bastante complejo y se refiere a las pérdidas en la eficiencia de congelación debido a diferentes variables. Generalmente Q4 involucra las termalizaciones que se producen en el agente congelante debidas a procesos ajenos a la congelación específica del producto y que constituyen gastos energéticos adicionales. Los factores que originan Q4 no son completamente predecibles pero se puede obtener una buena aproximación de ellos a través del cálculo de las eficiencias de la transferencia de calor por transmisión y convección en todo el proceso de congelamiento. En la tabla del anexo se presentan los calores específicos y los calores de fusión de diferentes alimentos, para fines de cálculo de la cantidad de calor a extraer para un proceso específico de congelación. La Congelación Convencional y la Congelación Criogénica. Tal y como lo establecen las leyes termodinámicas, la extracción de calor de las sustancias a congelar, debe ser recibida por otro cuerpo que se encarge de “calentarse” con toda esa energía. La congelación convencional es eminentemente convectiva. El agente congelante es generalmente un gas de un punto de ebullición relativamente bajo para asegurar una fácil y rápida ebullición y expansión en las condiciones de baja presión y una fácil y rápida compresión y condensación en el Ciclo de Carnot. El gas se encuentra dentro de un sistema (gravimetricamente cerrado pero ergonómicamente abierto) que permite realizar vacío y presión mediante un compresor. Cuando se realiza el vacío en la sección en la que se encuentra el refrigerante en forma líquida, éste inmediatamente se vaporiza por efecto del Principio de Le Chatelier, generando una expansión que absorbe energía de
las paredes de dicha sección. El refrigerante se termaliza y se desplaza en forma gaseosa a otra sección mientras que la sección enfriada se termaliza con el aire interno de la cámara de refrigeración, enfriando a éste. El aire frío finalmente toma contacto con el producto y provoca su descenso de temperatura o bien su congelación. En esta cascada de transferencias energéticas convectivas, cada proceso aportará su propia eficiencia que raras veces supera el 90% individualmente. El gas originalmente expandido, que ha absorbido la cadena de calores de la cámara de refrigeración, es posteriormente comprimido en otra sección del sistema, lográndose con ello la recondensación del refrigerante y el aumento de su temperatura, la cual es absorbida por el aire ambiental fuera de la cámara de congelación. Habría que añadir a las eficiencias anteriores, la de transmisión de calor a un aire de por sí ya caliente como lo es el de las costas tropicales. La refrigeración y congelación convencional utiliza por lo tanto, materiales de alta conductividad térmica que hagan más eficiente la transferencia convectiva, como por ejemplo el aluminio y el cobre. La congelación criogénica actúa fundamentalmente por transmisión, y no está sujeta a las eficiencias convectivas de la congelación convencional. Es completamente autonómica en términos de energía eléctrica ya que no requiere más que el consumo asociado al funcionamiento de ventiladores y extractores de gases, careciendo de motores eléctricos para expansión-compresión y los mantenimientos asociados a ellos. El agente congelante por excelencia es el nitrógeno líquido, cuyas características físicas y químicas, junto con su compatibilidad ambiental y bajo precio, le han permitido colocarse en un lugar privilegiado dentro de los agentes congelantes criogénicos conocidos. El congelamiento con nitrógeno líquido se realiza por transferencia directa de calor entre el producto y el agente congelante ya sea por inmersión del primero en el segundo, por dispersión en un túnel criogénico ó por dispersión en un gabinete cerrado. El nitrógeno líquido a –320.4 ºF recoge el calor del producto que se encuentra a determinada temperatura (que puede ser temperatura ambiente o pre-enfriado por transporte en hielo) inicialmente para realizar su conversión a nitrógeno gaseoso a la misma temperatura de –320.4 ºF, lo cual requiere de 85.6 BTU/lb extraídos del producto, y luego el nitrógeno gaseoso a –320.4 ºF recoge el calor del producto para para termalizarse a la temperatura a la cual se desea que el producto quede congelado (temperatura final de equilibrio), que puede ser –20 ºF, requiriendo para ello 0.25 BTU/lbºF. Debido a que el gradiente de temperatura entre el punto de ebullición del nitrógeno líquido y la temperatura de equilibrio es grande (∆t = 300.4 ºF), el producto se congelará en solamente fracciones muy pequeñas del tiempo requerido en una congelación convencional, esto es, una “congelación instantánea” (quick frozen). Adicionalmente, como el producto toma contacto con el nitrógeno líquido en su superficie en la que inmediatamente se produce su vaporización, existe una interfase gaseosa que impide el contacto entre los diferentes elementos o unidades de producto, que a la velocidad tan rápida de congelamiento, incide en la ausencia de aglomeración entre ellos, permitiendo su congelamiento

Messer de Centroamérica
[5]
Publicaciones Técnicas Gerencia de Aplicaciones y Gases Especiales AGE (A.5)
41 CALLE 6-27 ZONA 8 – 01008 GUATEMALA, CENTRO AMERICA TEL (502) 440 9696 – FAX (502) 440 9666 – E-MAIL: Sergio Molina: [email protected].
individual (“individual quick frozen” conocido por sus siglas como congelamiento IQF). Esta rapidez de congelación permite también acelerar el proceso productivo en la planta procesadora, aumentando su rendimiento. Pero existe otra ventaja adicional de mayor importancia que la de producir mayor cantidad en menor tiempo: la conservación de las propiedades organolépticas del producto al momento de llegar al consumidor final. Todos los productos alimenticios sufren con el proceso de congelación. Aquéllos de origen natural que presentan membranas celulares suaves (carnes y músculos comestibles) se afectan en mayor grado con la congelación, que los que poseen paredes celulares rígidas (productos vegetales). El daño proviene fundamentalmente del hecho de que la misma masa intracelular de agua ocupa mayor volumen en fase sólida que en fase líquida, generando una presión de turgencia que afecta tanto a membranas como a paredes celulares creando puntos de rasgadura desde donde los componentes intracelulares pueden salir al exterior en forma aún congelada. Estos componentes recuperan su fase de disolución en el proceso de descongelación previo a su consumo, y econtrándose ya extracelularmente, se lavan con el agua de condensación ambiental que recubre el producto en fase de descongelamiento. Esto trae como consecuencia una “aparente” deshidratación que no es más que la pérdida de agua y componentes celulares que nos solamente disminuyen el carácter estético del producto (que se observa arrugado) sino que su valor nutricional (pérdida de proteínas y electrolitos). El tipo de proceso de congelación es de vital importancia para asegurar una correcta conservación de las propiedades organolépticas del producto, lo que pone en evidencia la superioridad del congelamiento criogénico sobre el congelamiento convencional. El congelamiento convencional es un proceso relativamente lento debido a la gran cantidad de procesos de convección que están involucrados hasta que el calor pueda ser extraído del producto. El fenómeno físico asociado a la congelación es la cristalización del agua de composición del alimento para convertirse en hielo. La cristalización es un proceso de dos fases. La primera es la formación del primer cristal microscópico como consecuencia de la disminución de la energía cinética de las moléculas de agua y su ordenamiento en una rejilla cristalina. Esta primera fase se denomina “nucleación”. La segunda fase de la cristalización es el crecimiento del cristal alrededor del núcleo inicial, el cual se produce como consecuencia del acomodamiento de las moléculas en la superficie del cristal formado, por adsorción cristalina. La proporción entre la cantidad de núcleos de cristalización y de cristales en crecimiento, depende de la estabilidad dinámica de la solución ó de la rapidez con la que la energía cinética de las moléculas del líquido (calor) sea extraída. Los estados poco dinámicos en equilibrio y reposo favorecerán la formación de poco núcleos de cristalización y el crecimiento de los cristales hasta formas macroscópicas
visualmente observables con dimensiones del orden de los centímetros. Los estados muy dinámicos, turbulentos o aquéllos en los que la velocidad de extracción del calor es sumamente rápida, la cristalización no tiene tiempo de ordenarse alrededor de los primeros núlceos sino que genera toda una población de núcleos de cristalización unicamente, de dimensiones microscópicas. El congelamiento convencional procede de manera similar al sistema favorecedor del crecimiento del cristal generando pocos núcleos de cristalización. Por el contrario, el congelamiento criogénico procede análogamente al sistema favorecedor de núcleos de cristalización pequeñísimos, sacrificando el crecimiento del cristal. Esta diferencia tiene un impacto significativo en la calidad de los productos proteínicos frescos, la cual es evaluada en definitiva, al momento de suplir las necesidades gastronómicas y nutricionales del consumidor. Un congelamiento previo de forma convencional causa la formación de pocos núcleos de cristalización y su crecimiento cristalino (sistema cristalino hexagonal de ángulos muy agudos) para generar cristales intracelulares considerablemente grandes que perforan las membranas celulares que facilitan la salida de componentes internos. Los cristales “lentos” son generalmente menos densos que los núcleos de cristalización, por lo que el aumento de volumen interior junto a la perforación celular origina un producto pobre al momento de ser descongelado, pues las características estéticas se pierden en el líquido de exudado junto con los nutrientes celulares que proporcionan el sabor característico. Un congelamiento previo de forma criogénica causa la formación de abundantes núcleos de cristalización de alta densidad con muy poco crecimiento cristalino. Los cristales pequeños poseen los mismos ángulos cristalinos que los grandes, pero la magnitud de sus aristas es insuficiente para producir la perforación celular, y debido a que son más densos que los cristales “lentos” no representan un aumento de volumen por cambio de fase que afecte significativamente la integridad de las membranas celulares del producto. De esta manera, se conserva mejor la tonicidad muscular comestible y el sabor permanece en forma intracelular, debido a un porcentaje de exudado considerablemente bajo al momento de descongelar. Tanto en la congelación convencional como en la congelación criogénica, el mantenimiento de la cadena fría y el descongelamiento final, son una parte importante de los procesos que aseguran la calidad del producto que el consumidor recibe. Luego de la congelación, el producto debe ser almacenado hasta esperar su distribución, y cuando ésta se realiza, deberá ser transportado en un contenedor también refrigerado. Muchos distribuidores sobreestiman las bondades del congelamieto criogénico y descuidan los procesos que les corresponde en cuanto a almacenamiento y transporte hacia el consumidor o las tiendas de venta, a la temperatura adecuada. En algunos casos se puede producir una descongelación parcial (o al menos la licuefacción de más del 60% del hielo intracelular), cuya recongelación convencional doméstica no va a incidir en el mantenimiento de las

Messer de Centroamérica
[6]
Publicaciones Técnicas Gerencia de Aplicaciones y Gases Especiales AGE (A.5)
41 CALLE 6-27 ZONA 8 – 01008 GUATEMALA, CENTRO AMERICA TEL (502) 440 9696 – FAX (502) 440 9666 – E-MAIL: Sergio Molina: [email protected].
características organolépticas del producto. Inclusive, no aportan sugerencias para realizar un descongelamiento adecuado. Si el productor va a empacar para el consumidor final, debería no solamente adjuntar dentro del envase del producto un certificado de garantía de un proceso adecuado para su comercialización y uso conveniente, sino que además las instrucciones necesarias para el consumidor en la manipulación del producto. Toda descongelación de usuario final debe realizarse en forma suficientemente lenta para evitar la ruptura de las membranas celulares del producto por acción de termalizaciones intensas. El hielo intracelular debe fundirse y volver a resuspender en forma estable el coloide interno existente antes de la congelación. De lo contrario, la desnaturalización proteica, consecuencia de la inestabilidad coloidal, generará la espontánea deshidratación del producto, liberando exudados comparables a los obtenidos por el descongelamiento de productos convencionalmente congelados. Finalmente, el consumidor podría no estar consciente de la calidad del producto adquirido. La diferencia más significativa en los costos de operación entre el congelamiento convencional y el criogénico, no necesariamente radica en los costos directos. De hecho los gastos energéticos relativos al consumo eléctrico por el funcionamiento de los motores de expansió-compresión son casi comparables a los que se aplican por el suministro de nitrógeno líquido con un pequeño margen a favor de éste último. Sin embargo, existe una sustancial diferencia en los costos indirectos de toda la operación, debido a que se eliminan (y no se sustituyen) los onerosos renglones de mantenimiento mecánico-eléctrico (pues el sistema de congelación criogénica actúa en forma autónoma a través de las normales presurizaciones de la vaporización del nitrógeno almacenado) por un convenio ó contrato de suministro y comodato, en el que el mantenimiento es una responsabilidad del proveedor del nitrógeno. El perfil de algunas industrias permite inclusive el uso del nitrógeno gaseoso generado, aplicándolo como atmósfera de empaque, aprovechando las propiedades del nitrógeno gaseoso en cuanto a protección contra el oxígeno, inhibición del metabolismo microorgánico y protección contra el enranciamiento. Todo el caudal del nitrógeno gaseoso proveniente de la vaporización del nitrógeno líquido, aún sin estar completamente termalizado, puede convertirse en el gas de empaque de protección para el producto, en vez de ser liberado inútilmente a la atmósfera. Tipos de Equipo para Congelación Criogénica. La congelación criogénica con nitrógeno líquido puede realizarse, bajo el mismo principio de la transmisión directa de calor entre éste y el producto, por diferentes tipos de sistemas que responden a requerimientos y necesidades propias de las industrias que los requieren. Estos tipos son los siguientes:
Congelación criogénica en Túnel (sistema contínuo)
Congelación criogénica por Inmersión (sistema contínuo y por lote)
Congelación en Gabinete (sistema por lote)
Congelación en Espiral (sistema contínuo economizador de espacio físico)
Ingreso de alimentos al túnel criogénico
En el sistema de congelación criogénica por túnel, el producto es colocado manualmente o mediante una tolva, en una banda transportadora que pasa por un un proceso de precongelamiento, rociado, y zona de equilibrio, atravesando una serie de dosificadores-aspersores de nitrógeno líquido que toma contacto con el camarón en su recorrido, calculado en su cinética para ajustarse a una temperatura específica en la sección de salida. El nitrógeno gaseoso liberado se recoge mediante un sistema de extracción de gases, para que no existan riesgos asociados a posibles asfixias de los operadores. Este sistema es ideal para el procesamiento contínuo en el que la rapidez de la congelación es el punto crítico de la operación.
Diagrama del túnel criogénico por aspersión
En el sistema de congelación criogénica por inmersión, el producto se introduce en un baño de nitrógeno durante un tiempo determinado, en donde casi instantáneamente se congela. El proceso puede ser contínuo utilizando una banda transportadora que sumerge el alimento, o por lote de acuerdo a las dimensiones del baño de nitrógeno. Este tipo de sistemas requiere un mantenimiento mínimo y bajo capital de inversión.
M
1
2
3 4
5
6
7
1 Tanque LIN 2 Válvula de control neumático 3 Nariz aspersora de LIN 4 Aspiradores de circulación 5 Ventilador de Extracción 6 Ingreso al congelador 7 Válvula de mariposa 8 Zona de Pre-enfriamiento 9 Zona de Post-enfriamiento
8 9
Diagrama de Túnel Criogénico de Nitrógeno Líquido

Messer de Centroamérica
[7]
Publicaciones Técnicas Gerencia de Aplicaciones y Gases Especiales AGE (A.5)
41 CALLE 6-27 ZONA 8 – 01008 GUATEMALA, CENTRO AMERICA TEL (502) 440 9696 – FAX (502) 440 9666 – E-MAIL: Sergio Molina: [email protected].
Vista del túnel criogénico para nitrógeno líquido.
En el sistema de congelación criogénica en gabinete, el alimento se coloca en bandejas que se deslizan dentro de un gabinete de acero inoxidable donde se rocía con nitrógeno líquido, provocando su congelación inmediata. Este sistema está diseñado para operaciones por lote, requiriendo de poco espacio, casi ningún mantenimiento y baja inversión.
Vista del Congelador tipo gabinete.
En el sistema de congelación en espiral, el alimento se coloca en una banda transportadora que se mueve verticalmente en espiral através de un ambiente o zona de congelación creada por nitrógeno vaporizado. Este congelador es el más productivo con respecto a la producción obtenida por metro cuadrado de espacio utilizado. Instalaciones necesarias Con base en la magnitud de la demanda de nitrógeno y las capacidades de almacenamiento que se han indicado, la instalación global requiere de los siguientes elementos generales:
Sistema de almacenamiento de Nitrógeno Líquido. Consistente en uno ó dos tanques criogénicos de almacenamiento de nitrógeno líquido que permitan el abastecimiento suficiente para la demanda semanal.
Sistema de distribución de Nitrógeno Líquido. Consistente en un sistema de tubería al vacío flexible (para impedir la vaporización del nitrógeno líquido en el trayecto de distribución) para el transporte del líquido desde el sistema de almacenamiento hasta su ingreso a los accesorios del túnel criogénico.
Sistema de Congelación de Túnel Criogénico. Consistente en un separador de fases previo al despacho de nitrógeno líquido, para eliminar la cabeza de fujo consistente en fase gaseosa termalizada al inicio de la operación y permitir el flujo ininterrumpido y homogéneo de fase líquida, conectado al sistema aspersor de nitrógeno líquido.
Sistema de Extracción de Vapores. Consistente en un sistema de presión negativa aplicado al área específica de congelación para recoger todos los gases formados y trasladarlos al exterior para su disposición final o para otros usos que puedan estar indicados.
Sistema de Seguridad Ambiental. Consistente en un sistema de vigilancia de los niveles de oxígeno ambiental para garantizar la seguridad laboral necesaria en este tipo de instalaciones, dado que, si bien el nitrógeno no es un gas tóxico, sí puede resultar asfixiante al superar un 82% de la composición porcentual volumétrica de los gases en los alrededores del proceso, implicando menos de un 18% de oxígeno.
Sistema de Seguridad de Instalación. Consistente en todo un juego de dispositivos de seguridad en tuberías y túnel, en forma de válvulas de seguridad de presión definida y discos de ruptura. PROPUESTA COMERCIAL Productos del Aire de Guatemala, de acuerdo con los estándares internacionales relativos a ISO 9000 en lo referente a proveedores de los sectores productivos, como proveedor de gases para la industria, promueve entre sus clientes las relaciones comerciales de carácter contractual, por las cuales, las condiciones de calidad, servicio y oferta se garantizan dentro de un marco invariable en el tiempo que dure dicha relación. En esta oportunidad, Productos del Aire de Guatemala propone la firma de un Contrato de Suministro y Comodato que permite obtener, entre otros, los beneficios siguientes:
Aseguramiento de un suministro preferencial y oportuno durante su vigencia.
Aprovisionamiento de un equipo en comodato sin necesidad de erogar para su adquisición.

Messer de Centroamérica
[8]
Publicaciones Técnicas Gerencia de Aplicaciones y Gases Especiales AGE (A.5)
41 CALLE 6-27 ZONA 8 – 01008 GUATEMALA, CENTRO AMERICA TEL (502) 440 9696 – FAX (502) 440 9666 – E-MAIL: Sergio Molina: [email protected].
Disponibilidad de un precio preferencial y constante por largos períodos de tiempo.
Escala de precios que premia al cliente mientras más altos sean los consumos.
Operaciones financieras con crédito de 30 días.
Capacitación al personal usuario de los equipos.
Eliminación de los costos de mantenimiento preventivo y correctivo del equipo instalado. Para que estos beneficios puedan llegar hasta ustedes, su empresa únicamente tiene que adquirir algunos compromisos como los siguientes que aparecen plasmados también en el referido Contrato de Suministro y Comodato:
Mantener una relación comercial con Productos del Aire de Guatemala por un período de 5 años.
Asegurar un consumo mínimo mensual ó anual, de acuerdo a sus requerimientos actuales.
Proveer de un área específica para la instalación de los equipos en comodato y de la infraestructura de cimentación, malla perimetral, servicios de agua y energía eléctrica.
Asegurar el uso adecuado y el cuidado que merecen los equipos en comodato. La propuesta comercial puede desarrollarse en tres modalidades: Propuesta comercial para suministro con todo el equipamiento en comodato Propuesta comercial para suministro con tanques criogénicos en comodato Propuesta de suministro sin aporte de equipamiento en comodato.
Contactos en Productos del Aire de Guatemala, S. A. Esperamos que la propuesta planteada llene sus expectativas e intereses con relación a la aplicación de Nitrógeno Líquido en el Congelamiento Criogénico IQF de Alimentos, y agradecemos de todas formas, su confianza en nuestros productos y servicios, que nos hiciera posible preparar y presentar a su consideración este documento. Para facilitar la comunicación relativa a esta propuesta técnico-comercial, puede dirigirse a las siguientes personas:
Lic. Sergio E. Molina M. Productos del Aire de Guatemala, S. A.
e-mail: [email protected]
Productos del Aire de Guatemala 41 Calle 6-27 zona 8 01008 Guatemala
Teléfono: (502) 440 9696 Telefax: (502) 440 9666
REFERENCIAS BIBLIOGRÁFICAS 1. Dinglinger, G.; Buchmüller, J. What freezer for what
food? Focus on Gas. Messer Griesheim. Alemania Diciembre 1998. 3-9
2. Compressed Gas Association, Inc. Handbook of
Compressed Gases. 2nd edition. Van Nostran Reinhold Company. New York, USA. 1981. 352 - 356

Messer de Centroamérica
[9]
Publicaciones Técnicas Gerencia de Aplicaciones y Gases Especiales AGE (A.5)
41 CALLE 6-27 ZONA 8 – 01008 GUATEMALA, CENTRO AMERICA TEL (502) 440 9696 – FAX (502) 440 9666 – E-MAIL: Sergio Molina: [email protected].
ANEXO Parámetros Criogénicos de Algunos Alimentos
Frutas y Vegetales
Calor Específico
Producto
Punto de Congelación
promedio ºF
Contenido de
Agua %
C por encima del punto de congelación BTU / lb ºF
C por debajo del punto de congelación BTU / lb ºF
Calor de Fusión Cf BTU/lb
Manzana 28.2 84.1 0.87 0.45 121 Albaricoque 29.6 85.4 0.88 0.46 122 Alcachofa variedad Globe 29.6 83.7 0.87 0.45 120 Alcachofa variedad Jerusalem 27.5 79.5 0.83 0.44 114 Espárrago 30.4 93.0 0.94 0.48 134 Aguacate 30.0 65.4 0.72 0.40 94 Banano 29.6 74.8 0.80 0.42 108 Judías verdes 30.2 88.9 0.91 0.47 128 Remolacha 29.2 87.6 0.90 0.46 126 Mora 29.4 84.8 0.88 0.46 122 Arándano 28.6 82.3 0.86 0.45 118 Brócoli 30.3 89.9 0.92 0.47 130 Col de Bruselas 30.2 84.9 0.88 0.46 122 Col 30.5 92.4 0.94 0.47 132 Zanahoria 28.8 88.2 0.90 0.46 126 Coliflor 30.2 91.7 0.93 0.47 132 Apio 30.9 93.7 0.95 0.48 135 Cereza 27.7 83.0 0.87 0.45 120 Maiz dulce 30.8 73.9 0.79 0.42 106 Cranberry 30.0 87.4 0.90 0.46 124 Pepino 30.5 96.1 0.97 0.49 137 Pasa de Corinto 30.2 84.7 0.88 0.45 120 Dátiles 27.1 78.0 0.82 0.43 112 Berenjena 30.4 92.7 0.94 0.48 132 Endivia ó Escarola 31.1 93.3 0.94 0.48 132 Higos frescos 27.1 78.0 0.82 0.43 112 Ajo seco 28.0 74.2 0.79 0.42 106 Grosella espinosa 30.0 88.9 0.90 0.46 126 Pomelo 28.4 88.8 0.91 0.46 126 Uvas europeas 27.1 81.6 0.86 0.44 116 Uvas americanas 29.4 81.9 0.86 0.44 116 Rábano 26.4 73.4 0.78 0.42 104 Repollo 30.7 86.6 0.89 0.46 124 Puerro verde 30.4 88.2 0.90 0.46 126 Limón 29.0 89.3 0.92 0.46 127 Lima 28.2 86.0 0.89 0.46 122 Lechuga 31.2 94.8 0.96 0.48 136 Frambuesa norteamericana 29.5 82.9 0.86 0.45 118 Mango 29.4 81.4 0.85 0.44 117 Melón persa 29.9 92.7 0.94 0.48 132 Melón 29.8 92.6 0.94 0.48 132 Sandía 30.6 92.1 0.97 0.48 132 Hongos 30.0 91.1 0.93 0.47 130 Nectarina 29.0 82.9 0.90 0.49 119 Okra 28.6 89.8 0.92 0.46 128 Aceituna fresca 28.5 75.2 0.80 0.42 108 Cebolla 30.1 87.5 0.90 0.46 124

Messer de Centroamérica
[10]
Publicaciones Técnicas Gerencia de Aplicaciones y Gases Especiales AGE (A.5)
41 CALLE 6-27 ZONA 8 – 01008 GUATEMALA, CENTRO AMERICA TEL (502) 440 9696 – FAX (502) 440 9666 – E-MAIL: Sergio Molina: [email protected].
Naranja 28.0 87.2 0.90 0.46 124 Papaya 30.1 90.8 0.82 0.47 130 Chiviría 29.8 78.6 0.84 0.46 112 Melocotón 29.6 86.9 0.90 0.46 124 Pera 27.7 82.7 0.86 0.45 118 Guisante verde 30.1 74.3 0.79 0.42 106 Pimienta dulce 30.5 92.4 0.94 0.47 132 Cnile seco 30.9 12.0 0.30 0.24 17 Piña 29.7 85.3 0.88 0.45 122 Ciruela 28.7 85.7 0.88 0.45 123 Granada 26.5 77.0 0.87 0.48 112 Patata 29.8 77.8 0.82 0.43 111 Yuca 29.2 68.5 0.75 0.40 97 Ciruela fresca 28.7 85.7 0.88 0.45 123 Calabaza 29.9 90.5 0.92 0.47 130 Membrillo 28.1 85.3 0.88 0.45 122 Frambuesa (negra) 29.4 80.6 0.84 0.44 122 Frambuesa (roja) 30.3 84.1 0.87 0.45 121 Riubarbo 29.9 94.9 0.96 0.48 134 Nabo 29.7 89.1 0.91 0.47 127 Salsifí 29.6 79.1 0.83 0.44 113 Espinaca 31.3 92.7 0.94 0.48 132 Chucrut 26.0 89.0 0.92 0.47 128 Calabacín ó Güicoy 30.4 95.0 0.96 0.48 135 Fresa 30.2 89.9 0.92 0.47 129 Mandarina 29.5 87.3 0.90 0.46 134 Tomate 30.4 94.7 0.95 0.48 125 Vegetales mezclados 30.0 90.0 0.90 0.45 130
Carnes Calor Específico
Producto
Punto de Congelación
promedio ºF
Contenido de
Agua %
C por encima del punto de congelación BTU / lb ºF
C por debajo del punto de congelación BTU / lb ºF
Calor de Fusión Cf BTU/lb
Tocino en rebanada ---- 20.0 0.60 0.36 29 Res Filete magro tipo Sirloin crudo 29 71.8 0.82 0.45 104 Res Filete magro tipo Sirloin hecha ---- 58.7 0.70 0.43 85 Res magra para Hamburguesa cruda 29 68.3 0.80 0.45 98 Res magra para Hamburguesa hecha ---- 60.0 0.75 0.43 86 Res regular para Hamburguesa cruda 28 60.2 0.77 0.43 87 Res regular para Hamburguesa hecha ---- 54.2 0.72 0.42 78 Pollo carne y piel crudas 27 75.4 0.84 0.45 109 Pollo carne y piel fritas ---- 53.5 0.71 0.42 77 Cordero filete magro crudo 29 71.8 0.82 0.45 104 Cordero filete magro hecho ---- 61.3 0.75 0.44 88 Cordero en pie crudo 29 68.0 0.80 0.44 98 Hígado de Res 29 69.7 0.80 0.45 100 Hígado de Pollo 29 72.2 0.82 0.45 104 Cerdo filete magro crudo 28 67.5 0.80 0.44 97 Cerdo total comestible crudo 28 57.2 0.75 0.43 82 Cerdo asado ---- 45.8 0.69 0.41 66 Cerdo Filete separable crudo 28 67.5 0.79 0.44 97 Cerdo Filete separable asado ---- 55.0 0.72 0.43 79 Costillas mediana grasa crudas 28 51.8 0.73 0.42 75 Costilla mediana grasa a fuego lento ---- 39.7 0.66 0.40 58 Cerdo en pié 28 66.0 0.81 0.44 95

Messer de Centroamérica
[11]
Publicaciones Técnicas Gerencia de Aplicaciones y Gases Especiales AGE (A.5)
41 CALLE 6-27 ZONA 8 – 01008 GUATEMALA, CENTRO AMERICA TEL (502) 440 9696 – FAX (502) 440 9666 – E-MAIL: Sergio Molina: [email protected].
Embutido fresco 26 38.0 0.67 0.39 55 Ternera chuleta cruda 29 71.0 0.84 0.45 102
Pescado y Marisco Calor Específico
Producto
Punto de Congelación
promedio ºF
Contenido de
Agua %
C por encima del punto de congelación BTU / lb ºF
C por debajo del punto de congelación BTU / lb ºF
Calor de Fusión Cf
BTU/lb
Perca (entera) 28 78.8 0.83 0.44 113 Atún (entero) 28 75.4 0.80 0.43 108 Pez Gato (agua fresca, entero)) 28 78.0 0.82 0.43 112 Bacalao y similares (entero) 28 78.0 0.82 0.43 112 Hipogloso (entero) 28 75.0 0.80 0.43 108 Trucha (entero) 28 62.0 0.70 0.38 89 Salmón y similares (entero) 28 64.0 0.71 0.39 92 Bacalao y similares (filete) 28 80.0 0.84 0.44 115 Arenque (filete, crudo) 28 70.0 0.76 0.41 100 Arenque (filete, ahumado) ---- 64.0 0.71 0.39 92 Arenque (filete, encurtido) ---- 59.4 0.76 0.38 86 Macarela (filete) 28 57.0 0.66 0.37 82 Perca oceánica (filete) 28 80.0 0.84 0.44 115 Merluza (filete) 28 82.0 0.86 0.45 118 Langosta americana 28 79.0 0.83 0.44 113 Almeja (carne) 28 81.7 0.87 0.45 117 Almeja (carne y fluido) 28 87.0 0.90 0.46 125 Ostra (carne) 28 81.7 0.87 0.45 117 Ostra (carne y fluido) 28 87.0 0.90 0.46 125 Concha (carne) 28 79.8 0.84 0.44 115 Camarón 28 83.0 0.86 0.45 119
Lácteos
Producto
Punto de Congelación
promedio ºF
Contenido de
Agua %
Calor Específico
Calor de Fusión Cf
BTU/lb
Mantequilla sin sal 32.0 15.8 0.57 0.35 23 Mantequilla 2% sal 15.8 15.8 0.57 0.35 23 Mantequilla con sal -3.6 15.8 0.57 0.35 23 Queso procesado americano 16.6 40.0 0.65 0.39 58 Queso Cheddar 19.6 38.8 0.62 0.32 56 Queso Cottage 29.8 78.7 0.86 0.46 113 Queso Suizo doméstico 15.0 40.0 0.64 0.39 58 Huevos con su cáscara 28.0 67.0 0.74 0.40 96 Helado 22 - 29 58/66 0.80 0.45 96 Leche entera 31.0 87.5 0.93 0.49 124
Comidas Preparadas
Producto
Punto de Congelación
promedio ºF
Contenido de
Agua %
Calor Específico
Calor de Fusión Cf
BTU/lb
Jamón en salsa de pasas 68.2 0.79 0.45 98 Macarrones con queso 78.1 0.85 0.46 112 Albóndigas en salsa de tomate 75.7 0.84 0.46 110 Carne rebanada en salsa 78.0 0.85 0.46 112 Carnes empanizadas 64.0 0.76 0.44 92 Camarón empanizado 63.0 0.76 0.44 91 Pollo a la King 68.2 0.79 0.45 98 Frijoles con carne y chile 72.4 0.81 0.45 104

Messer de Centroamérica
[12]
Publicaciones Técnicas Gerencia de Aplicaciones y Gases Especiales AGE (A.5)
41 CALLE 6-27 ZONA 8 – 01008 GUATEMALA, CENTRO AMERICA TEL (502) 440 9696 – FAX (502) 440 9666 – E-MAIL: Sergio Molina: [email protected].
Chop Suey con carne (cocida) 75.4 0.84 0.46 108 Perca horneada 52.9 0.69 0.43 76 Espárragos cortados 85.2 0.90 0.48 123 Aros de cebolla a la francesa 61.7 0.75 0.44 89 Ejotes en salsa de champiñón 82.7 0.89 0.48 119 Papas al gratín 72.0 0.81 0.45 104 Guisante y cebolla en salsa 80.3 0.88 0.47 115 Pizza con toping de queso (horneada) 48.3 0.68 0.42 62 Pizza con toping de salsa (horneada) 50.6 0.68 0.42 74
Panadería y Repostería
Producto
Punto de Congelación
promedio ºF
Contenido de
Agua %
Calor Específico
Calor de Fusión Cf
BTU/lb
Biscuits 18 27.4 0.74 0.34 40 Rosquillas ---- 37.5 0.60 0.34 54 Pan Bretón Café ---- 45.0 0.70 0.34 65 Pan de Maiz ---- 53.9 0.70 0.34 78 Pan Francés 18 30.6 0.70 0.34 46 Pan Italiano 18 31.8 0.70 0.34 46 Pan blanco regular 18 35.8 0.74 0.34 50 Pan de Centeno 18 35.5 0.74 0.34 50 Dona ---- 58.0 0.75 0.35 84 Pastel Angelfood 18 31.5 0.70 0.34 45 Pastel de frutas 18 18.7 0.70 0.34 27 Cubilete 18 24.5 0.70 0.34 35 Cubilete relleno 18 22.9 0.70 0.34 33 Galleta con chip de chocolate ---- 15.5 ---- ---- 22 Galleta de avena ---- 16.6 ---- ---- 24 Galleta de vainilla y azúcar ---- 16.4 ---- ---- 24 Dona tipo pastel 18 23.7 0.70 0.34 34 Dona con levadura 18 28.3 0.70 0.34 41 Pie de Manzana ---- 40.3 ---- ---- 58 Pie de Arándano ---- 37.8 ---- ---- 55