Lab 1 Procesamiento de Minerales
40
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales INTRODUCCIÓN El consumo energético es uno de los factores económicos mas importantes en la actual minería, y gran parte del consumo energético de la minería se atribuye a la conminucion de minerales, el consumo energético atribuido a la minera es de un 30% de la energía producida en el país, siendo el sector industrial con la mayor demanda energética. Los procesos de reducción de tamaño son unas de las primeras etapas y en esta se busca que el mineral quede con el tamaño que facilite de mejor forma las reacciones químicas asociadas a procesos posteriores. Es así como en esta experiencia se podrá apreciar de cierta manera el gasto energético que tienen los distintos circuitos de chancado, como lo consumos energéticos que suponen los chancadores. Laboratorio 1: Circuitos de chancado
-
Upload
max-benavides-cathalifaud -
Category
Documents
-
view
26 -
download
3
description
laboratorio de como conmicionar minerales y sus circuitos
Transcript of Lab 1 Procesamiento de Minerales
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
INTRODUCCIÓN
El consumo energético es uno de los factores económicos mas
importantes en la actual minería, y gran parte del consumo energético
de la minería se atribuye a la conminucion de minerales, el consumo
energético atribuido a la minera es de un 30% de la energía producida
en el país, siendo el sector industrial con la mayor demanda energética.
Los procesos de reducción de tamaño son unas de las primeras etapas y
en esta se busca que el mineral quede con el tamaño que facilite de
mejor forma las reacciones químicas asociadas a procesos posteriores.
Es así como en esta experiencia se podrá apreciar de cierta manera el
gasto energético que tienen los distintos circuitos de chancado, como lo
consumos energéticos que suponen los chancadores.
OBJETIVOS
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
- Principal
Evaluar los diferentes circuitos de chancado considerando los
flujos de mineral procesados, consumos específicos de energía y
granulometría obtenida.
- Secundarios
Determinar la razón de reducción de cada etapa y circuito.
Determinar la energía especifica de cada circuito.
INTRODUCCIÓN TEÓRICA
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
El objetivo de la Conminución es la reducción del tamaño de las
rocas, cuyo proceso se lleva a cabo ocupando una variedad de equipos,
ya sea chancadoras y molinos. Este proceso no se puede efectuar en un
solo equipo, ya que los expertos no han podido desarrollar una máquina
capaz de realizarlo. El hecho que exista chancado y molienda y no sólo
uno de ellos, responde a dos motivos muy claros: factibilidad técnica y
económica. Existe un límite para el cual las chancadoras son eficientes
y, pasado éste, realizan muy poco trabajo en comparación con la
energía consumida. Para este caso existen otras máquinas que realizan
la reducción de material con un rendimiento mucho mayor: los molinos.
Por este motivo es necesaria la existencia de dos procesos: chancado y
molienda, los que juntos logran el objetivo de la conminución, el material
con un tamaño y forma dados, además de la liberación de la especie útil.
Distribución de tamaños
Una vez que los minerales han pasado por los procesos de
conminución se obtiene una gama de tamaños de partículas, lo que se
debe clasificar de alguna forma, cuantificando la cantidad por tamaño en
comparación con el total de mineral. Es por eso que se debe realizar un
análisis granulométrico.
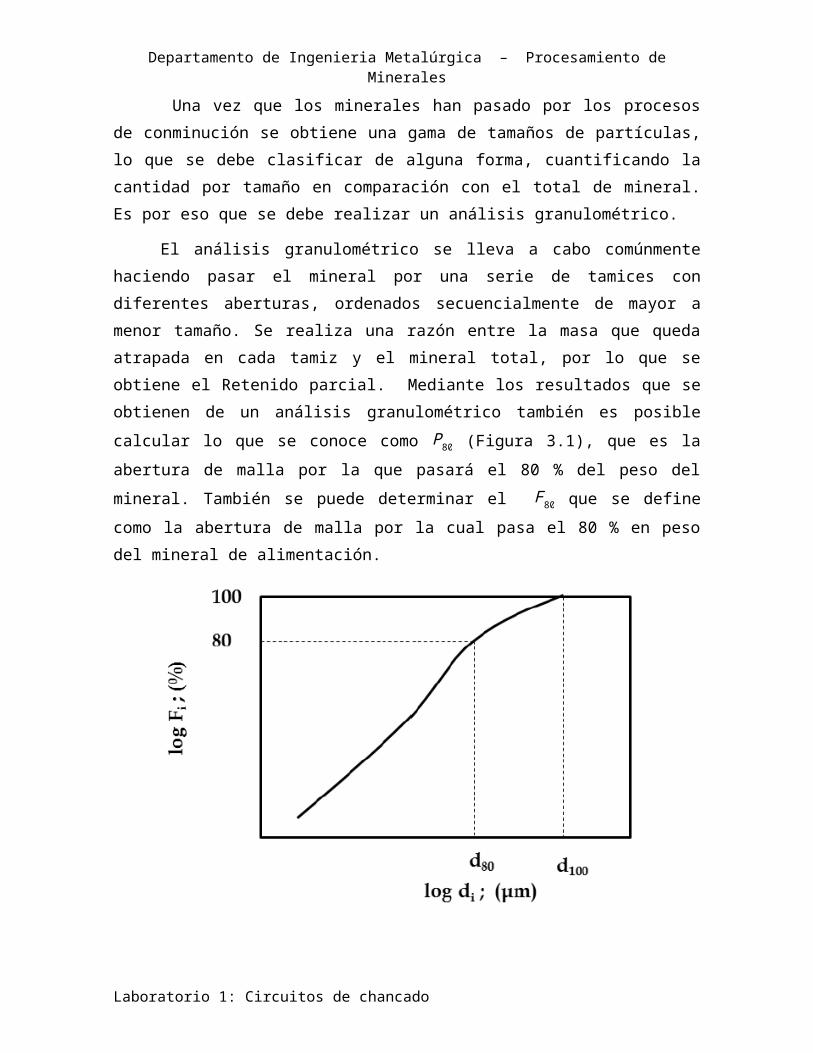
El análisis granulométrico se lleva a cabo comúnmente haciendo
pasar el mineral por una serie de tamices con diferentes aberturas,
ordenados secuencialmente de mayor a menor tamaño. Se realiza una
razón entre la masa que queda atrapada en cada tamiz y el mineral
total, por lo que se obtiene el Retenido parcial. Mediante los resultados
que se obtienen de un análisis granulométrico también es posible
calcular lo que se conoce como P80 (Figura 3.1), que es la abertura de
malla por la que pasará el 80 % del peso del mineral. También se puede
determinar el F80 que se define como la abertura de malla por la cual
pasa el 80 % en peso del mineral de alimentación.
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
Figura 3.1. Representación gráfica de un P80
A nivel de ensayos se ocupa el Rot-Up, el cual es un dispositivo
que reproduce el movimiento circular y de golpeteo que se da en el
cribado a mano el cual permite realizar la separación de mineral en cada
tamiz.
Chancadoras
El chancado es la primera etapa de reducción de tamaño.
Generalmente es una operación en seco, la cual se puede realizar hasta
en 4 etapas.
El chancado se realiza mediante máquinas pesadas que se
mueven con lentitud y ejercen presiones muy grandes a bajas
velocidades. La fuerza se aplica a los trozos de roca mediante una
superficie móvil o mandíbula que se acerca o aleja alternadamente de
otra superficie fija, capturando la roca entre las dos. Una vez que la
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
partícula grande se rompe, los fragmentos se deslizan por gravedad
hacia regiones inferiores de la máquina.
A medida que se disminuye el tamaño de partícula mediante
estos equipos la energía específica necesaria para fracturarla aumenta
con mayor rapidez. Consecuentemente, las chancadoras tienen que ser
grandes y estructuralmente fuertes.
Existen diferentes tipos de chancadoras entre las que se
destacan la de mandíbula y rodillo.
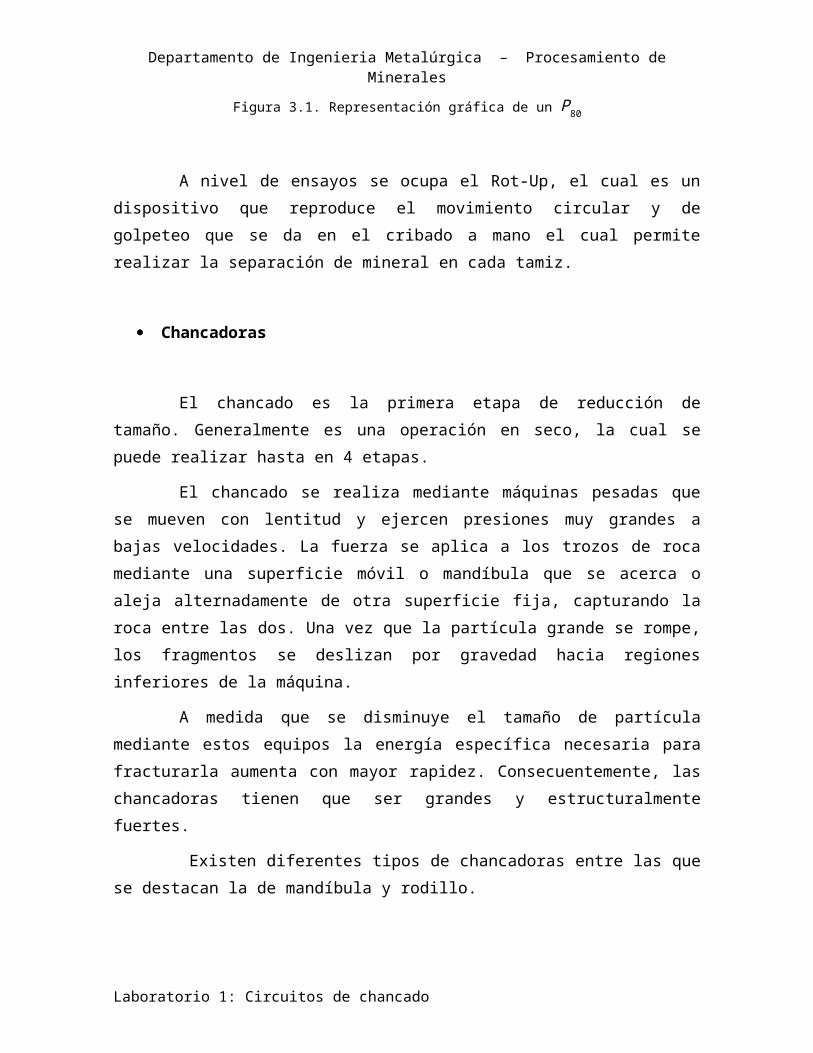
Chancadora de mandíbula
Está formada por dos superficies casi verticales que se llaman
muelas. Una de ellas es fija y la otra móvil. Funcionan como una
mandíbula animal, la superficie que es móvil se acerca y se aleja
sucesivamente del material que va ingresando a esta, triturando de
forma continua el mineral.
Generalmente el bastidor de la chancadora es fabricado de
acero fundido a veces reforzado con barras de acero de igual manera
que la cámara de chancado, es decir ambas mandíbulas y los dos lados
laterales están equipados con revestimientos reemplazables. Estos
revestimientos sufren casi todo el desgaste, por lo que, son hechos de
aceros al manganeso (aceros Hadfield).
Figura 3.2. Chancador de Mandíbulas.
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
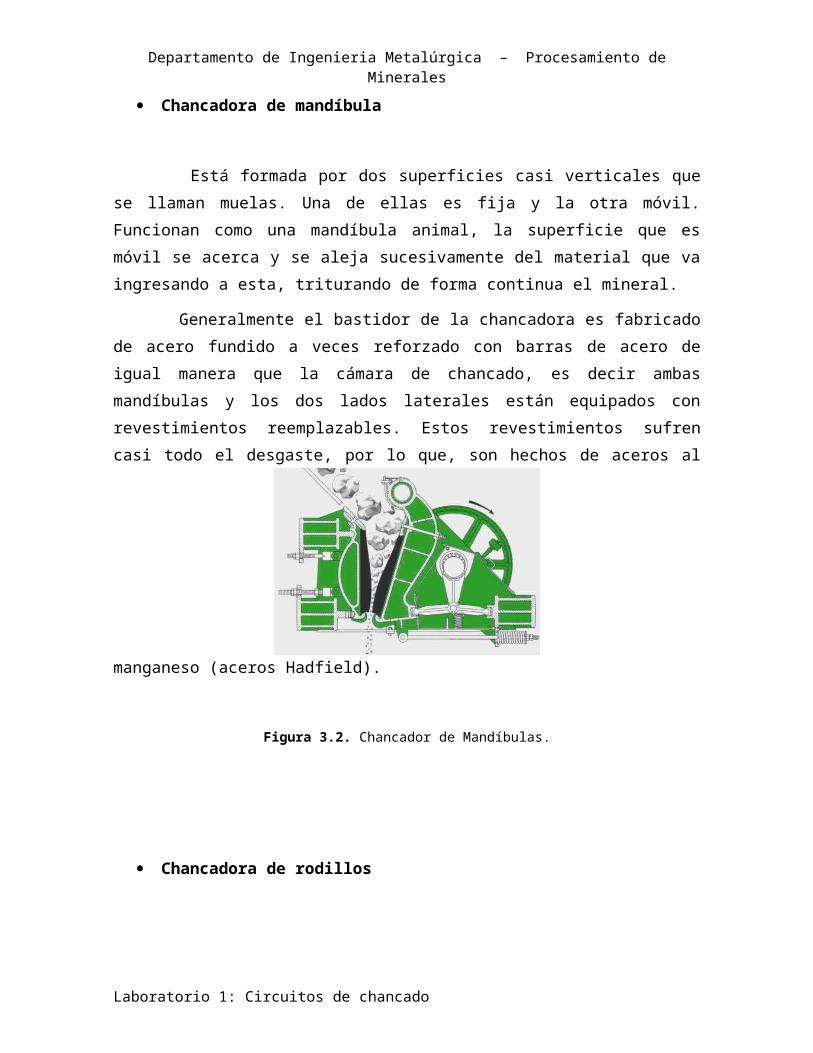
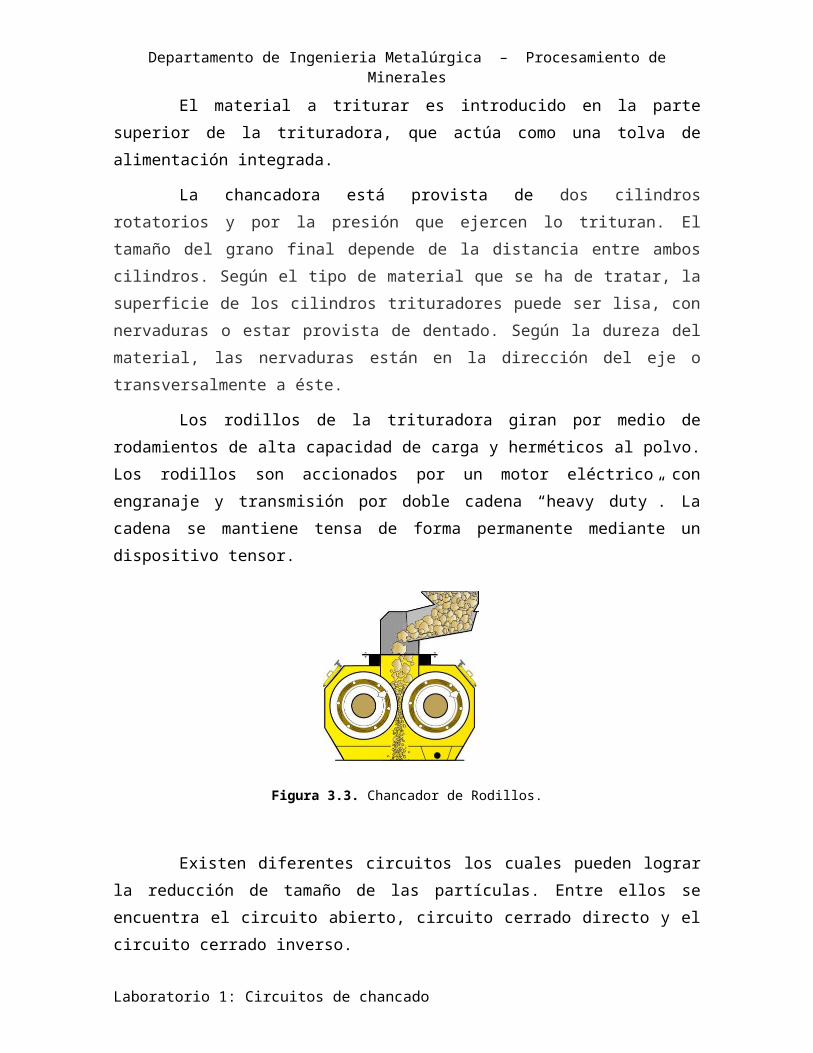
Chancadora de rodillos
El material a triturar es introducido en la parte superior de la
trituradora, que actúa como una tolva de alimentación integrada.
La chancadora está provista de dos cilindros rotatorios y por la
presión que ejercen lo trituran. El tamaño del grano final depende de la
distancia entre ambos cilindros. Según el tipo de material que se ha de
tratar, la superficie de los cilindros trituradores puede ser lisa, con
nervaduras o estar provista de dentado. Según la dureza del material,
las nervaduras están en la dirección del eje o transversalmente a éste.
Los rodillos de la trituradora giran por medio de rodamientos de
alta capacidad de carga y herméticos al polvo. Los rodillos son
accionados por un motor eléctrico con engranaje y transmisión por doble
cadena “heavy duty”. La cadena se mantiene tensa de forma
permanente mediante un dispositivo tensor.
Figura 3.3. Chancador de Rodillos.
Existen diferentes circuitos los cuales pueden lograr la reducción
de tamaño de las partículas. Entre ellos se encuentra el circuito abierto,
circuito cerrado directo y el circuito cerrado inverso.
Circuito abierto: La alimentación de mineral ingresa a los equipos
de reducción de tamaño y no se necesita que pasen por
clasificación previa o posterior al canchado.
Circuito cerrado directo: El mineral pasa por chancado,
posteriormente es llevado a un proceso de clasificación donde se
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
separan las partículas que cumplen con las medidas adecuadas y
las que no. Las partículas que no cumplen lo especificado son
llevadas nuevamente al proceso de chancado.
Chancado cerrado inverso: El flujo de mineral pasa en primer lugar
por un proceso de clasificación, aquí se separan las partículas que
cumplen con las especificaciones y las que no. Posteriormente las
que no cumplen con el tamaño adecuado son llevadas al proceso
de chanchado y posteriormente vuelven a pasar por un proceso de
clasificación.
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
DESARROLLO DEL TRABAJO
Materiales y equipos
- Chancador de Mandíbula.
- Chancador de Rodillo.
- Rot-Up.
- Harnero, Malla #1.
- Medidor de Potencia (Hioki).
- Set de Tamices ASTM (Mallas: #4, #6, #8, #14, #20, #30, #40, #50,
#100, #140 y #200).
- Mineral de Granulometría Gruesa (Colpas).
- Balanzas Digitales.
- Brochas, Espátulas, Paños Roleadores y Palas JIS (en buen estado).
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
Procedimiento experimental
- Se pesaron 30 Kg. de mineral de las colpas, cuyo tamaño máximo
correspondía a un 80% de la abertura del chancador de mandíbula
primario.
- Se realizó granulometría a mencionado mineral, empleando selección
manual con la ayuda de reglillas.
- Todo el mineral se pasó por el chancador de mandíbulas, durante un
tiempo de 2,15 minutos.
- El mineral chancado se roleó 50 veces.
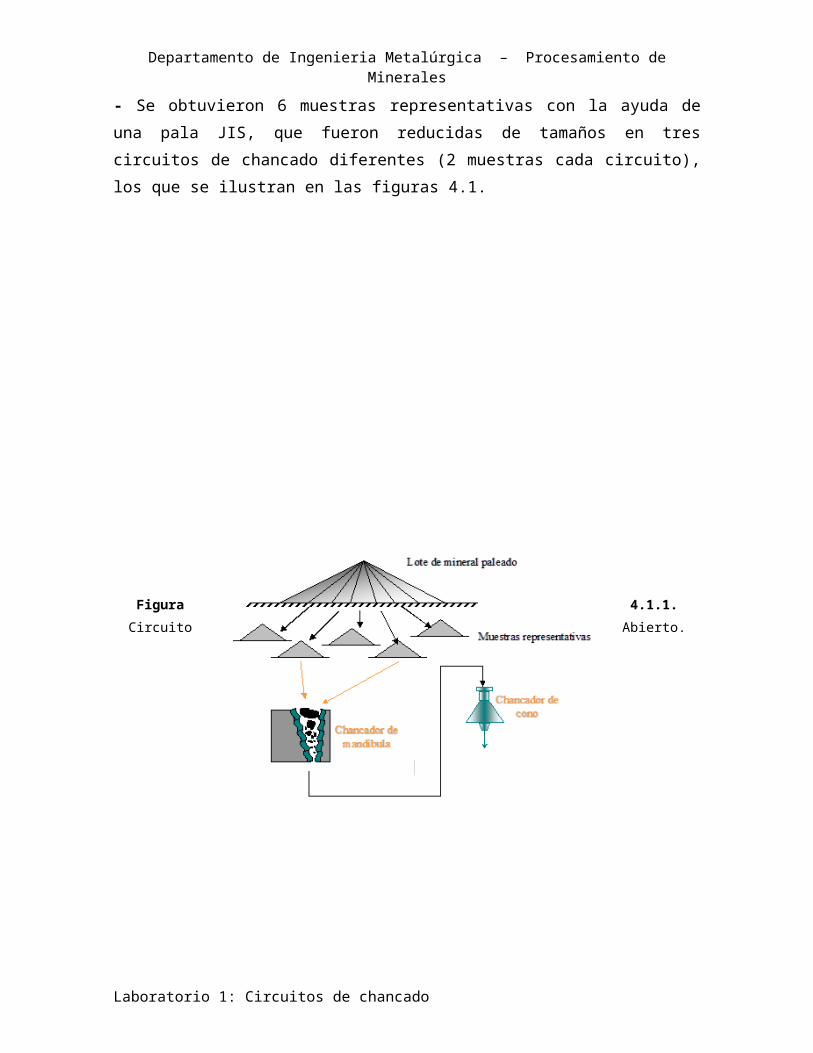
- Se obtuvieron 6 muestras representativas con la ayuda de una pala JIS,
que fueron reducidas de tamaños en tres circuitos de chancado
diferentes (2 muestras cada circuito), los que se ilustran en las figuras
4.1.
Figura 4.1.1. Circuito Abierto.
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
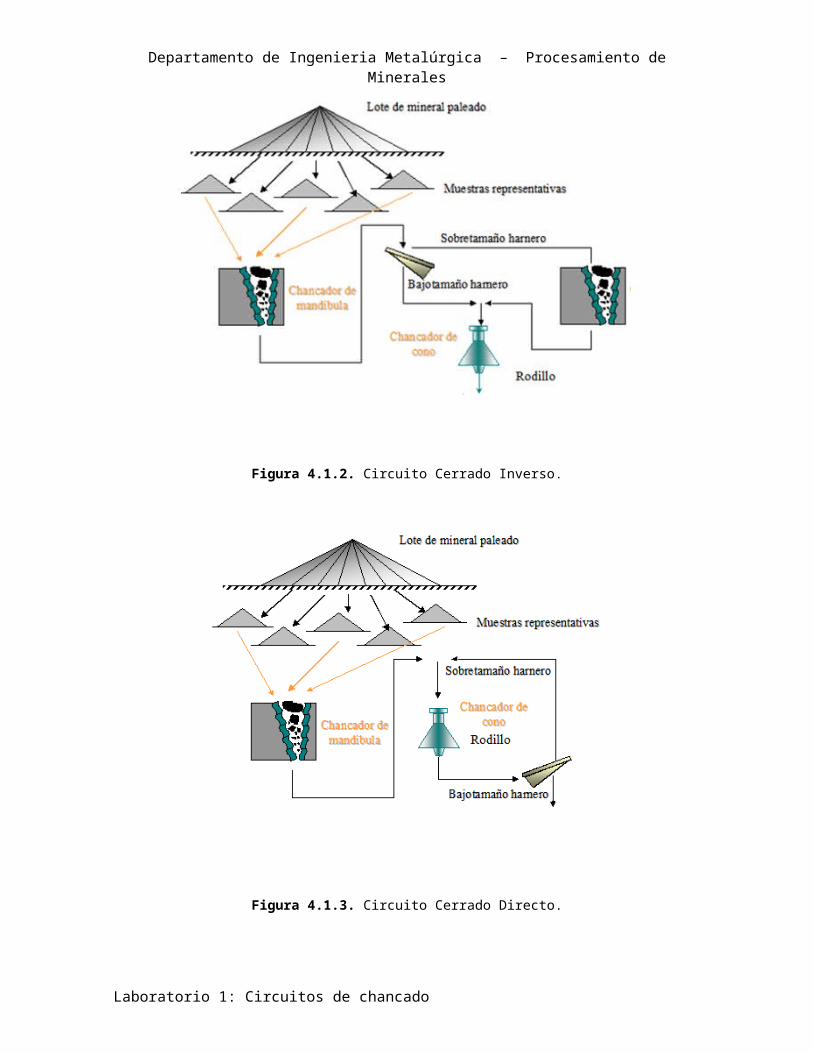
Figura 4.1.2. Circuito Cerrado Inverso.
Figura 4.1.3. Circuito Cerrado Directo.
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
- Para el circuito abierto, se determinaron las granulometrías de las
descargas de las chancadoras de mandíbulas y de rodillo.
- Para el circuito cerrado directo, se determinó la granulometría del bajo
tamaño del harnero.
- Para el circuito cerrado inverso, se determinó la granulometría de la
descarga del chancador de rodillos.
- Como no se pudo emplear el medidor de potencia, Hioki, se enviaron
datos de mediciones de potencia realizados con antelación.
RESULTADOS Y ANALISIS
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
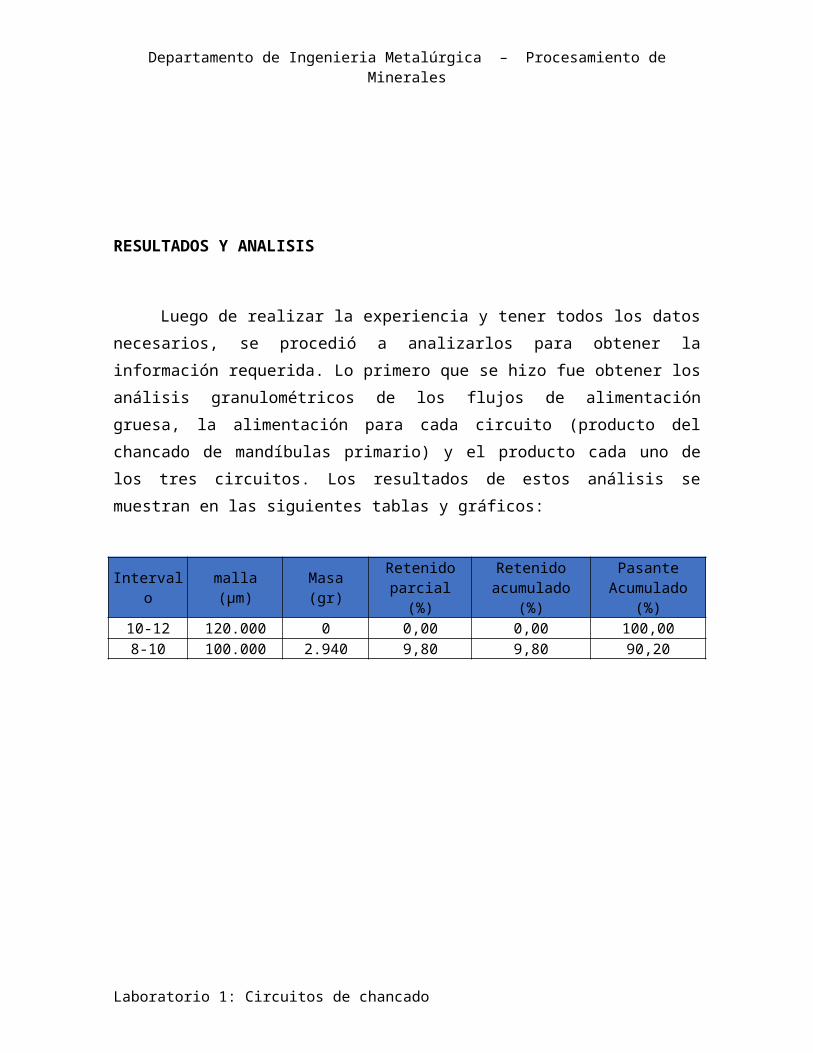
Luego de realizar la experiencia y tener todos los datos necesarios,
se procedió a analizarlos para obtener la información requerida. Lo
primero que se hizo fue obtener los análisis granulométricos de los flujos
de alimentación gruesa, la alimentación para cada circuito (producto del
chancado de mandíbulas primario) y el producto cada uno de los tres
circuitos. Los resultados de estos análisis se muestran en las siguientes
tablas y gráficos:
Intervalo malla (μm) Masa (gr) Retenido parcial (%)
Retenido acumulado (%)
Pasante Acumulado (%)
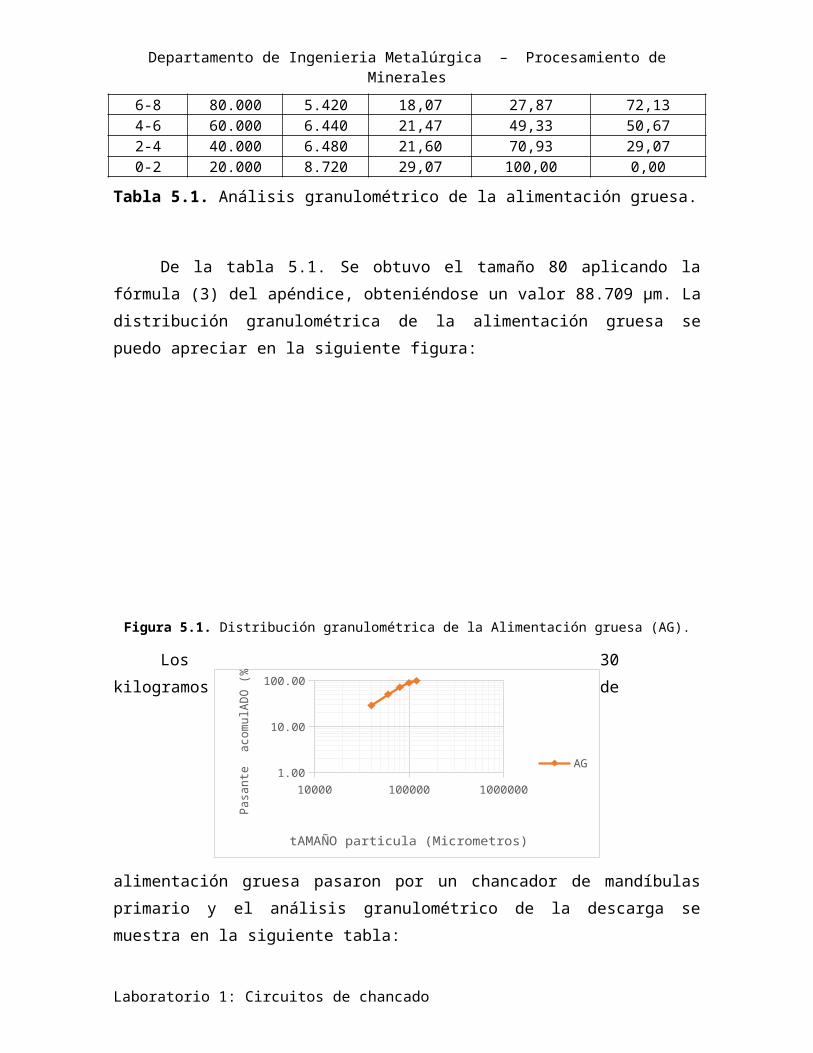
10-12 120.000 0 0,00 0,00 100,008-10 100.000 2.940 9,80 9,80 90,206-8 80.000 5.420 18,07 27,87 72,134-6 60.000 6.440 21,47 49,33 50,672-4 40.000 6.480 21,60 70,93 29,070-2 20.000 8.720 29,07 100,00 0,00
Tabla 5.1. Análisis granulométrico de la alimentación gruesa.
De la tabla 5.1. Se obtuvo el tamaño 80 aplicando la fórmula (3)
del apéndice, obteniéndose un valor 88.709 μm. La distribución
granulométrica de la alimentación gruesa se puedo apreciar en la
siguiente figura:
Figura 5.1. Distribución
granulométrica de la Alimentación gruesa (AG).
Laboratorio 1: Circuitos de chancado
10000 100000 10000001.00
10.00
100.00
AG
tAMAÑO particula (Micrometros)
Pasa
nte
aco
mul
ADO
(%)
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
Los 30 kilogramos de alimentación gruesa pasaron por un
chancador de mandíbulas primario y el análisis granulométrico de la
descarga se muestra en la siguiente tabla:
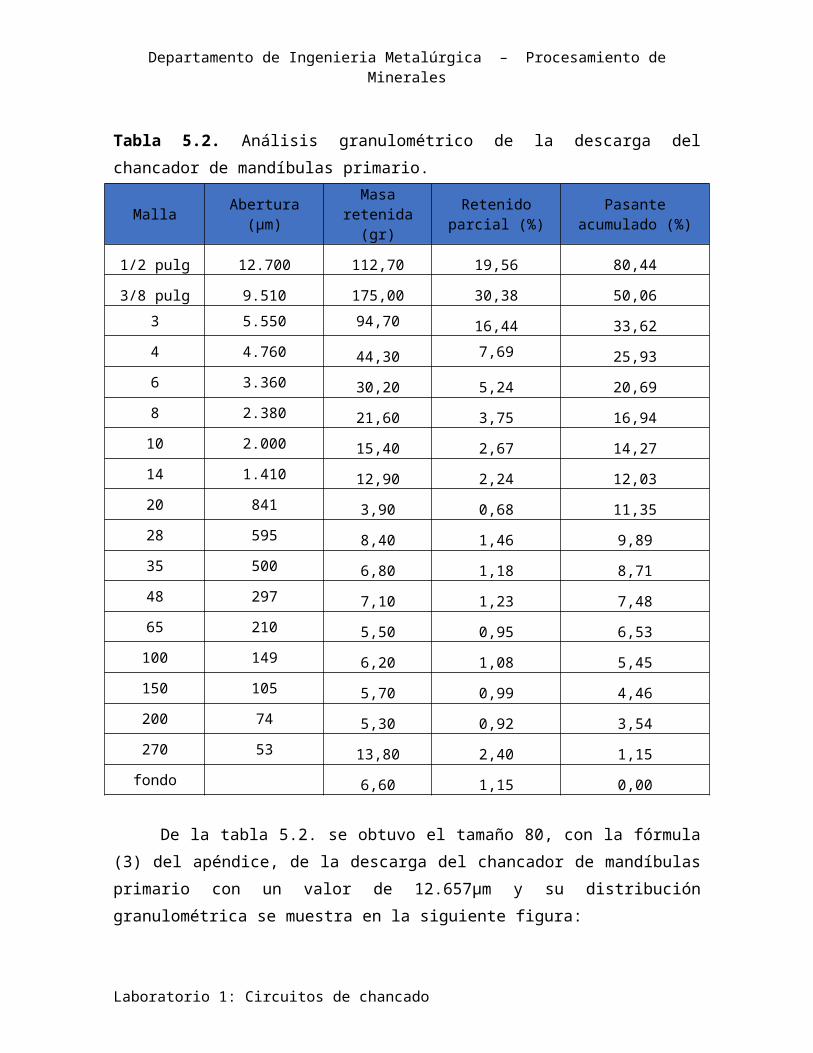
Tabla 5.2. Análisis granulométrico de la descarga del chancador de
mandíbulas primario.
Malla Abertura (μm) Masa retenida (gr)
Retenido parcial (%) Pasante acumulado (%)
1/2 pulg 12.700 112,70 19,56 80,44
3/8 pulg 9.510 175,00 30,38 50,06
3 5.550 94,70 16,44 33,62
4 4.760 44,30 7,69 25,93
6 3.360 30,20 5,24 20,69
8 2.380 21,60 3,75 16,94
10 2.000 15,40 2,67 14,27
14 1.410 12,90 2,24 12,03
20 841 3,90 0,68 11,35
28 595 8,40 1,46 9,89
35 500 6,80 1,18 8,71
48 297 7,10 1,23 7,48
65 210 5,50 0,95 6,53
100 149 6,20 1,08 5,45
150 105 5,70 0,99 4,46
200 74 5,30 0,92 3,54
270 53 13,80 2,40 1,15
fondo 6,60 1,15 0,00
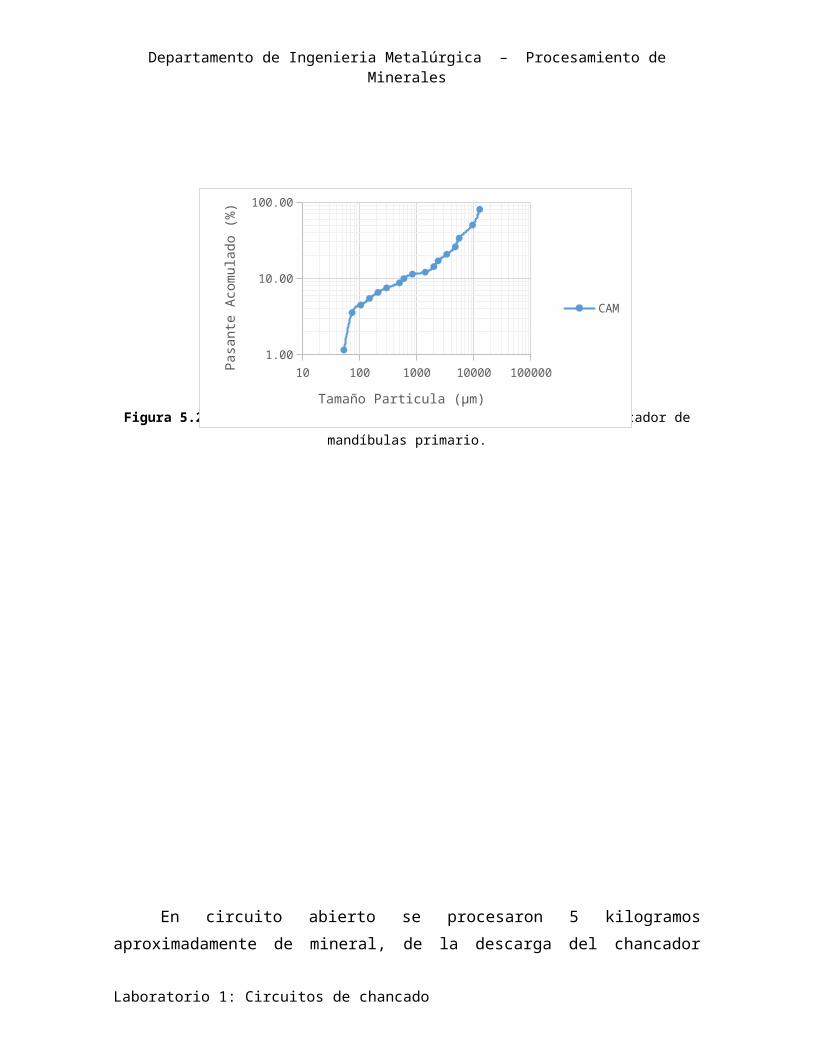
De la tabla 5.2. se obtuvo el tamaño 80, con la fórmula (3) del
apéndice, de la descarga del chancador de mandíbulas primario con un
valor de 12.657μm y su distribución granulométrica se muestra en la
siguiente figura:
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
Figura 5.2. Distribución granulométrica de la descarga del chancador de mandíbulas
primario.
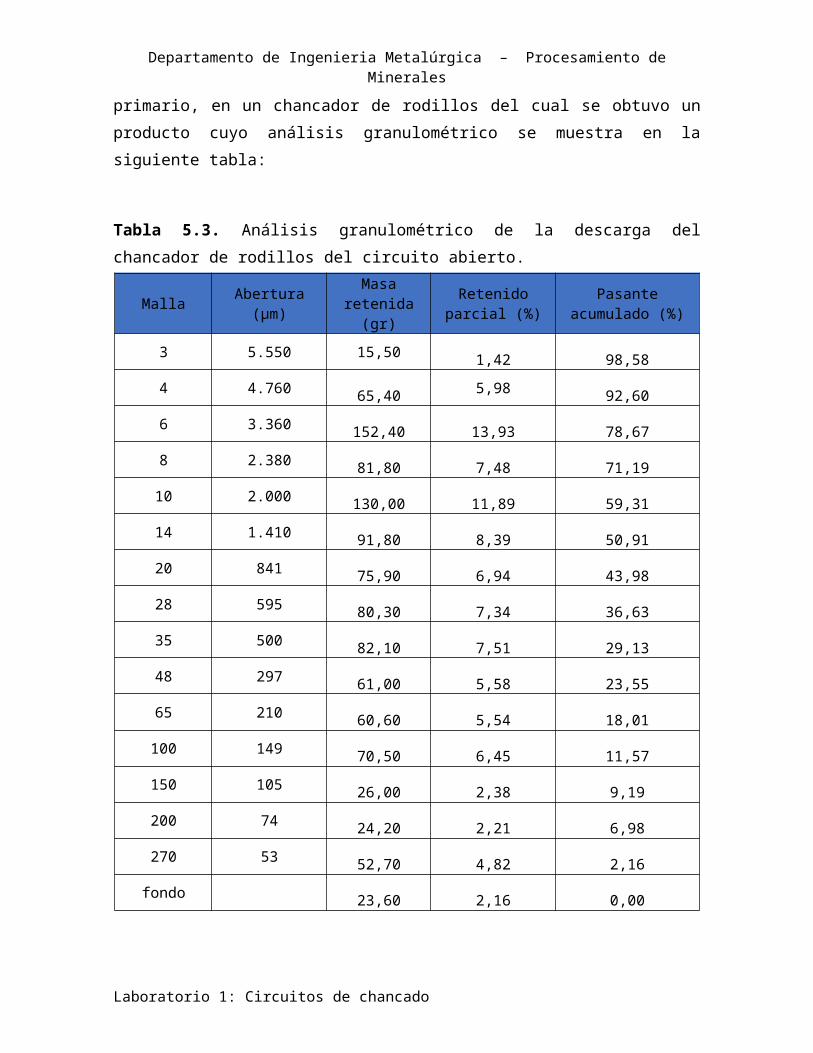
En circuito abierto se procesaron 5 kilogramos aproximadamente
de mineral, de la descarga del chancador primario, en un chancador de
rodillos del cual se obtuvo un producto cuyo análisis granulométrico se
muestra en la siguiente tabla:
Laboratorio 1: Circuitos de chancado
10 100 1000 10000 1000001.00
10.00
100.00
CAM
Tamaño Particula (μm)
Pasa
nte
Acom
ulad
o (%
)
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
Tabla 5.3. Análisis granulométrico de la descarga del chancador de
rodillos del circuito abierto.
Malla Abertura (μm) Masa retenida (gr)
Retenido parcial (%)
Pasante acumulado (%)
3 5.550 15,50 1,42 98,58
4 4.760 65,40 5,98 92,60
6 3.360 152,40 13,93 78,67
8 2.380 81,80 7,48 71,19
10 2.000 130,00 11,89 59,31
14 1.410 91,80 8,39 50,91
20 841 75,90 6,94 43,98
28 595 80,30 7,34 36,63
35 500 82,10 7,51 29,13
48 297 61,00 5,58 23,55
65 210 60,60 5,54 18,01
100 149 70,50 6,45 11,57
150 105 26,00 2,38 9,19
200 74 24,20 2,21 6,98
270 53 52,70 4,82 2,16
fondo 23,60 2,16 0,00
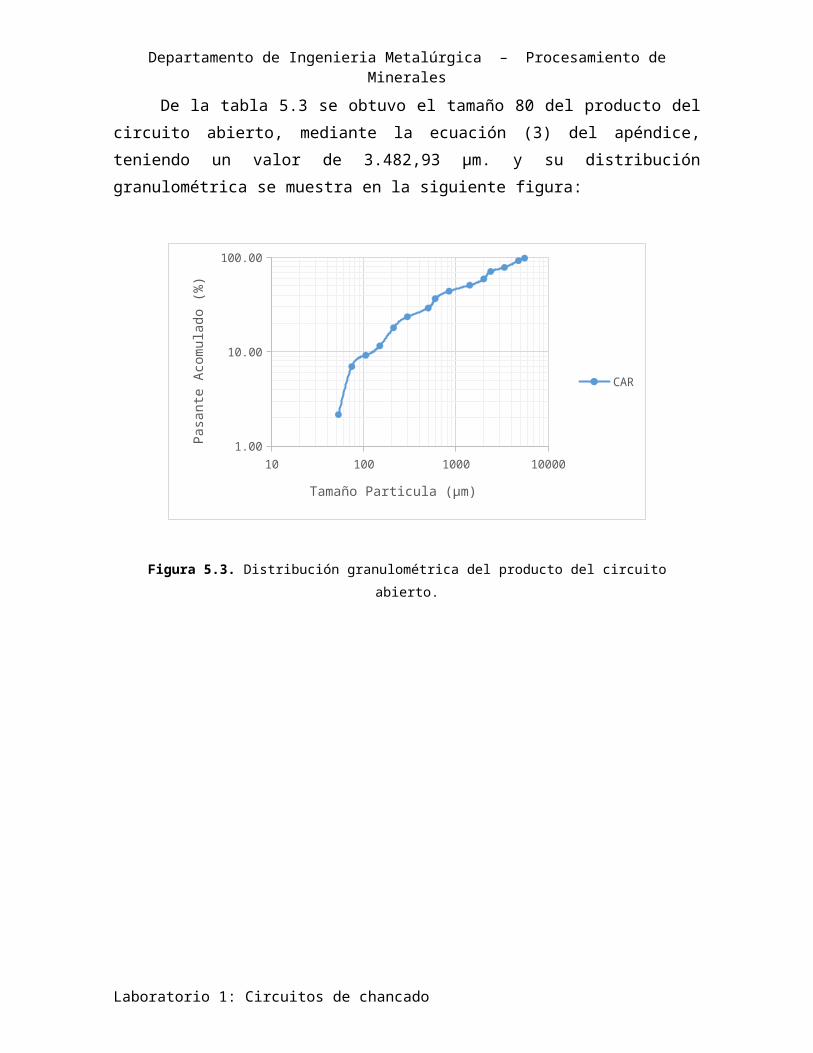
De la tabla 5.3 se obtuvo el tamaño 80 del producto del circuito
abierto, mediante la ecuación (3) del apéndice, teniendo un valor de
3.482,93 μm. y su distribución granulométrica se muestra en la
siguiente figura:
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
Figura 5.3.
Distribución granulométrica del producto del circuito abierto.
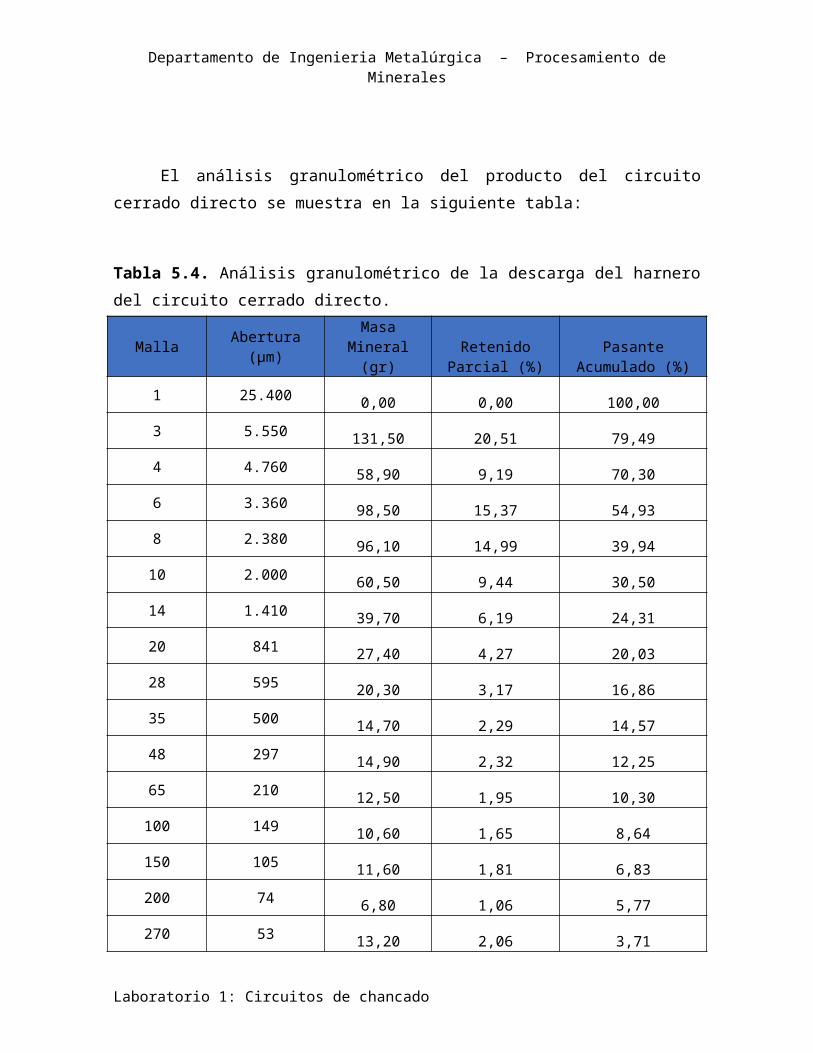
El análisis granulométrico del producto del circuito cerrado directo
se muestra en la siguiente tabla:
Tabla 5.4. Análisis granulométrico de la descarga del harnero del
circuito cerrado directo.
Malla Abertura (μm) Masa Mineral (gr)
Retenido Parcial (%)
Pasante Acumulado (%)
Laboratorio 1: Circuitos de chancado
10 100 1000 100001.00
10.00
100.00
CAR
Tamaño Particula (μm)
Pasa
nte
Acom
ulad
o (%
)
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
1 25.400 0,00 0,00 100,00
3 5.550 131,50 20,51 79,49
4 4.760 58,90 9,19 70,30
6 3.360 98,50 15,37 54,93
8 2.380 96,10 14,99 39,94
10 2.000 60,50 9,44 30,50
14 1.410 39,70 6,19 24,31
20 841 27,40 4,27 20,03
28 595 20,30 3,17 16,86
35 500 14,70 2,29 14,57
48 297 14,90 2,32 12,25
65 210 12,50 1,95 10,30
100 149 10,60 1,65 8,64
150 105 11,60 1,81 6,83
200 74 6,80 1,06 5,77
270 53 13,20 2,06 3,71
fondo 23,80 3,71 0,00
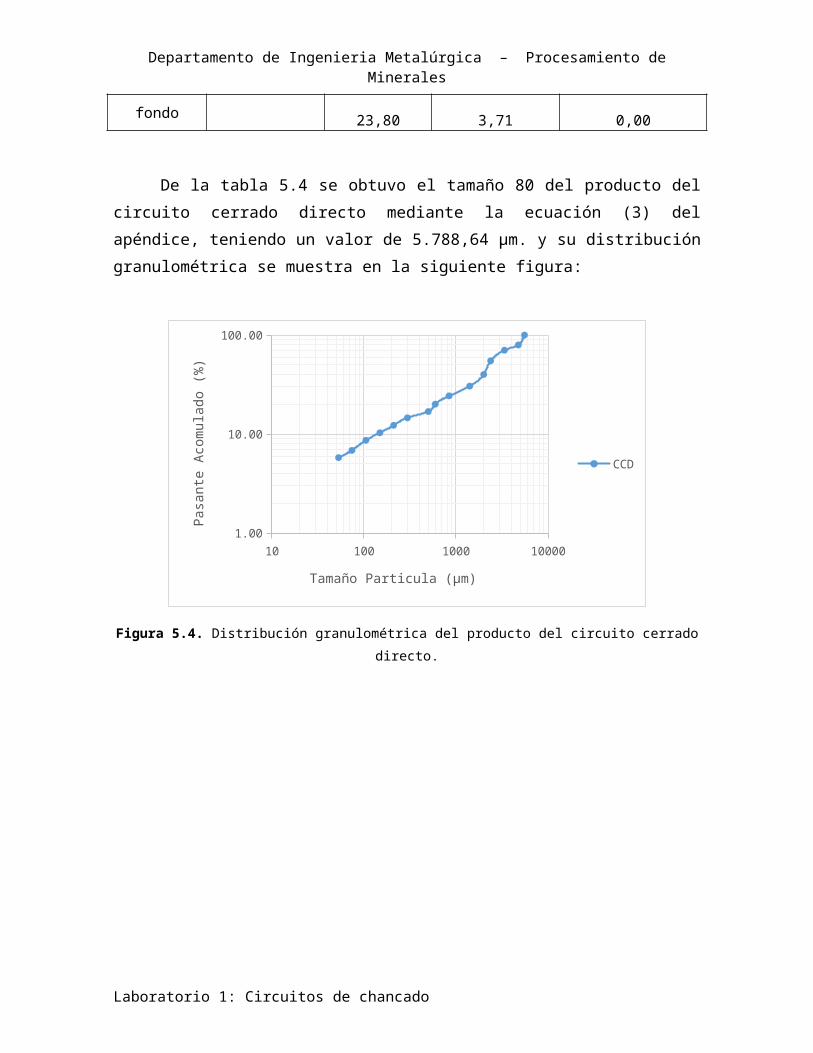
De la tabla 5.4 se obtuvo el tamaño 80 del producto del circuito
cerrado directo mediante la ecuación (3) del apéndice, teniendo un valor
de 5.788,64 μm. y su distribución granulométrica se muestra en la
siguiente figura:
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
10 100 1000 100001.00
10.00
100.00
CCD
Tamaño Particula (μm)
Pasa
nte
Acom
ulad
o (%
)
Figura 5.4. Distribución granulométrica del producto del circuito cerrado directo.
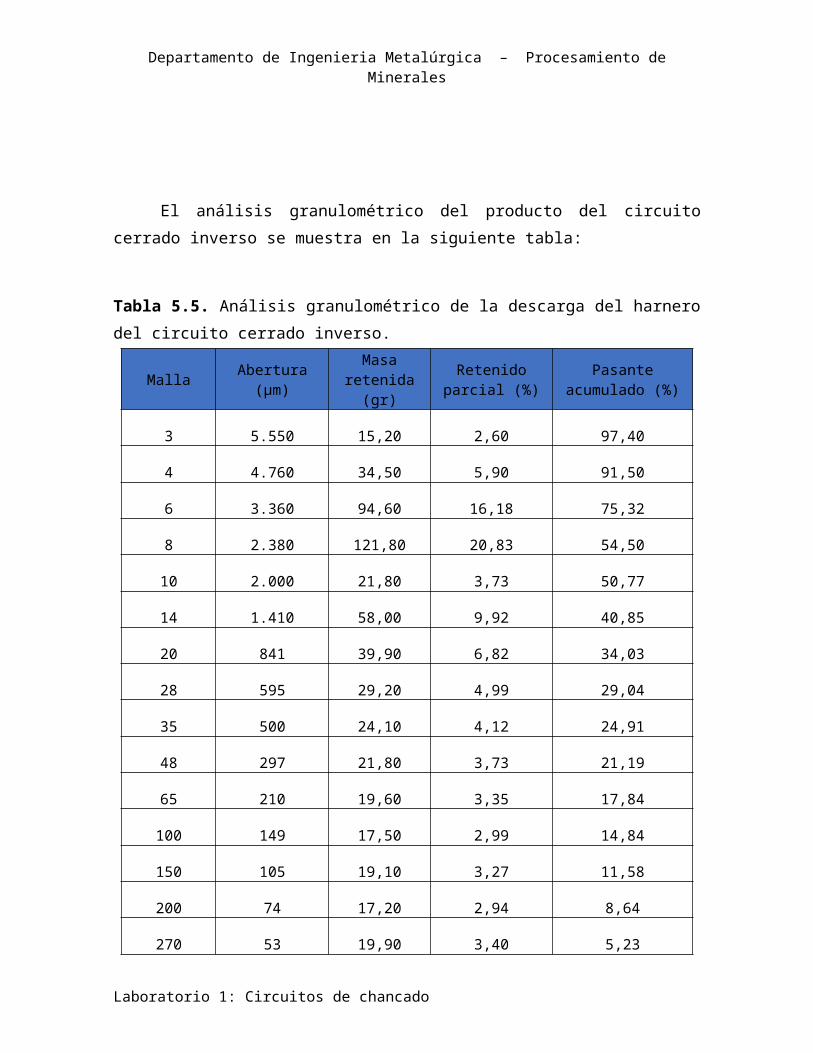
El análisis granulométrico del producto del circuito cerrado inverso
se muestra en la siguiente tabla:
Tabla 5.5. Análisis granulométrico de la descarga del harnero del
circuito cerrado inverso.
Malla Abertura (μm) Masa retenida (gr)
Retenido parcial (%)
Pasante acumulado (%)
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
3 5.550 15,20 2,60 97,40
4 4.760 34,50 5,90 91,50
6 3.360 94,60 16,18 75,32
8 2.380 121,80 20,83 54,50
10 2.000 21,80 3,73 50,77
14 1.410 58,00 9,92 40,85
20 841 39,90 6,82 34,03
28 595 29,20 4,99 29,04
35 500 24,10 4,12 24,91
48 297 21,80 3,73 21,19
65 210 19,60 3,35 17,84
100 149 17,50 2,99 14,84
150 105 19,10 3,27 11,58
200 74 17,20 2,94 8,64
270 53 19,90 3,40 5,23
fondo 30,60 5,23 0
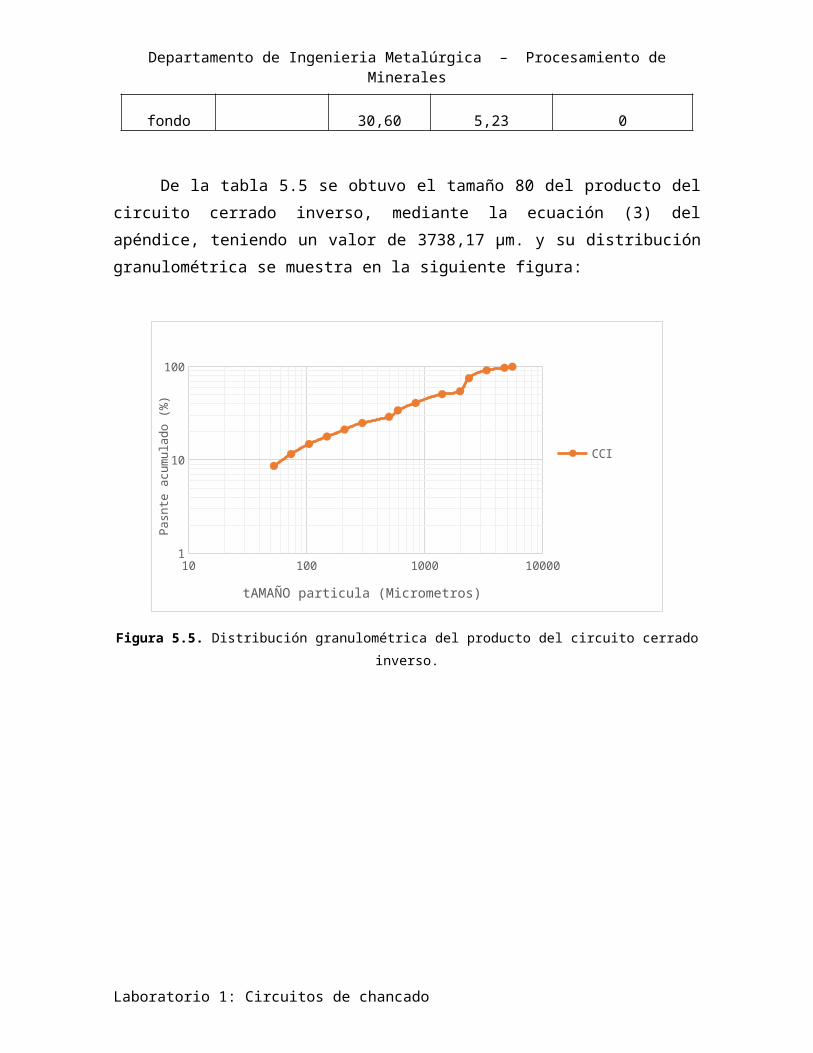
De la tabla 5.5 se obtuvo el tamaño 80 del producto del circuito
cerrado inverso, mediante la ecuación (3) del apéndice, teniendo un
valor de 3738,17 μm. y su distribución granulométrica se muestra en la
siguiente figura:
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
10 100 1000 100001
10
100
CCI
tAMAÑO particula (Micrometros)
Pasn
te a
cum
ulad
o (%
)
Figura 5.5. Distribución granulométrica del producto del circuito cerrado inverso.
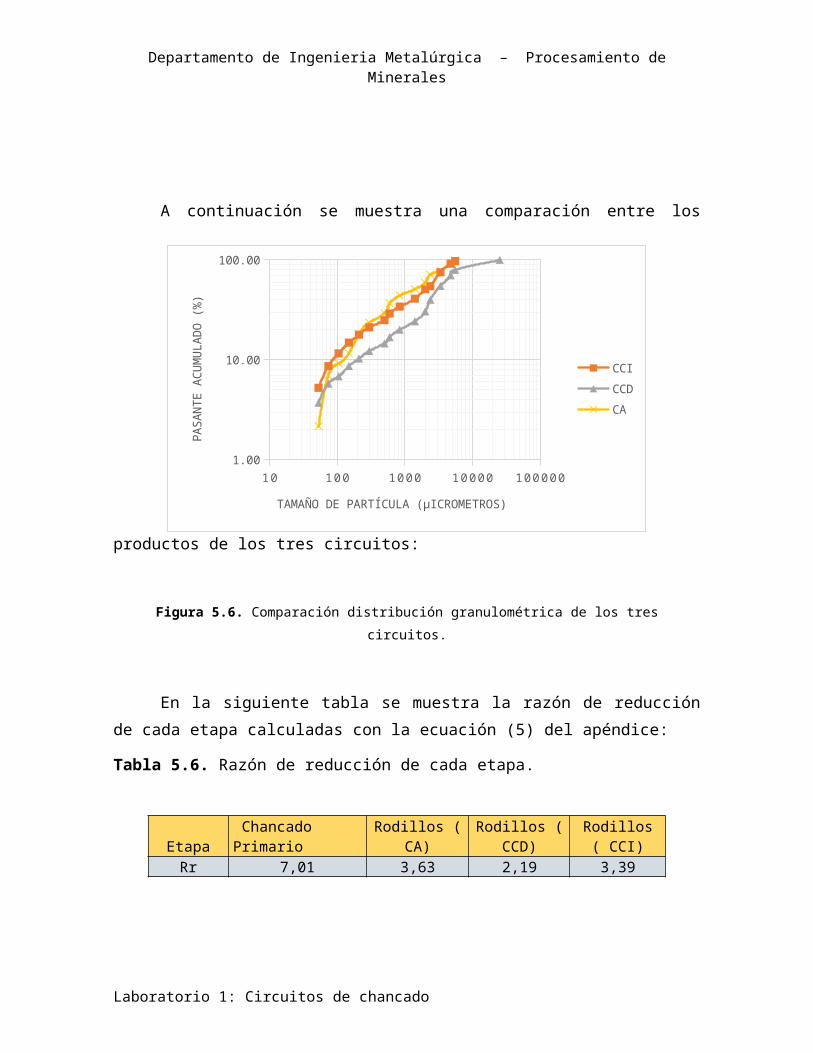
A continuación se muestra una comparación entre los productos
de los tres circuitos:
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
Figura 5.6. Comparación distribución granulométrica de los tres circuitos.
En la siguiente tabla se muestra la razón de reducción de cada
etapa calculadas con la ecuación (5) del apéndice:
Tabla 5.6. Razón de reducción de cada etapa.
Etapa Chancado Primario Rodillos ( CA) Rodillos ( CCD) Rodillos ( CCI)Rr 7,01 3,63 2,19 3,39
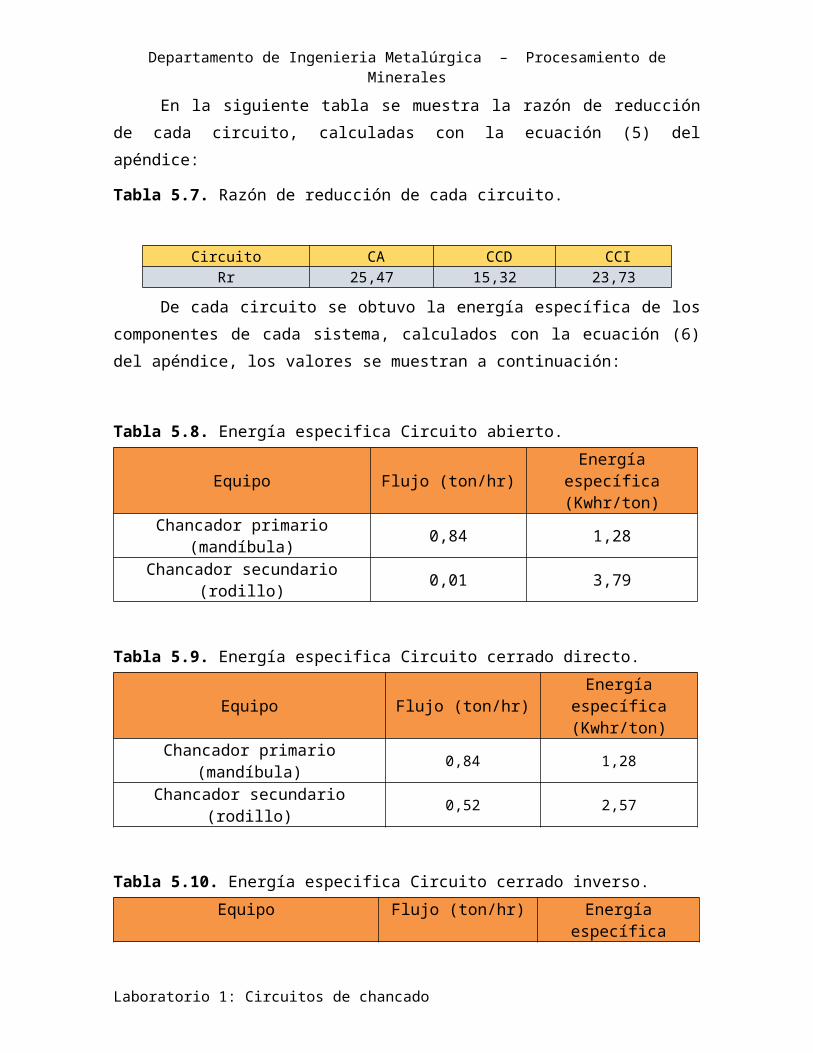
En la siguiente tabla se muestra la razón de reducción de cada
circuito, calculadas con la ecuación (5) del apéndice:
Tabla 5.7. Razón de reducción de cada circuito.
Circuito CA CCD CCIRr 25,47 15,32 23,73
De cada circuito se obtuvo la energía específica de los
componentes de cada sistema, calculados con la ecuación (6) del
apéndice, los valores se muestran a continuación:
Laboratorio 1: Circuitos de chancado
1 0 1 0 0 1 0 0 0 1 0 0 0 0 1 0 0 0 0 01.00
10.00
100.00
CCICCDCA
TAMAÑO DE PARTÍCULA (μICROMETROS)
PASA
NTE
ACU
MU
LADO
(%)
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
Tabla 5.8. Energía especifica Circuito abierto.
Equipo Flujo (ton/hr) Energía específica (Kwhr/ton)
Chancador primario (mandíbula) 0,84 1,28Chancador secundario (rodillo) 0,01 3,79
Tabla 5.9. Energía especifica Circuito cerrado directo.
Equipo Flujo (ton/hr) Energía específica (Kwhr/ton)
Chancador primario (mandíbula) 0,84 1,28Chancador secundario (rodillo) 0,52 2,57
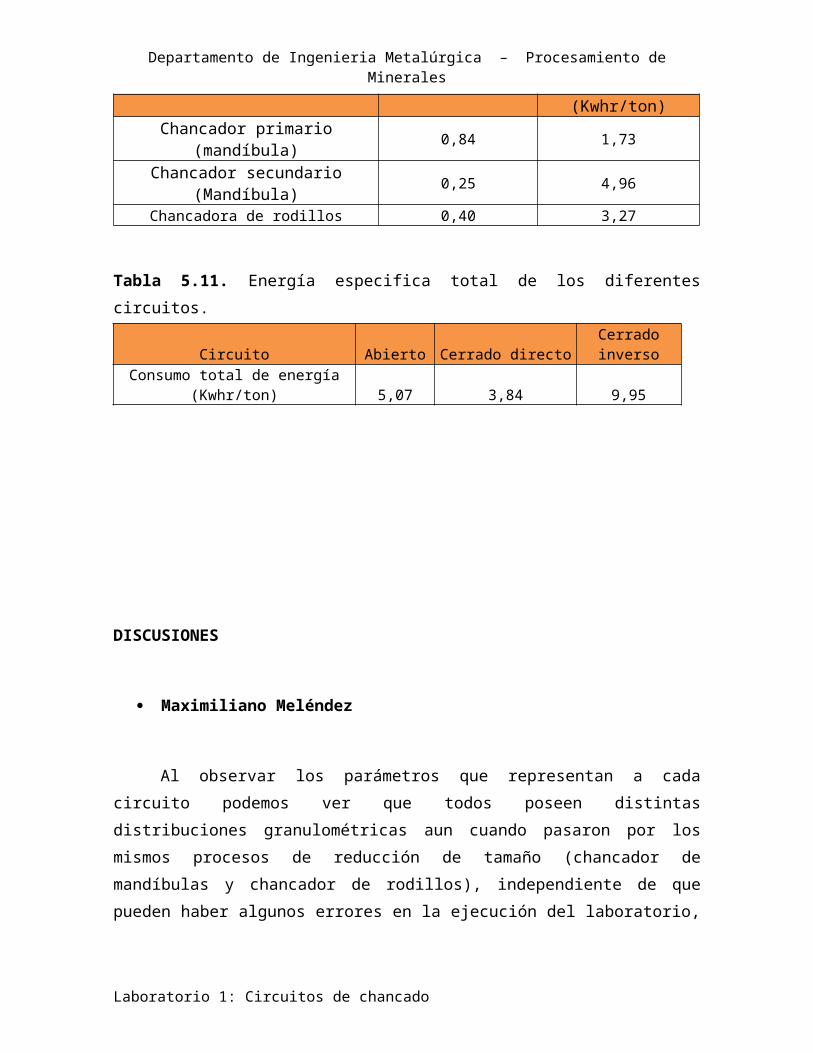
Tabla 5.10. Energía especifica Circuito cerrado inverso.
Equipo Flujo (ton/hr) Energía específica (Kwhr/ton)
Chancador primario (mandíbula) 0,84 1,73Chancador secundario (Mandíbula) 0,25 4,96
Chancadora de rodillos 0,40 3,27
Tabla 5.11. Energía especifica total de los diferentes circuitos.
Circuito Abierto Cerrado directo Cerrado inversoConsumo total de energía (Kwhr/ton) 5,07 3,84 9,95
DISCUSIONES
Maximiliano Meléndez
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
Al observar los parámetros que representan a cada circuito
podemos ver que todos poseen distintas distribuciones granulométricas
aun cuando pasaron por los mismos procesos de reducción de tamaño
(chancador de mandíbulas y chancador de rodillos), independiente de
que pueden haber algunos errores en la ejecución del laboratorio, estas
diferencias se deben a la distinta forma o método de aplicar los
procesos.
En el caso del circuito abierto todo el mineral pasa por los
procesos de reducción sin importar si cumplían con las condiciones de
tamaño, por lo cual se debería de esperar una buena reducción de
tamaño en el producto final y así lo muestran los resultados obtenidos
ya que fue el circuito que mas redujo el tamaño de la alimentación. En el
caso del circuito cerrado directo, la diferencia con el circuito abierto es
que se clasifica la descarga del chancador de rodillos y si no cumple la
condición de tamaño se devuelve al chancador de rodillos, esto debería
garantizar aun más una granulometría fina en el producto pero no lo
reflejan así los resultados del laboratorio, esto se puede deberse a que la
condición que debe cumplir el producto no era muy exigente y por lo
tanto una amplia gama de granulometrías podía pasar por el harnero de
la malla 1 provocando esta contradicción. En el caso del circuito cerrado
inverso lo primero que ocurre es la clasificación de la alimentación
mandando lo que cumple con el tamaño del harnero directo al
chancador de rodillo y lo que no a un segundo chancado de mandíbulas,
para luego unir el producto del chancado de mandíbulas secundarios con
lo que paso por el harnero para que todo pase por el chancador de
rodillos, la granulometría del producto de este circuito no debería variar
mucho de la granulometría del producto del circuito abierto ya que
básicamente lo que entra al chancador de rodillos es la descarga de un
chancador de mandíbulas, independiente de que cierta parte del mineral
halla pasado dos veces por un chancador de mandíbulas, esto se puede
ver ya que tanto el circuito abierto como el cerrado inverso tienen un
razón de reducción muy similar siendo menor el del circuito cerrado
inverso.
Otro aspecto que es muy importante destacar es el hecho de la
energía que se emplea para hacer funcionar a los circuitos de reducción.
Para el circuito abierto se tiene solo dos equipos en funcionamiento que
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
son le chancador de mandíbulas y el de rodillos a igual que el circuito
cerrado directo, por esto se podría pensar que deberían tener un
consumo energético muy parecido y los resultados muestran algo muy
parecido aunque de todas formas hay una variación no insignificante
que se puede deber a los diferentes flujos con que trabaja cada circuito.
Para el caso del circuito cerrado directo se puede ver que posee un
consumo muy elevado en comparación con los otros dos circuitos, esto
se debe a que en este circuito hay un equipo más en funcionamiento
que en un chancador de mandíbulas secundario, además de que los
equipos de este circuito parecen consumir más que los equipos de los
otros circuitos (en este punto los equipos que menos consumen son los
del circuito cerrado directo).
Con los parámetro de razón de reducción y la energía especifica
podemos decir que el circuito más eficiente es el circuito abierto ya que
con un consumo energético relativamente bajo obtuvo la mayor
reducción de tamaño, mientras que los otros dos circuitos sufren de otro
problemas, el circuito cerrado directo aunque es el que menos consume
(no mucho menos que el circuito abierto) es el que menos reduce
dejando al producto con una granulometría muy gruesa y el circuito
cerrado inverso es que consume más y por mucho y alcanza una
granulometría un tanto más grande que la del circuito abierto esto lo
hace el circuito mas ineficiente en lo que es reducir tamaño de la
alimentación.
Claudio Veas Cortés
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
Luego de obtener los parámetros de cada circuito podemos
observar que cada circuito tuvo una razón de reducción distinta aunque
el mineral haya sido procesado por los mismos equipos, pero fueron
aplicados de distinta forma.
Siendo la razón de reducción del circuito abierto la de mayor valor
(Rr=25,47), lo cual indica que es en este circuito donde ocurre la mayor
reducción de tamaño del mineral. A su vez el circuito cerrado inverso
tuvo un resultado similar al anteriormente señalado (Rr= 23,73), lo cual
resultó sorpresivo ya que en este circuito el mineral pasa por tres
chancadores, por lo que se esperaría una mayor razón de reducción. Por
otra parte, el circuito cerrado directo fue el con una menor razón de
reducción (Rr=15,32).
El chancado primario es el más eficiente, ya que trata mineral de
gran tamaño reduciéndolo más en comparación con las siguientes
etapas, además el consumo específico es menor al de las etapas
siguientes, esto se debe a que la energía necesaria para triturar es
menor para partículas de mayor tamaño que partículas más pequeñas.
La razón de reducción es de esperar que sea mayor para la
conminución de mineral de mayor tamaño, debido a que éste parámetro
disminuirá a medida que el material disminuya, donde se destaca que
para el chancado primario se tiene un Rr igual a 7,01.
En relación a la energía específica total se puede apreciar que el
circuito con mayor gasto de energía fue el circuito cerrado inverso 9,95
(Kwhr/ton), esto se explica ya que en el circuito hay tres etapas de
chancado, a diferencia de los otros dos circuitos en donde solo existen
dos etapas de chancado.
Para los procesos de chancado secundario, la energía específica
fue mayor que para el chancado primario. Además, el valor de la energía
especifica de un chancador que reduce de tamaño un material que pasó
por un clasificador es menor al de un chancador que trata un mineral
que no pasó por un clasificador, esto se debe, a que el material al pasar
por un clasificador está siendo seleccionado y éste al entrar al chancado
secundario tendrá mayor probabilidad de tener el tamaño de la abertura
del chancador.
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
En diversas etapas de los circuitos de conminución de minerales se
hace presente el factor operario, tales como en la homogenización de la
muestra, manipulación de tamices, pérdida de material o alimentación
de chancadores. Este factor induce un pequeño error en cada una de las
mediciones.
Daniel Meriño Azócar:
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
Una vez que el flujo de alimentación de mineral grueso pasó
por los procesos de chancado de mandíbulas primario y luego por los
diferentes circuitos de reducción de tamaño, se obtuvieron diferentes
resultados en los análisis granulométricos realizados a cada muestra a
pesar que se ocuparon los mismos equipos en la reducción de tamaño.
Esto nos indica que según el circuito que se le aplique a un flujo de
mineral se obtendrán granulometrías distintas.
Al comparar el F80 que se obtiene del análisis granulométrico de
la alimentación al pasar por chancado primario con el P80, que se
obtuvo de los diferentes circuitos, se observa que el chancando de
rodillos del circuito abierto obtuvo una mayor razón de reducción con un
valor de 3,63, dejando por debajo a los demás circuitos.
Comparando también los la razón de reducción que se obtuvo a
través del F80 de la alimentación gruesa y P80, se observa que el que
tiene una mayor razón de reducción es el Circuito Abierto con un valor
de 25,47, en tanto el circuito cerrado inverso arrojó un valor de 23,73 y
el cerrado directo un valor 15,32. Analizando el procedimiento
experimental, lo lógico hubiera sido que el circuito cerrado inverso, nos
arrojara una razón de reducción mayor, debido que el mineral que fue
sometido a tres chancados, dos de mandíbula y uno de rodillo, sin
embargo el que arrojo un mayor valor fue el circuito abierto que pasó
directamente al equipo de reducción sin clasificación previa o posterior
en el harnero.
En tanto a la energía específica la que tuvo un valor más alto fue
la del circuito cerrado inverso con un valor de 9,95 Kwhr/ton, lo cual es
un valor lógico debido a que este fue el circuito que más equipo utilizó,
en segundo lugar se encontró el circuito abierto con 5,07 Kwhr/ton y
finalmente el circuito cerrado directo con 3,84 Kwhr/ton.
Al analizar los dantos tanto de reducción de tamaño como energía
especifica se determina que el proceso que es más eficiente es el
circuito abierto, ya que este fue el que más obtuvo la mayor razón de
reducción y consumo de energía relativamente bajo y comparación con
el circuito cerrado inverso que obtuvo una alta reducción, pero consumió
casi el doble de energía que el circuito abierto y el circuito cerrado
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
directo a pesar de ser el que menos energía consumió fue el redujo
menor tamaño.
CONCLUSIONES
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
Maximiliano Meléndez
- Se han evaluado los tres circuitos por medio de los parámetros de
razón de reducción y energía específica de cada circuito.
- Se han obtenido los análisis granulométricos de los flujos de
alimentación y productos de los circuitos y el tamaño 80 de cada uno
mostrados en la sección resultados.
- Se han obtenido las razones de reducción de cada circuito gracias a los
análisis granulométricos y las energías específicas gracias a la medición
de los flujos másicos de mineral y la medición de la potencia de los
equipos.
Claudio Veas
- Se evaluaron para tres circuitos los parámetros de reducción de
tamaño, y energía específica.
- Mediante los análisis granulométricos se calculó el P80 de cada
circuito.
- Se establece que el circuito más efectivo en cuanto a reducción de
tamaño es el circuito abierto.
- Se establece que el circuito menos efectivo en cuanto a reducción de
tamaño es el circuito cerrado directo.
- Se establece que el circuito más efectivo en cuanto al consumo
específico de energía, es el circuito cerrado directo.
- Se establece que el circuito menos efectivo en cuanto al consumo
específico de energía, es el circuito cerrado inverso.
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
Daniel Meriño Azócar
- Se realizaron de buena manera los diferentes circuitos de reducción de
tamaño y así obtuvieron los respectivos análisis granulométricos.
- Mediante los análisis granulométricos se calculó el P80 de cada circuito
y F80 del flujo de alimentación.
- Se calcularon tanto la reducción de tamaño y consumo de energía de
cada circuito, lo cual permitió evaluar la eficiencia.
-Se obtuvo que el circuito abierto fue el más eficiente.
APENDICE
Retenido parcial:
El retenido parcial de los análisis granulométricos se calcula con la
siguiente ecuación:
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
Retenido Parcial(%)=Masaretenida en lamallaMasatotal de lamuestra
∗100 (1)
Un ejemplo seria que si la malla 48 retuvo 12,6 gramos de mineral
de un total de 136,5 gramos de mineral tamizado, el retenido parcial de
la malla 48 es de 9,23%.
Pasante acumulado:
El pasante acumulado se obtiene mediante la siguiente formula de
carácter recursivo:
PAi+1=PAi−RPi+1 (2)
Donde PA es el pasante acumulado y RP es el retenido parcial.
Para entender esta ecuación PA0 es 100 y el PA1 es el pasante acumulado
de la primera malla, por lo tanto si la primera malla tiene un retenido
parcial de 0% su pasante acumulado es de 100% y si la primera malla
retuvo algo de mineral su retenido parcial será mayor que 0% y por
consiguiente el pasante acumulado de la primera malla será menor que
100%.
Tamaño 80 de las muestras:
El tamaño 80 de una muestra que fue sometida a análisis
granulométrico es obtenido por el siguiente método de interpolación que
consiste en ubicar los valores de pasante acumulado que tiene entre
ellos el 80% y relacionarlos con el tamaño de abertura de la malla a la
cual correspondan los valores mediante la siguiente ecuación:
log (tamsobre80% )−log (tambajo 80%)log (tam sobre80% )−log(T 80)
=log (por sobre80% )−log ( por bajo 80%)
log (por sobre80% )−log (80)
(3)
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
A modo de ejemplo se puede tener que la malla 4 tiene un pasante
acumulado del 91,5% y que la malla 6 tiene un pasante acumulado de
75,32% (sin tener mallas intermedias), con estos datos y sabiendo que
la malla 4 tiene un abertura de 4.760 micrómetros y la malla 6 una
abertura de 3.360 micrómetros, resolvemos la siguiente ecuación para
obtener el tamaño 80 de la muestra:
log (4760 )−log (3360)log (4760 )−log (T 80)
=log (91,5 )−log (75,32)log (91,5 )−log (80) (4)
Obteniéndose un tamaño 80 de 3.738,17 micrómetros.
Razón de reducción:
Para obtener las razones de reducción de un proceso de
conminución se realiza la siguiente razón que se muestra en la siguiente
ecuación:
Razondereducción=Tamaño80de la alimentaciónTamaño80del producto
(5)
Como ejemplo si nuestra alimentación posee una granulometría tal
que su tamaño 80 es de 12.657 micrómetros y obtenemos un producto
de con una granulometría tal que su tamaño 80 es de 3.738,17
micrómetros, la razón de reducción del proceso es de 3,39.
Energía especifica de los quipos o maquinarias:
Para el cálculo de la energía especifica de los equipos y
maquinarias utilizadas utilizamos la siguiente ecuación:
E=Potencia del equipoFlujo de mineral
(6)
Laboratorio 1: Circuitos de chancado
Departamento de Ingenieria Metalúrgica – Procesamiento de Minerales
Como ejemplo podemos poner que si la potencia consumida de un
chancador de mandíbulas es de 1,07 KWh y que estuvo trabajando bajo
un flujo de 30 kilos de mineral en 2,15 minutos, el flujo másico de
mineral resulta ser de 0,837 toneladas de mineral por hora, con esto
obtennos que la energía especifica del chancador de mandíbulas es de
1,278 KWhton
.
BIBLIOGRAFÍA
Luis Magne [1998] Procesamiento de minerales, USACH, Santiago,
Chile.
Laboratorio 1: Circuitos de chancado