LAMINADO TREFILADO
21
INDICE I. OBJETIVOS................................................. 1 II.INTRODUCCIÓN..............................................2 III.............................................FUNDAMENTO TEÓRICO 3 IV.MATERIALES Y EQUIPOS UTILIZADOS...........................9 V. DIAGRAMA DE OPERACIONES..................................10 VI.PROCEDIMIENTO............................................11 VII..........................................CALCULOS Y RESULTADOS 12 VIII...................................................CONCLUSIONES 14 IX.REFERENCIAS BIBLIOGRÁFICAS...............................15
-
Upload
jerson-jose-artezano-rojas -
Category
Documents
-
view
256 -
download
0
description
LAMINADO TREFILADO
Transcript of LAMINADO TREFILADO

INDICE
I. OBJETIVOS..........................................................................................................1
II. INTRODUCCIÓN..................................................................................................2
III. FUNDAMENTO TEÓRICO....................................................................................3
IV. MATERIALES Y EQUIPOS UTILIZADOS.............................................................9
V. DIAGRAMA DE OPERACIONES........................................................................10
VI. PROCEDIMIENTO..............................................................................................11
VII. CALCULOS Y RESULTADOS............................................................................12
VIII.CONCLUSIONES................................................................................................14
IX. REFERENCIAS BIBLIOGRÁFICAS....................................................................15

I. OBJETIVOS
PROCESO DE MANUFACTURA 2

II. INTRODUCCIÓN
PROCESO DE MANUFACTURA 3

III. FUNDAMENTO TEÓRICO
A. PROCESO DE LAMINADO:
La laminación o laminado es un proceso de conformación plástica en el que el metal fluye de
modo continuo y en una dirección preferente, mediante fuerzas de compresión.
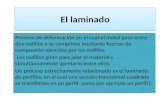
El laminado es un proceso de deformación volumétrica en el que se reduce el espesor inicial
del material trabajado, mediante las fuerzas de compresión que ejercen dos rodillos sobre la
pieza/material de trabajo. Los rodillos giran en sentidos opuestos para que fluya el material
entre ellos, ejerciendo fuerzas de compresión y de cizallamiento, originadas por el
rozamiento que se produce entre los rodillos y el metal. Los procesos de laminado requieren
gran inversión de capital; debido a ello los molinos de laminado se usan para la producción
de grandes cantidades de productos estándar (láminas, placas, etc.).
Los procesos de laminado se realizan, en su gran mayoría, en caliente por la gran
deformación ejercida sobre el material trabajado. Además, los materiales laminados en
caliente tienen propiedades isotrópicas y carecen de tensiones residuales. Los principales
inconvenientes que presenta el laminado en caliente son que el producto no puede
mantenerse dentro de tolerancias adecuadas, y que la superficie de la pieza queda cubierta
por una capa de óxido característica.
COMO REDUCIR LA FUERZA DE LAMINACIÓN:
Procedimientos para reducir fuerzas de laminación.
Reducir la fricción.
Reducir el área de contacto reduciendo el diámetro de los rodillos.
Efectuando reducciones más pequeñas por pasada, a fin de reducir el área de
contacto.
Reducir la resistencia del material elevando la temperatura en el proceso.
Otro método es aplicando tensiones longitudinales a la tira durante la laminación ya que
éstas reducen los esfuerzos a la compresión requeridos para deformar plásticamente. Las
tensiones aplicadas a la tira pueden ser aplicadas en la zona de entrada (tensión posterior)
o en la zona de salida (tensión anterior o frontal) o en ambas.
OTRAS OPERACIONES DE LAMINADO:
Laminado de anillos
PROCESO DE MANUFACTURA 4

En la laminación de anillos consiste en una deformación que lamina las paredes gruesas de
un anillo para obtener un anillo de paredes más delgadas, y por tanto, de un diámetro mayor
al inicial. El laminado de anillos se aplica generalmente en procesos de trabajo en frió para
anillos pequeños y de trabajo caliente para anillos más grandes. Se utiliza, entre otros, para
la fabricación de collares para rodamiento de bolas y rodillos, llantas de acero para ruedas
de ferrocarril, etc. Las paredes de los anillos no solo se limitan a formas rectas, también este
proceso permite formas más complejas. Este proceso tiene como principal ventaja el ahorro
de materias primas.
Laminación de cuerdas
La laminación de cuerdas se usa para formar cuerdas en partes cilíndricas mediante su
laminación entre dados. La mayoría de las maquinas laminadoras de cuerdas realizan las
operaciones de laminado de cuerdas en frío, la forma y tamaño de la cuerda depende del
tipo de dados con que estén equipadas dichas maquinas. Existen dos tipos de dados: Dados
planos que se mueven alternativamente entre si y dados redondos que giran relativamente
entre si para lograr la acción de laminado. Entre las ventajas de este proceso están la alta
velocidad, mejor utilización del material, cuerdas más fuertes debido al endurecimiento del
material, mejor resistencia a la fatiga y superficies más lisas.
Laminación de engranajes
La laminación de engranajes es un proceso de formado en frío que produce ciertos
engranajes. Este tipo de laminación es similar al de laminado de cuerdas, y la diferencia
reside en que las características de deformación de los cilindros o discos se orientan
paralelo a su eje (en ángulo para los engranajes helicoidales) y no espiral como en el
laminado de cuerdas. En este proceso encontramos algunas ventajas como: alta velocidad,
mejor aprovechamiento del material, mayor resistencia a la fatiga, etc.
PROCESO DE MANUFACTURA 5

Laminado de polvos
El polvo puede comprimirse en una operación para formar tiras de material metálico. El
proceso por lo general se efectúa de manera continua o semicontinua. Los polvos se
compactan entre los rodillos para formar una tira verde que se alimenta directamente a un
horno de sinterizado después se enfría, se lamina y se resinteriza.
Laminado de roscas
Este proceso de laminado se realiza en frío se pueden formar roscas rectas o cónicas en
varillas redondas cuando éstas pasan a través de dados para darles la forma. Las roscas se
forman sobre el alambre o varilla en cada carrera de un par de dados planos reciprocantes,
en este proceso se mantiene el volumen constante ya que no existe eliminación de material.
Los productos típicos son: pernos, tornillos y piezas roscadas.
El proceso puede generar formas similares como ranuras y formas de engrane. Este método
tiene la ventaja de generar roscas sin ninguna pérdida de material (desperdicio) y con buena
resistencia (debido al trabajo en frío) además provoca sobre la superficie de la pieza
esfuerzos residuales a la compresión, mejorando la vida bajo condiciones de fatiga, el
acabado superficial que se obtiene es muy terso. El laminado de roscas es muy superior a
otros métodos de fabricación de roscas, ya que el maquinado de las roscas corta a través de
las líneas de flujo de grano del material, en tanto que el laminado de las roscas mejora la
resistencia de la rosca ya que éste deja un patrón de flujo de grano.
PROCESO DE MANUFACTURA 6

La fabricación de roscas en los metales dúctiles se caracteriza por la suavidad del proceso.
No obstante, después se suelen someter a un tratamiento térmico y a un maquinado o
rectificado final. Para metales en condición dura, las roscas se maquinan y/o se rectifican.
DEFECTOS EN PLACAS Y HOJAS LAMINADAS
Estos defectos pueden presentarse en la superficie de las placas u hojas, o pueden darse
en su estructura interna. Los defectos degradan la apariencia de la superficie y pueden
afectar de manera adversa a la resistencia, la capacidad de formado y otras características
de manufactura.
Los defecto superficiales pueden ser: ralladuras, corrosión, cascarilla, picaduras,
mordeduras y grietas causados por inclusiones e impurezas en el material fundido original o
debido a otros procesos de preparación del material o a la misma operación de laminado.
Los defectos en los bordes en las hojas laminadas son eliminados mediante operaciones de
corte y hendedura.
B. PROCESO DE TREFILADO:
Se entiende por trefilar a la operación de conformación en frío consistente en la reducción
de sección de un alambre o varilla haciéndolo pasar a través de un orificio cónico practicado
en una herramienta llamada hilera o dado. Los materiales más empleados para su
conformación mediante trefilado son el acero, el cobre, el aluminio y los latones, aunque
puede aplicarse a cualquier metal o aleación dúctil.
El trefilado propiamente dicho consiste en el estirado del alambre en frío, por pasos
sucesivos a través de hileras, dados o trefilas de carburo de tungsteno cuyo diámetro es
paulatinamente menor. Esta disminución de sección da al material una cierta acritud en
beneficio de sus características mecánicas.
Dependiendo de la longitud y el diámetro de las barras a trabajar, varían las reducciones
que se pueden llegar a obtener mediante este proceso. A las barras de hasta 15 mm de
diámetro o mayores, se les suele dar una ligera pasada para mejorar el acabado superficial
y las tolerancias dimensionales reduciendo su diámetro hasta 1,5 mm. En otros tamaños
más pequeños, se puede llegar a conseguir reducciones del 50%, y en otros alambres de
hasta el 90% en pasadas sucesivas, partiendo en un estado del material de recocido y antes
de que necesite un nuevo recocido con el fin de eliminar su acritud. Se fabrican alambres de
hasta 0,025 mm y menores, variando el número de hileras por los que pasa el alambre y con
varios recocidos de por medio.
PROCESO DE MANUFACTURA 7

La disminución de sección en cada paso es del orden de un 20% a un 25% lo que da un
aumento de resistencia entre 10 y 15 kg/mm2. Pero alcanzado cierto límite, variable en
función del tipo de acero, no es aconsejable continuar con el proceso de trefilado pues, a
pesar que la resistencia a tracción sigue aumentando, se pierden otras características como
la flexión.
Las ventajas que aporta el trefilado propias del conformado en frío son las siguientes: buena
calidad superficial, precisión dimensional, aumento de resistencia y dureza, y por supuesto
la posibilidad de producir secciones muy finas.
PROCESO DE MANUFACTURA 8

IV. MATERIALES Y EQUIPOS UTILIZADOS
A continuación detallamos en el cuadro inferior los equipos usados en la
experiencia de laboratorio.
Máquina de laminación.
Dados.
Máquina de tracción.
PROCESO DE MANUFACTURA 9

V. DIAGRAMA DE OPERACIONES
PROCESO DE MANUFACTURA 10

VI. PROCEDIMIENTO
PROCESO DE LAMINADO:
Primero se procedió a tomar las medidas iniciales tanto del aluminio como el
del plomo.
Luego se hizo varias pasadas del aluminio y del plomo por la laminadora.
Finalmente se tomó las nuevas medidas después de cada pasada.
PROCESO DE TREFILADO:
Primero de la muestra del cobre recocido se tomó 10cm y después se realizó
el ensayo de tracción
Se procedió a tomar las medidas iniciales del cobre recocido.
Luego del ensayo de tracción se toman nuevamente las medidas del cobre
recocido.
PROCESO DE MANUFACTURA 11

VII. CALCULOS Y RESULTADOS
PROCESO DE LAMINADO:
1. Determine la deformación total admitida por el material.
ALUMINIO
NºENTRADA SALIDA
εespesor (cm) espesor (mm)
1 1.44 0.745 0.65902 0.745 0.27 1.01503 0.27 0.11 0.89794 0.11 0.045 0.89385 0.045 0.01 1.5041
PLOMO
NºENTRADA SALIDA
εespesor (cm) espesor (mm)
1 0.6 0.21 1.04982 0.21 0.08 0.96513 0.08 0.035 0.8267
2. Considerando el diámetro de los rodillos laminadores, el coeficiente entre
los rodillos y el material =0.1, determine la reducción máxima que se
puede hacer en este tren laminador.
dmáx=μ2∗R
Donde:
dmáx: Draft máximo
μ: Coeficiente entre los rodillos y el material =0.1
R: Radio de los rodillos =4.4 cm
dmáx=0.12∗4.4=0.044 cm
3. Elabore una tabla, para que considere los cambios o resultados obtenidos
después de cada pasada (altura, ancho y longitud antes y después de la
pasada, porcentaje de reducción de sección, deformación plástica (ε) en
cada pasada, dureza, forma del grano, otros)
PROCESO DE MANUFACTURA 12

ALUMINIO
Nº
ENTRADA SALIDA % reducciónEspeso
r (cm)
Longitud (cm)
Ancho (cm)
Área(cm2)
Espesor (cm)
Longitud (cm)
Ancho (cm)
Área(cm2) de área
1 1.44 11.02 1.27 0.18288 0.745 16.3 1.44 0.10728 412 0.745 16.3 1.44 0.10728 0.27 33.1 1.61 0.04347 593 0.27 33.1 1.61 0.04347 0.11 77.2 1.7 0.0187 574 0.11 77.2 1.7 0.0187 0.045 211.4 1.83 0.008235 56
5 0.045 211.4 1.83 0.008235
0.01 276 1.87 0.00187 77
PLOMO
Nº
ENTRADA SALIDA% reducción
de áreaEspesor (mm)
Longitud(cm)
Área(cm2)
Espesor (mm)
Longitud (cm)
Área(cm2)
1 6 12.6 7.56 2.1 16.2 3.402 652 2.1 16.2 3.402 0.8 41.2 3.296 61.90483 0.8 41.2 3.296 0.35 121 4.235 56.2500
ANALISIS METALOGRÁFICO:
La estructura se alarga en dirección a la cual fue laminada.
PROCESO DE MANUFACTURA 13

PROCESO DE TREFILADO:
Con los resultados del ensayo de tracción y sus cálculos respectivos:
Inicial 1er Trefilado 2do Trefilado 3er Trefilado
Do ( mm) 3.8 3.2 2.75 2.5Ao ( mm2) 11.3411 8.0424 5.9395 4.9087
Lo ( mm) 50 50 50 50
Lf (mm) 74 53.2 52.5 53.1
δu ( mm) 24 3.2 2.5 13.1
Pt ( Kg )max 285 290 265 215
Pu ( Kg) 240 250 210 170
1. Obtenga del cobre recocido la curva de esfuerzo deformación real del
cobre recocido y determine los valores de K y de N de la fórmula del
comportamiento plástico del material (σ=K εn)
PROCESO DE MANUFACTURA 14
0 0.01 0.02 0.03 0.04 0.05 0.060
5
10
15
20
25
30
35
40
45
50
ESFUERZO VS DEFORMACION

2. Con los resultados del punto (1), determine el porcentaje de reducción
de sección, por deformacion plástica en frio, que admite el material
antes de ser recocido
Con los resultados y datos tomados del proceso de trefilado:
1er trefilado 2do Trefilado 3er Trefilado
Do ( mm) 3.8 3.2 2.75Df (mm) 3.2 2.75 2.5
F (Kg) 170 163 133α (grados) 7 7 7
ε 0.3437005 0.3030998 0.1906204σyi (kg/mm²)
σxf (kg/mm²)
21.1377 27.443 27.0945
Øw 1.1582 1.1953 1.3809f
1. De acuerdo al porcentaje de reducción de sección que admite el
material, si tuviera que reducir el diámetro del alambre de cobre de
8mm a 2mm ¿por deformacion plástica en frio, se podría hacer la
reducción sin un recocido intermedio? ¿por qué?
PROCESO DE MANUFACTURA 15

VIII. CONCLUSIONES
El más dúctil fue el aluminio, puesto que se podía deformar con menores esfuerzos
comparados con el plomo.
El aluminio presento un mayor alargamiento que el plomo.
A medida que se van haciendo las pasadas, el área de la sección
transversal va disminuyendo por ende el porcentaje de reducción de área va
aumentando.
En el trefilado; en una de las pasadas la muestra se rompió fuera de las
marcas realizadas por lo que esa prueba se tuvo que descartar.
PROCESO DE MANUFACTURA 16

IX. REFERENCIAS BIBLIOGRÁFICAS
GROOVER MIKELL. “Fundamentos de Manufactura Moderna”. Edit. Printice
Hall. Edición 1997.
Lawrence E. Doyle, Carl A. Keyser, James L. Leach, George F. Schrader y
Morse B. Singer (1988). “Materiales y Procesos de Manufactura para
Ingenieros”. Editorial Prentice Hall, Tercera Edición,
PROCESO DE MANUFACTURA 17