(LEAN MANUFACTURING) · Ejemplo de VSM en hospital Ejemplo de mapa de flujo de valor del estado...
19
Transcript of (LEAN MANUFACTURING) · Ejemplo de VSM en hospital Ejemplo de mapa de flujo de valor del estado...
www.bomconsultingg.com
CONTENIDO
• Objetivo
• ¿Qué es Lean?
• Mapeo de flujo de valor del estado actual – Resumen
• ¿Qué es un VSM?
• Mapeo de flujo de información y material
• Ejemplo de VSM en ingeniería
• Ejemplo de VSM en hospital
• Definiciones importantes
• Implementación de un VSM del estado actual
• Implementación de un VSM del estado actual – Trucos
• íconos VSM estándar
www.bomconsultingg.com
Objetivo
▪ Explicar el propósito de los mapas de flujo de valor (VSM) del estado actual
▪ Describir los pasos para implementar un mapa de flujo de valor del estado actual
▪ Comprender de qué manera los mapas de flujo de valor del estado actual ayudan a impulsar el desempeño en el marco de un sistema de producción Lean
www.bomconsultingg.com
¿Qué es Lean?
• Lean es un sistema y filosofía de mejoramiento de procesos de manufactura y servicios basado en la eliminación de desperdiciosy actividades que no agregan valor al proceso. Permitiendo alcanzar resultados inmediatosen la productividad, competitividad y rentabilidad del negocio.

www.bomconsultingg.com
Mapeo de flujo de valor del estado actual – Resumen
El grado de detalle del
mapa del estado
actual dependerá de
la situación
▪ Uno de los primeros pasos de una transformación consiste en
crear un mapa del estado actual para determinar el foco de los
esfuerzos de transformación
▪ Típicamente, las preguntas que se formulan en esta etapa son:
– ¿Dónde están las mayores oportunidades en productividad?
– ¿Dónde están las mayores oportunidades en stocks?
– ¿Dónde están las mayores oportunidades en mejora de la
calidad?
▪ Los resultados a obtener son dos:
– Un mapa del estado actual
– Una priorización de las áreas de foco
www.bomconsultingg.com
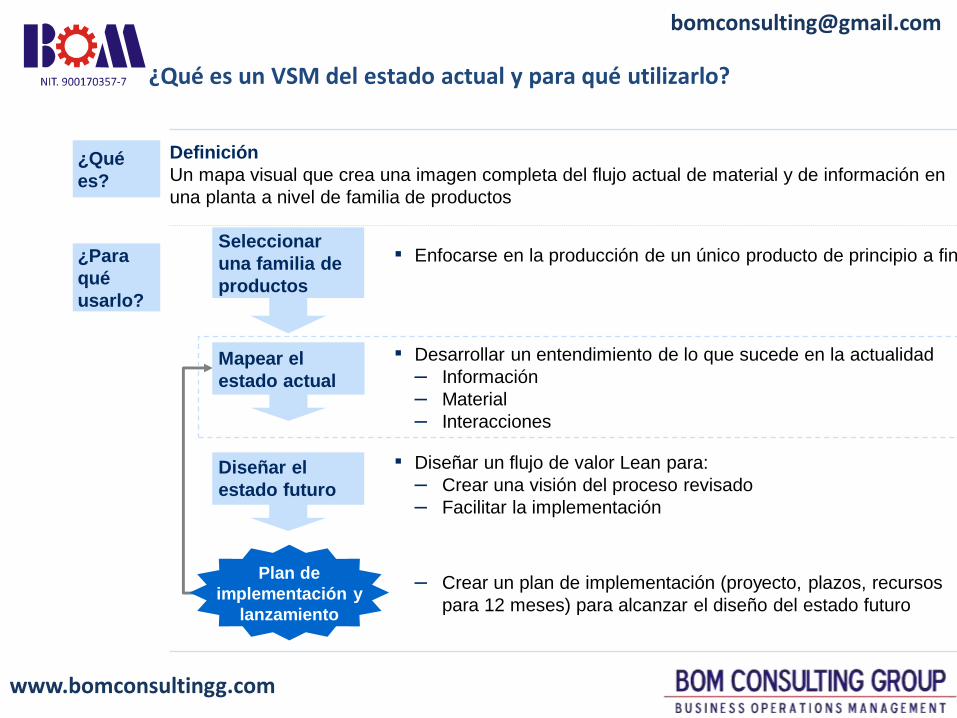
¿Qué es un VSM del estado actual y para qué utilizarlo?
¿Qué
es?
¿Para
qué
usarlo?
Definición
Un mapa visual que crea una imagen completa del flujo actual de material y de información en
una planta a nivel de familia de productos
Seleccionar
una familia de
productos
Diseñar el
estado futuro
Plan de
implementación y
lanzamiento
▪ Enfocarse en la producción de un único producto de principio a fin
Mapear el
estado actual
▪ Desarrollar un entendimiento de lo que sucede en la actualidad
– Información
– Material
– Interacciones
▪ Diseñar un flujo de valor Lean para:
– Crear una visión del proceso revisado
– Facilitar la implementación
– Crear un plan de implementación (proyecto, plazos, recursos
para 12 meses) para alcanzar el diseño del estado futuro

www.bomconsultingg.com
[email protected] de flujo de información y material
Flujo de información
Flujo de material
Control de
producción
▪ Mapeo de flujo de material de
izquierda a derecha
▪ Mapeo de flujo de información de
derecha a izquierda
ClienteProveedor

www.bomconsultingg.com
Existen distintos tipos de VSM
Planta 1
Planta 2
Planta 3
CD
Cliente
Control deproducción
ProveedorVSM de la cadena de
suministro
Proveedor Cliente
EnviarEstampar Revestir Ensamblar
Control de
producción
Mapa a nivel de
planta
(puerta a puerta)
FresarHacer orificio
izquierdo
Hacer orificio
derecho
Soldar 1ra
esquina…
Proveedor ClienteControl de
producción
VSM detallado

www.bomconsultingg.com
Más que fabricar
Contratar
fabricación
Coordinar co-
mercialización/
importación
Abastecer
comercio
Vender a
cliente final
Control de
producción Cliente
Proveedor
Indumentaria
Ingeniería
Probar
componenteValidar
Cliente
Proveedor
Diseñar
componente
Control de
producción
Solicitud de
hipotecasCliente
Proveedor
Control de
producción
Evaluar riesgo
Aprobar o
rechazar
solicitud
Comunicarlo
al cliente
Completar
solicitud, trans-
ferir fondos
www.bomconsultingg.com
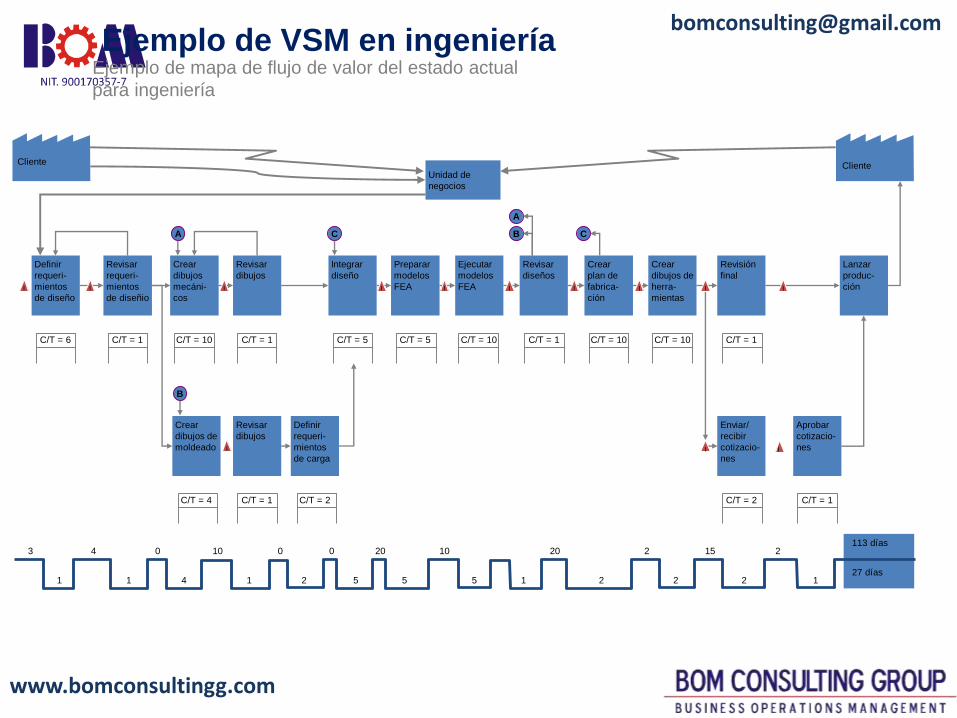
[email protected] de VSM en ingeniería
Ejemplo de mapa de flujo de valor del estado actual
para ingeniería
3
1
4
1
0
4
10
1
0
2
0
5
20
5
10
5
220
22
15 2
2 1
113 días
27 días1
Crear
dibujos de
moldeado
Revisar
dibujos
Definir
requeri-
mientos
de carga
Enviar/
recibir
cotizacio-
nes
Aprobar
cotizacio-
nes
C/T = 6 C/T = 1 C/T = 10 C/T = 1 C/T = 5 C/T = 10 C/T = 1 C/T = 10 C/T = 10 C/T = 1
C/T = 2 C/T = 1C/T = 2C/T = 1C/T = 4
C/T = 5
A C B
A
C
I I I I I I I I I
II
B
I
Cliente Cliente
Revisar
requeri-
mientos
de diseñio
Revisar
dibujos
Integrar
diseño
Preparar
modelos
FEA
Ejecutar
modelos
FEA
Revisar
diseños
Crear
plan de
fabrica-
ción
Crear
dibujos de
herra-
mientas
Revisión
final
Lanzar
produc-
ción
Crear
dibujos
mecáni-
cosI
Definir
requeri-
mientos
de diseño
Unidad de
negocios
www.bomconsultingg.com
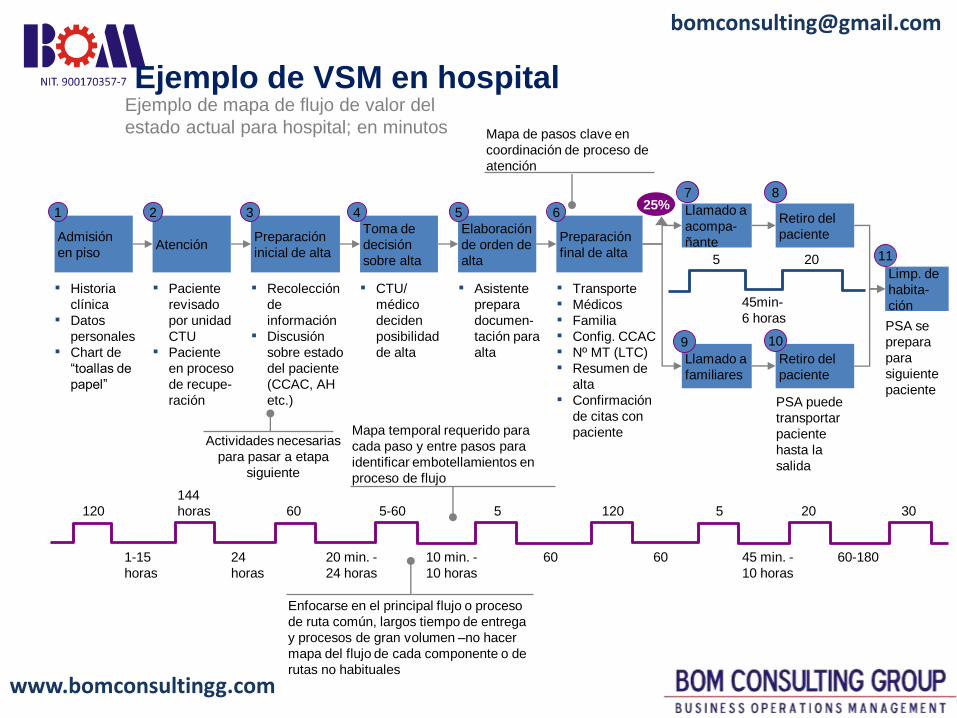
Ejemplo de VSM en hospitalEjemplo de mapa de flujo de valor del
estado actual para hospital; en minutos
Llamado a
familiares
Retiro del
paciente
Limp. de
habita-
ción
PSA se
prepara
para
siguiente
paciente
▪ Recolección
de
información
▪ Discusión
sobre estado
del paciente
(CCAC, AH
etc.)
25%
▪ Paciente
revisado
por unidad
CTU
▪ Paciente
en proceso
de recupe-
ración
▪ CTU/
médico
deciden
posibilidad
de alta
▪ Transporte
▪ Médicos
▪ Familia
▪ Config. CCAC
▪ Nº MT (LTC)
▪ Resumen de
alta
▪ Confirmación
de citas con
paciente
▪ Asistente
prepara
documen-
tación para
alta
PSA puede
transportar
paciente
hasta la
salida
60 5-60 5 120 5 20 30
5 20
45min-
6 horas
▪ Historia
clínica
▪ Datos
personales
▪ Chart de
“toallas de
papel”
144
horas120
AtenciónPreparación
inicial de alta
Toma de
decisión
sobre alta
Preparación
final de alta
Elaboración
de orden de
alta
Llamado a
acompa-
ñante
Retiro del
pacienteAdmisión
en piso
24
horas
10 min. -
10 horas
60 60 45 min. -
10 horas
60-1801-15
horas
20 min. -
24 horas
Actividades necesarias
para pasar a etapa
siguiente
Mapa temporal requerido para
cada paso y entre pasos para
identificar embotellamientos en
proceso de flujo
5
10
11
9
8
2 4 6
7
1 3
Enfocarse en el principal flujo o proceso
de ruta común, largos tiempo de entrega
y procesos de gran volumen –no hacer
mapa del flujo de cada componente o de
rutas no habituales
Mapa de pasos clave en
coordinación de proceso de
atención
www.bomconsultingg.com
Definiciones importantes (1/2)
▪ Flujo de valor – suma de todas las actividades con y sin valor
agregado (VA) necesarias para convertir materias primas en
productos terminados
▪ Actividad con valor agregado – actividad que (1) transforma
materias primas o información para satisfacer los
requerimientos de clientes; (2) debe realizarse correctamente al
primer intento; y (3) cuenta con un cliente dispuesto a pagar por
ella
▪ Actividad sin valor agregado – no encuadra en la definición
de actividad con VA y puede eliminarse por medio de mejoras
▪ Actividad sin VA aunque necesaria – no encuadra en la
definición de actividad con VA pero es requerida por el proceso

www.bomconsultingg.com
▪ Proceso – la manera definida en que se completan las distintas
tareas. Consiste en una actividad o grupo de actividades que
toman un insumo, le agregan valor y obtienen un producto.
Existen dos tipos de procesos – de fabricación y transaccionales
▪ Tiempo de proceso – el tiempo durante el que el material se
somete a transformación, ya sea mediante operación manual o
con máquinas. El tiempo de proceso por pieza es = (tiempo de
configuración/tamaño del lote) + tiempo de producción por pieza
▪ Tiempo de ciclo – frecuencia con que los productos completan el
proceso
▪ Tiempo de entrega (lead time) – tiempo total entre la
identificación de una tarea, la operación o proceso y su
finalización
Definiciones importantes (2/2)

www.bomconsultingg.com
Implementación de un VSM del estado actual
Torno Torno Control de
producción
Tiempo de entrega
de prod. = 23,6 d
Tiempo de proc.
= 188 segundos
Requerimientos del cliente
Dibujar pasos del proceso
Reunir datos del proceso
Reunir datos de stocks
Determinar flujo de material externo
Determinar flujo de información y de material
Calcular tiempos de producción
▪ Dibujar ícono
del cliente
▪ Agregar
cuadro para
datos
– Demanda
por
período
– Cronogra-
ma de
entregas
– Etc.
▪ Dibujar cada
proceso y
cuadros de
datos según
orden de
flujo del
proceso
▪ Reunir y
agregar datos
de proceso
– Tiempo
de ciclo
– OEE
– Descartes
– Tamaño
de lotes
– Cant. de
personas
– Cant. de
turnos (hs
de trab.)
– Etc.
▪ Dibujar cur-
va normal,
FIFO o su-
permercado
para stock
▪ Calcular
stock (mat.
primas,
trabajo en
curso (WIP)
y prods.
terminados
(FG) en días
▪ Rotación
▪ Etc.
▪ Dibujar ícono
de proveedor
▪ Agregar cua-
dro de datos
– Frec. de
entrega
– Frec. de
pedidos
urgentes
– Entregas
por avión
– Inspec-
ción al
ingreso
– Etc.
▪ Definir si el
flujo es del
tipo “push”
(empujado) o
“pull” (tirado)
▪ Dibujar
flechas “push”
o “pull” según
corresponda
▪ Agregar info
de control de
prod. de clien-
tes y proveed.
▪ Cronograma
de productos
▪ Etc.
▪ Calcular
– Tiempo
de
entrega
– Tiempo
de proce-
samiento
– Etc.
1 2 3 4 5 6 7

www.bomconsultingg.com
[email protected]ón de un VSM del estado actual –
Trucos
Hágalo
usted
mismo
▪ Reúna sus propios datos; no confíe en los datos de terceros
▪ Ver las cosas por uno mismo ayuda a comprenderlas
▪ No divida el flujo, ya que debe entender la actividad de punta a punta
Use un lápiz▪ Haga un esbozo del flujo a medida que recorre el proceso
▪ Realice las modificaciones necesarias
▪ Enfóquese en el flujo y las interrelaciones, no en cómo luce
Haga una
revisión
rápida
▪ Camine rápidamente y trate de captar un sentido del flujo y de la
secuencia de los procesos
Realice un
análisis en
detalle
▪ Recorra el proceso desde los requerimientos del cliente hasta los
insumos (por ej., de la isla de envíos a las materias primas)
▪ Capture toda la información relevante del proceso sobre la marcha, por
ej.
– Tiempo de ciclo
– WIP/ tiempo de espera
– Tiempo de conversión
– Cantidad de personas
– Tiempo de trabajo
www.bomconsultingg.com
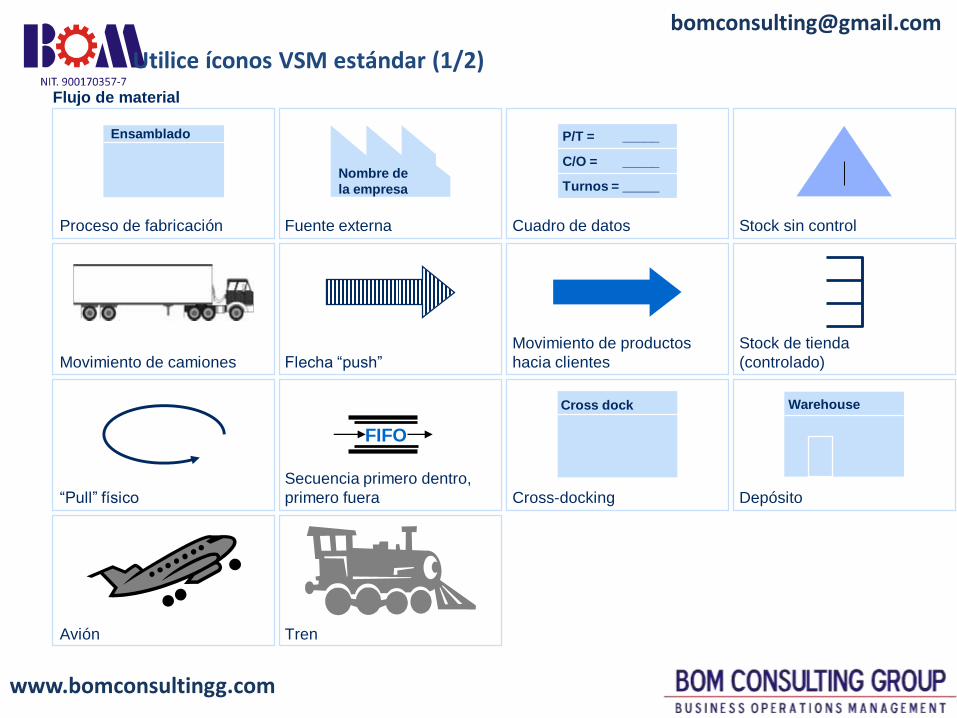
Utilice íconos VSM estándar (1/2)
Flujo de material
Proceso de fabricación
Movimiento de camiones
“Pull” físico
Avión
Fuente externa
Flecha “push”
Secuencia primero dentro,
primero fuera
Tren
Cuadro de datos
Movimiento de productos
hacia clientes
Cross-docking
Stock sin control
Stock de tienda
(controlado)
Depósito
Ensamblado
Nombre de
la empresa
P/T = _____
C/O = _____
Turnos = _____
WarehouseCross dock
FIFO
www.bomconsultingg.com
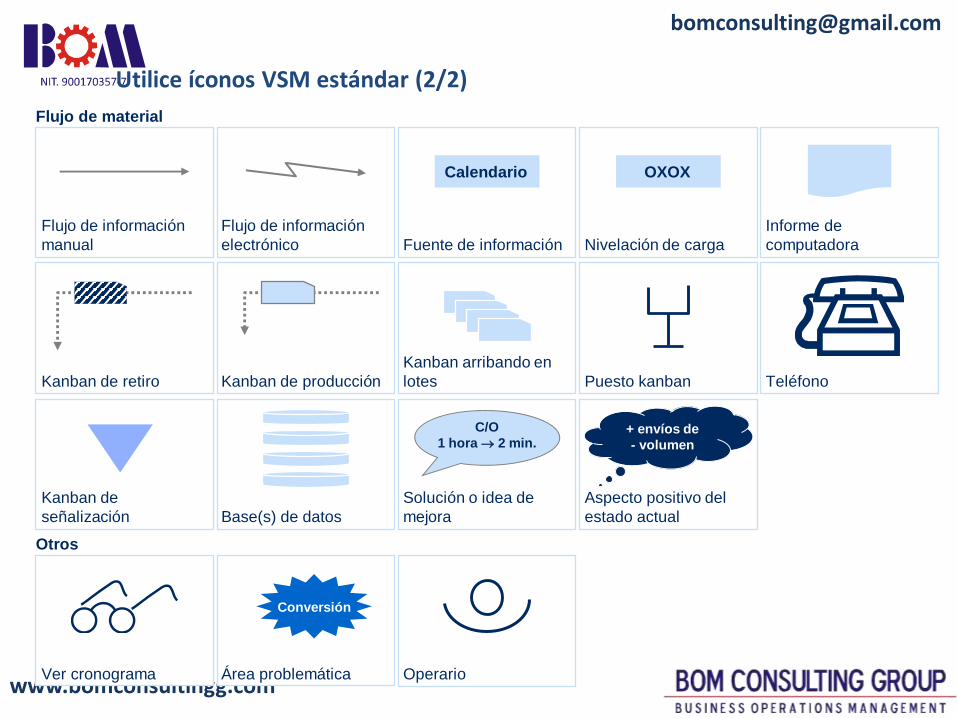
Utilice íconos VSM estándar (2/2)
Flujo de material
Otros
Flujo de información
manual
Kanban de retiro
Kanban de
señalización
Ver cronograma
Flujo de información
electrónico
Kanban de producción
Base(s) de datos
Área problemática
Fuente de información
Kanban arribando en
lotes
Solución o idea de
mejora
Nivelación de carga
Puesto kanban
Aspecto positivo del
estado actual
Informe de
computadora
Teléfono
Operario
C/O
1 hora 2 min.+ envíos de
- volumen
Calendario
Conversión
OXOX

www.bomconsultingg.com
Ejemplo de VSM del estado actual
Cronograma semanalCronograma
de entregas
diario
Proveedor Fax semanalPedido diario
Cliente
MRP
Control de producción
= 23,6 días6,5 días7,6 días5 días 4,5 días
1 seg. 85 seg.= 188 seg.
Envío
Staging
P/T = 1 seg.
27,6 seg. disp.
C/O = 1 hr
Tpo. act. = 85%
T. lote = 2 sem
Estampado
200 T
P/T = 85 seg.
2 turnos
C/O = 10 min.
Tpo. act. =100%
27,6 seg. disp.
Soldadura
5
Ensamblado
9Rollos
5 días
4.600 I
2.400 D
2.700 I
1.440 D
1.100 I
600 D
18.400 pie/mes
-12.000 "I"
- 6.400 "D"
2 turnos
Tiempo de
entrega de
producción
Tiempo de
procesamiento
▪ Describe cómo opera el sistema o proceso en la actualidad
▪ Resalta dónde ocurren las discontinuidades en el flujo y el impacto de los inhibidores de desempeño
▪ Saca a la superficie ideas y proporciona un punto de partida para cuantificar el potencial de mejora
102 seg.
2 turnos
C/O = 0
27.6 seg. disp.
P/T = 102 seg.
2 turnos
C/O = 0
Tpo. act. =100%
27,6 seg. disp.
P/T = 102 seg.
www.bomconsultingg.com
MUCHAS GRACIAS!!Agradecemos su interés en los Servicios de BOM Consulting Group y esperamos poder apoyar cualquier tipo de iniciativa Lean que se encuentre emprendiendo.
Para mayor información:
Página Web: http://www.bomconsultingg.comMail: [email protected]éfonos: Bogotá, Colombia
Oficina: (+57) 1 2956836Celulares: (+57) 301 4305276Dirección: Calle 66 #11-50 - Oficina 404
DESCARGA ESTA PRESENTACIÓN GRATIS EN NUESTRA PÁGINA WEB !!