Leccion10.BaldosasCeramicas

of 32
-
Upload
vladimir-quispe -
Category
Documents
-
view
218 -
download
0
Transcript of Leccion10.BaldosasCeramicas
-
7/27/2019 Leccion10.BaldosasCeramicas
1/32
1
Leccin 10.- BALDOSAS CERAMICAS.
1.- Introduccin.
Segn las normas EN-UNE y las recientes normas ISO, las baldosas cermicas son placas de poco grosor,generalmente utilizadas para revestimiento de arcillas y paredes, fabricadas a partir de composiciones dearcillas y otras materias primas inorgnicas, que se someten a molienda y/o amasado, se moldean y
seguidamente son secadas y cocidas a temperatura suficiente para que adquieran establemente laspropiedades requeridas. Las arcillas utilizadas en la composicin del soporte pueden ser de coccin roja obien de coccin blanca.
Son piezas cermicas impermeables que estn constituidas por un soporte cermico, de naturaleza arcillosa,con o sin recubrimiento esencialmente vtreo: El esmalte cermico. Son incombustibles e inalterables a laluz.
Las baldosas cermicas pueden ser no esmaltadas (UGL) o esmaltadas (GL). Las baldosas no esmaltadas sesometen a una coccin nica; las baldosas esmaltadas reciben una cubierta vitrificable entre una primera yuna segunda coccin (bicoccin) o antes de la nica coccin (monococcin).
2.- Proceso de fabricacin de baldosas cermicas.
Los procesos de fabricacin son similares a los vistos en productos porosos, extrusin, prensado y colada,pero altamente mecanizados. La principal diferencia estriba en el vidriado para el que se someten las piezasa doble coccin.
El proceso de fabricacin de baldosas cermicas se desarrolla en una serie de etapas sucesivas, que puedenresumirse del modo siguiente:
1.- Preparacin de las materias primas.
2.- Conformacin y secado en crudo de la pieza
3.- Coccin o cocciones, con o sin esmaltado
4.- Tratamientos adicionales
5.- Clasificacin y embalaje
Dependiendo de que el producto a fabricar sea esmaltado o no, de que ste se fabrique por un procedimiento
de monococcin, bicoccin o tercer fuego, en un determinado proceso se realizar o no el esmaltado, o semodificar la secuencia de las etapas de esmaltado y de coccin en la forma adecuada. (Figura 2.1).
-
7/27/2019 Leccion10.BaldosasCeramicas
2/32
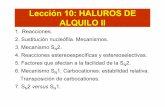
2
Figura 2.1.- Procesos de fabricacin de baldosas cermicas.
(a).- Preparacin de materias primas - Molienda en hmedo - Atomizacin - Prensado - Secado - (Coccin) -Esmaltado - Coccin (Variante sin esmaltado y con/sin pulido)(Variante con cogeneracin)(b).- Preparacin de materias primas - Molienda en seco - Prensado - (Coccin) - Esmaltado - Coccin.(c).- Preparacin de materias primas - Amasado - Extrusin - (Esmaltado) - Coccin.
Preparacin de las materias primas.
El proceso cermico comienza con la seleccin de las materias primas que deben formar parte de lacomposicin de la pasta, que son fundamentalmente arcillas, feldespatos, arenas, carbonatos y caolines.
En la industria cermica tradicional las materias primas se suelen utilizar, por lo general, tal y como seextraen de la mina o cantera, o despus de someterlas a un mnimo tratamiento. Su procedencia naturalexige, en la mayora de los casos, una homogeneizacin previa que asegure la continuidad de suscaractersticas.
En general, la preparacin de pastas cermicas para su uso en el proceso de obtencin de baldosas cermicas,
consiste en el mezclado de materias primas en proporciones controladas mediante la dosificacin por pesada,la molienda en va hmeda mediante molinos de bolas y el secado en los atomizadores hasta la obtencindel polvo a una humedad conveniente para la operacin de prensado.
-
7/27/2019 Leccion10.BaldosasCeramicas
3/32
3
Existen dos tipos de pasta, que tienen distinta preparacin.
- Pasta blanca: Se utiliza en vidriados transparentes ya que permiten mejor definicin de la decoracin. Sonms permeables al agua y de menor resistencia mecnica.
Se componen de cuarzo, feldespato, caliza, caoln y otras arcillas no frricas. Primero se muelen las materiasduras y luego se diluyen en agua las blandas (caoln y arcillas), para posteriormente mezclas ambas, tenerlasen suspensin y tamizarlas para eliminar gruesos.
Luego se proceden al atomizado o pulverizacin en gotas por corriente de aire caliente, formndose unasesferas que finalmente se prensan.
- Pasta arcillosa: Se utiliza en piezas de vidriado opaco dando mayor resistencia mecnica. Se realiza conarcillas margosas muy ricas en Fe y CO3Ca. Se procede al desecado por debajo del 5 % de agua, luego setrituran en molinos junto con chamota (desechos de piezas cocidas) y finalmente se humidifican de nuevoantes del prensado.
Molturacin por va seca o por va hmeda (Figura 2.2).
Una vez realizada la primera mezcla de los distintos componentes de la pasta cermica, sta se somete porlo general a un proceso de molturacin, que puede ser va seca (molinos de martillos o pendulares) o va
hmeda (molinos de bolas continuos o discontinuos).
El material resultante de la molturacin presenta unas caractersticas distintas si aquella se efecta por vaseca o por va hmeda. En el primer caso se produce una fragmentacin, mantenindose tanto los agregadoscomo los aglomerados de partculas, siendo el tamao de partculas resultante (existen partculas mayores de300 micras) superior al obtenido por va hmeda (todas las partculas son menores de 200 micras). Al elegirel tipo de molturacin a emplear, un factor decisivo lo constituye el coste de la inversin a realizar en cadacaso.
-
7/27/2019 Leccion10.BaldosasCeramicas
4/32
4
Figura 2.2.- Molino de bolas.
Molturacin por va hmeda y secado de la composicin por atomizacin.
El procedimiento que se ha impuesto totalmente en la fabricacin de pavimentos y revestimientos cermicospor monococcin, como consecuencia de las importantes mejoras tcnicas que supone, es el de va hmeday posterior secado de la suspensin resultante por atomizacin. (Figura 2.3)
Figura 2.3.-Proceso de fabricacin con molturacin por va hmeda y secado de la composicin poratomizacin.
-
7/27/2019 Leccion10.BaldosasCeramicas
5/32
5
En el procedimiento de va hmeda, las materias primas pueden introducirse total o parcialmente en elmolino de bolas, que es lo habitual, o deslerse directamente.
A la suspensin resultante (barbotina) se le elimina una parte del agua que contiene hasta alcanzar elcontenido en humedad necesario para cada proceso. El mtodo ms utilizado en la fabricacin de
pavimentos y revestimientos cermicos es el secado por atomizacin.
El proceso de atomizacin es un proceso de secado, por el cual una suspensin pulverizada en finas gotas,entra en contacto con aire caliente para producir un producto slido de bajo contenido en agua. El contenido
en humedad presente en la suspensin (barbotina), suele oscilar entorno a 0.30-0.45sec
Kg de agua
Kg de solido o,
este contenido en agua tras el proceso de atomizacin se reduce a 0.05-0.07sec
Kg de agua
Kg de solido o.
El proceso de secado por atomizacin se desarrolla segn el esquema de la figura 2.4, que comprende lassiguientes operaciones:
1.- Bombeo y pulverizacin de la suspensin.2.- Generacin y alimentacin de los gases calientes.3.- Secado por contacto gas caliente-gota suspensin.4.- Separacin del polvo atomizado de los gases.
Los atomizadores operan siguiendo la siguiente secuencia: la barbotina procedente de las balsas dealmacenamiento de las plantas de molienda, con un contenido en slidos entre el 60 y el 70 % y con unaviscosidad adecuada (alrededor de 1000 cp.), es bombeada por medio de bombas de pistn al sistema de
pulverizacin de la barbotina.
La barbotina finamente nebulizada y dividida, se seca ponindola en contacto con una corriente de gasescalientes. Estos gases provienen de un quemador convencionalaire-gas natural o son los gases de escape deuna turbina de cogeneracin.
El granulado, con una humedad entre el 5.5 y el 7%, es descargado en una cinta transportadora y llevado alos silos para su posterior prensado.La corriente de gases utilizada para secar la barbotina y obtener el polvoatomizado es eliminada por la parte superior del atomizador conteniendo un elevado grado de humedad y
partculas de polvo muy finas en suspensin.
-
7/27/2019 Leccion10.BaldosasCeramicas
6/32
6
Figura 2.4.- Esquema del proceso de secado por atomizacin.
1 El electroventilador de presurizacin presiona el aire2 ...a travs del quemador que lo calienta 3 ...a lolargo de una tubera de acero aislada trmicamente4 ...en el distribuidor anular que lo pone en rotacin5 ...dentro de la torre de secado. Aqu encuentra la barbotina queA ...las bombas han enviado a presinconstante, B ...a travs de los filtros,... C ...en una serie de boquillas con orificio calibrado. Las boquillasubicadas en el anillo distribuidor o en lanzas radiales, pulverizan la mezcla de agua y tierra. 6 El productosecado de esta forma cae en el fondo de la torre donde se descarga en una cinta que lo transporta a los silosde almacenado. 7 Los ciclones separadores capturan el aire hmedo y abaten gran parte del polvo fino ensuspensin. 8 El ventilador principal 9 ...introduce el aire hmedo en el abatidor que acaba el tratamientode de pulverizacin. 10 El aire limpio se expulsa hacia el exterior a travs de la chimenea. Todo el ciclo estcontrolado mediante un equipo electrnico.
En la figura 2.5 puede verse un atomizador y el sistema de distribucin de la barbotina en el. Hay dossoluciones:
Corona: Las boquillas pulverizadoras estn montadas en un anillo de acero inoxidable. El movimientoautomticopermite una extraccin rpida de la corona para el mantenimiento, cosa muy til cuando haycambios frecuentes de produccin.
Lanzas: Las boquillas estn montadas en una serie de lanzascolocadas radialmente. Su diferencia, respectoaotras instalaciones, es que las lanzas no estan vinculadasa la puerta de cierre as pueden girar en su ejeysobresalir ms o menos dentro de la torre. De esta forma se puede regular la orientacin de las boquillassegn el tipo de barbotina a atomizar. Se pueden extraer las lanzas sin interrumpir la actividad delatomizador, cosa muy til cuando hay produccionescontinuas muylargas.
-
7/27/2019 Leccion10.BaldosasCeramicas
7/32
7
Figura 2.5.- Atomizador
La implantacin del proceso de secado por atomizacin para la obtencin de la materia prima del soporte(polvo atomizado), conlleva unas importantes ventajas que favorecen el desarrollo de las posteriores etapasdel proceso de fabricacin. Una de las ventajas ms importantes es la obtencin de grnulos ms o menosesfricos, huecos en su interior y muy uniformes, lo que confiere al polvo atomizado una elevada fluidez,facilitando las operaciones de llenado de los moldes de las prensas y prensado de piezas de gran formato.
Otras ventajas a destacar son la consecucin de dos operaciones, secado y granulacin, a la vez y con elmismo equipo. Por otra parte el control de las variables del proceso presentan una gran simplicidad aunque,debe tenerse en cuenta, la elevada rigidez en las condiciones lmites de operacin, que vienen impuestas porlas caractersticas geomtricas y constructivas de la instalacin. Adems cabe destacar el carcter continuodel proceso, por lo que puede ser automatizado.
En cuanto al coste energtico de este proceso de secado es muy elevado pero se consigue aumentar larentabilidad del mismo, por el aprovechamiento del calor de los gases y generacin de electricidad mediantela implantacin de turbinas de cogeneracin.
En la figura 2.6 puede verse un esquema completo de la preparacin de la pasta cermica por molturacinpor va hmeda y secado de la composicin por atomizacin.
-
7/27/2019 Leccion10.BaldosasCeramicas
8/32
8
Figura 2.6.- Esquema completo de la preparacin de la pasta cermica por molturacin por va hmeda ysecado de la composicin por atomizacin.
LEYENDA:
1.- Silos materias primas 2.- Cinta materias primas dosificadas3.- Silos materias primas dosificadas 4.- Cinta extractora-pesadora
5.- Depsito defloculante slido 6.- Cclea extractora7.- Dosificador defloculante slido 8.- Alimentacin molino9.- Molino 10.- Colector de descarga barbotina11.- Tanque recogido y agitacin barbotina 12.- Batera de tamices13.- Agitadores y tanque de depsito barbotina 14.- Depsito agua15.- Contador agua 16.- Bomba agua17.-Bomba barbotina
-
7/27/2019 Leccion10.BaldosasCeramicas
9/32
9
Amasado.
El proceso de amasado consiste en el mezclado intimo con agua de las materias primas de la composicin dela pasta, con esto se consigue una masa plastica facilmente moldeable por extrusin.
Conformacin de las piezas.
Prensado en seco.
El procedimiento predominante de conformacin de las piezas pieza es el prensado en seco (5-7% dehumedad), mediante el uso de prensas hidrulicas. Este procedimiento de formacin de pieza opera poraccin de una compresin mecanica de la pasta en el molde y representa uno de los procedimientos mas economicos de la fabricacin de productos cermicos de geometria regular.
El sistema de prensado se basa en prensas oleodinmicas que realizan el movimiento del pistn contra lamatriz por medio de la compresin de aceite y presentan una serie de caractersticas como son: elevadafuerza de compactacin, alta productividad, facilidad de regulacin y constancia en el tiempo del ciclo de
prensado establecido.Las prensas se han desarrollado mucho en los ltimos aos y son equipos con automatismos muysofisticados fcilmente regulables y muy verstiles.
Extrusin.
Bsicamente el procedimiento de con formacin de pieza por extrusin consiste en hacer pasar una columnade pasta, en estado plstico, a travs de una matriz que forma una pieza de seccin constante.
Los equipos que se utilizan constan de tres partes principales: el sistema propulsor, la matriz y la cortadora.
El sistema propulsor mas habitual es el sistema de hlice.
Secado de piezas conformadas.
La pieza cermica una vez conformada se somete a una etapa de secado, con el fin de reducir el contenidoen humedad de las piezas tras su conformado hasta niveles los suficientemente bajos (0,2-0,5 %), para quelas fases de coccin y, en su caso, esmaltado se desarrollen adecuadamente.
En los secaderos que normalmente se utilizan en la industria cermica, el calor se transmitemayoritariamente por conveccin, desde gases calientes a la superficie de la pieza, participando ligeramenteel mecanismo de radiacin desde dichos gases y desde las paredes del secadero a dicha superficie. Por lo
tanto, durante el secado de piezas cermicas, tiene lugar simultnea y consecutivamente un desplazamientode agua a travs del slido hmedo y a travs del gas.
El aire que se utiliza debe ser lo suficientemente seco y caliente, pues se utiliza, no slo para eliminar elagua procedente del slido sino tambin para suministrar la energa en forma de calor, que necesita esa agua
para evaporarse.
Actualmente el secado de las piezas se realiza en secaderos verticales u horizontales.
Tras el conformado de las piezas stas se introducen en el interior del secadero, en donde se ponen encontacto en contracorriente con gases calientes. Estos gases calientes son aportados por un quemador aire-
gas natural o por gases calientes procedentes de la chimenea de enfriamiento del horno. El principalmecanismo de transmisin de calor entre el aire y las piezas es el de conveccin.
-
7/27/2019 Leccion10.BaldosasCeramicas
10/32
10
En los secaderos verticales las piezas se colocan en planos metlicos, formando entre varios planosdiferentes unidades denominadas habitualmente cestones. El conjunto de cestones se mueve por el interiordel secadero verticalmente, entrando el conjunto cestn-pieza en contacto con los gases calientes.
Normalmente la temperatura en este tipo de secaderos es inferior a 200C y los ciclos de secado suelen estarentre los 35 y 50 minutos.
La concepcin de los secaderos horizontales es del tipo horno monoestrato de rodillos. Las piezas seintroducen en diversos planos en el interior del secadero y se mueven horizontalmente en su interior porencima de los rodillos. El aire caliente, que entra en contacto en contracorriente con las piezas, es aportado
por quemadores situados en los laterales del horno. La temperatura mxima en este tipo de instalacionessuele ser mayor que en el caso de los secaderos verticales (alrededor de los 350C) y los ciclos de secadoson menores, entre 15 y 25 minutos.
En general los secaderos horizontales tienen un consumo menor que los verticales, debido a la mejordisposicin de las piezas dentro del secadero y a la menor masa trmica.
La emisin resultante de la operacin de secado es una corriente de gases a temperatura del orden de los
110C y con muy baja concentracin de partculas en suspensin arrastradas de la superficie de las piezaspor esta corriente.
Coccin o cocciones, con o sin esmaltado.
En los productos no esmaltados, tras la etapa de secado se realiza la coccin. Asimismo, en el caso deproductos esmaltados fabricados por bicoccin, tras el secado de las piezas en crudo se realiza la primeracoccin.
Esmaltado.
El esmaltado consiste en la aplicacin por distintos mtodos de una o varias capas de vidriado con unespesor comprendido entre 75-500 micras en total, que cubre la superficie de la pieza. Este tratamiento serealiza para conferir al producto cocido una serie de propiedades tcnicas y estticas, tales como:impermeabilidad, facilidad de limpieza, brillo, color, textura superficial y resistencia qumica y mecnica.
La naturaleza de la capa resultante es esencialmente vtrea, aunque incluye en muchas ocasiones elementoscristalinos en su estructura.
Esmaltes y fritas.
El vidriado, al igual que la pasta cermica, est compuesto por una serie de materias primas inorgnicas.
Contiene slice como componente fundamental (formador de vidrio), as como otros elementos que actancomo fundentes (alcalinos, alcalinotrreos, boro, cinc, etc.), como opacificantes (circonio, titanio, etc.),como colorantes (hierro, cromo, cobalto, manganeso, etc.).
Dependiendo del tipo de producto, de su temperatura de coccin, y de los efectos y propiedades a conseguiren el producto acabado, se formula una amplia variedad de esmaltes.
En otros procesos cermicos (porcelana artstica, sanitarios) se utilizan en la formulacin de vidriados nicay exclusivamente materias primas cristalinas, naturales o de sntesis, que aportan los xidos necesarios. Encambio, en el proceso de pavimentos y revestimientos cermicos se vienen usando materias primas denaturaleza vtrea (fritas), preparadas a partir de los mismos materiales cristalinos sometidos previamente a
un tratamiento trmico de alta temperatura.
-
7/27/2019 Leccion10.BaldosasCeramicas
11/32
11
Fritas: Naturaleza, ventajas, composicin y fabricacin.
Las fritas son compuestos vtreos, insolubles en agua, que se obtienen por fusin a temperatura elevada(1500C) y posterior enfriamiento rpido de mezclas predeterminadas de materias primas. La gran mayorade los esmaltes que se utilizanen la fabricacin industrial de pavimentos y revestimientos cermicos tienenuna parte fritada en mayor o menor proporcin en su composicin, pudindose tratar en algunos casos deuna sola frita o de mezclas de diferentes tipos de fritas.
La utilizacin de fritas presenta los siguientes ciertas ventajas frente al empleo de materias primas sin fritar,para una composicin qumica dada:
- Insolubilizacin de algunos elementos qumicos,
- Disminucin de la toxicidad, el material vtreo obtenido, por su tamao y estructura, tiene menor tendenciaa la formacin de polvo ambiental que las materias primas de las que proviene, disminuyendo de estaforma el peligro asociado a su toxicidad.
- Ampliacin del intervalo de temperaturas de trabajo del esmalte, debido a que no poseen puntos definidosde fusin.
El proceso de fabricacin de fritas, comnmente llamado fritado, tiene como objetivo la obtencin de unmaterial vtreo insoluble en agua, mediante fusin y posterior enfriamiento de mezclas diferentes materiales.
El proceso comienza con una dosificacin de las materias primas, previamente seleccionadas y controladas,en la proporcin establecida. Mediante transporte neumtico se trasladan las diferentes materias primas auna mezcladora (Figura 2.7).
Existen gran variedad de fritas cermicas, que difieren en su composicin qumica y en las caractersticasfsicas relacionadas con sta. Como se ha explicado previamente, los componentes que por s son solubles otxicos se aportan siempre en forma fritada para reducir considerablemente su solubilidad; as sucede con el
plomo, el boro, los alcalinos y algunos otros elementos minoritarios. El resto de componentes pueden serutilizados en forma fritada o como materia prima cristalina, dependiendo del efecto que se busca.
Figura 2.7.- Proceso de fritado.
-
7/27/2019 Leccion10.BaldosasCeramicas
12/32
12
Las fritas pueden clasificarse atendiendo a muy diversos criterios: en funcin de su composicin qumica(plmbicas, bricas, etc.), de sus caractersticas fsicas (opacas, transparentes, etc.), de su intervalo de fusin(fundentes, duras), etc. En la actualidad se han desarrollado una serie de fritas, destinadas a determinados
procesos de produccin, que engloban varias de las caractersticas buscadas, y que hacen todava ms difcilla clasificacin de las fritas cermicas.
La mezcla de materias primas pasa a una tolva de alimentacin, desde la que entra al horno, donde tienelugar el fritado propiamente dicho. La alimentacin del horno se lleva a cabo mediante un tornillo sin fin,cuya velocidad controla el flujo msico de material alimentado al horno. El tiempo de permanencia delmaterial en el interior del horno viene definido por la velocidad de fusin de las materias primas y por lafluidez del material fundido.
El horno est dotado de quemadores alimentados con gas natural, utilizndose como comburente aire uoxgeno. Estos sistemas permiten alcanzar temperaturas comprendidas entre 1400-1600 C, necesarias parallevar a cabo este tipo de procesos.
Los gases de combustin antes de ser expulsados al exterior a travs de la chimenea se les hace pasar por un
intercambiador de calor, con el fin de recuperar energa para precalentar el aire de combustin.El proceso de fritado puede desarrollarse en continuo, emplendose hornos continuos on enfriamiento delfundido con agua o con aire y en discontinuo, con hornos otatorios y enfriamiento por agua.
Los hornos continuos tienen su base est inclinada con el fin de facilitar el descenso de la masa fundida. Enla salida se sita un rebosadero y un quemador que acta directamente sobre el liquido viscoso en que se haconvertido la frita a la salida, evitando su brusco enfriamiento al contacto con el aire y facilitando el vaciadoen continuo del horno.
El enfriamiento puede realizarse:
Con agua: El material fundido cae directamente sobre agua, lo cual provoca su inmediato enfriamiento. Almismo tiempo, y debido al choque trmico, se produce la rotura del vidrio en pequeos fragmentos de formairregular. Estos se suelen extraer del agua mediante un tornillo sin fin, posteriormente transportndolos a unsecadero para eliminarles la humedad del tratamiento anterior.
Con aire: En este caso la masa fundida se hace pasar a travs de dos cilindros, enfriados en su interior poraire, obteniendo un slido laminado muy frgil, que se rompe con facilidad en pequeas escamas.
El proceso intermitente se lleva a cabo en el caso que se desee fabricar fritas de menor demanda. En estecaso el proceso de fusin se realiza en un horno rotatorio y normalmente el enfriamiento de la frita se realiza
por agua, siendo stas las nicas diferencias con respecto al proceso continuo.
El horno rotatorio consiste en un cilindro de acero revestido interiormente con refractario y dotado de unsistema de movimentacin que permite la homogeneizacin de la masa fundida. En un extremo del horno sesita un quemador que dirige la llama hacia el interior del horno.
Tanto en el proceso continuo como en el intermitente, los humos procedentes de la fusin, contienencompuestos gaseosos procedentes de la combustin, gases procedentes de las volatilizaciones de lasmaterias primas alimentadas y partculas arrastradas por los gases de combustin en su salida del horno. Esimportante destacar que la composicin de stas partculas es parecida a la de la frita que se est
produciendo en cada momento.
-
7/27/2019 Leccion10.BaldosasCeramicas
13/32
13
Esmaltes: Preparacin y aplicacin. Decoracin.
El proceso de preparacin de los esmaltes consiste normalmente en someter a la frita y aditivos a una fasede molienda, en molino de bolas de almina, hasta obtener un rechazo prefijado. A continuacin se ajustanlas condiciones de la suspensin acuosa cuyas caractersticas dependen del mtodo de aplicacin que sevaya a utilizar.
El esmaltado de las piezas cermicas se realiza en continuo y los mtodos de aplicacin ms usuales en lafabricacin de estos productos cermicos son: En cortina, por pulverizacin, en seco o las decoraciones.
La serigrafa es la tcnica mayoritariamente utilizada para la decoracin de baldosas cermicas, debido a sufacilidad de aplicacin en las lneas de esmaltado. Esta tcnica se utiliza tanto en monococcin como en
bicoccin y tercer fuego, y consiste en la consecucin de un determinado diseo que se reproduce poraplicacin de una o varias pantallas superpuestas (telas tensadas de una luz de malla determinada). Estas
pantallas presentan la totalidad de su superficie cerrada por un producto endurecedor, dejando libre de pasonicamente el dibujo que se va a reproducir. Al pasar sobre la pantalla un elemento que ejerce presin(rasqueta), se obliga a la pasta serigrfica a atravesarla, quedando la impresin sobre la pieza.
Coccin de las piezas.
La coccin de los productos cermicos es una de las etapas ms importantes del proceso de fabricacin, yaque de ella dependen gran parte de las caractersticas del producto cermico: resistencia mecnica,estabilidad dimensional, resistencia a los agentes qumicos, facilidad de limpieza, resistencia al fuego, etc.
Las variables fundamentales a considerar en la etapa de coccin son, el ciclo trmico (temperatura-tiempo,Figura 2.8), y la atmsfera del horno, que deben adaptarse a cada composicin y tecnologa de fabricacin,dependiendo del producto cermico que se desee obtener.
La operacin de coccin consiste en someter a las piezas a un ciclo trmico, durante el cual tienen lugar unaserie de reacciones en la pieza que provocan cambios en su microestructura y les confieren las propiedadesfinales deseadas.
Figura 2.8.- Ciclo trmico de coccin.
-
7/27/2019 Leccion10.BaldosasCeramicas
14/32
14
Coccin nica, monococcin y bicoccin.
Los materiales cermicos pueden someterse a una, dos o ms cocciones. Las baldosas no esmaltadas recibenuna nica coccin; en el caso de baldosas esmaltadas, pueden someterse a una coccin tras la aplicacin delesmalte sobre las piezas crudas (proceso de monococcin), o someterse a una primera coccin para obtenerel soporte, al que se aplica el esmalte para someterlo luego a una segunda coccin(proceso de bicoccin). Enalgunos materiales decorados se aplica una tercera coccin a menor temperatura.
En ocasiones puede haber un secado adicional tras la etapa de esmaltado. Esta se lleva a caboinmediatamente antes de introducir el material en el horno, con el fin de reducir el contenido en humedad delas piezas hasta niveles suficientemente bajos para que la etapa de coccin se desarrolle adecuadamente.
Coccin rpida.
La coccin rpida de las baldosas cermicas, actualmente predominante, se realiza actualmente en hornosmonoestrato de rodillos, que han permitido reducir extraordinariamente la duracin de los ciclos de coccinhasta tiempos inferiores a los 40 minutos, debido a la mejora de los coeficientes de transmisin de calor de
las piezas, y a la uniformidad y flexibilidad de los mismos.En los hornos monoestrato, las piezas se mueven por encima de los rodillos y el calor necesario para sucoccin es aportado por quemadores gas natural-aire, situados en las paredes del horno. Los mecanismos
principales de transmisin de calor presentes durante este proceso son la conveccin y la radiacin. (Figura2.9).
Figura 2.9.- Esquema de horno monoestrato.
Al tratarse de hornos no muflados el contacto de los gases con el producto es directo, lo cual mejora loscoeficientes de transporte de calor, disminuyendo la duracin del ciclo de coccin, reduciendo el consumoenergtico y aumentando la flexibilidad de stos hornos respecto a los anteriormente empleados para este
proceso.
Los gases calientes resultantes de la operacin de coccin se emiten a la atmsfera por dos focos emisores.Por una parte los humos procedentes de la zona de precalentamiento y coccin, se emiten al exterior por unachimenea que se encuentra a la entrada del horno y los humos de la zona de enfriamiento se emiten por unachimenea que se encuentra a la salida del horno.
-
7/27/2019 Leccion10.BaldosasCeramicas
15/32
15
Los humos procedentes del proceso de precalentamiento y coccin se componen principalmente desustancias procedentes de la combustin y compuestos gaseosos de carcter contaminante procedentes de ladescomposicin de las materias primas y partculas de polvo en suspensin. En cuanto a los humos de laetapa de enfriamiento se trata de aire caliente, pudiendo contener partculas de polvo.
Tratamientos adicionales.
En algunos casos, en particular en baldosas de gres porcelnico, se realiza una operacin de pulidosuperficial de las piezas cocidas con lo que se obtienen baldosas homogneas brillantes no esmaltadas.
Clasificacin y embalado.
Por ultimo con la etapa de clasificacin y embalado finaliza el proceso de fabricacin del producto cermico.
La clasificacin se realiza mediante sistemas automticas con equipos mecnicos y visin superficial de laspiezas. El resultado es un producto controlado en cuanto a su regularidad dimensional, aspecto superficial ycaractersticas mecnicas y qumicas.
Se deben eliminar los defectuosos (deformacin, irregularidad de esmalte), clasificndose por calidadessegn normas (1, 2 y 3).
Se embalan en cajas de cartn donde debe figurar el tipo, las dimensiones y la calidad.
3.- Tipos de baldosas cermicas.
3.1.- Clasificacin segn normativa.
Segn las normas, la clasificacin bsica de las baldosas cermicas resulta del mtodo utilizado para su
moldeo y de la absorcin de agua. El acabado superficial da ulteriores criterios de clasificacin.
Grupos de baldosas por el mtodo de moldeo
Segn el tipo de moldeo empleado para conformar las piezas, se clasifican en tres tipos:
1. Cermica extrusionada: Baldosas cuya masa se moldeaen estado plstico (barro mojado) mediante una galletera, yla cinta obtenida se corta en piezas de longitud
predeterminada.
2. Cermica prensada: Baldosas formadas a partir de unamasa reducida a polvo y moldeadas en matrices a alta
presin.
3. Cermica colada: Baldosas formadas de una masa enestado de barbotina que se vierte en un molde. (De muyescasa fabricacin)
Sin embargo, la mayora de las baldosas son moldeadas por extrusin o por prensado en seco. Las baldosasextrudidas forman el grupo A de las normas y las prensadas en seco el grupo B.
El tipo de moldeo puede generalmente identificarse por observacin de la baldosa y particularmente delrelieve de su cara posterior. Estos relieves, llamados comnmente "costillas", aumentan la superficie decontacto con el adhesivo y por tanto la adhesin de las baldosas una vez colocadas.
-
7/27/2019 Leccion10.BaldosasCeramicas
16/32
16
- El relieve de las baldosas extrudidas tiene la forma de estras longitudinales paralelas, ms o menospronunciadas, conservando la baldosa la misma seccin transversal a lo largo de la direccin de lasestras. No incluye generalmente la marca de fbrica, aunque en algn caso se graba en los cantos.
- El relieve de las baldosas prensadas en seco se distribuye sin direccin preferente y consiste en puntos olneas ordenados en forma de cuadrcula, panal u otro diseo, incluso decorativo. En ocasiones imita elestriado de las baldosas extrudidas. Es frecuente que incluya la marca de fbrica y algn signo de controlde produccin.
Grupos de baldosas clasificados segn la absorcin de agua.
La porosidad de las baldosas cermicas se expresa por el porcentaje de absorcin de agua sobre el peso totalde la baldosa, medido segn un ensayo normalizado. La porosidad guarda una relacin prxima con algunasde las restantes caractersticas de las baldosas cermicas.
(i).- Tipos: La absorcin de agua hasta el 3 % se considera baja (grupo I) y dentro de ella hasta el 0.5 % muy
baja (grupo Ia). Entre 3 y 6 %, se considera media-baja (grupo IIa) y entre 6 y 10 % media-alta (grupoIIb). Por encima del 10 % la absorcin se considera alta (grupo III).
(ii).- Reconocimiento: Un sistema rpido para conocer de forma aproximada la absorcin de agua eidentificar as el grupo y el tipo de producto, es observar la velocidad de succin de la baldosas. Paraello, depositar una gota de agua sobre una cara no esmaltada y limpia, a temperatura ambiente (entre15 y 25 C), esperar 20 segundos y observar
el resultado:
- Si el soporte succiona el agua en menos de 20 segundos, es baldosa porosa, del grupo III
- Si el soporte no succiona totalmente el agua en 20 segundos y queda mancha de humedad despus de secarla gota con un trapo, es una baldosa ligeramente porosa, del grupo IIb.
- Si el soporte no succiona el agua en 20 segundos y no queda mancha de humedad despus de secar la gotacon un trapo, es una baldosa no porosa, de los grupos IIa o I.
En la tabla 3.1.1 se dan los grupos normalizados de baldosas cermicas.
Tabla 3.1.1.- Grupos normalizados de baldosas cermicas.
-
7/27/2019 Leccion10.BaldosasCeramicas
17/32
17
Tipos de acabado superficial.
(a).- Esmalte.- Es una cubierta vitrificada por coccin y fuertemente adherida a la cara vista del cuerpo osoporte de las baldosas esmaltadas (GL). Tiene composicin diferente de la del cuerpo, y se aplicaentre una primera y una segunda coccin (proceso de bicoccin) o antes de una nica coccin (procesode monococcin). La cara vista adquiere as la apariencia y las propiedades del esmalte, que puedenser muy diferentes de las del soporte. En general el esmalte se distingue fcilmente a simple vista o, almenos, observando una seccin de la baldosa.
Las baldosas que no tienen capa de esmalte o baldosas no esmaltadas (UGL) se producen sometiendo elcuerpo, tras su moldeo, a una nica coccin. Las caras son de la misma naturaleza y apariencia que elcuerpo.
(b).- Engobe.- Es un revoque de arcilla o pasta claras con el que se cubre la cara vista de la baldosa paratapar su color ms oscuro. Aunque generalmente se aplica un esmalte sobre el engobe, puede dejarsecomo acabado superficial, que tras la coccin, es mate y menos impermeable y duro que el esmalte.
(c).- Pulido.- Es un tratamiento que alisa y da brillo reflectante a la cara vista. Es usual en las baldosas degres porcelnico y ha empezado a usarse en una pequea cantidad de azulejos y pavimentos de gres.
Los tipos corrientes de baldosas cermicas en Espaa se describen en la tabla 3.1.2, utilizando lasdenominaciones ms extendidas y teniendo en cuenta criterios objetivos de carcter tcnico, arancelario uotros. Pero debe tenerse presente que estas denominaciones no estn normalizadas ni son aceptadas oentendidas por igual, por lo que puede ser necesario hacer precisiones o aclaraciones para evitar malosentendidos.
Tabla 3.1.2.- Tipos de baldosas cermicas usuales en Espaa.
4.- Azulejos.
Denominacin y uso.
Azulejo es la denominacin tradicional de las baldosas cermicas con absorcin de agua alta, prensadas enseco, esmaltadas y fabricadas por bicoccin o monococcin. Sus caractersticas los hacen particularmenteadecuados para revestimiento de paredes interiores en locales residenciales o comerciales.
-
7/27/2019 Leccion10.BaldosasCeramicas
18/32
18
Cuerpo.
El cuerpo o soporte, llamado bizcocho, es de maylica (loza fina) de color blanco o claro (ligeramentegrisceo, crema o marfil) o de color, que va del ocre al pardo amarillento o rojizo, sin que el color afecte porsi a las cualidades del producto. Es de textura fina y homognea, siendo poco apreciables a simple vistagranos, inclusiones o poros. Las superficies y aristas son regulares y bien acabadas.
Cara vista.
La cara vista esta cubierta por un esmalte vitrificado, que puede ser blanco, monocolor, marmoleado,moteado o multicolor, y puede estar decorado con motivos diversos.
Formas y medidas.
Las formas predominantes son la cuadrada y la rectangular. Se fabrican de muchas medidas, siendo usualesdesde 10 x 10 cm a 45 x 60 cm. Las piezas complementarias usuales son listeles o tiras, molduras y cenefas.
Clasificacin normativa.Los azulejos estn comprendidos dentro del grupo BIII, GL, de las normas ISO y EN-UNE (baldosascermicas prensadas en seco con absorcin de agua E > 10 %, esmaltadas).
Los azulejos, junto con los pavimentos de gres, representan el grueso de la produccin espaola de baldosascermicas. Su oferta es muy amplia y variada.
En la tabla 4.1 se dan las caractersticas tcnicas de los azulejos.
Tabla 4.1.- Caractersticas tcnicas de los azulejos.
De acuerdo con el tipo de pasta de la base, se dividen en azulejos de pasta blanca y azulejos de pastaarcillosa (Maylica).
Se colocan sobre fbricas con mortero de cemento 1: 3 o sobre capa de mortero con adhesivos o cementocola. En esquinas y ngulos, deben colocarse piezas vidriadas en los cantos o realizar un inglete para evitardejar la base vista (no impermeable).
Se aplican en zonas hmedas y con necesidad de higiene revistiendo los paramentos, (cocinas, barios,laboratorios, quirfanos...), decoracin y a veces en fachadas (peligro de heladas).
5.- Pavimento de gres.
Denominacin y uso.
Pavimento de gres es la denominacin ms frecuente de las baldosas cermicas de absorcin de agua baja omedia-baja, prensadas en seco, esmaltadas y fabricadas generalmente por monococcin, conocidas tambincomo pavimento gresificado, pavimento cermico esmaltado o simplemente pavimento cermico. Sonadecuadas para arcillas interiores en locales residenciales o comerciales. Las que renen las caractersticas
-
7/27/2019 Leccion10.BaldosasCeramicas
19/32
19
pertinentes, y en especial la resistencia a la helada o alta resistencia a la abrasin, pueden utilizarse tambinpara revestimiento de fachadas y de arcillas exteriores.
Es un material cermico obtenido por la mezcla de arcillas fcilmente vitrificables que le confieren laspropiedades de compacidad, impermeabilidad, dureza, resistencia a la abrasin y durabilidad
Cuerpo.
El cuerpo o soporte es de gres (absorcin de agua baja) o gresificado (absorcin de agua media-baja), decolor blanco o claro o de color ocre al pardo oscuro, sin que ello afecte a otras caractersticas del producto.Es de textura fina y homognea y son poco apreciables a simple vista elementos heterogneos. Lassuperficies y aristas son regulares y bien acabadas.
Cara vista.
El esmalte de la cara vista, de mate a muy brillante, puede ser blanco monocolor, marmoleado, moteado,granulado y puede estar decorado con motivos diversos.
Formas y medidas
La forma predominante es la cuadrada desde 10 cm x 10 cm a 60 cm x 60 cm. , con variantes de una o masesquinas achaflanadas, aunque tambin hay piezas rectangulares. Las piezas complementarias usuales sonlos tacos y los listeles y las especiales ms comunes el rodapi, el peldao y el zanqun.
Clasificacin normativa
El pavimento de gres est comprendido dentro de los grupos BIb, GL (baldosas cermicas prensadas en secocon absorcin de agua baja E< 3 %, esmaltadas) y BII, GL ( baldosas cermicas prensadas en seco con
absorcin de agua media-baja 3 % E < 6 %, esmaltadas) de las normas ISO y EN-UNE.
En la tabla 5.1 se dan las caractersticas tcnicas del pavimento de gres.
Tabla 5.1.- Caractersticas tcnicas del pavimento de gres.
Los pavimentos de gres, junto con los azulejos, representan la mayor parte de la produccin espaola debaldosas cermicas. La oferta es amplia y variada.
Necesitan procedimientos caros y complicados para conseguir la calidad adecuada que depende del grado demasa vtrea, utilizndose materias primas de gran pureza y necesitando un tamao de partcula muy pequeoy homogneo, aunque hay productos de grano fino y grano grueso o rstico.
Las materias primas de las pastas son arcillas aglutinadas, caoln, cuarzo, feldespato y chamota, dando lacomposicin qumica siguiente:
en % Gres fino
- Hidrolisicato de almina 30 - 70 45 %- Cuarzo 30 - 60 43 %- Feldespato 5 - 25 12 %
-
7/27/2019 Leccion10.BaldosasCeramicas
20/32
20
Las variaciones de composicin pueden ser muy amplias. Estos componentes le aportan gran dureza (por elcuarzo y feldespato). El llamado ferrogrs tiene alto contenido de Fe que le da gran resistencia mecnica.
La coccin es a alta temperatura 1250C hasta fusin parcial de la pasta.
Envalado y clasificacin:
Una vez eliminadas las piezas defectuosas, se envalan en cajas de cartn atendiendo a su clasificacin pordiversos conceptos:
- Tipo: Indicar tipo y denominacin del producto.- Color: Ya que pueden fabricarse varios para el mismo tipo.- Dimensiones: Ancho, largo y espesor de las piezas.- Calibre: Indica las posibles variaciones de tamao para las mismas dimensiones (se indica el calibre 0,
1, ...).- Tono: Indica las variaciones de tono en un mismo color.
Propiedades.Se originan sobre todo en la coccin, ya que dependen del porcentaje de masa vtrea que se produzca porfusin y que se distribuye entre el resto de la masa aglomerndola y cerrando los poros, dndolaimpermeabilidad. El gres porcelnico, llega a tener una porosidad prcticamente nula.
Fsicas:
Densidad real (2.4 a 2.6), aparente (2.2 a 2.4 Kg/dm3). Absorcin de agua (3 % al 0.05 %) y dureza ( 6 a 9Mohs), rayando al vidrio. Resiste perfectamente a la helada y debe tener un bajo coeficiente de dilatacinlineal.
Mecnicas:
Resistencia a flexin (200 a 500 Kgf/cm2), a abrasin ensayo PEI ms de 1500 vueltas (pierde menos de100 mg). Debe garantizarse la adherencia a morteros.
Qumicas:
Absoluta estabilidad a agentes atmosfricos. Debe ser resistente a la accin de cidos y bases. Slo le atacael cido fluorhdrico. El esmalte debe ser estable a la luz.
Aplicaciones.
- Principalmente en pavimentos interiores (de menos dureza) en exteriores (deben ser rugosos y resistirabrasin).
- En revestimientos de paredes de cocinas, baos, laboratorios...- El gresite para revestimientos de piscinas y paredes son piezas mortero, quitando luego el papel. Es
altamente impermeable.- En fregaderos y duchas para viviendas.
-
7/27/2019 Leccion10.BaldosasCeramicas
21/32
21
6.- Gres porcelnico.
Denominacin y uso
Gres porcelnico es el nombre generalizado de las baldosas cermicas con muy baja absorcin de agua,prensadas en seco (Se ha iniciado recientemente la fabricacin de piezas moldeadas por extrusin con muybaja absorcin de agua y dems caractersticas anlogas a las del gres porcelnico prensado, por lo que cabehablar de gres porcelnico prensado. Por su novedad y relativamente baja produccin no se ha segregadotodava un grupo AIa y, por tanto, sigue incluido en el grupo AI aunque cumpliendo muy holgadamente lascorrespondientes especificaciones.), no esmaltadas (Existen en el mercado baldosas denominadas de gres
porcelnico esmaltado, al que se da ese acabado con la finalidad de ampliar las posibilidades estticas delproducto. En Italia se utiliza tambin esa denominacin a baldosas de pasta blanca, coloreadas en la masa, yesmaltadas, cuyas caractersticas son ms prximas al tipo de pavimentos de gres.), y por tanto sometidas auna nica coccin.
Se utilizan para arcillas interiores en edificacin residencial, comercial e incluso industrial, para arcillasexteriores y fachadas y, para revestimientos de paredes interiores, en esta caso preferentemente con acabado
pulido.Cuerpo.
El cuerpo es del color resultante de la adicin de colorantes a la masa, con distribucin uniforme o granular.
Es de textura muy fina y homognea no siendo apreciables a simple vista elementos heterogneos. Las
superficies y aristas son muyregulares y bien acabadas.
Cara vista.
La cara vista es de la misma materia que el cuerpo y puede ser de color liso, moteada, marmoleada odecorada. El gres porcelnico puede utilizarse tal como resulta tras la coccin (gres porcelnico mate onatural) o someterse la cara vista un proceso de pulido, que le da brillo y lisura (gres porcelnico pulido). Lacara vista puede tener relieves similares a los de las piedras naturales, con fines decorativos, o en forma de
puntas de diamante, estras, ngulos, con fines antideslizantes, para uso en arcillas exteriores o de localesindustriales.
Formas y medidas.
Actualmente predomina la forma cuadrada, pero tambin se encuentran piezas rectangulares. Las medidasusuales en el mercado van de 15 x 15 cm a 60 x 60 cm 40 x 60 cm. Como piezas especiales se encuentran
peldaos y rodapis.
Clasificacin normativa .
El gres porcelnico est comprendido dentro de grupo Bia (baldosas cermicas prensadas en seco conabsorcin de agua E < 0,5% ) de la norma ISO 13006 y UNE 67-087.
En la tabla 6.1 se dan las caractersticas tcnicas del gres porcelnico.
-
7/27/2019 Leccion10.BaldosasCeramicas
22/32
22
Tabla 6.1.- Caractersticas tcnicas del gres porcelnico.
El gres porcelnico es el tipo de baldosas cermica de ms reciente aparicin en el mercado. La produccinespaola, que se inici en 1988, es completa en variedad y aumenta al ritmo de la demanda.
7.- Baldosn cataln.
Denominacin y uso.
Baldosn cataln es el nombre tradicional de baldosas con absorcin de agua desde media-alta a alta oincluso muy alta, extrudidas, generalmente no esmaltadas y, por tanto, sometidas a una nica coccin. La
produccin y el consumo son estables o con suave tendencia a la baja, y como su nombre indica estn
concentradas en Catalua, as como en Valencia. El baldosn no esmaltado se utiliza para solado de terrazas,balcones y porches, con frecuencia en combinacin con olambrillas (pequeas piezas cuadradas de gresblanco con decoracin azul, o de loza esmaltada con decoracin en relieve o multicolor).
Cuerpo.
El cuerpo es de color rojo o pardo rojizo, propio de la arcilla cocida, de textura poco homognea, y esfrecuente poder ver pequeos granos, poros o incrustaciones.
Cara vista.
La cara vista del baldosn no esmaltado es lisa y del color del cuerpo. Una pequea parte de la produccinrecibe una cubierta vidriada, de color rojo o verde (baldosn vidriado), y tiene un uso tradicional y muylimitado, en bancos de cocina de viviendas de ambiente rural.
Tratamiento superficial.
Hay que prever la posibilidad de que el baldosn cataln no esmaltado necesite un tratamiento superficialimpermeabilizante de la cara vista con ceras o productos "ad hoc", para mejorar su resistencia a las manchasy a los productos de limpieza.
Formas y medidas.Las formas y medidas predominantes son la cuadrada o rectangular, desde 13 x 13 cm a 24 x 40 cm. Perohay otras muchas formas (hexgonos, octgonos regulares u oblongos, con lados curvilneos) y granvariedad de piezas complementarias (molduras, escocias, cubrecantos, tiras, tacos) y especiales (peldaos,rodapis, vierteaguas).
Clasificacin normativa.
Estas baldosas estn mayoritariamente comprendidas en los grupos AIIb, UGL (baldosas cermicasextrudidas, con absorcin de agua 6 % < E 10 %, no esmaltadas) y AIII, UGL (baldosas cermicas
extrudidas, con absorcin de agua E > 10 %) de las normas ISO y EN-UNE.
En la tabla 7.1 se dan las caractersticas tcnicas del baldosn cataln.
-
7/27/2019 Leccion10.BaldosasCeramicas
23/32
23
Tabla 7.1.- Caractersticas tcnicas del baldosn cataln.
La produccin y el consumo son estables o de tendencia moderadamente decreciente.
8.- Gres rstico.
Denominacin y uso.
Gres rstico es el nombre dado a las baldosas cermicas con absorcin de agua baja o media baja yextrudidas, generalmente no esmaltadas. No deben confundirse con los pavimentos de gres de acabadointencionalmente rstico. Dentro de una produccin espaola relativamente pequea hay una gran variedad
de tipos cuyas caractersticas particulares los hacen especialmente adecuados para revestimiento de fachadas,solados exteriores incluso de espacios pblicos, arcillas de locales pblicos, arcillas industriales, etc. Lasirregularidades de color, superficie y aristas les dan posibilidades decorativas particulares.
Cuerpo.
El cuerpo es de color ocre a pardo muy oscuro, de textura heterognea que permite apreciar a simple vistagranos, inclusiones, poros y otras irregularidades. Lascaras y las aristas pueden tener irregularidades propiasde este material, que son aceptadas o incluso intencionales.
Formas y medidas.
Predominan las formas cuadradas y rectangulares, entre 11 x 11 cm y 37 x 37 cm, con grosores muyvariables segn tipos y medidas. Hay algunas piezas complementarias y diversas piezas especiales.
Clasificacin normativa.
El gres rstico est mayoritariamente comprendido en los grupos AI, UGL (baldosas cermicas extrudidascon absorcin de agua E < 3 %, no esmaltadas), o AIIa (baldosas cermicas extrudidas con absorcin deagua 3 % E < 6 %, no esmaltadas) de las normas ISO y EN-UNE.
En la tabla 8.1 se dan las caractersticas tcnicas del gres rstico.
Tabla 8.1.- Caractersticas tcnicas del gres rstico.
Dentro de una produccin relativamente pequea, hay una gran variedad de tipos, entre los que seencuentran:
- Las baldosas llamadas "quarry tiles" por su similitud con las inglesas de esta denominacin. Despus de laextrusin y corte son moldeadas a baja presin y pueden recibir en ese momento una marca en los cantos.
-
7/27/2019 Leccion10.BaldosasCeramicas
24/32
24
- Las baldosas separables, conocidas con el nombre alemn "Spaltplatten". Se moldean extrudiendosimultneamente dos piezas, unidas por las estras del dorso, que se separan una vez cocidas con ungolpe seco que deja en las estras un perfil irregular de rotura. Los lados largos suelen tener un pequeorebaje en escaln para proteger las aristas durante la coccin.
- Las baldosas de gres salado, sobre cuya cara vista se proyecta sal comn durante la coccin, resultandouna pelcula con brillo broncneo disparejo, de efecto muy decorativo. Se usan en paramentos, inclusoexteriores, pues debe tenerse en cuenta que en arcillas, incluso de trnsito poco intenso, pierden esa
pelcula.
9.- Barro cocido.
Denominacin y uso.
Barro cocido es la denominacin ms comnmente aplicada a gran variedad de baldosas con caractersticasmuy diferentes, coincidentes solo en la apariencia rstica y en la alta absorcin de agua. Sus caractersticaslas hacen especial y casi exclusivamente adecuadas para edificacin o locales de buscada rusticidad.
Cuerpo.
El cuerpo es de color trreo y no uniforme, de textura muy irregular y con granos poros e incrustacionesfcilmente visibles. Las caras y las aristas tienen marcadas irregularidades que se dan por supuestas como
propias de estos productos.
Formas y medidas.
Hay gran dispersin de formas y medidas.
Tratamiento superficial.
Hay que prever la posibilidad de que necesiten un tratamiento superficial de la cara vista con ceras oproductos "ad hoc", antes o despus de la colocacin, por razones de aspecto (brillo) o funcionales (rechazode manchas, resistenciaa productos de limpieza, impermeabilidad).
Clasificacin normativa.
Las baldosas de barro cocido estn, en su mayor parte, comprendidas en los grupos AIIb parte 2, UGL(baldosas cermicas extrudidas con absorcin de agua 6% < E 10 %, parte 2, no esmaltadas) y AIII , UGL
(baldosas cermicasextrudidas con absorcin de agua E < 10 %, no esmaltadas) de las normas ISO y EN-UNE.
En la tabla 9.1 se dan las caractersticas tcnicas del barro cocido.
Tabla 9.1.- Caractersticas tcnicas del barro cocido.
-
7/27/2019 Leccion10.BaldosasCeramicas
25/32
25
La produccin es limitada, discontinua y muy dispersa y generalmente se fabrican en pequeas unidadesproductivas y con medios artesanales.
10.- Clasificacin de las baldosas cermicas segn su uso.
La diversidad de situaciones en que puede utilizarse la baldosa cermica, hace necesaria que se tengan encuenta, adems del tipo de baldosa, segn fue descrito anteriormente diversas caractersticas que sonrelevantes a los efectos de su uso. Para facilitarlo se propone un cdigo de baldosa segn el uso para el quees adecuada.
Se consideran tres grupos de caractersticas de las baldosas cermicas y a cada grupo se le asigna unidentificador, ya sea un nmero o una o varias letras. Se obtiene as un cdigo de baldosa segn su uso,compuesto por un primer identificador numrico, un segundo identificador tambin numrico y un tercerocompuesto por letras.
El proceso de clasificacin, en consecuencia, verifica las caractersticas de cada grupo y le asigna elidentificador correspondiente, obtenindose el cdigo de baldosa segn el diagrama de la figura 10.1.
Figura 10.1.- Diagrama de obtencin del cdigo de baldosa.
-
7/27/2019 Leccion10.BaldosasCeramicas
26/32
26
Caractersticas dimensionales.
El primer identificador es un nmero que hace referencia a las caractersticas dimensionales. Segn lasdesviaciones de stas caractersticas sean mayores o menores, se prevn tres tipos de uso de las baldosas:
- El tipo 1 designa baldosas que se han de colocar con junta de colocacin, habitualmente en superficieshorizontales, y es el menos exigente en cuanto a caractersticas dimensionales.
- El tipo 2 designa baldosas que pueden ser colocadas sin junta de colocacin y en superficies horizontales(pavimentos).
- El tipo 3 designa baldosas que pueden ser colocadas sin junta de colocacin en superficies verticales(paramentos), siendo este ltimo tipo el ms exigente en cuanto a caractersticas dimensionales.
A los efectos de esta gua se considera colocacin con junta cuando la separacin entre baldosas es igual omayor a 3 mm, y sin junta cuando es menor. No obstante, se recomienda no hacer la colocacin conseparacin inferior a 1,5 mm.
En este aspecto, y dado que la exigencias son crecientes, una baldosa con un nmero identificador mayortiene mejores caractersticas dimensionales y satisface y puede ser utilizada en los usos con identificadormenor. As, en lo que se refiere a exigencias dimensionales, las baldosas que cumplan con el tipo 3,
paramento sin junta, pueden utilizarse perfectamente en pavimento sin junta (tipo 2) o colocarse con junta(tipo 1) ya que superan las caractersticas de estos tipos. A la inversa, una baldosa que cumple estrictamentecon el tipo 1 (colocacin con junta), no podra utilizarse sin junta pues las caractersticas necesarias para losotros usos son ms exigentes.
Ver el cuadro 10.1.
-
7/27/2019 Leccion10.BaldosasCeramicas
27/32
27
Cuadro 10.1.- Primer identificador: Caractersticas dimensionales.
-
7/27/2019 Leccion10.BaldosasCeramicas
28/32
28
Caractersticas mecnicas.
El segundo identificador es un nmero que hace referencia a cmo afectan a distintos tipos de uso algunascaractersticas mecnicas como la carga de rotura, clase de abrasin y otras. Teniendo en cuenta diversosvalores de los parmetros y los usos previsibles en correlacin con estos valores, se obtiene la siguienteclasificacin:
Tipo 1. Uso en paramentoTipo 2. Uso en pavimento trnsito peatonal leve.Tipo 3. Uso en pavimento trnsito peatonal moderado.Tipo 4. Uso en pavimento trnsito peatonal medio.Tipo 5. Uso en pavimento trnsito intenso.Tipo 6. Uso en pavimento trnsito peatonal muy intenso.Tipo 7. Uso en pavimento con trfico rodado.
Un nmero mayor de tipo significa caractersticas ms exigentes. As, en lo que se refiere a caractersticas
mecnicas, las baldosas que cumplan las exigencias del tipo 7, pavimento con trfico rodado, puedenutilizarse para cualquiera de los usos de tipo 1 a 6, pues superan sus caractersticas. A la inversa, unabaldosa que cumpla estrictamente con el tipo 1, no servira para ninguno de los usos de nmero superior (de2 a 7).
Ver el cuadro 10.2.
Caractersticas adicionales.
El tercer identificador es una letra o letras que hacen referencia a caractersticas adicionales de la baldosacermica, como la resistencia qumica, la resistencia al deslizamiento y la resistencia a la helada. Teniendo
en cuenta cmo estas caractersticas afectan al uso, se obtienen siete tipos para este tercer dgito que sedenominan:
Tipo H. Uso higinico.Tipo E. Uso exterior.Tipo EH. Uso exterior higinico.Tipo A. Uso antideslizante.Tipo AH. Uso antideslizante higinico.Tipo AE. Uso antideslizante exterior.Tipo AEH. Uso antideslizante exterior higinico.
As como las caractersticas de los anteriores identificadores son ms exigentes a medida que crece elnmero, de modo que un tipo contiene a los anteriores, en esta caracterstica se combinan diferentes criterios.As una baldosa con identificador EH, uso exterior higinico, podra utilizarse en los usos que contienen susletras, es decir en usos que slo exijan E, o slo H, o sin requisito adicional. No podra utilizarse en usos enque se exige alguna letra distinta de E y H, es decir, ni para A, ni para AH, ni para AE, ni para AEH. Enconsecuencia, solamente baldosas tipo AEH seran de uso universal a los efectos de estas caractersticasadicionales.
-
7/27/2019 Leccion10.BaldosasCeramicas
29/32
29
Cuadro 10.2.- Segundo identificador: Caractersticas mecnicas.
-
7/27/2019 Leccion10.BaldosasCeramicas
30/32
30
Un cdigo de baldosa que no tenga el tercer identificador (sin letras), indica que esta no tiene ninguna de lascaractersticas adicionales y, por tanto no es adecuada para ninguno de los siete usos enunciados.
El trmino antideslizante no se utiliza de forma absoluta y solamente hace referencia al comportamiento delas baldosas en superficies con presencia de agua. En presencia de otros vehculos intermedios (agua
jabonosa, grasa, barro, etc.), dicho comportamiento puede ser significativamente diferente.
Como uso exterior se entiende el uso en exteriores o locales abiertos al exterior en zonas geogrficas dondehaya riesgo de helada, al que se equipara el uso en recintos sometidos a bajas temperaturas (cmarasfrigorficas y similares).
Ver el cuadro 10.3.
Cuadro 10.3.- Tercer identificador: Caractersticas adicionales.
Caractersticas tcnicas comunes a todos los usos.
Adems de las caractersticas expuestas y variables segn el uso, hay caractersticas tcnicas que debencumplir las baldosas para todos los tipos de uso. Estas caractersticas, sus valores crticos y las normas parasu medicin son las dadas en el cuadro 10.4.
-
7/27/2019 Leccion10.BaldosasCeramicas
31/32
31
Cuadro 10.4.- Caractersticas comunes a todos los usos.
Ejemplo de clasificacin.
El siguiente ejemplo de clasificacin est orientado para el caso que se quiera clasificar una muestra debaldosa cermica cuyo cdigo se ignora, pero cuyas caractersticas tcnicas se conocen o se obtienenmediante los correspondientes ensayos.
EJEMPLO: CLASIFICAR UNA MUESTRA DE BALDOSA
Este material obtiene el cdigo 2 - 3- H que corresponde a: PAVIMENTO SIN JUNTA; TRNSITOPEATONAL MODERADO; HIGINICO
Una baldosa con este cdigo puede utilizarse en el uso referido y, adems, en aquellos otros que sean menosexigentes. As, usted puede utilizarla tambin, por cumplir las caractersticas requeridas, en los usos cuyocdigo tenga:
-
7/27/2019 Leccion10.BaldosasCeramicas
32/32
- En el primer identificador 1, 2- En el segundo identificador 1, 2, 3- En el tercer identificador H o carece de identificador
Pero no podr emplearse, por no cumplir las caractersticas requeridas, en ningn uso cuyo cdigo tenga:
- En el primer identificador 3- En el segundo identificador 4, 5, 6, 7- En el tercer identificador E, EH, A, AH, AE, AEH
Por tanto la baldosa es adecuada para los usos con los siguientes cdigos:
1 1 -, 2 1 -, 1 2 -, 2 2 -,
1 1 H, 2 1 H, 1 2 H, 2 2 H,
1 3 -, 2 3 -, 1 3 H, 2 3 H,
Cuadro resumen.
Como resumen de todo lo tratado se incluye el cuadro 10.5.
Cuadro 10.5.- Clasificacin segn su uso.