Literatura TRIP Espanol
19
21 B.3. Nivel de desarrollo tecnológico B.3.1. Estado del a rte INTRODUCCION El término “aceros de alta resistencia” (HSS, high strength steels) se ha acuñado para definir aquellos aceros deformables en frío que posean un límite elástico mínimo (dependiendo del grado) comprendido entre los 210 y 550 MPa. Cuando este valor supera los 550 MPa se utiliza el término “acero ultrarresistente” (UHSS, ultra-high strength steels). En los últimos años, debido a la demanda del mercado los esfuerzos se han dirigido a obtener aceros que manteniendo las altas resistencias mecánicas de sus predecesores (o superándolas), posean además una elevada conformabilidad (problema típico asociado a los aceros anteriores). Este nuevo grupo se denomina “aceros avanzados de alta resistencia” (AHSS, advanced high strength steel). Las tres razones principales que est án impulsando el desarrollo de los aceros avanzados de alta resistencia (AHSS “Advanced High Strength Steels) en el sector del transporte son [1,2] : - Aliger amiento de los co mpone ntes e struct ural es, qu e se c onsig ue al poder utili zar secciones más delgadas de aceros de mayor resistencia mecánica, lo que se traduce en la disminución del consumo de combustible y la reducción de las emisiones contaminantes. - Incremento de la segur idad pasiva de lo s veh ículos cuand o se utiliz an ac eros capaces de absorber grandes cantidades de energía en situaciones de impacto. - Comp etenc ia cre ciente de ma terial es má s liger os, au nque t ambié n más caros , como las aleaciones de aluminio y magnesio y los plásticos reforzados. Estas ventajas, junto con las mayores posibilidades de introducir estas nuevas generaciones de aceros para producir componentes con formas cada vez más complejas, es lo que ha motivado su expansión en el sector del automóvil. A modo de ejemplo, en la Fig. B.3.1. se muestra la distribución de calidades de aceros en la carrocería del automóvil que se prevén para el año 2014 en Japón [3] . Debe tenerse en cuenta que el punto de partida (el año 2004) incluye ya la utilización de gamas de aceros de alta resistencia que se desarrollaron en la década anterior. Es un hecho bien conocido que cualquier intento de incrementar la resistencia mecánica de los aceros se traduce en mayor o menor medida en una pérdida de ductilidad y, en consecuencia, de conformabilidad. Sin embargo, desde hace ya muchos años se conoce la posibilidad de lograr una óptima combinación de resistencia y ductilidad aprovechando el fenómeno de la transformación de la austenita inducida por la deformación, aunque no es hasta hace muy poco que estos productos se han puesto por primera vez en el mercado. Los aceros TRIP (“Transformation-induced plasticity”) comercializados en la actualidad poseen una microestructura consistente en ferrita, bainita y austenita retenida, siendo esta última fase la que en virtud de su transformación en martensita durante la deformación plástica (en el conformado o en deformación bajo impactos en servicio) asegura tanto una alta capacidad de deformación como de absorción de energía ante eventuales impactos.
-
Upload
alejandro-valdes-rojas -
Category
Documents
-
view
56 -
download
0
Transcript of Literatura TRIP Espanol
5/14/2018 Literatura TRIP Espanol - slidepdf.com
http://slidepdf.com/reader/full/literatura-trip-espanol 1/19
21
B.3. Nivel de desarrollo tecnológico
B.3.1. Estado del arte
INTRODUCCION
El término “aceros de alta resistencia” (HSS, high strength steels) se ha acuñado para
definir aquellos aceros deformables en frío que posean un límite elástico mínimo
(dependiendo del grado) comprendido entre los 210 y 550 MPa. Cuando este valor supera
los 550 MPa se utiliza el término “acero ultrarresistente” (UHSS, ultra-high strength
steels). En los últimos años, debido a la demanda del mercado los esfuerzos se han
dirigido a obtener aceros que manteniendo las altas resistencias mecánicas de sus
predecesores (o superándolas), posean además una elevada conformabilidad (problema
típico asociado a los aceros anteriores). Este nuevo grupo se denomina “aceros avanzados
de alta resistencia” (AHSS, advanced high strength steel).
Las tres razones principales que están impulsando el desarrollo de los aceros avanzados de
alta resistencia (AHSS “Advanced High Strength Steels) en el sector del transporte son[1,2]
:
- Aligeramiento de los componentes estructurales, que se consigue al poder utilizar
secciones más delgadas de aceros de mayor resistencia mecánica, lo que se traduce
en la disminución del consumo de combustible y la reducción de las emisiones
contaminantes.
- Incremento de la seguridad pasiva de los vehículos cuando se utilizan aceros
capaces de absorber grandes cantidades de energía en situaciones de impacto.
- Competencia creciente de materiales más ligeros, aunque también más caros, como
las aleaciones de aluminio y magnesio y los plásticos reforzados.
Estas ventajas, junto con las mayores posibilidades de introducir estas nuevas
generaciones de aceros para producir componentes con formas cada vez más complejas, es
lo que ha motivado su expansión en el sector del automóvil. A modo de ejemplo, en la
Fig. B.3.1. se muestra la distribución de calidades de aceros en la carrocería del automóvil
que se prevén para el año 2014 en Japón [3]. Debe tenerse en cuenta que el punto de partida
(el año 2004) incluye ya la utilización de gamas de aceros de alta resistencia que se
desarrollaron en la década anterior.
Es un hecho bien conocido que cualquier intento de incrementar la resistencia mecánica de
los aceros se traduce en mayor o menor medida en una pérdida de ductilidad y, enconsecuencia, de conformabilidad. Sin embargo, desde hace ya muchos años se conoce la
posibilidad de lograr una óptima combinación de resistencia y ductilidad aprovechando el
fenómeno de la transformación de la austenita inducida por la deformación, aunque no es
hasta hace muy poco que estos productos se han puesto por primera vez en el mercado.
Los aceros TRIP (“Transformation-induced plasticity”) comercializados en la actualidad
poseen una microestructura consistente en ferrita, bainita y austenita retenida, siendo esta
última fase la que en virtud de su transformación en martensita durante la deformación
plástica (en el conformado o en deformación bajo impactos en servicio) asegura tanto una
alta capacidad de deformación como de absorción de energía ante eventuales impactos.

5/14/2018 Literatura TRIP Espanol - slidepdf.com
http://slidepdf.com/reader/full/literatura-trip-espanol 2/19
22
Por otro lado, la presencia de austenita en la microestructura de los aceros TRIP posibilita
obtener unos aceros con alta resistencia a la fatiga y a la enfragilización por hidrógeno[4]
.
Fig. B.3.1. Previsiones de la evolución de la resistencia a la tracción de los aceros a
utilizar en la carrocería de automóviles en la industria japonesa[3]
.
DISEÑO DE LAS ALEACIONES ACEROS TRIP
La composición química típica de un acero TRIP comercial es 0.15-0.25%C, 1.5%Mn,
1.2-1.5%Si y la tendencia actual consiste en sustituir parcialmente el silicio por aluminio,
con el fin de evitar problemas de moldeo y asegurar una calidad superficial adecuada para
la ejecución de operaciones de galvanizado, dado que en los aceros de alto silicio se
forman óxidos superficiales que dificultan la formación de la capa inhibidora de la
corrosión en el galvanizado[4]
. Se ha logrado de este modo obtener aceros de alta
resistencia mecánica (500-1000 MPa de resistencia a la tracción) y ductilidad
(alargamientos entre 20 y 40%).
Por otro lado es posible fabricar aceros TRIP de muy alta resistencia mecánica (800-1200
MPa) si se aumenta el contenido de carbono del acero hasta 0.4%, aunque estos grados
presentan serios problemas de soldabilidad y dificultades a la hora de realizar su
laminación en caliente, por lo que la vía que parece más adecuada de cara a obtener grados
de aceros TRIP de muy alta resistencia consiste en la adición de microaleantes (Ti, Nb y/o
V) manteniendo el contenido de carbono del acero suficientemente bajo (<0.25%)[5]
.
Estas mismas singularidades en la composición química de los aceros TRIP son las
responsables de la aparición de ciertos problemas durante la laminación en caliente. En la
actualidad existen muy pocos trabajos que se hayan centrado en este aspecto,
fundamentalmente debido a la necesidad de disponer de resultados industriales. Entre lasmayores diferencias con relación a los aceros convencionales de alta resistencia pueden
enumerarse las siguientes[6,7]
:
Retardo ocasionado por los altos contenidos de Al y de Si en las cinéticas de
precipitación del Nb(C,N) y por lo tanto modificación de las interacciones
recristalización-precipitación entre pasadas de laminación.
Incremento de la temperatura de transformación austenita-ferrita ocasionando la
aparición incontrolada de zonas ferríticas (principalmente en las capas
superficiales).

5/14/2018 Literatura TRIP Espanol - slidepdf.com
http://slidepdf.com/reader/full/literatura-trip-espanol 3/19
23
Variabilidad en las fuerzas de laminación y en la resistencia a la deformación y, en
general, gran sensibilidad a pequeñas oscilaciones en la temperatura.
PRODUCCIÓN DE LAS MICROESTRUCTURAS
Hay dos vías para la obtención de la combinación microestructural adecuada para lograr el
efecto TRIP. Una de ellas es la obtención directa tras la laminación en caliente,recurriendo para ello a la aplicación de una secuencia adecuada de enfriamiento en la mesa
de enfriamiento y a su vez definiendo de forma adecuada la temperatura de bobinado. La
segunda vía de obtención de la microestructura TRIP en chapa es mediante recocido
continuo tras laminación en frío. Esta segunda vía es la más aplicada en la actualidad para
la producción de chapa debido, en parte, a las dificultades de control y reproducibilidad
que presenta la obtención, en la mesa de enfriamiento tras al conformado en caliente, de
microestructuras altamente sensibles, como son las TRIP, a las condiciones del proceso.
En la Fig. B.3.2 se muestra, de forma esquemática, el perfil temperatura/tiempo de un
ciclo de recocido continuo para la obtención de microestructuras con efecto TRIP. Es de
notar que en cada etapa del ciclo es preciso ejercer un control sobre al menos una
transformación. El calentamiento es una etapa importante puesto que pueden interaccionar entre sí la recristalización y la transformación. Las disoluciones de la cementita y de la
perlita determinan el carbono disponible para el enriquecimiento de la austenita.
TIEMPO
T E M P E R A T U R A
Calentamiento:
- Recristalización
- Disolución cementita
- Formacion austenita desde T>Ac1
Recocido intercrítico:
- Formación de austenita con la suficiente templabilidad:
* Proporción adecuada dey
* Enriquecimiento homogeneo en C de la austenita
- Textura
Enfriamiento rápido:
- Evitar formación de más ferrita
- Evitar formación de perlita- Textura
Mantenimiento isotérmico en zona bainítica:
- Enriquecimiento en carbono de la austenita
Enfriamiento final:
- Transformación
martensítica si Ms> Tambiente
Fig. B.3.2. Esquema que muestra un ciclo típico de recocido continuo para la obtenciónde microestructuras con efecto TRIP. En cada etapa del ciclo, se indican lastransformaciones que tienen lugar.
Durante el enfriamiento rápido debe evitarse una nueva formación de ferrita y sobre todo
de perlita con el fin de producir durante la etapa de enfriamiento final una mínima fracción
de bainita libre de carburos (debido al efecto de Si y/o Al) como para que la austenita se
enriquezca suficientemente en carbono (%C>1%). Esto evita que la austenita se
5/14/2018 Literatura TRIP Espanol - slidepdf.com
http://slidepdf.com/reader/full/literatura-trip-espanol 4/19
24
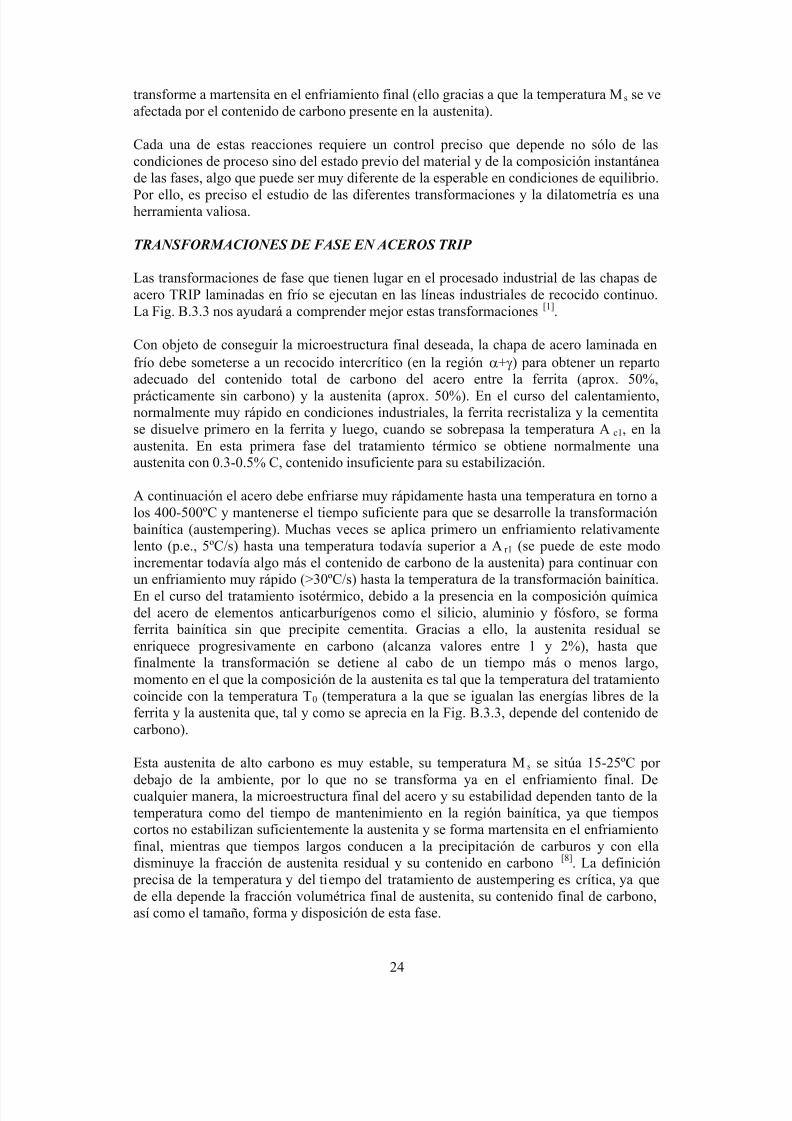
transforme a martensita en el enfriamiento final (ello gracias a que la temperatura Ms se ve
afectada por el contenido de carbono presente en la austenita).
Cada una de estas reacciones requiere un control preciso que depende no sólo de las
condiciones de proceso sino del estado previo del material y de la composición instantánea
de las fases, algo que puede ser muy diferente de la esperable en condiciones de equilibrio.
Por ello, es preciso el estudio de las diferentes transformaciones y la dilatometría es unaherramienta valiosa.
TRANSFORMACIONES DE FASE EN ACEROS TRIP
Las transformaciones de fase que tienen lugar en el procesado industrial de las chapas de
acero TRIP laminadas en frío se ejecutan en las líneas industriales de recocido continuo.
La Fig. B.3.3 nos ayudará a comprender mejor estas transformaciones[1]
.
Con objeto de conseguir la microestructura final deseada, la chapa de acero laminada en
frío debe someterse a un recocido intercrítico (en la región +) para obtener un reparto
adecuado del contenido total de carbono del acero entre la ferrita (aprox. 50%,
prácticamente sin carbono) y la austenita (aprox. 50%). En el curso del calentamiento,normalmente muy rápido en condiciones industriales, la ferrita recristaliza y la cementita
se disuelve primero en la ferrita y luego, cuando se sobrepasa la temperatura A c1, en la
austenita. En esta primera fase del tratamiento térmico se obtiene normalmente una
austenita con 0.3-0.5% C, contenido insuficiente para su estabilización.
A continuación el acero debe enfriarse muy rápidamente hasta una temperatura en torno a
los 400-500ºC y mantenerse el tiempo suficiente para que se desarrolle la transformación
bainítica (austempering). Muchas veces se aplica primero un enfriamiento relativamente
lento (p.e., 5ºC/s) hasta una temperatura todavía superior a Ar1 (se puede de este modo
incrementar todavía algo más el contenido de carbono de la austenita) para continuar con
un enfriamiento muy rápido (>30ºC/s) hasta la temperatura de la transformación bainítica.
En el curso del tratamiento isotérmico, debido a la presencia en la composición química
del acero de elementos anticarburígenos como el silicio, aluminio y fósforo, se forma
ferrita bainítica sin que precipite cementita. Gracias a ello, la austenita residual se
enriquece progresivamente en carbono (alcanza valores entre 1 y 2%), hasta que
finalmente la transformación se detiene al cabo de un tiempo más o menos largo,
momento en el que la composición de la austenita es tal que la temperatura del tratamiento
coincide con la temperatura T0 (temperatura a la que se igualan las energías libres de la
ferrita y la austenita que, tal y como se aprecia en la Fig. B.3.3, depende del contenido de
carbono).
Esta austenita de alto carbono es muy estable, su temperatura M s se sitúa 15-25ºC por
debajo de la ambiente, por lo que no se transforma ya en el enfriamiento final. Decualquier manera, la microestructura final del acero y su estabilidad dependen tanto de la
temperatura como del tiempo de mantenimiento en la región bainítica, ya que tiempos
cortos no estabilizan suficientemente la austenita y se forma martensita en el enfriamiento
final, mientras que tiempos largos conducen a la precipitación de carburos y con ella
disminuye la fracción de austenita residual y su contenido en carbono[8]
. La definición
precisa de la temperatura y del tiempo del tratamiento de austempering es crítica, ya que
de ella depende la fracción volumétrica final de austenita, su contenido final de carbono,
así como el tamaño, forma y disposición de esta fase.
5/14/2018 Literatura TRIP Espanol - slidepdf.com
http://slidepdf.com/reader/full/literatura-trip-espanol 5/19
25
Fig. B.3.3. Izda: Tratamiento térmico de los aceros TRIP. Centro: Diagrama pseudobinario F-C con 1.5%Mn. Dcha: Energías libres de la austenita y la ferrita y líneaT 0 , que indica el final de la transformación bainítica durante el austempering
[1].
Además, en las líneas industriales de recocido resulta muy difícil alcanzar las condiciones
de equilibrio expuestas, de manera que en las microestructuras finales de los aceros TRIP
comerciales pueden aparecer también carburos precipitados (en este caso no todo el
carbono del acero participa en el enriquecimiento de la austenita) y martensita, factores
ambos que repercuten negativamente en las propiedades finales de estos aceros.
La transformación de la austenita en bainita durante el austempering depende en gran
medida de la composición química del acero TRIP. Los primeros grados comerciales de
aceros TRIP (CMnSi) utilizan el efecto anticarburígeno del silicio, pero más recientemente
se están utilizando combinaciones de silicio y aluminio (CMnSiAl), con el fin de mejorar
la calidad superficial que se obtiene tras la realización de tratamientos de galvanizado
protectores, aunque el efecto inhibidor del aluminio en la formación de cementita esinferior al del silicio
[8]. Además la presencia de aluminio acelera la reacción bainítica,
disminuyendo así los tiempos del tratamiento, aunque también incrementa la temperatura
Ms. Una tercera opción consiste en adicionar una pequeña cantidad de fósforo
(CMnSiAlP, 0.05-0.1%P), que además de contribuir a la inhibición de la formación de
cementita, tiene un fuerte efecto endurecedor de la ferrita.
Todos los aceros TRIP tienen un contenido de manganeso próximo a 1.5%, contenido
necesario para asegurar una templabilidad suficiente que posibilite la ejecución del
tratamiento de austempering. Además, debido al carácter gammágeno del manganeso,
también contribuye a disminuir la temperatura a la que comienza la precipitación de la
cementita.
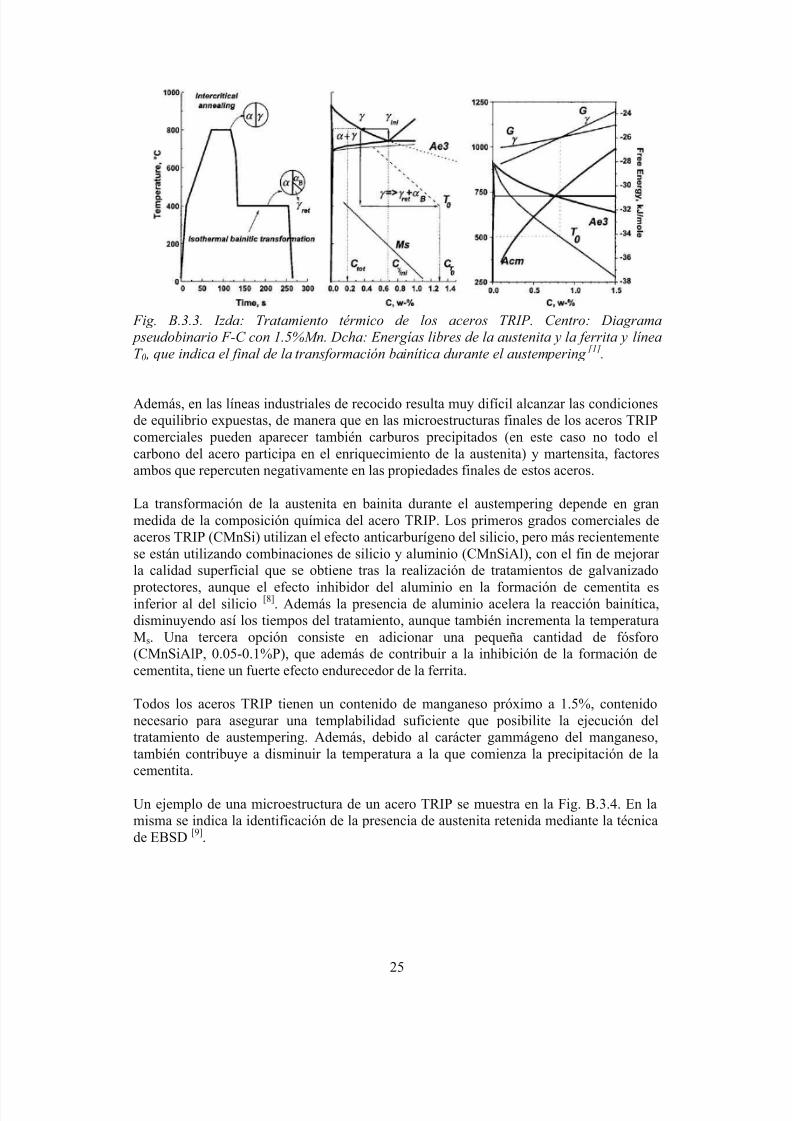
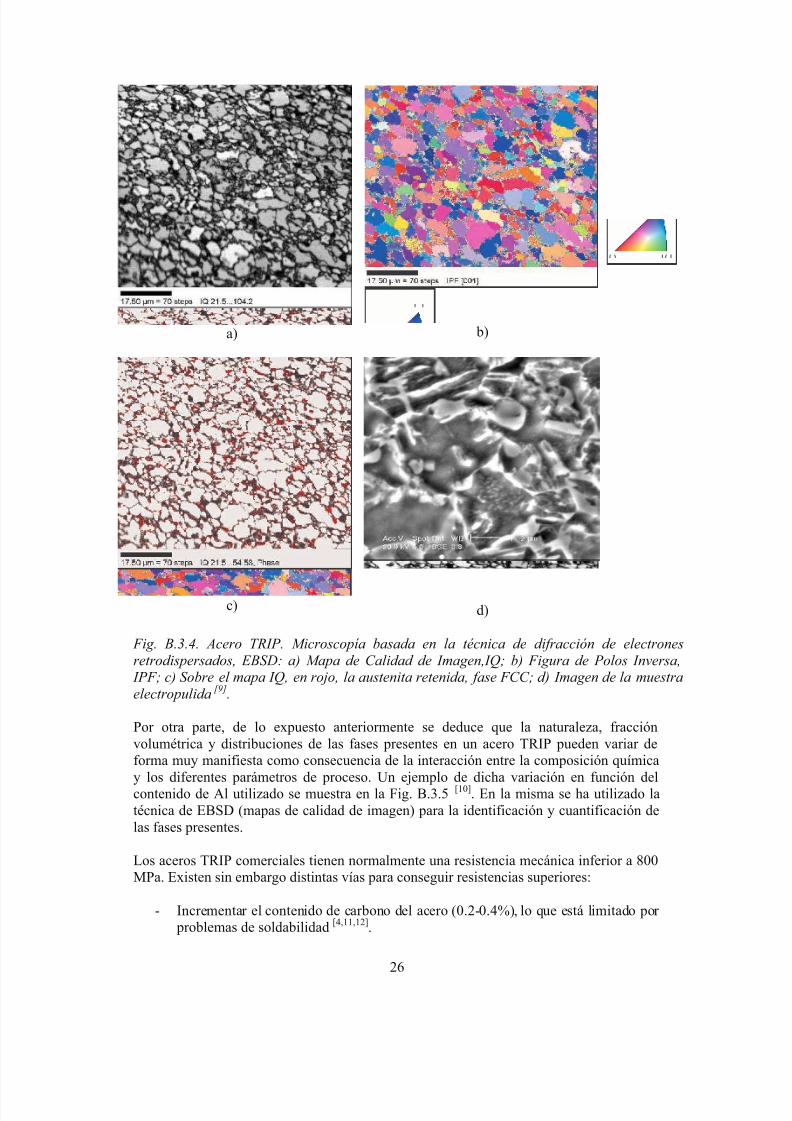
Un ejemplo de una microestructura de un acero TRIP se muestra en la Fig. B.3.4. En la
misma se indica la identificación de la presencia de austenita retenida mediante la técnica
de EBSD[9]
.
5/14/2018 Literatura TRIP Espanol - slidepdf.com
http://slidepdf.com/reader/full/literatura-trip-espanol 6/19
26
a) b)
c) d)
Fig. B.3.4. Acero TRIP. Microscopía basada en la técnica de difracción de electronesretrodispersados, EBSD: a) Mapa de Calidad de Imagen,IQ; b) Figura de Polos Inversa,
IPF; c) Sobre el mapa IQ, en rojo, la austenita retenida, fase FCC; d) Imagen de la muestraelectropulida
[9].
Por otra parte, de lo expuesto anteriormente se deduce que la naturaleza, fracción
volumétrica y distribuciones de las fases presentes en un acero TRIP pueden variar de
forma muy manifiesta como consecuencia de la interacción entre la composición química
y los diferentes parámetros de proceso. Un ejemplo de dicha variación en función delcontenido de Al utilizado se muestra en la Fig. B.3.5 [10]. En la misma se ha utilizado la
técnica de EBSD (mapas de calidad de imagen) para la identificación y cuantificación de
las fases presentes.
Los aceros TRIP comerciales tienen normalmente una resistencia mecánica inferior a 800
MPa. Existen sin embargo distintas vías para conseguir resistencias superiores:
- Incrementar el contenido de carbono del acero (0.2-0.4%), lo que está limitado por
problemas de soldabilidad[4,11,12]
.

5/14/2018 Literatura TRIP Espanol - slidepdf.com
http://slidepdf.com/reader/full/literatura-trip-espanol 7/19
27
- Adicionar microaleantes (Nb, Ti, V, Mo), con el propósito de refinar la
microestructura del acero y endurecerla mediante la precipitación controlada de
carburos y/o carbonitruros[5,13,14,15]
.
- Una última vía consiste en incrementar la fracción de bainita a expensas de la de
ferrita, pudiendo generarse microestructuras de bainita-austenita, de muy altaresistencia mecánica (1100-1300 MPa), aunque de menor ductilidad, si en vez de
realizar un recocido intercrítico se realiza una austenización completa[16,17]
.
0
0.05
0.1
0.15
0.2
0.25
0 10 20 30 40 50 60 70 80 90 100 110
IQ
F r e q u e n c y
EBSD Data without GB Contribution
RXD Ferrite
Non-RXD Ferrite
Martensite
Retained Austenite
Bainite
Sum of all simulated contributions
35.78
37.34
14.56
10.27
2.05
0
0.05
0.1
0.15
0.2
0.25
0 10 20 30 40 50 60 70 80 90 100 110
IQ
F r e q u e n c y
EBSD Data without GB Contribution
RXD Ferrite
Non-RXD Ferrite
Martensite
Retained Austenite
Bainite
Sum of all simulated contributions
35.78
37.34
14.56
10.27
2.05
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0 10 20 30 40 50 60 70 80 90 100 110
IQ
F r e q u e n c y
EBSD Data without GB Contribution
RXD Ferrite
Non-RXD Ferrite
Martensite
Retained Austenite
Bainite
Sum of all simulated contributions
48.31%
6.83%
31.33%
9.86%
3.67%
Fig. B.3.5. Variación en las fracciones de fases presentes al incrementar del 0.5% a 1% el contenido de Al e incrementar el tiempo de permanencia a 450ºC en el ciclo de recocido de30 a 120s
[10].
La interacción que puede tener lugar entre las diferentes adiciones que se han ido
describiendo es muy compleja, ya que un mismo elemento afecta simultáneamente de
diferente forma a varios aspectos del ciclo térmico. Un resumen de los efectos de loselementos de adición más significativos se muestra en la Fig. B.3.6
[18].
Time
T e m
p e r a t u r e
C, Mn, Si,
Cr, Mo, Ni, Nb
Bainite
C, Mn, Cr, Nb
CoolingHeating, soaking
AC3
AC1
Si, Al, P, Nb
Si, Al, P
MS
Ferrite C, Mn, Cr, Mo, B
Si, Al, P, V
Al
Time
T e m
p e r a t u r e
C, Mn, Si,
Cr, Mo, Ni, Nb
Bainite
C, Mn, Cr, Nb
CoolingHeating, soaking
AC3
AC1
Si, Al, P, Nb
Si, Al, P
MS
Ferrite C, Mn, Cr, Mo, B
Si, Al, P, V
Al
Fig. B.3.6. Efecto de los elementos de aleación en la transformación durante el recocidocontinuo de aceros TRIP [18].

5/14/2018 Literatura TRIP Espanol - slidepdf.com
http://slidepdf.com/reader/full/literatura-trip-espanol 8/19
28
CONFORMABILIDAD DE ACEROS TRIP
Los aceros de alta resistencia mecánica poseen una conformabilidad menor que la de los
aceros convencionales utilizados tradicionalmente en la industria del transporte y en
particular la del automóvil. La causa de este comportamiento radica en que presentan
valores de endurecimiento por deformación n pequeños y además son apreciablemente
isotrópicos (R 1)19, 20. En este sentido los aceros TRIP se han desarrollado paramejorar este comportamiento frente al que muestran los Dual Phase (DP), Complex Phase
(CP) y, obviamente, los Martensíticos (ver Fig. B.3.7). La transformación mecánica
durante la deformación de la austenita retenida, presente en cantidades significativas en
los aceros TRIP, incrementa apreciablemente el valor de n mejorando la conformabilidad.
Cualquier proyecto que se plantee el desarrollo de aceros TRIP debe incluir la
caracterización de la conformabilidad de los mismos y constatar si se han alcanzado e
incluso superado los niveles de los aceros de este tipo recientemente comercializados. Ello
va a depender en gran medida de la naturaleza, tamaño y distribución de las diferentes
fases presentes a temperatura ambiente. Esta caracterización de la conformabilidad
requiere la ejecución de unos ensayos específicos que permitan abordar la complejidad de
los procesos industriales de conformado.
Fig. B.3.7. Comparación entre las propiedades mecánicas de diferentes gamas de aceros. Los aceros TRIP proporcionan mejores combinaciones resistencia-ductilidad encomparación con los aceros convencionales
[18].
Los ensayos clásicos se suelen clasificar en dos categorías:
1. Ensayos de comportamiento mecánico intrínseco
2. Ensayos de límites de conformabilidad
5/14/2018 Literatura TRIP Espanol - slidepdf.com
http://slidepdf.com/reader/full/literatura-trip-espanol 9/19
29
1. Ensayos de comportamiento mecánico intrínseco
Se suelen considerar diferentes tipos de ensayos con la finalidad de ayudar a la
comprensión del comportamiento del material durante la estampación y a suministrar
aquellos parámetros del material necesarios para la definición de las ecuaciones
constitutivas, tanto elásticas como plásticas, de los aceros y su posterior utilización en la
simulación por FE.
Ensayos de tracción21,22,23
: Se determinan las propiedades mecánicas clásicas
tales como límite elástico convencional (0,2%), resistencia máxima, alargamiento
uniforme, endurecimiento por deformación n, anisotropía (R 0, R 45, R 90),
sensibilidad a la velocidad de deformación m. Los ensayos se suelen realizar a
distintas velocidades de deformación desde 10-4
s-1
hasta 10 s-1
, buscando las
interdependencias entre las distintas variables de los ensayos.
Efecto Bauschinger24
: Este efecto se puede describir como la reducción en el
límite elástico convencional cuando se invierte la dirección de carga. El papel que
juega el efecto Bauschinger en la estampación de chapa es poco conocido pero
parece que puede ser importante en aspectos como el comportamiento en el
“springback” y en las frecuentes situaciones de doblado y desdoblado de chapa.
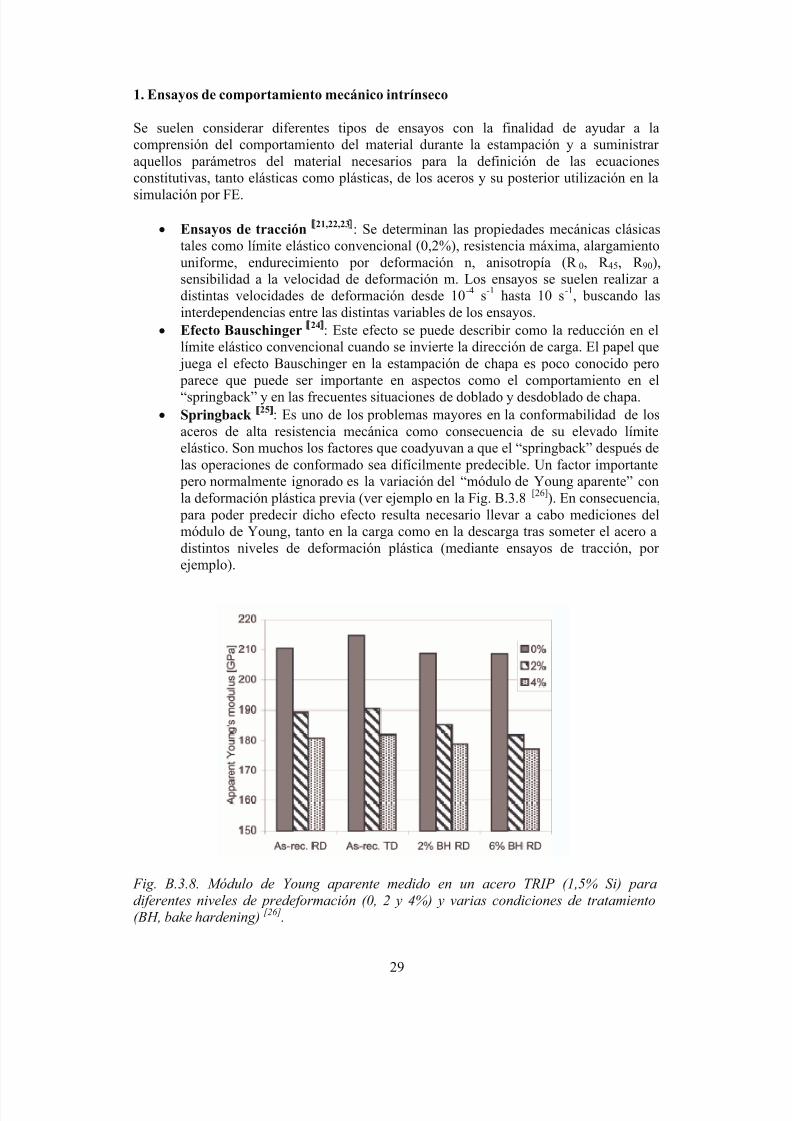
Springback 25
: Es uno de los problemas mayores en la conformabilidad de los
aceros de alta resistencia mecánica como consecuencia de su elevado límite
elástico. Son muchos los factores que coadyuvan a que el “springback” después de
las operaciones de conformado sea difícilmente predecible. Un factor importante
pero normalmente ignorado es la variación del “módulo de Young aparente” con
la deformación plástica previa (ver ejemplo en la Fig. B.3.8[26]
). En consecuencia,
para poder predecir dicho efecto resulta necesario llevar a cabo mediciones del
módulo de Young, tanto en la carga como en la descarga tras someter el acero a
distintos niveles de deformación plástica (mediante ensayos de tracción, por
ejemplo).
Fig. B.3.8. Módulo de Young aparente medido en un acero TRIP (1,5% Si) paradiferentes niveles de predeformación (0, 2 y 4%) y varias condiciones de tratamiento(BH, bake hardening) [26].
5/14/2018 Literatura TRIP Espanol - slidepdf.com
http://slidepdf.com/reader/full/literatura-trip-espanol 10/19
30
2. Ensayos de límites de conformabilidad
En este grupo se incluyen aquellos ensayos que proporcionan información sobre la
deformación plástica máxima a partir de la cual se producen los fenómenos de fallo como
los de localización de la deformación, pandeo y rotura.
Curvas FLD27,28
: Estas curvas constituyen un mapa de deformaciones que
muestra el inicio de la estricción localizada para diferentes caminos dedeformación. Su uso está ampliamente generalizado tanto a efectos comparativos
entre distintas calidades de aceros como para su utilización como criterio de fallo
en la simulación FE del conformado de componentes estructurales. Su elaboración
experimental es muy delicada, necesita de amplia experiencia y de un número
elevado de ensayos.
LDR (Limiting Draw Ratio)29
: Es otro de los ensayos característicos de
conformabilidad de chapa. Consiste en determinar el diámetro máximo del
desarrollo circular que se puede estampar en forma de copa con un punzón de un
diámetro prefijado. Proporciona información sobre el efecto de la anisotropía y de
la lubricación en la conformabilidad de la chapa.
Ensanchamiento de orificios30
: Un fallo frecuente en las operaciones de
estampado son las grietas nucleadas en los bordes que han sido troquelados en
operaciones anteriores. La determinación de la resistencia de los bordes cizallados
se lleva a cabo mediante ensayos de ensanchamiento de orificios que han sido
troquelados en la chapa. El interés de este ensayo radica en que el ensanchamiento
límite disminuye con el aumento de resistencia de la chapa.
Todos estos ensayos, especialmente los de límites de conformabilidad, se desarrollaron
para su aplicación en aceros de calidad DDQ y EDDQ (embutición profunda y extra
embutición profunda) (SAE J2329) y para procesos de conformado convencionales. Los
proyectos ULSAB y ULSAC31
han dado lugar a la utilización en la industria del
automóvil no solo de los nuevos aceros de alta resistencia, sino también a la introducción
de nuevos formatos como tubo, tailored-blanks y patch-works junto con nuevos procesosde conformado como el hidroconformado. El significado y validez de los ensayos clásicos
de caracterización de chapa en esta nueva situación está siendo objeto de estudio.
SOLDABILIDAD DE ACEROS TRIP
Soldadura por resistencia (RSW)
Los aceros de alta resistencia plantean problemas en la soldadura por puntos RSW,
requiriendo consideraciones especiales en lo referente a los parámetros de soldadura y a la
calidad de la unión. Durante la soldadura por puntos de estos aceros se aprecia una mayor
tendencia a la aparición de proyecciones debidas sin duda a su alta resistividad eléctrica, por lo que suele ser necesario emplear mayores esfuerzos y menores intensidades de
corriente durante su soldadura[32]
.
En el caso de los aceros TRIP, su elevado contenido en carbono equivalente da lugar a un
aumento de la templabilidad, lo cual favorece la formación de grietas y roturas durante el
proceso de soldadura. Asimismo, los elevados tiempos de mantenimiento necesarios y el
bajo espesor de las chapas conllevan un aumento del tamaño de la ZAT y de la velocidad
de enfriamiento.

5/14/2018 Literatura TRIP Espanol - slidepdf.com
http://slidepdf.com/reader/full/literatura-trip-espanol 11/19
31
Por estos motivos las uniones soldadas de estos aceros, aunque presentan elevada
resistencia a cizalladura resultan, sin embargo, frágiles sometidas a ensayos de
arrancamiento, y no son aceptables según las normas de automoción basadas en el
desabotonado de los puntos. Esto explica la percepción de estos aceros en la industria
como de muy baja soldabilidad por puntos de resistencia.
También son frecuentes en la ZAT fenómenos relacionados con el crecimiento de grano ytransformaciones de fase que suponen el reblandecimiento del material. Si se produce
reblandecimiento de la ZAT se tendrá una mejor ductilidad y un resultado aceptable en el
desabotonado, pero una menor resistencia global.
Como estrategias para reducir estos problemas se plantean las siguientes posibilidades [33]:
Tiempos de soldadura amplios: control de potencia en varios pulsos
Ciclos de Tratamiento Post-Soldadura.
Existe también la posibilidad de la aplicación de otros sistemas de soldadura:
Soldadura por arco eléctrico
Si bien la soldadura por arco eléctrico es (en virtud de su elevado aporte energético) la
tecnología más empleada para el soldeo de estructuras constituidas por grandes espesores
de material, su uso en automoción está siendo cada vez mayor en ensamblajes de
espesores intermedios o bajos. Esto se debe a los avances que, en las últimas décadas, se
están produciendo en las tecnologías de robotización y en el control de potencia mediante
fuentes digitales. Igualmente, las novedosas técnicas de soldadura al arco de alta densidad
de energía permiten alcanzar altas velocidades de soldeo en aplicaciones de compromiso,
como los “tailored welded blanks” o las soldaduras de elementos sometidos a altos
requerimientos de impacto.
Los mayores problemas que plantea la soldadura al arco tienen que ver con su elevado
aporte térmico, y las ventajas de las que se puede sacar partido al soldar aceros TRIP, proceden de la posibilidad de alterar la composición del baño mediante el hilo de aporte.
Las principales técnicas dentro de este grupo son:
Técnicas de alta densidad de energía: TIG y Plasma, se utilizan para soldaduras a
tope, típicas de TWB (Tailored Welded Blanks) [34]. Permiten penetración total sin
preparación de bordes y someten al material a ciclos térmicos severos.
Soldadura MIG, utilizada para soldaduras de chapas solapadas, típicas de
subensamblajes. Proporcionan mayor aporte térmico y mayor riesgo de
crecimiento de grano y reblandecimiento de la estructura.
Procesos especiales: TIG y Plasma con alimentación de Hilo Frío; procesos
híbridos Plasma-MIG.
Soldadura láserEl láser se emplea en el ensamblaje de piezas de aceros de alta aleación aprovechando el
bajo aporte térmico por unidad de longitud de cordón, que permite tener mínimos
volúmenes de material afectado térmicamente y, por tanto, producir el mínimo daño en la
microestructura del acero TRIP soldado[35]
.
La soldabilidad de los aceros de alto carbono equivalente mediante láser plantea, sin
embargo, el problema de la elevada velocidad de enfriamiento a que se ven sometidos,
debido precisamente a su escaso aporte térmico y en consecuencia el fuerte gradiente de
temperaturas en la ZAT. Esto conlleva la eliminación en el cordón de soldadura de la

5/14/2018 Literatura TRIP Espanol - slidepdf.com
http://slidepdf.com/reader/full/literatura-trip-espanol 12/19
32
combinación característica de ductilidad y resistencia de estos aceros debido a la
formación de estructuras frágiles. Otro problema asociado a la soldadura láser de aceros
TRIP en espesores del orden del milímetro, es la distorsión debida a la escasa
conductividad térmica de estos materiales respecto de los aceros convencionales.
Por otro lado, es conocido que la soldadura láser puede empeorar el comportamiento a
fatiga del componente soldado, así, ensayos en las mismas condiciones de elementos con osin soldadura demuestran que ésta no sólo reduce la resistencia a fatiga, sino que también
reduce el límite de fatiga. Los motivos de esta reducción son:
Concentración de tensiones debida a la forma del cordón y la geometría de la
unión: realizar una unión soldada modifica las dimensiones de la sección de la
unión, lo que genera una concentración de tensiones en esta zona cuando el
elemento está sometido a carga.
Concentración de tensiones debida a las discontinuidades del cordón: estas
discontinuidades de la unión, en general en forma de inclusiones y extrusiones,
pueden favorecer o provocar la nucleación de la fisura, reduciendo así su
resistencia a fatiga. Estas imperfecciones son controlables y pueden evitarse
durante la fabricación.
Tensiones residuales: éstas son causadas por las dilataciones y las contracciones
térmicas asociados a los calentamientos y enfriamientos durante la soldadura, y a
los cambios de fase que tienen lugar durante el enfriamiento post-soldeo. Estas
tensiones pueden llegar a distorsionar el elemento durante la fabricación o
modificar la distribución de cargas del elemento si este está sometido a un
esfuerzo.
REFERENCIAS
1. “International Conference on TRIP-aided High Strength Ferrous Alloys”, GRIP´s Sparkling
World of Steel, Vol. 1, ed. B.C. De Cooman, Aachen, Mainz, 2002.
2. De Cooman B.C., Structure-properties relationship in TRIP steels containing carbide-free
bainite, Current Opinion in Sol. State and Mat. Sci., 8, 2004, 285-303.
3. Takechi, H., Recent progress in high strength steels for automotive in Japan, HSLA Steels
2005, 2005, 58-63.
4. Sugimoto K.I., Itoh M., Hojo T., Hashimoto S.I., Ikeda S y Arai G, Microstructure andmechanical properties of ausformed ultra high-strength TRIP-aided steels, Mater. Sci.
Forum, 539-543, 2007, 4309-4314
5. Zhang M., Li L., Fu R.Y., Kriza D. y De Cooman B.C., Continuous cooling transformation
diagrams and properties of micro-alloyed TRIP steels, Mater. Sci. Eng. A, 438-440, 2006,296-299.
6 . Skolly, R.M. y Poliak, E.I., Aspects of production hot rolling of Nb microalloyed high Alstrength steels, Mater. Sci. Forum, 500-501, 2005, 187-194.
7. Jiang, L. Humphreys, A.O. y Jonas, J.J., Effect of Si on the interaction between
recrystallization and precipitation in Nb microalloyed steels, ISIJ Intern., 44, 2004, 381-
387.

5/14/2018 Literatura TRIP Espanol - slidepdf.com
http://slidepdf.com/reader/full/literatura-trip-espanol 13/19
33
8. Girault E., Mertens A., Jacques P., Houbaert Y., Verlinden B. y Van Humbeeck J.,Comparison of the effects of silicon and aluminium on the tensile behaviour of multiphase
TRIP-assisted steels, Scripta Mater., 2001, 885-892.
9. Iza, A., Informe interno CEIT.
10. Wu, J., Garcia, C.I., Hua, M., Gao, W., Cho, K. y DeArdo, A.J., A new method of characterizing and quantifying complex microstructures in steels, Materials Science and
Technology 2006: Product Manufacturing, 2006, 305-316.
11. Srivastava A.K., Jha G., Gope N. y Singh S.B., Effect of heat treatment on microstructure
and mechanical properties of cold rolled C-M-Si TRIP-aided steels, Mater. Charac., 57,2006, 127-135.
12. Godet S., Georges C. y Jacques P.J., On the phase transformations in hot rolled TRIP-assisted multiphase steels, Mater. Sci. Forum, 539-543, 2007, 4333-4338.
13. Shi W., Li L., Yang C.X., Fu R.Y., Wang L. y Wolants P., Strain-induced transformation of
retained austenite in low-carbon low-silicon TRIP steel containing aluminium and
vanadium, Mater. Sci. Eng. A, 429, 2006, 247-251.
14. Di Matteo A., Lovicu G., De Sanctis M., Valentini R. y Solina A., Correlation betweenmicrostructures and properties of transformation induced plasticity steels, Steels Grips, 4
(2), 2006, 143-147.
15. Hashimoto S., Ikeda S., Sugimoto K.I. y Miyake S., Effects of Nb and Mo additions to
0.2%C-1.5%Si-1.5%Mn steel and mechanical properties of hot rolled TRIP-aided steelsheets, ISIJ Intern., 44 (9), 2004, 1590-1598.
16. Sugimoto K., Nakano K., Song S. y Kashima T., Retained austenite characteristics and
stretch-formability of high-strength low-alloy TRIP type bainitic steels, ISIJ Int., 42 (4)2002, 450-455.
17. Sugimoto K.,Tsunezaura M., Hojo T. y Ikeda S., Ductility of 0.1-0.6C-1.5Si-1.5Mn ultra
high-strength TRIP-aided sheet steels with bainitic ferrite matrix, ISIJ Int., 44 (9) 2004,
1608-1614.
18. Bleck W. y Phiu-On K., Microalloying of cold-formable multi phase steel grades, Mater.Sci. Forum, 500-501, 2005, 97-112.
19. Sudo, M., Higashi, M., Hori, H., Iwai, T., Lambe, S. y Shibata, Z., Effects of microstructureon the mechanical properties of multi-phase sheet steels, Transactions of ISIJ, 21, 1981,
820-827.
20. Hashimoto, S., Sudo, M., Mimura, K. y Hosoda, T., Effect of microstructure on mechanical
properties of C-Mn high strength hot rolled steels. Trans. ISIJ., 26, 1986, 985-992.
21. Hosford, W.F. y Caddell, R.M., Metal Forming. Mechanics and Metallurgy. Ed. PrenticeHall.(1993).
22. ASTM E-8-01, Standard Tests Methods for Tension Testing of Metallic Materials.
23. Fallansbee, P.S., High strain rate compression testing. Metals Handbook. Nine edition.
Vol.8, ASM, 1985, 190.
5/14/2018 Literatura TRIP Espanol - slidepdf.com
http://slidepdf.com/reader/full/literatura-trip-espanol 14/19
34
24. Stout, M.G. y Rollet, A.D., Large strain Bauschiger effect in FCC metals and alloys, Met.Trans. A. 21A, 1990, 3201-3213.
25. Perez, R., Benito J.A. y Prado, J.M., Study of the inelastic response of TRIP steels after plastic deformation, ISIJ Intern., 45 (12), 2005, 1925-1933.
26. Vuoristo, T., Kuokkala, V-T, Curtze, S. y Peura, P., Effect of pre-straining on the apparentYoung´s modulus of bake-hardenable high strength steels , Materials Science and
Technology 2005: Springback and in sheet metal forming applications, 2005, 17-26.
27. Logan, R.W., Meuleman, D.J. y Hosford, W.F., Formability and metallurgical structure,
eds. A.K. Sachdev y J.D. Embury, The Metallurgical Society, 1987, 159-173.
28. Hosford, W.F., Effect of Anisotropy and work hardening on cup drawing, redrawing and
ironing, Formability, Analysis, Modelling and Experimentation, Metallurgical Society of AIME, 1978, 78.
29. Marciniak, Z. y Kuczynski, K., Int. J. Mech. Sci., 9, 1967, 609.
30. Sugimoto, K., Sakaguchi, J., Iida, T. y Kashima, T., Strecht-flangeability of a high strengthTRIP bainitic sheet steel, Trans. ISIJ, 40, 2000, 920-926.
31. www.worldautosteel.org/
32. Nieto, J., Guerrero-Mata, M.P. Colás, R., Maní, A. y Garza, R., On the spot welding
behavior of galvannealed steel strip for automotive applications, 45th
Mechanical Workingand Steel Proc. Conf., 41, 2003, 333-343.
33. Hilditch, T.B., Speer, J.G. y Matlock, D.K., Effect of susceptibility to interfacial fracture on
fatigue properties of spot-welded high strength sheet steel, Mater. Design, aceptado para su
publicación, 2007.
34. Bayraktar, E., Morrion, J. y Kaplan, D., Effect of welding conditions on the formabilitycharacteristics of thin sheet steels: mechanical and metallurgical effects”, J. Mater. Proc.
Technol., 175, 2006, 20-26.
35. Han, T., Park, S.S., Kim, K-H., Kang, C-Y., Woo, I-S. Y Lee, J-B., CO2 laser welding
characteristics of 800 MPa class TRIP steel, ISIJ Intern., 45, 2005, 60-65.
5/14/2018 Literatura TRIP Espanol - slidepdf.com
http://slidepdf.com/reader/full/literatura-trip-espanol 15/19
35
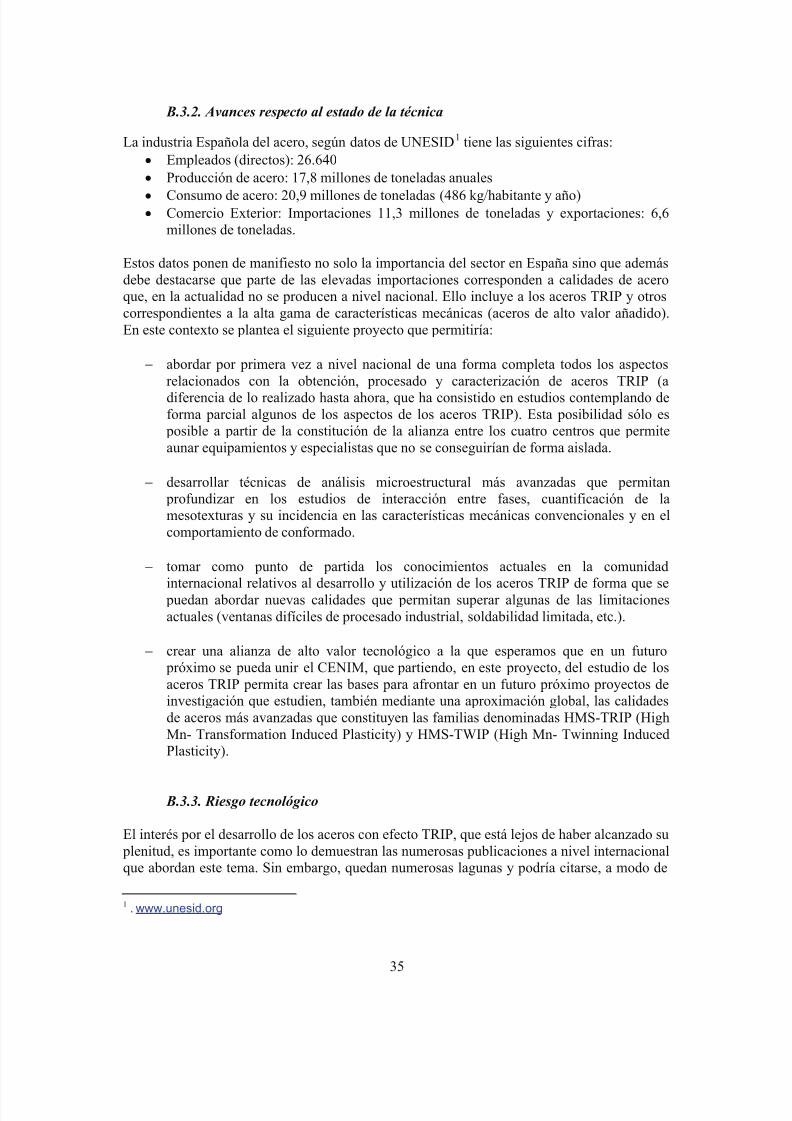
B.3.2. Avances respecto al estado de la técnica
La industria Española del acero, según datos de UNESID1 tiene las siguientes cifras:
Empleados (directos): 26.640
Producción de acero: 17,8 millones de toneladas anuales
Consumo de acero: 20,9 millones de toneladas (486 kg/habitante y año) Comercio Exterior: Importaciones 11,3 millones de toneladas y exportaciones: 6,6
millones de toneladas.
Estos datos ponen de manifiesto no solo la importancia del sector en España sino que además
debe destacarse que parte de las elevadas importaciones corresponden a calidades de acero
que, en la actualidad no se producen a nivel nacional. Ello incluye a los aceros TRIP y otros
correspondientes a la alta gama de características mecánicas (aceros de alto valor añadido).
En este contexto se plantea el siguiente proyecto que permitiría:
abordar por primera vez a nivel nacional de una forma completa todos los aspectos
relacionados con la obtención, procesado y caracterización de aceros TRIP (a
diferencia de lo realizado hasta ahora, que ha consistido en estudios contemplando de
forma parcial algunos de los aspectos de los aceros TRIP). Esta posibilidad sólo es
posible a partir de la constitución de la alianza entre los cuatro centros que permite
aunar equipamientos y especialistas que no se conseguirían de forma aislada.
desarrollar técnicas de análisis microestructural más avanzadas que permitan
profundizar en los estudios de interacción entre fases, cuantificación de la
mesotexturas y su incidencia en las características mecánicas convencionales y en el
comportamiento de conformado.
tomar como punto de partida los conocimientos actuales en la comunidad
internacional relativos al desarrollo y utilización de los aceros TRIP de forma que se puedan abordar nuevas calidades que permitan superar algunas de las limitaciones
actuales (ventanas difíciles de procesado industrial, soldabilidad limitada, etc.).
crear una alianza de alto valor tecnológico a la que esperamos que en un futuro
próximo se pueda unir el CENIM, que partiendo, en este proyecto, del estudio de los
aceros TRIP permita crear las bases para afrontar en un futuro próximo proyectos de
investigación que estudien, también mediante una aproximación global, las calidades
de aceros más avanzadas que constituyen las familias denominadas HMS-TRIP (High
Mn- Transformation Induced Plasticity) y HMS-TWIP (High Mn- Twinning Induced
Plasticity).
B.3.3. Riesgo tecnológico
El interés por el desarrollo de los aceros con efecto TRIP, que está lejos de haber alcanzado su
plenitud, es importante como lo demuestran las numerosas publicaciones a nivel internacional
que abordan este tema. Sin embargo, quedan numerosas lagunas y podría citarse, a modo de
1 . www.unesid.org

5/14/2018 Literatura TRIP Espanol - slidepdf.com
http://slidepdf.com/reader/full/literatura-trip-espanol 16/19
36
ejemplo la necesidad de desarrollar las herramientas necesarias para la correcta
caracterización microestructural de las estructuras complejas presentes en estos aceros
(identificación y cuantificación de las fases finamente distribuidas,…). En esta línea, CEIT ha
participado recientemente en una iniciativa de diferentes Centros y Universidades europeos
(13 en total) que pretendía la cuantificación de la fracción volumétrica de austenita presente
en estas microestructuras. Este es un parámetro crítico que define el comportamiento de estosaceros. La comparación final de los resultados obtenidos en los diferentes laboratorios, tras
aplicar diferentes técnicas (6 diferentes) puso de manifiesto la dificultad del tema.
Además de lo anterior, también es necesario señalar que los aceros TRIP poseen, por su
naturaleza, aspectos de elevada complejidad técnica (tales como el de una soldabilidad
mínima acorde a las exigencias actuales de productividad industrial) que deberán ser
estudiados y resueltos en el transcurso del proyecto.
Los miembros que constituyen la alianza poseen una probada experiencia en los campos en
los que se pueden considerar que los aceros TRIP presentan mayores dificultades. Ello
permite considerar, a priori, que el proyecto va a poder llevarse a cabo en su totalidad y que
no se piensa que exista en alguna de las tareas un riesgo tecnológico insalvable.
B.4. Impacto Socioeconómico del Proyecto
B.4.1. Plan de explotación
CEIT, CTM, ITMA y AIMEN son Centro Tecnológicos sin ánimo de lucro, cuya misión es
detectar necesidades técnicas y tecnológicas en las empresas y poner los medios para
satisfacerlas. A través de la alianza estratégica propuesta por estos centros se busca
aprovechar sinergias y aumentar la masa investigadora en un aspecto clave para la industria
siderúrgica y de automoción española. Por consiguiente, el objetivo final de este proyecto
debe ser el de transferir los resultados de esta investigación al tejido industrial nacional, de tal
forma que las empresas lleven a cabo la explotación directa de los mismos.
La difusión de los resultados de este proyecto se orientará principalmente a las empresas del
sector siderúrgico con capacidad de suministrar aceros TRIP, principalmente a empresas del
sector de la automoción. Hay que tener en cuenta que las empresas que dominen la
fabricación de este tipo de aceros, tendrán ganada, en un futuro próximo, una importante
cuota de mercado en el sector de la automoción a nivel internacional, y que los resultados
obtenidos a nivel de laboratorio sirven de base real para desarrollar estos aceros a nivel
industrial.
No obstante, los resultados también tendrán gran interés para aquellas empresas que emplean
estos aceros en la fabricación de sus productos (principalmente del sector de la automoción), oa todas aquellas con posibilidad de incorporarlos a corto o medio plazo. En este sentido,
conviene recordar que parte de los trabajos realizados dentro del proyecto, tienen un gran
interés no sólo desde el punto de vista de la optimización de la calidad de estos aceros, sino
también desde el punto de vista de los usuarios finales de los mismos (estudios de
conformabilidad y soldabilidad), ya que dispondrán de una información muy valiosa a la hora
de definir y desarrollar los procesos de fabricación en los que intervengan dichos materiales.
5/14/2018 Literatura TRIP Espanol - slidepdf.com
http://slidepdf.com/reader/full/literatura-trip-espanol 17/19
37
Los destinatarios principales serán los técnicos y directivos de todas estas empresas, y entre
los medios utilizados para difundir los resultados se encuentran: visitas a empresas, jornadas
técnicas, conferencias, publicaciones, etc. A través de estos medios se prevé mostrar los
resultados obtenidos a lo largo del proyecto, con especial interés en la comparación de los
resultados obtenidos a partir de los aceros desarrollados a lo largo del proyecto, frente a los
obtenidos con los aceros TRIP comercializados actualmente.
En cuanto a los resultados científicos, derivados principalmente del exhaustivo trabajo de
caracterización y formulación de los aceros, irán destinados, sobre todo, al mundo académico
y se difundirían por medio de conferencias, ponencias en congresos de carácter nacional e
internacional, publicaciones, etc. En este sentido, los resultados del proyecto serán una base
de conocimiento explotable por los miembros de la alianza estratégica en futuras líneas de
investigación más específicas y, en general, por la comunidad científica y técnica. En este
contexto conviene destacar que actualmente, la información disponible en lo que respecta a
los aspectos abordados en este proyecto se encuentra dispersa y está, en muchos casos,
incompleta.
Teniendo en cuenta todo lo anterior, la difusión de los resultados se llevará a cabo a diferentesescalas en función de las singularidades del receptor de la información, siempre con el
objetivo de logar el máximo aprovechamiento y beneficio de los mismos. Así, a medida que
se vayan produciendo avances significativos, se utilizarán los siguientes cauces:
Notas de prensa en revistas nacionales especializadas (por ejemplo en la revista
“Soldadura y Tecnologías de Unión”, publicada por CESOL).
Audiencia objetivo: Público General
Países: España
Fechas: Al inicio del proyecto, durante el desarrollo del mismo
Objetivo: Despertar el interés del público industrial
Conferencias nacionales e internacionales (por ejemplo: Materials Science and
Technology (USA, organizado por AIST), Eurojoin (organizado por la Federación
Europea de soldadura), Thermec, Congreso Nacional de Materiales (organizado por
SEMAT), Jornadas Técnicas de Soldadura (organizadas por CESOL),etc.
Audiencia objetivo: Público científico e industrial
Países: Internacional
Fechas: En un estado avanzado del proyecto. A partir del mes 18.
Objetivo: Dar a conocer los resultados parciales del proyecto en el ámbito científico –
tecnológico más elevado.
Artículos en revistas internacionales (Metallurgical and Materials Transactions, Materials
Science and Engineering, ISIJ International, Advanced Materials and Processes, …).Audiencia objetivo: Público científico e industrial
Países: Internacional
Fechas: En un estado avanzado del proyecto. A partir del mes 18.
Objetivo: Dar a conocer los resultados del proyecto en el ámbito científico –
tecnológico más elevado.
Páginas Web específicas de los miembros de la alianza
5/14/2018 Literatura TRIP Espanol - slidepdf.com
http://slidepdf.com/reader/full/literatura-trip-espanol 18/19
38
Audiencia objetivo: Público General
Países: Internacional
Fechas: En un estado intermedio del proyecto. A partir del mes 12.
Objetivo: Establecer un canal de comunicación dedicado exclusivamente a las
tecnologías de los aceros TRIP, apoyándose en los resultados obtenidos a lo largo del
proyecto. No todos los resultados serán públicos.
En este contexto, además de las colaboraciones habituales ya forjadas previamente entre los
Centros participantes en la propuesta y la industria del acero nacional, se prevé llegar a cabo
unas acciones específicas. Teniendo en cuenta que se trata de la primera vez en España que se
constituye una alianza de estas características en el campo de los materiales metálicos, dentro
del plan de explotación se prevé incluir una actividad específica (“Jornadas Técnicas”) donde
se expongan los resultados y know how desarrollados de forma directa a los responsables
técnicos de las empresas nacionales potencialmente interesadas en la producción y utilización
de los aceros TRIP. Teniendo en cuenta el cronograma de actividades planteado, los socios
consideran que a lo largo del proyecto se podrían organizar tres Jornadas Técnicas (en
diferentes localizaciones geográficas) que se corresponderían temporalmente al final del
primer año (cuando se dispondrían de resultados bastante completos de la calidad TRIP 700),al final del segundo año (en este caso la jornada se centraría en las singularidades para
producir gamas TRIP con mayores resistencias) y al finalizar el proyecto (presentación de
resultados y conclusiones finales).
B.4.2. Impacto en los sectores productivos
El presente proyecto trata de dar un impulso al estudio de una familia de materiales avanzados
de alta resistencia cuya aplicación va en aumento, precisando su importación. Uno de los
sectores de aplicación de este tipo de materiales es el sector de la automoción y por extensión
el del transporte en general. Pero se prevé que estos aceros penetren paulatinamente en otros
sectores como el de la construcción (barreras protectoras en carreteras) o energético.
Debe señalarse que los aceros TRIP forman parte de unas de las líneas prioritarias y
estratégicas definidas en PLATEA (Plataforma Española del Acero) y que a su vez se
entronca en la “European Steel Technology Platform” (ESTEP). Hay que recordar que en la
definición de de las líneas estratégicas de investigación de PLATEA ha sido liderada por las
empresas nacionales productoras de acero.
Los motivos por los que los aceros TRIP forman parte de los objetivos estratégicos del sector
nacional del acero pueden resumirse de la siguiente forma, en relación al título de este
apartado:
- La producción de acero ha ido creciendo a nivel nacional de forma constante en los
últimos años. Sin embargo, tal como se indicó previamente, la balanza neta es
fuertemente importadora. Ello afecta fundamentalmente a la gama de aceros de “muy
elevadas características”.
- Las economías emergentes (el grupo BRIC, Brasil, Rusia, India y China) se están
caracterizando por unos incrementos anuales muy fuertes en la producción de acero

5/14/2018 Literatura TRIP Espanol - slidepdf.com
http://slidepdf.com/reader/full/literatura-trip-espanol 19/19
39
con objeto de alimentar la demanda interna. Se prevé que en muy pocos años se va a
asistir a la saturación de esos mercados nacionales y a una exportación muy agresiva.
Ello va a afectar a las gamas bajas de aceros. Este es uno de los motivos por los que el
sector del acero occidental (y dentro de él, el español) debe incentivar acciones
conducentes a desplazar sus ventas hacia aceros más difíciles de producir
tecnológicamente y con un valor añadido adicional (que no sea una mera refusión ylaminación de aceros de bajas prestaciones mecánicas).
- Las regulaciones europeas relativas a las emisiones de CO2, consumo energético, etc.
van a continuar favoreciendo, de forma indirecta, a aquellas industrias que produzcan
aceros con prestaciones cada vez más exigentes, tal como lo son los aceros TRIP.
B.5. Resultados del Proyecto
La realización del proyecto va a permitir que los socios, de forma individualizada, puedan
obtener los siguientes beneficios:
Participación en un proyecto que abarca todo el proceso de la obtención, procesado y
conformado y soldeo de los aceros TRIP, que no sería abordable de forma
individualizada (ni tampoco con la participación de solo dos de los socios). Ello
implica disponer de la posibilidad de recibir (y compartir) know how en actividades en
las que cada centro no es experto.
Posibilidad de compartir técnicas de ensayos no disponibles en instalaciones propias,
pudiendo además, gracias a su utilización en el proyecto, disponer de una información
precisa sobre las ventajas, limitaciones, etc. con relación a las necesidades habituales
del centro.
Con relación a la creación de la alianza estable, debe señalarse que su constitución va a
permitir:
Crear un grupo investigador estable que por sus características, tanto de equipamientos
científicos como de recursos humanos, alcance la masa crítica suficiente para poder
abordar con garantías temáticas concretas en tecnologías punteras del campo de los
materiales metálicos que, hasta la actualidad, no eran viables a nivel nacional.
Una consecuencia inmediata de lo anterior va a ser la posibilidad de realizar ofertas
sobre temáticas más complejas que las llevadas a cabo hasta la fecha presente de
forma individualizada.
El proyecto servirá, en su devenir diario, para afianzar y consolidar la alianza
(métodos de trabajo, procedimientos,…) de forma que en una segunda etapa ésta se
extienda a otros centros nacionales que por sus características y objetivos podrían
considerarse como miembros naturales de la misma.