MAIZ - Cadena de Valor Agregado
36
Instituto Nacional de Tecnología Agropecuaria Ediciones Cadena de Valor Agregado Alternativas de transformación e industrialización Actualización Técnica Nº 54 Julio 2010 www.cosechaypostcosecha.org Maíz
-
Upload
emmanuel-mendez -
Category
Documents
-
view
367 -
download
0
Transcript of MAIZ - Cadena de Valor Agregado

Instituto Nacional de Tecnología Agropecuaria
Ediciones
Cadena de Valor Agregado
Alternativas de transformación e industrialización
Actualización Técnica Nº 54 Julio 2010
www.cosechaypostcosecha.org
Maíz


Si tomamos como promedio las últimas cuatro campañas de maíz a nivel mundial, Argentina es el sexto mayor productor de maíz del mundo, pero ocupa el número 14 en relación consu-mido/producido de cada país, con tan solo 33 % de consumo, cifra inferior al resto de los países productores en los cuales tienen más de 62 % de consumo de maíz. Este bajo porcentaje de utilización de Argentina del propio maíz producido, puede deberse a 2 motivos:
1. Que Argentina produce mucho grano en relación a su número de habitantes.
2. Que Argentina le da poco valor agregado a sus granos.
Si bien Argentina produce mucho maíz por habitante 511,32 kg/habitante/año, cuando lo comparamos con EE.UU. que produce 998,30 kg/habitante/año, queda evidente que EE. UU. produce el doble de maíz per cápita que Argentina, lo que ocurre es que Argentina exporta el 67 % del maíz producido como grano (Commodity), frente a EE. UU. que solo exporta el 16 % como grano (Commodity), el resto lo industrializa y/o lo transforma en carne, huevo, Leche, etanol, bioplásticos y en otros productos que derivan de la cadena de valor agregado del maíz.
Para que Argentina Equipare a EE UU en consumo de maíz per capita, se requieren 26,8 millo-nes de tn adicionales de maíz, que para el rendimiento promedio de las últimas cuatro campa-ñas de Argentina significarían un incremento de 3,8 millones de ha manteniendo las exporta-ciones actuales. Con este razonamiento no se pretende otra cosa más que poner en considera-ción el potencial que presenta Argentina para agregar valor a los granos de maíz y con ello generar mayor calidad de empleo en origen y también la posibilidad de incrementar el área de siembra, mejorando la sustentabilidad de la producción agrícola, donde hoy el 67 % es soja.
Ing. Agr. Fernando Ustarroz, INTA Manfredi, Proyecto PRECOP II
Fuente: Departamento de Agricultura de Estados Unidos (USDA).
Consumo de maíz
RANKING SEGÚN
CONSUMIDO/ PRODUCIDO
PAISES
2006/07
2007/08
2008/09
2009/10
TOTALES
PROMEDIO POR
CAMPAÑA DEL 2006 AL 2010
PROMEDIO POR
CAMPAÑA DEL 2006 AL 2010
PORCENTAJE CONSUMIDO
DE LO PRODUCIDO
1
Egypt
6149
6174
6645
6822
25790
6447,5
11025
171,00 %
2
Mexico
22350
23600
24226
21300
91476
22869
31475
137,63 %
3
Canada
8990
11649
10592
9560
40791
10197,75
12168,5
119,33 %
4
EU-27
53829
47555
62321
55773
219478
54869,5
61700
112,45 %
5
Indonesia
7850
8500
8700
8300
33350
8337,5
8625
103,45 %
6
Philippines
6231
7277
6846
6235
26589
6647,25
6875
103,43 %
7
Nigeria
7800
6500
7970
8759
31029
7757,25
7662,5
98,78 %
8
China
151600
152300
165900
155000
624800
156200
150500
96,35 %
9
India
15100
18960
19730
17300
71090
17772,5
15375
86,51 %
10
United States
267503
331177
307142
333011
1238833
309708,25
260011
83,95 %
11
South Africa
7300
13164
12567
14000
47031
11757,75
9800
83,35 %
12 Brazil 51000 58600 51000 53000 213600 53400 43875 82,16 %
13 Ukraine 6400 7400 11400 10500 35700 8925 5587,5 62,61 %
14 Argentina 22500 22017 15000 22500 82017 20504,25 6800 33,16 %
Producción
Mundial de maíz
por país
(en miles de Tn.)
Ing. Agr. Fernando Ustarroz INTA PRECOP II, con datos del USDA.
La cosecha de maíz del ciclo 2009/10 de Argentina fue de 22,5 millones de toneladas, con un rendimiento promedio de 8200 kg./ha. En este ciclo se sembraron 2.740.000 ha. de maíz destinadas a cosecha de grano.
INTA PRECOP II, Agregado de valor en origen - Pág. 3

El siguiente esquema, es el propuesto por el INTA (Proyecto PRECOP II) donde se puede apre-ciar la metodología de integración vertical del productor agropecuario desde la siembra, cose-cha, almacenaje, industrialización primaria, transformación, industrialización de segundo orden, transporte con cadena de frío, logística de abastecimiento de góndolas y comercializa-ción en el mercado interno e internacional.

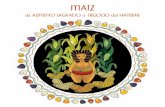
Pericarpio
EndospermaAlmidón y Proteína
de baja calidad
EmbriónAceite y Proteínade alta calidad
Grafico 1: foto de semilla de maíz indicando sus partes componentes
Fuente: Aníbal Alvarez, Aplicaciones del maíz en la tecnología alimentaria y otras industrias Recopilación de ILSI Argentina
Este modelo de integración vertical de la producción agropecuaria, muestra el “Agregando de Valor en Origen” a la producción primaria (granos, leche, carne, etc.), mediante su transforma-ción en los distintos niveles de la cadena Agroalimentaria, y el porcentaje de participación en el negocio de cada uno de esos niveles, hasta llegar a la góndola.
Dentro del modelo productivo primario de granos argentinos, el maíz es uno de los cultivos de mayores posibilidades de agregado de valor, fundamentalmente por su capacidad de trasfor-mación a proteína animal, dado que es el grano forrajero por excelencia.
PRECOP II, Agroindustria en Origen
Autor: Ing. Qco. (M. Sc.) José L. Robutti INTA Pergamino, Buenos Aires. “Calidad y Usos del Maíz”
Fuente:
Composición química del MaízEl grano de maíz tradicional está compues-to por un 70 a 75% de almidón, 8 a 10% de proteína y 4 a 5% de aceite, contenidos en tres estructuras: el germen (embrión), el endosperma y el pericarpio (ver Gráfico 1). El germen constituye el 10 al 12% del peso seco y contiene el 83% de los lípidos y el 26% de la proteína del grano. El endosperma constituye el 80% del peso seco y contiene el 98% del almidón y el 74% de las proteínas del grano. El pericarpio constituye el 5 al 6% del peso seco e incluye todos los tejidos de cobertura exterior, con un 100 % de fibras vegetales.
Tendencias del MaízLa palabra “calidad” aplicada al maíz es una propiedad multifacética y está determina-da por diversos factores. Algunos de estos factores, como el clima y el suelo, son inmodificables. Sin embargo, es posible la modificación en otros tales como el cultivar, las prácticas culturales, así como las de manejo y transporte pos-cosecha, para conservar o al menos mantener los niveles de calidad del grano.
Actualmente se observa una tendencia hacia la producción de materiales con características de calidad diferenciada para satisfacer los variados aspectos de la demanda. Estas características están directamente asociadas con el uso final del producto y justifican su comercialización con identidad preservada en contraposición al grueso de la producción que lo hace como “commo-dity”.
Los progresos en la utilización del maíz dependerán de la nueva información que se produzca (como resultado de las investigaciones conducidas por bioquímicos, fitomejoradores, agróno-mos, fisiólogos, tecnólogos de alimentos, ingenieros, etc.) sobre las interrelaciones de las pro-piedades físicas, químicas y biológicas del grano de maíz con el genotipo, el ambiente de culti-vo y el manejo pre y poscosecha.
INTA PRECOP II, Agregado de valor en origen - Pág. 5

CADENA DEL MAÍZ
INTA PRECOP II, Agregado de valor en origen - Pág. 6
Fuenter: PRECOP II, Agroindustria en Origen

INTA PRECOP II, Agregado de valor en origen - Pág. 7
Seca
de molienda
Fuenter: PRECOP II, Agroindustria en Origen

Tipos de maízExisten muchos tipos de maíz y usualmente se clasifican de acuerdo a la dureza del grano
1- Tipos duros o Flint: la raza representativa es Cristalino Colorado, e incluye al maíz Plata, requerido principalmente por la industria de molienda seca. Tradicionalmente se utilizaba para la obtención de polenta, pero sus usos se han multiplicado progresivamente, se lo emplea para la fabricación de cereales para desayuno o como alimento para animales. Los viejos y tradicionales maíces colorados argentinos, que hasta la década de 1980 constituían el 100% del germoplasma nacional, fueron cruzados con germoplasma dentado americano a partir de fines de los ´80, mejorándose substancialmente el rendimiento potencial del cultivo, y constituyendo la base de la mayor parte de los híbridos actuales. El maíz colorado siguió un camino paralelo de mejoramiento, logrando importantes aumentos en su poten-cial de rendimiento y manteniendo las características especiales de los maíces Flint o Plata. De los maíces Flint, como especialidad no OGM (Organismos Genéticamente Modificados), actualmente se exportan a la Unión Europea.
2- Tipos reventadores o Pisingallo o Popcorn: corresponden a los maíces cuyo endosperma es vítreo, muy duro. En contacto con el calor, su endosperma se expande formando la "palo-mita" de maíz. El maíz pisingallo o pop-corn es otra especialidad que tuvo un desarrollo ace-lerado durante la última década, ubicando a la Argentina como el primer exportador mun-dial. A la introducción de nuevos híbridos americanos de alto potencial, en los últimos años se agregaron planes de mejoramiento nacionales, que incrementaron notoriamente el rendimiento del cultivo.
3 - Tipos dentados: entre los maíces nativos se destaca la raza Dentado Amarillo y son carac-terísticos los híbridos del "Corn Belt" norteamericano. Estos tipos de maíces son muy utiliza-dos por la industria de molienda húmeda para la obtención de alcohol, almidones y fructo-sa, entre otros ingredientes empleados en la industria alimentaria.
4 - Tipos harinosos: corresponden a un grupo numeroso de razas que se localizan tanto en la zona de altura del NOA (cuyos tipos característicos son los Capias) como en las zonas bajas del NOA y NEA (donde se destaca la raza Abatí Morotí). El endosperma de estos maíces es casi enteramente harinoso. Son muy utilizados para su consumo fresco (choclo) y en la ela-boración de diversas comidas tradicionales basadas en harina de maíz.
Otros maíces y su utilización
Entre los tipos de maíces mencionados, que son los tipos extremos, se encuentran numerosas formas raciales con texturas intermedias, que también son utilizadas para muchos destinos.
Maíces especiales: los que adquieren mayor importancia en nuestro país son los maíces colo-rados (Flint); el pisingallo, y los (MAV) Maíces de Alto Valor.
Maíces de Alto Valor: el maíz MAV (Maíz Alto Valor) es una nueva especialidad que viene produciéndose desde hace unos años en la Argentina. Consiste en una asociación varietal que produce un grano con mayor valor nutritivo determinado por una mayor concentración de aceite (duplica el valor del maíz común) y un incremento del 20% en la concentración de proteí-na, incrementando así el contenido de aminoácidos esenciales. Estas características en su com-posición le dan un valor agregado para la industria avícola y porcina. Actualmente, la Argenti-na es exportador mundial de maíces MAV.
Autor: Juan R. E. Gear, “El cultivo del maíz en la Argentina”. Recopilación de Revista ILSI Argentina
Los distintos tipos de maíz existentes difieren en: requerimiento para su producción, rendi-mientos, precios de venta como grano (commodity) y precio como productos transformados y procesados. La clave será agregar valor a los granos eligiendo, el tipo de maíz, la transforma-ción en proteína animal o industrialización y los múltiples destinos comerciales que generen la mayor renta posible.
Fuente: PRECOP II, Agroindustria en Origen
INTA PRECOP II, Agregado de valor en origen - Pág. 8

La calidad del grano de maízLa calidad de uso del maíz está determinada principalmente por la estructura y composición del grano. Las diferencias en estructura y composición dependen del cultivar así como de las prácticas de manejo, el clima, el suelo y los métodos de cosecha y poscosecha. A continuación se tratarán algunas características del grano vinculadas a su estructura y composición.
Dureza Endospérmica
La dureza endospérmica contribuye a otorgarle al maíz resistencia mecánica, propiedad deseable para mantener la integridad del grano durante las operaciones de cosecha y poscose-cha. Asimismo, la industria de la molienda seca requiere materia prima de grano duro para obtener fracciones de los tamaños adecuados a las distintas aplicaciones de los productos de esta molienda. La dureza se debe a complejas interacciones entre los componentes del endos-perma, principalmente las proteínas y el almidón. El grado de adhesión entre almidón y proteí-na es mucho mayor en el endosperma córneo que en el harinoso. Tal estructura compacta explica la mayor resistencia del endosperma duro a las acciones mecánicas así como a la difu-sión del agua y por lo tanto, el secado más lento del grano de este tipo de maíz. También expli-caría el mayor peso hectolitrito ya que la estructura compacta del endosperma córneo debería pesar más que la del harinoso. Existen evidencias que ciertas proteínas específicas llamadas zeínas y en especial aquellas con alto contenido de aminoácidos azufrados estarían involucra-das en la definición de la dureza del grano de maíz. En el endosperma maduro estas zeínas se localizan en los corpúsculos zeínicos. Algunos informes sugieren que también el almidón podría tener incidencia en la dureza endospérmica del maíz. Las moléculas constitutivas del almidón son las de amilosa y las de amilopectina. Estudiando 6 materiales (4 híbridos simples, una línea endocriada y una población de maíz QPM) se encontró que el almidón de la porción córnea del endosperma contenía porcentajes significativamente superiores de amilosa (más duro el maíz) que el de la porción harinosa.
Almidón
Las aplicaciones del almidón son múltiples.
La modificación (ya sea por tratamientos químicos o por mejoramiento genético) para alterar sus propiedades funcionales amplían aun más el campo de aplicación.
Los maíces con los genes mutantes waxy y amilose extender alteran la proporción de amilosa y amilopectina del maíz normal que es de aproximadamente 27 y 73%, respectivamente. La alte-ración en las proporciones relativas de amilosa y amilopectina modifica el grado de ramifica-ción del almidón lo que origina variaciones en sus propiedades funcionales y por lo tanto en su espectro de usos. El almidón waxy está constituido prácticamente por el 100% de amilopecti-na. El amilose extender original tenía 55-60 % de amilosa, llegando por mejoramiento genético a aproximadamente 80%.
Aceite
El aceite es un componente menor del grano de maíz, siendo su concentración de alrededor del 5%. Por selección se consiguió aumentar esa concentración hasta más del 20%. La ventaja de maíces de alto aceite como materia prima para la industria aceitera no está totalmente cla-ra, particularmente en situaciones donde abunden especies oleaginosas que compitan en pre-cio y presenten una calidad nutricional similar. Sin embargo, los maíces con alto contenido de aceite hacen un elevado aporte energético en las dietas animales, y su empleo en bovinos y porcinos evita el agregado de aceite en la ración y permite una mayor eficiencia en el uso de hormonas de crecimiento. La composición de ácidos grasos determina, en gran medida, la cali-
INTA PRECOP II, Agregado de valor en origen - Pág. 9

dad del aceite de maíz. Las distintas proporciones de estos ácidos establecen las propiedades de uso más adecuado del aceite, ya sea en alimentación humana o animal. La relación de ácido oleico a linoleico parece ser de herencia simple y la obtención de tipos con alto así como bajo contenido de oleico es factible.
Carotenoides
Los carotenoides son constituyentes del grano de maíz que determinan aspectos de calidad. Estos son precursores de la vitamina A y las xantofilas imparten un color deseable a la yema del huevo y a la piel de los parrilleros. Los carotenoides funcionan también como antioxidantes. La presencia de provitamina A y otros antioxidantes en el maíz son relevantes porque estos com-puestos están asociados con la prevención de enfermedades degenerativas. El contenido de pigmentos carotenoides es en promedio de 25-30 ppm para los maíces colorados flint y de 15-18 ppm en los dentados amarillos. Durante el almacenaje se pierde gran parte del contenido de dichos pigmentos. Maíz almacenado por un año en condiciones de chacra típicas en EE.UU. pierde alrededor del 90% de su actividad provitamínica A. Existen evidencias que sugieren que la velocidad a la que ocurre esta pérdida depende del genotipo.
Tocoferoles
La cantidad y tipo de tocoferoles presentes en el grano de maíz pueden considerarse un factor de calidad ya que ellos poseen actividad provitamínica E y a su vez protegen de la oxidación a las dobles ligaduras de los ácidos grasos insaturados. Por otra parte, hay indicios que estos com-puestos intervienen en la prevención de enfermedades degenerativas. La cantidad y naturale-za de los tocoferoles varía ampliamente entre genotipos.
IndustrializaciónEl maíz constituye la materia prima básica para diversas industrias. La producción de alimentos balanceados es, desde el punto de vista cuantitativo, la más importante. Le siguen la industria de la molienda húmeda y la de la molienda seca, en ese orden.
Alimentos balanceados
El maíz como grano interviene, aproximadamente, en el 50% en las raciones. Además subpro-ductos de ciertas industrias del maíz también intervienen como ingredientes (por ejemplo, corn gluten feed, corn gluten meal, residuos de industrias fermentativas, etc). La calidad requerida por esta industria varía según el tipo de alimento a elaborar. Los fabricantes de ali-mentos avícolas requieren maíz de tipo colorado por su alto contenido de pigmentos lo cual evita o reduce el agregado de pigmentos sintéticos.
Fuente: Ing. Qco. (M. Sc.) José L. Robutti INTA Pergamino, Buenos Aires.“Calidad y Usos del Maíz”
Sistemas de producción utilizados para obtener etanolLa producción de etanol es un ejemplo de cómo la ciencia, la tecnología, la agricultura y la industria deben trabajar en armonía para transformar un producto agropecuario en un com-bustible.
El proceso de producción de etanol ha sido inmensamente refinado y actualizado en años recientes ganando en eficacia. El proceso de producción varía ligeramente para cada uno de los tres usos principales del etanol –bebidas, industrial y combustible-, pero los pasos principa-les son los mismos.
INTA PRECOP II, Agregado de valor en origen - Pág. 10

La mayoría del etanol producido en los Estados Unidos está hecho a partir del grano de maíz, pero también puede ser producido a partir de otros feedstocks como el sorgo, trigo, cebada, papa o remolacha. Brasil, el principal productor mun-dial junto a los EE.UU. lo produce a partir de caña de azúcar.
Para la producción de etanol a partir de maíz hay dos méto-dos primarios: la molienda seca y la molienda húmeda. La mayoría del etanol producido en los EE.UU. proviene del pro-ceso de molienda seca.
Ambos procesos incluyen esencialmente los mismos pasos: el preparado del feedstock, la fermentación de los azúcares simples, el recupero del alcohol y de los subproductos que van generándose en el proceso, diferenciándose en la prepa-ración del grano para la molienda y la posterior fermenta-ción.
La elección de uno u otro sistema de producción implica la obtención de un determinado conjunto de derivados o sub-productos. Del proceso de molienda seca además del etanol se obtienen los granos destilados secos y solubles (DDGS) que son un alimento de alta calidad para el ganado. Del proceso de molienda húmeda junto con el etanol se obtiene: aceite de maíz, gluten feed y gluten meal. Estos últimos también se utilizan como alimento para animales.
Fuente: Lic. G. A. Vergagni, Maizar. La industria del etanol en la a partir del maíz ¿es factible su desarrollo en la Argentina?.
Molienda húmedaProcesos
En la molienda húmeda se utilizan todos los tipos de maíz, pero dada su mayor disponibilidad,
en los últimos años se emplean casi exclusivamente maíces dentados y semidentados.
La molienda húmeda es un proceso capital intensivo, en el cual las plantas procesan un gran
volumen de granos. En general la capacidad instalada es de varias centenas de millones de
litros de etanol/año, mientras que las plantas que trabajan bajo el proceso de molienda seca a
lo sumo disponen de una capacidad de producción anual de 230 millones de litros.
La operación de molienda húmeda es más compleja porque el grano se debe separar en sus
componentes, con la ventaja que al lograr una separación más efectiva de los mismos se obtie-
nen subproductos de mayor valor agregado. En la molienda húmeda solamente el almidón se
fermenta mientras en la molienda seca para obtener etanol se fermenta el puré entero.
La molienda húmeda consiste en empapar el maíz en agua caliente en un proceso llamado
empapamiento, luego se retira el agua y los núcleos ablandados pasan a los molinos y a los
separadores donde se separa el germen, extrayéndose de éste el aceite de maíz. Las piezas
restantes –almidón, gluten y fibras- se muelen y se pasan a través de separadores donde se
retira la fibra, se separa el almidón y el gluten. Luego se lava y se seca el almidón que puede ser
usado como almidón o ser convertido en dulcificantes –jarabes de maíz, maizenas, bioplásticos
o etanol.
Sintéticamente los pasos del proceso son los siguientes: i. Almacenamiento y limpieza, ii. Mace-ración del grano de maíz, iii. Molienda gruesa (obtención del germen), iv. Molienda fina (ob-tención del gluten feed), v. Separación del gluten y almidón (obtención del gluten meal y del almidón), vi. Hidrólisis del almidón.
Fuente: Fotografía tomada por
el INTA PRECOP II, en el Farm Progress Show 2009
INTA PRECOP II, Agregado de valor en origen - Pág. 11

La molienda húmeda es un proceso altamente sofisticado que por medios físicos y químicos separa los componentes del grano de maíz en una serie de productos útiles. La calidad reque-rida no se orienta hacia ningún tipo en particular (“flint”, dentado o semidentado). La exigen-cia de esta industria se refiere principalmente a la homogeneidad de las partidas en cuanto a textura y a la contaminación por micotoxinas.
ProductosAlmidones nativos y modificados
El almidón se modifica químicamente para alterar sus propiedades funcionales y así ampliar su campo de aplicaciones. Estas modificaciones son: adelgazamiento ácido, oxidación, “cross-linking”, derivatización, sustitución, entre otras. Por otra parte, existen tipos de maíces mutan-tes tales como el waxy y el amilose extender que también modifican las propiedades funciona-les del almidón y por ende su espectro de usos. Los almidones nativos y modificados se usan en la industria de papel y cartón, textil, farmacéutica, alimenticia y otras, por su disponibilidad a
INTA PRECOP II, Agregado de valor en origen - Pág. 12

bajo costo y porque puede ser convertido en una variedad de productos por medios químicos y bioquímicos. El almidón puede convertirse en alcohol combustible por fermentación. Se ha propuesto usar el almidón en la producción de plásticos porque es una fuente renovable, bio-degradable y más ecológica que los plásticos industriales derivados del petróleo. A partir de estos plásticos, se están desarrollando telas de secado rápido para deportistas, CD´s, computa-doras, teléfonos celulares, frazadas, alfombras y envases de alimentos, entre otros.
Fructosa
Desde el punto de vista cuantitativo la fructosa es el producto derivado del almidón de mayor importancia en nuestro país. Se produce como jarabe, a dos niveles de concentración (42 y 55%), por hidrólisis del almidón y posterior conversión enzimática. El jarabe de 55% se usa prin-cipalmente en bebidas sin alcohol y aperitivos. En las bebidas sin alcohol, brinda al embotella-dor ventajas logísticas, requiere menores inversiones, permite simplificaciones de proceso. El de 42% se emplea en bebidas gaseosas, alcohólicas, jugos, fabricación de panificados y galleti-tas, en sidras,etc. Igualmente en tortas y galletas, galletas, no sólo por su poder edulcorante sino también por sus cualidades como humectante y texturizador.
Otros productos a partir del almidón son: jarabe mezcla, glucosa, dextrosa, maltodextrina, bioplásticos, etc. Todos con diversas aplicaciones, principalmente alimenticias.
CoproductosDel germen de maíz se extrae un aceite que es reconocido como uno de los de mejor calidad, superior a la mayoría de los obtenidos de las oleaginosas. Como residuo queda una torta, rica en proteína y otros nutrientes, que se usa en alimentación animal. El gluten meal está constitui-do por la fracción proteica que se separa de la lechada de almidón en la centrifugación. Se emplea principalmente en la alimentación de aves. Contiene alrededor de 60% de proteína y la mayor parte de los pigmentos carotenoides del grano original. El gluten feed se obtiene mez-clando la porción fibrosa del grano, las proteínas solubilizadas en la maceración y la torta de extracción del aceite. Contiene un mínimo de 21% de proteína y se usa para alimentación de ganado.
Fuente: Ing. Qco. (M. Sc.) José L. Robutti INTA Pergamino, Buenos Aires. “Calidad y Usos del Maíz”
Productos y especificaciones:
Por cada 100 kg de maíz en base seca, se obtienen 67 kg de almidón, 9 kg de germen, 8 kg de gluten meal y 16 kg de gluten feed. De la industrialización del almidón se obtiene 25% de glu-cosa, 1% de dextrosa, 18% de fructosa al 42 y 46% de fructosa 55.
Fuente: Aníbal Álvarez, “Aplicaciones del maíz en la tecnología alimentaria y otras industrias”. Recopilación de ILSI Argentina
Productos que se obtienen a partir de la molienda húmeda del maízLos productos obtenidos mediante la industrialización del grano de maíz, tales como edulco-rantes calóricos, colorante caramelo y almidones son indispensables para la elaboración de bebidas no alcohólicas gasificadas, galletitas, cervezas, golosinas, entre otros.
Fuente: Lic. G. A. Vergagni, Maizar. La industria del etanol en la a partir del maíz ¿es factible su desarrollo en la Argentina?.
Y, si ese almidón lo destinamos a etanol, obtenemos 37,25 litros de etanol y 30,35 kg de anhí-drido Carbónico.
INTA PRECOP II, Agregado de valor en origen - Pág. 13

Jarabe de maíz de alta fructosa: ya explicado su uso.
Glucosa: se lo utiliza en la fabricación de caramelos, chicles, dulce de leche, jarabes medicinales, etc. En general es usado como inhibidor de la cristalización.
Jarabes mezcla: son jarabes de maíz obtenidos por conversión enzimática, con mediano contenido de fructuosa. Su poder edulcorante es mediano, reempladando a otros azúcares en numero-sos productos. Se los utiliza principalmente en frutas en conservas (duraznos en almibar), dul-ce de membrillo y batata, mermeladas, fruta escurrida, heladería y apicultura.
Jarabe de maltosa: Se usa en caramelería y en la fabricación de cerveza.
Colorante de caramelo: Destinado a las bebidas colas y a determinados alimentos y bebidas a los cuales confiere color.
Maltodextrinas: Se utiliza para una serie de ramas de la industria alimenticia aportando carbohi-dratos y realzando sabores.
Almidón: ya explicado su uso.
Almidónes modificados: ya explicado su uso.
Gluten meal: ya explicado su uso.
Gluten feed: ya explicado su uso.
Esquema de molienda húmeda
GlutenFeed
GlutenMeal
Aceite de Maíz
AlmidónJarabe de MaízAceiteEtanol
Almidón
Bebidas Golosinas Endulzantes
Edulcorantes de Maíz
Glucosa Dextrosa Fructuosa 42 Fructuosa 55
Molienda húmeda
Molienda seca para obtener etanolLa molienda seca es un proceso de producción para extraer el almidón contenido en el maíz ampliamente aceptado en la industria del etanol puesto que comparativamente con el proce-so de molienda húmeda tiene menores requerimientos de capital tanto al momento de cons-truir como de operar la planta.
Los avances de la tecnología aplicada al proceso de molienda seca han hecho que en la actuali-dad la conversión del maíz en etanol sea mucho más eficaz y productiva que en la primera gene-ración de plantas de molienda seca que operaban en la década del '80. Se han reducido en forma considerable los requerimientos de energía, se incorporaron sofisticados procesos de automatización, las enzimas disminuyeron su costo a su vez que vieron incrementado su poder de conversión, logrando con ello menores tiempos de procesamiento, el desarrollo de cedazos moleculares, todos factores que han contribuido a disminuir los costos y aumentar el volumen de etanol obtenido.
INTA PRECOP II, Agregado de valor en origen - Pág. 14
(ver cuadro Nº1)

Cu
ad
ro N
º1:
Pro
du
cto
s en
los
qu
e p
arti
cip
an e
n m
ayo
r y
en m
eno
r p
orc
enta
je lo
s d
eriv
ado
s d
e la
mo
lien
da
hú
med
a d
el m
aíz
Alm
ido
nes
(In
c.d
ext
rin
as)
USO
S IN
DU
STR
IALE
S
ab
rasi
vos,
bate
rías,
cart
on
es
en
cuad
ern
aci
on
es,
qu
ímic
os
reve
stim
ien
tos,
in
d. d
el co
rch
od
isp
ers
an
tes,
ferm
en
taci
ón
pir
ote
cnia
, ta
lco
s, lu
bri
can
tes
refi
naci
ón
min
era
l, In
d. Pap
ele
ra,
plá
stic
os,
em
uls
ion
es,
go
mas
eti
qu
eta
do
s, f
ósf
oro
sin
d. d
el ca
lzad
o, ad
hesi
vos
peg
am
en
tos,
desi
ncr
ust
an
tes
cerá
mic
os/
azu
lejo
s, d
ete
rgen
tes
cuerd
as,
so
gas,
tiz
as
y cr
ayo
nes
tin
tura
s, f
ibra
s d
e v
idri
op
olv
os
inse
ctic
idas,
mat.
ais
lan
teen
cera
do
s, p
intu
ras,
mat.
fo
tog
ráfi
coim
pre
sio
nes,
in
d. te
xtil,
la
min
ad
os
mad
era
, in
d. d
el cu
ero
vela
s, lin
óle
o
USO
S A
LIM
ENTI
CIO
S/M
EDIC
INA
PRO
D. B
ELLE
ZAan
tib
ióti
cos,
asp
irin
as,
alim
en
tos
p/b
eb
é, p
rod
. p
an
ad
erí
a, p
ost
res
alim
.pre
coci
do
s, a
dere
zos
sop
as
desh
id., c
osm
éti
cos
leva
du
ras,
go
mas
de m
asc
ar,
p
olv
os
p/h
orn
ear,
beb
idas
pro
d.c
on
fite
ría, h
ari
nas,
pre
mezc
las
pre
p. fa
rmacé
uti
cos,
jo
bó
n, art
. lim
pie
zave
geta
les
en
lata
do
s, p
olv
os
azu
cara
do
sp
rod
. ce
rám
ico
s.
Jara
bes
(fru
ctu
osa
)
USO
S IN
DU
STR
IALE
S
tin
tas
y co
lora
nte
sexp
losi
vos
cro
mad
os
pla
stif
ican
tes
ind
. te
xtil
ind
. d
el ta
baco
USO
S A
LIM
ENTI
CIO
S/M
EDIC
INA
pro
d. p
an
ad
erí
a, b
eb
idas,
pro
d. m
alt
ead
os
sals
as,
qu
eso
s/u
nta
ble
s, lech
e c
on
den
.h
uevo
s d
iseca
do
s/co
ng
ela
do
s, p
ost
res
fru
tas
y ju
go
s d
e f
ruta
s em
paq
. o
en
lata
do
sp
ast
as
de m
an
í, p
esc
ad
o c
on
gela
do
sop
as
desh
idra
t., en
du
lzan
tes
alim
en
tos
p/b
eb
é, g
ase
osa
s, lic
ore
salim
en
tos
p/d
esa
yun
o, p
rod
. ch
oco
lata
do
sp
rod
.co
nfi
terí
a, g
om
as
de m
asc
ar
sust
itu
tos
lech
e/c
rem
as,
ext
ract
os
y fr
ag
an
cias
hela
do
s, g
olo
sin
as,
du
lces,
merm
ela
das
pre
mezc
las,
pro
d.c
árn
ico
s, a
dere
zos
pre
p.f
arm
acé
uti
cos,
pro
d. ad
ob
ad
os.
JAR
AB
E D
E A
LTA
FR
UC
TUO
SA Y
MA
LTO
DET
RIN
AS
en
du
lzan
tes
baja
calo
rías,
fru
tas
y ju
go
s en
lata
do
sco
nd
imen
tos,
po
stre
s co
ng
ela
do
s, a
limen
tos
desh
idra
t.vi
no
s, d
ulc
es,
merm
ela
das,
malv
avi
sco
s, in
fusi
on
es
inst
an
tán
eas
beb
idas
y g
ase
osa
s, s
nack
s, s
als
as.
Glu
ten
FOR
RA
JES
glu
ten
feed
glu
ten
meal
azú
care
s
OTR
OS
USO
Sam
ino
áci
do
slim
pie
za d
e p
iele
s
Ger
men
USO
S A
LIM
ENTI
CIO
S M
ÉDIC
OS
ace
ite
ad
here
zos
sals
as
mayo
nesa
sm
arg
ari
nas
exc
ipie
nte
sfa
rmacé
uti
cos
leci
tin
a
USO
S IN
DU
STR
IALE
Sja
bo
nes
an
tico
rro
sivo
sin
d.t
ext
ilsu
stit
uto
s d
e g
om
as
qu
ímic
os
e
inse
ctic
idas
pin
tura
s y
barn
ices
Dex
tro
sa(I
nc.
mela
zas)
USO
S IN
DU
STR
IALE
S
ferm
en
taci
ón
, p
rod
. q
uím
ico
sg
alv
an
izad
ore
s, in
d.d
el cu
ero
ind
. d
el p
ap
el,
ind
. te
xtil
ad
hesi
vos,
en
cim
as
man
nit
ol,
sorb
ito
lra
yón
, áci
do
s
USO
S A
LIM
ENTI
CIO
S-M
ÉDIC
OS
DER
IVA
DO
S D
E M
ELA
ZAS
ETA
NO
L
jug
os
die
téti
cos
pre
p. d
ieté
tico
saro
mati
zan
tes
gela
tin
as
esp
eci
as
y p
rep
ara
do
sd
e m
ost
aza
vin
ag
res
y vi
no
sp
rod
. p
/dest
ilaci
ón
fru
tas
y ve
geta
les
con
gela
do
s, e
nla
tad
os
pre
p. fa
rmacé
uti
cos
beb
idas
carb
on
ad
as
áci
do
s o
rgán
ico
sso
lven
tes
org
án
ico
sin
d. d
el ta
baco
ind
. d
el cu
ero
alc
oh
ole
s in
du
stri
ale
sb
eb
idas
alc
oh
ólic
as
com
bu
stib
les
INTA PRECOP II, Agregado de valor en origen - Pág. 15

El costo de construir una planta de etanol de molienda seca se redujo en un 25-30%, mientras el costo de producción casi un 50% en los últimos 20 años. Muchas plantas se han integrado verticalmente, anexando explotaciones de feedlots, tambos, o en algunos casos la explotación comercial de peces aprovechando el sistema de reciclaje de las aguas usadas en la planta.
Los 8 pasos principales en la producción de etanol bajo este proceso son los siguientes:
Molienda: El proceso de molienda seca comienza con la limpieza del grano de maíz (puede ser cebada, trigo o sorgo), que una vez limpio pasa a través de los molinos que lo muelen en un polvo fino –harina de maíz-.
Licuefacción: La harina de maíz se sopla en grandes tanques donde se la mezcla con agua y las enzimas –amilasa alfa- y pasa a través de las cocinas donde se licueface el almidón. A la mezcla se le agregan componentes químicos para mantenerla con un pH de 7. En esta etapa se aplica calor para permitir la licuefacción, en una primera etapa a alta temperatura (120-150ºC) y luego a temperatura más baja (95ºC). Estas altas temperaturas reducen los niveles de bacterias presentes en el puré o mosto.
Sacarificación: El puré de las cocinas luego es refrescado –a una temperatura levemente deba-jo del punto de ebullición del agua- y se le agrega una enzima secundaria –glucoamilasa- para convertir las moléculas del almidón licuado en azúcares fermentables –dextrosa- mediante el proceso de sacarificación. Las enzimas funcionan como catalizadores para acelerar los cambios químicos.
Fermentación: El etanol es producto de la fermentación. Al puré se le agrega levadura para fermentar los azúcares –cada molécula de glucosa produce dos moléculas de etanol y dos de dióxido de carbono- y con ello obtener el etanol y el anhídrido carbónico. Usando un proceso continuo, el puré fluirá a través de varios fermentadores hasta que fermente completamente. En este proceso el puré permanece cerca de 48 horas antes que comience el proceso de destila-ción. En la fermentación, el etanol conserva mucha de la energía que estaba originalmente en el azúcar, lo cual explica que el etanol sea un excelente combustible.
Destilación: El puré fermentado, ahora llamado cerveza, contendrá alcohol –cerca del 15%- y agua –al 85%-, así como todos los sólidos no fermentables del maíz y de la levadura. El puré entonces será bombeado a un flujo continuo, en el sistema de la columna de destilación, donde la cerveza se hierve, separándose el alcohol etílico de los sólidos y del agua. El alcohol dejará la columna de destilación con una pureza del 90 al 96%, y el puré de residuo, llamado stillage, será transferido de la base de la columna para su procesamiento como subproducto.
Deshidratación: El alcohol pasa a través de un sistema que le quita el agua restante. La mayo-ría de las plantas utilizan un tamiz molecular para capturar las partículas de agua que contiene el etanol al momento de salir del sistema de destilación. El alcohol puro, sin el agua, se lo deno-mina alcohol anhidro.
Desnaturalizado: El etanol que será usado como combustible se debe desnaturalizar con una cantidad pequeña (2-5%) de algún producto, como nafta, para hacerlo no apto para el consu-mo humano.
Subproductos: Hay dos subproductos principales del proceso: el anhídrido carbónico y los granos destilados. El anhídrido carbónico se obtiene en grandes cantidades durante la fermen-tación. Muchas plantas lo recogen, lo limpian de cualquier alcohol residual, lo comprimen y lo venden para ser usado como gasificante de las bebidas o para congelar carne. Los granos desti-lados, húmedos y secos –DDGS-, se obtienen del stillage, el cual se centrífuga para separar los sólidos suspendidos y disueltos. Un evaporador se utiliza para concentrar los sólidos suspendi-dos y disueltos y después se envían a un sistema de secado para reducir el contenido de agua a aproximadamente un 10/12%. Los DDGS contienen el núcleo del maíz menos el almidón. Algu-nas plantas también elaboran un jarabe que contiene algunos de los sólidos que pueden ser comercializados juntos o en forma independiente de los granos destilados.Fuente: Lic. G. A. Vergagni, Maizar. La industria del etanol en la a partir del maíz ¿es factible su desarrollo en la
Argentina?..
INTA PRECOP II, Agregado de valor en origen - Pág. 16

Planta de etanol en IOWA EE.UU.Proceso de producción de etanol:
El primer paso es la molienda del maíz, luego a este se le agrega agua a 80-85 ºC con enzimas amilolíticas que transforman el almidón a azúcares más simples. De esto se obtiene una pasta que luego de 2 horas se la somete a un proceso de enfriado con intercambiadores de calor que lo lleva de 180ºF a 95ºF y con esa temperatura llega a los fermentadores. Al costado de los fer-mentadores hay tanques en los que se prepara la levadura que es comprada, agregándole agua y nutrientes para que se reproduzcan rápidamente y una vez lista se la vierte en la pasta que está en los tanques fermentadores. Cada uno de los 4 tanques fermentadores tiene una capacidad de 730.000 galones que en esta etapa del proceso contienen la pasta (Maíz + Agua), las enzimas y el liquido fermentador. En estos tanques esa mezcla esta 50 horas y mientras pasan las horas se le va agregando mas levadura para mejorara la fermentación y constante-mente se mide la temperatura y el pH que tiene que ser igual al del cuerpo humano.
Luego del proceso de fermentado va a unos tanques de reposo en el que esta 10 horas y luego se separa el liquido (etanol) de lo sólido que va a un proceso de secado para la producción del DDGS en los tanques evaporadores. La planta posee 5 tanques de almacenamiento de amilasa (enzimas). Luego de esos tanques de reposo a la masa se le saca la melaza (todas aquellas cade-nas que tengan más de 6 moléculas de Carbono, la levadura no los puede procesar y forman la melaza del residuo sólido. Los azucares más comunes son los de 3 Carbonos y los que más toman las levaduras. Por último en 2 cilindros grandes se le quita el agua con 2 caños súper calentados y se obtiene el DDGS. El etanol va pasando por distintos tanques de destilación, en el último tanque el etanol posee un 95% de pureza y el último paso es quitarle ese 5% de agua con un filtro con bolitas quedando el etanol con un 100% de pureza. La mitad del agua se reci-cla para reutilizarla.
Descripción de la Planta:
Los dueños son productores e investigadores privados. La electricidad se genera con carbón mineral, que se descarga en camión al costado de la fábrica y queman 200.000 kilos diarios. El subproducto de esa quema es una ceniza que se usa para la fabricación de carreteras mezclado con pavimento.
La planta posee 4 tanques fermentadores grandes y la capacidad de producción de la planta es de 486.840 litros de etanol por día.
Todo el proceso de producción esta computarizado y controlado en una central de control que en ella están 4 personas (trabajan 12 horas) y pueden manejar de la central toda la planta.
La planta está totalmente automatizada y funciona todo el día y todo el año.
En toda la empresa hay 45 empleados que trabajan de lunes a viernes, distribuidos en la parte de mantenimiento, laboratorio de control de calidad y administración.
Las 4 personas que están en la planta en los distintos turnos sacan muestras de todas las partes del proceso, para hacer el control de calidad de cada etapa de producción. De esas 4 personas hay 2 principales y una de ellas está en los tanques de fermentación constantemente que se lla-ma el cocinero. En este proceso hay distintos tiempos en los que se tiene que ir muestreando bacterias por las dudas que estén compitiendo y si esto ocurre se aplican antibióticos a los tan-ques.
Las personas encargadas de la destilación miden constantemente la cantidad de agua, ya que es muy poca la cantidad que se permite.
Al final del proceso el etanol obtenido se desnaturaliza con el agregado de nafta para que no tenga otro uso que no sea el de combustible y ahí se miden la concentración de CO2 y Ch4.
En esta planta se muelen 1.200 toneladas de maíz diarias que equivalen más o menos a 40
INTA PRECOP II, Agregado de valor en origen - Pág. 17

camiones, transformándose en etanol, DDGS y anhídrido carbónico. Para el procesado de esa cantidad de maíz se utilizan 2.250.000 litros de agua por día. Se producen aproximadamente 400.000 kilos diarios de DDGS y 12.000 toneladas por mes aproximadamente.
La planta posee 2 silos de 12.700 toneladas de almacenamiento y una celda de almacenamien-to para el DDGS que de ella pasa directamente a los campos de productores para alimentación Bovina y pollos y también a una fábrica de productos balanceados. Gran parte es transportado por tren a Texas, México, etc.
La participación del DDGS en la dieta de bovinos va desde un 20 a un 50% de la misma.
El precio del DDGS fluctúa de acuerdo al precio del maíz.
El DDGS tiene un 10 a 15% de humedad y 25% de proteína y un pequeño porcentaje se vende mezclado en un 50% con melaza que es un producto perecedero que en 7 días se echa a perder por fermentaciones.
(En la planta hay un tanque de hidróxido de sodio o Bisulfato de sodio para esterilizar las cañe-rías y eliminar los residuos de ellas.)Fuente: Mario Bragachini, Eduardo Martellotto, Axel von Martini y Andrés Méndez, coordinadores técnicos del via-je Inta-Coovaeco a Estados Unidos. 19º Viaje de Capacitación Técnica a los EEUU INTA / COOVAECO
Diagrama del proceso de etanol de la planta de IOWA EE. UU.
+vapor
Grano de Maíz entero
Producto de la
fermentación
Etanol al 190
Grano húmedoJarabe
Agua fresca y Aguareciclada 4 veces
Horno turboTanque del producto de la molienda
+Enzimas
Tanque de licuefacción
Enfriador
Tanques de fermentación
+Enzimas y levaduras
EvaporaciónResiduos livianos
Centrífuga
Residuo
Tambor de secado
Producto final:
DDGS
Producto final:
Etanoldesnaturalizado al 200+2-4,5% de Nafta
Etanol al 200
Tamices moleculares
Sistema de destilación
Molino de martillos
El proceso de hacerEtanol, comienza aquí
INTA PRECOP II, Agregado de valor en origen - Pág. 18

Productos y especificaciones:
Cada 100 kg, de maíz , se obtiene 40,57 litros de etanol, 32,14 kg de DDGS Y 32,14 kg de Anhí-drido carbónico (Co2)Fuente: Lic. G. A. Vergagni, Maizar. La industria del etanol en la a partir del maíz ¿es factible su desarrollo en la
Argentina?.
Calculo de las ha. que representan la cantidad de maíz procesado en las plantas de molienda seca para obtener etanol
Teniendo la provincia de Córdoba un rendimiento promedio de 6,38 Tn/ha desde el 2000 al 2009, las 1.200 Tn diarias que se procesan en esta planta tipo de EE. UU. representan 68.652,85 Ha. anuales de Maíz. Esta superficie representa el 7,7% de la superficie destinada a grano de maíz para el mismo periodo.
Fuente: PRECOP II, Agroindustria en Origen
Molienda seca para obtención de GRITSMateria prima
La variedad de maíz utilizada es maíz tipo flint (colorado duro), de peso hectolítrico no menor a 78kg/hl, de calidad comercial grado 1.
El grano de maíz está constituido por las siguientes partes principales: pericarpio, germen y endosperma. El proceso de molienda seca, apunta a una completa separación de estas partes hasta donde sea económicamente factible; produciendo la máxima cantidad de endosperma córneo como trozos discretos; removiendo tanto como sea posible el germen y pericarpio para dar un producto de baja grasa y baja fibra; recuperando la mayor proporción posible de ger-men como trozos grandes y limpios. Esta industria prefiere el maíz colorado duro por los mayo-res rendimientos en “grits” de tamaño adecuado a diferentes aplicaciones (cervecería, snack, extrusión, etc.) y por la coloración anaranjada, preferida para los “grits” destinados a la prepa-ración de polenta.
El siguiente diagrama es una sobresimplificación, ya que las separaciones no son perfectas y las fracciones obtenidas deben ser remolidas, reclasificadas y retamizadas.
Fuente: Ing. Qco. (M. Sc.) José L. Robutti INTA Pergamino, Buenos Aires. “Calidad y Usos del Maíz”
Etapas del proceso de molienda seca:
1 - Recepción de la materia prima.
2 - Limpieza de la materia prima (granos quebrados, granos de otros cereales, hojas, piedras, metales, partículas pulverulentas).
3 - Acondicionamiento de los granos de maíz. Se realiza la humectación del cereal con agua mediante la utilización de rociadores intensivos. El maíz humectado se deja en reposo durante algunos minutos en un silo.
4 - Degerminación. En esta etapa se obtiene la primera rotura del grano de maíz, con la con-secuente separación del germen y el endosperma. Una tecnología empleada es la deger-minación por fricción (Sistema Beall). Con ésta se consigue la fractura del grano y el des-prendimiento del germen y el salvado (cáscara).
5 - Refinación. Comprende la rotura de los trozos oportunamente degerminados y su poste-
INTA PRECOP II, Agregado de valor en origen - Pág. 19

Proceso de molienda seca para la obtención de grits , que serán utilizados posteriormente para la elaboración de polenta, snacks, corn flakes, cereales de desayuno, etc.
rior clasificación por tamaño (cernido) con el objetivo de obtener productos de un deter-minado calibre. Las máquinas utilizadas son banco de cilindros y cernidores planos.
6 - Acopio de producto, depósito y expedición.
Productos
Los productos obtenidos de la molienda seca en base a degerminación semihúmeda son:
* Trozos de endosperma: Gruesos, medios y finos. Su denominación y uso frecuente son Hominy Gritz (copos y cereales para desayuno).
* Sémolas: Según su calibración y su materia grasa pueden clasificarse en Sémolas para cerve-cería; Sémolas para expandidos (insumo para productos snacks: productos de copetín obte-nidos por extrusión (por ej. palitos de maíz).); Sémolas para la elaboración de comidas, polenta; y Sémolas enriquecidas, fortificadas con vitaminas y minerales.
* Harinas: Según su calibración (granulometría menor a 400 micrones) se obtiene: Harina fina de maíz; Harina para galletitería; Harinas para infantes, y Harinas para pastas.
* Germen: Destinado a la extracción de aceites crudos para su posterior refinación, o incor-
INTA PRECOP II, Agregado de valor en origen - Pág. 20

porado a subproductos como factor de adición de altas calorías.
* Salvado: Insumo para la elaboración de galletitas, snacks y otros productos panificados.
* Harina para alimentación animal: Para la elaboración de alimentos balanceados.
“
Elaboración de cereales listos para desayuno (como los corn flakes o copos de maíz)Los cereales (principalmente maíz, avena, arroz, trigo, entre otros) pueden presentarse como cereales inflados (Puffed Cereals), cereales aplastados, laminados, cilindrados o roleados (Ro-lled Cereals) o cereales en copos (Flakes).
A partir de la molienda seca se puede obtener los copos de maíz. En realidad, la industria ela-boradora de los denominados cereales de desayuno se abastece del grano libre del pericarpio y desgerminado para posteriormente elaborar los copos. Estos productos, como las barras de cereal han sido ampliamente aceptados por los consumidores argentinos y componen un mer-cado en crecimiento.Fuente: Ing. Agr. Andrea Pantanelli “Cereales listos para desayuno” Secretaria de agricultura, ganaderia, pesca
y alimentos (actual Ministerio de Agricultura, Ganadería y Pesca).
Fuente: Aníbal Álvarez, Aplicaciones del maíz en la tecnología alimentaria y otras industrias” Recopilación de ILSI Argentina
Durante esta etapa se redu-ce el contenido de agua hasta alcanzar la humedad adecuada para la laminación.
Los granos se presentan se-cos exteriormente pero húme-dos en su interior por lo cual es necesario un período de reposo para equilibrar la humedad de los mismos.
Dependiendo del tipo de producto los copos de maíz son rociados con una solución azu-carada que puede incluir aro-matizantes, saborizantes, vita-minas entre otros.
En ésta, como en el resto de las etapas de producción, debe ponerse especial cuida-do para preservar la integri-dad de los granos.
La cocción se realiza a pre-sión en agua con la adición de extractos de malta, jarabe de sacarosa o dextrosa y sal.
En el tostado se logran las características de textura y co-lor particulares de los copos.
El envase debe resguardar adecuadamente de la hume-dad al producto final, dadas las características higroscópi-cas del mismo.
Recepción e inspección del Maíz
Diagrama del proceso de cereales para desayuno
Limpieza y acondicionado
Descascarillado y desgerminado
Cocción
Secado
Reposo
Laminado
Tostado
Rociado (opcional)
Enfriado
Envasado
Copos de Maíz
INTA PRECOP II, Agregado de valor en origen - Pág. 21

Maíz: procesos industriales, que mejoran el aprovechamiento por los ani-males.Las materias primas disponibles para la alimentación animal pueden ser sometidas a diversos tratamientos tecnológicos con el fin de mejorar su valor nutricional. Los tratamientos tienen por objetivo inactivar o destruir eventuales factores anti nutricionales y mejorar la digestibili-dad y la disponibilidad de los diferentes constituyentes bioquímicos.
Los más utilizados son los de tipo térmico o hidrotérmico, unidos a un tratamiento mecánico. El principio es, generalmente, la combinación de las acciones del agua presente en las materias primas o la eventualmente añadida, con el calor y las acciones mecánicas, con el fin de desorga-nizar las estructuras celulares y moleculares de las materias primas. El principal interés se centra en desorganizar la estructura cristalina del almidón para alcanzar el estado de gelatinización del mismo.
Los procesos a los cuales son sometidos los cereales se pueden clasificar en fríos y calientes. Es una clasificación primaria pero útil para comprender la importancia de cómo quedan expues-tos para utilizarlos biológicamente.
Dentro de los fríos los más utilizados son el molido, quebrado y el aplastado, dentro de los calientes el micronizado, la fabricación de copos (FLAKES), el pelleteado, la extrusión y expan-sión.
Los calientes pueden a su vez ser divididos en métodos húmedos y secos. En los procesos húme-dos se trabaja con agua y temperatura bajo la forma de vapor y en los secos sólo con tempera-tura.
Estos procedimientos alteran los almidones que poseen grupos hidroxilos, los cuales son poco solubles en agua. La alteración de estos grupos por procesos hidrotérmicos, elevan el poder de retención del agua y facilitan la hinchazón y gelatinización de los granos de almidón. Los almi-dones pregelatinizados, cocidos por extrusión o sobre rodillos y después secos, hinchan direc-tamente en el agua fría, que retienen bien.
Los granos de almidón son anisotrópicos debido a la presencia de regiones cristalinas en la masa predominantemente amorfa, razón que da como resultado el fenómeno de doble refrin-gencia o birrefringencia que permite que el gránulo de almidón sea visto al microscopio de luz polarizada como dos zonas de diferentes grises que asemejan a una cruz de malta. Esta birre-fringencia se pierde cuando la cristalinidad se destruye. Ocurre cuando al grano de almidón se lo somete a la presencia de agua, calentada progresivamente. Esta agua se absorbe y la estruc-tura se hincha. A cierta temperatura esta hinchazón es irreversible. La imposibilidad de volver al estado original se debe a la pérdida de birrefringencia y a la destrucción del estado cristalino.
La temperatura a la cual ocurren estos fenómenos se la llama temperatura de gelatinización y está asociada con la ruptura de los puentes secundarios de hidrógeno que mantienen las cade-nas de polímeros unidas. La temperatura de gelatinización en el caso de la cebada está en un rango de 59-64ºC, para el trigo 65-67ºC y para el sorgo entre 67 y 77ºC, (Irazusta, 1992).
Entender el proceso de pregelatinización es importante para comprender la significación prác-tica de una digestión facilitada de los almidones por los animales. Fuller (1990), menciona que Wilkinson y col. (1976), vieron una relación lineal positiva entre el porcentaje de pérdida de birrefringencia y las tasas de digestión in vitro del almidón usando amiloglucosidasa.
El almidón del endospermo no es una sustancia pura, sino que está compuesto por dos polisa-cáridos, la amilosa y la amilopectina. Ambos son polímeros de glucosa, pero difieren en su estructura y en ciertas propiedades.
Generalmente el almidón contiene 20 a 25% de amilosa y el resto es amilopectina. Esta propie-dad varía según el origen del almidón.
La fuerte unión proteína-almidón intracelular en el endospermo de los granos de sorgo, carac-
INTA PRECOP II, Agregado de valor en origen - Pág. 22

terístico de granos duros, debido a que las proteínas cubren toda la superficie del almidón evi-tando que se rompan fácilmente los gránulos; y el alto contenido de amilosa en algunas varie-dades puede dificultar la obtención de una adecuada gelatinización del almidón, razón que requiere que el procesamiento del grano sea riguroso. Los almidones de alto contenido en ami-losa son resistentes a la cocción en razón a la naturaleza cristalina de la amilosa, sólo hay hin-chazón a temperatura elevada y, si se mantiene moderada, no hay gran aumento de la viscosi-dad (Cheftel y Cheftel, 1988).
Debido a su naturaleza cristalina, la amilosa sólo se hincha a temperatura elevada y siempre tiende a recristalizar favoreciéndose la retrogradación. En tanto la amilopectina presenta un grado de cristalinidad muy inferior al de la amilosa y por tal no tienen tendencia a la recristali-zación, posee un elevado poder de retención de agua, contrariamente a la amilosa. Las solu-ciones de amilopectina no retrogradan (Belitz y Grosch, 1988).
Habiendo definido someramente en qué consiste el proceso físico de gelatinización, se puede mencionar que existen varias tecnologías disponibles para obtener este fin, algunas más preci-sas y más sofisticadas que otras y de la misma manera los equipos son más o menos costosos
Rumiantes:
De Luca, (1996), manifiesta que todas las modificaciones de la estructura del almidón, hacen asumir que el termoprocesado de los cereales dan al insumo o ingrediente la propiedad dietéti-ca de aumento del apetito, de tolerancia y de poder de imbibición del doble con respecto al gra-no molido, y que la modificación estructural provocada por el termoprocesado hace que las dextrinas escapen en gran medida a la degradación ruminal y, mayor cantidad de glucosa se encuentre a nivel intestinal para ser absorbida como tal, disminuyendo esto enormemente el costo energético
Rearte, (1996), señala que el aumento de la disponibilidad digestiva del almidón se debe fun-damentalmente, en los rumiantes, a la modificación estructural de la molécula de almidón que es atacada más eficientemente por los microorganismos ruminales favoreciendo la liberación del ácido propiónico con menos gasto energético, provocando una mayor vitalidad de la flora ruminal que permite mejorar la utilización del forraje, lográndose así, una elevada síntesis de proteína bacteriana de alto valor biológico.
Monogastricos:
En este sentido en los no rumiantes la posibilidad facilitada del grano procesado expuesto a las enzimas digestivas para obtener glucosa, también reduce el costo energético del proceso digestivo, aumenta la cuota de glucosa liberada en el primer tramo del intestino, favoreciendo una absorción rápida y eficiente ante las pérdidas por fermentación.
Fuente: Ing. Agrónomo Rodolfo Oscar Brauna, Facultad de Agronomía UNPLam “Tecnicas de procesamiento de granos que mejoran la eficiencia alimentaria en la producción animal”
INTA PRECOP II, Agregado de valor en origen - Pág. 23

Flakes de maíz: Dibujo del proceso para obtener flakes de maíz
Fuente: Processing mechanics, quality standards, and impacts on energy availability and performance of feedlot cattle1 R. A. Zinn2, F. N. Owens, and R. A. Ware
University of California, Desert Research and Extension Center, El Centro 92243
Descripción del proceso
El sistema para laminado, rolado u hojuelación de cereales es un proceso relativamente senci-llo pero con sus detalles, como todos. Este proceso ha tenido mucho auge durante los últimos años, en lugares donde se aplica en la alimentación de ganado de engorde para producción de carne en su mayoría. En el caso del maíz, los datos están basados en un contenido de hume-dad inicial del cereal entre 10-11%, peso específico de la hojuela de 25-28 libras por bushel y un espesor de hojuela de 15-18 milésimas.
Muchas Plantas de Rolado han incorporado equipos para limpieza o clasificación de materiales cuando el grano entero es recibido para su posterior procesamiento. En Estados Unidos se conoce como SCALPER, el cual remueve fragmentos de material extraño o impurezas que pue-dan estar presentes en el maíz. De igual manera, otras Plantas incorporan un sistema de trata-miento del grano a base de productos surfactantes o de agua para preparar el cereal antes de su acondicionamiento.
El proceso básico comienza cuando el grano es introducido a una Cámara de Vapor o Acondi-cionamiento (Steam Chest) y es sometido a condiciones de elevada temperatura y humedad generadas por efectos de la inyección de vapor de agua dentro de la cámara de acondiciona-miento. El tiempo de retención del cereal dentro de esta cámara puede variar dependiendo del grado de acondicionamiento y de la capacidad de producción de la línea de rolado. Una vez acondicionado el grano, es pasado a un molino Hojuelador/Laminador (Flaking Mill) el cual consta de un par de rodillos altamente endurecidos los cuales son los causantes de transformar la apariencia física del grano en hojuela. Los rodillos internos pueden variar de tamaño y de material dependiendo de la capacidad requerida o de la aplicación. Este sistema no aplica sola-mente para maíz. Luego del hojuelado, el producto puede tomar 3 vías diferentes.
INTA PRECOP II, Agregado de valor en origen - Pág. 24
Steam Chest
Feeder BarRoll Pressure Ram
Fixed Roll Pivot Roll
Roll Gap

1.- El producto hojuelado puede ofrecerse a los animales inmediatamente después de termi-nado el proceso.
2.- Si el producto debe ensacarse por un lapso de tiempo no mayor a 48-72 horas, necesaria-mente debemos utilizar un enfriador.
3.- Si el producto debe ensacarse por un lapso de tiempo mayor a 72 horas, necesariamente debemos utilizar un enfriador/secador para evitar crecimiento y propagación de hongos en el producto laminado.
El sistema es sumamente sencillo y requieres de al menos 3 o 4 equipos básicos o bien de 6-8 equipos para completar la Línea de Producción incluyendo una Caldera de Vapor de al menos 50 BHP y de un sistema de ensaque manual o automatizado.
Fuente: Ing. Enrique Díaz , R&D Equipment Company. Estados Unidos de América - Texas
Cambios físicos - químicos en el procesamiento de maíz flakes:
El proceso termomecánico "cocción-laminado" (FLAKES) al cual se someten los cereales, hace que primero por el calor a baja presión, y luego por el aplastamiento en finas láminas, el almi-dón de los mismos se transforme en sustancias menos complejas, como son las dextrinas y los azúcares (efecto químico de calor-presión), y los granos de almidón pierden la estructura crista-lina, dando origen al fenómeno de la gelatinización (efecto físico). El producto obtenido luego de la desecación se denomina copos de cereales, cuyas ventajas son: Eliminar bacterias y even-tualmente el desarrollo de toxinas que pueden aparecer en condiciones de almacenaje prolon-gado, inactivar factores antinutricionales, modificar el aspecto físico de los alimentos, aumen-tar la voluminosidad, intensificar el grado de imbibición de las partículas e incrementar la diges-tibilidad del almidón por su transformación en dextrinas.
El proceso se articula en tres partes:Fase 1: Tratamiento hidrotérmico, que consiste en distribuir uniformemente en la cámara de
cocción vapor de agua a baja presión (una atmósfera) que es mezclado permanente-mente con los cereales con la finalidad que el producto reciba al mismo tiempo y a la misma temperatura el calor a presión. Aspecto fundamental para evitar sobrecalenta-mientos o, en su defecto, deficiente grado de cocción.
Fase 2: Tratamiento mecánico, es realizado por un laminador con dos tornillos contrapuestos, uno fijo y otro móvil. El móvil es el que se encarga de dar la presión necesaria para transformar el producto en copos.
Fase 3: Tratamiento de desecación, después del tratamiento hidrotérmico, la humedad y la temperatura son eliminadas en un desecador donde el producto en copos pasa por corrientes de aire caliente y frío. Se obtiene así un producto con una humedad del 13% y con una temperatura cercana a la ambiental.
Fuente: Ing. Agrónomo Rodolfo Oscar Brauna, Facultad de Agronomía UNPLam “Tecnicas de procesamiento de granos que mejoran la eficiencia alimentaria en la producción animal”
INTA PRECOP II, Agregado de valor en origen - Pág. 25

Digestibilidad del almidón de maíz
Gráfico: Relación entre el % de digestibilidad del almidón en Rumen y postrumen, del maíz Rolado en seco y los Flakes (rolado al vapor caliente).
Vemos como los flakes tienen mayor % de digestibilidad en rumen y post rumen, que el maíz rolado en seco, a pesar de que este ultimo tratamiento tiene mayor digestibilidad que el maíz sin procesar. A diferencia del Maíz Rolado en Seco, el % de digestibilad del Flakes postruminal no cae a pesar de que aumente su % de digestibilidad ruminal. Esto quiere decir que los restos de almidón que llegan postrumen en el flakes están más disponibles para su digestión que los que llegan postrumen en el rolado en seco. Además en el flakes, hay una fracción de almidón (dextrinas) que escapan a la digestibilidad ruminal y mayor cantidad de glucosa se encuentra a nivel intestinal para ser absorbida como tal, y como es sabido la disgestión instestinal es más eficiente que la ruminal, por su menor costo energético.
Megacalorías de energía metabólica del maíz, por 2 métodos distintos de procesado
Megacalorías por kilogramos del maíz rolado en seco y del flakes de maíz
Fuente: Processing mechanics, quality standards, and impacts on energy availability and performance of feedlot cattle1 R. A. Zinn2, F. N. Owens, and R. A. Ware University of California, Desert Research and Extension Center,
El Centro 92243
Los Flakes, se pueden comercializar solo como estan o mezclados con harinas de soja, monensi-na y núcleo vitamínico – mineral. Ademas su formas de presentación pueden ser entero o pos-teriormente molido y en general se utiliza en terneros, lechones, pollitos BB, caballos y tambo.
Fuente: comunicación personal con una empresa dedicada a la venta de este producto.
INTA PRECOP II, Agregado de valor en origen - Pág. 26

RUMIANTES:Comunicación personal con el Ing Agr. Aníbal Pordomingo INTA Anguil
El proceso consta de calentar el grano de maíz 50 minutos a 80 grados con vapor caliente y luego pasarlo por el rolo, es decir que es maíz calentado y humedecido con vapor caliente hasta 25-28 % de humedad y luego prensado con rolo.
Las ventajas o respuesta del flakes contra el maíz entero o molido, son mayores en granos pequeños, duros y con almidón corneo (con más amilosa), ya que son menos digestibles en rumen. Y tienen menos ventajas o respuesta con granos grandes dentados clase A, que son menos duros (con menos amilosa) ya que son más digestibles en el rumen.
Digestibilidad Ruminal del almidón de maíz:
75 % maíz entero, 80 % maíz molido, 82 % maíz húmedo aplastado, 87 % maíz flakes, el mayor % de digestibilidad lo tiene el maíz extrusado 90-92 %.
Eficiencia de conversión promedio:
7:1 maíz entero, 6,5:1 maíz molido, 6,2:1 maíz húmedo aplastado, 5,5:1 maíz flakes, la mayor conversión la tiene el maíz extrusado 5:1.
Ventajas del flakes:
Tiene mayor digestibilidad, mayor eficiencia de conversión, al ser mojado se pegan polvos y es buen vehículo para una distribución uniforme de monensina, núcleo vitamínico-mineral y demás productos que se quieran agregar, no presenta el problema de aspiración por el animal, que tiene el maíz molido. A pesar de tener más digestibilidad ruminal no genera tanta acido-sis, ya que el flakes y el extrusado, aumentan el volumen del maíz generando mayor salivación (buffer) en el animal que lo consume y manteniendo así más elevado el ph del rumen que el maíz molido por ejemplo. Si se debe utilizar bicarbonato para corregir el ph, pero en dosis nor-males.
Desventaja:
Cuesta pagar el costo, pero si se justifica su compra solo para productores que son eficientes en todos los otros aspectos de la producción (consumo controlado, etc.)
En EE. UU. se utiliza hace tiempo, porque tienen un mayor precio de la carne y además la dosifi-cación de aditivos líquidos (utilizados en EE. UU.) se facilita al adherirse al flakes. Pero con la relación de precio actual carne/maíz que aumentó en Argentina en este último tiempo, estas desventajas del flakes posiblemente disminuyan o desaparezcan.
AVES:Comunicación personal con el Ing Agr. Jorge Azcona INTA Pergamino
El maíz molido tiene una alta digestibilidad y aprovechamiento de la energía por las aves adul-tas y solo se puede mejorar muy pocos puntos (2 puntos) la energía aprovechada a través del método del extrusado del maíz, y menos aun por el método del Flakes de maíz.
Porcentaje de Energía aprovechada en el maíz:
Maíz amarillo molido 88-89 %, maíz amarillo extrusado 90-91 %, maíz colorado molido 92%, maíz colorado extrusado 93-94 %.
El flakes de maíz seria de un aprovechamiento intermedio, entre el molido y el extrusado.
Distinto es el caso del pollito BB que todavía no tiene bien desarrollado al aparato digestivo y el aprovechamiento o digestibilidad del maíz es menor. Por este motivo cualquier procesado que
INTA PRECOP II, Agregado de valor en origen - Pág. 27

se le realice al maíz para mejorar la digestibilidad (flakes o extrusado) tiene un efecto más importante que en aves adultas. Además cada 1 gramo de mejora en el peso del pollito BB equi-valen a 10-15 gr mas en el ave es adulta, y cuando hablamos de miles de pollos parrilleros que ganaron varios gramos de pollito BB, este valor puede representar una cantidad importante de dinero.
Posiblemente por eso las empresas de alimento balanceado destinan los flakes y extrusado de maíz a la alimentación de pollitos BB.
PORCINOS:Comunicación personal con Área Técnica que trabaja en producción porcina en INTA Marcos Juárez.
En animales superiores a los 14 Kg se utiliza una ración con 70 % de maíz molido crudo, porque tienen un buen aprovechamiento o digestibilidad a través de ese método de procesado del maíz. No hay mucha diferencia con otros métodos de procesado.
En animales destetados a los 21 días con 6-7 Kg de peso, generalmente se les da dos balancea-dos pre-iniciadores, uno que lleva al animal de un peso de 6 Kg. a 8-9 Kg y otro que lo lleva de 8-9 Kg a 14 kg. En estos balanceados si o si, se utiliza maíz cocido por algún método de procesa-do. Ya que en esta categoría el animal no tiene bien desarrollado aun el aparato digestivo y necesita almidón de mas fácil digestibilidad.
Por lo tanto en porcinos, el maíz en flakes o extrusado, pueden llegar a ser una opción intere-sante en animales jóvenes.
PRECOP II, Agroindustria en Origen
Maíz extrusado:Foto: extrusor de maíz
Es evidente que, hablando de tecnología de extrusión, los equipos extrusores combinados o no
con expansores están más disponibles para la industria alimenticia.
Existen básicamente dos tipos de extrusores, los de tipo seco (Dry extrusion) y los que trabajan con inyección de agua o con el agregado de vapor (Wet extrusion). Independientemente del tipo de extrusión los equipos constan de un alimentador, el preacondicionador o cámara de preacondicionado, la cámara de extrusión y la matriz de salida.
El sistema de extrusión ofrece ilimitadas posibilidades y se caracteriza por su simplicidad de operación y mantenimiento, reducida inversión y bajo costos operativos. En general son tecnologías que se las clasifica bajo el nombre de procesos de altas temperaturas y tiempos cortos o HTST (High temperature, short time).
Fuente:
INTA PRECOP II, Agregado de valor en origen - Pág. 28

También existe una acción sobre las grasas y sobre la estabilidad de las mismas. Las lipasas de origen microbiano, producidas por hongos y de otros orígenes (lipoxidasas) descomponen y alteran las grasas y aceites de los ingredientes y de los alimentos. Las lipasas son inactivadas a temperaturas de aproximadamente entre 50 y 75ºC, de modo que en estos procesos de HTST se logra un efecto adicional que se puede medir por la reducción de ácidos grasos libres presentes luego del tratamiento.
El proceso de "extrusión en seco" consiste básicamente en la producción de calor (140-145ºC) causada por la fricción bajo presión (30-40 atmósferas) cuando el producto es forzado por un tornillo sinfín a través de una serie de restricciones dentro de cámaras de compresión. Este proceso toma menos de 30 segundos, de modo que los nutrientes no se dañan ni se destruyen. Este procedimiento riguroso, corta y muele, para que las paredes de las células se rompan, aumentando así la disponibilidad de nutrientes.
Cuando el material pasó por estas fases ha sido cocido totalmente, y permite así, aumentar la digestibilidad de los nutrientes, reducir los componentes antinutritivos y en forma simultánea aumentar la palatabilidad. El calor y la presión producida en el extrusor provocan la destrucción de microorganismos tales como bacterias, mohos y levaduras.
La continua presión y el cocimiento, y el repentino alivio de la presión al salir el producto del extrusor, causan la expansión del mismo al romper las paredes celulares. El resultado es un producto texturizado, altamente apetitoso y durable, con un bajo contenido de polvo.
Aunque los granos enteros pueden ser extruidos, la mayor eficacia de extrusión se logra al moler previamente, usando cribas inferiores a los 5 mm.
Asimismo el proceso de extrusión desactiva la acción de enzimas y organismos destructivos por acción del calor y presión. A la salida del barril de extrusión el material extrusado produce hasta un 50% de evaporación a causa de la alta temperatura interna del barril.
El proceso de "extrusión en húmedo ", consiste en el mismo procedimiento que la extrusión en seco, solamente que cuando el grano molido entra en la cámara de acondicionamiento donde la presión es baja (presión atmosférica), se inyecta vapor de agua y de allí se traslada directamente al barril de extrusión donde también se agrega vapor de agua, pero, presurizada.
Fuente: Ing. Agrónomo Rodolfo Oscar Brauna, Facultad de Agronomía UNPLam “Tecnicas de procesamiento de granos que mejoran la eficiencia alimentaria en la producción animal”
INTA PRECOP II, Agregado de valor en origen - Pág. 29
Consumo Interno de Maíz y Sorgo (incluye consumo en chacra y silaje):
Actual 2017
Ganadería Vacuna para carne:
4 millones de toneladas
12 millones de toneladas
Ganadería Vacuna para leche:
1.5 millones de toneladas
6 millones de toneladas
Avicultura
3.5 millones de toneladas
6 millones de toneladas
Molienda Húmeda
1 millón de toneladas
3 millones de toneladas
Cerdos
0,7 millones de toneladas
2.2 millones de toneladas
Molienda seca
0,6 millones de toneladas
1 millón de toneladas
Nuevos sectores a desarrollar:
Etanol:
0
10 millones de toneladas
Biogás: (en equivalente grano) 0 5 millones de toneladas
Total Consumo Interno 11.3 millones de toneladas 45.2 millones de toneladas

Si bien la utilización de maíz para los distintos procesos industriales (moliendas) o transformaciónes en pro-teína animal (carne, leche, huevo) en la Argentina han ido en aumento, el consumo de maíz en nuestro país si-gue siendo bajo y por lo tanto el agregado de valor a este grano también lo es.
INTA PRECOP II, Agregado de valor en origen - Pág. 30
Evolución de la molienda de Maíz en Argentina
Producción primariaDe las 21,8 millones de toneladas de la campaña de maíz 2006/07, en el 2007 se destinaron a industrialización 2.627.813 toneladas (12,1 %) de maíz cuyos destino fueron:
53% elaboración de alimentos balanceados
41% proceso de molienda húmeda
6% proceso de molienda seca.
Molienda
De la comparación con 2006 surge que en 2007 la molienda seca de maíz demandó 166.380 toneladas de maíz, lo que representa un crecimiento del 7,3%. El rendimiento de la molienda seca de maíz para la obtención de harina es del 60%, por lo tanto la producción de 2007 habría alcanzado las 100.000 Ton.
En 2007 se produjeron mediante el proceso de molienda húmeda los siguientes volúmenes de productos derivados del maíz:
Entre los años 2007 y 2006 no se registraron cambios apreciables en los volúmenes anualmente producidos durante la molienda húmeda, ya que las empresas trabajaron sin capacidad ociosa en ambos períodos, y tampoco se produjeron inversiones que aumentaran la capacidad de procesamiento.
300.000 ton.- Jarabe de maíz de alta fructosa 55 (JAMF 55): - Jarabe de maíz de alta fructosa 42 (JAMF 42): 50.000 ton.
120.000 ton.40.000 - 50.000 ton.
15.000 ton.7.000 - 8.000 ton.
15.000 ton.85.000- 90.000 ton.30.000- 35.000 ton.
15.000 ton.200.000 ton.
- Glucosa: - Jarabes mezcla: - Jarabe de maltosa: - Colorante caramelo: - Maltodextrinas: - Almidones: - Almidones modificados: - Gluten meal: - Gluten feed: - Aceite de maíz: 25.000-28.000 ton.

Empresas de molienda
En el país hay alrededor de 70 molinos de molienda seca, en su mayoría muy pequeños con una capacidad instalada promedio de entre 30 y 150 toneladas diarias.
Las firmas dedicadas a la molienda húmeda de maíz son cuatro con 6 plantas, dos de ellas cuen-tan con dos plantas de producción. A diferencia de los molinos que realizan molienda seca, se trata de establecimientos con mayor escala de entre 300 y 800 toneladas diarias
Mercado interno
La baja en el volumen exportado de jarabe de maíz de alta fructosa (fructosa 55) durante 2007 se explicaría por el mayor consumo requerido en el mercado interno por parte de las industrias alimentarias, relacionado esto con el crecimiento registrado por el conjunto de la la economía durante ese año.
Refuerza esta presunción el incremento registrado en las importaciones de este producto. En 2007 la dextrosa, la glucosa y el almidón de maíz de producción nacional habrían reemplazado en el mercado interno a los productos importados
Exportaciones
Los envíos al exterior de los productos derivados de la molienda seca han tenido continuidad a lo largo de los últimos cinco años. Entre ellos, el producto que más se ha destacado es la hari-na de maíz a granel, de distinta granulometria, exportada en envases no inferiores a 20 Kg.
En 2007, las exportaciones de este grupo de productos sumaron en conjunto un total de 35.866 toneladas, que representaron un valor de 9.980.362 US$ FOB, y para los primeros cinco meses de 2008, se alcanzaron las 21.199 toneladas por un valor FOB de US$ 6.088.550.
Durante 2007, el destino más importante para las exportaciones de productos derivados de la molienda seca fue Angola, país que concentró el 72,9% del volumen total exportado ese año (casi la totalidad correspondió a harina de maíz a granel).
En segundo lugar se ubicó Chile, cuyas adquisiciones de grañones y sémola de maíz a granel representaron el 8%.
Por último, con un 5,2% se situó Paraguay, que a diferencia de los otros dos destinos, importó desde Argentina granos de maíz con otras presentaciones. Durante el período enero – mayo de 2008 no se modificaron los principales destinos de las exportaciones de este grupo de pro-ductos, Angola concentró el 40% del volumen total, seguido por Chile con el 25% y luego por Paraguay con un 22%.
Los productos derivados de la molienda seca de maíz tienen un derecho de exportación del 20%.
..* Con posterior industrialización. - ..** Enero-mayo 2008
..Fuente: Dir. de Industria Alimentaria en base a datos de DGA.
INTA PRECOP II, Agregado de valor en origen - Pág. 31
Productos derivados de la molienda seca Exportaciones por tipo de producto Toneladas
2003 2004 2005 2006 2007 2008**
Harina de maíz, en envases menores o iguales a 20 Kg. 1.339,5 1.423,5 1.477,1 1.352,9 1.415,7 767,4Harina de maíz, en envases no menores a 20 Kg. 19.449,3 17.085,4 22.520,2 18.011,5 26.483,0 9.001,9Grañones y sémola de maíz, en envases menores o
iguales a 2,5 Kg. 0,0 0,9 0,0 0,0 80,3 453,0Grañones y sémola de maíz, en envases no menores
a 2,5 Kg. 3.106,2 3.507,6 4.120,0 2.925,2 2.381,5 5.361,2Granos de maíz “de otro modo” (mondados, aplastados,en copos, perlados, troceados o quebrantados)* 8.713,0 7.870,4 12.231,4 9.455,4 5.505,3 5.615,6

INTA PRECOP II, Agregado de valor en origen - Pág. 32
Comparadas con las cifras de 2006, las exportaciones de los principales derivados de la molien-da húmeda de 2007 disminuyeron. La retracción fue considerable en el caso de la fructosa 55 y de la dextrosa: 55,7% y 16,4%, respectivamente, debido al considerable aumento del consumo interno. Ese año, en total se exportaron 76.227 toneladas por valor de US$ FOB 21.477.768 y para los primeros cinco meses de 2008 se registra un volumen acumulado de 9.851 toneladas por un valor FOB de US$ 9.757.179.
En 2007 el principal destino de exportación del jarabe de maíz de alta fructosa 55 fue Chile, con una participación del 74,8%; detrás de ubicó Uruguay con un 23%, y más lejos Brasil con el 2,1%.
Ese mismo año, en el caso de la dextrosa nuevamente Chile ocupó el primer lugar como
destino de exportación (36,9%). En el segundo puesto se posicionó Brasil, con el 14,4% y en tercer término Uruguay con una participación del 14%.
El almidón de maíz exportado durante el año pasado se envió a Chile, Uruguay y Bolivia, cuyas respectivas participaciones fueron de 53,3%, 23,4% y 8,3%.
Los productos obtenidos por molienda húmeda de maíz tienen que pagar un derecho de exportación del 5%.
..* Enero-mayo 2008
..Fuente: Dir. de Industria Alimentaria en base a datos de DGA.
Incremento del valor medio del producto de acuerdo al proceso de transformación (2007)
Importaciones
En 2007 la importación de productos obtenidos por molienda seca (solamente se importa harina de maíz a granel y granos de maíz de otro modo) ascendieron a 1.297 toneladas, que representaron por US$ FOB 295.213.
Su principal procedencia fue Brasil, que concentró el 64,8% del volumen. Detrás se situó Boli-via, con una participación del 35%, y más lejos Estados Unidos con el 0,2%.
En los dos primeros casos, llegaron desde esas procedencias granos de maíz de otro modo y, además, harina de maíz desde Bolivia. Asimismo, desde Estados Unidos se importó harina de maíz.
Productos derivados de la molienda húmeda Exportaciones por tipo de productoToneladas
2003 2004 2005 2006 2007 2008*Dextrosa 26.615,5 28.287,0 31.934,7 32.267,0 26.990,7 11.890,3Glucosa 2.810,0 2.709,8 3.705,6 3.785,0 3.837,5 1.489,4Fructosa 42 0,0 0,0 17,8 0,0 21,9 15,1Fructosa 55 59.337,7 67.659,7 45.840,6 41.205,9 18.235,3 5.768,5Almidón de maíz 22.616,1 24.873,5 22.532,1 28.263,1 27.141,3 9.851,1
Valor FOB medio 2007
Grano Productos obtenidos de
Molienda seca
Productos obtenidos de Molienda humeda
Valor por Tn exportada en dólares
160,5
287
282
Derecho de exportación
20
20
5

INTA PRECOP II, Agregado de valor en origen - Pág. 33
En el transcurso de 2008 (enero – mayo) se importaron 114 toneladas, este volumen se compu-so en un 93% de granos de maíz de otro modo procedente en su totalidad de Bolivia.
En cuanto a los productos derivados de la molienda húmeda, en 2007 se importaron en total 5.054 toneladas por valor US$ FOB 4.342.306. Los principales países de procedencia fue-ron Brasil, Estados Unidos, China, Bélgica y Chile (30,2%, 21,4, 18,8%, 16,1% y 7%, respectiva-mente).
Durante el periodo enero – mayo de 2008, las importaciones de productos de la molienda
húmeda alcanzaron las 2446 toneladas por un valor de US$ 2.675.466.
La balanza comercial para el conjunto de productos obtenidos por estas dos tecnologías diferentes, es positiva tanto en referencia a kis derivados de la molienda seca como a los derivados de la molienda húmeda. No obstante, cabe aclarar que en el caso de la fructo-sa 42, durante los últimos cinco años, las importaciones siempre superaron el volumen exportado.
Fuentes: Ministerio de Agricultura, Ganadería y Pesca
Subsecretaría de Agroindustria y Mercados
Dirección Nacional de Alimentos
Ing. Agr. M.Sc. Mario Bragachini
Coordinador de la Red del Proyecto Agricultura de Precisión y Máquinas Precisas
Coordinador de la Red del Proyecto PRECOP II, Eficiencia de Cosecha, Postcosecha y Agroindustria INTA EEA Manfredi – Ruta 9 km. 363 – C.P. (5988) Manfredi, Córdoba Teléfonos: (03572) 493039 ó 493053/58 int. 133 E-mail: [email protected] – Sitios web: www.agriculturadeprecision.org – www.cosechaypostcosecha.org
El sistema productivo agropecuario argentino presenta una alta productividad en varios cultivos, como por ejemplo en soja, maíz, fruto de la aplicación de buena tecnología en genética, maquinaria agrícola, manejo por ambiente de la nutrición de cultivo, control de male-zas, plagas y enfermedades, eficiencia de cosecha y postcosecha; todo bajo un régimen se secuencia de cultivo sin labranza y cobertura de residuos.
Este sistema llamado Siembra Directa llegó a tal punto de desarrollo tecnológico que hoy se puede hacer soja con 1,6 hs/ha/hombre/año, siendo la solución para el crecimiento econó-mico de gran parte del área pampeana argentina. Paralelamente este sistema de soja con Siem-bra Directa, biotecnología y escala productiva generó una competitividad por el uso de la tie-rra, algo que le resulta difícil a cualquier sistema productivo que no conjugue igual carga tecno-lógica.
Esto provocó una disminución del área de siembra de otros cultivos extensivos como trigo, maíz, sorgo, girasol, también de cultivos regionales y fundamentalmente se vio afectado el área de pasturas anuales y perennes y con ello todos los sistemas de producción de ganado de carne y leche.
Hoy Argentina llega al 67% del área sembrable destinada a soja y la relación de soja con maíz es 6:1, lo cual compromete la sustentabilidad del sistema desde el punto de vista de la estabilidad de la Materia Orgánica de los suelos.
Esta situación planteada también afecta la demanda laboral en origen, teniendo el siste-ma actual escasa demanda de puestos de trabajo directo, lo cual provoca migraciones desde

INTA PRECOP II, Agregado de valor en origen - Pág. 34
los pueblos agrícolas a las grandes ciudades. Muchas podrían ser las medidas regulatorias para mejorar esta situación por parte del Estado. Pero lo mejor es trabajar y generar alternativas de secuencia de cultivos más sustentable y para eso se debe mejorar la competitividad de cultivos que alternen con la soja y allí aparece en primer lugar el maíz con sus indefinidas alternativas de industrialización y transformación a proteína animal (cerdo, bovino -carne/leche-, pollo, pescado).
El maíz como se indicó en este informe técnico en Argentina sólo es consumido en un 33%, el resto (67%) es exportado como commodity o lo que es lo mismo “exportación de posi-bilidades de potenciales puestos de trabajo en origen”, con lo que ello implica para el desarro-llo local y regional del país.
De los cultivos extensivos el maíz es el grano que ofrece más posibilidades de industrializa-ción y transformación en proteína animal, por lo tanto el Proyecto PRECOP II “Agroindustriali-zación en Origen” desea introducir algunos conceptos técnicos necesarios para introducirnos en el estudio de diferentes alternativas de agregación de valor del maíz en origen lo cual posi-bilitaría mejorar la competitividad de los pequeños y medianos productores tratando de for-mar empresas asociativas que cuenten con escala y tecnología competitiva en una integración a la cadena de valor del maíz hasta las góndolas de los supermercados del mundo.
Argentina en los próximos 6 años (2010/2016) debe aumentar la producción de maíz en un 70% y pasar de un consumo actual del 33% a por lo menos un 55%. Esto generaría una gran cantidad de actividad de industrialización y transformación en origen, con una mejora de la sustentabilidad económica, social y ambiental del sistema productivo agropecuario argentino.
El maíz también constituye una fuente alternativa para generar bioenergía a partir de su almidón y biogás/bioelectricidad a partir de efluentes de la producción animal que constituye un biofertilizante de mucho valor nutricional para los suelos agrícolas.
Diagramación Técnica: Prensa y comunicaciones PRECOP IIMauro Bianco Gaido -


EEA Salta
EEA Las BreñasEEA Reconquista
EEA RafaelaEEA ParanáEEA Paraná
EEA Oliveros
EEA Pergamino
EEA Anguil
EEA San Luis
EEA Balcarce
EEA Conc.del UruguayEEA Manfredi
EEA Marcos Juárez
EEA Famaillá
EEA SaenzPeña
Estaciones Experimentales participantes del Proyecto Nacional de Eficiencia de Cosecha y Postcosecha de Granos.
Todas las Experimentales intervinientes trabajan en Soja, Maíz, Trigo, Girasol y Sorgo Granífero.
EEA Salta: Responsable Cultivo de PorotoEEA C. del Uruguay: Responsable Cultivo de Arroz EEA Manfredi: Responsable Cultivo de Maní
Consulte en la webwww.cosechaypostcosecha.org
Ayúdenos a difundir y poner en práctica el concepto integral de “calidad” en la producción de granos.
INTA EEA Manfredi
INTA EEA Balcarce
INTA EEA Concepción del Uruguay
INTA AER Justiniano Posse (EEA Marcos Juárez)
INTA AER Río Cuarto
INTA EEA Pergamino
(03572) 493039 / 53 / 58Ruta 9 Km. 636 (5988) Manfredi / Pcia. de Có[email protected]
([email protected])([email protected])
([email protected]) ([email protected])
([email protected])([email protected])
(02266) 439100Ruta 226 Km. 73,5 C.C. 276 (7620) Balcarce Pcia. de Bs. Aires
([email protected]) ([email protected])
([email protected])([email protected])
(03442) 425561Ruta Provincial 39 Km. 143,5 (3260) Concepción del Uruguay Pcia. de Entre Ríos
(03534) 471331- Av. Libertador 1100 (2553)Justiniano Posse / Pcia. de Córdoba
([email protected]) ([email protected])
(0358) 4640329Mitre 656 (5800) Río Cuarto / Pcia. de Córdoba
(02477) 439000 int. 126Ruta 32 Km. 4,5 (2700) Pergamino / Pcia. de Buenos Aires
([email protected]) ([email protected])
Ing. Agr. M.Sc. Mario Bragachini Ing. Agr. Ph.D. Cristiano Casini Ing. Agr. José Peiretti Ing. Agr. Diego M. Santa JulianaIng. Agr. Fernando Ustarroz Mauro Bianco Gaido
Ing. Agr. Ph.D. Juan Rodríguez Ing. Agr. Ph.D. Ricardo BartosikIng. Agr. Leandro Cardoso Ing. Agr. Diego de la Torre
Ing. Agr. Hernán Ferrari
Ing. Agr. Alejandro Saavedra Ing. Agr. Lisandro Errasquin
Ing. Agr. M.Sc. José Marcellino
Ing. Agr. Néstor GonzálezIng. Agr. Javier Elisei
Ing. Agr. Alejandro Courettot Ing. Agr. María Cecilia Paolilli Lic. en Coop. Juan Carlos Lisa
([email protected])([email protected])([email protected])
INTA EEA Rafaela (03492) 440121Ruta 34 Km. 227 (2300) Rafaela / Pcia. de Santa Fe
([email protected]) ([email protected])
Ing. Agr. Juan GiordanoIng. Agr. Nicolás Sosa
INTA EEA Sáenz Peña
INTA EEA Famaillá
INTA EEA Oliveros
INTA AER Totoras
INTA EEA Reconquista
INTA AER Las Toscas
INTA AER Crespo
INTA EEA Anguil
INTA EEA Las Breñas
INTA EEA Salta
INTA EEA San Luis
(03732) 421781/722 Ruta 95 Km. 1108 (3700) Sáenz Peña / Pcia. de Chaco
([email protected])([email protected])
(03863) 461048Ruta Prov. 301 Km. 32 - C.C. 9 - (4132) Famaillá / Pcia. de Tucumán
([email protected]) ([email protected])
(03476) 498010 / 011Ruta Nacional 11 Km. 353 (2206) Oliveros /Pcia. de Santa Fe
([email protected]) (03476) 460208
Av. Maipú 1138 C.C. 48 (2144) Totoras / Pcia. de Santa Fe([email protected])
(03482) 420117Ruta 11 Km. 773 (3567) Reconquista / Pcia. de Santa Fe
([email protected])(03482) 492460
Calle 10 Nº 825 (3586) Las Toscas / Pcia. de Santa Fe([email protected])
(0343) 4951170Calle Nicolás Avellaneda s/n - Acceso Norte - Predio Ferial del Lago (3116) Crespo / Pcia. de Entre Ríos
([email protected]) ([email protected])
(02954) 495057Ruta Nac. Nº 5 Km. 580 C.C. 11 (6326) Anguil / Pcia. de La Pampa
(03731) 460033 / 460260 Int. 207Ruta Nac. Nº 94 (3722) Las Breñas / Pcia. de Chaco
(0387) 4902224 / 4902087Ruta Nac. 68 Km. 172 (4403) Cerrillos / Pcia. de Salta
([email protected]) ([email protected])
(02657) 422616/433250Rutas Nac. 7 y 8 (5730) Villa Mercedes / Pcia. de San Luis
Ing. Agr. Vicente RisterIng. Agroind. Carlos Derka
Ing. Agr. Luis ViciniIng. Agr. Ricardo Rodríguez Ing. Agr. Pablo Saleme
Ing. Agr. Roque Craviotto
Ing. Agr. José Méndez
Ing. Agr. Orlando Pilatti
Ing. Agr. Arturo Regonat Ing. Agr. Aldo Wutrich
Ing. Agr. Ricardo De Carli Ing. Agr. Enrique Behr
Ing. Agr. Mauricio Farrell
Ing. Agr. Héctor Rojo Guiñazú
Ing. Agr. Mario De Simone Ing. Agr. Adriana Godoy
Ing. Agr. Benito Coen
Ed
itoria
l: Maita
Jorg
e - (0
3572- 4
61031
) On
cativo
Jom
aita
@o
nca
tivo.n
et.a
r - jorg
eo
mar.m
aita
@g
mail.co
m