
MANTENIMIENTO CENTRADO EN CONFIABILIDAD …12:49Z-641… · Con el software se administró el...
169
REPUBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD DEL ZULIA FACULTAD DE INGENIERÍA DIVISIÓN DE ESTUDIOS PARA GRADUADOS PROGRAMA DE POSTGRADO EN GERENCIA DE MANTENIMIENTO MANTENIMIENTO CENTRADO EN CONFIABILIDAD PARA SISTEMAS DE BOMBEO ELECTROSUMERGIBLE EN EMPRESAS PETROLERAS DE LA REGIÓN ZULIANA Trabajo de Grado presentado ante la Ilustre Universidad del Zulia para optar al Grado Académico de: MAGÍSTER SCIENTIARUM EN GERENCIA DE MANTENIMIENTO Autor: Ing. Juan Ernesto Petit Jiménez Tutor : M. Sc. Jofrant García Maracaibo, octubre de 2014
Transcript of MANTENIMIENTO CENTRADO EN CONFIABILIDAD …12:49Z-641… · Con el software se administró el...

REPUBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD DEL ZULIA
FACULTAD DE INGENIERÍA DIVISIÓN DE ESTUDIOS PARA GRADUADOS
PROGRAMA DE POSTGRADO EN GERENCIA DE MANTENIMIENTO
MANTENIMIENTO CENTRADO EN CONFIABILIDAD PARA SISTEMAS DE BOMBEO ELECTROSUMERGIBLE EN EMPRESAS PETROLERAS DE LA REGIÓN ZULIANA
Trabajo de Grado presentado ante la Ilustre Universidad del Zulia
para optar al Grado Académico de:
MAGÍSTER SCIENTIARUM EN GERENCIA DE MANTENIMIENTO
Autor: Ing. Juan Ernesto Petit Jiménez Tutor : M. Sc. Jofrant García
Maracaibo, octubre de 2014

APROBACIÓN
Este jurado aprueba el Trabajo de Grado titulado MANTENIMIENTO CENTRADO EN CONFIABILIDAD PARA SISTEMAS DE BOMBEO ELECTROSUMERGIBLE EN EMPRESAS PETROLERAS DE LA REGIÓN ZULIANA que Juan Ernesto Petit Jimenez C.I.:17.088.138 presenta ante el Consejo Técnico de la División de Postgrado de la Facultad de Ingeniería en cumplimiento del Articulo 51, Parágrafo 51.6 de la Sección Segunda del Reglamento de Estudios para Graduados de la Universidad del Zulia, como requisito para optar al Grado Académico de
MAGISTER SCIENTIARUM EN GERENCIA DE MANTENIMIENTO
_________________________ Jofrant Garcia
C.I.: V-9.753.249
_________________________ ______________________ Ana Irene Rivas Deborah Camejo
C.I.: V- 4.152.755 C.I.: V-11.452.764
_________________________ Directora de la División de Postgrado
Gisela Paez
Maracaibo, octubre de 2014

Petit Jimenez, Juan Ernesto. Mantenimiento centrado en confiabilidad para sistemas de bombeo electrosumergible en empresas petroleras de la región zuliana. (2014) Trabajo de Grado. Universidad del Zulia. Facultad de Ingeniería. División de Postgrado. Maracaibo Venezuela. 169 p. Tutor: M. Sc. Jofrant Garcia.
RESUMEN La presente investigación tuvo como objetivo proponer un plan de mantenimiento centrado en confiabilidad (MCC) para los equipos críticos de los sistemas de bombeo electrosumergible en las empresas petroleras del estado Zulia. La investigación fue de tipo proyectiva ya que permitió solucionar una problemática, la necesidad de un plan de mantenimiento óptimo para estos sistemas. El diseño fue no experimental y transeccional ya que se analizaron características como los contextos de operación y el mantenimiento ejercido sobre estos equipos directamente de la realidad, sin manipulación, durante el año 2013. La información fue obtenida de fuentes documentales y campo: manuales de fabricante, estándares de mantenimiento centrado en confiabilidad, software de computadora y entrevistas con el personal custodio, operador y mantenedor, que fueron estructuradas bajo los lineamientos contemplados dentro del proceso metodológico del MCC. La muestra fue intencional, extraída de empresas que cubrieron ciertos criterios fijados por el autor para darle un enfoque de análisis en profundidad a la investigación. Como resultado se elaboró, con la ayuda de un software para MCC, un reporte final de mantenimiento con las actividades más óptimas, las cuáles fueron definidas a partir de un árbol lógico de decisión y simulaciones, utilizando como insumo la experiencia del personal y costos asociados de las estrategias alternativas. Con esta metodología se lograron determinar las necesidades reales de mantenimiento que requerían los equipos más críticos y con base en el análisis de grupo se direccionaron los recursos de mantenimiento donde realmente debían ser aplicados. Con el software se administró el proceso MCC como un proyecto, con inicio y fin plenamente definidos, permitiendo su control a lo largo de la ejecución. También se concluyó que el MCC no debe ser gobernado por el computador sino que puede ser utilizarse como herramienta clave durante la organización y desarrollo del proceso. Palabras Clave: Mantenimiento centrado en confiabilidad, grupo de trabajo, software, análisis de modos y efectos de falla, árbol lógico de decisión, simulación, reporte final de mantenimiento. Correo electrónico: [email protected]

Petit Jimenez, Juan Ernesto. Reliability Centered Maintenance for Electrical Sumersible Pumping Systems in Petroleum Enterprises of Zulian Region. (2014) Trabajo de Grado. Universidad del Zulia. Facultad de Ingeniería. División de Postgrado. Maracaibo Venezuela. 169 p. Tutor: M. Sc. Jofrant Garcia.
ABSTRACT Present study aimed to propose a reliability centered maintenance plan (RCM) for critical equipment on submersible pumping systems in oil companies of Zulia state. The research was projective type because it allowed to resolve a problematic, the need for an optimal maintenance plan for these systems. Research design was not experimental and therefore cross-sectional descriptive because on it there were analyzed characteristics such as the operational context and maintenance performed on these equipment, direct from reality, without manipulating the study, during 2013. Information was obtained from documentary and field sources: manufacturer manuals, standards of realibility centered maintenance, computing software and surveys with owners, operators and maintainers wich were structured using lineguides of the RCM methodological process. Sampling was intentional, extracted from companies which covered some criteria fixed by the author which were considered relevant to rise a deeply analysis on the research. As result it was prepared, through RCM software, a final maintenance report with optimal tasks which were selected from a logical decision tree and simulations using as resources work experience and associated costs related to the alternative strategies. This methodology allowed determining maintenance tasks necessary for critical equipment on ESP systems then based on group analyses direct resources where it should be applied. Using the software, the RCM process could be managed like a project, with a begining and ending well defined which leave to control it along the execution. It was also concluded that the MCC should not be ruled by the computer but rather it can be used as a key tool to organization and perform the process. Keywords: Reliability Centered Maintenance, work group, software, failure mode and effect analysis, logical decision tree, simulation, maintenance final report. Electronic mail: [email protected]

DEDICATORIA
Dedico este logro a Dios todopoderoso quien siempre nos ilumina, indicándonos a través
de nuestro corazón el camino del bien, permitiéndonos aprender lecciones de vida y superación
con cada nueva experiencia adquirida. Este trabajo de grado, fruto de esa nueva experiencia en
la maestría, van dedicados con fervor y agradecimiento al más grande, a ti nuestro señor.
A mi padre, Edgar Petit, que se fue este año al encuentro con Dios y observa este logro
desde lo más alto en el cielo, y a mi madre Faride Jiménez, ambos quienes han hecho de mi
una persona de bien, inculcándome grandes valores con los que he manejado todos los
aspectos de la vida, la constancia, responsabilidad, compromiso, respeto, agradecimiento,
excelencia y profesionalismo, para nunca descansar en la búsqueda del saber, permitiéndome
reconocer que siempre habrá algo nuevo por descubrir. Les agradezco a mis amados padres
por sus enseñanzas.
A mi esposa e hijo, Liliana Rivas y Juan Diego Petit Rivas, quienes representan esa
fuerza amorosa que permiten a mis anhelos volverse realidad, son la energía que impulsan
todas y cada una de mis metas. Los amo muchísimo y para ustedes también es este logro.
A todos mis hermanos, con especial agradecimiento a mis hermanas Alejandra Petit y
Mariana Petit, quienes complementaron y a su vez enriquecieron mi formación ante la vida,
ambas personas emprendedoras de las cuales me siento muy orgulloso.
A mi tutor externo, Ing. Alberto Levi Perozo Rivera, una persona sumamente inteligente,
con gran sabiduría, asertivo en cada una de sus enseñanzas, quien confió en mí y dio su apoyo
desde el principio para llevar a cabo este trabajo de grado, siempre aportando la vasta
experiencia que posee, ofreciendo incondicionalmente sus conocimientos y obteniendo como
resultado siempre lo mejor de sus estudiantes.
A mi tutor académico, profesor Jofrant García, por apoyarme y ofrecerme todos sus
conocimientos y herramientas para la culminación de este trabajo especial de grado.

TABLA DE CONTENIDO Página
RESUMEN……………………………………………………………………………………… 2
ABSTRACT…………………………………………………………………………………….. 3
DEDICATORIA………………………………………………………………………............... 4
TABLA DE CONTENIDO……………………………………………………………………... 5
LISTA DE TABLAS……………………………………………………………………………. 7
LISTA DE FIGURAS…………………………………………………………………………... 8
ABREVIATURAS……………………………………………………………………………….. 9
INTRODUCCIÓN.................................……………………………………………………… 10
CAPÍTULO I: EL PROBLEMA……………………………………...................................... 12
1.1. Planteamiento del problema.................................................................................. 12
1.2. Objetivos................................................................................................................. 14
1.3. Justificación............................................................................................................ 14
1.3. Delimitación de la investigación............................................................................ 15
CAPÍTULO II: MARCO TEÓRICO...……………………………….................................... 16
2.1. Antecedentes de la investigación........................................................................ 16
2.2. Bases teóricas........................................................................................................ 19
2.3. Sistema de variables.............................................................................................. 40
CAPÍTULO III: MARCO METODOLÓGICO.……………………...................................... 44
3.1. Tipo de investigación............................................................................................ 44
3.2. Diseño de la investigación.................................................................................... 45
3.3. Técnicas de recolección de información............................................................. 46
3.4. Población y muestra............................................................................................... 47
3.5. Fases del estudio................................................................................................... 49
CAPÍTULO IV: ANÁLISIS E INTERPRETACIÓN DE RESULTADOS............................ 52
4.1. Descripción de las características de los sistemas de bombeo electrosumergible...................................................................................................
54
4.2. Selección mediante el análisis de descubrimiento de riesgo de los equipos a los cuales será aplicado el proceso del MCC...........................................................
57
4.3. Funciones deseadas, contexto operacional y fallas funcionales de equipos...................................................................................................................
58
4.4. Análisis de modos y efectos de falla.................................................................... 58
4.5. Clasificación mediante el diagrama logico de decisión las consecuencias de las fallas.......................................................................................................................
59
4.6. Diseño de un plan de mantenimiento centrado en confiabilidad con estrategias e intervalos de tareas preventivas, predictivas y por defecto basado en las

consecuencias de las fallas y los costos operacionales......................................................................
60
CAPÍTULO V: PLAN DE MANTENIMIENTO CENTRADO EN CONFIABILIDAD PARA
SISTEMAS DE BOMBEO ELECTROSUMERGIBLE EN EMPRESAS PETROLERAS
DE LA REGIÓN ZULIANA.................................................................................................
65
CONCLUSIONES.............................................................................................................. 155
RECOMENDACIONES..................................................................................................... 158
REFERENCIAS BIBLIOGRÁFICAS................................................................................. 159
APÉNDICES..................................................................................................................... 162
1. Empresas mixtas conformadas entre pdvsa y capital extranjero........................... 163
2. Diagrama de procesos e instrumentación (P&ID) de pozo típico con tecnología BES……………………………………………………………………………………………
165
3. Plano isométrico de línea de producción de pozo típico con tecnología BES............ 166
4. Esquema general típico de sistema BES………………………………………………… 167
5. Matriz para el análisis de descubrimiento de riesgo…………………………………… 168
6. Árbol lógico de decisión para categorización de consecuencias…………………….. 169

LISTA DE TABLAS
Tabla Página
1 Operacionalización de la variable....................................................................... 45
2 Matriz de selección de la muestra……………………......................................... 56
3 Comparación de estrategias de mantenimiento……………………………......... 70

LISTA DE FIGURAS
Figura Página
1 Sistema típico de bombeo electrosumergible...................................................... 26
2 Motor eléctrico…………………………................................................................. 26
3 Sección sellante……………………………………................................................ 28
4 Separador de gas rotativo………………………………….................................... 29
5 Etapas de una bomba centrífuga …………………………................................... 30
6 Cable para aplicaciones BES …………………………………............................. 30
7 Transformadorde voltaje...................................................................................... 31
8 Variador de velocidad………………………………………………………………. 32
9 Esquema de alimentación de corriente alterna AC………………………………. 33
10 Conjunto motogenerador síncrono a combustión interna.................................... 34
11 Vista del software RCM++................................................................................... 44
12 Ubicación de pozos en el bloque DZO, sector Alturitas, Perija, Edo. Zulia......................................................................................................................
57
13 Jerarquización de equipos con software RCM++................................................ 60
14 Análisis de descubrimiento de riesgo con software RCM++............................... 61
15 Análisis de modos y efectos de falla con software RCM++................................ 63
16 Categorizacion de efectos de falla con software RCM++................................... 64
17 Vista jerarquía de FMEA con software RCM++.................................................. 66
18 Categorización de efecto de falla con software RCM++..................................... 66
19 Selección de políticas con software RCM++....................................................... 67
20 URD con software RCM++.................................................................................. 68
21 Datos para simulación de estrategias de mantenimiento con software RCM++ 69
22 Resultados de simulación de estrategias de mantenimiento con software RCM++………………………………………………………………………………..
70

ABREVIATURAS
AC: Corriente Alterna
ALT: Alturitas
BES: Bombeo Electrosumergible
BPH: Barriles por Hora
COVENIN: Comisión Venezolana de Normas Industriales
DC: Corriente Directa
DRBFMs: Revisión de Diseño Basado en los Modos de Falla
DVP&Rs: Planificación y Verificación de Diseño y Reportes
DZO: Desarrollo Zulia Occidente
FEC: Categorización del Efecto de Falla
FMEA: Análisis de Modos y Efectos de Falla
FTA: Análisis del Árbol de Fallas
IEEE: Instituto de Ingenieros Electricos y Electrónicos
MCC: Mantenimiento Centrado en Confiabilidad
PCP’s: Planificación de Control de Procesos
PLC: Controlador Lógico Programable
P&ID: Diagramas de Tubería e Instrumentos
P-F: Potencial a falla
RCM++: Reliability Centered Maintenance Plus Plus
SAE: Sociedad de Ingenieros Automotrices
SCADA: Supervisión, Control y Adquisición de Datos
URD: Definición Universal de Confiabilidad
VSC: Controlador de Velocidad Variable

INTRODUCCIÓN
La creciente e incesante demanda del petróleo como materia prima, ha conllevado a
incrementar los niveles de confiabilidad operacional en las empresas petroleras con el fin de
disminuir costos operativos y pérdidas económicas por diferimiento de producción. Asimismo es
indispensable que estas empresas desarrollen sus actividades velando por la protección de su
personal lográndose esto, en parte, con la correcta operación de los equipos dentro de sus
instalaciones.
Para la extracción de crudo existen dentro de la industria petrolera diversos métodos, entre
ellos los sistemas de bombeo electrosumergible cuyos equipos deben desempeñarse en
condiciones óptimas para garantizar la continuidad durante el proceso de extracción. Para ello
es importante evaluar todos los escenarios que puedan afectarse durante su operación,
tomando acciones respectivas sobre la seguridad al personal, la protección al medio ambiente,
el impacto a las operaciones y el ámbito económico. Es por ello que surge la necesidad de
proponer un plan de mantenimiento que cubra todos estos requerimientos y para lograrlo debe
ser elaborado con base a la metodología del Mantenimiento Centrado en Confiabilidad, la cual
busca incrementar la confiabilidad integral de los equipos, mediante el establecimiento de
actividades técnica y económicamente factibles que surjan como solución para prevenir y
detectar con anticipación cada falla potencial de probabilidad razonable, minimizando así el
impacto en las operaciones; tales actividades a su vez deben ser definidas basándose en las
consecuencias de las fallas.
Con el MCC los sistemas de bombeo electrosumergible ofrecerían su mayor beneficio al
disminuir los costos asociados a labores de mantenimiento y como antes se mencionó
conllevando a la disminución de pérdidas por diferimientos de producción.
El presente trabajo de grado, está estructurado en 5 capítulos como lo son: Capítulo I: El
Problema, donde se definen: el planteamiento, la formulación además del objetivo general,
objetivos específicos, justificación, y delimitación. Capítulo II: Marco Teórico, en el que se
sintetizan los términos y pasos a seguir para proponer el plan de mantenimiento centrado en
confiabilidad, así como también la descripción de los equipos involucrados a los sistemas de
bombeo electrosumergible. Capítulo III: Marco Metodológico, el cual desglosa el tipo de
investigación, diseño de investigación, población, muestra, técnicas de recolección de datos y

11
procedimientos de la investigación. En el Capítulo IV: se realiza la presentación de Análisis e
Interpretación de los Resultados obtenidos. En el Capítulo V: se presenta el reporte final fruto
de la investigación y finalmente se presentan las conclusiones y recomendaciones en función
de los aspectos más representativos de acuerdo con los objetivos planteados de la propuesta.

CAPITULO I
EL PROBLEMA 1.1. Planteamiento del problema
En la actualidad el concepto de mantenimiento ha cambiado debido a un aumento de la
mecanización, incremento de la complejidad de las maquinarias, nuevas estrategias de
mantenimiento y una nueva perspectiva de la organización y de sus responsabilidades. Estos
cambios persiguen nuevas expectativas entre las que destacan una mayor importancia en los
aspectos seguridad y medio ambiente, un conocimiento creciente de la conexión existente entre
el mantenimiento y la calidad del producto y un aumento de la presión ejercida para conseguir
una alta disponibilidad de la maquinaria al mismo tiempo que es optimizada. De acuerdo a estos
grandes cambios, los gerentes de mantenimiento están buscando nuevos caminos con el fin de
tomar decisiones sin temor a equivocarse. Con los años, han tratado de contextualizar un marco
de trabajo estratégico que sintetice los nuevos avances en un modelo coherente, de forma que
puedan evaluarlos racionalmente y aplicar las técnicas que sean de mayor valor para ellos y sus
compañías. Un esquema de trabajo de este tipo se logra mediante la filosofía del mantenimiento
centrado en la confiabilidad (MCC).
Hoy en día las empresas petroleras utilizan diversos métodos para realizar la extracción de
crudo, desde flujo natural a una gran variedad de métodos de levantamiento artificial. Uno de
estos métodos, el uso de bombas electrosumergibles, se considera como una vía efectiva y
económica de extracción de altos volúmenes de crudo a grandes profundidades y su
mantenimiento requiere de una eficiente planificación, programación y control de las actividades
que conlleve a equipos confiables, con el fin de minimizar el número de paradas y la
consecuente producción diferida.
En Venezuela, en el Estado Zulia, las empresas petroleras utilizan sistemas de bombeo
electrosumergible como uno de sus medios de producción; tales sistemas están compuestos
principalmente por equipos de generación de energía eléctrica, elementos intermedios para la

13
transmisión y manipulación de ésta energía y un motor eléctrico que se encuentra en las
profundidades del yacimiento.
Con frecuencia, existen anualmente un alto número de paradas imprevistas de pozos
productores bajo este esquema de levantamiento, como consecuencia de no aplicar
debidamente las actividades programadas de mantenimiento, por falta de inversión y de
seguimiento en la planificación, lo que hace que operen bajo regímenes de mantenimiento
correctivo debido a fallas no esperadas en sus principales componentes, lo que se traduce en
mayores costos operacionales y de reparación así como en una baja confiabilidad de los
equipos, ocasionando la interrupción del proceso de extracción y en ocasiones con potenciales
riesgos para la seguridad y el ambiente.
De los sistemas de bombeo electrosumergible se necesita un funcionamiento confiable
para darle continuidad al proceso productivo con el mínimo impacto operacional, es por ello que
el plan de mantenimiento que aplican las empresas petroleras se debe basar en la confiabilidad
y de esta manera establecer un control para todas las posibles fallas funcionales de estos
sistemas, razón por la cual nace la idea de proponer un plan de mantenimiento centrado en la
confiabilidad para sistemas de bombeo electrosumergible para empresas petroleras de la región
zuliana.
1.1.1. Formulación del problema
¿Cómo proponer un plan de mantenimiento centrado en confiabilidad para que los
sistemas de bombeo electrosumergible en las empresas petroleras de la región zuliana cumplan
con los estándares de desempeño y las funciones deseadas?
1.2. Objetivos
1.2.1. Objetivo general
Proponer un plan de mantenimiento centrado en confiabilidad para los sistemas de bombeo
electrosumergible en empresas petroleras de la región zuliana.

14
1.2.2. Objetivos específicos
• Describir las características de los sistemas de bombeo electrosumergible.
• Seleccionar mediante un análisis de criticidad los equipos a los cuales será aplicado el
proceso del MCC.
• Describir las funciones deseadas, contexto operacional y fallas funcionales de los equipos
críticos.
• Analizar los modos y efectos de falla de los equipos críticos.
• Clasificar mediante un diagrama lógico de decisión las consecuencias de las fallas.
• Diseñar un plan de mantenimiento centrado en confiabilidad con estrategias e intervalos de
tareas preventivas, predictivas y por defecto basado en las consecuencias de las fallas y los
costos operacionales.
1.3. Justificación
Esta investigación permite establecer las actividades de mantenimiento programado,
predictivo, rutinario y de cambios en el diseño, necesarias para lograr que los sistemas de
bombeo electrosumergible continúen cumpliendo con sus funciones deseadas dentro de los
estándares de desempeño fijados por sus propietarios, operadores y mantenedores, mediante
la aplicación de los principales estándares de mantenimiento centrado en confiabilidad SAE-
JA1011, SAE-JA1012 y herramientas computacionales que permitan actualizar el plan de
mantenimiento ejercido sobre estos sistemas en las empresas petroleras de la región zuliana.
Esto ayudará a desarrollar un plan de mantenimiento de uso estandararizado el cual permita un
nivel de funcionalidad óptimo a un grado de riesgo aceptable, de manera eficiente y
económicamente efectiva.
Durante la investigación se hará uso de la herramienta computacional RCM++ versión Nro.
9, de la empresa Reliasoft®, de la cual se dispone una versión de evaluación con las
funcionalidades necesarias para realizar el análisis MCC, permitiendo realizar estimaciones
cuantitativas de criticidad mediante el descubrimiento del riesgo inherente a cada equipo con
respecto a los tópicos: seguridad, ambiente, producción y operaciones para así priorizar el
análisis de modos y efectos de fallas (FMEA- Failure Mode and Effect Analyses) hacia los
equipos críticos, categorizar los efectos de las fallas (FEC- Failure Effect Categorization) y luego
evaluar, comparar y elegir estrategias de mantenimiento efectivas basadas en la evaluación de
consecuencias y los costos operacionales, calculando en algunos casos intervalos óptimos para

15
mantenimientos preventivos mediante simulaciones sobre los diferentes escenarios de
mantenimiento potencialmente aplicables.
1.4. Delimitación de la investigación
La investigación se realizará tomando en cuenta equipos tales como: líneas de proceso
para el transporte de crudo, equipos eléctricos y equipos de supervisión remota (SCADA), que
forman parte de los pozos con sistemas de bombeo electrosumergible de la empresas
petroleras en la región zuliana.
El período de duración estará comprendido entre los meses octubre de 2012 hasta
septiembre de 2013.
Este estudio enmarca conocimientos de la metodología del mantenimiento centrado en
confiabilidad mediante la aplicación de los estándares SAE que rigen en la materia, así como
también el uso de software para facilitar la toma de decisiones entre las diferentes estrategias
de mantenimiento tanto económica como técnicamente factibles.

CAPITULO II
MARCO TEÓRICO
En esta sección se presentan los antecedentes de la investigación con la finalidad de
analizar estudios anteriormente realizados por otros investigadores, que de una u otra forma
están relacionados con la variable "Mantenimiento Centrado en Confiabilidad para mejorar el
mantenimiento de sistemas de bombeo electrosumergible".
2.1. Antecedentes de la investigación
En este orden de ideas se presenta el trabajo de investigación realizado por Antúnez y
Salazar (2005), trabajo de grado titulado “Plan de Mantenimiento Centrado en Confiabilidad
aplicado a Máquinas de Soldar”. Este trabajo tuvo como objetivo general realizar un plan de
mantenimiento centrado en confiabilidad aplicable a Máquinas de Soldar de una empresa
seleccionada.
Diseñaron un plan de mantenimiento centrado en confiabilidad para máquinas de soldar de
una empresa que presta servicios de mantenimiento. Para ello se plantearon una serie de
objetivos como el diagnóstico de la situación actual de mantenimiento de la empresa
seleccionada, elaboración de diagramas de proceso entrada-salida, identificación de fallas
funcionales, modos y efectos de falla de las máquinas de soldar y sus consecuencias, para
formular un plan de mantenimiento y determinar la relación costo beneficio, así como el período
óptimo de aplicación de mantenimiento mayor sobre estas máquinas. Utilizaron como bases
teóricas y metodológicas líneas de investigación llevadas a cabo por Huerta, López y Parra
(1999) sobre “Lecciones aprendidas en el proceso de implantación del Mantenimiento Centrado
en Confiabilidad” la cual es una de las prácticas de clase mundial referida a la producción
basada en confiabilidad, así como estudios de Arrieta (1999) quien realizó la investigación
titulada “Optimización de Programas de Mantenimiento a monitores de cabezales de pozos
aplicando el Mantenimiento Centrado en Confiabilidad” cuyo propósito era aumentar la
disponibilidad y confiabilidad de los cabezales de pozos y de esta manera alcanzar cuotas de
producción

17
establecidas por la gerencia de la empresa seleccionada. La investigación se desarrolló
mediante etapas de documentación a través de fuentes como documentos técnicos y
entrevistas al personal que laboraba en la empresa, observación directa de las máquinas de
soldar más críticas, sus fallas funcionales y efectos, evaluando los resultados para elaborar un
plan de mantenimiento y respectivo informe.
Como aporte a la investigación se determinó que mediante el análisis de los modos y
efectos de fallas se pueden aplicar técnicas de mantenimiento proactivo (preventivo y
predictivo), y que esto permite también estructurar el mantenimiento cíclico de componentes
críticos mediante el uso de formatos. Por otro lado, orientó en el desarrollo de la relación
costo/beneficio de planes de mantenimiento propuestos.
El estudio llevado a cabo por Castellano (2009), con su trabajo de grado titulado "Modelo
de Optimización del Mantenimiento en Estaciones de Flujo mediante los Análisis de Criticidad,
Modos y Efectos de Falla " donde se planteó fundamentalmente elaborar una propuesta de
modelo de optimización del mantenimiento en estaciones de flujo mediante los análisis de
criticidad y análisis de modos y efectos de falla para ofrecer a las gerencias de mantenimiento
actividades para los equipos que conforman las estaciones de flujo de las empresas petroleras,
proporcionando mejoras en los índices operativos de disponibilidad, confiabilidad y
mantenibilidad. La investigación es de tipo proyectiva y propone determinar una solución viable
a una problemática planteada.
De esta investigación se obtuvo como aporte la aplicación de análisis de criticidad como
medio para la selección de equipos a los cuales será aplicado el proceso MCC. En su estudio,
Castellano utilizó la metodología de Anthony Ciliberty, que sirvió para determinar la criticidad
mediante evaluaciones económicas con base a las estructuras de costos de las distintas
estrategias que resultaron ser factibles. Para el presente trabajo de grado se utilizó el análisis
cuantitativo de criticidad ofrecido por el software RCM++ para seleccionar los componentes más
importantes a estudiar dentro de los sistemas de bombeo electrosumergible.
El trabajo de investigación realizado por Fuenmayor (2006), titulado “Programa de
Mantenimiento Centrado en la Confiabilidad para Plantas de Productos Asfálticos
Impermeabilizantes” tuvo como objetivo diseñar un plan de mantenimiento basado en la
metodología del mantenimiento centrado en la confiabilidad (MCC) para mejorar las actividades
de producción de la línea Nro. 1 de mantos asfalticos de la empresa BITUPLAST. Con este
propósito se realizó una jerarquización de equipos según el orden de criticidad para determinar
el programa de mantenimiento a seguir con base en la producción, seguridad, conservación del

18
medio ambiente y la economía para optimizar los tiempos de mantenimiento, alargar la vida útil,
reducir los costos de las operaciones y aumentar la disponibilidad de la línea de producción.
Esta investigación se desarrolló en dos momentos, descriptiva al describir y analizar
sistemáticamente características homogéneas de los fenómenos estudiados de la realidad y
proyectiva por estar dirigido a fines prácticos de aplicación directa orientada a la satisfacción de
necesidades reales.
El aporte de este trabajo a la investigación es elaborar un plan de mantenimiento utilizando
la metodología del MCC basados en la obtención de respuestas a las siete (7) preguntas
básicas de esa metodología (Moubray, 1999, pág. 45).
En la investigación realizada por Tudares (2003), en el trabajo titulado “Aplicación del árbol
de fallas y análisis de los modos de fallos para la toma de decisiones en la gerencia del
mantenimiento y seguridad industrial” se establecieron cuatro (4) hipótesis que contribuyeron a
definir las aplicaciones, beneficio, selección y conveniencia de la utilización de dos (2) técnicas:
el árbol de falla (FTA) y el Análisis de Modos y Efectos de Falla (FMEA) en la toma de
decisiones gerenciales. Como resultado se sostuvo que la identificación de los modos de falla
facilita la creación de órdenes de trabajo, la planificación del mantenimiento, el registro histórico
de falla y la gestión de los mantenedores y operadores en la industria. Se determinó asimismo
que las técnicas FTA y FMEA son útiles para la optimización, planificación y ejecución de
planes de mantenimiento construyendo herramientas complementarias que facilitan la ejecución
y aplicación de otras técnicas de análisis de riesgo.
El aporte de esta investigación consiste en la aplicación de la técnica del árbol de fallas
como herramienta para determinar las causas que originan los modos de falla a un nivel de
detalle el cual sea manejable por políticas de mantenimiento que pueda adoptar la empresa.
2.2. Bases teóricas
En esta sección se exponen teorías, modelos, enfoques y opiniones asociadas a la variable
“Mantenimiento Centrado en Confiabilidad para mejorar el mantenimiento de sistemas de
bombeo electrosumergible”, incluyendo algunos de sus aspectos como lo son: mantenimiento
centrado en confiabilidad, principales estándares utilizados, sistemas de bombeo
electrosumergible y sus componentes, fallas funcionales, modos de falla, efectos de falla,
consecuencias de las fallas, análisis de modos y efectos de falla (FMEA), costos de
mantenimiento, y el uso de software para facilitar la gestión del proceso MCC.

19
Mantenimiento centrado en confiabilidad
Según Moubray (1999: pág. 6), desde el punto de vista de ingeniería existen dos tópicos
para administrar un activo físico: debe ser “mantenido” y a la vez “modificado” cada cierto
tiempo. La mayoría de los diccionarios definen mantenimiento como el motivo para continuar o
mantener un activo en ciertas condiciones. Lo anterior implica que mantenimiento significa
“preservar algo”. Por otra parte, también el término modificado significa de alguna manera
“reemplazo”.
Cuando se piensa en mantener algo, ¿qué es lo que realmente se desea que continúe
haciendo un activo?, ¿cuál es el estado actual que se desea preservar? Las respuestas a estas
preguntas se pueden encontrar en el hecho de que cualquier activo físico es puesto en servicio
debido a que alguien previamente decidió colocarlo para que hiciera algo. En otras palabras, los
usuarios esperan que el equipo satisfaga funciones o realice alguna función en específico. Esto
indica que cuando se mantiene un activo, el estado que se desee preservar debe ser uno en el
cual continúe haciendo lo que sus usuarios requieren que realmente haga. Ahora, lo que los
usuarios requerirán dependerá exactamente de dónde y cómo está siendo usado el equipo (su
contexto operacional). Esto permite establecer la definición formal del mantenimiento centrado
en confiabilidad como “un proceso utilizado para determinar los requerimientos de
mantenimiento de cualquier activo físico en su contexto operacional”.
En una definición más completa, el mantenimiento centrado en confiabilidad es “un proceso
utilizado para determinar qué debe hacerse para asegurar que cualquier activo físico continúe
haciendo lo que sus usuarios requieren en su contexto operacional presente”. (Moubray: pág. 7)
Sistemas de bombeo electrosumergible
Consiste en un método de levantamiento artificial que utiliza una bomba centrífuga ubicada
en el subsuelo para levantar los fluidos aportados por el yacimiento desde el fondo del pozo
hasta la estación de flujo. La potencia requerida por dicha bomba es suministrada por un motor
eléctrico que se encuentra ubicado en el fondo del pozo; la corriente eléctrica necesaria para el
funcionamiento de dicho motor es suministrada desde la superficie y conducida a través de un
cable de potencia hasta el motor (Baker, 2007, pág. 2-1).
La empresa Baker Hugues División Centrilift (2007) define el sistema de bombeo
electrosumergible como un medio económico y efectivo para levantar altos volúmenes de fluido
desde grandes profundidades sobre una variedad de condiciones del pozo. Con el transcurrir de

20
los años, empresas especializadas en bombeo electrosumergible han trabajado en conjunto con
grandes compañías petroleras adquiriendo experiencia en la producción de fluidos de alta
viscosidad, pozos gasíferos, pozos con altas temperaturas, etc. Con esta experiencia e
innovaciones en la tecnología, pozos que antes no se consideraban factibles para el bombeo
electrosumergible, son hoy en día extraídos bajo este esquema de forma económica (Baker,
2007, pág. 2-1).
Componentes de un sistema de bombeo electrosumergible
Este sistema de bombeo, aparte de la infraestructura que requiere para el transporte del
crudo así como los equipos para su monitoreo y control de forma remota, está compuesto
principalmente según Baker (2007: pág. 2-1) por los siguientes elementos: un motor eléctrico,
sección de sello, separador de gas rotativo (opcional), bomba centrífuga multietapas, cable de
potencia eléctrica, transformador de voltaje, controlador o variador de velocidad y sistemas de
alimentación eléctrica AC. Una instalación típica de la bomba electrosumergible se muestra en
la figura 1.
Figura 1. Sistema típico de bombeo electrosumergible Fuente: Electrical Submersible Pumping System Handbook, 2007: pág 2-2
21
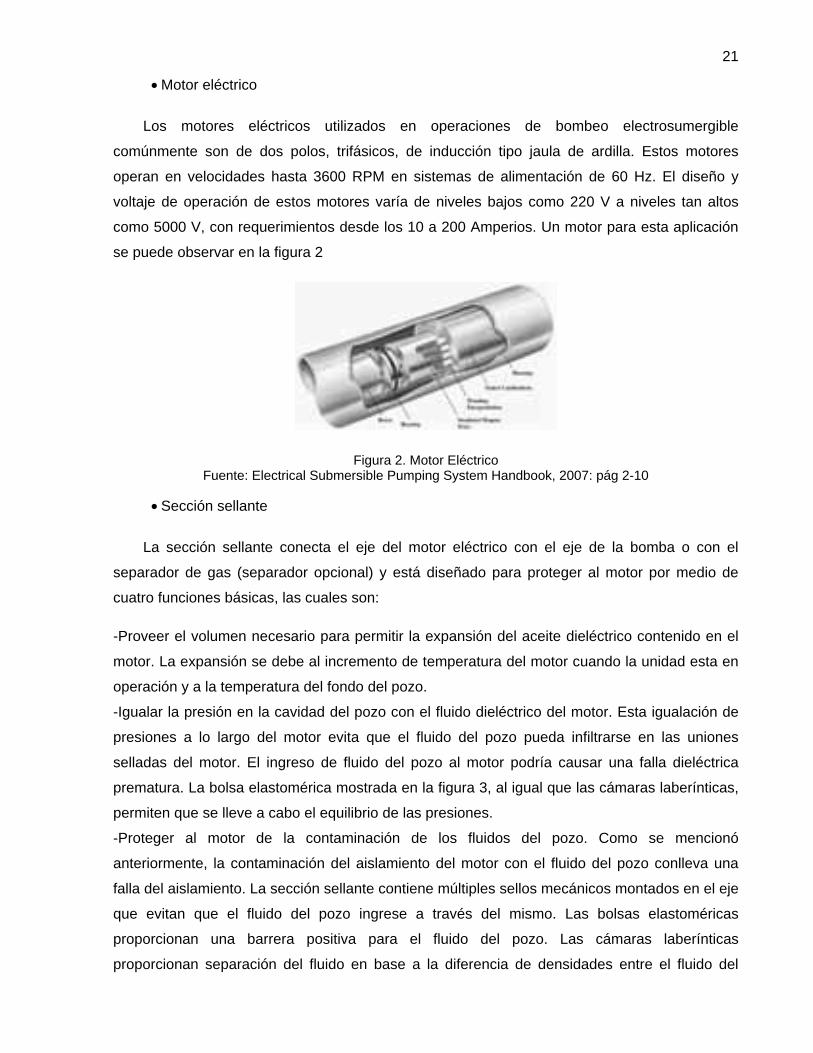
• Motor eléctrico
Los motores eléctricos utilizados en operaciones de bombeo electrosumergible
comúnmente son de dos polos, trifásicos, de inducción tipo jaula de ardilla. Estos motores
operan en velocidades hasta 3600 RPM en sistemas de alimentación de 60 Hz. El diseño y
voltaje de operación de estos motores varía de niveles bajos como 220 V a niveles tan altos
como 5000 V, con requerimientos desde los 10 a 200 Amperios. Un motor para esta aplicación
se puede observar en la figura 2
Figura 2. Motor Eléctrico Fuente: Electrical Submersible Pumping System Handbook, 2007: pág 2-10
• Sección sellante
La sección sellante conecta el eje del motor eléctrico con el eje de la bomba o con el
separador de gas (separador opcional) y está diseñado para proteger al motor por medio de
cuatro funciones básicas, las cuales son:
-Proveer el volumen necesario para permitir la expansión del aceite dieléctrico contenido en el
motor. La expansión se debe al incremento de temperatura del motor cuando la unidad esta en
operación y a la temperatura del fondo del pozo.
-Igualar la presión en la cavidad del pozo con el fluido dieléctrico del motor. Esta igualación de
presiones a lo largo del motor evita que el fluido del pozo pueda infiltrarse en las uniones
selladas del motor. El ingreso de fluido del pozo al motor podría causar una falla dieléctrica
prematura. La bolsa elastomérica mostrada en la figura 3, al igual que las cámaras laberínticas,
permiten que se lleve a cabo el equilibrio de las presiones.
-Proteger al motor de la contaminación de los fluidos del pozo. Como se mencionó
anteriormente, la contaminación del aislamiento del motor con el fluido del pozo conlleva una
falla del aislamiento. La sección sellante contiene múltiples sellos mecánicos montados en el eje
que evitan que el fluido del pozo ingrese a través del mismo. Las bolsas elastoméricas
proporcionan una barrera positiva para el fluido del pozo. Las cámaras laberínticas
proporcionan separación del fluido en base a la diferencia de densidades entre el fluido del

22
pozo y el aceite del motor. Cualquier fluido del pozo que pase por los sellos superiores del eje o
por la cámara superior es contenido en las cámaras laberínticas inferiores como un medio de
protección secundario.
-Absorber el empuje axial descendente de la bomba. Esto se lleva a cabo por medio de un
cojinete de empuje deslizante. El cojinete utiliza una película hidrodinámica de aceite para
proporcionarle lubricación durante la operación. El empuje descendente es el resultado de la
presión desarrollada por la bomba actuando sobre el área del eje de la bomba y el empuje
residual transferido por cada impulsor individual al eje.
Figura 3. Sección sellante Fuente: Electrical Submersible Pumping System Handbook, 2007: pág 2-8
• Separador de Gas Rotativo
El uso de sistemas de bombeo electrosumergible en pozos de alta relación gas-petróleo se
ha convertido en un denominador común. La capacidad de la bomba centrífuga para el manejo
eficiente del gas es limitada. En la última década, una gran cantidad de aplicaciones BES en
estas condiciones han sido posibles gracias al diseño, desarrollo y utilización de los
separadores de gas rotativos que pueden instalarse de manera opcional. Estos separadores
utilizan la fuerza centrífuga para separar el gas libre (gas en disolución) del fluido del pozo antes
de que entre en la bomba.

23
En la figura 4 se muestra el diseño típico de un separador de gas rotativo. El fluido entra en
el separador y es guiado hacia una cámara centrífuga rotativa por la acción de un inductor. Una
vez en la cámara, el líquido de mayor gravedad específica se desplaza hacia la pared exterior
de la cámara rotativa por la fuerza centrífuga, dejando el gas en el centro. El gas es separado
del fluido por medio de un divisor al final del separador y es expulsado de vuelta al espacio
anular del pozo. El fluido más pesado se dirige hacia la entrada de la bomba en donde es
bombeada hacia la superficie. La corriente rica en gas libre es venteada a la superficie por el
espacio anular.
Figura 4. Separador de gas rotativo Fuente: Electrical Submersible Pumping System Handbook, 2007: pág 2-4
• Bomba centrífuga multietapas
Las bombas electrosumergibles son bombas centrífugas multi-etapas. Como se observa en
la figura 5, cada etapa de la bomba consta de un impulsor rotatorio y un difusor estacionario. Se
pueden superponer varias etapas dependiendo de la altura de columna deseada. La bomba
centrífuga trabaja por medio de la transferencia de energía del impulsor al fluido desplazado, el
cambio de presión-energía se lleva a cabo mientras el líquido bombeado rodea el impulsor, a
medida que el impulsor rota, imparte un movimiento rotatorio al fluido el cual se divide en dos
componentes. Uno de estos movimientos es radial hacia fuera del centro del impulsor y es
causado por una fuerza centrífuga. El otro movimiento va en la dirección tangencial al diámetro

24
externo del impulsor. La resultante de estos dos componentes es la dirección de flujo. La
función del difusor es convertir la energía de alta velocidad y baja presión, en energía de baja
velocidad y alta presión.
Figura 5. Etapas de una bomba centrífuga Fuente: Electrical Submersible Pumping System Handbook, 2007: pág 2-4
• Cable sumergible de potencia eléctrica
En aplicaciones BES, la potencia eléctrica es transmitida desde la superficie al motor de la
bomba electrosumergible en fondo por medio de un cable de potencia de tres conductores.
Estos cables pueden construirse en dos configuraciones: redondo y plano, según se observa en
la figura 6.
Figura 6. Cable para aplicaciones BES Fuente: Electrical Submersible Pumping System Handbook, 2007: pág 1-30

25
• Transformador de voltaje
Un transformador (figura 7) es un dispositivo con el cual un nivel de voltaje en un sistema
de corriente alterna puede ser llevado a otro nivel de voltaje. Consiste de un núcleo de hierro
rodeado de bobinas de conductor aislado. Generalmente el núcleo y las bobinas son inmersos
en aceite, lo cual sirve como aislamiento y ayuda al enfriamiento del transformador.
Generalmente, la generación y distribución de energía eléctrica en los campos petroleros
se realiza en media tensión a niveles de 6000 voltios o más. Como los equipos BES operan en
voltajes entre los 220 y 4.000 voltios, la transformación del voltaje de alimentación siempre es
necesaria.
Los transformadores para aplicaciones BES se pueden encontrar ya sea en un banco de
tres transformadores monofásicos o bien en un solo transformador en configuración trifásica. En
estas aplicaciones, por lo general, los transformadores trifásicos se encuentran sumergidos en
aceite mineral siendo unidades autoenfriadas, y están equipados con múltiples taps de ajuste
para el voltaje a la salida, lo cual permite una amplia gama en voltajes de alimentación. Esta
flexibilidad es requerida para lograr ajustes de los voltajes en superficie, ya que se deben
compensar las caídas de tensión del cable que pudieran presentarse debido a las diferentes
profundidades en las que se desee instalar el motor de fondo, con la finalidad de entregar en los
terminales del motor el voltaje correcto de operación.
Figura 7. Transformador de Voltaje Fuente: Electrical Submersible Pumping System Handbook, 2007: pág 1-27
• Controladores de Motor
Existen tres tipos básicos de controladores de motor utilizados en aplicaciones de bombeo
electrosumergible. Estos son: paneles de control, arrancadores suaves y variadores de
velocidad (VSC). Normalmente todos utilizan dispositivos de estado sólido para ofrecer
protección así como control para los sistemas BES. En el contexto del presente trabajo de
investigación se hará énfasis en la aplicación de variadores de velocidad para los sistemas de
bombeo electrosumergible.

26
-Variadores de Velocidad: Una bomba electrosumergible es poco flexible cuando opera a una
velocidad fija; la unidad queda limitada a un rango de producción y altura de columna fijos por
cada elección de velocidad; es entonces que el Variador de Velocidad (VSC), mostrado en la
figura 8, se ha convertido en una herramienta de gran valor para eliminar estas restricciones
debido a que permite variar la velocidad de la bomba, la rata de producción, la altura de
columna o ambos inclusive, dependiendo de la aplicación, sin necesidad de realizar
modificaciones en el motor eléctrico de fondo.
El principio de operación de un variador de velocidad es convertir la potencia eléctrica
trifásica alterna (AC) en su entrada, típicamente en voltajes de 480 Volts, a una fuente de
alimentación de corriente directa (DC). Luego, mediante la conmutación de semiconductores de
estado sólido, invierte la alimentación DC de forma secuencial a una salida de voltaje trifásico
AC, en forma de onda cuasi-sinusoidal la cual es controlable en magnitud y frecuencia, lo cual
permite la regulación de velocidad.
Inicialmente, la flexibilidad en el bombeo era el propósito principal de la aplicación de
variadores de velocidad en sistemas BES, pero muchos otros beneficios se derivan a partir de
su uso. De interés particular caben destacar: la extensión en el tiempo de vida del equipo en
fondo al permitir arranques suaves, reducción controlada de la producción del pozo de forma
automática con control de velocidad y supresión de transitorios de línea por fallas en la
alimentación eléctrica, así como también elimina la necesidad de instalar válvulas de choque en
la línea de producción en la superficie. Asimismo, el VSC balancea el voltaje a la salida para
reducir el calentamiento excesivo en el motor, corrige inestabilidades en frecuencia de
motogeneradores eléctricos y minimiza los esfuerzos por arranques múltiples.
Figura 8. Variador de Velocidad Fuente: Operator's Manual Centrilift GCS Electrospeed II, versión 8, 2006: pág 1
• Sistema de alimentación eléctrica AC
La mayoría de las centrales eléctricas utilizan la energía hidráulica de una columna de
agua, la energía térmica producida por el uranio, o la quema de combustibles fósiles tales como

27
carbón, petróleo o gas natural, para producir vapor para mover una turbina acoplada a un
generador. La Figura 9 muestra un sistema típico de distribución de energía.
Figura 9. Esquema de alimentación de corriente alterna AC Fuente: Electrical Submersible Pumping System Handbook, 2007: pág 1-20
En el contexto de la presente investigación, se resaltan como equipos de generación de
electricidad aquellos que funcionan bajo la quema de combustibles fósiles, específicamente
grupos electrógenos como motogeneradores a gas.
-Generador eléctrico AC: Estos generadores pueden ser síncronos o de inducción. Los
generadores síncronos de Corriente Alterna (AC) dominan hoy en día la generación comercial
de energía utilizando combustibles fósiles (figura 10), reactores nucleares y turbinas hidráulicas.
La velocidad de rotación de un generador síncrono es exactamente la misma a la que está la
frecuencia de la potencia eléctrica que genera, y se mantiene constante aun ante variaciones de
carga. Todos los generadores síncronos funcionan como dispositivos de conversión de energía
magnética para convertir energía mecánica en energía eléctrica por medio de campos
magnéticos; el par de entrada proporcionado por el motor primario se equilibra con el par
magnético entre las estructuras fijas y móviles en el generador (Fink, D y Beaty, H).

28
Figura 10. Conjunto Motogenerador Síncrono a Combustión interna Fuente: Electrical Submersible Pumping System Handbook, 2007: pág 1-25
Los motores y generadores deben ser instalados, operados y mantenidos correctamente.
También se conocen como máquinas rotativas o aparatos rotativos. Éstos varían desde muy
pequeñas a grandes unidades. En consecuencia, las atenciones y cuidados requeridos en la
selección, instalación, operación y mantenimiento varía en equipos diferentes. Se debe tener
suma precaución especialmente con aparatos rotativos de gran tamaño para evitar su
deterioro, ya que el equipo casi en la totalidad es costoso y difícil de reemplazar. El
mantenimiento programado, overhaul o reparaciones en grandes aparatos puede requerir
desmontaje parcial o completo del equipo. Por lo tanto, el personal de mantenimiento asignado
al mismo debe estar familiarizado y bien preparado en todos sus aspectos de funcionamiento.
(Gill, 2009).
Estandares SAE
Netherton (citado por Moubray, 1999:pág 326), especifica que en el año 1996 la
organización SAE comenzó a trabajar sobre un estándar relacionado con el MCC, invitando a
un grupo de representantes de la comunidad MCC de la marina, aviación y buques de los
Estados Unidos para ayudarlos a desarrollar un estándar para programas de mantenimiento
programado. Estos representantes se habían reunido en 1995 en un esfuerzo por desarrollar un
proceso MCC que fuera común entre la aviación y buques, de manera que ya para el año de
1996 estaba elaborada una gran cantidad de trabajo, año en el que aceptaron el patrocinio de la
organización SAE. A finales de 1997, habiendo adquirido miembros de la industria comercial, el
grupo decidió que era mejor enfocarse completamente en el MCC. En 1998, el grupo encontró
la mejor aproximación a su estándar, y en 1999 completaron el borrador final, para que
entonces fuese aprobado y publicado por la organización SAE. Netherton luego de una breve
discusión acerca de las dificultades prácticas asociadas con intentar desarrollar un estándar
universal de esta naturaleza, asegura también que el estándar aprobado por SAE no representa

29
un proceso estándar MCC; el título del estándar es: “Criterios de Evaluación para procesos de
mantenimiento Centrado en Confiabilidad” SAE JA1011. Este estándar presenta los criterios
contra los cuales debe ser comparado un proceso que intente ser un MCC. Si el proceso
cumple con los criterios, entonces podría denominársele un proceso MCC, caso contrario no
debería ser así llamado. (Lo anterior no significa que los procesos que no cumplan con el
estándar SAE no son procesos válidos para la formulación de estrategias de mantenimiento,
significa simplemente que el término MCC no debería asignársele a ese proceso.)
Lo anterior resume que el estándar SAE JA1011 es un estándar de Mantenimiento
Centrado en Confiabilidad (MCC) destinado a ser utilizado por cualquier organización
que tenga o haga uso de activos o sistemas los cuales desee administrar de manera
responsable. Está destinado a ser utilizado durante la evaluación de cualquier proceso que
pretenda ser un proceso de MCC, con el fin de determinar si es un verdadero proceso MCC. El
documento permite realizar este tipo de evaluación al especificar las características mínimas
que debe tener un proceso con el fin de que pueda ser llamado un proceso de MCC. Por otro
lado, la organización SAE (2012) definió el estándar SAEJA1012 “A Guide to the Reliability-
Centered Maintenance (RCM) Standard” como una guía a ser utilizada para ampliar y aclarar
cada uno de los principales criterios que figuran en el estándar SAE JA1011, y además se
resumen tópicos adicionales que deben ser considerados con el fin de aplicar un proceso
MCC con éxito.
Función El estándar JA1012 (SAE, 2011, pág.6) define función como lo que el propietario o usuario
de un activo físico o sistema desea que el mismo realice.
Función evidente Según el estándar SAE JA1012 (SAE, 2011, pág.5) es una función cuya falla por si
misma se hace evidente al personal operativo bajo circunstancias normales.
Funcion oculta
Según el estándar SAE JA1012 (SAE, 2011, pág.6) es una función cuya falla por si misma
no es evidente al personal operativo bajo circunstancias normales.

30
Contexto operacional Definido en el estándar SAE JA1012 (SAE, 2011, pág.6) como las circunstancias en
las cuales opera un activo físico o sistema.
Falla Se define como la incapacidad de cualquier activo para hacer lo que sus usuarios
requieren. (Moubray, 1999, pág 46)
Fallas funcionales En el mundo del MCC los estados de falla son conocidos como fallas funcionales, ya que
ocurren cuando un activo es incapaz de cumplir una función bajo un estándar de
funcionamiento aceptable por sus usuarios (Moubray, 1999, pág. 47).
Además de usar “falla funcional” para denotar la incapacidad total para funcionar, dentro de
esta definición también están comprendidas las fallas parciales, en las cuales un activo continúa
en operación pero en un nivel inaceptable de funcionamiento (incluyendo situaciones en donde
el activo no puede mantener niveles aceptables de calidad o precisión). Claramente, esto sólo
se puede identificar luego de haber definido las funciones y estándares de funcionamiento del
activo.
Falla evidente Según el estándar SAE JA1012 (SAE, 2011, pág.5) es el modo de falla cuyos efectos se
hacen evidentes al personal operativo bajo circunstancias normales, si el modo de falla ocurre
por sí mismo.
Falla oculta Se define en el estándar SAE JA1012 (SAE, 2011, pág.6) como el modo de falla cuyos
efectos no son evidentes al personal operativo bajo circunstancias normales, si el modo de falla
ocurre por sí mismo.

31
Falla múltiple Un evento que ocurre si una función protegida falla mientras que su dispositivo de
protección o sistema de protección está en estado de falla. (SAE, 2011, pág.6)
Dispositivo de protección o sistema de protección Un dispositivo o sistema el cual está destinado a evitar, eliminar o minimizar las
consecuencias de una falla en algún otro sistema. (SAE, 2011, pág.7)
Modos de falla
Una vez que se identifica cada falla funcional, el siguiente paso es tratar de definir: todos
los eventos que tengan una probabilidad razonable de causar cada estado de falla. Estos
eventos se conocen como modos de falla. Los modos de falla de “probabilidad razonable” son
los que se producen en equipos iguales o similares operando en el mismo contexto, fallas que
se han prevenido por regímenes de mantenimiento existentes, y fallas que no han ocurrido aun
pero que son consideradas como posibilidades reales dentro del contexto de operación.
La mayoría de las listas tradicionales de modos de falla incorporan aquellas debidas al
deterioro o uso normal. Sin embargo, la lista debería incluir las fallas causadas por los errores
humanos (con respecto a los operadores y mantenedores) y defectos en el diseño, de tal
manera que todas las causas de falla del equipo de probabilidad razonable puedan ser
identificadas y tratadas apropiadamente. También es importante identificar la causa de cada
falla con suficiente detalle para asegurar que no se pierdan esfuerzos y tiempo analizando los
síntomas en vez de las causas. Por otra parte, es igualmente importante asegurar que el tiempo
no se malgaste en el análisis en sí mismo por querer entrar en algo extremadamente detallado.
(Moubray, 1999: pág. 64)
Efectos de fallas
Los efectos de falla describen qué pasa cuando ocurre un modo de falla. (Moubray, 1999:
pág. 73)
Esta descripción debe incluir toda la información necesaria para ayudar en la evaluación de
las consecuencias de la falla, tales como:
¿Qué evidencia hay (si existe) de la ocurrencia de la falla?

32
¿De qué manera la falla (si existe) representa alguna amenaza para la seguridad o el
ambiente?
¿De qué manera la falla (si existe) afecta la producción o las operaciones?
¿Qué daño físico (si existe) al ser humano es provocado por la falla?
¿Qué debe hacerse para reparar la falla?
Consecuencias de las fallas
Para Moubray (1999) en un análisis detallado de una empresa industrial promedio es
probable encontrar entre tres y diez mil posibles modos de falla. Cada una de estas fallas afecta
la organización de alguna manera, pero en cada caso, los efectos son diferentes. Pueden
afectar las operaciones, pueden afectar también la calidad del producto, servicios al
consumidor, la seguridad o el ambiente. Todas implican tiempo y costos para reparación (pág
10).
Una gran fortaleza del MCC es que reconoce que las consecuencias de las fallas son
mucho más importantes que sus características técnicas. De hecho, esta técnica establece que
la única razón para realizar cualquier clase de mantenimiento proactivo no es evitar las fallas en
sí, pero si evitar o al menos reducir las consecuencias de la falla. El proceso MCC clasifica
estas consecuencias dentro de cuatro grupos, como son:
-Consecuencias de falla oculta: Las fallas ocultas no tienen impacto directo, pero exponen a la
organización a múltiples fallas con consecuencias serias y a veces catastróficas. (la mayoría de
estas fallas están asociadas con los dispositivos de protección, los cuales no se encuentran en
configuración falla segura.)
-Consecuencias de Seguridad y Ambiente: Una falla tiene consecuencias de seguridad si en su
ocurrencia pudiera lastimar o provocar la muerte a alguien. Por otra parte, tiene una
consecuencia ambiental si la falla rompe cualquier estándar ambiental corporativo, regional,
nacional o internacional.
-Consecuencias Operacionales: Una falla tiene consecuencias operacionales si afecta la
producción (salida, calidad del producto, servicios al consumidor o genera costos adicionales de
operación a los costos directos de reparación)

33
-Consecuencias no operacionales: Las fallas evidentes dentro de esta categoría no afectan ni la
seguridad ni la producción, de tal manera que sólo representan costos directos de reparación.
El proceso de evaluación de consecuencias también cambia la mentalidad lejos de la idea
que todas las fallas son malas y que deben prevenirse. En su desarrollo concentra su atención
en las actividades de mantenimiento que tienen más incidencia en el desempeño de la
organización, y desvía la energía lejos de aquellas fallas que tienen poco o ningún efecto.
También permite ampliar la visión sobre las diferentes maneras de administrar una falla, más
que concentrarse sólo en la prevención de las mismas. Las técnicas de administración de fallas
se dividen en dos categorías:
-Tareas proactivas: Estas son tareas llevadas a cabo antes de que una falla ocurra, con el fin de
prevenir que el equipo entre en un estado de falla. Esto abarca lo que tradicionalmente se
conoce como mantenimiento predictivo y preventivo.
-Acciones por Defecto: Estas actividades están relacionadas con el equipo en estado de falla, y
son aplicadas cuando no es posible identificar una tarea proactiva de mantenimiento.
Análisis de modos y efectos de falla (FMEA)
Para Moubray (1999) mediante la definición de las funciones deseadas y los estándares de
funcionamiento de cualquier activo se definen sus objetivos de mantenimiento respectivos.
Asimismo la definición de las fallas funcionales permite identificar con exactitud cuando un
equipo ha fallado (pág. 53).
En un Análisis de Modos y Efectos de Fallas (FMEA) para cada falla funcional, se
identifican los modos de falla que son todos los eventos que tengan una probabilidad razonable
de causar cada estado de falla para determinar los efectos de falla asociados a cada modo de
falla.
Política de administración de fallas
Según el estándar SAE JA1012 (SAE, 2011, pág.6) es un término genérico que comprende
tareas sobre condición, restauración programada, desincorporación programada, búsqueda de
fallas, operar hasta la falla y cambios de una sola ocasión.

34
Tarea sobre condición
Está definido en el estándar SAE JA1012 (SAE, 2011, pág.6) como una tarea programada
que permite detectar una falla potencial.
Restauración programada
Según el estándar SAE JA1012 (SAE, 2011, pág.7) es una tarea programada que
restaura la capacidad de un ítem en un intervalo especifico o incluso antes (límite de edad),
independientemente de su condición al momento de la tarea, a un nivel en el cual
proporciona una probabilidad aceptable de supervivencia hasta el fin de otro intervalo
especifico.
Desincorporación programada El estándar SAE JA1012 (SAE, 2011, pág.7) la define como una tarea programada
que implica desechar el ítem en un intervalo especifico o incluso antes (límite de edad),
independientemente de su condición al momento de la tarea.
Búsqueda de falla Según el estándar SAE JA1012 (SAE, 2011, pág.6) es una tarea programada que permite
determinar si alguna falla oculta específica ha ocurrido.
Operar hasta la falla Está definido en el estándar SAE JA1012 (SAE, 2011, pág.7) como una política de
administración de falla que consiste en permitir la ocurrencia de un modo de falla sin que se
realice intento alguno por anticiparlo o prevenirlo.
Cambios de una sola ocasión Se define en el estándar SAE JA1012 (SAE, 2011, pág.6) como cualquier acción tomada
para cambiar la configuración física de un activo o sistema (rediseño o modificación), para
cambiar el método usado por un operador o mantenedor para realizar una tarea específica, para

35
cambiar el contexto operativo del sistema, o para aumentar el grado de capacitación de un
operador o mantenedor (entrenamiento).
Mantenimiento proactivo Se define en el estándar SAE JA1012 (SAE, 2011, pág.7) como el mantenimiento llevado a
cabo antes de que ocurra una falla, con el fin de prevenir que el ítem entre en un estado de falla
(comprende la restauración programada, desincorporación programada y mantenimiento sobre
condición).
Tarea técnicamente factible y vale la pena El estándar SAE JA1012 (SAE, 2011, pág.26), sentencia que todas las tareas programadas
serán técnicamente factibles y valdrá la pena hacerlas (serán realizables y económicamente
efectivas). Una tarea vale la pena si reduce (evita, elimina o minimiza) las consecuencias del
modo de falla a un nivel que justifique los costos directos e indirectos de hacer la tarea.
Falla potencial El estándar JA1012 (SAE, 2011, pág.7) la define como una condición identificable la cual
indica que una falla funcional o bien está a punto de ocurrir o está en proceso de formación”.
Intervalo P-F Según lo define el estándar JA1012 (SAE, 2011, pág.6) es el intervalo entre el punto en el
que una falla potencial se vuelve detectable y el punto en el que ésta pasa a ser una falla
funcional (también se conoce como "período de desarrollo de la falla”)
Probabilidad condicional de falla
Es la probabilidad de que una falla ocurrirá en un período determinado siempre que el ítem
en cuestión haya sobrevivido al comienzo de ese período. (SAE, 2011, pág.5)

36
Costos de mantenimiento Según Zambrano (2007, pág.87) “Costos de Mantenimiento es aquel valor monetario que
resulta de la inversión de recursos para la ejecución de mantenimiento y, de acuerdo a la
información que se tenga sobre las actividades ejecutadas, los costos se deben clasificar en
fijos o variables, directos o indirectos, para poder relacionar esta información con los
presupuestos de la organización y tener proyecciones más cercanas a la realidad, dado que
una meta de gran importancia dentro de un proceso de mantenimiento es la reducción de los
costos, es decir lograr funcionamiento (minimización del tiempo fuera de servicio) de los
sistemas al menor costo (reducción de costos) posible”.
Según COVENIN (1993, pág. 9) los costos directos “constituyen el componente de los
costos de producción que es cargado directamente al producto (materia prima, mano de obra
directa, servicios comprados)”.
Las áreas potenciales de costo pueden describirse fácilmente. Básicamente, los costos de
mantenimiento están conformados por los siguientes rubros:
- Mano de Obra: Ya sea que se trate de la fuerza laboral de ingeniería o de la fuerza laboral de
un contratista.
- Materiales: Partes, lubricantes, herramientas, consumibles y componentes de reposición, entre
otros.
- Equipos: Equipos empleados en forma directa en la ejecución de la actividad de
mantenimiento.
- Costos Indirectos: Artículos del personal soporte (supervisorio, gerencial y administrativo) y
equipos suplementarios para garantizar la logística de ejecución (transporte, comunicación,
facilidades).
Software El Instituto de Ingenieros Eléctricos y Electrónicos (IEEE, 1983) lo define como el conjunto
de programas de cómputo, procedimientos, reglas, documentación y datos asociados que
forman parte de las operaciones de un sistema de computación.

37
Software de mantenimiento centrado en confiabilidad RCM++ La empresa Reliasoft (2012a, pág. 3) establece que su software RCM++ (Reliability
Centered Maintenance Plus Plus) facilita el análisis, manejo de datos y generación de reportes
de planes de mantenimiento centrado en confiabilidad. El software se ajusta de manera
predefinida a los principales estándares industriales de MCC (tales como ATA MSG-3, SAE
JA1011 y SAE JA1012) y provee de extensivas opciones de personalización para ajustarse a
requerimientos particulares de análisis y generación de reportes. RCM++ también ofrece la
capacidad de gestionar análisis de modos y efectos de falla, análisis de modos y efectos de falla
crítica y otros análisis relacionados tales como Planificación y Verificación de Diseño y Reportes
(DVP&Rs), Planificación de Control de Procesos (PCP’s) y Revisiones de Diseño Basado en los
Modos de Falla (DRBFMs).
El software, cuyo despliegue se aprecia en la figura 11, permite gestionar un proceso MCC
y evaluar mediante un árbol lógico y/o comparación de costos entre diversas estrategias la
mejor política aplicable para administrar los modos de falla de cualquier equipo, subsistema o
componente.
Figura 11. Vista del software RCM++ Fuente: Reliasoft, recuperado 15 de septiembre, 2012, de: http://www.reliasoft.com/rcm/index.htm
2.3. Sistema de variables
Para Hernández, Fernández y Baptista (1998), "es una propiedad que puede variar y cuya
variación es susceptible de medirse" (p.75), lo cual indica que una variable es una

38
característica, cualidad, rasgo, atributo o propiedad del sujeto o unidad de observación, por ello,
se requiere identificarla por nombre, tipo, definición operacional, indicadores e ítem, así como la
fuente de información.
Durante el presente estudio se identificó la variable "mantenimiento centrado en
confiabilidad para mejorar el mantenimiento de sistemas de bombeo electrosumergible”, la cual
fue operacionalizada en dimensiones, subdimensiones e indicadores.
Definición conceptual Es un proceso utilizado para determinar qué debe hacerse para asegurar que cualquier
activo físico continúe haciendo lo que sus usuarios requieren en su contexto operacional
presente. (Moubray, 1999, pág. 7)
Definición operacional El mantenimiento centrado en confiabilidad busca optimizar los planes de mantenimiento
dentro de una empresa con la finalidad de determinar las políticas para mejorar las funciones de
sus activos físicos y manejar las consecuencias de sus fallas. Ubica y estudia las tareas de
mantenimiento que más incidencia tienen en el funcionamiento y desempeño de las
instalaciones permitiendo así reducir los costos de mantenimiento, ya que se enfoca en las
funciones más importantes de los sistemas, evitando o quitando acciones de mantenimiento
que no son estrictamente necesarias determinando entonces cuáles son las tareas de
mantenimiento más adecuadas.
Cuadro de variables En la tabla 1 se presenta la operacionalización de la variable "Mantenimiento Centrado en
Confiabilidad para mejorar el mantenimiento de sistemas de bombeo electrosumergible”.

TABLA 1. Operacionalización de la variable
OBJETIVO GENERAL: Proponer un plan de mantenimiento centrado en confiabilidad para los sistemas de bombeo electrosumergible en empresas petroleras de la región zuliana
VARIABLE: Mantenimiento centrado en confiabilidad
OBJETIVOS ESPECÍFICOS DIMENSIONES SUB-DIMENSIONES INDICADORES
Describir las características de los sistemas de bombeo electrosumergible.
Sistemas de bombeo electrosumergible Sistema de manejo y transporte de crudo Sistema eléctrico Supervisión remota
Diagramas de tubería e instrumentos (PID’s) Planos isométricos mecánicos Manuales de equipos. Diagrama unifilar eléctrico Equipos e instrumentos
Seleccionar mediante un análisis de criticidad los equipos a los cuales será aplicado el proceso del MCC. Describir las funciones deseadas, contexto operacional y fallas funcionales de los equipos críticos
Equipos Funciones, contexto operacional y Fallas Funcionales
Criticidad Funciones Contexto operacional Fallas
Lista de equipos en software RCM++ Matriz de evaluación Equipos críticos Recopilar información de manuales de fabricante Conformar el equipo natural de trabajo con personal propietario, mantenedor y operador de los equipos. Estándares de desempeño. Función deseada. Factor de uso Condiciones ambientales Fallas funcionales. Registro de información en el software RCM++
39

Clasificar mediante un diagrama lógico de decisión las consecuencias de las fallas
Consecuencias de las fallas Evidentes y ocultas
Árbol lógico de consecuencias con el software RCM++ Fallas evidentes a la seguridad Fallas evidentes a las operaciones Fallas evidentes a la economía Fallas ocultas a la seguridad Fallas ocultas a las operaciones Fallas ocultas a la economía
Diseñar un plan de mantenimiento centrado en confiabilidad con estrategias e intervalos de tareas preventivas, predictivas y por defecto basado en las consecuencias de las fallas y los costos operacionales
Plan de mantenimiento Planificación Estándar SAE-JA1012 para jerarquizar políticas de mantenimiento. Frecuencia de tareas. Mano de Obra Costos Hojas de decisión con el software RCM++. Procedimientos operacionales estándar (SOP’s) y mantenimientos programados (MS). Reporte del Plan de Mantenimiento
40
TABLA 1. Continuación

CAPÍTULO III MARCO METODOLÓGICO
Este capítulo incluye el tipo y diseño de investigación, las técnicas y procedimientos
utilizados considerando las fuentes y métodos de análisis con el fin de obtener resultados en
base a cada uno de los objetivos específicos.
3.1. Tipo de investigación
Según Arias (1999), la investigación descriptiva consiste en la caracterización de un hecho,
fenómeno o grupo con el fin de establecer su estructura o comportamiento.
Para Sampieri y Col. (2006) los estudios explicativos pretenden establecer las causas de
los eventos, sucesos o fenómenos que se estudian.
Según Hurtado (2007) en una investigación proyectiva se requiere la obtención de datos
por lo menos para dos estadios (descriptivo y explicativo), aunque también es conveniente
obtener datos del estadio predictivo en el cual se crean explícitos escenarios alternativos de
futuros posibles (pág. 171)
Para que una investigación se considere de tipo proyectiva, la propuesta debe estar
fundamentada en un proceso sistemático de búsqueda e indagación que recorre los estadios
descriptivo, comparativo, analítico, explicativo y predictivo. A partir del estadio descriptivo se
identifican necesidades y se define el evento a modificar; en los estadios comparativo, analítico
y explicativo se identifican los procesos causales que han originado las condiciones actuales del
evento a modificar, de modo que una explicación plausible del evento permitirá predecir ciertas
circunstancias o consecuencias en caso de que se produzcan determinados cambios; el estadio
predictivo permitirá identificar tendencias futuras, probabilidades, posibilidades y limitaciones.
En función de esta información, el investigador debe diseñar o crear una propuesta capaz de
producir los cambios deseados. (Hurtado, 2007, pág. 328)

42
Asimismo para Hurtado (2007, pág. 114) la investigación proyectiva propone soluciones a
una situación determinada a partir de un proceso de indagación. Implica proponer alternativas
de cambio.
En virtud de lo antes descrito esta investigación es de tipo proyectiva ya que busca
determinar una solución viable a la necesidad de un plan de mantenimiento óptimo para los
sistemas de bombeo electrosumergible, mediante la metodología del mantenimiento centrado
en confiabilidad. Para realizar la investigación se requiere la recopilación y selección de
información que se presenta en la realidad y de las condiciones originales de diseño,
identificación de las características propias de los equipos asociados a estos sistemas,
determinación de las fallas y la propuesta de un plan de mantenimiento basado en las
consecuencias de dichas fallas.
3.2. Diseño de la investigación
Luego de definir el tipo de estudio a realizar se seleccionó y desarrolló un diseño de
investigación que permitiera abordar la presente investigación.
Según Hurtado (2007, pág. 407) el diseño de investigación corresponde a la estructura de
la investigación, a la forma como la investigación va a ser desarrollada, a la manera como la
indagación es concebida a fin de tener respuestas a las interrogantes. Un diseño de
investigación, además, le señala al investigador lo que tiene que hacer y cómo hacerlo, donde
obtener los datos, cuantas mediciones hacer, cual variedad de datos recoger, etc. Para
Hernández y col (2006), consiste en el plan o estrategia que se desarrolla para obtener la
información que se requiere de una investigación
Para Hernández y Col. (2006, pág. 205) la investigación no experimental consiste en
estudios que se realizan sin la manipulación deliberada de variables y en los que solo se
observan los fenómenos en su ambiente natural para después analizarlos. No se construye
ninguna situación, sino que se observan situaciones ya existentes, no provocadas
intencionalmente en la investigación por quien las realiza.
De igual manera Hernández y col (2006, pág. 208) establecen que los diseños no
experimentales pueden clasificarse en transeccionales y longitudinales. Los diseños de
investigación transeccional recolectan datos en un solo momento, en un tiempo único. Su
propósito es describir variables y analizar su incidencia e interrelación en un momento dado.

43
El presente trabajo de investigación se clasifica como no experimental, transeccional,
debido a que se describen las características y contextos de operación de los equipos
directamente de la realidad sin manipulación alguna por entes externos, durante el año 2013, y
la información requerida será obtenida de fuentes documentales y de campo tales como
manuales de fabricante, entornos de operación e información proveniente del personal custodio,
operador y mantenedor de sistemas BES, a través de entrevistas estructuradas que sigan las
líneas metodológicas del mantenimiento centrado en confiabilidad.
3.3. Técnicas de recolección de información
Las técnicas de recolección de datos comprenden procedimientos y actividades que le
permiten al investigador obtener la información necesaria para dar respuesta a su pregunta de
investigación. Se pueden mencionar como técnicas de recolección de información la
observación (ver o experienciar), la encuesta (preguntar), la entrevista (dialogar), la revisión
documental (leer), y las sesiones en profundidad (hacer o participar). (Hurtado, 2007, pág. 427)
Entrevista
Para Hurtado (2007, pág. 461) la entrevista constituye una actividad mediante la cual dos
personas (a veces pueden ser más), se sitúan frente a frente, para una de ellas hacer preguntas
(obtener información) y la otra, responder (proveer información). Asimismo, indica que según el
grado de elaboración de las preguntas los tipos de entrevista son estructurada e inestructurada.
La entrevista estructurada, también conocida como entrevista formal o estandarizada,
consiste en una especie de interrogatorio en el cual las preguntas se les formulan a las
diferentes personas, manteniendo siempre el mismo orden y con los mismos términos. Esta
entrevista se basa en un formulario normalizado, cuyas preguntas han sido previamente
preparadas. (Hurtado, 2007, pág. 461)
En la presente investigación se llevarán a cabo entrevistas estructuradas con el personal
propietario, mantenedor y operador con el fin de recopilar la información necesaria sobre las
características de tales equipos, funciones primarias, secundarias y parámetros deseados de
operación, condiciones operacionales actuales, fallas totales o parciales, evidentes y ocultas,
causas que originan cada falla y cómo se manifiestan o vuelven evidentes durante la operación,
así como también cuáles son las diferentes estrategias que pueden aplicarse sobre los equipos
con el fin de obtener la función que se desea que los mismos continúen cumpliendo.

44
Revisión documental
Se entiende como el proceso mediante el cual un investigador recopila, revisa, analiza,
selecciona y extrae información de diversas fuentes, acerca de un tema particular (su pregunta
de investigación), con el propósito de llegar al conocimiento y comprensión más profundos del
mismo. (Hurtado, 2007, pág. 90)
Para la presente investigación esta técnica será de utilidad ya que permitirá escoger qué
información proveniente de normas, páginas web, manuales de equipo, libros, software, entre
otros, es de relevancia para delimitar el tema y determinar qué contenido se requerirá para
desarrollar el plan de mantenimiento objeto de esta investigación.
3.4. Población y muestra
Según Hernández y Col. (2006, pág. 239) una población es el conjunto de todos los casos
que concuerdan con determinadas especificaciones. Es el conjunto de elementos o unidades a
los cuales se refiere la investigación y para el cual serán válidas las conclusiones que se
obtengan.
Por lo antes expuesto, la población correspondiente a la presente investigación está
conformada por empresas petroleras ubicadas en la región zuliana que posean dentro de sus
medios de producción la tecnología de bombeo electrosumergible.
Para Hernández y Col. (2006, pág. 236) una muestra es un sub grupo de la población del
cual se recolectan los datos y debe ser representativo de dicha población. Es un sub conjunto
de elementos que pertenecen a ese conjunto definido en sus características al que llamamos
población. A su vez, estos autores también categorizan las muestras en no probabilísticas y
probabilísticas.
Una muestra no probabilística o dirigida es un subgrupo de la población en la que la
elección de los elementos no depende de la probabilidad sino de las características de la
investigación. (Hernández y Col.; 2006; pág. 241). Es aplicable cuando sólo algunas situaciones
son relevantes para el estudio y cuando el investigador no tiene acceso a la población de
estudio. Puede ser a su vez intencional y en ese caso la muestra se escoge en función del
control que se pretende establecer sobre determinadas variables extrañas o con una serie de
criterios que se consideran necesarios para tener una mejor aproximación al evento.
45
Durante el desarrollo de la presente investigación se seleccionó una muestra no
probabilística intencional para la cual fueron definidos por el investigador ciertos criterios de
inclusión que deben cumplir las empresas, como son:
a) Que su principal actividad económica sea la producción de crudo.
b) Que estén ubicadas en la región zuliana.
c) Que generen la totalidad de la energía eléctrica requerida para su consumo de forma
independiente del sistema eléctrico nacional.
d) Que permitan el acceso a información sobre la operación y mantenimiento de sistemas de
bombeo electrosumergible.
e) Que su único medio de extracción de crudo sea el bombeo electrosumergible.
3.5. Fases del estudio
Este punto comprende los pasos a seguir para obtener la información requerida para
desarrollar la investigación. A continuación se presenta la metodología utilizada para el
desarrollo de cada fase y por ende para el cumplimiento de cada objetivo.
Fase I: Descripción de las características de los sistemas de bombeo electrosumergible
1. Conformar el equipo natural de trabajo con personal propietario, mantenedor y operador de
los equipos.
2. Identificar en los diagramas de tubería e instrumentos (PID’s) de líneas de producción la
instrumentación de campo asociada a los pozos productores.
3. Identificar en los planos isométricos mecánicos de líneas de producción los elementos
susceptibles a fallar en el transporte de crudo hacia las estaciones de flujo.
4. Describir las características funcionales de los equipos involucrados en los sistemas de
bombeo electrosumergible mediante la revisión de manuales de operación y análisis de
grupo.

46
5. Determinar el diagrama de flujo de operación de estos sistemas mediante la revisión del
diagrama unifilar eléctrico.
Fase II: Selección mediante un análisis de criticidad de los equipos a los cuales será aplicado el proceso del MCC
1. Elaborar una lista con los equipos asociados a los sistemas de bombeo electrosumergible.
2. Iniciar la gestión de la información del proceso MCC con el software RCM++ introduciendo
los equipos a considerar dentro de una jerarquía.
3. Elaborar la matriz para evaluación de criticidad con escalas y criterios según los tópicos
seguridad, mantenimiento, operaciones y ambiente.
4. Elaborar un análisis de descubrimiento de riesgo con el software RCM++ para cada equipo.
5. Seleccionar con base al resultado del análisis de descubrimiento de riesgo los equipos a los
cuales será aplicado el proceso MCC.
Fase III: Descripción de las funciones deseadas, contexto operacional y fallas funcionales de los equipos seleccionados
1. Determinar mediante análisis de grupo las funciones primarias de cada equipo.
2. Analizar el contexto de operación actual de cada equipo.
3. Determinar la función deseada para cada equipo.
4. Determinar de qué manera los equipos fallan en el cumplimiento de sus funciones.
Fase IV: Análisis de los modos y efectos de falla de los equipos seleccionados
1. Obtener de los manuales de equipo y el análisis de grupo los modos y consecuencias de
fallas comúnmente relacionadas con estos equipos.
2. Introducir en el software RCM++ la información obtenida sobre el análisis de modos y
efectos de fallas.

47
Fase V: Clasificación mediante el diagrama lógico de decisión de las consecuencias de las fallas funcionales
1. Definir con ayuda del software RCM++ y el análisis de grupo el árbol lógico de decisión a
utilizar para la clasificación de consecuencias.
2. Aplicar el diagrama lógico de decisión a cada efecto de falla.
Fase VI: Diseño de un plan de mantenimiento centrado en confiabilidad con estrategias e intervalos de tareas preventivas, predictivas y por defecto basado en las consecuencias de las fallas y los costos operacionales
1. Determinar utilizando el software RCM++ y la clasificación de consecuencias el orden a
seguir para la discriminación de tareas a ser consideradas por el equipo natural de trabajo.
2. Identificar tareas de mantenimiento potenciales.
3. Aplicar simulaciones con base a distribuciones de fallas y costos asociados para comparar
las diferentes estrategias.
4. Registrar en el software RCM++ las actividades, frecuencia y personal ejecutor asociadas al
plan de mantenimiento.
Fase VII: Reporte de plan de mantenimiento centrado en confiabilidad
1. Elaborar un reporte del plan de mantenimiento centrado en confiabilidad utilizando
funcionalidades del software RCM++
2. Agrupar las actividades en paquetes de trabajo según su frecuencia.

CAPÍTULO IV
ANÁLISIS E INTERPRETACIÓN DE RESULTADOS
Con la finalidad de proponer un plan de mantenimiento con base en el MCC para los
sistemas BES de las empresas petroleras en la región zuliana se seleccionó una muestra no
probabilística intencional a partir de la población de empresas mixtas (capital nacional y
extranjero) que operan en los diversos campos petroleros de la región (ver apéndice 1).
Mediante una serie de características definidas por el autor se estableció cuál era la empresa
mixta más idónea para realizar el estudio. En la tabla 2 se muestran los resultados obtenidos.
Tabla 2. Matriz de selección de la muestra
Empresa Mixta
A B C D E Que su principal actividad económica sea la producción de crudo.
Que estén ubicadas en la región zuliana.
Que generen la totalidad de la energía eléctrica requerida para su consumo de forma independiente del sistema eléctrico nacional.
Que permitan el acceso a información sobre la operación y mantenimiento de sistemas de bombeo electrosumergible.
Que su único medio de extracción de crudo sea el bombeo electrosumergible.
Petrocuragua, S.A X - - - - Petrolera Kaki, S.A X - - X - Petromiranda, S.A X - - - - Baripetrol, S.A X X - X X Petrowarao, S.A X X - X - Petrorinoco, S.A X - - - - Petrocaracol, S.A X X - X - Petronado, S.A X - - X - Petroperija, S.A X X X X X Lagopetrol, S.A X X - X - Petroboscan, S.A X X - X - Petroven-Bras, S.A X - - X - Petroindependiente, S.A X X - X - Petrolera Mata, S.A X - - X - Petroquiriquire, S.A X X X X - Petrowayu, S.A X X X X -

49
Tabla 2. Continuación
Boqueron, S.A X - X - - Petrocabimas, S.A X X - X - Petroguarico, S.A X - - - - Petroregional, S.A X X - X - Petroritupano, S.A X - - - - Petroven-Bras, S.A X X X - -
Se seleccionó a PDVSA PETROPERIJA por poseer en su totalidad sistemas de producción
del tipo bombeo electrosumergible y por cumplir con el resto de los criterios de selección antes
mostrados. Según se observa en la figura 12, la empresa contaba para el año 2013 con 48
pozos productores bajo este esquema.
Figura 12. Ubicación de pozos en el bloque DZO, sector Alturitas, Perijá, Edo. Zulia Fuente: Planoteca del Departamento de Infraestructura, recuperado 15 de septiembre, 2013

50
4.1. Descripción de las características de los sistemas de bombeo electrosumergible
Con la finalidad de darle inicio al proceso MCC para los sistemas BES de la empresa
seleccionada, se definió el equipo natural de trabajo integrado por personal altamente
calificado, con muchos años de experiencia y conocimientos relacionados a los equipos que
integran este tipo de tecnología de extracción, quienes pertenecen a las áreas de
mantenimiento, operaciones, infraestructura, logística, seguridad industrial e higiene
ocupacional, entre ellos:
Mantenimiento
• Supervisor Mayor de Mantenimiento.
• Supervisor de Mantenimiento Mecánico.
• Técnico Mecánico.
• Supervisor de Mantenimiento de Instrumentos.
• Técnico Instrumentista.
• Supervisor de Mantenimiento Eléctrico.
• Técnico Electricista.
Operaciones
• Supervisor Mayor de Producción.
• Supervisor de Pozos
• Técnico recorredor de pozos
Infraestructura
• Supervisor de Electricidad, facilitador del Proceso MCC (El autor)
• Supervisor de Instrumentación
Logística y Materiales
• Supervisor Mayor de Logística.

51
• Analista de Materiales.
Seguridad Industrial e Higiene Ocupacional:
• Analista de Seguridad e Higiene Ocupacional Industrial
Utilizando información previamente recabada por el facilitador se procedió a identificar en
los planos P&ID’s (ver apéndice 2) la instrumentación de campo asociada a estos sistemas.
Cada pozo se cuenta con instrumentos transmisores de presión y temperatura hacia el sistema
SCADA, interruptores de baja y alta presión en la tubería de descarga para proteger contra
cavitación de la bomba y ruptura de línea, así como manómetros y termómetros.
Mediante la revisión del plano isométrico de la línea de producción de un pozo típico (ver
apéndice 3) se determinaron los elementos mecánicos suceptibles a falla, entre ellos se
identificaron válvulas de bola, conexiones bridadas, empacaduras, entre otros.
Los equipos que conforman un sistema BES se pueden clasificar principalmente en
equipos de fondo y de superficie. Debido a que los equipos de fondo son meramente
intervenidos por taladros de mantenimiento (WORKOVER), el grupo revisor convino enfocar el
análisis MCC en los equipos de superficie, los cuales se pueden identificar en un esquema
general típico como el que se muestra en el apéndice 4.
Al realizar una evaluación de los sistemas BES puede apreciarse que presentan una
configuración serie de equipos eléctricos, y varían solamente en la cantidad de pozos que
pueden ser acometidos eléctricamente por un sólo generador, existiendo casos de un (1) pozo
alimentado por un (1) solo generador, hasta tres (3) pozos alimentados por un (1) solo
generador. Para definir las actividades de mantenimiento asociadas a estos equipos se decidió
estudiar el pozo ALT 47 considerando su entorno operacional, características y equipos
involucrados; el pozo consta de un (1) motogenerador a gas, un (1) sistema de sincronismo, un
(1) variador de velocidad, un (1) transformador elevador y un (1) motor eléctrico en el fondo del
yacimiento (éste último no será objeto de análisis por ser un equipo de fondo). Una vez que se
haya preparado el plan de mantenimiento con base en el MCC para este pozo, podrá ser
aplicado dicho plan para el resto de sus similares en el campo petrolero.
Para controlar el proceso MCC se utilizó el software RCM++, cargando la jerarquización de
sistemas y todos sus componentes como se observa en la figura 13. Los equipos involucrados
fueron registrados en el reporte final de Mantenimiento.

52
Figura 13. Jerarquización de equipos con software RCM++ Fuente: Captura de pantalla, recuperado 15 de septiembre, 2013
Los subsistemas asociados a esta tecnología consisten en lo siguiente:
• Subsistema Transporte de Crudo: Comprende todos los elementos necesarios para la
manipulación del producto en bruto obtenido desde el yacimiento para su envío a estaciones
de flujo. Los componentes de este subsistema a nivel de superficie comprenden: líneas de
tubería de acero al carbono de 6”, válvulas de bola, compuerta y check de diferentes
diámetros.
• Subsistema Equipos Eléctricos: Comprende todos los equipos eléctricos necesarios para el
funcionamiento del sistema BES.
• Subsistema Supervisión Remota: Son todos los equipos y dispositivos utilizados para
transmitir las variables de presión y temperatura del fluido del pozo, enviados por telemetría
a estaciones de flujo. Entre estos equipos destacan: controlador lógico programable (PLC) e
instrumentos transmisores de presión y temperatura.
4.2. Selección mediante el análisis de descubrimiento de riesgo de los equipos a los cuales
será aplicado el proceso del mcc
Se utilizó el software RCM++ para realizar la selección de equipos críticos mediante un
Análisis de Descubrimiento de Riesgo Cuantitativo con base a una serie de preguntas y escalas

53
en torno a los tópicos: Seguridad, Mantenimiento, Operaciones y Ambiente. La matriz de
preguntas que se aplicó para valorar cada equipo y determinar cuáles eran candidatos de
análisis MCC puede observarse en el apéndice 5. Como ejemplo típico se muestra en la figura
14 una captura de pantalla relacionada con el análisis del motogerador del pozo ALT47.
Figura 14. Análisis de descubrimiento de riesgo con software RCM++ Fuente: Captura de pantalla, recuperado 15 de septiembre, 2013
El resultado completo del análisis fue registrado en el reporte final de Mantenimiento. Cabe
destacar que durante la etapa de evaluación cada categoría tenía asignado un puntaje y de la
sumatoria total se obtenía el índice global por equipo y aquellos que resultaron de importancia
fueron tildados en la opción “marcar el ítem para análisis más detallado”. Por otra parte, un bajo
índice global no necesariamente indicaba que el equipo no debía ser analizado dentro del
proceso MCC, ya que se evidenció que algunos equipos o subsistemas que no impactaron en la
producción ni las operaciones debieron incluirse dentro del plan de mantenimiento por presentar
alto índice de riesgos potenciales para la seguridad y la salud (como fue el caso de los sistemas
de puesta a tierra), por ello cuando no se observó un alto puntaje general, el puntaje por
categoría también fue tomado en cuenta.
4.3. Funciones deseadas, contexto operacional y fallas funcionales de equipos
Para la determinación de las funciones deseadas y establecer de qué manera fallan los
equipos en el cumplimiento de sus funciones se continuó gestionando el proceso con el
software RCM++ y se registraron en el mismo las funciones y fallas funcionales derivadas del
conceso de los integrantes del equipo de trabajo; para introducir esta información dentro del

54
software fue necesario iniciar un Análisis de Modos y Efectos de Fallas (FMEA). Estos registros
se establecieron siempre verificando para cada activo las siguientes tres (3) preguntas:
a) ¿Cuál es la función deseada y qué estándares de desempeño desean obtener los
operadores y propietarios del activo?
b) ¿Cuál es el contexto operacional del activo? (entorno operacional, tipo de operación)
c) ¿De qué manera el activo falla en el cumplimiento de la función deseada?
4.4. Análisis de modos y efectos de falla
Contando con herramientas básicas tales como manuales del fabricante, planos eléctricos
y de procesos, entre otros insumos, se utilizó la dinámica de grupo como instrumento principal
para determinar los modos y efectos de falla basados en la experiencia y conocimientos
aportados por cada uno de los integrantes, para luego realizar la carga del análisis FMEA en el
software para cada uno de los equipos seleccionados. Un ejemplo típico se observa en la figura
15 con el análisis FMEA, en vista tipo jerarquía, del sistema de ignición del motogenerador ALT
47; el resto de los análisis pueden observarse en el reporte final (capítulo V).
Figura 15. Análisis de modos y efectos de falla con software RCM++ Fuente: Captura de pantalla, recuperado 15 de septiembre, 2013
Para la determinación de los modos de falla se indagó a un nivel de causa lo
suficientemente óptimo para evitar retardos en el tiempo requerido para el análisis, al mismo
tiempo que se evitó que fuese superficial, siendo analizados aquellos modos de fallas cuya

55
probabilidad de ocurrencia fuera real a criterio del grupo revisor. Para listar los efectos de falla
se tomaron en cuenta aspectos tales como: evidencias de la falla, impacto a la seguridad,
ambiente, producción, operaciones, daño físico sobre el equipo (si existió), y qué hacer para
restablecer las funciones del equipo.
4.5. Clasificar mediante el diagrama logico de decisión las consecuencias de las fallas
El siguiente paso luego de la elaboración del análisis FMEA consistió en evaluar y
categorizar los efectos de cada falla funcional, lo que permitió al equipo de trabajo priorizar y
escoger la estrategia de mantenimiento más apropiada para manejar los problemas que habían
sido identificados. Para ello, haciendo uso del software RCM++, se seleccionaron los efectos de
la falla y se categorizaron las consecuencias en base al árbol lógico de decisión de seis (6)
categorías mostrado en el apéndice 6, el cual fue el modelo predeterminado convenido por el
equipo de trabajo. Un caso ejemplo de categorización de efectos con el software puede
observarse en la figura 16.
Figura 16. Categorización de efectos de falla con software RCM++ Fuente: Captura de pantalla, recuperado 15 de septiembre, 2013

56
4.6. Diseño de un plan de mantenimiento centrado en confiabilidad con estrategias e
intervalos de tareas preventivas, predictivas y por defecto basado en las consecuencias
de las fallas y los costos operacionales
El software RCM++, configurado para los principales estándares SAE que rigen en la
materia, permite durante la selección de tareas hacer uso del orden establecido en el estándar
SAEJA1012, pág. 45, con el cual deben ser consideradas las políticas de mantenimiento. Por
citar un ejemplo, para modos de falla evidentes que podrían afectar a la seguridad o ambiente,
la evaluación de las políticas aplicables según el estándar debe realizarse discriminando uno a
uno en el siguiente orden: tareas sobre condición, tareas de restauración/desincorporación
programada, operar hasta la falla y cambios de una sola ocasión (rediseño).
RCM++ soporta dos (2) métodos que ayudan en la etapa de selección de tareas. La
primera aproximación utiliza la selección de políticas según el estándar SAE JA1012, mediante
un árbol lógico de decisión, y la segunda aproximación permite simular la operación del equipo;
para ello se asigna una probabilidad de ocurrencia al modo de falla y se introducen
respectivamente costos asociados con el fin de realizar estimados que pueden utilizarse para
comparar tareas, p.e., escoger entre una política preventiva o correctiva para un tiempo
determinado de operación. Se puede elegir para la selección de tareas cualquiera de las dos
aproximaciones o combinación de ambas. Durante el presente trabajo de grado se utilizó la
aproximación mediante árbol lógico en aquellos casos cuyos modos de falla eran
independientes de la edad (rata de falla constante), y en el caso de modos de falla asociados al
estrés, oxidación, evaporación o corrosión se utilizó la combinación de las dos aproximaciones,
véase “A Note About the Exponential Distribution”. Fuente: Reliasoft. Recuperado el 15 de
septiembre de 2013, de http://help.synthesisplatform.net/rcm9/
a_note_about_the_exponential_distribution_(failure_rate_or_mtbf).htm)). Por otra parte, hubo
casos en los cuales no fue necesario realizar comparación de estrategias puesto que ya
existían tareas básicas establecidas para los equipos, todas basadas en el conocimiento
adquirido sobre su operación y mantenimiento por parte del equipo natural de trabajo.
Para ilustrar un caso ejemplo en el cual se compararon estrategias de mantenimiento,
puede observarse el procedimiento ejecutado para el análisis de uno de los modos de falla del
sistema de admisión de aire del motogenerador del pozo ALT 47:
Equipo: Motogenerador a gas 525kW
Subsistema: Sistema de Admisión
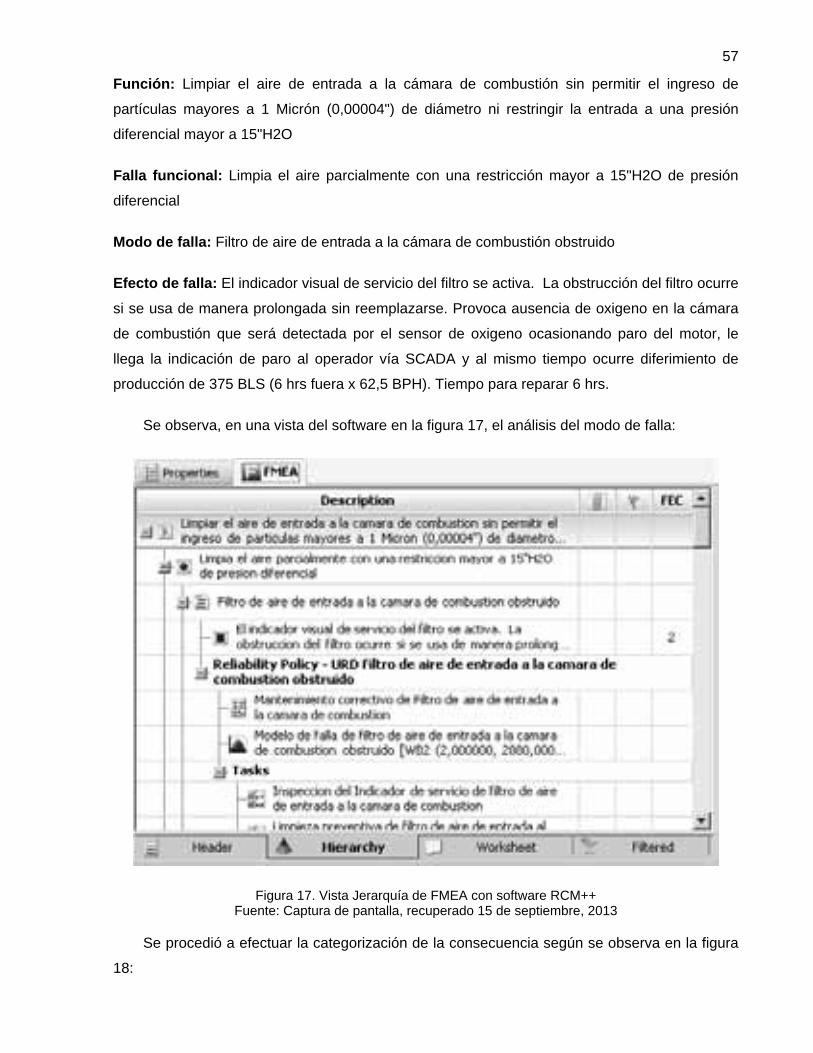
57
Función: Limpiar el aire de entrada a la cámara de combustión sin permitir el ingreso de
partículas mayores a 1 Micrón (0,00004") de diámetro ni restringir la entrada a una presión
diferencial mayor a 15"H2O
Falla funcional: Limpia el aire parcialmente con una restricción mayor a 15"H2O de presión
diferencial
Modo de falla: Filtro de aire de entrada a la cámara de combustión obstruido
Efecto de falla: El indicador visual de servicio del filtro se activa. La obstrucción del filtro ocurre
si se usa de manera prolongada sin reemplazarse. Provoca ausencia de oxigeno en la cámara
de combustión que será detectada por el sensor de oxigeno ocasionando paro del motor, le
llega la indicación de paro al operador vía SCADA y al mismo tiempo ocurre diferimiento de
producción de 375 BLS (6 hrs fuera x 62,5 BPH). Tiempo para reparar 6 hrs.
Se observa, en una vista del software en la figura 17, el análisis del modo de falla:
Figura 17. Vista Jerarquía de FMEA con software RCM++ Fuente: Captura de pantalla, recuperado 15 de septiembre, 2013
Se procedió a efectuar la categorización de la consecuencia según se observa en la figura
18:

58
Figura 18. Categorización de efecto de falla con software RCM++ Fuente: Captura de pantalla, recuperado 15 de septiembre, 2013
La evaluación arrojó que el efecto ocasionaría consecuencias evidentes con impacto a la
producción (consecuencias operacionales). Luego (figura 19), ingresando al administrador de
tareas dentro del software RCM++, se obtuvieron del software las preguntas en forma ordenada
que fueron sometidas a consideración del grupo revisor para su discriminación, con base a los
estándares SAE (SAE JA1012, pag.45, 2011).
Figura 19. Selección de políticas con software RCM++ Fuente: Captura de pantalla, recuperado 15 de septiembre, 2013

59
El grupo revisor evaluó tres posibles alternativas para corregir esta falla. La primera fue una
inspección programada sin intrusión en el equipo, “Inspección del indicador de servicio de filtro
de aire de entrada a la cámara de combustión” la cual tendría una periodicidad mensual, debía
ser realizada por el operador del equipo y consistía en inspeccionar visualmente un dispositivo
que se activaría cuando fuese necesaria la limpieza del filtro y de ser así, serviría entonces
como gatillo para iniciar una solicitud de restauración o limpieza del filtro. La segunda actividad
era la “Limpieza preventiva del filtro de aire de entrada a la cámara de combustión”, que
consistía en realizar la restauración programada independientemente de la condición del filtro,
cada dos (2) meses, tiempo en el cual el filtro por experiencia de los mantenedores iniciaría su
intervalo P-F, cuando comenzaría a obstruirse de forma progresiva. Cada potencial tarea se
ingresó en el administrador de tareas mediante el botón “Add task” incluyendo todos los datos
asociados a la actividad tales como: nombre de la actividad, tipo, periodicidad, duración de la
tarea, mano de obra requerida, materiales, factor de restauración al cual se llevaría el equipo,
costos, etc. La tercera opción (mantenimiento correctivo) fue permitirle al equipo que operara
hasta la falla.
Para ingresar el escenario correctivo fue necesario crear dentro del administrador de tareas
del software un objeto de “Definición Universal de Confiabilidad (URD)”, el cual permitió
establecer un conjunto de propiedades que definían a este modo de falla en específico. Dentro
de estas propiedades se incluyó el comportamiento de la falla (distribución) y las tareas de
mantenimiento correctivo asociadas para corregirla. Se puede observar en la figura 20 el URD
asociado al modo de falla “Filtro de aire de entrada a la cámara de combustión obstruido”.
Figura 20. URD con software RCM++ Fuente: Captura de pantalla, recuperado 15 de septiembre, 2013

60
Cabe destacar que la empresa cuenta con un equipo tráiler motogenerador. Al momento de
intervenir el motogenerador estacionario de forma programada, puede evitarse el diferimiento
de producción realizando el enlace con el tráiler motogenerador, pero esto a su vez genera
costos adicionales por alquiler de equipos. Solo en el caso de permitir “Operar hasta la falla” se
impactaría sobre la producción.
El paso seguido fue introducir los datos requeridos para ejecutar la simulación, los cuales
se aprecian en la figura 21 a continuación:
Figura 21. Datos para simulación de estrategias de mantenimiento con software RCM++ Fuente: Captura de pantalla, recuperado 15 de septiembre, 2013
Como se observan los datos ingresados corresponden a:
• Tiempo de operación: Se seleccionó 8760 Hrs (un (1) año) para comparar la estrategias
sobre un horizonte económico estándar.
• Número de simulaciones: El software RCM++ muestra por defecto Un Mil (1000)
simulaciones. Aprovechando las capacidades del computador se generaron Diez Mil
(10000) simulaciones, creándose así mayor cantidad de números aleatorios sobre la
distribución asignada al modo de falla durante su gestación, para obtener mejores
aproximaciones al resultado.

61
• Repetibilidad: Dentro de la cual se estableció un valor de arranque deseado como
semilla de la simulación, una (1) hora en este caso, y el número de hilos está referido a
las capacidades multihilos disponibles en el computador que pueden aprovecharse para
la simulación (se pueden utilizar desde uno (1) hasta ocho (8) núcleos de procesamiento
del computador).
Lo siguiente fue proceder con la simulación y se obtuvieron los resultados mostrados en la
figura 22:
Figura 22. Resultados de simulación de estrategias de mantenimiento con software RCM++ Fuente: Captura de pantalla, recuperado 15 de septiembre, 2013
El resultado anterior se resume en la tabla 3:
Tabla 3. Comparación de estrategias de mantenimiento
Política Tipo según SAEJA1011/ SAEJA1012
Costo operativo (Bs)
Costo Unitario por tiempo operativo
Bs/Hr
Disponibilidad
Ninguna Operar hasta fallar (Correctivo)
165.986,97 18,95 99,7665 %
Inspección del indicador de servicio de filtro de aire de entrada a la cámara de combustión
Sobre condición (Predictivo)
212479,88 24,26 99,9074 %
Limpieza preventiva de filtro de aire de entrada a la cámara de combustión
Restauración Programada (Preventivo)
121763,25 13,90 99,074 %

62
De lo anterior se expone que no toda estrategia de mantenimiento es económicamente
factible. La estrategia de monitoreo por condición de inspección del indicador de servicio de
filtro resultó ser más costosa que permitirle al equipo operar hasta fallar y por el otro lado la
estrategia de restauración programada resultó ser la más rentable de las tres (3) opciones.
Luego de escogida la tarea de mantenimiento adecuada se introdujo en hojas de decisión
haciendo uso del software.
Las actividades producto del análisis MCC fueron agrupadas en paquetes de trabajo según
su frecuencia, semanal, mensual, trimestral, etc. Finalmente todo el proceso MCC fue integrado
dentro de un reporte final de mantenimiento utilizando una funcionalidad de generación de
reportes del software.
Cabe destacar que para Moubray (1997, pág 212) la aplicación formal de un proceso MCC
culmina con las hojas de decisión completadas en su totalidad. En éstas se especifican las
tareas que deben ser realizadas en intervalos regulares para asegurar que los activos continúen
realizando su función deseada. En este orden de ideas, y para dar así respuesta a la propuesta
de un plan de mantenimiento centrado en confiabilidad para sistemas de bombeo
electrosumergible en empresas petroleras de la región zuliana, el reporte final del plan MCC
desarrollado podrá observarse en el capítulo V.

CAPÍTULO V
PLAN DE MANTENIMIENTOMANTENIMIENTO CENTRADO EN CONFIABILIDAD PARA SISTEMAS DE BOMBEO ELECTROSUMERGIBLE EN EMPRESAS PETROLERAS DE LA REGIÓN ZULIANA
El plan de mantenimiento centrado en confiabilidad del presente trabajo de grado tiene
como objetivo establecer las actividades de mantenimiento dirigidas a los equipos críticos de los
sistemas de bombeo electrosumergibles de las empresas petroleras de la región zuliana con el
fin de obtener de éstos la mayor confiabilidad en materia de seguridad, ambiente, operaciones y
el aspecto economico.
Asimismo, es sumamente importante integrar dentro de un reporte todos los soportes que
avalen el correcto desarrollo del proceso MCC, donde se evidencie:
a) Planificación y control del análisis
b) Proceso de selección de los equipos aplicables a MCC según su criticidad
c) Hojas de trabajo con registros de los diversos análisis de modos y efectos de falla
d) Análisis de falla funcional
e) Clasificación o categorización de las consecuencias de las fallas
f) Selección de las actividades de mantenimiento según su consecuencia
g) Hojas de decisión donde se indiquen los recursos y tiempo requeridos para cada actividad
h) Listado de actividades
Lo anterior permitirá presentar de forma correcta la información del analisis MCC para ayudar
en la toma de decisiones, evaluar la gestión actual del mantenimiento, corregir y mantener
trazabilidad sobre su evolución. Todo esto se observa en el siguiente reporte:

64
Reporte

65

66
67

68

69

70

71

72

73

74

75
76

77

78

79

80

81

82

83

84

85

86

87

88

89

90

91

92

93

94

95

96

97

98

99

100

101

102

103

104

105

106

107

108

109

110

111

112

113

114

115

116

117

118

119

120

121

122

123

124

125

126

127

128

129

130

131

132

133

134

135

136

137

138

139

140

141

142

143

144

145

146

147

148

149

150

151

152

153

154
CONCLUSIONES
Tomando en cuenta los objetivos propuestos y los resultados obtenidos en la presente
investigación se ha llegado a las siguientes conclusiones:
Con respecto a las características de los sistemas de bombeo electrosumergible:
- Se evidenció que los sistemas BES comprenden equipos de fondo y equipos de superficie y
sobre estos últimos se enfocan las labores de mantenimiento.
- Los equipos de superficie objetivos de mantenimiento son principalmente aquellos
relacionados con la alimentación eléctrica. Los equipos de fondo son intervenidos
únicamente cuando fallan (reemplazo debido a los altos costos de intervención) y dicha
operación se realiza mediante la contratación de taladros de mantenimiento (Workover).
- Se pudo constar que los equipos de superficie comprenden elementos mecánicos, eléctricos
y de instrumentación susceptibles a fallar.
Con respecto a la selección de equipos críticos:
- La técnica de análisis de descubrimiento de riesgo utilizando software permitió determinar
de forma cuantitativa y cualitativa la importancia que tienen los equipos dentro de un
sistema de bombeo electrosumergible ya que fueron evaluados contra los cuatro tópicos
fundamentales considerados dentro del mantenimiento centrado en confiabilidad (seguridad,
ambiente, economía y operaciones) y su resultado en ocasiones arrojó equipos con
impactos en áreas no sensibles para la producción y operación de la empresa pero si en
áreas con afectación a la vida humana y estándares ambientales que igualmente fueron
importantes y no debían ser descartados.
Con respecto a la determinación de las funciones deseadas, contexto operacional y fallas
funcionales de cada equipo:
- El proceso MCC permitió la conformación de un equipo multidisciplinario el cual fue capaz
de determinar con precisión cuáles eran las necesidades reales que tenía la empresa y lo
que deseaba que realizaran sus sistemas BES. Mediante el análisis de grupo se
determinaron las funciones primarias y secundarias que durante la adquisición del activo
pudieron o no estar contempladas y constatar a su vez si eran afectadas por el entorno
operacional y niveles de stress ejercidos sobre el activo una vez que fue puesto en

155
operación. Fue entonces que a través del MCC se verificaron las condiciones reales de los
activos y si se encontraban operando en condiciones óptimas.
Con respecto al análisis de modos y efectos de falla:
- Esta técnica fue una herramienta fundamental para el análisis grupal del comportamiento de
fallas que se registraron de los equipos de superficie involucrados con la tecnología de
bombeo electrosumergible. Durante su desarrollo surgieron hipótesis de fallas con
probabilidad razonable y otras casi improbables. Fue necesario que el grupo evaluara con
base en el conocimiento sobre estos equipos cual era el nivel de profundidad correcto en el
que se determinaría la causa raíz de cada falla y determinar qué consecuencias
sobrevenían en todos los aspectos (seguridad, ambiente, económico y operacional).
Con respecto a la clasificación de las consecuencias de las fallas:
- Dentro de la metodología del MCC se contempla la clasificación de las consecuencias de
las fallas. Esto permitió determinar en qué categoría de fallas ocultas o evidentes a la
seguridad, ambiente y operaciones pertenecían cada una de las consecuencias
determinadas. Como parte del método, la clasificación permitió a su vez la posterior
verificación y/o descarte de estrategias de mantenimiento siguiendo un orden específico,
siendo dicho orden dictaminado por los estándares SAE relacionados al MCC.
Con respecto al diseño de un plan de mantenimiento centrado en confiabilidad tenemos lo
siguiente:
- El uso del computador fue requerido al momento del levantamiento de la información del
proceso MCC, pero el uso de software exclusivamente dedicado al desarrollo del proceso
facilitó en gran medida el trato como proyecto del mismo. Adicionalmente, con conocimiento
del patrón de fallas al que obedecían ciertos modos de falla, pudieron utilizarse tales
patrones como dato para realizar simulaciones de diversas estrategias de mantenimiento
para gestionar la falla y compararlas económicamente, lo que permitió evidenciar la
disminución del costo por reparación de las fallas al escoger la más adecuada.
- Del uso de simulaciones utilizando rata de fallas se desprendió que si se decide aplicar una
estrategia de mantenimiento preventivo en un equipo que exhibe una rata de falla constante
o aleatoria (lo contrario por ejemplo a una rata de falla creciente debido a desgaste en el
caso de un rodamiento) es posible que se estén gastando recursos en acciones adicionales
de mantenimiento que no aportan incremento en la confiabilidad y por el contrario ingresan

156
al equipo fallas por mortalidad infantil o por errores de instalación del artesano o
mantenedor.

157
RECOMENDACIONES
Una vez determinado el plan de mantenimiento centrado en confiabilidad para sistemas de
bombeo electrosumergible se generan sugerencias o alternativas que permitan mejorar el
mantenimiento actualmente ejercidos en estos sistemas:
- El plan de mantenimiento originado por este estudio puede ser utilizado para el resto de los
sistemas de bombeo electrosumergible de otros pozos, salvo mínimos cambios, debido a la
similitud de los sistemas y equipos, tomando en cuenta el contexto operacional,
requerimientos y exigencias individuales de cada una de los sistemas.
- Implementar el plan propuesto ya que otorga considerables beneficios económicos y
mantener su revisión continua para futuras actualizaciones que deban ser incorporadas.
- Implementar la metodología del mantenimiento centrado en confiabilidad en equipos críticos
dentro de otras instalaciones de la empresa tales como estaciones de flujo y deshidratación
con el fin de mejorar su mantenimiento.
- Elaborar procedimientos de operación estándar para la preparación de paquetes de trabajo
con todas las actividades de mantenimiento derivadas del presente estudio con el fin de
asegurar que las actividades se lleven a cabo de la mejor manera posible.
- Implantar el plan propuesto, ya que otorgaría considerables beneficios económicos para la
empresa.

158
REFERENCIAS BIBLIOGRÁFICAS
Libros y manuales:
1. AMENDOLA, L. (2007). Gestión de proyectos de activos industriales. Editorial Universidad
Politécnica de Valencia. Valencia. Venezuela.
2. ARIAS, F. (1999). El proyecto de investigación. Guía para su elaboración. 3ra edición.
Editorial Episteme. Caracas. Venezuela.
3. BAKER HUGHES DIVISION CENTRILIFT (2007). Electrical Submersible Pumping System
Handbook. Eighth Edition. Oklahoma USA.
4. DIAZ MATALOBOS, A. (1992) Confiabilidad en Mantenimiento. Ediciones IESA. Caracas
5. DOUNCE V, E. (1982). Administración en el mantenimiento industrial. Segunda. Edición.
Compañía Editorial Continental S.A. C.V. (CECSA). México
6. DUFFUAA, S. O., RAOUF, A. y DIXON C, J. (2000). Sistemas de Mantenimiento.
Planeación y Control. Editorial Limusa Wiley. DF. México.
7. HERNÁNDEZ, R. , FERNANDEZ, C. y BAPTISTA, P. (2006) Metodología de la
investigación. 4ta Edición. Editorial Mc Graw Hill. México
8. HERNÁNDEZ, R. , FERNANDEZ, C. y BAPTISTA, P. (1998) Metodología de la
investigación. 2da Edición. Editorial Mc Graw Hill. México
9. HUERTA, LÓPEZ Y PARRA (1999) Lecciones aprendidas en el proceso de implantación
del Mantenimiento Centrado en Confiabilidad. PDVSA Occidente. Lagunillas. Venezuela.
10. HURTADO DE BARRERA, J. (2007) El proyecto de investigación. Quinta edición. Ediciones
Quirón. Venezuela.
11. MOUBRAY, John (1997). RCM II Reliability Centered Maintenance. Second edition
Botterworth Heinemann Editorial. Oxford.
12. NAVA, J. (2001). Aplicación práctica de la teoría de mantenimiento. Consejo de
Publicaciones. Universidad de los Andes. Mérida.
13. ZAMBRANO, S y LEAL, S. (2007) Fundamentos básicos de mantenimiento. Segunda
Edición. Editorial Fondo Editorial UNET. San Cristóbal. Venezuela.
Normas y estándares
1. COVENIN 3049. (1993) Mantenimiento Definiciones. Comité Técnico de normalización CT-
3: CONSTRUCCIÓN.
2. IEEE 729 (1983). Standard glossary of software engineering terminology. Institute of
Electrical and Electronics Engineers.
3. Normas mínimas para la presentación de trabajos en la Universidad Del Zulia (1987).
Consejo Universitario. LUZ. Maracaibo, Venezuela.

159
4. SAE JA1011, A Guide to the Reliability-Centered Maintenance (RCM) Standard
(2009), Society of Automotive Engineers, 2da Rev. Aug-2009
5. SAE JA1012, Evaluation Criteria for Reliability-Centered Maintenance (RCM) Processes
(2011), Society of Automotive Engineers, 2da Rev. Aug-2011
Trabajos de grado
1. ANTUNEZ, G. y SALAZAR, R. (2005). Plan de Mantenimiento Centrado en Confiabilidad
aplicado a Máquinas de Soldar, Trabajo de grado, Universidad del Zulia. Facultad de
Ingeniería. División de postgrado. Maracaibo, Venezuela.
2. ARRIETA, V. (1999). Optimización de programa de mantenimiento a monitores de
cabezales de pozos aplicando la técnica de mantenimiento centrado en confiabilidad.
Trabajo de grado. Instituto Universitario Politécnico Santiago Mariño Extensión COL.
Cabimas. Venezuela
3. CASTELLANO, W. (2009) Modelo de optimización del mantenimiento en estaciones de
flujo. Trabajo de grado, Universidad del Zulia. Facultad de Ingeniería. División de postgrado.
Maracaibo, Venezuela
4. DIAZ. H. (2008) Modelo de planificación de mantenimiento centrado en confiabilidad en
líneas de producción en industrias farmacéuticas. Trabajo de grado, Universidad del Zulia.
Facultad de Ingeniería. División de postgrado. Maracaibo, Venezuela.
5. DÍAZ MELENDEZ, M. (2004) Plan de mantenimiento basado en análisis de modos y efectos
de falla (AMEF) para la grúa pluma giratoria caso: empresa Schlumberger de Venezuela
S.A. base REW. Trabajo de Grado. Universidad Nacional Experimental Rafael María Baralt.
Programa Ingeniería y tecnología. Los puertos de Altagracia, Venezuela
6. DUARTE, S. (2001) Programa de mantenimiento para el control de equipos y gestión en la
industria cárnica. Trabajo de grado, Universidad del Zulia Facultad de Ingeniería. División de
postgrado. Maracaibo, Venezuela.
7. FUENMAYOR, E. (2006) Programa de Mantenimiento Centrado en la Confiabilidad para
Plantas de Productos Asfálticos Impermeabilizantes. Trabajo de grado, Universidad del Zulia
Facultad de Ingeniería. División de Postgrado. Maracaibo, Venezuela
8. MANDIM, J (2000) Determinación de costos de mantenimiento de la planta
desmineralizadora de Laboratorios Vargas S.A. Trabajo de grado. Universidad Santa María.
Facultad de Ingeniería. Coordinación de Ingeniería Industrial. Caracas, Venezuela.
9. NAVA, J. (2001) Aplicación práctica de la Teoría de mantenimiento. Consejo de
Publicaciones. Universidad de los Andes. Mérida, Venezuela.

160
10. RODRÍGUEZ, C. (2007) Análisis de modo y efecto de fallas para el mantenimiento de la
flota de servicio pesado en empresas mineras. Trabajo de grado, Universidad del Zulia
Facultad de Ingeniería. División de Postgrado. Maracaibo, Venezuela
11. TUDARES, G. (2003) Aplicación del árbol de fallas y análisis de los modos de fallos para la
toma de decisiones en la gerencia del mantenimiento y seguridad industrial. Trabajo de
grado, Universidad del Zulia Facultad de Ingeniería. División de Postgrado. Maracaibo,
Venezuela
Páginas WEB
1. Hernández Cruz, E. (2001) Sistema de cálculo de indicadores para el mantenimiento. [On-
line]. Disponible en: http://www.mantenimientomundial.com
2. Reliasoft (2012a) RCM++: Reliability Centered Maintenance (RCM) Software
[On-line]. Disponible en: http://www.reliasoft.com/rcm/index.htm

161
APENDICES

162
Apéndice 1: Empresas Mixtas conformadas entre PDVSA y capital extranjero

163
Apéndice 1: Empresas Mixtas conformadas entre PDVSA y capital extranjero (Continuaciòn)
Fuente: Portal VENECONOMIA, recuperado 15 de septiembre, 2013, de: www.veneconomia.com/site/files/articulos/artEsp3710_2595.pdf

164
Apéndice 2: Diagrama de procesos e instrumentación (P&ID’s) de pozo típico con tecnología BES
Fuente: Planoteca del Departamento de Infraestructura de PDVSA PETROPERIJA. Proyecto Localización
ALT-40, pozo O-25, consultado 15 de septiembre de 2013.

165
Apéndice 3: Plano isométrico de línea de producción de pozo típico con tecnología BES
Fuente: Planoteca del Departamento de Infraestructura de PDVSA PETROPERIJA. Proyecto Localización ALT-40, pozo O-25, consultado 15 de septiembre de 2013.

166
Apéndice 4: Esquema general típico de sistema BES
Fuente: Planoteca del Departamento de Infraestructura de PDVSA PETROPERIJA. Equipos típicos de superficie, consultado 15 de septiembre de 2013.

167
Apéndice 5: Matriz para el análisis de descubrimiento de riesgo
Fuente: Software RCM++ de Reliasoft, consultado 15 de septiembre de 2013.

168
Apéndice 7: Árbol lógico de decisión para categorización de consecuencias
Fuente: Estandar SAE JA1011 (SAE 2009), consultado 15 de septiembre de 2013.


















