Mantenimiento Industrial 2 Tecnicatura Superior en Mantenimiento Industrial CALDERAS.
Mantenimiento Industrial (1/3)Autor: ANTONIO ROS MORENO
1
mailxmail - Cursos para compartir lo que sabes
Presentación del curso
Definimos habitualmente mantenimiento como el conjunto de técnicas destinadas aconservar equipos e instalaciones en servicio durante el mayor tiempo posible y conel máximo rendimiento.
El mantenimiento industrial es la capacidad de producir con calidad, seguridad yrentabilidad. El ingreso de un producto o servicio al mercado implica una mejora enlos recursos de gestión de calidad por lo que el mantenimiento industrial surge enla necesidad de las empresas de mantener una producción constante.
Con este curso aprenderemos la clasificación del mantenimiento industrial,clasificación de tiempo y fallos y técnicas específicas de mantenimiento aplicablesen el mantenimiento industrial, imprescindibles para una mejora continua.
La gestión del mantenimiento se divide en: manual del mantenimiento,indispensable para cualquier tipo y tamaño de industria; plan del mantenimiento: lafiabilidad y la disponibilidad de una planta industrial o de un edificio dependen desu diseño y de la calidad de su montaje; y la planificación.
2
mailxmail - Cursos para compartir lo que sabes
1. Mantenimiento Industrial. Introducción yfundamentos
PARTE I.-
Introducción.
Consideraciones Fundamentales.
Gestión del Mantenimiento.
MANTENIMIENTO
"Cuando todo va bien, nadie recuerda que existe"
"Cuando algo va mal, dicen que no existe"
"Cuando es para gastar, se dice que no es necesario"
"Pero cuando realmente no existe, todos concuerdan en que debería existir"
A.SUTE
La empresa es un sistema en el que se coordinan factores de producción,financiación y marketing para obtener sus fines.
En el sistema de empresa privada, el éxito y el fracaso dependen de la capacidadque se tenga para conseguir la aceptación de los consumidores frente a loscompetidores y lograr la consecución de beneficios. La competencia asegura que, alargo plazo, las empresas que satisfagan las demandas de los consumidores tenganéxito y que aquellas que no lo hagan desaparezcan y sean reemplazadas por otras.
En este escenario, el mantenimiento se destaca como la única función operacionalque influye y mejora los tres ejes determinantes del rendimiento industrial al mismotiempo, o sea, costo, plazo y calidad de productos y/o servicios.
CONSIDERACIONES FUNDAMENTALES
1. Mantenimiento Industrial
Definimos habitualmente mantenimiento como el conjunto de técnicas destinadas aconservar equipos e instalaciones en servicio durante el mayor tiempo posible(buscando la más alta disponibilidad) y con el máximo rendimiento.
Así, nuestra premisa es que, la estrategia óptima de mantenimiento es aquella queminimiza el efecto conjunto de los componentes de costos, es decir, identifica elpunto donde el costo de reparación es menor que el costo de la pérdida deproducción. El costo total del mantenimiento está influido por el costo demantenimiento regular (costo de reparación) y por el costo de la falla (pérdida deproducción).
3
mailxmail - Cursos para compartir lo que sabes
2. Mantenimiento Industrial. Historia y evolución
Historia y Evolución del Mantenimiento
El concepto ha ido evolucionando desde la simple función de arreglar y reparar losequipos para asegurar la producción (ENTRETENIMIENTO) hasta la concepción actualdel MANTENIMIENTO con funciones de prevenir, corregir y revisar los equipos a finde optimizar el coste global.
La historia de mantenimiento acompaña el desarrollo Técnico-Industrial de lahumanidad. Al final del siglo XIX, con la mecanización de las industrias, surgió lanecesidad de las primeras reparaciones.
Desde la Revolución Industrial, podemos definir, a grandes rasgos, las siguientesetapas en la evolución del mantenimiento:
- Hasta 1945
• Reparación Averías.
• Mantenimiento Correctivo.
- 1945 a 1980
• Relación entre Probabilidad de Fallo y Edad.
• Mantenimiento Preventivo Programado.
• Sistema de Planificación.
- 1980 a 1990
• Mantenimiento Preventivo Condicional.
• Análisis Causa Efecto.
• Participación de Producción (TPM).
- 1990 +
• Proceso de Mantenimiento.
• Calidad Total.
• Mantenimiento Fuente de Beneficio.
• Compromiso de Todos los Departamentos.
• Mantenimiento Basado en el Riesgo (RBM).
Organización del Mantenimiento
Los dos aspectos organizativos que afectan a la estructuración del mantenimientoson:
a) Dependencia Jerárquica.
- Departamentos dependientes de la dirección y al mismo nivel que fabricación.
4
mailxmail - Cursos para compartir lo que sabes
- Integrados en la producción para facilitar la comunicación, colaboración ycombinación.
b) Centralización/Descentralización.
- Estructura piramidal, con dependencia de una sola cabeza para toda laorganización.
- Existencia de diversos departamentos de mantenimiento establecidos por plantasproductivas ó cualquier otro criterio geográfico
Del análisis de las ventajas e inconvenientes de cada tipo de organización se deduceque la organización ideal es la "Centralización Jerárquica junto a unadescentralización geográfica".
5
mailxmail - Cursos para compartir lo que sabes
3. Mantenimiento Industrial. Clasificación
Clasificación del Mantenimiento
La clasificación del mantenimiento puede ser muy diversa, dependiendo del criterioempleado.
Clasificación del mantenimiento por niveles
N1: ajustes y cambios previstos por el fabricante (a toda la línea de producción).
N2: arreglos y cambios de elementos desgastados (se detectan en sesionesrutinarias y sensores).
N3: averías y reparaciones menores que producen paros más o menos largos.
N4: aquí se aplica el mantenimiento preventivo y correctivo. Los paros deproducción son largos y se busca una solución para salir al paso. Después ya sebuscará el momento para aplicar el preventivo.
N5: son reparaciones y modificaciones importantes que incluso requieran ayudafuera de producción.
N6: se incorporan elementos de nueva tecnología en los equipos, mejoras deestructura para aumentar la producción.
Clasificación del mantenimiento por el tipo de acción
CORRECTIVO:
- Paliativo.
- Curativo.
PREVENTIVO:
- De uso.
- Hard time (también llamado de ronda o sistemático)
- Predictivo (condicional).
- Marginal.
MODIFICATIVO:
- De proyecto.
- Prevención del mantenimiento.
- De reacondicionamiento.
CORRECTIVO
Trata de corregir las averías a medida que se van produciendo, siendo normalmenteel personal de producción el encargado de avisar y el de mantenimiento derepararlo.
6
mailxmail - Cursos para compartir lo que sabes
Paliativo
Es un arreglo de urgencia no definitivo para ahorrar tiempo de paro.
Curativo
Es un arreglo definitivo en profundidad.
PREVENTIVO
Tiene por objeto conocer el estado actual y así poder programar el correctivo. Serealizan acciones periódicamente con el fin de evitar fallos en los elementos (fallosmayores).
Mantenimiento de uso
Es el mantenimiento de primer nivel y lo hace el propio usuario, por lo que siemprese hace a tiempo. No es necesario llamar a nadie ni interfiere en la producción.Requiere formación y delimitación de las funciones del usuario.
Hard time
Se trata de hacer revisiones a intervalos programados. Esta revisión consiste enponer la máquina a 0 horas, como si fuese nueva. Lo que se revisa son loselementos de fiabilidad baja y mantenibilidad alta.
De ronda
Son revisiones periódicas programadas, programando el entretenimiento.
Sistemático
Es un plan de mantenimiento según carga de trabajo; horas, piezas mecanizadas,etc.
Predictivo
Conocimiento del estado operativo del equipo que depende de determinadasvariables. Se recibe constante información mediante sensores; temperatura,vibraciones, análisis de aceite, presión, pérdidas de carga, consumo energético,caudales ruidos, dimensiones de cota, etc.
La principal ventaja frente al preventivo es que recibimos información instantánea ypodemos también actuar en el momento.
El inconveniente es un alto costo, tanto de los materiales como la implantación, yaque hay que monitorizar y establecer márgenes entre otros.
Marginal
Es simplemente una introducción de mejoras para aumentar la fiabilidad ymantenibilidad.
MODIFICATIVO
Tiene por objeto cambiar, variar o modificar las características propias del equipo,para realizar un mejor mantenimiento, incrementar la producción, cualquier tipo demejora que aumente la calidad del equipo.
De proyecto
7
mailxmail - Cursos para compartir lo que sabes
De proyecto
Corresponde a la 1ª etapa de vida del equipo y se reforman características de lamáquina para facilitar el mantenimiento o modificar la producción.
Prevención del mantenimiento
Se realiza en la 2ª etapa de la vida de la máquina. Aquí se comprueba que seproducen unos fallos repetidamente y entonces tomamos medidas para que no sevuelvan a repetir (siempre ocurre por la misma causa y actuamos sobre ella para queno se vuelva a producir).
De reacondicionamiento
Se realiza en la 3ª etapa de la máquina (vejez), cuando las averías aumentanrepetitivamente y entonces la arreglamos a fondo. La otra alternativa es modificarlapara que realice otra función diferente a la que hacía.
8
mailxmail - Cursos para compartir lo que sabes
4. Mantenimiento Industrial. Clasificación de tiempoy fallos
Clasificación del mantenimiento en base al tiempo
Tiempo de vida
· Tiempo requerido: el equipo está en buenas condiciones de trabajo.
· Tiempo no requerido: la máquina está en condiciones pero no está produciendo.
· Tiempo de disponibilidad: tiempo requerido que está funcionando.
· Tiempo de indisponibilidad: el equipo no reúne las condiciones necesarias peropor razones externas.
Tiempo de mantenimiento correctivo
· Tiempo de localización del fallo.
· Tiempo de preparación del trabajo.
· Tiempo de diagnosis.
· Tiempo de mantenimiento.
· Tiempo de reparación.
· Tiempo de estudio de métodos.
· Tiempo de control y ensayo.
· Tiempo de ordenamiento.
· Tiempo administrativo.
· Tiempo de logística.
Clasificación del mantenimiento atendiendo a los fallos
Fallos
Son el deterioro en cualquiera de los órganos de un aparato que impide elfuncionamiento normal de éste (pérdidas energéticas, contaminación, nivelproductivo, falta de calidad).
Clasificación en función del origen
- Fallos debidos al mal diseño o errores de cálculo (12%).
- Fallos debidos a defectos durante la fabricación (10,45%).
- Fallos debidos a mal uso de la instalación (40%).
- Fallos debidos a desgaste natural y envejecimiento (10,45%).
- Fallos debidos a fenómenos naturales y otros causas (27%).
Clasificación en función de la capacidad de trabajo
9
mailxmail - Cursos para compartir lo que sabes
Clasificación en función de la capacidad de trabajo
- Fallos parciales: afecta a una serie de elementos pero con el resto se siguetrabajando.
- Fallos totales: se produce el paro de todo el sistema.
Ambos fallos dependerán de la complejidad del equipo y si están en serie o paralelo.
Clasificación en función de cómo aparece el fallo
- Fallos progresivos: hacen prever su aparición (desgastes abrasión desajustes).
- Fallos repentinos: dependen de una serie de coincidencias no previsibles, el máscomún es la rotura de una pieza.
Otra clasificación
Eléctricas.Mecánicas.Electrónicas.Personal.Dependientes de otros fallos.Independientes.Estables.Temporales.Intermitentes.
Reparación de averías(mantenimiento correctivo)
Son el conjunto de acciones para eliminar cualquier degradación que impida elfuncionamiento normal. Desde el punto de vista de la calidad se puede dividir en:
- Primer nivel
Es el más bajo y lo que se pretende es que la máquina siga funcionando a toda costasin entrar en las causas.
- Segundo nivel
Aquí nos preguntamos cuál es la causa de avería y actuamos sobre ella. Podemos yaasegurar que ése fallo no se producirá más en cierto tiempo.
- Tercer nivel
Se investiga cual es el origen de la causa de avería y actuamos. Aquí garantizamosmás tiempo hasta que vuelva a producirse el incidente.
La elección de la reparación depende del análisis calidad-coste y del momento deproducción de la máquina.
1 0
mailxmail - Cursos para compartir lo que sabes
5. Función del mantenimiento
Caracterización de la Función Mantenimiento
Las tres grandes áreas de conocimiento que integran la función mantenimiento son:
La gestión del mantenimiento: Da una perspectiva de los aspectos que tiene queadministrar el responsable de mantenimiento.
- Organización.
- Métodos, tiempos.
- Programación.
- Normas, procedimientos.
- Control de gestión.
- Presupuestos/costes.
- Auditorías.
- Planes de mejora.
Técnicas específicas de mantenimiento: Trata de exponer algunas de las másimportantes técnicas aplicables en el mantenimiento industrial, imprescindiblespara avanzar por el camino anticipativo y de mejora continua.
- Análisis de fiabilidad.
- Análisis de averías.
- Diagnóstico de averías.
- Análisis de vibraciones.
- Alineación de ejes.
- Equilibrado de rotores.
- Análisis de aceites.
Ejecución del mantenimiento: Explica cómo reparar determinadas averías, ve losdetalles del mantenimiento específico de una instalación, a la vez que se determinael stock de repuesto necesario en una instalación determinada.
- Conocimiento de equipos
• Bombas.
• Ventiladores.
• Compresores.
• Turbinas.
- Conocimiento del mantenimiento específico de estos equipos.
1 1
mailxmail - Cursos para compartir lo que sabes

1 2
mailxmail - Cursos para compartir lo que sabes
6. Gestión del mantenimiento
El progreso industrial no se reduce sólo a la inversión en nuevas instalaciones deproducción y a la transferencia de tecnología extranjera, sino que es prioritarioutilizar eficazmente las instalaciones actuales, donde uno de los requisitosimportantes es el establecimiento de un servicio sistemático y técnico demantenimiento eficiente, seguro y económico de los equipos industriales.
En general, la Gestión del Mantenimiento comprende la adopción de medidas yrealización de acciones necesarias para el buen funcionamiento. Se puedenestablecer dos niveles:
Nivel 1: grandes decisiones, grandes objetivos (dirección general)
Nivel 2: corresponde al jefe de mantenimiento y va referido a decisiones concretas,planificación, organización de las tareas diarias...para cumplir con los objetivosprevistos.
Para estos efectos, la Gestión de Mantenimiento implica disponer de un manual, deun sistema informatizado y de una acción cíclica (práctica de mejoramiento) quecomprende:
- Auditoría de los Puntos Críticos de Mantenimiento;
- Planificación a la Medida;
- Ejecución del plan de trabajo definido aplicando herramientas de gestiónapropiadas.
El Manual de Mantenimiento
El Manual de Mantenimiento es un documento indispensable para cualquier tipo ytamaño de industria. Refleja la filosofía, política, organización, procedimiento detrabajo y de control de esta área de la empresa.
Este Manual de Mantenimiento debe ser dinámico, adaptándose periódicamente ensu contenido, con la eliminación de las instrucciones para deberes y obligacionesque están obsoletas e incorporando las instrucciones para las nuevas obligaciones.
En el Manual de Mantenimiento se indicará la Misión y Visión de la Empresa, laspolíticas, y objetivos de mantenimiento, los procedimientos de trabajo, de control ylas acciones correctivas. Es importante señalar que deben incluirse sólo losprocedimientos que se aplican y las instrucciones en un lenguaje afirmativo.
El Plan de Mantenimiento
La fiabilidad y la disponibilidad de una planta industrial o de un edificio dependen,en primer lugar, de su diseño y de la calidad de su montaje. Si se trata de un diseñorobusto y fiable, y la planta ha sido construida siguiendo fielmente su diseño yutilizando las mejores técnicas disponibles para la ejecución, depende en segundolugar de la forma y buenas costumbres del personal de producción, el personal queopera las instalaciones.
En tercer y último lugar, fiabilidad y disponibilidad dependen del mantenimiento quese realice. Si el mantenimiento es básicamente correctivo, atendiendo sobre todo los
1 3
mailxmail - Cursos para compartir lo que sabes
problemas cuando se presentan, es muy posible que a corto plazo esta política searentable. El mantenimiento puede imaginarse como un gran depósito. Si se realizaun buen mantenimiento preventivo, el depósito siempre estará lleno. Si no se realizanada, el depósito se va vaciando, y puede llegar un momento en el que el depósito,la reserva de mantenimiento, se haya agotado por completo, siendo más rentableadquirir un nuevo equipo o incluso construir una nueva planta que atender todas lasreparaciones que van surgiendo.
Hay que tener en cuenta que lo que se haga en mantenimiento no tiene suconsecuencia de manera inmediata, sino que los efectos de las acciones que setoman se revelan con seis meses o con un año de retraso. Hoy se pagan los erroresde ayer, o se disfruta de los aciertos.
El objetivo de un plan de mantenimiento es conseguir la máxima disponibilidad yfiabilidad de una planta, tanto a corto plazo como a largo plazo, y al mínimo costeposible.
El plan de mantenimiento puede verse como un conjunto de tareas individuales,cada una de ellas con entidad propia y generadora por sí misma de una orden detrabajo y de un informe de realización, o considerar que el plan es un conjunto degamas de mantenimiento, esto es, como un conjunto de tareas con unascaracterísticas comunes que permiten agruparlas en forma de ‘gamas’
Si el plan de mantenimiento se estructura como agrupación de tareas, en vez decómo agrupación de gamas, el número de órdenes de trabajo se hace imposible demanejar.
La ocasión perfecta para diseñar un buen mantenimiento programado que consiganuna alta disponibilidad y fiabilidad, es durante la construcción de ésta. Cuando laconstrucción ha finalizado y la planta es entregada al propietario para suexplotación comercial, el plan de mantenimiento debe estar ya diseñado, y debeponerse en marcha desde el primer día que la planta entra en operación. Perder esaoportunidad significa renunciar a que la mayor parte del mantenimiento seaprogramado, y caer en el error (un grave error de consecuencias económicasnefastas) de que sean las averías las que dirijan la actividad del departamento demantenimiento.
Es muy normal prestar mucha importancia al mantenimiento de los equiposprincipales, y no preocuparse en la misma medida de todos los equipos adicionaleso auxiliares. Desde luego es otro grave error, pues una simple bomba derefrigeración o un simple transmisor de presión pueden parar una planta y ocasionarun problema tan grave como un fallo en el equipo de producción más costoso quetenga la instalación. Conviene, pues, prestar la atención debida no sólo a losequipos más costosos económicamente, sino a todos aquellos capaces de provocarfallos críticos.
Un buen plan de mantenimiento es aquel que ha analizado todos los fallos posibles,y que ha sido diseñado para evitarlos. Eso quiere decir que para elaborar un buenplan de mantenimiento es absolutamente necesario realizar un detallado análisis defallos de todos los sistemas que componen la planta.
En cualquier caso, el primer paso para iniciar el diseño del plan de mantenimientosería disponer de un inventario donde estén claramente identificados y clasificadostodos los equipos.
1 4
mailxmail - Cursos para compartir lo que sabes
7. Mantenimiento industrial. Planificación
Planificación de mantenimiento
Una vez elaborado el Plan de Mantenimiento, es necesario planificar la realizaciónde este Plan. Planificar significa cuando y quien realizará cada una de las gamas quecomponen el Plan.
La planificación de las gamas diarias es muy sencilla: por definición, hay querealizarlas todos los días, por lo que será necesario sencillamente determinar a quéhora se realizarán, y quien es el responsable de llevarlas a cabo.
La planificación de las gamas semanales exige determinar qué día de la semana seejecuta cada una de ellas, y como siempre, quien será el responsable de realizarla.Es muy importante determinar con precisión este extremo. Si se elabora una gama ouna ruta, pero no se determina con claridad quien o quienes son los responsablesde realizarla, estaremos dejando indeterminaciones que se traducirán, casiinvariablemente, en la no-realización del mantenimiento preventivo estas tareas.Para asegurar que una tarea se realizará es necesario, pues:
- Fijar quien es el responsable de realizarla.
- Asegurarse de que en el momento en que tenga que realizarla no tendrá otra tareaque realizar.
Las gamas mensuales son algo más difíciles de programar, y en general, tendremosque hacerlo con cierto margen. Puede ser conveniente, por ejemplo, programar lasemana del año en que se realizará cada gama o ruta mensual, permitiendo que, amedida que se acerque la fecha de realización, pueda programarse con másexactitud.
Las gamas anuales también deben programarse igualmente con margen demaniobra, mayor incluso que el anterior. En este caso, puede ser convenienteprogramar tan solo el mes en que se realizará la gama anual de los equipos quecomponen la planta.
Si se dispone de un programa informático de Gestión de Mantenimiento, esta tareaes conveniente hacerla igualmente sobre soporte papel, y después transferir losdatos al programa.
Plan de Mantenimiento Inicial
Plan de mantenimiento inicial basado en instrucciones del fabricante
La preparación de un plan de mantenimiento basado en las instrucciones de losfabricantes tiene 3 fases:
Fase 1: Recopilación de instrucciones
Realizar un plan de mantenimiento basado en las recomendaciones de losfabricantes de los diferentes equipos que componen la planta no es más querecopilar toda la información existente en los manuales de operación ymantenimiento de estos equipos y darle al conjunto un formato determinado.
Fase 2: La experiencia del personal de mantenimiento
1 5
mailxmail - Cursos para compartir lo que sabes
Pero con esta recopilación, el plan de mantenimiento no está completo. Esconveniente contar con la experiencia de los responsables de mantenimiento y delos propios técnicos, para completar las tareas que pudieran no estar incluidas en larecopilación de recomendaciones de fabricantes.
En otros casos, el Plan de Mantenimiento que propone el fabricante es tanexhaustivo que contempla la sustitución o revisión de un gran número de elementosque evidentemente no han llegado al máximo de su vida útil, con el consiguienteexceso en el gasto.
Fase 3: Mantenimiento Legal
Por último, no debe olvidarse que es necesario cumplir con las diversas NormasReglamentarias vigentes en cada momento. Por ello, el plan debe considerar todaslas obligaciones legales relacionadas con el mantenimiento de determinadosequipos. Son sobre todo tareas de mantenimiento relacionadas con la seguridad.
Plan de mantenimiento inicial basado en instrucciones genéricas
El desarrollo de un plan de mantenimiento basado en instrucciones genéricas secompone de las fases siguientes:
Fase 1: Listado de equipos significativos
Del inventario de equipos de la planta, deben listarse aquellos que tienen unaentidad suficiente como para tener tareas de mantenimiento asociadas. Este listadopuede incluir motores, bombas, válvulas, determinados instrumentos, filtros,depósitos, etc.
Una vez listados, es conveniente agrupar estos equipos por tipos, de manera quesepamos cuantos tipos de equipos significativos tenemos en el sistema que estemosanalizando.
Fase 2: Tareas genéricas
Para cada uno de los tipos de equipos, debemos preparar un conjunto de tareasgenéricas que les serían de aplicación. Así, podemos preparar tareas genéricas demantenimiento para transformadores, motores, bombas, válvulas, etc.
Fase 3: Aplicación de las tareas genéricas a los diferentes equipos
Para cada motor, bomba, trafo, válvula, etc., aplicaremos las tareas genéricaspreparadas en el punto anterior, de manera que obtendremos un listado de tareasreferidas a cada equipo concreto.
Fase 4: Consulta a manuales
Es en este punto, y no al principio, donde incluimos las recomendaciones de losfabricantes.
Fase 5: Obligaciones legales
Igual que en caso anterior, es necesario asegurar el cumplimiento de las normasreglamentarias referentes a mantenimiento que puedan ser de aplicación.
Como puede apreciarse, la consulta a los manuales de los fabricantes se hacedespués de haber elaborado un “borrador” inicial del plan, y con la idea de
1 6
mailxmail - Cursos para compartir lo que sabes

complementar éste. En la fase final se añaden las obligaciones legales demantenimiento, como en el caso anterior.
1 7
mailxmail - Cursos para compartir lo que sabes
8. Técnicas de Mantenimiento
Hoy en día existen infinidad de diferentes herramientas, técnicas, metodologías yfilosofías de mantenimiento. Algunas de las más utilizadas entre otras pueden ser:
• Mantenimiento Autónomo / Mantenimiento Productivo Total (TPM)
• Mejoramiento de la Confiabilidad Operacional (MCO)
• Mantenimiento Centrado en la Confiabilidad (RCM)// (MCC)
• Mantenimiento Basado en el Riesgo (MBR)
• Asset Integrity
• Mantenimiento Centrado en Confiabilidad en Reversa (MCC-R)
• Análisis Causa raíz (ACR)
• Análisis de Criticidad (AC)
• Optimización Costo Riesgo (OCR)
• Inspección Basada en Riesgo (RBI)(IBR)
Simplificando, los métodos para mejorar la confiabilidad se podrían dividir en dos:
• Métodos Proactivos: Buscan la mejora de la confiabilidad mediante la utilizaciónde técnicas que permitan la paulatina eliminación de las fallas tanto crónicas comopotenciales. Claros ejemplos son el Mantenimiento Centrado en la Confiabilidad y elMantenimiento Productivo Total.
• Métodos Reactivos: Buscan de una manera rápida y eficaz la solución deproblemas cotidianos y evitar repetición de eventos mayores. En líneas generales setrata de métodos sobre todo "postmorten". Actualmente su mejor exponente es elAnálisis Causa Raíz.
Los dos sistemas aplicables de mantenimiento que están dando los resultados máseficaces para el logro de un rápido proceso de optimización industrial son el TPM(Mantenimiento Productivo Total), que busca el mejoramiento permanente de laProductividad Industrial con la participación de todos, y el RCM (MantenimientoCentrado en Confiabilidad), que optimiza la implementación del MantenimientoPreventivo, basado en la determinación de la confiabilidad de los equipos.
Nos referiremos a continuación muy brevemente a algunas de ellas
Mantenimiento Centrado en la Confiabilidad (RCM)
Esta técnica surge a finales de los años sesenta como respuesta al incremento decostos y actividades del mantenimiento de las aeronaves (básicamente preventivo).En esta industria demuestra ser muy valioso, no sólo bajando los costos yactividades de mantenimiento, sino que además mejora los niveles de confiabilidad,disponibilidad y seguridad. Estos éxitos lo hicieron apetecible a otras industrias,como la militar, petrolera y de generación de electricidad.
RCM o Reliability Centred Maintenance, (Mantenimiento Centrado enFiabilidad/Confiabilidad) se basa en analizar los fallos potenciales que puede tener
1 8
mailxmail - Cursos para compartir lo que sabes

Fiabilidad/Confiabilidad) se basa en analizar los fallos potenciales que puede teneruna instalación, sus consecuencias y la forma de evitarlos. Fue documentado porprimera vez en un informe escrito por F.S. Nowlan y H.F. Heap y publicado por elDepartamento de Defensa de los Estados Unidos de América en 1978. Desdeentonces, el RCM ha sido usado para diseñar el mantenimiento y la gestión deactivos en todo tipo de actividad industrial y en prácticamente todos los paísesindustrializados del mundo.
Como resultado de la demanda internacional por una norma que estableciera unoscriterios mínimos para que un proceso de análisis de fallos pueda ser llamado “RCM”surgió en 1999 la norma SAE JA 1011 y en el año 2002 la norma SAE JA 1012. Nointentan ser un manual ni una guía de procedimientos, sino que simplementeestablecen, como se ha dicho, unos criterios que debe satisfacer una metodologíapara que pueda llamarse RCM.
Los dos objetivos fundamentales de la implantación de un Mantenimiento Centradoen Fiabilidad o RCM en una planta industrial son aumentar la disponibilidad ydisminuir costes de mantenimiento.
Bajo su enfoque tradicional resulta muy difícil de aplicar en grandes industriasdebido a que no resuelve algunas interrogantes mayores como ¿Cuándo hacer elmantenimiento? y ¿Cómo generar una jerarquía de implantación?
Es una técnica bastante analítica, lo cual ha traído problemas de implantación,debido a que a veces resulta difícil pasar del papel a la realidad. Conduciendo esto afuertes pérdidas de dinero y esfuerzos, degenerando al final en frustración de losequipos de trabajo.
1 9
mailxmail - Cursos para compartir lo que sabes
9. Mantenimiento productivo
Mantenimiento Productivo Total (TPM)
El Mantenimiento Productivo Total es un nuevo enfoque administrativo de gestióndel mantenimiento industrial, que permite establecer estrategias para elmejoramiento continuo de las capacidades y procesos actuales de la organización,para tener equipos de producción siempre listos.
La filosofía del Mantenimiento Productivo Total hace parte del enfoque Gerencialhacia la Calidad Total. Mientras la Calidad Total pasa de hacer énfasis en lainspección, a hacer énfasis en la prevención, el Mantenimiento Productivo Total pasadel énfasis en la simple reparación al énfasis en la prevención y predicción de lasaverías y del mantenimiento de las máquinas.
El TPM (Mantenimiento Productivo Total) surgió en Japón gracias a los esfuerzos delJapan Institute of Plant Maintenance (JIPM) como un sistema destinado a lograr laeliminación de las llamadas <seis grandes pérdidas> del proceso productivo, y conel objetivo de facilitar la implantación de la forma de trabajo “Just in Time” o “justo atiempo”. Como ya se ha apuntado, el TPM es una filosofía de mantenimiento cuyoobjetivo es eliminar las pérdidas en producción debidas al estado de los equipos, oen otras palabras, mantener los equipos en disposición para producir a su capacidadmáxima productos de la calidad esperada, sin paradas no programadas. Esto supone:
- Cero averías.
- Cero tiempos muertos.
- Cero defectos achacables a un mal estado de los equipos.
- Sin pérdidas de rendimiento o de capacidad productiva debidos al estado de losequipos.
Se entiende entonces perfectamente el nombre: mantenimiento productivo total, omantenimiento que aporta una productividad máxima o total.
El mantenimiento ha sido visto tradicionalmente con una parte separada y externa alproceso productivo. TPM emergió como una necesidad de integrar el departamentode mantenimiento y el de operación o producción para mejorar la productividad y ladisponibilidad. En una empresa en la que TPM se ha implantado toda laorganización trabaja en el mantenimiento y en la mejora de los equipos. . Se basaen cinco principios fundamentales:
- Participación de todo el personal, desde la alta dirección hasta los operarios deplanta. Incluir a todos y cada uno de ellos permite garantizar el éxito del objetivo.
- Creación de una cultura corporativa orientada a la obtención de la máxima eficaciaen el sistema de producción y gestión de los equipos y maquinarias. Se busca la<eficacia global>.
- Implantación de un sistema de gestión de las plantas productivas tal que sefacilite la eliminación de las pérdidas antes de que se produzcan.
- Implantación del mantenimiento preventivo como medio básico para alcanzar elobjetivo de cero pérdidas mediante actividades integradas en pequeños grupos de
2 0
mailxmail - Cursos para compartir lo que sabes
trabajo y apoyado en el soporte que proporciona el mantenimiento autónomo.
- Aplicación de los sistemas de gestión de todos los aspectos de la producción,incluyendo diseño y desarrollo, ventas y dirección.
En resumen, el TPM es una estrategia compuesta por una serie de actividadesordenadas, que una vez implantadas ayudan a mejorar la competitividad de unaorganización industrial o de servicios. Se considera como estrategia, ya que ayuda acrear capacidades competitivas a través de la eliminación rigurosa y sistemática delas deficiencias de los sistemas operativos. El TPM permite diferenciar unaorganización en relación a su competencia debido al impacto en la reducción de loscostos, mejora de los tiempos de respuesta, fiabilidad de suministros, elconocimiento que poseen las personas y la calidad de los productos y serviciosfinales.
Difícil de aplicar en empresas de procesos, debido en muchos casos a lo ambiguoque resultan los conceptos de calidad y defectos, por otra parte el problema culturalpuede entorpecer la implantación a niveles de frustración.
Donde se ha logrado su implantación exitosa, se han tenido grandes logrosrespecto a seguridad, ambiente, confiabilidad, disponibilidad y costos demantenimiento. Tampoco responde a las interrogantes ¿Cuándo hacer elmantenimiento? y ¿Cómo generar una jerarquía de implantación?
Combinación TPM-RCM
En relación con el RCM, el libro de Tokutaru Suzuki: “TMP in Process Industries”,publicado por el JIPM (Japan Institute of Plant Maintenance) en el año 2000,menciona en forma muy clara que para hacer correctamente el TPM se requiereaplicar técnicas de RCM como metodología para definir de manera precisa lasestrategias de mantenimiento. La mayoría de teóricos del RCM no están de acuerdocon el planteamiento anterior, pero a su vez y en contraposición, plantean quedentro de la implementación de un sistema de Confiabilidad Operacional esfundamental incluir técnicas de aplicación del TPM, lo que ha dado origen a lasnuevas teorías de Modelos Mixtos de Confiabilidad.
Existe una diferencia fundamental entre la filosofía del TPM y la del RCM: mientrasque en la primera son las personas y la organización el centro del proceso, y es enestos dos factores en los que está basado, en el RCM el mantenimiento se basa enel análisis de fallos, y en las medidas preventivas que se adoptarán para evitarlos, yno tanto en las personas.
Sin embargo, TPM y RCM no son formas opuestas de dirigir el mantenimiento, sinoque ambas conviven en la actualidad en muchas empresas. En algunas de ellas, RCMimpulsa el mantenimiento, y con esta técnica se determinan las tareas a efectuar enlos equipos; después, algunas de las tareas son transferidas a producción, en elmarco de una política de implantación de TPM. En otras plantas, en cambio, es lafilosofía TPM la que se impone, siendo RCM una herramienta más para ladeterminación de tareas y frecuencias en determinados equipos.
Por desgracia, en otras muchas empresas ninguna de las dos filosofías triunfa. Elporcentaje de empresas que dedican todos sus esfuerzos a mantenimientocorrectivo y que no se plantean si esa es la forma en la que se obtiene un máximobeneficio (objetivo último de la actividad empresarial) es muy alto. Son muchos losresponsables de mantenimiento, tanto de empresas grandes como pequeñas, quecreen que estas técnicas están muy bien en el campo teórico, pero que en su planta
2 1
mailxmail - Cursos para compartir lo que sabes
creen que estas técnicas están muy bien en el campo teórico, pero que en su plantano son aplicables: parten de la idea de que la urgencia de las reparaciones es la quemarca y marcará siempre las pautas a seguir en el departamento de mantenimiento.
Mantenimiento Basado en el Riesgo (MBR)
A partir de los primeros años de la década de los 90, el Mantenimiento secontempla como una parte del concepto de Calidad Total: “Mediante una adecuadagestión del mantenimiento es posible aumentar la disponibilidad al tiempo que sereducen los costos”. Es el Mantenimiento Basado en el Riesgo (MBR): Se concibe elmantenimiento como un proceso de la empresa al que contribuyen también otrosdepartamentos. Se identifica el mantenimiento como fuente de beneficios, frente alantiguo concepto de mantenimiento como "mal necesario". La posibilidad de queuna máquina falle y las consecuencias asociadas para la empresa es un riesgo quehay que gestionar, teniendo como objetivo la disponibilidad necesaria en cada casoal mínimo coste.
Se requiere un cambio de mentalidad en las personas y se utilizan herramientascomo:
- Ingeniería del Riesgo (Determinar consecuencias de fallos que son aceptables ono).
- Análisis de Fiabilidad (Identificar tareas preventivas factibles y rentables).
- Mejora de la Mantenibilidad (Reducir tiempos y costes de mantenimiento).
Como técnica de análisis cuantitativa, basada en las finanzas, el MBR establece elvalor relativo de varias tareas de mantenimiento y sirve como una herramienta parala mejora continua. MBR define oportunidades para una mejora paulatina,eliminando las tareas de menos valor e introduciendo las tareas que abordan lasáreas comerciales de alto riesgo. El mantenimiento basado en el riesgo evalúa elriesgo comercial actual y analiza los costos y beneficios de las acciones a tomar paramitigar las fallas.
Análisis Causa Raíz (ACR)
Técnica poderosa que permite la solución de problemas, con enfoque a corto ymediano plazo. Usa técnicas de investigación bastante exhaustivas, con la intenciónde eliminar las causas de los problemas/fallas. Su valor no sólo reside en laeliminación de grandes eventos, sino en la eliminación de los eventos crónicos, quetienden a devorar los recursos de mantenimiento. Al eliminar paulatinamente losproblemas crónicos y pequeños, este genera tiempo para análisis más profundos(RCM, por ejemplo).
2 2
mailxmail - Cursos para compartir lo que sabes
10. Mantenimiento industrial. Confiabilidadoperacional
Mejora de la Confiabilidad Operacional (MCO)
El mejoramiento en la confiabilidad operacional desarrollada en U.K. con laintención de agrupar las mejores prácticas de mantenimiento y operaciones con unaorientación al negocio. Reconoce las limitaciones que el mantenimiento comofunción tiene para lograr una confiabilidad adecuada de las instalaciones.
Considera la Confiabilidad Operacional integrada por los cuatro sectores siguientes:
- Confiabilidad Humana.
- Confiabilidad en Procesos.
- Mantenibilidad Equipos.
- Confiabilidad Equipos.
Para mejorar los 4 sectores nombrados, el MCO divide las técnicas de mejoramiento:
• Diagnóstico Aquí mediante uso de técnicas asociadas al manejo de riesgo secuantifican las oportunidades a corto plazo (reactivas) y mediano largo plazo(proactivas). Como resultado se obtienimplementación. Aquí se hace uso deherramientas de análisis de criticidad y de oportunidades perdidas (a modo deejemplo), estas permiten establecer las oportunidades de mejoramiento y queherramientas de control podrían usarse para capitalizar las oportunidades halladas
• ControlAquí se usa el RCM+ (que combina algunas ventajas del TPM con el RCM)como técnica proactiva y el ACR como técnica reactiva, también se puede hacer usodel IBR para equipos estáticos. Como resultado se obtienen una serie de tareas demantenimiento, operaciones, rediseño a ejecutar para mejorar el desempeño.
Estas técnicas de control por lo general son técnicas del tipo cualitativo y basadasen reglas fijas para la toma de decisión (por ejemplo: diagramas lógicos).
• Optimización Aquí mediante el uso de herramientas avanzadas de cálculo costoriesgo se hallan los intervalos óptimos de mantenimiento, paradas de planta,inspecciones, etc.
Se trata de técnicas del tipo numérico e involucran el modelado de los equipos y/osistemas.
Los resultados de implementar estas herramientas de esta manera sonimpresionantes en diversas industrias, logrando en algunos casos incluso latransformación de las empresas llevándolas a la implementación de Gerencia deActivos (Asset Management)
Grandes resultados se han encontrado en Centrales Eléctricas con la implantacióndel Mantenimiento Centrado en la Confiabilidad y con el Análisis Causa Raíz. Unrequisito que no debe dejarse de cumplir es el establecimiento previo de prioridadesantes de la ejecución de ambas técnicas (simultaneas). Se han desarrolladoherramientas como el análisis de criticidad y el análisis de oportunidades perdidasque pueden resolver dicha inquietud eficazmente.
2 3
mailxmail - Cursos para compartir lo que sabes
Por otra parte normalmente ambas técnicas generarán soluciones que podrían seragrupadas en:
• Cambios de diseño.
• Tareas preventivas.
• Tareas de Inspección (Detección y Predicción).
• Tareas correctivas.
La respuesta a cuando ejecutar dichas tareas no es simple, y en muchos casos nopuede ser fijada por la ley del dedo. Grandes beneficios económicos han sidoreportados con el uso de software, que pueden calcular el punto de ejecución conmenor costo/riesgo posible para las tareas anteriores.
Inspección Basada en Riesgo (RBI)(IBR)
Un capítulo especial se abre con esta técnica, que establece patrones de inspecciónde equipos estáticos (calderas, líneas de transmisión, etc.) en función de su riesgoasociado, nuevas aproximaciones permiten usar software para tomar en cuentatambién el estado actual del equipo, lo que desencadena una continua optimizaciónpor costo/riesgo y no una frecuencia de inspección fija. Los reportes económicoshan sido cuantiosos, además de los beneficios por disponibilidad y producción.También es posible optimizar con este tipo de técnicas la frecuencia de búsquedade fallas ocultas (pesquisa de fallas, mantenimiento detectivo), dejándose de usarentonces formulas mágicas que no generan una frecuencia óptima por costo/riesgo,pudiéndose simular factores como probabilidad de éxito de la prueba yprobabilidad de destrucción
2 4
mailxmail - Cursos para compartir lo que sabes
11. Mantenimiento industrial. Auditoria y costos( 1 / 2 )
Auditorías
Auditorías Técnicas
Una auditoría técnica o evaluación técnica del estado de una instalación analiza ladegradación que ha sufrido una instalación con el paso del tiempo. Es una especiede fotografía instantánea del estado técnico en que se encuentra el conjunto de unainstalación y de cada uno de los equipos que la componen. Puede decirse que unaauditoría técnica sirve para determinar todos los fallos que presenta una plantaindustrial en un momento determinado. Con esos datos, es posible determinar quéequipos necesitan ser sustituidos completamente, por haber llegado al final de suvida útil, y qué reparaciones habría que efectuar en la instalación para que volviera aestar en un estado técnico aceptable.
Auditorías de Gestión de Mantenimiento
Cuando la dirección de una empresa o el responsable del departamento se planteasi la gestión que se hace del mantenimiento es la adecuada, la respuesta puede serSI, NO o REGULAR. Claro está que cualquiera de las tres respuestas esinsatisfactoria, porque entre cada una de ellas hay muchos puntos intermedios derespuesta, y porque no informa sobre qué cosas habría que cambiar para que lagestión del departamento pudiera considerarse excelente. La mejor solución cuandoquiere conocerse si la gestión que se realiza es la mejor posible suele ser realizaruna auditoría de gestión de mantenimiento, comparando la situación actual con undepartamento modélico, ideal, y determinar qué cosas separan la realidad de esemodelo.
El objetivo que se persigue al realizar una auditoría no es juzgar al responsable demantenimiento, no es cuestionar su forma de trabajo: es saber en qué situación seencuentra un departamento de mantenimiento en un momento determinado,identificar puntos de mejora y determinar qué acciones son necesarias para mejorarlos resultados.
Claro está que hay que diferenciar entre auditorías técnicas vistas en el apartadoanterior y las auditorías de gestión. Ambas estudian el mantenimiento que se haceen una empresa, pero desde un punto de vista muy diferente: las primeras tratan dedeterminar el estado de una instalación. Las segundas tratan de determinar el gradode excelencia de un departamento de mantenimiento y de su forma de gestionar.
Costos de Mantenimiento
En las empresas organizadas, en donde existen buenos sistemas de informaciónsobre las variables que miden el desarrollo de las operaciones, se visualizanfácilmente los costos de mantenimiento y manifiestan un grado de interés altobásicamente por el costo mismo y la rapidez de su crecimiento. La diferencia por lafalta de interés en el control de los costos de mantenimiento en muchas otrasempresas es fruto solo de su ignorancia.
En otras sin embargo se conocen las sumas invertidas en el Mantenimiento. Pero nose conoce en que rubros: correctivo?, sistemático?, mano de obra?, en repuestos?, y
2 5
mailxmail - Cursos para compartir lo que sabes

tampoco las posibilidades de su reducción.
La finalidad básica de una gestión de costos es estimular la optimización del uso demano de obra, cantidad de materiales, herramientas y tiempos de paros;estableciendo objetivos con diferentes bases de comparación, los objetivos sonpuntos de equilibrio (compromisos) entre un beneficio potencial y el costo demantenimiento.
2 6
mailxmail - Cursos para compartir lo que sabes
12. Mantenimiento industrial. Auditoria y costos( 2 / 2 )
Tipos de costos de mantenimiento
El Mantenimiento involucra diferentes costos: directos, indirectos, generales, detiempos perdidos y de posponer el Mantenimiento.
El costo de posesión de un equipo comprende cuatro aspectos:
- El Costo de Adquisición: que incluye costos administrativos de compra,impuestos, aranceles, transporte, seguros, comisiones, montaje, instalaciones, etc.
- El Costo de Operación: Incluye los costos de mano de obra, de materia prima ytodos los gastos directos de la producción.
- El Costo de Mantenimiento: que está compuesto por:
• Mano de obra (directo)
• Repuestos y Materiales (directo)
• Herramientas (directo)
• Administración (indirecto)
• Generales
• Tiempo perdido de producción que incluye: Producto perdido y horas extras dereparación
- Costo de Dar de Baja al Equipo: al hacerse obsoleto.
1.- Costos de mantenimiento o directos
Están relacionados con el rendimiento de la empresa y son menores si laconservación de los equipos es mejor, influyen la cantidad de tiempo que se empleael equipo y la atención que requiere; estos costos son fijados por la cantidad derevisiones, inspecciones y en general las actividades y controles que se realizan a losequipos, comprendiendo:
• Costos de mano de obra directa
• Costos de materiales y repuestos
• Costos asociados directamente a la ejecución de trabajos: consumo de energía,alquiler de equipos, etc.
• Costos de la utilización de herramientas y equipos.
Los costos de los servicios se calculan por estimación proporcional a la capacidadinstalada.
2 . - Costos indirectos
Son aquellos que no pueden atribuirse de una manera directa a una operación otrabajo específico. En Mantenimiento, es el costo que no puede relacionarse a un
2 7
mailxmail - Cursos para compartir lo que sabes
trabajo específico. Por lo general suelen ser: la supervisión, almacén, instalaciones,servicio de taller, accesorios diversos, administración, etc.
Con el fin de contabilizar los distintos costos de operación del área deMantenimiento, es necesario utilizar alguna forma para prorratearlos entre losdiversos trabajos, así se podrá calcular una tasa de consumo general por hora detrabajo directo, dividiendo este costo por el número de horas totales de mano deobra de Mantenimiento asignadas.
3.- Costos de tiempos perdidos
Son aquellos que aunque no están relacionados directamente con Mantenimientopero si están originados de alguna forma por éste; tales como:
• Paros de producción.
• Baja efectividad.
• Desperdicios de material.
• Mala calidad.
• Entregas en tiempos no prefijados (demoras).
• Pérdidas en ventas, etc.
Para ello, debe contar con la colaboración de Mantenimiento y producción, pues sedebe recibir información de tiempos perdidos o paro de máquinas, necesidad demateriales, repuestos y mano de obra estipulados en las ordenes de trabajo, asícomo la producción perdida, producción degradada.
Una buena inversión en mantenimiento no es un gasto sino una potencial fuente deutilidades. Las utilidades son máximas cuando los costos de producción sonóptimos. Existe una relación que deben tener entre si los costos de Mantenimiento:
“Mano de obra, los repuestos, los insumas, utilización de herramientas y el tiempoperdido para que su suma sea mínima”.
Uno de los costos que no encaja en los diversos costos que han quedado descritos,es la determinación o predicción del costo que puede representar el posponer elMantenimiento.
4.- Costos generales
Son los costos en que incurre la empresa para sostener las áreas de apoyo o defunciones no propiamente productivas.
Para que los gastos generales de Mantenimiento tengan utilidad como instrumentode análisis, deberán clasificarse con cuidado, a efecto de separar el costo fijo delvariable, en algunos casos se asignan como directos o indirectos.
Es cierto que los costos que asumen las áreas de mantenimiento por concepto decostos de administración se denominan costos asignados y son fijados por nivelesde autoridad que van más allá de las áreas de mantenimiento.
Y también que generalmente estos costos no se consideran debido a que ellos noson controlables por la organización de mantenimiento, pues son manejados porsistemas externos de información y su determinación es dispendiosa.
2 8
mailxmail - Cursos para compartir lo que sabes

2 9
mailxmail - Cursos para compartir lo que sabes
13. Mantenimiento industrial. Cálculo de costos
Modelo de cálculo de costos
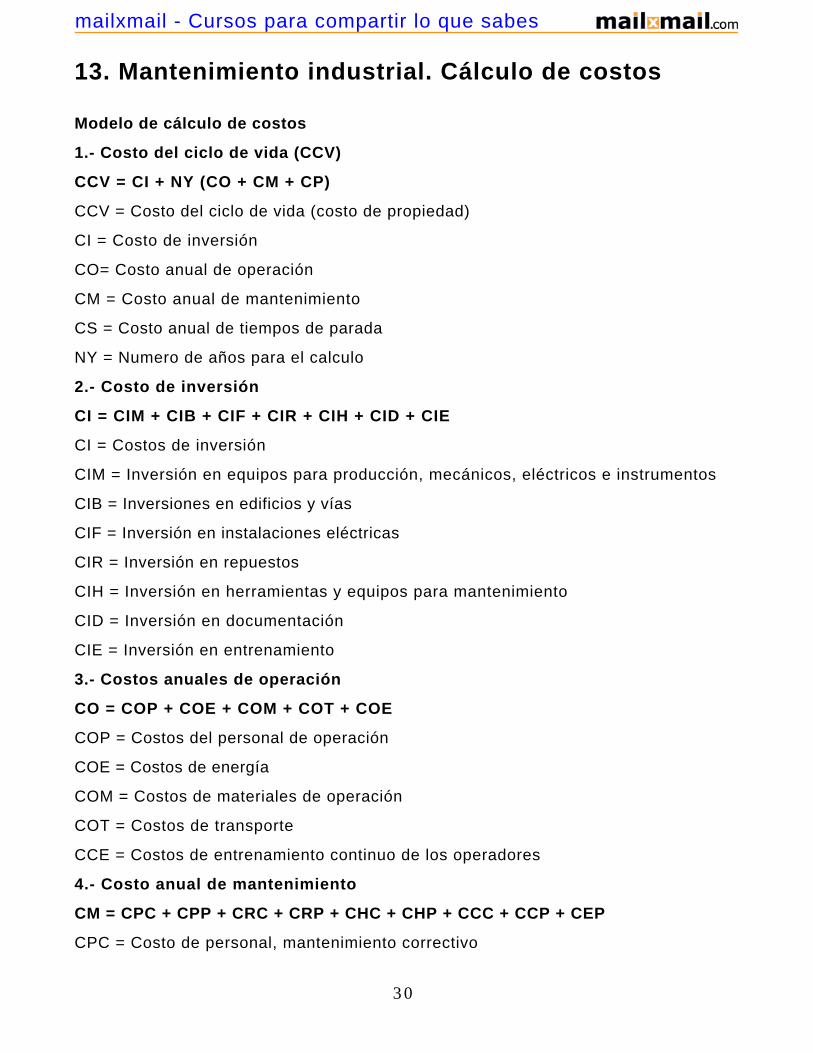
1.- Costo del ciclo de vida (CCV)
CCV = CI + NY (CO + CM + CP)
CCV = Costo del ciclo de vida (costo de propiedad)
CI = Costo de inversión
CO= Costo anual de operación
CM = Costo anual de mantenimiento
CS = Costo anual de tiempos de parada
NY = Numero de años para el calculo
2.- Costo de inversión
CI = CIM + CIB + CIF + CIR + CIH + CID + CIE
CI = Costos de inversión
CIM = Inversión en equipos para producción, mecánicos, eléctricos e instrumentos
CIB = Inversiones en edificios y vías
CIF = Inversión en instalaciones eléctricas
CIR = Inversión en repuestos
CIH = Inversión en herramientas y equipos para mantenimiento
CID = Inversión en documentación
CIE = Inversión en entrenamiento
3.- Costos anuales de operación
CO = COP + COE + COM + COT + COE
COP = Costos del personal de operación
COE = Costos de energía
COM = Costos de materiales de operación
COT = Costos de transporte
CCE = Costos de entrenamiento continuo de los operadores
4.- Costo anual de mantenimiento
CM = CPC + CPP + CRC + CRP + CHC + CHP + CCC + CCP + CEP
CPC = Costo de personal, mantenimiento correctivo
3 0
mailxmail - Cursos para compartir lo que sabes
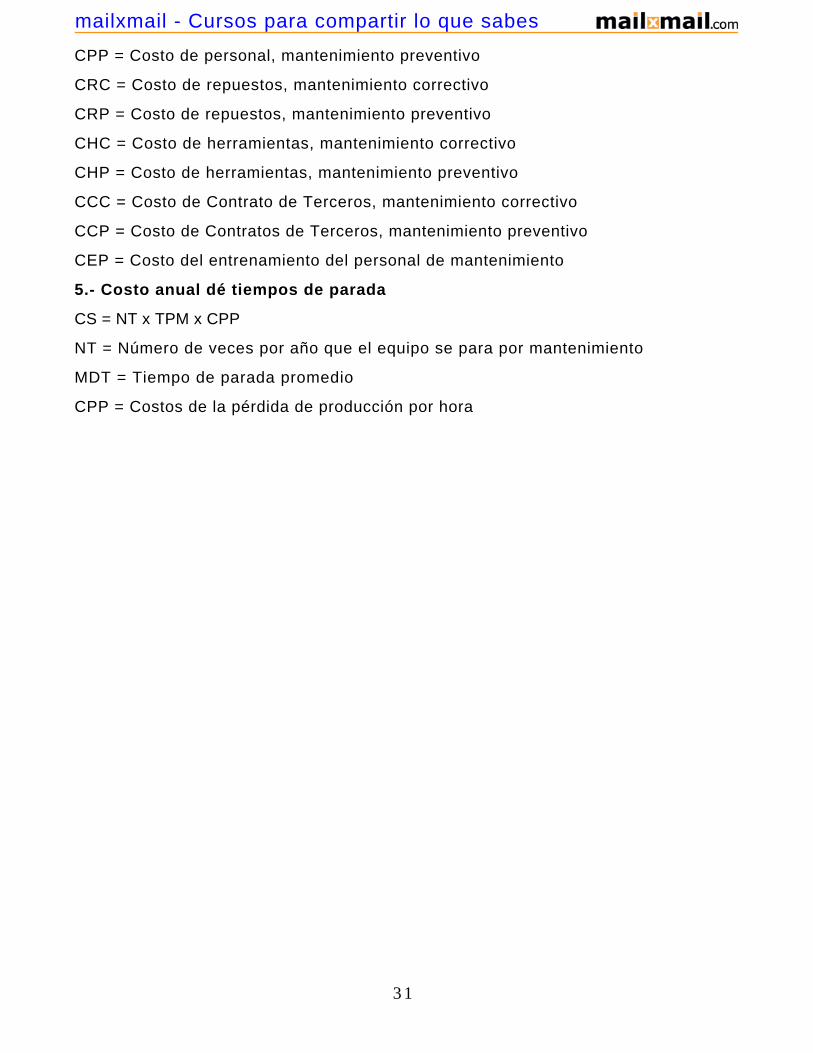
CPP = Costo de personal, mantenimiento preventivo
CRC = Costo de repuestos, mantenimiento correctivo
CRP = Costo de repuestos, mantenimiento preventivo
CHC = Costo de herramientas, mantenimiento correctivo
CHP = Costo de herramientas, mantenimiento preventivo
CCC = Costo de Contrato de Terceros, mantenimiento correctivo
CCP = Costo de Contratos de Terceros, mantenimiento preventivo
CEP = Costo del entrenamiento del personal de mantenimiento
5.- Costo anual dé tiempos de parada
CS = NT x TPM x CPP
NT = Número de veces por año que el equipo se para por mantenimiento
MDT = Tiempo de parada promedio
CPP = Costos de la pérdida de producción por hora
3 1
mailxmail - Cursos para compartir lo que sabes
14. Mantenimiento industrial. Presupuesto y control
Presupuestos y su control
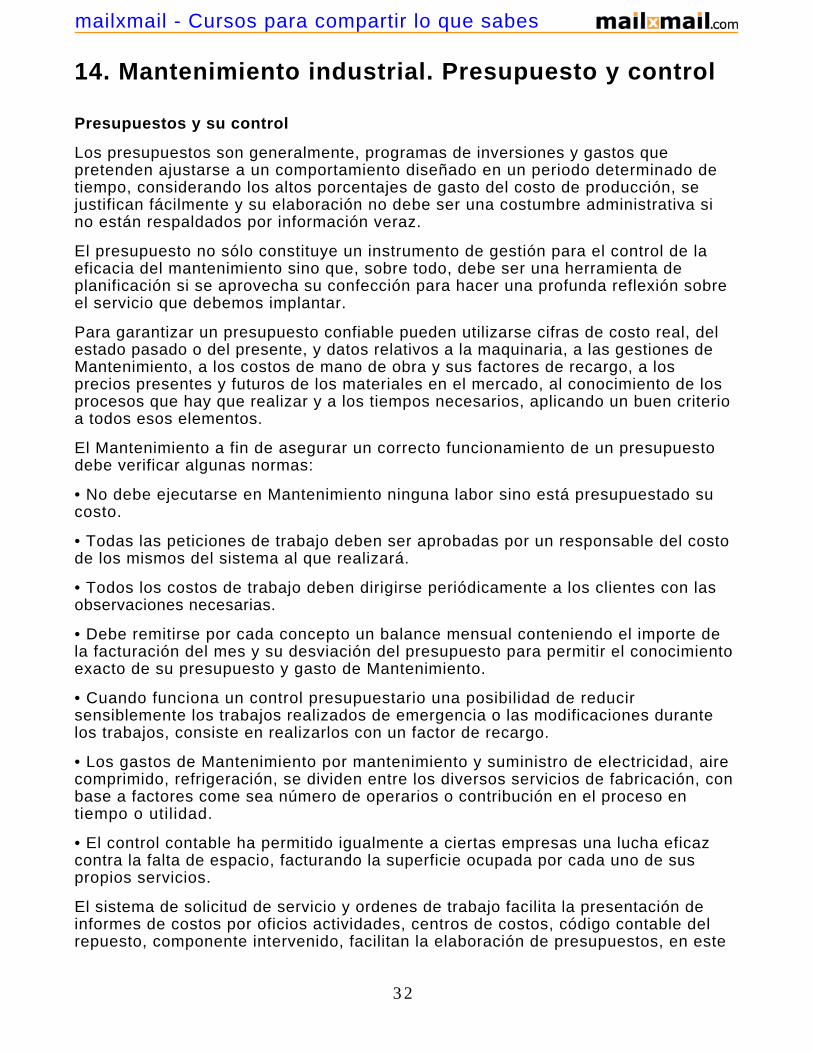
Los presupuestos son generalmente, programas de inversiones y gastos quepretenden ajustarse a un comportamiento diseñado en un periodo determinado detiempo, considerando los altos porcentajes de gasto del costo de producción, sejustifican fácilmente y su elaboración no debe ser una costumbre administrativa sino están respaldados por información veraz.
El presupuesto no sólo constituye un instrumento de gestión para el control de laeficacia del mantenimiento sino que, sobre todo, debe ser una herramienta deplanificación si se aprovecha su confección para hacer una profunda reflexión sobreel servicio que debemos implantar.
Para garantizar un presupuesto confiable pueden utilizarse cifras de costo real, delestado pasado o del presente, y datos relativos a la maquinaria, a las gestiones deMantenimiento, a los costos de mano de obra y sus factores de recargo, a losprecios presentes y futuros de los materiales en el mercado, al conocimiento de losprocesos que hay que realizar y a los tiempos necesarios, aplicando un buen criterioa todos esos elementos.
El Mantenimiento a fin de asegurar un correcto funcionamiento de un presupuestodebe verificar algunas normas:
• No debe ejecutarse en Mantenimiento ninguna labor sino está presupuestado sucosto.
• Todas las peticiones de trabajo deben ser aprobadas por un responsable del costode los mismos del sistema al que realizará.
• Todos los costos de trabajo deben dirigirse periódicamente a los clientes con lasobservaciones necesarias.
• Debe remitirse por cada concepto un balance mensual conteniendo el importe dela facturación del mes y su desviación del presupuesto para permitir el conocimientoexacto de su presupuesto y gasto de Mantenimiento.
• Cuando funciona un control presupuestario una posibilidad de reducirsensiblemente los trabajos realizados de emergencia o las modificaciones durantelos trabajos, consiste en realizarlos con un factor de recargo.
• Los gastos de Mantenimiento por mantenimiento y suministro de electricidad, airecomprimido, refrigeración, se dividen entre los diversos servicios de fabricación, conbase a factores come sea número de operarios o contribución en el proceso entiempo o utilidad.
• El control contable ha permitido igualmente a ciertas empresas una lucha eficazcontra la falta de espacio, facturando la superficie ocupada por cada uno de suspropios servicios.
El sistema de solicitud de servicio y ordenes de trabajo facilita la presentación deinformes de costos por oficios actividades, centros de costos, código contable delrepuesto, componente intervenido, facilitan la elaboración de presupuestos, en estecaso el factor incierto es la confiabilidad del registro de los documentos fuentes.
3 2
mailxmail - Cursos para compartir lo que sabes
caso el factor incierto es la confiabilidad del registro de los documentos fuentes.
Reemplazo de Equipos
Aquí se trata de evaluar el periodo óptimo de reemplazo de equipos. Ello se justificapor el incremento en los costos de mantención y operación. El criterio a utilizar es laminimización del costo medio durante la vida del equipo. Factores tales como ladepreciación y la inflación serán tomados en cuenta.
El problema de optimización inicial considera la minimización del costo global porunidad de tiempo considerando la compra, la reventa y los costos de operación ymantención del equipo considerado.
El objetivo principal, es determinar el momento de reemplazo de un equipo y lasalternativas relevantes, como reponteciamiento (overhaul), servicio externo,alianzas, desde una perspectiva global tanto técnica como económica.
En consecuencia los aspectos relevantes a considerar son:
• Las dos funciones productivas asociadas al equipo: OPERACIÓN y MANTENIMIENTO.
• El PARQUE de equipos del que forma parte.
• Las ALTERNATIVAS frente al reemplazo.
El análisis técnico-económico de la operación de un determinado proceso define unnivel de servicio expresado en unidades físicas, de tiempo o una combinación deambas; además, entrega una estimación de los tiempos de espera asociados alproceso.
Las políticas de mantenimiento y de operación determinan la confiabilidad. Además,dichas políticas establecen los costos y tiempos de mantenimiento y reparación.
Si se tiene claramente determinado el parque óptimo, se podrá desarrollar eladecuado reemplazo de equipos, buscando minimizar el costo total cuando estoocurra, así como establecer políticas de mantenimiento, inventario y confiabilidad.
Al analizar las alternativas oponentes se debe tener en cuenta el beneficio deadquirir tecnologías conocidas y el de probar nuevas. En este punto la decisión sedebe tomar con participación de mantenimiento y operaciones.
3 3
mailxmail - Cursos para compartir lo que sabes
15. Mantenimiento industrial. Repuestos
Gestión de los Repuestos
Tipos de repuestos
En textos específicos de mantenimiento es posible encontrar muchas clasificacionesdel material de repuesto (por responsabilidad dentro del equipo, por tipo deaprovisionamiento, etc.). Desde un punto de vista práctico, con el objetivo de fijar elstock de repuesto, la clasificación que podemos hacer puede ser la siguiente:
- Tipo A: Piezas que es necesario tener en stock en la planta, pues un fallosupondrá una pérdida de producción inadmisible. Este, a su vez, es convenientedividirlo en tres categorías:
- Material que debe adquirirse necesariamente al fabricante del equipo. Suelen serpiezas diseñadas por el propio fabricante.
- Material estándar. Es la pieza incorporada por el fabricante del equipo y que puedeadquirirse en proveedores locales.
- Consumibles. Son aquellos elementos de duración inferior a un año, con una vidafácilmente predecible, de bajo coste, que generalmente se sustituyen sin esperar aque den síntomas de mal estado. Su fallo y su desatención pueden provocar gravesaverías.
- Tipo B: Piezas que no es necesario tener en stock, pero que es necesario tenerlocalizadas. En caso de fallo, es necesario no perder tiempo buscando proveedor osolicitando ofertas. De esa lista de piezas que es conveniente tener localizadasdeberemos conocer, pues, proveedor, precio y plazo de entrega.
- Tipo C: Consumibles de consumo habitual. Se trata de materiales que seconsumen tan a menudo que es conveniente tenerlos cerca, pues ahorra trámitesburocráticos de compra y facilita la operatividad del departamento demantenimiento.
- Tipo D: Piezas que no es necesario prever, pues un fallo en ellas no suponeningún riesgo para la producción de la planta (como mucho, supondrá un pequeñoinconveniente).
Gestión de Stock
La gestión de stocks de repuestos, como la de cualquier stock de almacén, trata dedeterminar, en función del consumo, plazo de reaprovisionamiento y riesgo derotura del stock que estamos dispuestos a permitir, el punto de pedido (cuándopedir) y el lote económico (cuánto pedir). El objetivo no es más que determinar losniveles de stock a mantener de cada pieza de forma que se minimice el coste demantenimiento de dicho stock más la pérdida de producción por falta de repuestosdisponibles. Se manejan los siguientes conceptos:
-Lote económico de compra, que es la cantidad a pedir cada vez para optimizar elcoste total de mantenimiento del stock:
3 4
mailxmail - Cursos para compartir lo que sabes
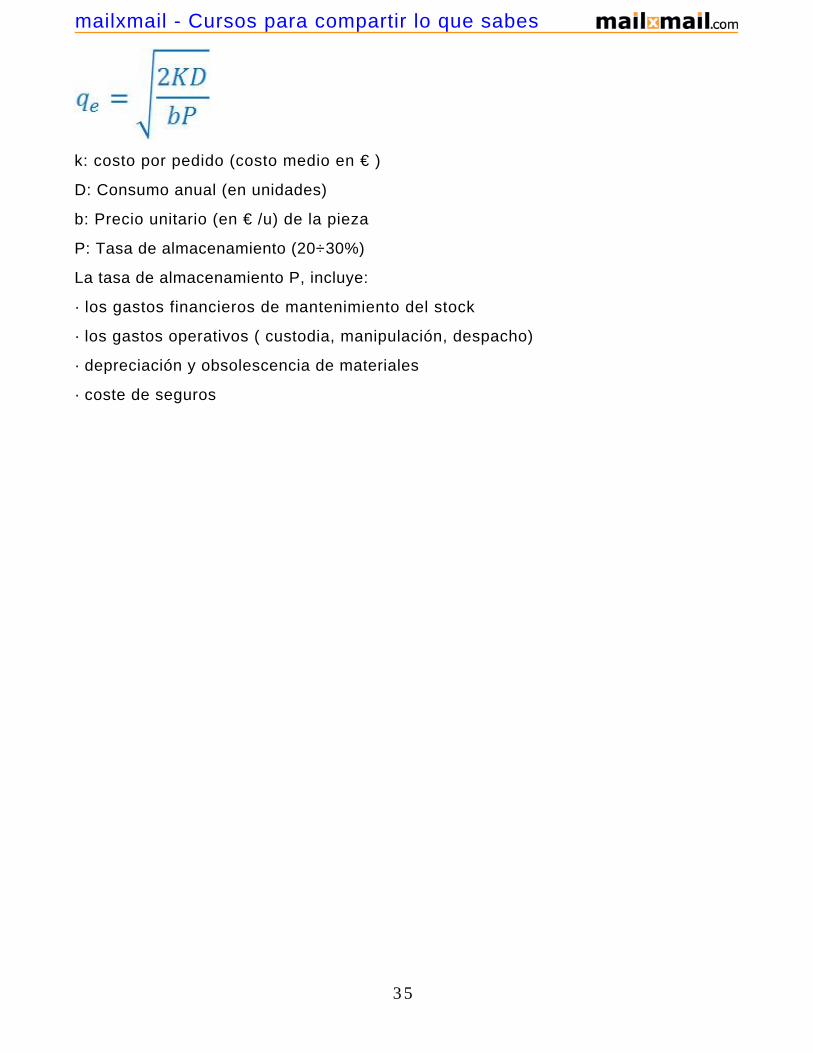
k: costo por pedido (costo medio en € )
D: Consumo anual (en unidades)
b: Precio unitario (en € /u) de la pieza
P: Tasa de almacenamiento (20÷30%)
La tasa de almacenamiento P, incluye:
· los gastos financieros de mantenimiento del stock
· los gastos operativos ( custodia, manipulación, despacho)
· depreciación y obsolescencia de materiales
· coste de seguros
3 5
mailxmail - Cursos para compartir lo que sabes
16. Mantenimiento industrial. Pedidos
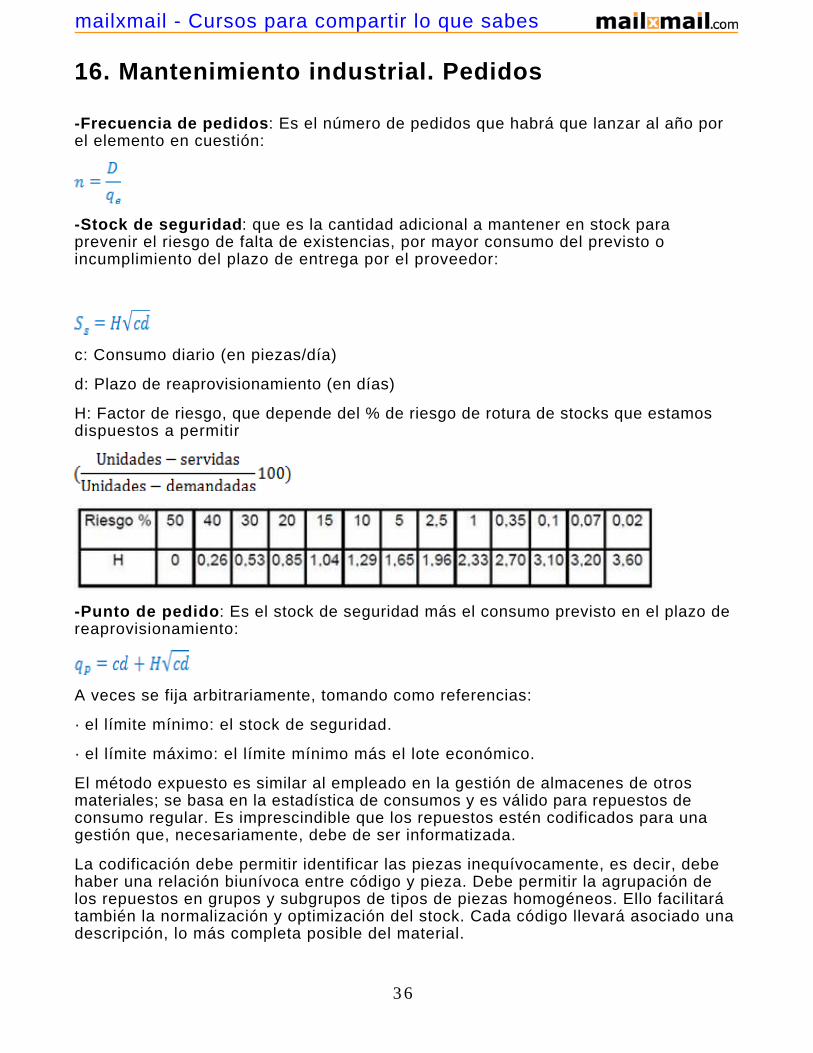
-Frecuencia de pedidos: Es el número de pedidos que habrá que lanzar al año porel elemento en cuestión:
-Stock de seguridad: que es la cantidad adicional a mantener en stock paraprevenir el riesgo de falta de existencias, por mayor consumo del previsto oincumplimiento del plazo de entrega por el proveedor:
c: Consumo diario (en piezas/día)
d: Plazo de reaprovisionamiento (en días)
H: Factor de riesgo, que depende del % de riesgo de rotura de stocks que estamosdispuestos a permitir
-Punto de pedido: Es el stock de seguridad más el consumo previsto en el plazo dereaprovisionamiento:
A veces se fija arbitrariamente, tomando como referencias:
· el límite mínimo: el stock de seguridad.
· el límite máximo: el límite mínimo más el lote económico.
El método expuesto es similar al empleado en la gestión de almacenes de otrosmateriales; se basa en la estadística de consumos y es válido para repuestos deconsumo regular. Es imprescindible que los repuestos estén codificados para unagestión que, necesariamente, debe de ser informatizada.
La codificación debe permitir identificar las piezas inequívocamente, es decir, debehaber una relación biunívoca entre código y pieza. Debe permitir la agrupación delos repuestos en grupos y subgrupos de tipos de piezas homogéneos. Ello facilitarátambién la normalización y optimización del stock. Cada código llevará asociado unadescripción, lo más completa posible del material.
3 6
mailxmail - Cursos para compartir lo que sabes
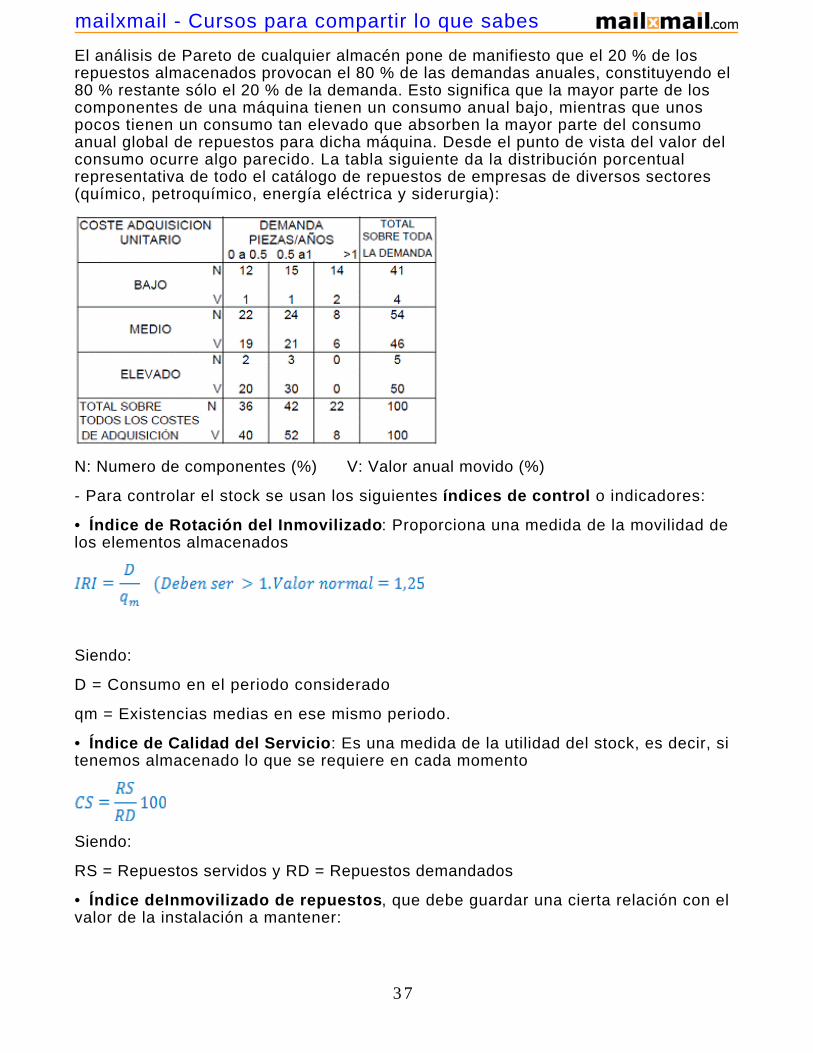
El análisis de Pareto de cualquier almacén pone de manifiesto que el 20 % de losrepuestos almacenados provocan el 80 % de las demandas anuales, constituyendo el80 % restante sólo el 20 % de la demanda. Esto significa que la mayor parte de loscomponentes de una máquina tienen un consumo anual bajo, mientras que unospocos tienen un consumo tan elevado que absorben la mayor parte del consumoanual global de repuestos para dicha máquina. Desde el punto de vista del valor delconsumo ocurre algo parecido. La tabla siguiente da la distribución porcentualrepresentativa de todo el catálogo de repuestos de empresas de diversos sectores(químico, petroquímico, energía eléctrica y siderurgia):
N: Numero de componentes (%) V: Valor anual movido (%)
- Para controlar el stock se usan los siguientes índices de control o indicadores:
• Índice de Rotación del Inmovilizado: Proporciona una medida de la movilidad delos elementos almacenados
Siendo:
D = Consumo en el periodo considerado
qm = Existencias medias en ese mismo periodo.
• Índice de Calidad del Servicio: Es una medida de la utilidad del stock, es decir, sitenemos almacenado lo que se requiere en cada momento
Siendo:
RS = Repuestos servidos y RD = Repuestos demandados
• Índice deInmovilizado de repuestos, que debe guardar una cierta relación con elvalor de la instalación a mantener:
3 7
mailxmail - Cursos para compartir lo que sabes
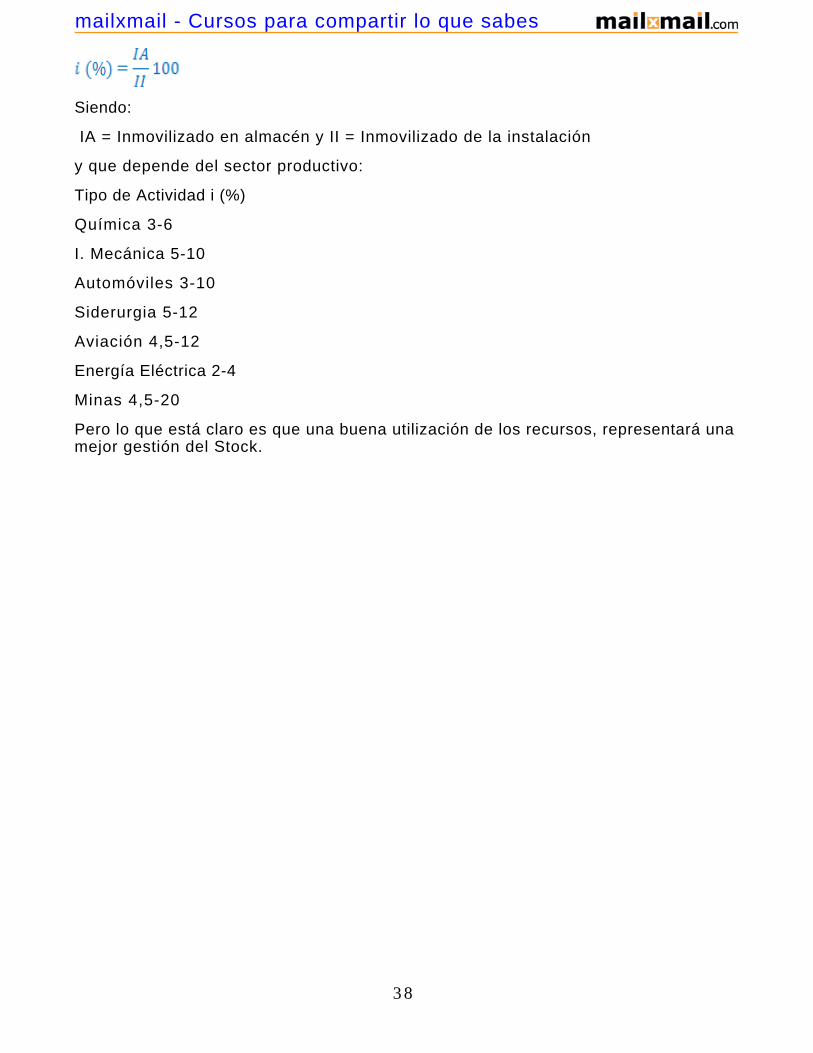
Siendo:
IA = Inmovilizado en almacén y II = Inmovilizado de la instalación
y que depende del sector productivo:
Tipo de Actividad i (%)
Química 3-6
I. Mecánica 5-10
Automóviles 3-10
Siderurgia 5-12
Aviación 4,5-12
Energía Eléctrica 2-4
Minas 4,5-20
Pero lo que está claro es que una buena utilización de los recursos, representará unamejor gestión del Stock.
3 8
mailxmail - Cursos para compartir lo que sabes
17. Instalaciones industriales
Paradas Programadas de Instalaciones Industriales
Las paradas o grandes revisiones son un caso especial de mantenimientosistemático. En general, se llevan a cabo en instalaciones que por razones deseguridad o de producción deben funcionar de forma fiable durante largos periodosde tiempo. Así, refinerías, industrias petroquímicas o centrales eléctricas sonejemplos de instalaciones que se someten de forma periódica a paradas pararealizar revisiones en profundidad. Otras empresas aprovechan determinadosperiodos de baja actividad, como las vacaciones estivales o los periodos entrecampañas, para revisar sus equipos y disminuir así la probabilidad de fallo en losmomentos de alta demanda de la instalación. La industria de automoción, o laindustria de procesamiento de productos agrícolas son claros ejemplos de esteúltimo caso.
Por esta razón, las diferentes tareas de mantenimiento, ya sean correctivas opreventivas, se agrupan y se programan para ser realizadas en unos momentos muydeterminados.
En resumen, un proyecto de parada de planta es un plan de actividades tendentes aejecutar trabajos que no pueden ser realizados durante la operación normal de laplanta de proceso y principalmente están orientados hacia el reemplazo de partes ocomponentes por vencimiento de su vida útil, inspección de equipos, incorporaciónde mejoras o modificaciones y correcciones de fallos.
Así como un proyecto, la misma debería desarrollarse en varias fases, obteniendolas salidas pertinentes en cada una.
Cabe destacar, que el éxito de un proyecto de parada de planta depende delalcance, coste, plazo, riesgo y calidad que se logren, tanto durante la planificación,programación, ejecución y control de la misma.
El componente que debemos tomar en cuenta en los proyectos de paradas de plantaes tener una visión y misión del plan estratégico de inversión. El diseño de este planlo influencian factores internos y externos que los equipos naturales de trabajodeben tomar en cuenta, tales como aspectos comerciales y financieros de laempresa, los compromisos con los clientes, las proyecciones de flujo de caja y laflexibilidad requerida en cuanto a la fecha de ejecución y duración de la parada.
Los proyectos de paradas de planta se conocen con diferentes nombres según laindustria: Shutdown, Shut-in, Down-Turn, Turnaround u Outage, es el momentodonde los departamentos de la empresa sonríen o revelan sus fallos funcionales. Esla razón de que algunos directores y gerentes de mantenimiento y operacionestemen a estos períodos de paradas. “Todos los ojos está sobre los trabajos quehacen”
La aplicación del Project Management es una nueva forma de dirección y gestión deproyectos de paradas de planta, lo que significa una constante búsqueda de nuevasy novedosas formas de incrementar la confiabilidad, disponibilidad y vida útil deplantas y equipos industriales, siempre a través de un control efectivo de coste,plazo, riesgo y calidad.
3 9
mailxmail - Cursos para compartir lo que sabes




![Manual de Mantenimiento Industrial %c2%a1excelente![1]](https://static.fdocuments.es/doc/165x107/55cf96e7550346d0338e9179/manual-de-mantenimiento-industrial-c2a1excelente1.jpg)