Mantenimiento Industrial (2/3) -...
81
Mantenimiento Industrial (2/3) Autor: ANTONIO ROS MORENO 1 mailxmail - Cursos para compartir lo que sabes
Transcript of Mantenimiento Industrial (2/3) -...
Mantenimiento Industrial (2/3)Autor: ANTONIO ROS MORENO
1
mailxmail - Cursos para compartir lo que sabes
Presentación del curso
En el mantenimiento industrial, la implantación de una estrategia de mantenimiento preventivo para aumentar la vida de los componentes de toda industriaindustria, es imprescindible para mejorar la disponibilidad de equipospara mayorproductividad.
Con este curso aprenderemos las técnicas específicas de mantenimiento porque en mantenimiento industrial la fiabilidad es la probabilidad de que un sistema oproducto funcione.
Conoceremos que el tiempo necesario para la resolución de una avería se consumeen su diagnostico, en identificar el problema y proponer una solución, todo esto acargo del departamento de mantenimiento industrial. Los mecanismos de daño enlos materiales se deben principalmente a deformación plástica, formación ypropagación de grietas, corrosión y/o desgaste.
En el mantenimiento industrial es vital la planificación, el uso de normas decalidad, así como la implementación de un sistema informático, esto generara unproducto de mejor calidad, cantidad y con costos más bajos.
2
mailxmail - Cursos para compartir lo que sabes
1. Técnicas específicas de mantenimiento
En la situación actual es imprescindible, tanto en las grandes como en las medianasempresas, la implantación de una estrategia de mantenimiento predictivo paraaumentar la vida de sus componentes, mejorando así la disponibilidad de susequipos y su confiabilidad, lo que repercute en la productividad de la planta.
El llamado mantenimiento predictivo o mantenimiento basado en la condición delos equipos; se basa en realizar mediciones periódicas de algunas variables físicasrelevantes de cada equipo mediante los sensores adecuados y, con los datosobtenidos, se puede evaluar el estado de confiabilidad del equipo.
Su objetivo es ofrecer información suficiente, precisa y oportuna para la toma dedecisiones. Predecir significa “ver con anticipación”. Con el conocimiento de lacondición de cada equipo podemos hacer “el mantenimiento adecuado en elmomento adecuado” anticipándonos a los problemas. Por eso se dice que es unmantenimiento informado.
En una organización las estrategias de mantenimiento correctivo, preventivo ypredictivo no son excluyentes, si no que cuando una empresa se plantea quéestrategia de mantenimiento seguir, normalmente la respuesta es una combinaciónde los tres tipos de mantenimiento anteriores.
En este marco, es necesario exponer algunas de las más importantes técnicasaplicables en el mantenimiento industrial, imprescindibles para avanzar por elcamino anticipativo y de mejora continua.
Entre las técnicas más importantes podemos citar las siguientes:
- Análisis de fiabilidad de equipos.
- Alineación de ejes.
- Equilibrado de rotores.
- Mto. Correctivo: Diagnóstico de fallos en equipos.
- Mto. Correctivo: Mecanismos de desgaste y técnicas de protección.
- Análisis de averías.
- Técnicas de mantenimiento predictivo.
- Inspecciones visuales y lectura de indicadores.
- Inspecciones boroscópicas.
- Diagnóstico de averías por análisis de la degradación y contaminación del aceite.
- Diagnóstico de averías por análisis de vibraciones.
- Termografía infrarroja.
3
mailxmail - Cursos para compartir lo que sabes
2. Mantenimiento industrial. Fiabilidad del equipo
Análisis de Fiabilidad de Equipos
El concepto más conocido para definir que es fiabilidad es: “La probabilidad de queun equipo o sistema opere sin fallos durante un tiempo (t) determinado, enunas condiciones ambientales dadas”. Más sencillamente, fiabilidad es laprobabilidad de que un sistema o producto funcione.
La teoría de la fiabilidad es el conjunto de teorías y métodos matemáticos yestadísticos, procedimientos y prácticas operativas que, mediante el estudio de lasleyes de ocurrencia de fallos, están dirigidos a resolver problemas de previsión,estimación y optimización de la probabilidad de supervivencia, duración de vidamedia y porcentaje de tiempo de buen funcionamiento de un sistema.
Para evaluar la fiabilidad se usan dos procedimientos:
a) Usar datos históricos. Si se dispone de muchos datos históricos de aparatosiguales durante un largo período no se necesita elaboración estadística. Si sonpocos aparatos y poco tiempo hay que estimar el grado de confianza.
b) Usar la fiabilidad conocida de partes para calcular la fiabilidad del conjunto. Seusa para hacer evaluaciones de fiabilidad antes de conocer los resultados reales.
En conclusión, la planificación de la fiabilidad exige la comprensión de lasdefiniciones fundamentales.
1. Cuantificación de la fiabilidad en términos de probabilidad.
2. Clara definición de lo que es un buen funcionamiento.
3. Del ambiente en que el equipo ha de funcionar.
4. Del tiempo requerido de funcionamiento entre fallos.
Si no es así, la probabilidad es un número carente de significado para los sistemas yproductos destinados a funcionar a lo largo del tiempo.
Alineación de Ejes
Importancia de la alineación
Para conseguir un funcionamiento suave en dos máquinas acopladas esimprescindible que los ejes de las mismas estén dentro de unos límites admisiblesen su alineación. Los límites son más estrechos cuanto mayor velocidad y/opotencia tengan las máquinas acopladas.
El propósito de alineación de los ejes es impedir vibraciones excesivas y el falloprematuro de piezas de la máquina.
La desalineación es sin duda una de las causas principales de problemas enmaquinaria. Estudios han demostrado que un 50 % de problemas en maquinaria soncausa de desalineación y que un 90 % de las máquinas corren fuera de lastolerancias de alineación permitidos.
Una máquina desalineada puede costar desde un 20 % a un 30 % de tiempo de paro
4
mailxmail - Cursos para compartir lo que sabes
no programado, partes de repuesto, inventarios y consumo de energía.
Concepto de alineación y tipos de desalineamiento
La alineación de ejes es el proceso de ajuste de la posición relativa de dosmáquinas acopladas (por ejemplo, un motor y una bomba) de manera que las líneascentrales de sus ejes formen una línea recta cuando la máquina está en marcha atemperatura de funcionamiento normal.
Los posibles desalineamientos (desviaciones de la condición de alineamiento ideal)que se pueden presentar son:
• Radial o Paralelo (ejes desplazados paralelamente - Offset).
• Angular (ejes angulados entre sí).
• Combinación de los anteriores (Offset + Angular).
Toda operación de alineamiento que se efectúe de forma racional debe seguir, almenos, los 4 pasos siguientes:
• Medición de las magnitudes y dirección de las desviaciones (debidas a losdesplazamientos paralelos y angulares de los ejes en los planos vertical yhorizontal).
• Cálculo de los desplazamientos de corrección.
• Efectuar dicho desplazamiento.
• Comprobar la alineación.
Para corregir los diferentes tipos de desalineación existen diferentes métodos entrelos que se pueden destacar, de menor a mayor precisión, los siguientes:
- Regla y nivel.
- Reloj comparador.
- Sistema de rayo láser.
5
mailxmail - Cursos para compartir lo que sabes
3. Métodos para corrección alineación
Regla y nivel
Es un sistema de alineamiento rápido, utilizado en los casos en los que losrequisitos de montaje no son exigentes, dado que es poco preciso.
El proceso de alineamiento es como sigue:
• Los ejes, con los platos calados, se aproximan hasta la medida que se especifique.
• Con una regla de acero y un nivel, se sitúan en las generatrices laterales quepodemos denominar Este y Oeste (ó 3 y 9) y se irá corrigiendo hasta que losconsideremos alineados.
• Se comprueba el paralelismo de los platos midiendo en cuatro puntos a 90°.
• Si en el plano Norte-Sur no tenemos el nivel a cero, quiere decir que el mecanismoestá “CAÍDO” o “LEVANTADO”, por lo que habrá que colocar forros donde senecesite para que los dos platos queden paralelos.
Reloj comparador
Se trata de un instrumento medidor que transmite el desplazamiento lineal delpalpador a una aguja indicadora, a través de un sistema piñón-corredera.
El reloj comparador consiste en una caja metálica atravesada por una varilla opalpador desplazable axialmente en algunos milímetros (10 mm. paracomparadores centesimales y 1 mm. para comparadores milesimales). En sudesplazamiento la varilla hace girar, por medio de varios engranajes, una aguja queseñalará sobre una esfera dividida en 100 partes el espacio recorrido por elpalpador, de tal forma que una vuelta completa de la aguja representa 1 mm. dedesplazamiento del palpador y, por consiguiente, una división de la esferacorresponde a 0.01 mm. de desplazamiento del mismo. Una segunda aguja máspequeña indica milímetros enteros.
Movimientos del palpador hacia el comparador serán positivos, girando la aguja enel sentido del reloj. Movimientos hacia el exterior serán negativos, desplazándose laaguja en sentido antihorario.
El modo de usarlo para medir la desalineación radial (paralela) es haciéndolosolidario a uno de los ejes (Eje A) mediante un adaptador (base magnética),descansando el palpador en el diámetro exterior del otro eje (Eje B). Montado deesta forma se gira 360º el eje A, tomando lecturas cada 90º. Dichas lecturas nosdarán la posición relativa del eje B respecto de la proyección del eje A en la secciónde lectura. Para medir la desalineación axial (angular) se procede de igual manerapero descansando el palpador en la cara frontal del plato.
Los principales métodos de alineación en los que se emplea el reloj comparadorpara medir la desalineación son:
1 . - Alineación mediante reloj radial y galgas (método Brown-Boveri).
2 - . Alineación mediante relojes radiales alternados (Método Indicador Inverso).
3 - . Alineación mediante cara y borde (Método Radial-Axial)
6
mailxmail - Cursos para compartir lo que sabes
3 - . Alineación mediante cara y borde (Método Radial-Axial)
Sistema de rayo láser
Los métodos de alineación con el uso de láser suponen una mejora destacable delos métodos tradicionales. Un alineador de ejes láser realiza una alineación másrápida y precisa que los métodos tradicionales. Los alineadores de contacto utilizantransductores “comunicadores electrónicos de posición”, semejantes al relojcomparador. Estos elementos se utilizan cada día más y cada casa comercial tienesu modelo con sus debidas instrucciones de utilización.
El equipo a utilizar, por ejemplo, puede ser el OPTALIGN, de Prüftechnik AG. Constade una unidad Láser/Detector, que montada en el eje de la máquina estacionaria,emite un rayo láser, que es dirigido al prisma montado en el eje de la máquina quedebe ser movida; donde es reflejado hacia el detector. Un computador recibe lainformación del detector y suministra todos los datos necesarios para un alineadopreciso.
El láser es de semiconductores Ga-Al-As, y emite luz en la zona del rojo visible(longitud de onda 670 nm). Su potencia es del orden de pocos mW.
7
mailxmail - Cursos para compartir lo que sabes
4. Mantenimiento industrial. Equilibrado rotores (1/2)
Equilibrado de Rotores
Importancia del equilibrado
Si la masa de un elemento rotativo está regularmente distribuida alrededor del ejede rotación, el elemento está equilibrado y gira sin vibración.
Si existe un exceso de masa a un lado del rotor, la fuerza centrífuga que genera nose ve compensada por la del lado opuesto más ligero, creando un desequilibrio queempuja al rotor en la dirección más pesada. Se dice entonces que el rotor estádesequilibrado.
El desequilibrio de piezas rotativas genera unas fuerzas centrífugas que aumentancon el cuadrado de la velocidad de rotación y se manifiesta por una vibración ytensiones en el rotor y la estructura soporte. Las consecuencias pueden ser muyseveras:
- Desgaste excesivo en cojinetes, casquillos, ejes y engranajes.
- Fatiga en soportes y estructura.
- Disminución de eficiencia.
- Transmisión de vibraciones al operador y otras máquinas.
Para minimizar el efecto de las fuerzas de excitación es necesario añadir masaspuntuales de equilibrado que compensen el efecto de las fuerzas de inercia dedesequilibrio, de manera que los ejes y apoyos no reciban fuerzas de excitación o, almenos, éstas sean mínimas.
Por tanto el equilibrado tiene por objeto:
- Incrementar la vida de cojinetes.
- Minimizar las vibraciones y ruidos.
- Minimizar las tensiones mecánicas.
- Minimizar las pérdidas de energía.
- Minimizar la fatiga del operador.
Tipos de desequilibrio
La norma ISO 1925 describe cuatro tipos de desequilibrio, mutuamente excluyentes.
a) Desequilibrio Estático
La condición de desequilibrio estático se da cuando el eje principal de inercia delrotor se encuentra desplazado paralelamente al eje del árbol. También llamadodesequilibrio de fuerza.
Se corrige colocando una masa correctora en lugar opuesto al desplazamiento delcentro de gravedad (C.G.), en un plano perpendicular al eje de giro y que corte alC.G.
8
mailxmail - Cursos para compartir lo que sabes

b) Desequilibrio de Par
Un par desbalanceado se presenta cuando el eje principal de inercia del rotor y eleje del árbol interceptan en el centro de gravedad del rotor pero no son paralelos.También llamado desequilibrio de momento.
Dos masas de desequilibrio en distintos planos y a 180º una de otra. Para sucorrección se precisa un equilibrado dinámico. No se pueden equilibrar con una solamasa en un solo plano. Se precisan al menos dos masas, cada una en un planodistinto y giradas 180º entre sí. En otras palabras, el par de desequilibrio necesitaotro par para equilibrarlo. Los planos de equilibrado pueden ser cualesquiera, contal que el valor del par equilibrador sea de la misma magnitud que el desequilibrioexistente.
9
mailxmail - Cursos para compartir lo que sabes
5. Mantenimiento industrial. Equilibrado rotores (2/2)
c) Desequilibrio Cuasi-Estático
Existe cuando el eje principal de inercia intercepta el eje de giro pero en un puntodistinto al centro de gravedad. Representa una combinación de desequilibrioestático y desequilibrio de par. Es un caso especial de desequilibrio dinámico.
d) Desequilibrio Dinámico
Existe cuando el eje principal de inercia no es ni paralelo al eje de giro ni lo corta enningún punto: dos masas en distintos planos y no diametralmente opuestas. Es elmás común de los desequilibrios y necesita equilibrarse necesariamente en, almenos, dos planos perpendiculares al eje de giro.
Reducción del desequilibrado
El propósito del equilibrado, como se ha apuntado, consiste en alterar ladistribución de masas de un rotor a fin de evitar la generación de fuerzas en lossoportes como resultado del movimiento de rotación. Dicho propósito solo puedeser aproximado, ya que un cierto desequilibrio permanece siempre en el rotor.
El equilibrado de rotores trata de conseguir la reducción del desequilibrio, en elmenor tiempo posible, hasta los valores permisibles del desequilibrio permanente.La Relación de la Reducción del Desequilibrio (RRD) es:
donde U1 es el desequilibrio inicial y U2 es el desequilibrio permanente después delequilibrado.
La reducción en el desequilibrio o RRD, se refiere siempre a un plano de equilibrado.A mayor eficiencia en el equilibrado, mayor RRD. En los casos favorables se puedenalcanzar valores superiores al 90%.
El desequilibrio residual admisible para rotores rígidos está establecido por lanorma ISO 1940 (Calidad de Equilibrado de Rotores Rígidos), para rotores flexiblesse aplica la norma ISO 5343 (conjuntamente con ISO 1940 e ISO 5406) y pararotores acoplados entre sí, con velocidad crítica diferentes en cada caso, hay queaplicarles las normas a cada uno por separado.
Máquinas de Equilibrado
La máquina para equilibrar debe indicar, en primer lugar, si una pieza estáequilibrada. En caso de no estarlo, la máquina debe medir el desequilibrio,indicando su magnitud y ubicación.
La clasificación más común que se realiza de los distintos tipos de máquinas deequilibrado es:
- Máquinas de equilibrado estático.
- Máquinas de equilibrado dinámico.
1 0
mailxmail - Cursos para compartir lo que sabes
Las máquinas para equilibrado estático se utilizan sólo para piezas cuyasdimensiones axiales son pequeñas (disco delgado), como por ejemplo: engranes,poleas, ruedas, levas, ventiladores, volantes e impulsores. Reciben también elnombre de máquinas de equilibrado en un solo plano. Si se deben montar variasruedas sobre un eje que va a girar, las piezas deberán equilibrarse estáticamente deforma individual antes de montarlas.
El equilibrado estático es en esencia un proceso de pesado en el que se aplicaa la pieza una fuerza de gravedad o una fuerza centrífuga. En el conjuntodisco-eje, la localización del desequilibrio se encuentra con la ayuda de la fuerza degravedad. Otro método sería hacer girar al disco a una velocidad predeterminada,pudiéndose medir las reacciones en los cojinetes y luego utilizar sus magnitudespara indicar la magnitud del desequilibrio. Como la pieza está girando cuando serealizan las mediciones, se usa un estroboscopio para indicar la ubicación de lacorrección requerida.
Para grandes cantidades de piezas, se puede utilizar un sistema de péndulo; el queproporciona tanto la magnitud como la ubicación del desequilibrio y en el que no esnecesario hacer girar la pieza. La dirección de la inclinación da la ubicación deldesequilibrio y el ángulo indica la magnitud.
En cuanto a las máquinas de equilibrado dinámico, pueden señalarse tres métodosde uso general en la determinación de las correcciones en dos planos que son: bastidor basculante, punto nodal y compensación mecánica.
También se puede equilibrar una máquina “in situ”, equilibrando un solo plano cadavez. En tal caso, sin embargo, los efectos cruzados y la interferencia de los planosde corrección a menudo requieren que se equilibre cada extremo del rotor dos otres veces para alcanzar resultados satisfactorios. Además, algunas máquinaspueden llegar a necesitar hasta una hora para alcanzar su velocidad de régimen, yesto introduce más demoras en el procedimiento de equilibrado.
Por otra parte, el equilibrado “in situ” es necesario para rotores muy grandes paralos que las máquinas de equilibrado no resulten prácticas. Incluso, aun cuando los rotores de alta velocidad se equilibren en el taller durante su fabricación, confrecuencia resulta necesario volverlos a equilibrar “in situ” debido a ligerasdeformaciones producidas por el transporte, por fluencia o por altas temperaturasde operación.
1 1
mailxmail - Cursos para compartir lo que sabes
6. Mantenimiento industrial. Fallo de equipos
Diagnóstico de Fallos en Equipos
No es posible gestionar adecuadamente un departamento de mantenimiento si nose establece un sistema que permita atender las necesidades de mantenimientocorrectivo (la reparación de averías) de forma eficiente. De poco sirven nuestrosesfuerzos para tratar de evitar averías si, cuando estas se producen, no somoscapaces de proporcionar una respuesta adecuada. Debemos recordar, además, queun alto porcentaje de las horas-hombre dedicadas a mantenimiento se emplean enla solución de fallos en los equipos que no han sido detectados por mantenimiento,sino comunicados por el personal de producción. En la industria en general, esteporcentaje varía mucho entre empresas: desde aquellas en las que el 100% delmantenimiento es correctivo, no existiendo ni tan siquiera un Plan de Lubricación,hasta aquellas, muy pocas, en las que todas las intervenciones son programadas.
Gestionar con eficacia el mantenimiento correctivo significa:
- Realizar intervenciones con rapidez, que permitan la puesta en marcha del equipoen el menor tiempo posible (MTTR, tiempo medio de reparación, bajo)
- Realizar intervenciones fiables, y adoptar medidas para que no se vuelvan aproducir estas en un periodo de tiempo suficientemente largo (MTBF, tiempo medioentre fallos, grande)
- Consumir la menor cantidad posible de recursos (tanto mano de obra comomateriales)
El tiempo necesario para la puesta a punto de un equipo tras una avería sedistribuye de la siguiente manera:
1.- Tiempo de detección.
2.- Tiempo de comunicación.
3.- Tiempo de espera.
4.- Diagnóstico de la avería.
5.- Acopio de herramientas y medios técnicos necesarios.
6.- Acopio de repuestos y materiales.
7.- Reparación de la avería.
8.- Pruebas funcionales.
9.- Puesta en servicio.
10.- Redacción de informes.
Es fácil entender que en el tiempo total hasta la resolución del incidente o avería, eltiempo de reparación puede ser muy pequeño en comparación con el tiempo total.También es fácil entender que la Gestión de Mantenimiento influye decisivamente eneste tiempo: al menos 7 de los 10 tiempos anteriores se ven afectados por laorganización del departamento.
1 2
mailxmail - Cursos para compartir lo que sabes
En el tiempo necesario para la resolución de una avería hay una parte importanteque se consume en su diagnostico, en identificar el problema y proponer unasolución. En averías evidentes, este tiempo pasa desapercibido, es despreciablefrente al tiempo total. Pero en muchas ocasiones el tiempo necesario para saber queocurre puede ser significativo:
- En caso de instalaciones nuevas, poco conocidas.
- En caso de emplear personal distinto del habitual.
- En caso de averías poco evidentes (averías que tienen que ver con lainstrumentación, por ejemplo).
El personal, con el paso del tiempo, va aprendiendo de su propia experiencia, siendouna realidad que el diagnóstico de una avería suele hacerlo más rápidamente elpersonal que más tiempo lleva en la planta. Si la experiencia acumulada por elpersonal de mantenimiento se almacena en sus cabezas, nos exponemos a algunospeligros:
- Rotación del personal. El personal cambia de empresas, de puestos, etc., y con él,puede marcharse la experiencia acumulada en la resolución de averías
- Periodos de vacaciones y bajas. Si la experiencia se almacena exclusivamente enlas mentes del personal, ante una baja, un descanso o unas vacaciones podemosquedarnos sin esa experiencia necesaria
- Olvidos. La mente es un soporte frágil, y un operario puede no acordarse conexactitud de cómo resolvió un problema determinado
- Incorporación de personal: el personal de nueva incorporación deberá formarse allado de los operarios que más tiempo llevan en la planta. Esta práctica tanextendida no es a menudo la más recomendable. Un buen operario no tiene por quéser un buen profesor. Si, por otro lado, debemos esperar a que a un operario leocurran todas las averías posibles para tenerlo perfectamente operativo,transcurrirán años hasta llegar al máximo de su rendimiento.
Por todo ello, es conveniente recopilar la experiencia acumulada en lasintervenciones correctivas en documentos que permitan su consulta si el mismoproblema vuelve a surgir. Estos documentos, que pueden denominarse LISTAS DEAYUDA AL DIAGNÓSTICO, recogerían así los datos más importantes en la reparaciónde un problema.
En estas listas de ayuda deben detallarse, al menos:
- Los síntomas de la avería, en palabras sencillas. Debe estar indicado lo queobserva el operario: la manifestación del fallo y las condiciones anómalas que se danrelacionadas con este.
- Las causas que pueden motivar ese fallo. Como ejemplo, indicaríamos bloqueo derodamientos en la bomba, bloqueo de rodamientos en el motor, etc.
- Las posibles soluciones al problema. En el ejemplo considerado, la solución sería:desacoplar motor y bomba, comprobar qué eje no gira libremente, desmontar ycambiar rodamientos, montar, acoplar y alinear.
Como veremos en el apartado correspondiente, los fallos más importantes de unaplanta deben ser analizados, para tratar de buscar medidas preventivas que traten
1 3
mailxmail - Cursos para compartir lo que sabes
planta deben ser analizados, para tratar de buscar medidas preventivas que tratende evitarlos en el futuro. No obstante, y como decíamos al inicio de este apartado,un buen sistema de mantenimiento debe contemplar la resolución rápida de averías,y uno de los medios para lograrlo es poder diagnosticar rápidamente el fallo yaportar una solución.
En los siguientes apartados, intentaremos análizar los fallos en componentesmecánicos y averías que se pueden producir en máquinas de procesos.
1 4
mailxmail - Cursos para compartir lo que sabes
7. Fallos en componentes mecánicos (1/2)
Análisis de fallos en componentes mecánicos
Del conjunto de elementos mecánicos de las máquinas de procesos hemosseleccionado aquellos componentes más expuestos a averías y que suelen estarimplicados en la mayoría de los fallos de los equipos:
- Rodamientos
- Cojinetes
- Engranajes
- Acoplamientos
- Cierres mecánicos
1.- AVERÍAS EN RODAMIENTOS
Los rodamientos se encuentran entre los componentes más importantes de lasmáquinas.
En condiciones normales el fallo de un rodamiento sobreviene por fatiga delmaterial, resultado de esfuerzos de cortadura que surgen cíclicamente debajo de lasuperficie que soporta la carga. Después de algún tiempo, estos esfuerzos causangrietas que se extienden hasta la superficie. Conforme los elementos rodantesalcanzan las grietas, provocan roturas del material (desconchado) y finalmente dejael rodamiento inservible.
Sin embargo la mayor parte de los fallos en rodamientos tienen una causa raízdistinta que provoca el fallo prematuro. Es el caso de desgaste apreciable porpresencia de partículas extrañas o lubricación insuficiente, vibraciones excesivas delequipo y acanalado por paso de corriente eléctrica.
La mayor parte de los fallos prematuros son debidos a defectos de montaje:
- golpes
- sobrecargas
- apriete excesivo
- falta de limpieza
- desalineación
- ajuste inadecuado
- errores de forma en alojamientos
Cada una de las diferentes causas de averías del rodamiento genera su propio ypeculiar deterioro. Tal deterioro conocido como daño primario, da lugar después adaños secundarios que inducen a la avería-desconchado y roruras. También eldeterioro inicial puede exigirnos prescindir del rodamiento, por ejemplo, debido aun juego interno excesivo, vibración, ruido y así sucesivamente. Un rodamientoaveriado, ostenta frecuentemente una combinación de daño inicial y daño
1 5
mailxmail - Cursos para compartir lo que sabes
secundario.
Los tipos de daños pueden clasificarse como siguen:
Daño inicial o primario
- Desgaste: Es causado principalmente por deslizamiento abrasivo, incluyendo lascaras y pestañas de los rodillos, la superficie de la ventana de la jaula y la superficiede la rodadura. El desgaste debido a la contaminación por materias extrañas y lacorrosión, no sólo ocurre en la superficie en deslizamiento, si no también en lassuperficies de los elementos rodantes.
- Indentación: Es causado principalmente por deslizamiento abrasivo, incluyendo lascaras y pestañas de los rodillos, la superficie de la ventana de la jaula y la superficiede la rodadura. El desgaste debido a la contaminación por materias extrañas y lacorrosión, no sólo ocurre en la superficie en deslizamiento, si no también en lassuperficies de los elementos rodantes.
- Adherencia: Es un tipo de avería donde partes de los rodamientos son fundidas yadheridas a otras; es causado por el calor anormal o por el estado áspero de lassuperficies y como resultado los rodamientos no pueden rotar libremente.
- Fatiga superficial: Es un fenómeno en el que se porducen pequeños agujeros conuna profundidad aproximada de 0.1 mm sobre la superficie de rodadura debido a lafatiga rodante.
- Corrosión: Es un fenómeno de oxidación o disolución que ocurre en la superficiemetálica y es causado por la acción química (reacción electroquímica, incluyendocombinaciones o cambios estructurales) de ácidos o bases.
- Daño por corriente eléctrica: Es un fenómeno en el cual la superficie delrodamiento es parcialmente derretida por chispas generadas cuando una corrienteeléctrica pasa por el rodamiento y atraviesa la delgada película de lubricante en elpunto de contacto rodante.
Daño secundario
- Desconchado (descascarillado): Es un fenómeno en el cual la superficie delrodamiento se torna escamosa y arrugada debido al desprendimiento del material,consecuencia del contacto repetitivo de un esfuerzo o carga sobre las superficies derodadura de los aros y elementos rodantes durante la rotación. La presencia deldesconche es una indicación de que está próximo el fin de la vida de servicio delrodamiento.
- Roturas: Incluyen fracturas por deslizamiento, rajaduras y roturas.
1 6
mailxmail - Cursos para compartir lo que sabes
8. Fallos en componentes mecánicos (2/2)
2.- AVERÍAS EN COJINETES ANTIFRICCIÓN
Los esfuerzos a los que se ven sometidos los rodamientos al funcionar a altasvelocidades, soportando cargas combinadas en forma cíclica, rozamientos,impactos, temperaturas, etc., hacen que se generen fallas por fatiga superficial delos elementos en contacto.
Por tal motivo, a los efectos de establecer parámetros que permitan conocer elcomportamiento que tendrá un rodamiento, su velocidad, duración y resistenciadentro de los límites impuestos por la tecnología aplicada, se han definido,basados sobre todo en resultados experimentales, distintos conceptos estadísticosque hay que tener en cuenta cuando se elija un cojinete de este tipo.
Así, para establecer la resistencia del mismo se han definido los conceptos decargas soportadas por el rodamiento, como la capacidad de carga estática, la capacidad de carga dinámicacapacidad de carga dinámica y la carga equivalente, en tanto que para determinar suduración se define el concepto de vida del rodamiento.
Los modos de fallos típicos en este tipo de elementos son:
- desgaste
- corrosión
- deformación
- rotura/separación y las causas están relacionadas con los siguientes aspectos:
- montaje
- condiciones de trabajo
- sellado
- lubricación
3.- AVERÍAS EN ENGRANAJES
En los engranajes se presentan fenómenos de rodadura y deslizamientosimultáneamente. Como consecuencia de ello, si la lubricación no es adecuada, sepresentan fenómenos de desgaste muy severo que le hacen fallar en muy pocotiempo. Los modos de fallos en estos componentes son pues desgaste,deformación, corrosión y fractura o separación. Las causas están relacionadas conlas condiciones de diseño, fabricación y operación así como con la efectividad de lalubricación.
En este caso los modos de fallos más frecuentes son los asociados al desgaste, casitodos relacionados con un defecto de lubricación.
4.- AVERÍAS EN ACOPLES DENTADOS
Aunque en los últimos años han aparecido acoplamientos no lubricados, la mayorparte de las turbomáquinas de procesos químicos y petroquímicos (compresores yturbinas) van equipados con este tipo de acoplamiento que permite una cierta
1 7
mailxmail - Cursos para compartir lo que sabes
desalineación. Sin embargo el 75% de los fallos son debidos a una lubricacióninadecuada. Los modos de fallos básicamente son desgaste, deformación y rotura.Las causas están ligadas a problemas de diseño, montaje, condiciones de operacióny lubricación inadecuada.
Una vez más se constata una alta concentración de fallos, fundamentalmentedesgastes, cuya causa más probable está asociada a un fallo de lubricación.
5.- AVERÍAS EN CIERRES MECÁNICOS
El gasto en mantenimiento de bombas, en refinerías, plantas químicas ypetroquímicas, puede representar el 15% del presupuesto total del mantenimientoordinario. De ellos, la mayor parte del gasto y del número de fallos (34,5%) sepresenta en el cierre mecánico. Si tenemos en cuenta el riesgo que, tanto desde elpunto de vista de la seguridad como medio-ambiental, supone este tipo de fallos,se entiende la importancia que tiene el evitarlos.
El análisis sistemático de cada avería y la toma de medidas para reducirlas deberíaser una práctica habitual.
En este caso destaca la gran cantidad de fallos asociados a un problema de diseñocomo es la adecuada selección del cierre. Con mucha frecuencia no se tiene encuenta, en la fase de ingeniería, todas las condiciones de servicio que condicionan laacertada selección del cierre, provocando una avería repetitiva con la que el personalde mantenimiento se acostumbra pronto a convivir. En estos casos esimprescindible realizar un análisis de las averías producidas para detectar la causadel fallo y cambiar el diseño seleccionado, cuando sea preciso.
1 8
mailxmail - Cursos para compartir lo que sabes
9. Mantenimiento industrial. Máquinas de procesos( 1 / 2 )
Análisis de averías en máquinas de procesos
De forma genérica los síntomas que alertan de una posible avería son similares enlos distintos tipos de máquinas de procesos.
El diagnóstico de averías no se debe limitar a los casos en que el equipo ha fallado,por el contrario, los mayores esfuerzos de deben dedicar al diagnóstico antes deque el fallo se presente. Es lo que hemos definido como mantenimiento predictivo.Recordemos que se fundamenta en que el 99% de los fallos de maquinaria sonprecedidos por algún síntoma de alarma antes de que el fallo total se presente.
En cualquier caso debemos aplicar una metodología o procedimiento sistemático:
1.Señales o síntomas de observación directa:
- Sobrecalentamiento
- Vibración
- Ruido
- Alta temperatura en cojinetes
- Fugas, humo, etc.
2.Síntomas de observación indirecta:
• Cambios en algún parámetro
- Presión
- Temperatura
- Caudal
- Posición
- Velocidad
- Vibración
• Cambios en las prestaciones
- Relación de compresión
- Relación de temperaturas
- Demanda de potencia
- Rendimientos
3.Listado de posibles causas o hipótesis.
4.Analizar la relación entre síntomas y causas.
1 9
mailxmail - Cursos para compartir lo que sabes
5.Aplicar, si es posible, el orden de probabilidad en la relación síntoma/causa paradiagnosticar el fallo.
6.Indicar la solución o acción a tomar.
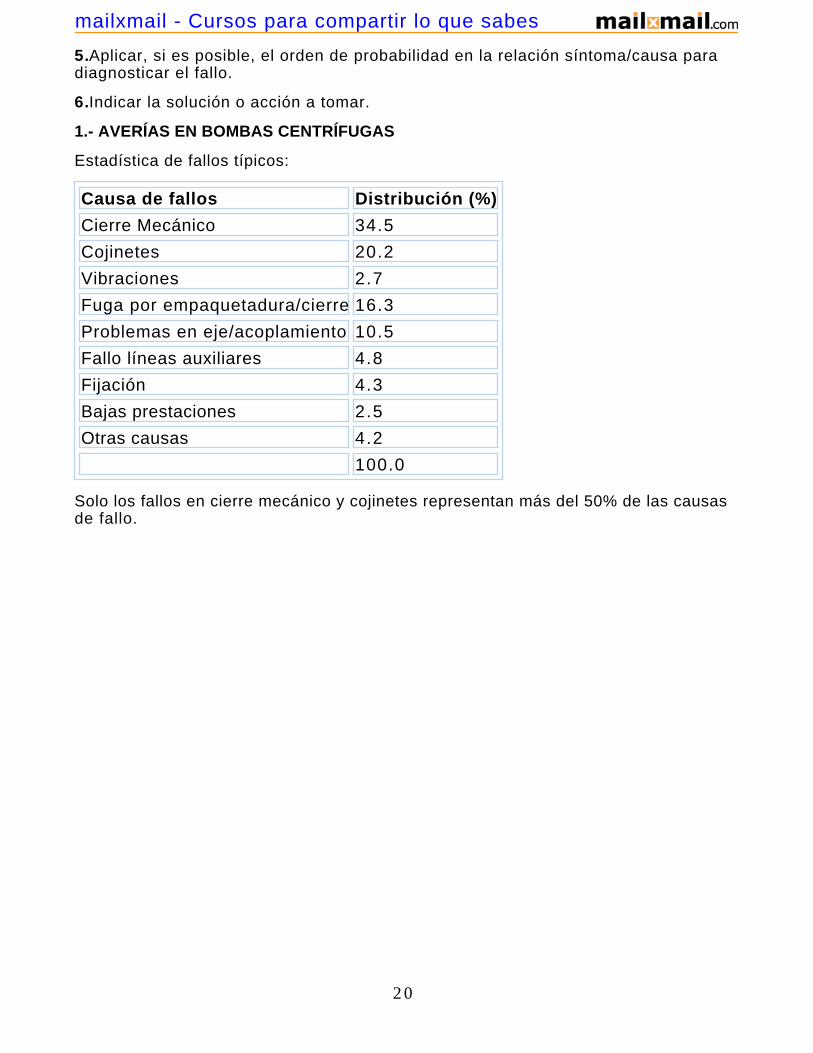
1.- AVERÍAS EN BOMBAS CENTRÍFUGAS
Estadística de fallos típicos:
Causa de fallos Distribución (%)
Cierre Mecánico 34.5
Cojinetes 20.2
Vibraciones 2.7
Fuga por empaquetadura/cierre 16.3
Problemas en eje/acoplamiento 10.5
Fallo líneas auxiliares 4.8
Fijación 4.3
Bajas prestaciones 2.5
Otras causas 4.2
100.0
Solo los fallos en cierre mecánico y cojinetes representan más del 50% de las causasde fallo.
2 0
mailxmail - Cursos para compartir lo que sabes
10. Mantenimiento industrial. Máquinas de procesos( 2 / 2 )
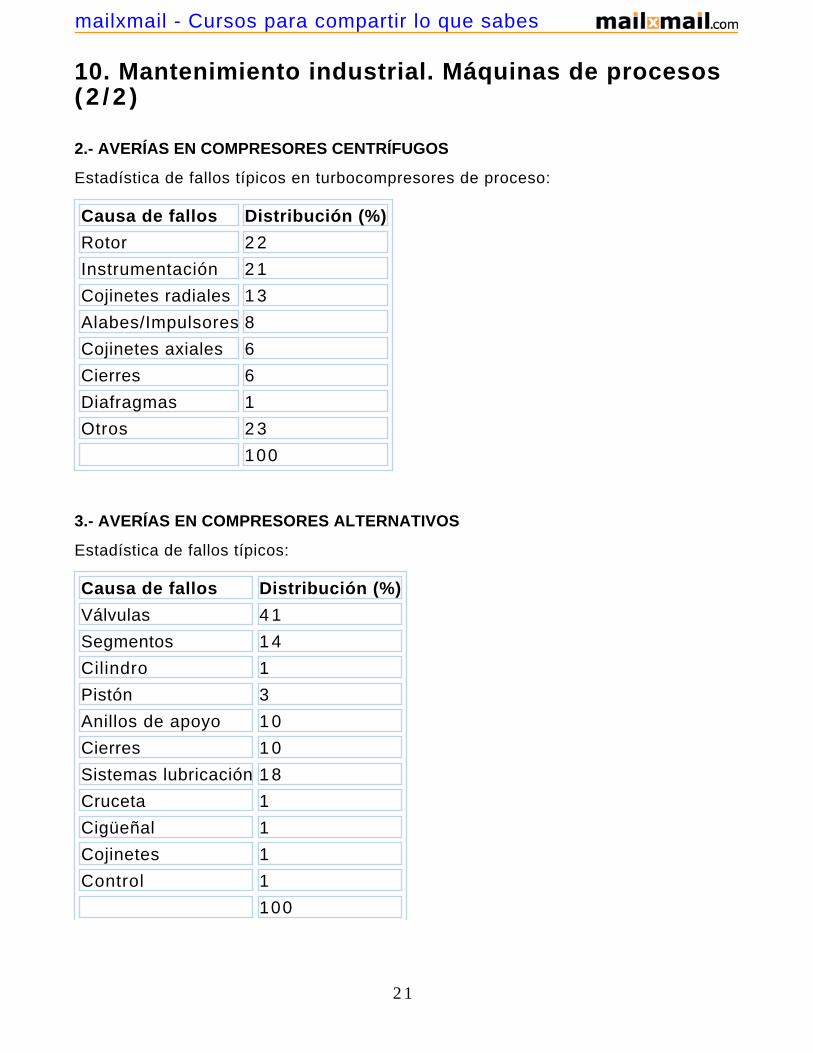
2.- AVERÍAS EN COMPRESORES CENTRÍFUGOS
Estadística de fallos típicos en turbocompresores de proceso:
Causa de fallos Distribución (%)
Rotor 2 2
Instrumentación 2 1
Cojinetes radiales 1 3
Alabes/Impulsores 8
Cojinetes axiales 6
Cierres 6
Diafragmas 1
Otros 2 3
100
3.- AVERÍAS EN COMPRESORES ALTERNATIVOS
Estadística de fallos típicos:
Causa de fallos Distribución (%)
Válvulas 4 1
Segmentos 1 4
Cilindro 1
Pistón 3
Anillos de apoyo 1 0
Cierres 1 0
Sistemas lubricación 1 8
Cruceta 1
Cigüeñal 1
Cojinetes 1
Control 1
100
2 1
mailxmail - Cursos para compartir lo que sabes
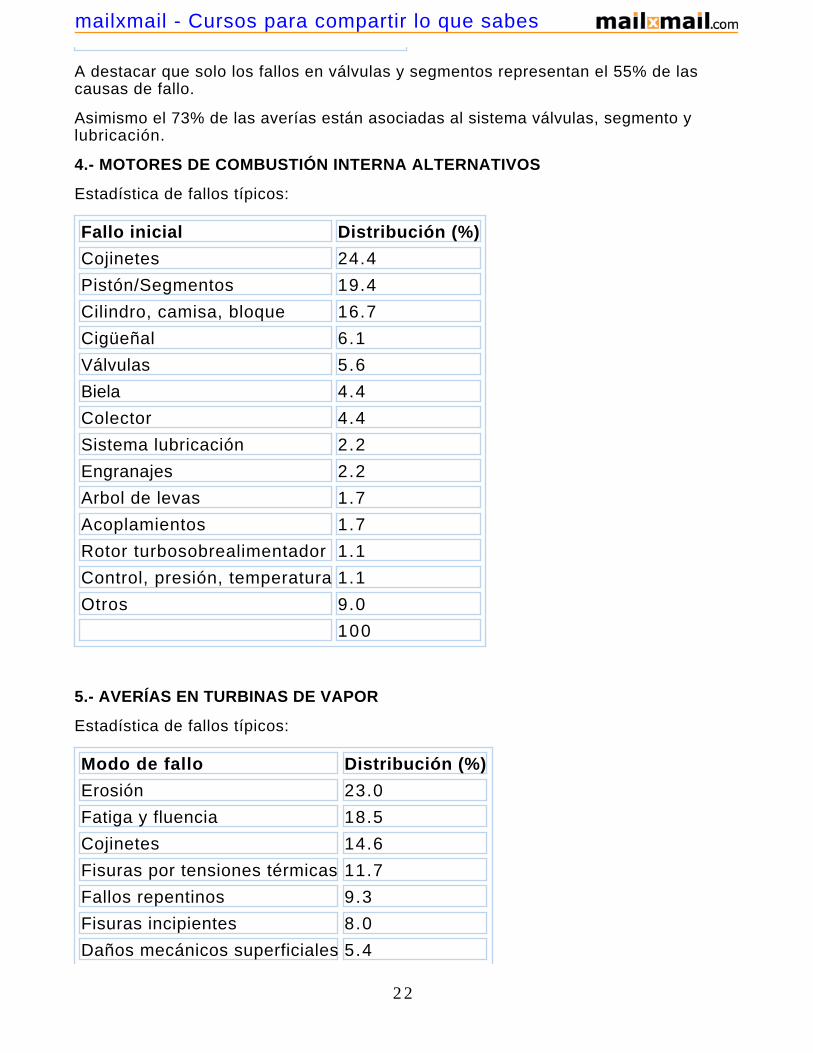
A destacar que solo los fallos en válvulas y segmentos representan el 55% de lascausas de fallo.
Asimismo el 73% de las averías están asociadas al sistema válvulas, segmento ylubricación.
4.- MOTORES DE COMBUSTIÓN INTERNA ALTERNATIVOS
Estadística de fallos típicos:
Fallo inicial Distribución (%)
Cojinetes 24.4
Pistón/Segmentos 19.4
Cilindro, camisa, bloque 16.7
Cigüeñal 6.1
Válvulas 5.6
Biela 4.4
Colector 4.4
Sistema lubricación 2.2
Engranajes 2.2
Arbol de levas 1.7
Acoplamientos 1.7
Rotor turbosobrealimentador 1.1
Control, presión, temperatura 1.1
Otros 9.0
100
5.- AVERÍAS EN TURBINAS DE VAPOR
Estadística de fallos típicos:
Modo de fallo Distribución (%)
Erosión 23.0
Fatiga y fluencia 18.5
Cojinetes 14.6
Fisuras por tensiones térmicas 11.7
Fallos repentinos 9.3
Fisuras incipientes 8.0
Daños mecánicos superficiales 5.4
2 2
mailxmail - Cursos para compartir lo que sabes
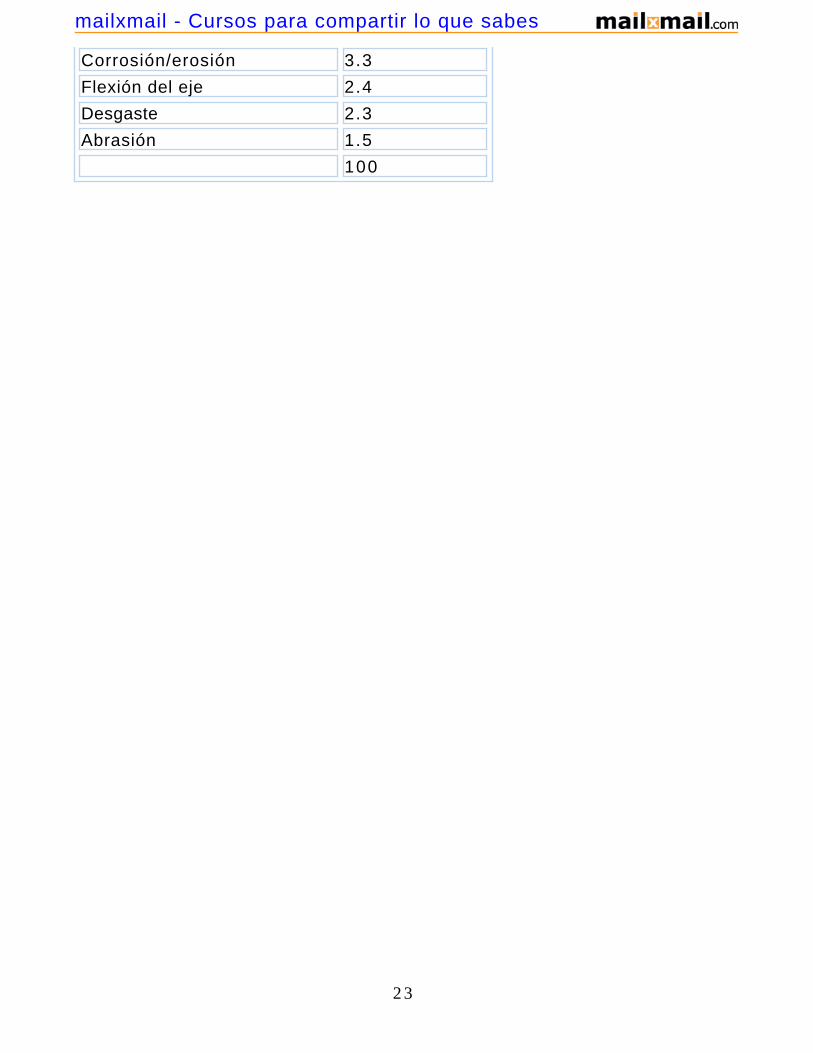
Corrosión/erosión 3.3
Flexión del eje 2.4
Desgaste 2.3
Abrasión 1.5
100
2 3
mailxmail - Cursos para compartir lo que sabes
11. Mantenimiento industrial. Técnicas de protección( 1 / 2 )
Mecanismos de Desgaste y Técnicas de Protección
Mecanismos y modos de desgaste
Los mecanismos de daño en los materiales se deben principalmente a deformaciónplástica, formación y propagación de grietas, corrosión y/o desgaste.
Sorprende descubrir que aproximadamente el 70% de las causas de fallo enmáquinas es debido a la degradación superficial de sus componentes, fenómenohabitualmente conocido como desgaste.
El desgaste es conocido desde que el ser humano comenzó a utilizar elementosnaturales que le servían como utensilios domésticos. Este fenómeno al igual que lacorrosión y la fatiga, es una de las formas más importantes de degradación depiezas, elementos mecánicos y equipos industriales.
El desgaste puede ser definido como el daño superficial sufrido por los materialesdespués de determinadas condiciones de trabajo a los que son sometidos. Estefenómeno se manifiesta por lo general en las superficies de los materiales, llegandoa afectar la sub-superficie. El resultado del desgaste, es la pérdida de material y lasubsiguiente disminución de las dimensiones y por tanto la pérdida de tolerancias.
El fenómeno de fricción y mecanismo de desgaste puede explicarse por la formacióny posterior ruptura de uniones metálicas existentes entre dos superficies que estánen contacto, ya que todas las superficies presentan algún grado de rugosidad. Así lafricción tiene una naturaleza molecular-mecánica que depende de las fuerzas deinteracción molecular, de las propiedades mecánicas del material, de la deformaciónplástica y de la configuración geométrica de los elementos de contacto.
Desde que el desgaste comenzó a ser un tópico importante y que necesitabaestudiado y entendido, comenzaron a aparecer en los libros de diseño y en la mentede los diseñadores, ideas sencillas de cómo prevenirlo o combatirlo, entre esas ideasse tienen:
1. Mantener baja la presión de contacto
2. Mantener baja la velocidad de deslizamiento
3. Mantener lisas las superficies de rodamientos
4. Usar materiales duros
5. Asegurar bajos coeficientes de fricción
6. Usar lubricantes
Una máquina no puede operarse en condiciones de fricción seca, pues aunque losacabados superficiales fuesen inmejorables, la degradación superficial sería tanrápida y severa que prácticamente no llegaría a funcionar.
La introducción del lubricante reduce sustancialmente el coeficiente de fricción,mejorando la situación de degradación de las superficies que aparece en la fricción
2 4
mailxmail - Cursos para compartir lo que sabes

seca, pero no supone la desaparición total del desgaste.
Se pueden distinguir los siguientes mecanismos de desgaste:
- Adhesión
- Abrasión
- Erosión
- Fatiga
- Corrosión
- Cavitación
- Ludimiento o desgaste por vibración
- Deslizamiento.
Los mecanismos de desgaste son el origen del mismo. Las consecuencias o efectosque estos mecanismos producen sobre las superficies son los modos de desgaste:
- Desgaste normal
- Desgaste severo
- Picadura (Pitting)
- Gripado (Scuffing)
- Rayado en distintos grados (Scoring, Gouging)
2 5
mailxmail - Cursos para compartir lo que sabes
12. Mantenimiento industrial. Técnicas de protección( 2 / 2 )
Técnicas de tratamiento superficial
Existe una variada gama de tratamientos superficiales para aumentar la dureza,reducir la fricción y el desgaste. Algunos son comúnmente aplicados por losfabricantes de las piezas originales:
- Tratamientos Térmicos (Temple, Revenido)
- Tratamientos termo-químicos (cementación, nitruración)
- Recargues por soldadura de metal duro (estellita)
Otros son aplicados por decisión del usuario con objeto de aumentar la vida yreducir los cambios de piezas sujetas a un desgaste severo. En estos casos seimpone hacer un análisis económico para justificar la decisión: por una parte setrata de procesos muy especiales y por tanto caros de aplicar, aunque por otra partese consiguen mejoras sustanciales en el comportamiento de las piezas, si eltratamiento es el adecuado. No obstante ello los tratamientos avanzados no puedencompetir en precio con los tratamientos tradicionales por lo que deben reservarse alos casos en que el costo de sustitución es muy elevado o la pieza es de altaresponsabilidad y se pretende conseguir mejoras no alcanzables por mediostradicionales.
En este apartado distinguiremos las siguientes técnicas:
• Procesos convencionales de Recargue de Materiales:
- Proceso Oxi-acetilénico
- Soldadura eléctrica manual
- Procesos TIG
- Arco Sumergido
- Soldadura con polvo
• Procedimientos especiales de aportación:
- Thermo-spray
- Plasma transferido
- Plasma-spray
- Cañón de detonación
• y los Procesos Avanzados:
- Implantación iónica
- Recubrimientos PVD
- Recubrimientos CVD
2 6
mailxmail - Cursos para compartir lo que sabes
Selección de tratamientos
La decisión del tratamiento a aplicar debe contemplar todos los aspectos técnicos:temperatura de aplicación, necesidad de tratamientos previos o posteriores, cambiosen dimensiones o en acabado superficial, en definitiva, las dificultades de aplicacióny los riesgos de las mismas. También es importante el aspecto económico yaapuntado antes en la introducción. En este sentido, la rentabilidad económica debecontemplar aspectos que, en la práctica, se suelen olvidar:
a) El gasto en herramientas, que suele ser un costo asumido por muchas empresascomo inevitable.
b) Los tratamientos avanzados suelen ser más costosos que los tradicionales, perosus ventajas son también superiores.
c) Es imprescindible establecer un seguimiento, tanto técnico como económicosistemáticos, que contemple todos los aspectos involucrados.
2 7
mailxmail - Cursos para compartir lo que sabes
13. Mantenimiento industrial. Análisis de Averías( 1 / 2 )
Introducción
Los métodos usados para fijar la política de mantenimiento son insuficientes, por símismos, para asegurar la mejora continua en mantenimiento. Será la experienciaquién nos mostrará desviaciones respecto a los resultados previstos. Por tal motivose impone establecer una estrategia que, además de corregir las citadasdesviaciones, asegure que todos los involucrados en el proceso de mantenimientose impliquen en la mejora continua del mismo.
Desde este punto de vista, el análisis de averías se podría definir como el conjuntode actividades de investigación que, aplicadas sistemáticamente, trata de identificarlas causas de las averías y establecer un plan que permita su eliminación.
Se trata, por tanto, de no conformarse con devolver a los equipos a su estado debuen funcionamiento tras la avería, sino de identificar la causa raíz para evitar, si esposible, su repetición. Si ello no es posible se tratará de disminuir la frecuencia dela citada avería o la detección precoz de la misma de manera que las consecuenciassean tolerables o simplemente podamos mantenerla controlada. El fin último seríamejorar la fiabilidad, aumentar la disponibilidad y reducir los costos. El análisissistemático de las averías se ha mostrado como una de las metodologías máseficaces para mejorar los resultados del mantenimiento.
Fallos y averías de los sistemas
El fallo de un sistema se define como la pérdida de aptitud para cumplir unadeterminada función.
Cuando un equipo o una instalación fallan, siempre generalmente lo hacen por unode estos cuatro motivos:
1. Por un fallo en el material
2. Por un error humano del personal de operación
3. Por un error humano del personal de mantenimiento
4. Condiciones externas anómalas
En ocasiones, confluyen en una avería más de una de estas causas, lo que complicaen cierto modo el estudio del fallo, pues a veces es complicado determinar cuál fuela causa principal y cuales tuvieron una influencia menor en el desarrollo de la avería.
La Avería es el estado del sistema tras la aparición del fallo.
El diccionario de la Real Academia Española de la Lengua indica que el término averíaes una palabra que procede del árabe al-awarriyyaque significa daño quepadecen las mercaderías. Donde la palabra daño es considerada como causardetrimento o echar a perder una cosa.
Se puede decir que una avería es la pérdida de la función de un elemento,componente, sistema o equipo. Esta pérdida de la función puede ser total o parcial.La pérdida total de funciones conlleva a que el elemento no puede realizar todas las
2 8
mailxmail - Cursos para compartir lo que sabes
funciones para las que se diseñó.
La avería parcial afecta solamente a algunas funciones consideradas como deimportancia relativa. En este caso el sistema donde se encuentra el elementoaveriado, puede operar con deficiencias de diversa índole y no afecta a las personaso produce daños materiales mayores.
Al definir una avería como pérdida de la función y si cada elemento o sistema puedetener varias clases de funciones, necesariamente las averías se pueden categorizar.En la teoría de Análisis del Valor se considera que todo elemento u objeto puedetener varios tipos de funciones:
• Principales o aquellas para las que el elemento fue diseñado, una bombilla sufunción principal es la de proporcionar luz.
• Secundarias las que cumplen funciones de apoyo a las principales, un focoluminoso debe necesitar cierta resistencia los golpes.
• Terciarias son aquellas que cumplen aspectos relacionados con la estética. Elbombillo debe tener una superficie limpia.
Por lo tanto, pueden existir diferentes clases de averías por función afectada:
• Averías críticas o mayores. La que afecta las funciones del elemento consideradascomo mayores.
• Avería parcial. La que afecta a algunas de la funciones pero no a todas
• Avería reducida. La que afecta al elemento sin que pierda su función principal ysecundaria.
Esta clasificación es importante para desarrollar un modelo de análisis de averías.Una estrategia para la solución de averías debe considerar que existen averíascríticas que son las prioritarias eliminarlas para conseguir un resultado significativoen la mejora del equipo. Esta forma de clasificación invita a que el Principio dePareto sea utilizado como un instrumento muy útil para los estudios de diagnóstico.
Otro tipo de clasificación de las averías se puede realizar por la forma como sepueden presentar estas a través del tiempo. Este tipo de clasificación también sedebe tener en cuenta para el diseño de una estrategia de eliminación, ya que losmétodos de solución pueden ser diferentes.
Los problemas de los equipos se clasifican en:
• Averías crónicas. Afecta el elemento en forma sistemática o permanece por largotiempo. Puede ser crítica, parcial o reducida.
• Averías esporádicas. Afecta el elemento en forma aleatoria y puede ser crítica oparcial.
• Avería transitoria. Afecta durante un tiempo limitado al elemento y adquierenuevamente su actitud para realizar la función requerida, sin haber sido objeto deninguna acción de mantenimiento.
2 9
mailxmail - Cursos para compartir lo que sabes
14. Mantenimiento industrial. Análisis de Averías( 2 / 2 )
Métodos de análisis de averías
La metodología para análisis y solución de problemas, en general, es muy variada ysuele ser adoptada y adaptada por cada empresa en función de sus peculiaridades.
Haciendo un análisis comparativo de las más habituales, se puede decir que hay dosaspectos fundamentales en los que coinciden:
1. El recorrido del proceso.
El análisis debe centrarse primero en el Problema, segundo en la Causa y tercero enla Solución.
2. La metodología a utilizar.
Las condiciones que debe reunir para garantizar su eficacia son:
• Estar bien estructurada, de forma que se desarrolle según un orden lógico.
• Ser rígida, de manera que no dé opción a pasar por alto ninguna etapafundamental.
• Ser completa, es decir, que cada etapa sea imprescindible por sí misma y comopunto de partida para la siguiente.
Teniendo en cuenta estos aspectos fundamentales (el recorrido del proceso y lametodología a utilizar) y la determinación de evitar algunos problemas específicosdel mantenimiento (tendencia a convivir con los problemas, tendencia a simplificarlos problemas y tendencia a centrarse en el problema del día), se propone unmétodo sistemático de análisis de averías, estructurado en cuatro fases y diezetapas o pasos.
Fase A: Concretar el Problema
1. Seleccionar el Sistema
2. Identificar el Problema
3. Cuantificar el Problema
Fase B: Determinar las Causas
4. Enumerar las Causas
5. Clasificar y Jerarquizar las Causas
6. Cuantificar las Causas
7. Seleccionar una Causa
Fase C: Elaborar la solución
8. Proponer y Cuantificar Soluciones
3 0
mailxmail - Cursos para compartir lo que sabes
9. Seleccionar y Elaborar una Solución
Fase D: Presentar la Propuesta
10. Formular y Presentar una Propuesta de Solución
Herramientas para el análisis de averías
La importancia de los métodos de análisis y eliminación de los problemas radica enla posibilidad de incrementar el conocimiento que posee el personal sobre losequipos en los que trabajan. Estos métodos disciplinados y rigurosos en su lógicacuando se practican van creando una nueva cultura de ver los problemas. No setrata solamente de poner en marcha un equipo si se ha averiado, la lógica de lametodología se orienta a la eliminación radical de las causas de los fallos.
De entre las diversas herramientas existentes hemos seleccionado dos grupos demétodos, cuyas herramientas se adaptan mejor para cada fase del análisis.
3 1
mailxmail - Cursos para compartir lo que sabes
15. Mantenimiento industrial. Métodos de calidad( 1 / 3 )
A.- QC Story o ruta de la calidad.
El modelo de análisis procedente del campo de la calidad, es reconocido como QCStory, Historia de Calidad o Ruta de la Calidad. Este es muy familiar dentro de lasempresas industriales debido a sus reconocidas siete herramientas: diagrama dePareto, diagrama de Causa y Efecto, histogramas, estratificación de información,hojas de chequeo o verificación, diagrama de dispersión y gráficos de control. Estetipo de técnicas han sido ampliamente utilizadas en las empresas, especialmente enaquellas situaciones donde se presentan problemas de defectos, pérdidas deproducto final por incumplimiento de especificaciones o situaciones anormales enprocesos productivos.
Esta metodología es potente para la reducción drástica de las pérdidas crónicas,especialmente cuando estas son altas. Sin embargo, es frecuente encontrar queestos buenos resultados se deben a la eliminación de las pérdidas esporádicas,pérdidas estas que no son habituales pero que pueden tener un alto impacto en uncierto tiempo, manteniéndose sin resolver las pérdidas crónicas. Con lasmetodologías de calidad es posible lograr una disminución de hasta un ochenta porciento en las pérdidas crónicas; sin embargo, cuando se pretende reducir el veintepor ciento restante, es necesario recurrir a las técnicas especializadas demantenimiento.
El enfoque de calidad emplea como principio fundamental la estratificación deinformación a través de la construcción de múltiples Gráficos de Pareto paraidentificar los factores de mayor aporte. El plan de mejora se realiza sobre la basede eliminar los factores prioritarios identificados a través de la práctica del principiode Pareto. Los factores que permanecen o de menor aporte, se consideran comopoco críticos y en algunas oportunidades se descuidan debido a su poca importancia.
El diagnóstico de problemas en el modelo de calidad se realiza a través del conocidoDiagrama de Causa y Efecto o espina de pescado. Este diagrama permite recoger enun solo gráfico y clasificados por categorías los posibles factores causales de laavería. Este tipo de técnica es valiosa por su simplicidad, ya que requiere de unatormenta de ideas dirigida hacia las categorías del diagrama: factor humano,equipos, materias primas y método de trabajo. La dificultad puede consistir enpoder identificar en el diagrama los factores más significativos o de mayor aporte alproblema. Para obtener una conclusión del diagrama de Causa y Efecto se requierede gran experiencia y conocimiento profundo del equipo.
Cuando se pretende llegar a los niveles mínimos de pérdida, el diagrama de Causa yEfecto no es lo suficientemente potente debido a que quedan algunas posiblescausas "triviales" sin solución. Para su eliminación se debe acudir a metodologíascomplementarias nacidas en el Mantenimiento Productivo Total como son el MétodoPM y la técnica Porqué-Porqué para identificar y estudiar la mayor cantidad decausas raíces que pueden producir la avería que se estudia.
B.- Estratificación de la información.
Esta es quizás la técnica más importante en el análisis de un problema y en especialcuando se trata de problemas crónicos. La estratificación consiste en buscar "más
3 2
mailxmail - Cursos para compartir lo que sabes
cuando se trata de problemas crónicos. La estratificación consiste en buscar "másinformación a la información", es como el detective que necesita buscar los indicioso pruebas (a partir de datos). Hay que escudriñar los datos para lograr solucionar elproblema en forma definitiva.
Es un método de análisis de los datos que permite clasificarlos teniendo en cuentaalgunos factores que pueden afectarlos. Por lo general los factores que permiteclasificar la información son de tipo cualitativo como: tipo de producto, materiasprimas, operario, cliente, proveedor, procedencia, etc. La estratificación permiteencontrar causas no tenidas en cuenta u ocultas en el proceso o en el estudio de unproblema.
El proceso seguido en la estratificación se apoya en la construcción de variosdiagramas de Pareto siguiendo diferentes criterios de clasificación; por ejemplo,clasificar las averías por tipo de turno, producto, materias primas, puede conducir aconclusiones que no se esperaban; es posible que un cierto día de la semana sea elmás propicio para la presencia de averías. Existen ciertas averías que se presentancon mayor frecuencia en una determinada referencia de producto. El automatismode empaque falla con más frecuencia con cierto proveedor de cajas de cartón, etc.
La estratificación ayuda a identificar el problema de una planta o equipo, ya quefacilita la concentración en aquellas causas que son las de mayor impacto. Por estemotivo, se recomienda emplear el principio de Pareto para identificar los factoresque contribuyen a incrementar la frecuencia de la avería o su duración.
3 3
mailxmail - Cursos para compartir lo que sabes
16. Mantenimiento industrial. Métodos de calidad( 2 / 3 )
C.- Herramientas.
1. El Diagrama de Pareto
Frecuentemente el personal técnico de mantenimiento y producción debe enfrentasea problemas que tienen varias causas o son la suma de varios problemas. ElDiagrama de Pareto permite seleccionar por orden de importancia y magnitud, lacausa o problemas que se deben investigar hasta llegar a conclusiones que permitaneliminarlos de raíz.
En el siglo XIX, Villefredo Pareto realizó un estudio sobre la distribución de lariqueza en Milán. Encontró que el 20% de las personas controla el 80% de la riqueza.Esta lógica de que los pocos poseen mucho y los muchos que tienen poco ha sidoaplicada en muchas situaciones y es conocida como el principio de Pareto.
La mayoría de los problemas son producidos por un número pequeño de causas, yestas son las que interesan descubrir y eliminar para lograr un gran efecto demejora. A estas pocas causas que son las responsables de la mayor parte delproblema se les conoce como causas vitales. Las causas que no aportan enmagnitud o en valor al problema, se les conoce como las causas triviales.
Las causas triviales aunque no aporten un valor a la mejora, no significa que sedeban dejar de lado o descuidarlas. Se trata de ir eliminando en forma progresiva lascausas vitales. Una vez eliminadas estas, es posible que las causas triviales selleguen a transformar en vitales.
El Diagrama de Pareto es un instrumento que permite graficar por orden deimportancia, el grado de contribución de las causas que estamos analizando o elconjunto de problemas que queremos estudiar. Se trata de clasificar los problemasy/o causas en vitales y triviales.
También se conoce como Diagrama ABC o Ley de las Prioridades 20-80, que dice:“ El 80% de los problemas que ocurren en cualquier actividad son ocasionadospor el 20% de los elementos que intervienen en producirlos” .
Sirve para conseguir el mayor nivel de mejora con el menor esfuerzo posible. Espues una herramienta de selección que se aconseja aplicar en la fase A (concretar elproblema) así como para seleccionar una causa (Etapa 7).
2. El Diagrama de Ishikawa
También denominado diagrama Causa-Efecto o de espina de pescado, es unarepresentación gráfica de las relaciones lógicas existentes entre las causas queproducen un efecto bien definido.
Esta técnica fue desarrollada por el Doctor Kaoru Ishikawa en 1953 cuando seencontraba trabajando con un grupo de ingenieros de la firma Kawasaki SteelWorks. El resumen del trabajo lo presentó en un primer diagrama, al que le dio elnombre de Diagrama de Causa y Efecto. Su aplicación se incrementó y llegó a sermuy popular a través de la revista Gemba To QC (Control de Calidad paraSupervisores) publicada por la Unión de Científicos e Ingenieros Japoneses (JUSE).
3 4
mailxmail - Cursos para compartir lo que sabes
Debido a su forma se le conoce como el diagrama de Espina de Pescado. Elreconocido experto en calidad Dr. J.M. Juran publicó en su conocido Manual deControl de Calidad esta técnica, dándole el nombre de Diagrama de Ishikawa.
Sirve para visualizar, en una sola figura, todas las causas asociadas a una avería ysus posibles relaciones. Ayuda a clasificar las causas dispersas y a organizar lasrelaciones mutuas. Es, por tanto, una herramienta de análisis aplicable en la fase B(DETERMINAR LAS CAUSAS).
Cualquier problema por complejo que sea, es producido por factores que puedencontribuir en una mayor o menor proporción. Estos factores pueden estarrelacionados entre sí y con el efecto que se estudia. El Diagrama de Causa y Efectoes un instrumento eficaz para el análisis de las diferentes causas que ocasionan elproblema. Su ventaja consiste en el poder visualizar las diferentes cadenas Causa yEfecto, que pueden estar presentes en un problema, facilitando los estudiosposteriores de evaluación del grado de aporte de cada una de estas causas.
Un Diagrama de Causa y Efecto facilita recoger las numerosas opiniones expresadaspor el equipo sobre las posibles causas que generan el problema Se trata de unatécnica que estimula la participación e incrementa el conocimiento de losparticipantes sobre el proceso que se estudia.
Tiene el valor de su sencillez, poder contemplar por separado causas físicas ycausas latentes (fallos de procedimiento, sistemas de gestión, etc.) y larepresentación gráfica fácil que ayuda a resumir y presentar las causas asociadas aun efecto concreto.
3 5
mailxmail - Cursos para compartir lo que sabes
17. Mantenimiento industrial. Métodos de calidad( 3 / 3 )
3. Diagrama CEDAC (Causa Efecto con adición de cartas)
El sistema CEDAC (Cause Effect Diagram with Addition of Cards - Diagrama deCausa Efecto con Adición de Cartas), fue desarrollado por Ruiji Fukuda de laempresa Sumitomo, a quien el comité del premio Deming le otorgó el premio Nikkeipor el desarrollo de este procedimiento. El CEDAC en un principio tiene similitud aldiagrama Causa y Efecto. Sin embargo, este diagrama opera sobre una dimensiónsuperior, ya que no solamente describe cuales son las causas de la situación que seestudia, sino que reúne en un solo gráfico las causas y la magnitud de lacontribución de estas causas. El CEDAC posee dos partes:
• Área de causas del problema que se estudia
• Área de gráficos de efectos
En la parte izquierda del diagrama se registra "todo lo que sabemos y no sabemossobre el problema" con el objeto de probar a través de la experiencia si cada factorcontribuye o no. El efecto positivo o negativo de haber actuado sobre una causa seaprecia en los gráficos del extremo derecho del esquema.
En la parte derecha del diagrama Causa y Efecto se encuentra un espacio paragraficar el comportamiento de la situación que se analiza, allí se pueden graficarestadísticas, gráficos, diagramas de Pareto, etc. Estos gráficos mostrarán la formacómo evoluciona el tema en estudio cuando se toman acciones sobre las causas.
El CEDAC es un verdadero instrumento de gestión de conocimiento a través de laexperimentación. Permite la formulación de hipótesis sobre factores que generan elproblema y posteriormente, durante el trabajo diario, se verifica si la causa que seha seleccionado contribuye o no al problema, o sea, se prueba la hipótesis. Estaforma de trabajo experimental contribuye a la acumulación de conocimiento ya queel trabajador puede evaluar directamente en la planta si sus creencias o si suspuntos de vista son válidos.
La técnica CEDAC es un instrumento simple pero poderoso para realizardiagnósticos de problemas, en especial para aquellas averías crónicas y complejasde los equipos.
Esta técnica puede brindar muy buenos resultados, tanto en la mejora delconocimiento, como del incremento de la confiabilidad y disponibilidad de losequipos.
4. El árbol de fallos
El árbol de fallos es una representación gráfica de los múltiples fallos o eventos y desu secuencia lógica desde el evento inicial (causas raíz) hasta el evento objeto delanálisis (evento final) pasando por los distintos eventos contribuyentes.
Tiene el valor de centrar la atención en los hechos relevantes. Adicionalmenteconduce la investigación hacia causas latentes. Esta presentación gráfica permite,igual que el diagrama de Ishikawa, resumir y presentar las causas, conclusiones yrecomendaciones.
3 6
mailxmail - Cursos para compartir lo que sabes
Es, por tanto, una herramienta de análisis muy recomendable para realizar la fase Bdel Análisis de Averías (Determinar las Causas).
5. Matriz de criterios
Para la fase C (Elaborar la solución) es muy útil utilizar ésta herramienta que suponedisponer de varias soluciones viables y cuantificadas en coste y tiempo. La matriz decriterios nos ayudará a seleccionar la alternativa que resuelve el problema de lamanera más global (efectiva, rápida, barata, …).
Se trata de una matriz donde aparecen en las filas las distintas soluciones y en lascolumnas los criterios de valoración (sencillez, rapidez, coste, efectividad, etc.)
En cada una de las citadas opciones de votación, cada persona usa sus propioscriterios internos para tomar una decisión. Un criterio es una medida, pauta,principio u otra forma de tomar una decisión. Se conviene en la forma en que setoma una decisión colectiva. A menudo, al tomar decisiones, se usa más de uncriterio al mismo tiempo. Algunas veces, el grupo analiza los criterios a usar y sepone de acuerdo en cuáles basarán sus opiniones los participantes.
Una matriz de criterios o priorización es una herramienta para evaluar opcionesbasándose en una determinada serie de criterios explícitos que el grupo ha decididoque es importante para tomar una decisión adecuada y aceptable.
Las matrices funcionan mejor cuando las opciones son más complejas o cuando sedebe tener en cuenta múltiples criterios para fijar prioridades o tomar una decisión.
6. Ciclo Deming o Ciclo PHVA
La piedra angular de la Dirección de Políticas (DPP) es el ciclo PHVA (Planificar, Hacero Ejecutar, Verificar y Actuar). Este ciclo refleja un mecanismo de evolución para lamejora continua. La planificación es simplemente la determinación de la secuenciade actividades necesarias para alcanzar los resultados deseados. Hacer es el acto deimplantación del plan. Las actividades de planificación y ejecución nos son muyfamiliares. Cuando al implantar el plan no alcanzamos los resultados, algunas vecesregresamos a nuestra "mesa de diseño" y tomamos una nueva hoja en blanco,descartando el plan que presenta fallos. Este es el proceso común en un ciclo que noes el PHVA.
Bajo el ciclo Deming no tomamos una nueva hoja en blanco; en lugar de estoverificamos los resultados de lo que hemos ejecutado para determinar la diferenciacon el resultado esperado. Cuando actuamos (en base al análisis) determinamos loscambios necesarios para mejorar el resultado. Repetimos el proceso, capitalizamosel nuevo conocimiento ganado para los planes futuros.
El ciclo PHVA es un proceso iterativo que busca la mejora a través de cada ciclo. Lafilosofía básica del ciclo PHVA es hacer pequeños incrementos, en lugar de hacergrandes rupturas a la vez. Algunas organizaciones emplean el término "competiciónsalto de rana" para ilustrar el concepto de saltos cuánticos de la mejora. El enfoqueseguro y progresivo de aprender de la experiencia y construir con éxito en base a laexperiencia pasadas lleva a numerosas ganancias que se acumulan en el tiempopueden ser superiores las mejoras.
3 7
mailxmail - Cursos para compartir lo que sabes
18. Mantenimiento industrial. Métodos TPM (1/2)
MÉTODOS TPM
La metodología de mantenimiento para el análisis y eliminación de averías seorienta a los siguientes puntos:
a. Comprender y conocer el equipo profundamente.
b. Reflexión sobre los fenómenos.
c. Priorizar la información con cuidado y método.
El TPM aporta varias metodologías poderosas para cumplir con los requisitosexpuestos previamente. Las técnicas de mayor utilización son las siguientes:
• Análisis PM (Physical Method). Esta técnica se concentra en el análisis de losprincipios físicos del problema en estudio.
• Análisis Porqué-Porqué. Esta técnica emplea un proceso de diagnóstico riguroso.
• Análisis Modal de Fallos y Efectos (AMFE)
La estrategia de Mantenimiento Productivo Total para el diagnóstico de averías seinicia con la utilización de la técnica Porqué-Porqué. Esta técnica permite reduciren forma dramática la repetición de las averías, pero no la elimina en formadefinitiva. Por este motivo es necesario emplear a continuación el método PM paralograr eliminar de raíz la mayor cantidad de factores causales y alcanzar altosniveles de confiabilidad en los equipos.
Cuando un equipo se encuentra bien mantenido y presenta una avería, se puederealizar su diagnóstico aplicando un análisis PM. Pero si el equipo se encuentradeteriorado y sus condiciones básicas están descuidadas, se considera que es másapropiado iniciar un estudio con la técnica Porqué-Porqué, antes de aplicar unanálisis PM.
Cuando se trata de equipos nuevos, complejos o donde el deterioro acumulado esmínimo, se recomienda emplear directamente el método PM. En algunas empresasjaponesas emplean de forma sistemática la combinación de AMFE y método PM paraeliminar problemas del equipo que afectan la calidad del producto (Mantenimientode Calidad). Este diagnóstico puede llegar a ser sofisticado y lo realizanespecialmente los ingenieros de proceso y mantenimiento.
Se puede concluir que cada problema puede estudiarse y diagnosticarse empleandoy combinando una variedad de técnicas. Es importante tener en cuenta que sepueden llegar a recomendar algunas estrategias para el empleo sistemático de lastécnicas de solución de problemas. Sin embargo, estas estrategias sugeridas nocubren todas las posibilidades, pero de la experiencia se puede decir que son lasmás frecuentes. Se podrán experimentar nuevas alternativas no estudiadas en estedocumento y aplicar otro tipo de técnicas de diagnóstico más sofisticadas, como lateoría del desgaste, tecnologías avanzadas de mantenimiento y estudios delubricación, como también una técnica de reciente creación como el diseño deexperimentos multivariable, minería de datos, redes neuronales y otras tecnologíascomplejas.
3 8
mailxmail - Cursos para compartir lo que sabes
A continuación, se describen brevemente los principales métodos de análisis quehemos mencionado:
1. Metodología Porqué-porqué.
Esta técnica es conocida como: "Know-why", "conocer-porqué", "técnica porqué,porqué, porqué" o "quinto porqué". Esta técnica se emplea para realizar estudios delas causas profundas que producen averías en el equipo. El principio fundamental deesta técnica es la evaluación sistemática de las posibles causas de la averíaempleando como medio la inspección detallada del equipo, teniendo presente elanálisis físico del fenómeno.
En las áreas de mantenimiento se ha utilizado para la búsqueda de factorescausales. Es un método alterno del conocido Diagrama de Causa Efecto o deIshikawa. Esta técnica de calidad como se analizó previamente presenta elinconveniente de recoger un gran número de factores, pero no prioriza entre elloscuales son los que verdaderamente contribuyen a la presencia de la avería. Latécnica porqué - porqué evita en los análisis de averías de equipos que el grupo deestudio se desvíe e identifique causas cualitativas y complejas de verificar comocausas potenciales del problema de la falla de las máquinas.
Para evitar caer durante el análisis de averías en temas como los siguientes: "es unproblema de políticas de la compañía", "debido a la falta de personal...", "falta decapacitación del personal" "no hay repuestos", el método Porqué-Porqué busca através de la inspección y el análisis físico identificar todos los posibles factorescausales para lograr reconstruir el deterioro acumulado del equipo. Esta técnica esuna buena compañera del método PM si se emplea previamente. En casos con altogrado de deterioro se recomienda este procedimiento.
Esta técnica estudia mediante preguntas sucesivas las causas de una averíamediante un proceso deductivo o socrático. Cada respuesta que se aporte el grupode estudio debe confirmar o rechazar la respuesta. Si se acepta una ciertaafirmación, nuevamente se pregunta cuál es la causa de la "causa".
Una vez identificado el fenómeno en estudio (avería), se realiza un análisis físico delfenómeno en igual forma como se efectúa en el método PM. De este análisis seidentifican posibles factores causales, los cuales se someterán a inspección paraverificar la validez de la siguiente manera:
Este proceso se continúa hasta el momento en que se identifican accionescorrectivas para la causa. Las acciones correctivas se registran en un plan de mejorao plan Kaizen. Se espera que el diagnóstico no requiera de más de cinco rondas. Unavez finalizado este proceso se pueden seleccionar otras causas en las diferentesrondas y se repite el procedimiento. De esta forma se analizan la totalidad deposibles factores causales, obteniendo un plan general de mejora para el equipo.
3 9
mailxmail - Cursos para compartir lo que sabes
19. Mantenimiento industrial. Métodos TPM (2/2)
2. Método PM.
El análisis PM es una forma diferente de pensar sobre los problemas y del contextodonde estos se presentan. Consiste en el análisis de los fenómenos (P de la palabrainglesa Phenomena) anormales tales como fallas del equipamiento en base a susprincipios físicos y poder identificar los mecanismos (M de la palabra inglesaMechanisms) de estos principios físicos (P de la palabra inglesa Phisically) enrelación con los cuatro inputs de la producción equipos: materiales, individuos ymétodos).
El principio básico del análisis PM es entender en términos precisos físicos que es loque ocurre cuando la máquina, o sistema se avería o produce defectos de calidad yla forma como ocurren. Esta es la única forma de identificar la totalidad de factorescausales y de esta manera eliminar estas pérdidas. Esta técnica considera todos losposibles factores en lugar de tratar de decidir cuál es el que tiene mayor influencia.
La investigación lógica de como ocurre el fenómeno en términos de principios físicosy cantidades, se ha visto que es el fundamento de la metodología de análisis PM.Desde el punto de vista de los equipos un análisis físico significa emplear losprincipios operativos del equipo para clarificar la forma como los componentesinteractúan y producen el problema o la avería crónica. Se pretende estudiar yconocer en primer término, la forma como se presenta la desviación de la situaciónnatural del equipo, en lugar de pretender abordar las causas de esta desviacióndesde el primer momento. El objetivo fundamental de esta metodología es llegar acomprender lo mejor posible la forma como se presentó el fallo y la forma comointervinieron las diferentes piezas y conjuntos del equipo para la generación delproblema.
Se ha explicado que el enfoque del análisis PM consiste en estratificar losfenómenos anormales adecuadamente, entender los principios operativos y analizarlos mecanismos del fenómeno desde el punto de vista físico. El siguiente pasoconsiste en investigar todos los factores y el grado en que ellos contribuyen alproblema. Todo esto es necesario para poder eliminar estos factores a través deplanes de acción y sistemas de control.
3. Análisis Modal de Fallos y Efecto (AMFE) en equipos.
Esta es una técnica de ingeniería conocida como el análisis FMEA o (Failure Modeand Effect Analysis) usada para definir, identificar y eliminar fallas conocidas opotenciales, problemas, errores, desde el diseño, proceso y operación de unsistema, antes que este pueda afectar al cliente (Omdahl 1988; ASQC 1983). Elanálisis de la evaluación puede tomar dos caminos: primero empleando datoshistóricos y segundo empleando modelos estadísticos, matemáticos, simulacióningeniería concurrente e ingeniería de fiabilidad que puede ser empleada paraidentificar y definir las fallas (Stamatis 1989). No significa que un modelo seasuperior a otro. Ambos pueden ser eficientes, precisos y correctos si se realizanadecuadamente.
El AMFE es una de las más importantes técnicas para prevenir situacionesanormales, ya sea en el diseño, operación o servicio. Esta técnica parte del supuestoque se va a realizar un trabajo preventivo para evitar la avería, mientras que las
4 0
mailxmail - Cursos para compartir lo que sabes
técnicas estudiadas hasta el momento, se orientan a evaluar la situación anormal yaocurrida. Este es el factor diferencial del proceso AMFE. Esta técnica nació en eldominio de la ingeniería de fiabilidad y se ha aplicado especialmente para laevaluación de diseños de productos nuevos.
El AMFE se ha introducido en las actividades de mantenimiento industrial gracias aldesarrollo del Mantenimiento Centrado en la Fiabilidad o RCM -Reliability CenterMaintenance- que lo utiliza como una de sus herramientas básicas. En un principiose aplicó en el mantenimiento en el sector de aviación (Plan de mantenimiento en elJumbo 747) y debido a su éxito, se difundió en el mantenimiento de plantastérmicas y centrales eléctricas. Hoy en día, el AMFE se utiliza en numerosos sectoresindustriales y se ha asumido como una herramienta clave en varios de los pilaresdel Mantenimiento Productivo Total (TPM).
Los Propósitos del AMFE son:
• Identificar los modos de fallas potenciales y conocidas
• Identificar las causas y efectos de cada modo de falla
• Priorizar los modos de falla identificados de acuerdo al número de prioridad deriesgo (NPR) o - frecuencia de ocurrencia, gravedad y grado de facilidad para sudetección.
El fundamento de la metodología es la identificación y prevención de las averías queconocemos (se han presentado en el pasado) o potenciales (no se han presentadohasta la fecha) que se pueden producir en un equipo. Para lograrlo es necesariopartir de la siguiente hipótesis:
Dentro de un grupo de problemas, es posible realizar una priorización de ellos
Existen tres criterios que permiten definir la prioridad de las averías:
• Ocurrencia (O)
• Severidad (S)
• Detección (D)
La ocurrencia es la frecuencia de la avería. La severidad es el grado de efecto oimpacto de la avería. Detección es el grado de facilidad para su identificación.Existen diferentes formas de evaluar estos componentes. La forma más usual es elempleo de escalas numéricas llamadas criterios de riesgo. Los criterios pueden sercuantitativos y/o cualitativos. Sin embargo, los más específicos y utilizados son loscuantitativos. El valor más común en las empresas es la escala de 1 a 10. Esta escalaes fácil de interpretar y precisa para evaluar los criterios. El valor inferior de la escalase asigna a la menor probabilidad de ocurrencia, menos grave o severo y más fácilde identificar la avería cuando esta se presente. En igual forma un valor de 10 deasignará a las averías de mayor frecuencia de aparición, muy grave donde de pormedio está la vida de una persona y existe una gran dificultad para su identificación.
La prioridad del problema o avería para nuestro caso, se obtiene a través del índiceconocido como Número Prioritario de Riesgo (NPR). Este número es el producto delos valores de ocurrencia, severidad y detección. El valor NPR no tiene ningúnsentido (Ford 1992) Simplemente sirve para clasificar en un orden cada unos de losmodos de falla que existen en un sistema. Una vez el NPR se ha determinado, seinicia la evaluación sobre la base de definición de riesgo. Usualmente este riesgo es
4 1
mailxmail - Cursos para compartir lo que sabes

definido por el equipo que realiza el estudio, teniendo como referencia criterioscomo: menor, moderado, alto y crítico. En el mundo del automóvil (Ford 1992) se hainterpretado de la siguiente forma el criterio de riesgo:
• Debajo de un riesgo menor, no se toma acción alguna
• Debajo de un riesgo moderado, alguna acción se debe tomar
• Debajo de un alto riesgo, acciones específicas se deben tomar. Se realiza unaevaluación selectiva para implantar mejoras específicas.
• Debajo de un riesgo crítico, se deben realizar cambios significativos del sistema.Modificaciones en el diseño y mejora de la fiabilidad de cada uno de loscomponentes.
4 2
mailxmail - Cursos para compartir lo que sabes
20. Mantenimiento industrial. Mantenimientopredictivo (1/2)
Técnicas de Mantenimiento Predictivo
Definición y principios básicos
Aunque el Mantenimiento Preventivo aumenta la disponibilidad de los equipos ysupone un gran avance en planificación del trabajo, puede resultar dañino si seprograman trabajos en exceso y se realizan excesivas intervenciones (por ejemplode arme y desarme), además del aumento de los costes. Por esto se ideo elmantenimiento predictivo, por el cual se planifican inspecciones a los equipos. Estasinspecciones pueden ser subjetivas (a través de los órganos de los sentidos) yobjetivas (con la utilización de equipos de medición), teniendo como objetivodetectar los síntomas del fallo antes de que ocurra para garantizar un reemplazo atiempo y un mínimo tiempo de parada.
El mantenimiento predictivo, condicional o basado en la condición es aquelprogramado y planificado en base a un análisis técnico, antes de que ocurra la falla,nos permiten determinar las condiciones reales en que se encuentra un equipo sindetener su operación y de esta forma detectar fallas incipientes; para ello se utilizaninstrumentos y técnicas modernas para determinar el momento óptimo de efectuarun ajuste o reparación.
Es mucho más ambicioso que el mantenimiento preventivo y es definitiva, unamodalidad muy avanzada de este.
Se trata de un conjunto de técnicas que, debidamente seleccionadas, permiten elseguimiento y examen de ciertos parámetros característicos del equipo en estudio,que manifiestan algún tipo de modificación al aparecer una anomalía en el mismo.
El mantenimiento predictivo, se basa, en la medición, seguimiento y monitoreo deparámetros y condiciones operativas de un equipo o instalación. A tal efecto, sedefinen y gestionan valores mínimos de pre-alarma y máximos de actuación detodos aquellos parámetros que se acuerda medir y gestionar.
Cuando se habla de mantenimiento predictivo, intuitivamente pensamos en unmantenimiento muy tecnológico, basado en complejos aparatos de medida. Esotambién forma parte del mantenimiento predictivo. Pero hay otros trabajos sencillosque también corresponden a este tipo de mantenimiento. La observación delcomportamiento de los equipos, y la toma de datos de los instrumentos de quedispone el equipo para compararlos con los “normales” son técnicas demantenimiento condicional o predictivo que no por sencillas dejan de sertremendamente útiles.
Además de estas, se emplean otras técnicas que requieren de medios yconocimientos más complejos.
Las técnicas predictivas que habitualmente se emplean en la industria y en elmantenimiento de edificios son las siguientes:
- Inspecciones visuales
- Lectura de indicadores
4 3
mailxmail - Cursos para compartir lo que sabes
- Inspecciones boroscópicas
- Líquidos penetrantes
- Partículas magnéticas
- Corrientes inducidas
- Inspección radiográfica
- Ultrasonidos
- Análisis de aceites
- Análisis de vibraciones, que es la estrella de las técnicas predictivas
- Medida de la presión
- Medida de temperatura
- Termografías
- Control de espesores en equipos estáticos
- Impulsos de choque
- Análisis de gases
La idea que apoya a esta estrategia es que una parte solo debe ser cambiada simuestra deterioro que pueda afectar su performance. Hay 3 variables cuya mediciónes estándar: vibración y ruido, temperatura y análisis de aceite.
Frente al mantenimiento sistemático tiene la ventaja indudable de que en la mayoríade las ocasiones no es necesario realizar grandes desmontajes, y en muchos casosni siquiera pararla. Si tras la inspección se aprecia algo irregular se propone o seprograma una intervención. Además de prever el fallo catastrófico de una pieza, ypor tanto, pudiendo anticiparse a éste, las técnicas de mantenimiento predictivoofrecen una ventaja adicional: la compra de repuestos se realiza cuando se necesita,eliminando pues stocks (capital inmovilizado)
La razón fundamental por la que el mantenimiento predictivo ha tenido un notabledesarrollo en los últimos tiempos hay que buscarla en un error cometidotradicionalmente por los ingenieros de mantenimiento para estimar la realización detareas de mantenimiento de carácter preventivo: las <<curvas de bañera>> querepresentan la probabilidad de fallo frente al tiempo de uso de la máquina, y que sesuponían ciertas y lógicas, han resultado no corresponder con la mayoría de loselementos que componen un equipo.
4 4
mailxmail - Cursos para compartir lo que sabes
21. Mantenimiento predictivo (2/2)
Como se daba por cierta esta curva para cualquier equipo, se suponía quetranscurrido un tiempo (la vida útil del equipo), éste alcanzaría su etapa deenvejecimiento, en el que la fiabilidad disminuiría mucho, y por tanto, laprobabilidad de fallo aumentaría en igual proporción. De esta manera, para alargarla vida útil del equipo y mantener controlada su probabilidad de fallo eraconveniente realizar una serie de tareas en la zona de envejecimiento, algo parecidoa un ‘lifting’, para que la fiabilidad aumentara.
Es indudable que enfocar la actividad de mantenimiento hacia el predictivo hasupuesto un avance, y representa una alternativa al preventivo sistemático o alcorrectivo.
No obstante, afirmar que el predictivo puede sustituir completamente almantenimiento sistemático es, cuando menos, bastante arriesgado. Afirmar esotiene tan poco rigor como afirmar que todos los equipos hay que llevarlos acorrectivo o en todos los equipos hay que hacer un mantenimiento sistemático.
La respuesta es no. En instalaciones que requieren de una altísima disponibilidad elmantenimiento no puede basarse únicamente en predictivo. Es imprescindiblebasarlo en un mantenimiento sistemático, de forma que una vez al año haya unaparada de mantenimiento en la que se revisen determinados equipos, cada 2-4 añosse sustituyen sistemáticamente los elementos de desgaste, se trata el aceite, serevisa la instalación eléctrica de forma exhaustiva, etc. Además de eso, durante eltiempo de funcionamiento la planta va a estar muy vigilada de forma predictiva,realizándose boroscopias, termografías, análisis de vibraciones, de aceite, mediciónde espesores, etc. Y si se detecta un problema, será una gran desgracia y habrá queparar. Pero si el sistemático se hace correctamente, el diseño de la instalación y laselección de equipos es apropiada, el preventivo sistemático suele dar un resultadoestupendo, que el predictivo por sí solo sería incapaz de ofrecer.
Hay equipos, además, que se llevan a correctivo, sin más. Es el caso de equiposduplicados de bajo coste y poca responsabilidad. No merece la pena hacertermografías, análisis de vibraciones, análisis amperimétricos, análisis de aceite. Sise rompe se repara, y ya está. Se observa el equipo, se mantiene limpio yengrasado, eso sí, pero poco más.
Todo esto indica que las técnicas predictivas no son herramientas generalistas,aunque se debe aplicar siempre que un equipo lo justifique económicamente, o sea,en aquellos equipos cuyos fallos sean catalogados como críticos o importantes enuna planta.
Por tanto, aún siendo las técnicas predictivas de gran importancia y que hansupuesto un paso adelante en el mundo del mantenimiento, no es posible afirmarque todo el mantenimiento de cualquier planta industrial deba basarse en tareascondicionales dependiendo del resultado de las inspecciones predictivas.
4 5
mailxmail - Cursos para compartir lo que sabes
22. Mantenimiento predictivo. Inspecciones (1/2)
Técnicas de mantenimiento predictivo
A continuación se describen brevemente las principales técnicas predictivas quehabitualmente se emplean en la industria:
1. Inspecciones visuales y lectura de indicadores
Las inspecciones visuales consisten en la observación del equipo, tratando deidentificar posibles problemas detectables a simple vista. Los problemas habitualessuelen ser: ruidos anormales, vibraciones extrañas y fugas de aire, agua o aceite,comprobación del estado de pintura y observación de signos de corrosión.
Abarca desde la simple inspección visual directa de la máquina hasta la utilizaciónde complicados sistemas de observación como pueden ser microscopios,endoscopios y lámparas estroboscópicas.
Se pueden detectar fallos que se manifiestan físicamente mediante grietas, fisuras,desgaste, soltura de elementos de fijación, cambios de color, etc. Se aplica a zonasque se pueden observar directamente y, cada vez más, se diseñan las máquinaspara poder observar partes inaccesibles sin necesidad de desmontar (como lasturbinas de gas, por ejemplo, mediante el uso de endoscopios).
Aunque sea el más modesto, siempre se realiza como fase previa a otros Ensayosmás sofisticados. Facilita el trabajo posterior y establece la secuencia de trabajo.
Es por tanto el más empleado por su sencillez, rapidez y economía de aplicación.
La lectura de indicadores consiste en la anotación de los diferentes parámetros quese miden en continuo en los equipos, para compararlos con su rango normal. Fuerade ese rango normal, el equipo tiene un fallo.
Estas inspecciones y lecturas, por su sencillez y economía, es conveniente que seanrealizadas a diario, incluso varias veces al día, y que abarquen al mayor número deequipos posible. Suele llevarlas a cabo el personal de operación, lo que además lespermite conocer de forma continua el estado de la planta.
Estas inspecciones son además la base de la implantación del MantenimientoProductivo Total, o TPM.
2. Inspecciones boroscópicas
Los accesorios ópticos capaces de ayudar a realizar inspecciones visuales incluyenlos siguientes:
• Espejos
• Amplificadores de imagen
• Boroscopios
• Fibroscopios
Los boroscopios son los instrumentos más utilizados para realizar inspeccionesvisuales por medios remotos. Estos instrumentos fueron desarrollados para su uso
4 6
mailxmail - Cursos para compartir lo que sabes
en el campo médico y eran utilizados para observar dentro del cuerpo humanoantes, durante y después de una cirugía. La comunidad médica se refiere a estosinstrumentos como endoscopios. El nombre boroscopio proviene de la adaptaciónde este equipo médico a la inspección dentro de cañones de armas militares.
Hoy día, los boroscopios son comúnmente utilizados en ambientes donde esnecesario inspeccionar áreas o equipos a los cuales no se tiene acceso o se requieredesensamblar las partes. También es utilizado en áreas donde se corre algúnpeligro por parte del personal técnico. Los boroscopios son frecuentementeutilizados para inspeccionar turbinas de gas, estructuras de aviones, reactoresnucleares, líneas de tuberías y partes internas de máquinas automotrices. Tambiénalgunos boroscopios con características especiales son utilizados en ambientescorrosivos o explosivos. Los boroscopios pueden ser divididos en:
• Boroscopios rígidos
• Boroscopios de fibra óptica o flexible
Cada uno de estos tiene diversas aplicaciones especiales y sobre todo diferentesmecanismos de operación.
Los boroscopios rígidos utilizan un sistema clásico de lentes o bien los másmodernos pueden utilizar una unidad de fibra óptica sólida para transmitir laimagen a través de la longitud del tubo completo. El diseño de un boroscopio rígidoes similar al de un telescopio, es decir, una serie de lentes convergentes que estánencapsulados en un tubo. La imagen de esta manera se forma en el centro delboroscopio mediante el uso de lentes, espejos o prismas. La imagen es refractadade un lente a otro hasta que sea focalizada en una imagen plana para ser vista porel ojo humano o una cámara. Si hay un número impar de lentes refractando laimagen aparece revertida e invertida, de cabeza y hacia atrás. Los boroscopiosrígidos son razonablemente económicos y dependen de una gran variedad dediámetros y dimensiones. Porque son rígidos y frágiles no pueden utilizarse paragirar en las esquinas. En caso de ser doblados la funcionalidad del instrumento serádestruida.
El boroscopio rígido fue inventado para inspeccionar los huecos de los rifles ycañones. Fue un pequeño telescopio con una pequeña lámpara colocada en la partemás lejana como iluminación de la pieza sometida a prueba. Muchos boroscopiosrígidos ahora utilizan fibra óptica como medio de iluminación y de transportación deimagen, en éstos la imagen es llevada al extremo de observación por un tren ópticoque consiste de un lente, algunas veces un prisma, lentes de relevo y lentes deobservación. La imagen observada por tanto no es una imagen real, pero es unaimagen aerial: es decir, formada en el aire entre los lentes.
Los boroscopios de fibra óptica flexible o también llamados fibroscopios constande miles de pequeños cristales o fibras de cuarzo que son ensamblados en grupos.Las fibras son recubiertas para crear una gran diferencia en los índices refractivosentre la fibra y la superficie, produciendo una reflexión interna total. La señal escontinuamente reflejada desde la superficie interna de la fibra a todo lo largo sinpérdida de brillantez. Para transmitir apropiadamente la imagen, el grupo de fibrasdebe ser coherente. Cada fibra debe estar en la misma localización con respecto detodas las otras fibras al final de cada grupo.
La imagen resultante puede verse en la lente principal del aparato, en un monitor, oser registrada en un videograbador para su análisis posterior.
4 7
mailxmail - Cursos para compartir lo que sabes
Se usa no sólo en tareas de mantenimiento predictivo rutinario, sino también enauditorias técnicas, para determinar el estado interno del equipo ante una operaciónde compra, de evaluación de una empresa contratista o del estado de unainstalación para acometer una ampliación o renovar equipos.
Entre las ventajas de este tipo de inspecciones están la facilidad para llevarla a cabosin apenas tener que desmontar nada y la posibilidad de guardar las imágenes, parasu consulta posterior.
4 8
mailxmail - Cursos para compartir lo que sabes
23. Mantenimiento predictivo. Inspecciones (2/2)
3.Líquidos penetrante
La inspección por líquidos penetrantes es un tipo de ensayo no destructivo que seutiliza para detectar e identificar discontinuidades presentes en la superficie de losmateriales examinados. Generalmente se emplea en aleaciones no ferrosas, aunquetambién se puede utilizar para la inspección de materiales ferrosos cuando lainspección por partículas magnéticas es difícil de aplicar. En algunos casos se puedeutilizar en materiales no metálicos.
La prueba consiste en la aplicación de una tintura especial sobre la superficie quepreviamente se ha limpiado concienzudamente. Se deja transcurrir un cierto tiempopara que penetre bien en todos los posibles defectos. A continuación se elimina latintura mediante limpieza superficial. Finalmente se trata de nuevo la superficie conun líquido muy absorbente que extrae toda la tintura que quedó atrapada en poroso grietas superficiales, revelando la presencia y forma de tales defectos.
Existen asimismo tinturas fluorescentes que se revelan con el uso de una luzultravioleta (álabes de turbinas).
Las aplicaciones de esta técnica son amplias, y van desde la inspección de piezascríticas como son los componentes aeronáuticos hasta los cerámicos como lasvajillas de uso doméstico. Se pueden inspeccionar materiales metálicos, cerámicosvidriados, plásticos, porcelanas, recubrimientos electroquímicos, entre otros. Una delas desventajas que presenta este método es que sólo es aplicable a defectossuperficiales y a materiales no porosos.
4. Partículas magnéticas
Se trata de otro ensayo no destructivo que permite igualmente descubrir fisurassuperficiales así como no superficiales.
Se basa en la magnetización de un material ferromagnético al ser sometido a uncampo magnético. Para ello se empieza limpiando bien la superficie a examinar, sesomete a un campo magnético uniforme y, finalmente, se esparcen partículasmagnéticas de pequeña dimensión. Por efecto del campo magnético estas partículasse orientan siguiendo las líneas de flujo magnético existentes. Los defectos seponen de manifiesto por las discontinuidades que crean en la distribución de laspartículas.
5. Corrientes inducidas
Se utiliza en la detección de defectos superficiales en piezas metálicas cuyaconductividad eléctrica está comprendida entre 0,5 y 60 (m/ mm2), y está basadoen el principio de inducción magnética.
Con este ensayo, es posible determinar la profundidad de la discontinuidad.
Principio del ensayo de Corrientes Inducidas
La bobina o solenoide que forma parte del palpador, es recorrida por una corrientealterna de elevada frecuencia que origina un campo magnético que, a su vez, inducecorriente en la superficie de la pieza, según el efecto Foucalt.
4 9
mailxmail - Cursos para compartir lo que sabes
Estas corrientes inducidas ejercen influencia sobre las características eléctricas de labobina, en concreto sobre su impedancia
Cuando existen defectos en la pieza, la distribución de c.i. en la superficie de lapieza resulta alterada en las zonas defectuosas, originándose un cambio en laimpedancia de la bobina, que se traduce en un cambio de la indicación de la agujaen la escala del defectómetro.
5 0
mailxmail - Cursos para compartir lo que sabes
24. Mantenimiento. Inspección radiográfica yultrasonidos
6. Inspección radiográfica
Técnica usada para la detección de defectos internos del material como grietas,burbujas o impurezas interiores. Especialmente indicadas en el control de calidad deuniones soldadas.
Como es bien conocido consiste en intercalar el elemento a radiografiar entre unafuente radioactiva y una pantalla fotosensible a dicha radiación.
Existen toda una serie de técnicas complementarias y ayudas para reforzar,apantallar, filtrar y obtener un nivel de sensibilidad adecuado de las imágenesobtenidas.
Para determinar la sensibilidad del ensayo se emplean los penetrámetros, que sonescalas de espesor para obtener definición de imagen diferencial.
Los parámetros a cuidar en el ensayo radiológico son:
• Las características de la fuente empleada.
• La absorción de la pieza a inspeccionar, su espesor etc.
• Las películas radiográficas empleadas.
• Los factores geométricos (fuente-objeto).
• Los aspectos de calidad radiográfica, densidad, mínimo defecto.
• El cálculo del tiempo de exposición.
• La técnica empleada.
• La interpretación radiográfica.
7. Ultrasonidos
Los ultrasonidos son ondas a frecuencia más alta que el umbral superior deaudibilidad humana, en torno a los 20 kHz. Es el método más común para detectargritas y otras discontinuidades (fisuras por fatiga, corrosión o defectos defabricación del material) en materiales gruesos, donde la inspección por rayos X semuestra insuficiente al ser absorbidos, en parte, por el material.
El ultrasonido se genera y detecta mediante fenómenos de piezoelectricidad ymagnetostricción. Son ondas elásticas de la misma naturaleza que el sonido confrecuencias que alcanzan los 109 Hz. Su propagación en los materiales sigue casi lasleyes de la óptica geométrica.
Midiendo el tiempo que transcurre entre la emisión de la señal y la recepción de sueco se puede determinar la distancia del defecto, ya que la velocidad depropagación del ultrasonido en el material es conocida.
Tiene la ventaja adicional de que además de indicar la existencia de grietas en elmaterial, permite estimar su tamaño lo que facilita llevar un seguimiento del estado
5 1
mailxmail - Cursos para compartir lo que sabes
y evolución del defecto.
También se está utilizando esta técnica para identificar fugas localizadas enprocesos tales como sistemas de vapor, aire o gas por detección de loscomponentes ultrasónicos presentes en el flujo altamente turbulentos que segeneran en fugas (válvulas de corte, válvulas de seguridad, purgadores de vapor,etc.).
Esta tecnología se basa en que casi todas las fricciones mecánicas, arcos eléctricos yfugas de presión o vacío producen ultrasonido en frecuencias cercanas a los 40.000Hertz, y de unas características que lo hacen muy interesante para su aplicación enmantenimiento predictivo: las ondas sonoras son de corta longitud atenuándoserápidamente sin producir rebotes. Por esta razón, el ruido ambiental por másintenso que sea, no interfiere en la detección del ultrasonido. Además, la altadireccionalidad del ultrasonido en 40 Khz. permite con rapidez y precisión laubicación del fallo.
La aplicación del análisis por ultrasonido se hace indispensable especialmente en ladetección de fallas existentes en equipos rotativos que giran a velocidades inferioresa las 300 rpm, donde la técnica de medición de vibraciones es un procedimientopoco eficiente.
Entre las características más importantes que hay que tener en cuenta a la hora deelegir un medidor de ultrasonidos están las siguientes:
- Capacidad para variar la frecuencia de captación. No todos los equipos puedenvariar la frecuencia
- Que tenga los accesorios necesarios para poder realizar las medidas que senecesitan (direccionadores, diversos tipos de captadores, auriculares, etc.)
- Que la pantalla del equipo sea clara e indique en dB la intensidad del sonidocaptado
- Que el software que acompaña al equipo permita investigar el fallo y realizarinformes.
5 2
mailxmail - Cursos para compartir lo que sabes

25. Mantenimiento de aceites, vibración, presión,temperatura
El aceite lubricante juega un papel determinante en el buen funcionamiento decualquier máquina. Al disminuir o desaparecer la lubricación se produce unadisminución de la película de lubricante interpuesto entre los elementos mecánicosdotados de movimiento relativo entre sí, lo que provoca un desgaste, aumento delas fuerzas de rozamiento, aumento de temperatura, provocando dilataciones eincluso fusión de materiales y bloqueos de piezas móviles. Por tanto el propio nivelde lubricante puede ser un parámetro de control funcional. Pero inclusomanteniendo un nivel correcto el aceite en servicio está sujeto a una degradación desus propiedades lubricantes y a contaminación, tanto externa (polvo, agua, etc.)como interna (partículas de desgaste, formación de lodos, gomas y lacas). El controlde estado mediante análisis físico-químicos de muestras de aceite en servicio y elanálisis de partículas de desgaste contenidas en el aceite (ferrografía) pueden alertarde fallos incipientes en los órganos lubricados.
El análisis de aceite consiste en una serie de pruebas de laboratorio que se usanpara evaluar la condición de los lubricantes usados o los residuos presentes. Alestudiar los resultados del análisis de residuos, se puede elaborar un diagnósticosobre la condición de desgaste del equipo y sus componentes. Lo anterior, permitea los encargados del mantenimiento planificar las detenciones y reparaciones contiempo de anticipación, reduciendo los costos y tiempos de detención involucrados.
9. Análisis de vibraciones
Todas las máquinas en uso presentan un cierto nivel de vibraciones comoconsecuencia de holguras, pequeños desequilibrios, rozamientos, etc. El nivelvibratorio se incrementa si, además, existe algún defecto como desalineación,desequilibrio mecánico, holguras inadecuadas, cojinetes defectuosos.
La vibración mecánica es el parámetro más utilizado universalmente paramonitorear la condición de la máquina, debido a que a través de ellas se puedendetectar la mayoría de los problemas que ellas presentan. La base del diagnóstico dela condición mecánica de una maquina mediante el análisis de sus vibraciones sebasa en que las fallas que en ella se originan, generan fuerzas dinámicas que alteransu comportamiento vibratorio. La vibración medida en diferentes puntos de lamaquina se analiza utilizando diferentes indicadores vibratorios buscando elconjunto de ellos que mejor caractericen la falla. Entre los indicadores vibratoriosque incluyen los programas de monitoreo continuo se encuentran entre otros: elespectro, la medición de fase de componentes vibratorias, los promediossincrónicos y modulaciones.
En la práctica, se requiere del uso de diferentes indicadores y técnicas de análisis,debido a que problemas diferentes pueden presentar síntomas similares. Parailustrar la situación, suponga que el sistema de vigilancia de la máquina detecta uncambio en la amplitud de la componente vibratoria a 1xrpm. Este síntoma puedetener su origen en numerosos problemas: Desbalanceamiento, desalineamiento,solturas mecánicas, eje agrietado, pulsaciones de presión, resonancia, etc. Parapoder discernir cuál es el problema específico, es necesario utilizar en formaintegrada un conjunto de técnicas de diagnóstico.
5 3
mailxmail - Cursos para compartir lo que sabes
Para aplicarla de forma efectiva, es necesario conocer determinados datos de lamáquina como son el tipo de cojinetes, de correas, número de alabes, etc., y elegirlos puntos adecuados de medida. También es necesario seleccionar el analizadormás adecuado a los equipos existentes en la planta.
10. Medida de la presión
Dependiendo del tipo de máquina puede ser interesante para confirmar o descartarciertos defectos, utilizada conjuntamente con otras técnicas predictivas.
Se suele utilizar la presión del proceso para aportar información útil ante defectoscomo la cavitación, condensación de vapores o existencia de golpes de ariete. Enotros casos es la presión de lubricación para detectar deficiencias funcionales en loscojinetes o problemas en los cierres por una presión insuficiente o poco estable.
11. Medida de temperatura
El control de la temperatura del proceso no suele utilizarse desde el punto de vistapredictivo. Sin embargo se utiliza muy eficazmente el control de la temperatura endiferentes elementos de máquinas cuya variación siempre está asociada a uncomportamiento anómalo.
Así se utiliza la temperatura del lubricante, de la cual depende su viscosidad y, portanto, su poder lubricante. Un aumento excesivo de temperatura hace descender laviscosidad de modo que puede llegar a romperse la película de lubricante. En esecaso se produce un contacto directo entre las superficies en movimiento con elconsiguiente aumento del rozamiento y del calor generado por fricción, pudiendoprovocar dilataciones y fusiones muy importantes.
En los rodamientos y cojinetes de deslizamiento se produce un aumento importantede temperatura de las pistas cuando aparece algún deterioro. Asimismo se eleva latemperatura cuando existe exceso o falta de lubricante. También aumenta latemperatura ante la presencia de sobrecargas. Por todo ello se utilizafrecuentemente la medida de temperatura en rodamientos y cojinetes, junto conotras técnicas, para la detección temprana de defectos y su diagnóstico.
La temperatura en bobinados de grandes motores se mide para predecir lapresencia de fallos como sobrecargas, defectos de aislamiento y problemas en elsistema de refrigeración.
Por último también puede aportar información valiosa la temperatura del sistema derefrigeración. En efecto, cualquier máquina está dotada de un sistema derefrigeración más o menos complejo para evacuar el calor generado durante sufuncionamiento. La elevación excesiva de la temperatura del refrigerante denota lapresencia de una anomalía en la máquina (roces, holguras inadecuadas, malacombustión, etc.) o en el propio sistema de refrigeración.
5 4
mailxmail - Cursos para compartir lo que sabes
26. Controles de mantenimiento industrial (1/2)
12. Termografía
Junto con el análisis de vibraciones detallado en el punto 9, las técnicastermográficas son las estrellas del mantenimiento predictivo. Las inspeccionestermográficas se basan en que todo equipo y/o elemento emite energía desde susuperficie. Esta energía se emite en forma de ondas electromagnéticas que viajan ala velocidad de la luz a través del aire o por cualquier otro medio de conducción. Latermografía infrarroja es la técnica de producir una imagen visible a partir deradiación infrarroja invisible para el ojo humano, emitida por objetos de acuerdo asu temperatura superficial.
La termografía es una técnica que utiliza la fotografía de rayos infrarrojos paradetectar zonas calientes en dispositivos electromecánicos. Mediante la termografíase crean imágenes térmicas cartográficas que pueden ayudar a localizar fuentes decalor anómalas.
Así se usa para el control de líneas eléctricas (detección de puntos calientes porefecto Joule), de cuadros eléctricos, motores, máquinas y equipos de proceso en losque se detectan zonas calientes anómalas bien por defectos del propio material opor defecto de aislamiento o calorifugación.
Para ello es preciso hacer un seguimiento que nos permita compararperiódicamente la imagen térmica actual con la normal de referencia.
La termografía permite detectar, sin contacto físico con el elemento bajo análisis,cualquier falla que se manifieste en un cambio de la temperatura, midiendo losniveles de radiación dentro del espectro infrarrojo.
En general, un fallo electromecánico antes de producirse se manifiesta generando eintercambiando calor. Este calor se traduce habitualmente en una elevación detemperatura que puede ser súbita, pero, por lo general y dependiendo del objeto, latemperatura comienza a manifestar pequeñas variaciones.
Si es posible detectar, comparar y determinar dicha variación, entonces se puedendetectar fallos que comienzan a gestarse y que pueden producir en el futuro cercanoo a mediano plazo una parada de planta y/o un siniestro afectando personas einstalaciones. Esto permite la reducción de los tiempos de parada al minimizar laprobabilidad de paradas imprevistas, no programadas, gracias a su aporte en cuantoa la planificación de las reparaciones y del mantenimiento.
Como primera aproximación, pueden tomarse como referencia las siguientesvariaciones sobre la temperatura ambiente, a fin de determinar un programa dereparación:
Hasta 20ºC. Indica problemas, pero la reparación no es urgente. Se puede efectuaren paradas programadas.
20ºC a 40ºC. Indica que la reparación requerida es urgente dentro de los 30 días.
40ºC y más. Indica una condición de emergencia. La reparación, se debe realizar deinmediato.
13. Control de espesores en equipos estáticos
5 5
mailxmail - Cursos para compartir lo que sabes
13. Control de espesores en equipos estáticos
Una de las pruebas más relevantes en lo que se refiere al mantenimiento sistemáticode tubos, tanques y de una gran gama de piezas es “La medición de espesores” lacual garantiza la seguridad de las instalaciones a través del tiempo, y consiste enmedir el espesor de pared de las partes más críticas de los equipos, puesto quecon el tiempo se van desgastando de acuerdo con sus ciclos de trabajo y lascondiciones climáticas donde estén operando las cuales generan grados decorrosión elevados y por lo tanto, desgaste de los mismos.
Los procedimientos usuales involucran una fuente o emisor y un receptor, engeneral todos los métodos se basan en la absorción de energía del elemento bajoestudio. Así, éstos pueden clasificarse en: de transmisión y de retrodispersión.
En el primero, el material a medir se encuentra entre el emisor y el receptor. El valora estudiar es la absorción que se experimenta, proporcional al espesor, al material ya su densidad.
Los métodos de retrodispersión se basan en la fracción de la radiación emitida quese desvía de su trayectoria original con ángulos superiores a 90º luego de haberinteractuado con el medio a medir.
Aunque existen otras técnicas, los Medidores Ultrasónicos de Espesores son muy utilizados para medir un amplio rango de substratos y aplicaciones por pérdida deespesor debido al desgaste, y la erosión o corrosión. Los medidores están diseñadospara medir el espesor de substratos metálicos (hierro fundido, acero y aluminio) ycualquier otro conductor de ondas ultrasónicas considerando que ha tenido unparalelo relativo en superficies inferiores y superiores.
El sistema de medición como tal, utiliza el principio ultrasónico no destructivo delpulso-eco para medir el espesor de pared. Es ideal para control de calidad y paramedir los efectos de corrosión, erosión y desgaste.
Está provisto de una sonda -Probe- (transductor) la cual transmite un pulsoultrasónico dentro de la pieza. Este pulso viaja a través del material hasta el otrolado. Cuando se encuentra en una interfase tal como aire u otro material, el pulso serefleja de vuelta a la sonda.
Para determinar el espesor, el instrumento mide el tiempo que le toma al pulsohacer este viaje de ida y vuelta y lo divide por dos. El resultado se multiplica por lavelocidad del sonido en el material del cilindro.
La velocidad del sonido se expresa en términos de pulgadas por microsegundo ometros por segundo. Es diferente para todos los materiales. Por ejemplo el sonidoviaja a través del acero más rápido (0,233 pulgadas por microsegundo) de lo queviaja a través del plástico (0,086 pulgadas por microsegundo)
La medición se lleva a cabo en una forma muy sencilla, 1. Simplemente se aplica a lasuperficie que se va a medir material acople, para así eliminar brechas de aire entrela cara de contacto y la superficie. 2. Se coloca la sonda sobre la superficie delequipo en el punto exacto de medición donde colocó el material acople, y sepresiona la sonda moderadamente. Cuando la sonda percibe el eco del ultrasonido,se puede leer el espesor en pantalla y tomar hasta seis mediciones por segundo.
Cuando la sonda se retira de la superficie del equipo en pantalla queda la últimamedición.
5 6
mailxmail - Cursos para compartir lo que sabes

Las compañías que utilizan métodos de inspección no destructivos en la mediciónde espesores minimizan las preocupaciones de seguridad, aseguran el cumplimientode normas o códigos, y reducen la frecuencia de reparaciones mayores. (Y los costossubsecuentes).
5 7
mailxmail - Cursos para compartir lo que sabes
27. Controles de mantenimiento industrial (2/2)
14. Impulsos de choque
Dentro de las tareas de mantenimiento predictivo suele tener un elevado peso elcontrol de estado de los rodamientos por ser éstos elementos muy frecuentes en lasmáquinas y fundamentales para su buen funcionamiento, al tiempo que estánsujetos a condiciones de trabajo muy duras y se les exige una alta fiabilidad.
Entre las técnicas aplicadas para el control de estado de rodamientos destaca lamedida de los impulsos de choque.
Proporcionan una medida indirecta de la velocidad de choque entre los elementosrodantes y las pistas de rodadura, es decir, la diferencia de velocidad entre amboses el momento del impacto. Esos impactos generan, en el material, ondas depresión de carácter ultrasónico llamadas “impulsos de choque”. Se propagan a travésdel material y pueden ser captadas mediante un transductor piezoeléctrico, encontacto directo con el soporte del rodamiento. El transductor convierte las ondasmecánicas en señales eléctricas que son enviadas al instrumento de medida. Paramejorar su sensibilidad y, como quiera que el tren de ondas sufre una amortiguaciónen su propagación a través del material, el transductor se sintoniza eléctricamente asu frecuencia de resonancia.
Los impulsos de choque, aunque presentes en cualquier rodamiento, vanaumentando su amplitud en la medida en que van apareciendo defectos en losrodamientos, aunque estos defectos sean muy incipientes.
Por ello es utilizada la medida de la amplitud como control de estado de losrodamientos en los que, tras la realización de numerosas mediciones, se ha llegadoa establecer los valores “normales” de un rodamiento en buen estado y los quesuponen el inicio de un deterioro aunque todavía el rodamiento no presente indiciosde mal funcionamiento por otras vías.
15. Análisis de gases
El analizador de gases es el instrumento que se utiliza para determinar lacomposición de los gases de escape en calderas y en motores térmicos decombustión interna.
Consta básicamente de un elemento sensor que puede llevar integrada la mediciónde varios gases o uno sólo, y un módulo de análisis de resultado, donde elinstrumento interpreta y muestra los resultados de la medición. El equipo es capazde medir la concentración en los gases de escape de un número determinado decompuestos gaseosos. Los que se miden habitualmente son los que se detallan en latabla siguiente:
LISTA DE PARAMETROS A CONTROLAR
CH4
O2
N2
5 8
mailxmail - Cursos para compartir lo que sabes
CO
NO, NO2, NO3
CO2
SO2,SO3
H20
TEMPERATURA DE GASES DE ESCAPE
OPACIDAD DE LOS HUMOS
PARTÍCULAS SÓLIDAS
La concentración de esas sustancias en los gases de escape se mide con dosfinalidades, igualmente importantes:
- Asegurar el cumplimiento de los condicionantes ambientales del motor, en base alos permisos y normativas legales que deba cumplir la planta
- Asegurar el buen funcionamiento de caldera, el motor o la turbina
El primero de esos objetivos parece claro. La planta en la que está instalado elequipo de combustión debe cumplir una serie de normas, y para asegurarlo, laspropias normas establecen la periodicidad con la que deben medirse determinadosgases.
En cuanto al segundo, la composición de los gases revelará la calidad delcombustible, el estado del motor y el correcto ajuste de determinados parámetros,como la regulación de la mezcla de admisión, la relación de compresión y la eficaciade la combustión. La tabla, que se expone a continuación, detalla los problemas quese pueden diagnosticar si se detectan concentraciones anormales de los gasesanalizados.
5 9
mailxmail - Cursos para compartir lo que sabes
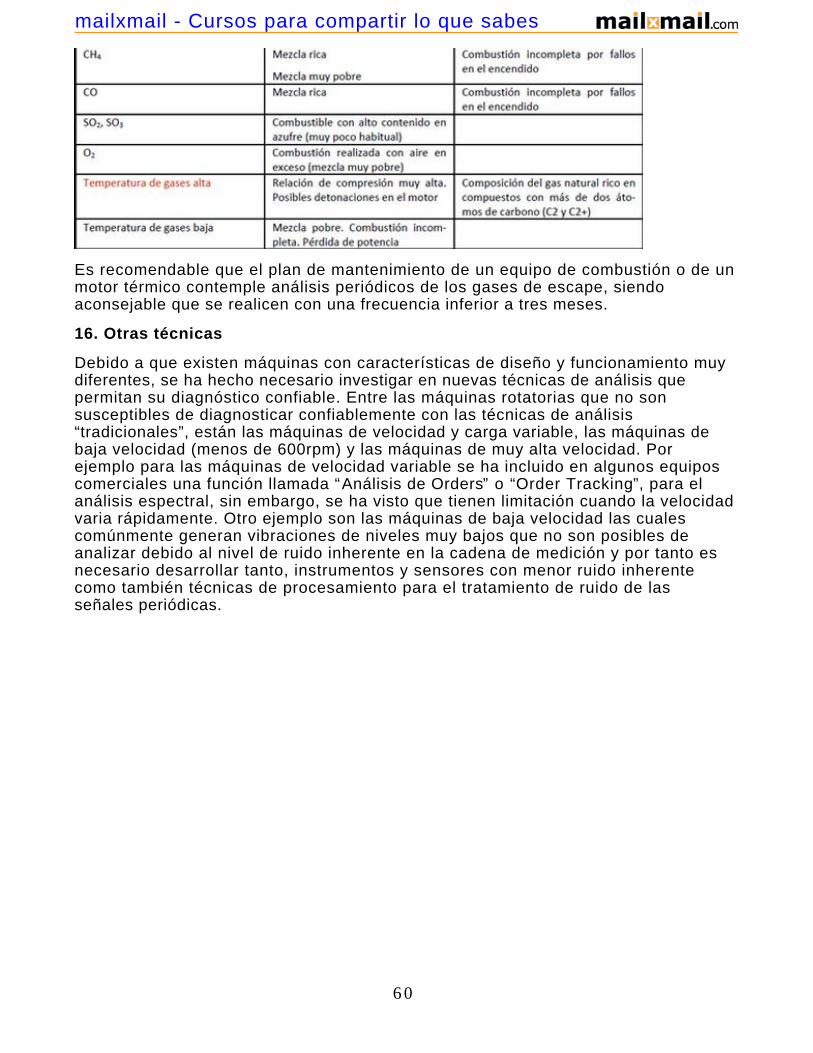
Es recomendable que el plan de mantenimiento de un equipo de combustión o de unmotor térmico contemple análisis periódicos de los gases de escape, siendoaconsejable que se realicen con una frecuencia inferior a tres meses.
16. Otras técnicas
Debido a que existen máquinas con características de diseño y funcionamiento muydiferentes, se ha hecho necesario investigar en nuevas técnicas de análisis quepermitan su diagnóstico confiable. Entre las máquinas rotatorias que no sonsusceptibles de diagnosticar confiablemente con las técnicas de análisis“tradicionales”, están las máquinas de velocidad y carga variable, las máquinas debaja velocidad (menos de 600rpm) y las máquinas de muy alta velocidad. Porejemplo para las máquinas de velocidad variable se ha incluido en algunos equiposcomerciales una función llamada “Análisis de Orders” o “Order Tracking”, para elanálisis espectral, sin embargo, se ha visto que tienen limitación cuando la velocidadvaria rápidamente. Otro ejemplo son las máquinas de baja velocidad las cualescomúnmente generan vibraciones de niveles muy bajos que no son posibles deanalizar debido al nivel de ruido inherente en la cadena de medición y por tanto esnecesario desarrollar tanto, instrumentos y sensores con menor ruido inherentecomo también técnicas de procesamiento para el tratamiento de ruido de lasseñales periódicas.
6 0
mailxmail - Cursos para compartir lo que sabes
28. Mantenimiento industrial. Planificación de tareas
Introducción
La planificación es un problema siempre presente para el servicio de mantención.Aunque los diagramas de Gantt se pueden utilizar como técnica de planificacióntemporal, los métodos utilizados para la planificación de grandes proyectos sebasan en el uso de redes de tareas. Algunos de estos métodos son:
– PERT (Program Evaluation & Review Technique): Creado para proyectos delprograma de defensa del gobierno norteamericano entre 1958 y 1959. Se utilizapara controlar la ejecución de proyectos con gran número de actividadesdesconocidas que implican investigación, desarrollo y pruebas.
– CPM (Critical Path Method): Desarrollado para dos empresas americanas entre1956 y 1958 por un equipo liderado inicialmente por James E. Kelley y Morgan R.Walker. Se utiliza en proyectos en los que hay poca incertidumbre en lasestimaciones. Es prácticamente el mismo que el PERT sólo que supone conocidos lostiempos de duración de las actividades (tiene un carácter determinista).
- MCE“Minimum Cost Expediting”, “aceleración del proyecto a coste mínimo” o PERTCoste: Es una de las variantes del CPM, pero introduciendo la relación que existeentre coste y duración de una actividad. De esta forma se obtiene la programaciónde proyectos a coste mínimo.
– Método de ROY: Desarrollado en Europa entre 1958 y 1961 por un grupo deingenieros encabezados por B. Roy y M. Simmonard. Similar a los métodos PERT yCPM, pero permite establecer las redes sin utilizar actividades ficticias e iniciar loscálculos sin la construcción de la red.
– Método GERT (Graphical Evaluation & Review Technique): Desarrollado por A. A.Pritsker tomando como base los trabajos de Eisner y Elmaghraby. El método GERTextiende la incertidumbre en la duración de las actividades a la propiaprogramación, permitiendo considerar un número mayor de situaciones delproyecto que otros métodos. Las actividades precedentes de cada nudo pueden serde naturaleza determinante o probabilística.
– Otros métodos:
• Método de secuencia mínima irreductible para programas de mantenimiento.
• PEP (Program Evaluation Procedure) desarrollado por las Fuerzas Aéreas de
EEUU.
• PERT-Recursos: aplicable cuando existen limitaciones en los recursos.
Método PERT
El método PERT es, sin duda, el más utilizado en la teoría de redes, hasta el puntode dar su nombre a toda la teoría de grafos.
La técnica considera 3 partes:
- planificación de tiempos
6 1
mailxmail - Cursos para compartir lo que sabes

- planificación de cargas
- planificación de costos
6 2
mailxmail - Cursos para compartir lo que sabes
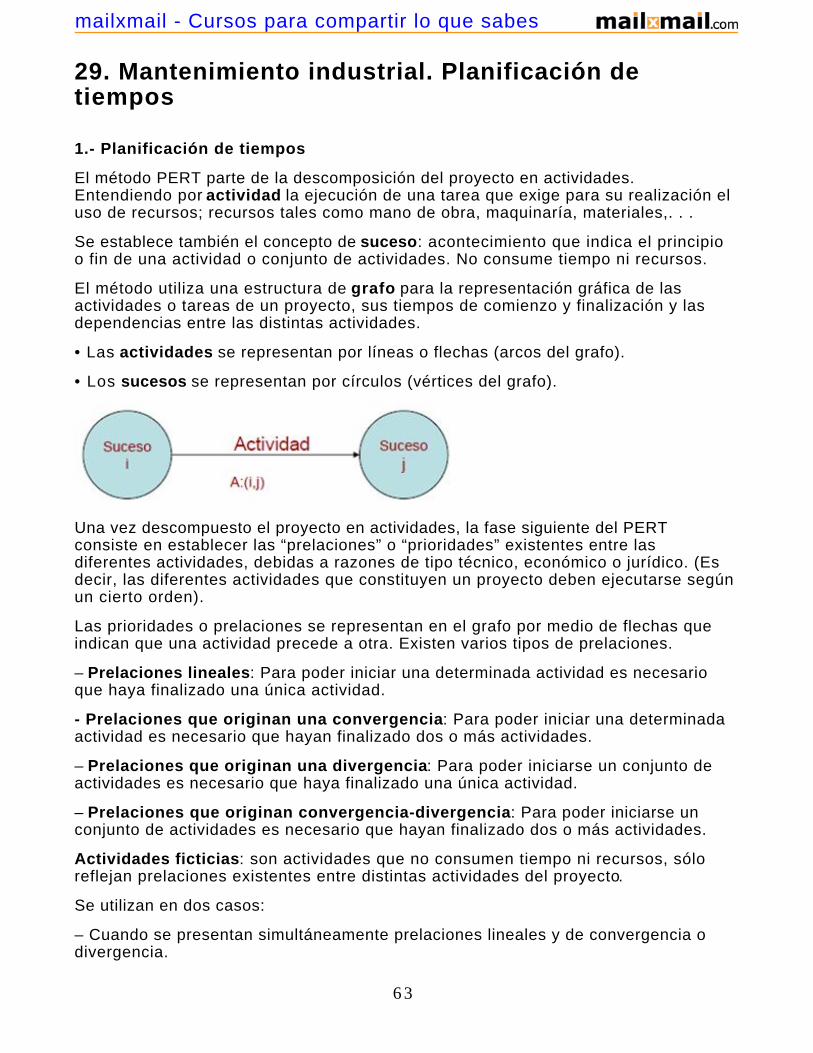
29. Mantenimiento industrial. Planificación detiempos
1.- Planificación de tiempos
El método PERT parte de la descomposición del proyecto en actividades.Entendiendo por actividad la ejecución de una tarea que exige para su realización eluso de recursos; recursos tales como mano de obra, maquinaría, materiales,. . .
Se establece también el concepto de suceso: acontecimiento que indica el principioo fin de una actividad o conjunto de actividades. No consume tiempo ni recursos.
El método utiliza una estructura de grafo para la representación gráfica de lasactividades o tareas de un proyecto, sus tiempos de comienzo y finalización y lasdependencias entre las distintas actividades.
• Las actividades se representan por líneas o flechas (arcos del grafo).
• Los sucesos se representan por círculos (vértices del grafo).
Una vez descompuesto el proyecto en actividades, la fase siguiente del PERTconsiste en establecer las “prelaciones” o “prioridades” existentes entre lasdiferentes actividades, debidas a razones de tipo técnico, económico o jurídico. (Esdecir, las diferentes actividades que constituyen un proyecto deben ejecutarse segúnun cierto orden).
Las prioridades o prelaciones se representan en el grafo por medio de flechas queindican que una actividad precede a otra. Existen varios tipos de prelaciones.
– Prelaciones lineales: Para poder iniciar una determinada actividad es necesarioque haya finalizado una única actividad.
- Prelaciones que originan una convergencia: Para poder iniciar una determinadaactividad es necesario que hayan finalizado dos o más actividades.
– Prelaciones que originan una divergencia: Para poder iniciarse un conjunto deactividades es necesario que haya finalizado una única actividad.
– Prelaciones que originan convergencia-divergencia: Para poder iniciarse unconjunto de actividades es necesario que hayan finalizado dos o más actividades.
Actividades ficticias: son actividades que no consumen tiempo ni recursos, sóloreflejan prelaciones existentes entre distintas actividades del proyecto.
Se utilizan en dos casos:
– Cuando se presentan simultáneamente prelaciones lineales y de convergencia odivergencia.
6 3
mailxmail - Cursos para compartir lo que sabes
– Con actividades paralelas.
Para la construcción del grafo, se comienza recogiendo de manera sistematizadatoda la información referente a las prelaciones entre las distintas actividades.Existen dos procedimientos:
– Matriz de encadenamientos: matriz cuadrada cuya dimensión es igual al númerode actividades en que se ha descompuesto el proyecto. Si en los puntos de cruceaparece una X indica que para poder iniciar la actividad de la fila tiene que haberterminado la correspondiente a la columna.
– Cuadro de prelaciones: tabla de dos columnas, en la primera se encuentran lasactividades del proyecto y en la segunda figuran las actividades precedentes de suhomóloga en la primera columna.
El grafo comienza en un vértice que representa el suceso inicio del proyecto ytermina en otro vértice que representa el suceso fin del proyecto.
– Suceso inicio del proyecto: representa el inicio de una o más actividades pero norepresenta el fin de ninguna.
– Suceso fin del proyecto: representa el fin de una o más actividades pero norepresenta el comienzo de ninguna.
– Actividades inicio del proyecto: no tienen ninguna actividad precedente.
– Actividades fin del proyecto: no preceden a ninguna otra actividad.
La numeración de los vértices del grafo debe cumplir siempre la siguientecondición: El número del vértice que represente el comienzo de cierta actividad debeser menor que el número del vértice que represente el suceso fin de esa actividad.
El camino crítico es el de mayor duración a través de la red y que impone larestricción más severa: cualquier demora en las tareas incluidas en el camino críticodemorará el término del proyecto.
Conociendo el camino crítico podemos saber cuándo es lo más pronto y lo mástarde que una etapa debe comenzar para terminar el proyecto en tiempo mínimo.Obviamente, para las etapas envueltas en el camino crítico estos dos instantes soniguales. La diferencia entre ambos tiempos es la holgura para realizar el trabajo unavez que la etapa está lista para empezar.
1. un tiempo optimista To
2. un tiempo realista Tr
3. un tiempo pesimista Tp
y gracias a una regla propuesta por Bata, se puede estimar que el valor (o tiempo)esperado en esta distribución es el siguiente:
cuya varianza está dada por:
6 4
mailxmail - Cursos para compartir lo que sabes
y una desviación estándar:
Las tareas que determinan el tiempo para completar el proyecto son aquellas que
están en la ruta crítica. Si los parámetros para dichas tareas se denotan ,
entonces, para el proyecto:
Conociendo estos valores y consultando la tabla de la distribución normal se puedeestimar la probabilidad de que el proyecto no demore más de cierto tiempo, con unacierta probabilidad.
Según lo anterior, no es apropiado establecer fechas de terminación concretas de unproyecto. Deben proponerse diferentes fechas c/u con una cierta probabilidad decumplimiento. Desde el punto de vista administrativo es mucho mejor reconocer lafalta de certeza de las fechas de terminación que forzar el problema a una ciertaduración especifica.
6 5
mailxmail - Cursos para compartir lo que sabes
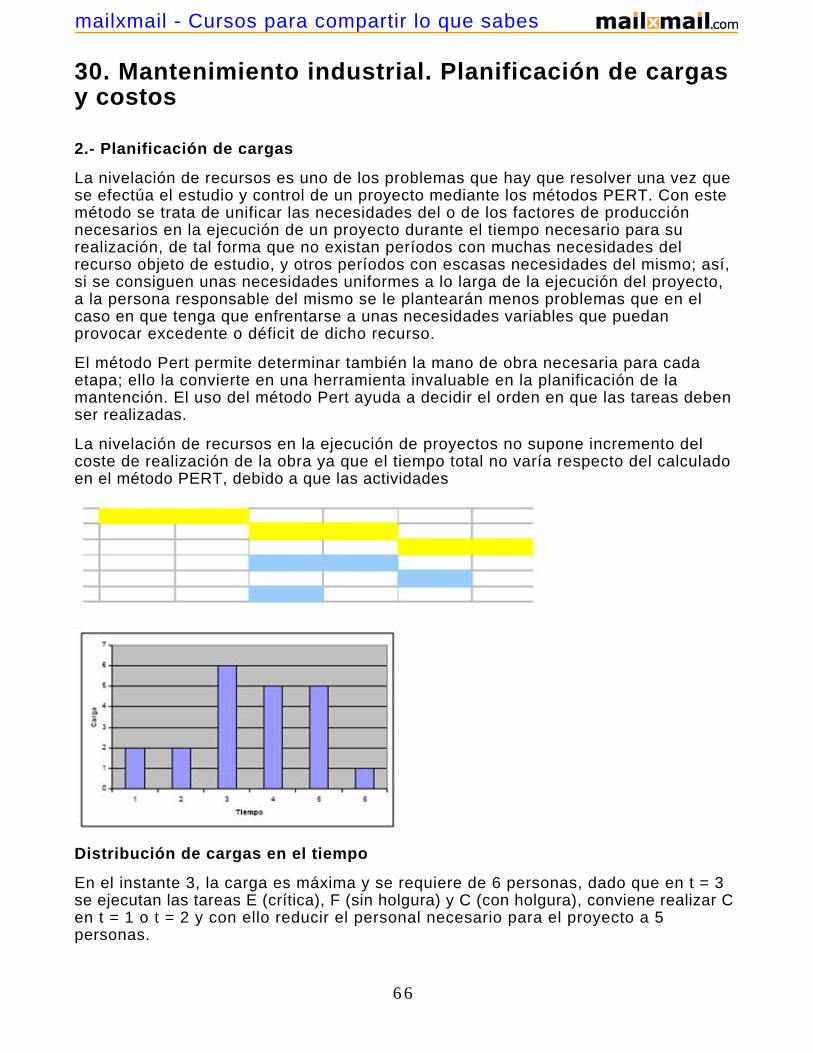
30. Mantenimiento industrial. Planificación de cargasy costos
2.- Planificación de cargas
La nivelación de recursos es uno de los problemas que hay que resolver una vez quese efectúa el estudio y control de un proyecto mediante los métodos PERT. Con estemétodo se trata de unificar las necesidades del o de los factores de producciónnecesarios en la ejecución de un proyecto durante el tiempo necesario para surealización, de tal forma que no existan períodos con muchas necesidades delrecurso objeto de estudio, y otros períodos con escasas necesidades del mismo; así,si se consiguen unas necesidades uniformes a lo larga de la ejecución del proyecto,a la persona responsable del mismo se le plantearán menos problemas que en elcaso en que tenga que enfrentarse a unas necesidades variables que puedanprovocar excedente o déficit de dicho recurso.
El método Pert permite determinar también la mano de obra necesaria para cadaetapa; ello la convierte en una herramienta invaluable en la planificación de lamantención. El uso del método Pert ayuda a decidir el orden en que las tareas debenser realizadas.
La nivelación de recursos en la ejecución de proyectos no supone incremento delcoste de realización de la obra ya que el tiempo total no varía respecto del calculadoen el método PERT, debido a que las actividades
Distribución de cargas en el tiempo
En el instante 3, la carga es máxima y se requiere de 6 personas, dado que en t = 3se ejecutan las tareas E (crítica), F (sin holgura) y C (con holgura), conviene realizar Cen t = 1 o t = 2 y con ello reducir el personal necesario para el proyecto a 5personas.
6 6
mailxmail - Cursos para compartir lo que sabes
3.- Planificación de costos
Este método también se conoce como CPM (Critical Path Method). Es usual que alreducir el tiempo para completar un proyecto existan beneficios (por ejemplo,mayor producción), cuyo valor puede ser estimado.
Para decidir qué acciones tomar, es necesario estudiar la relación entre reducir laduración del proyecto y los beneficios que ello pueda ocasionar. Para reducir eltiempo hay dos extremos:
• programa crash: reducir el tiempo al mínimo posible, lo que incrementa los costosde intervención
• programa normal: estimar costos con duraciones nominales para las tareas, a uncosto normal.
El gradiente de costos de cada tarea puede ser aproximado por:
Las medidas a realizar es reducir el tiempo de las tareas ubicadas en la ruta crítica,entre estas, empezar con aquellas que tienen el menor gradiente de costos (lasmenos sensibles al tiempo). Sin embargo, es posible que la ruta crítica cambie sustareas componentes y es necesario hacer un reanálisis. Podríamos evaluar entoncesla probabilidad de que cierta actividad caiga en la ruta crítica. Todas lasposibilidades pueden ser evaluadas como un problema de optimización deprogramación lineal.
6 7
mailxmail - Cursos para compartir lo que sabes
31. Mantenimiento industrial. El futuro
EL FUTURO DEL MANTENIMIENTO
Introducción
En la última década, las estrictas normas de calidad certificada que se debencumplir, así como la intensa presión competitiva entre industrias del mismo rubropara mantenerse en el mercado nacional e internacional, ha estado forzando a losresponsables del mantenimiento en las plantas industriales a implementar loscambios que se requieren para pasar de ser un departamento que realizareparaciones y cambia piezas y/o máquinas completas, a una unidad de alto nivelque contribuye de gran manera en asegurar los niveles de producción. Es por tantonecesario hacer notar que la actividad de “mantener”, si es llevada a cabo de lamejor manera, puede generar un mejor producto lo que significa producción demejor calidad, en mayor cantidad y con costos más bajos.
El desarrollo del software de gestión del mantenimiento (CMMS – ComputerizedMaintenance Management System) surge para dar respuesta a la necesidad de unagestión eficaz en la Ingeniería del Mantenimiento, de acuerdo al actual contextoindustrial, continuamente dirigido hacia una mejora continua de la productividad,optimización de los procesos, control del trabajo y reducción de costes.
Es indudable que el aumento de la vida operativa de la máquina a través de unaestrategia de mantenimiento predictiva – proactiva, disminuye los costos demantenimiento e incrementa la productividad de la Planta. Sin embargo, se hapodido notar a través de experiencias de varias empresas, que no se han logrado losresultados esperados principalmente por falta de personas bien capacitadas en eltema. La ingeniería ha avanzado en todas sus ramas incluyendo los instrumentos ytécnicas que se han desarrollado y que de alguna manera sustentan la credibilidadde los programas de mantenimiento predictivo implementados en la industria. Paraque estos programas sean efectivos, es necesario poder determinar en cualquierinstante la condición mecánica real de las máquinas bajo estudio, lo cual se lograanalizando las diferentes señales que ellas emiten al exterior. Modernos sistemascomputacionales se han desarrollado para monitorear continuamente, registrar yprocesar información proveniente tanto de los síntomas de vibración como detemperatura, presión, ruido entre otros.
Tendencias actuales
Circunstancias diversas como crisis y éxitos de tipo administrativo, financiero,económico y comercial han obligado a muchas empresas a reflexionar y reaccionarsobre sus diferentes áreas para hacerlas más efectivas. La tendencia resultanteconsiste en subdividir la gestión de la compañía hasta el punto de crear unambiente empresarial en cada una de las áreas: por tanto cada responsable de árease convierte en el gerente de esa parte, garantizando la rentabilidad de su gestión yun manejo eficiente de recursos. Esto ha generado fuertes choques en lasorganizaciones, hasta el punto de preguntarse si la función mantenimiento esjustificable dentro de la empresa.
En la búsqueda de costes óptimos ha sido necesario replantear la función delMantenimiento orientándolo a hacerlo más efectivo y así al tiempo que su influenciaen los costes totales se minimice. Si durante una primera etapa de industrialización
6 8
mailxmail - Cursos para compartir lo que sabes
predominan en las empresas los criterios orientados hacia la producción, en unsiguiente paso la prioridad es de otros aspectos tales como operación fácil, bajaemisión de ruido, economía durante todo el período de funcionamiento, seguridadde los trabajadores y mantenimiento adecuado.
Las razones para estos cambios son las exigentes condiciones de la competencia,que no admiten ningún desperdicio de recursos tales como materias primas, tiempo,personal, repuestos, etc., la mayor complejidad de las instalaciones, así comotambién el grado creciente de interrelación de unidades productivas lo que haaumentado considerablemente los costes de paros de producción y reparaciones. Enconsecuencia, los tiempos de detención breves y un bajo ratio de averías sonfactores que desempeñan un papel decisivo en el éxito económico
Las nuevas tendencias en materia de mantenimiento, son entre otras:
• No hacer en vez de hacer
• Prevención de fallos en vez de mantenimiento preventivo
• Centralización de planificación y programación
• Aplicación de indicadores de resultado
• Mantenimiento como gestión
• Análisis de Puntos débiles
• Rápida atención a emergencias
• Alta carga de datos para procesar
• Mantenimiento basado en condición en vez de fechas
• Responsabilidad en la gestión del almacén e inventarios
• Procedimientos estandarizados
• Sistema de Información apropiado
• Mantenimiento de primera línea por el operario
• Equipos intercambiables y modulables
6 9
mailxmail - Cursos para compartir lo que sabes
32. Mantenimiento asistido por ordenador (1/2)
Gestión del Mantenimiento Asistido por Ordenador
La cantidad de informaciones cotidianas disponibles en un servicio demantenimiento implica medios de recogida, almacenamiento y tratamiento que sololo permite el útil informático.
Un CMMS es un programa informático que permite la gestión de las operaciones demantenimiento de una organización. Este software utiliza una base de datosfácilmente accesible por los trabajadores de mantenimiento de manera que puedanrealizar sus trabajos con mayor eficiencia y ser utilizada por los gestores para tomardecisiones en base a los datos registrados. La información puede ser consultada asu vez por terceras partes, en relación con asuntos de calidad, finanzas, seguridad,etc.
Los Programas CMMS permiten disponer de gran cantidad de información, que debeestar adecuadamente organizada y ser fácil de extraer. Es posible disponer de unhistorial de cada equipo (máquina o instalación), en cuanto a característicastécnicas, revisiones, sustituciones, fechas de las últimas incidencias o averías,personal, horas y materiales utilizados en la solución de los problemas, etc. Almismo tiempo, permiten programar en función de los parámetros que se analicen,las revisiones preventivas y/o predictivas, generando los listados correspondientespara la tarea de los técnicos, según los plazos programados. Los Programas CMMSsuelen estar compuestos de varias secciones o módulos interconectados, quepermiten ejecutar y llevar un control exhaustivo de las tareas habituales en losDepartamentos de Mantenimiento. Entre los diferentes proveedores y sistemasexistentes en el mercado, es habitual encontrar programas que presentan algunasde estas funcionalidades:
• Órdenes de trabajo (OT’s): Actuación de mantenimiento que ha sido programada,asignada a un personal concreto, con unos costes asociados y con materialreservado para su realización. Se podría completar con información adicional sobrecausas y efectos de los problemas, tiempos de avería, mediciones orecomendaciones.
• Mantenimiento preventivo (MP): Planificación y Seguimiento de trabajospreventivos, incluyendo instrucciones o listas de tareas, material requerido, etc.Habitualmente los CMMS realizan una planificación automática en base a tiemposfijos o mediciones, y “avisan” cuando la operación de mantenimiento es necesaria.
• Gestión de equipos: Registro de información en torno al equipamiento einstalaciones, incluyendo datos como especificaciones, garantía, proveedores,contratas, fechas de compra, tiempo de vida esperado, registro de incidencias,averías, etc.
• Control del inventario: Gestión de los repuestos, herramientas y otros materialesalmacenados, permitiendo la reserva de material para trabajos concretos yaportando datos de la ubicación concreta en los almacenes. El CMMS puedeasimismo informar sobre cuándo deben pedirse los materiales y en qué cantidad, yrealizar un seguimiento de las recepciones de material.
Las aplicaciones CMMS pueden generar sofisticados informes de estado y
7 0
mailxmail - Cursos para compartir lo que sabes
documentación sobre detalles y sumarios de las actividades de mantenimiento.Existen también programas CMMS capacitados para actuar en la web, trabajandodesde un servidor de la compañía proveedora o en un servidor propio de lacompañía usuaria.
La instalación y utilización de un programa de gestión de mantenimiento deberepercutir en una mejora de la planificación y de la ejecución de los trabajos,aumentando la eficiencia global, puesto que gracias a su utilización elmantenimiento se basa en datos precisos, conociendo en tiempo real la carga detrabajo y la disponibilidad de equipos y personas.
Las siglas CMMS encuentran su equivalente en español como GMAO (Gestión delMantenimiento Asistido por Ordenador) Así mismo, en la gran mayoría de los paíseslatinoamericanos, se usan las siglas GMAC (Gestión de Mantenimiento asistida porComputadora).
Existen programas CMMS de propósito genérico, y otros cuyo enfoque se centra enuna sector industrial concreto.
7 1
mailxmail - Cursos para compartir lo que sabes
33. Mantenimiento industrial. Software informático( 1 / 2 )
El mercado de GMAO
Como en toda la industria del software, la experiencia de los proveedores desoluciones GMAO se reduce a algo más de dos décadas en el caso de los másveteranos.
Entre los diferentes productos que ofrecen estos proveedores hay una primeradiferenciación: programas “puramente” de gestión de mantenimiento, y aplicacionesintegradas dentro de sistemas ERP.
Los sistemas ERP (Enterprise Resource Planning o Planificación de RecursosEmpresariales) son sistemas de información gerenciales que integran y gestionanmuchos de los aspectos asociados con las operaciones de producción y distribuciónde una compañía. Cuando un GMAO es una parte de uno de esos sistemas, laintegración con el resto de las aplicaciones de administración (distribución,planificación, finanzas, recursos humanos) facilita un control total de lasoperaciones. En contrapartida, la implementación de estos paquetes ERP resultacostosa y ardua si se compara con la instalación de una aplicación “sencilla” deGMAO.
Los 5 primeros CMMS más implantados a escala mundial son:
1.SAP (integrado en un sistema ERP)
2.MAXIMO
3.MP2,
4.Ellipse (integrado en un sistema ERP)
5.PMC
Las compañías desarrolladoras de estos sistemas están presentes en multitud depaíses y actúan con una clara vocación global. Por otro lado, el tipo de empresasusuarias del software de estos proveedores son de tamaño medio-grande, en lamayoría de los casos multinacionales que eligen un GMAO concreto y lo aplican entodas sus plantas de todo el mundo, facilitando así la compatibilidad y convergenciade sus negocios.
Existen Sistemas de Gestión de Mantenimiento para sistemas operativos MacOs yUNIX, pero la inmensa mayoría se han desarrollado sobre la plataforma Windows. Enlos últimos tiempos han empezado a aparecer sistemas basados en código abierto,aplicaciones on line y programas abstraídos del sistema operativo (lenguajeinterpretado)
A continuación se ven algunos de los sistemas más implantados a escala mundial yotros ejemplos del ámbito español, con una breve descripción de susfuncionalidades y desarrolladores.
• SAP
Desarrollado por: SAP AG
7 2
mailxmail - Cursos para compartir lo que sabes
País: Alemania
Web: www.sap.com
Se estima que SAP PM es el software GMAO más utilizado del mundo. Su puntofuerte es la capacidad de integración total con el resto del paquete SAP, con el cualpueden controlarse todas las operaciones de una compañía (finanzas, logística,planificación, contabilidad...)
El módulo PM se encarga del mantenimiento complejo de los sistemas de control deplantas. Incluye soporte para disponer de representaciones gráficas de las plantasde producción y se puede conectar con sistemas de información geográfica (GIS), ycontener diagramas detallados. Capacidad de gestión de problemas operativos y demantenimiento, de los equipos, de los costes y de las solicitudes de pedidos decompras.
Su completo sistema de información permite identificar rápidamente los puntosdébiles y planificar el mantenimiento preventivo. Los submódulos o componentesdel sistema PM son los siguientes:
• PM-EQM Equipos y objetos técnicos.
• PM-PRM Mantenimiento preventivo.
• PM-PRO Proyectos de mantenimiento.
• PM-IS Sistema de información de PM.
• PM-SM Gestión de servicios, encargado del control y gestión de servicios a losclientes que constituye un módulo propio. Entre sus funciones se encuentran laadministración de la base instalada, gestión de peticiones de servicio, acuerdos ygarantías, e incluso facturación periódica.
• MAXIMO
Desarrollado por: MRO Software / IBM Tivoli Software
País: EEUU
Web: www.ibm.com/tivoli
Maximo es una aplicación de propósito genérico (se adapta a cualquier sectorindustrial) enfocada en la gestión de los activos críticos de una compañía. Abarcamayores funcionalidades que las de un simple GMAO, incluyendo la gestión deactivos tecnológicos (IT, hardware y software) y la posibilidad de integrar todos losfactores que intervienen en el proceso industrial. Por ejemplo, permite realizar todoel ciclo de compra (creación de solicitudes, petición de ofertas a distintosproveedores, emisión de la orden de compra, verificación de la recepción yfacturación) a través de Internet.
• MP2
Desarrollado por: Infor (anteriormente Datastream)
País: Estados Unidos
Web: www.datastream.net
7 3
mailxmail - Cursos para compartir lo que sabes
MP2 ocupa el puesto nº 3 entre las aplicaciones CMMS más implantadas a escalamundial
MP2es un sistema integrado de gestión que comprende:
• Organización y seguimiento del inventario
• Gestión de costes por equipo
• Históricos de datos en equipos
• Planificación de las tareas de mantenimiento preventivo
• Localización de recursos
• Solicitud y compra de repuestos
• Estudio de fallos en equipos y necesidades de mantenimiento
7 4
mailxmail - Cursos para compartir lo que sabes
34. Mantenimiento industrial. Software informático( 2 / 2 )
• ELLIPSE
Desarrollado por: MINCOM
País: Australia
Web: www.mincom.com
Mincom Ellipse es una solución ERP que integra la administración de mantenimiento,materiales, administración financiera, y de recursos humanos.
La aplicación de administración de mantenimiento está considerada como el cuartoGMAO más utilizado a nivel mundial. La particularidad de este software reside enque está estrechamente integrado con las otras funciones de administración delmismo paquete.
• PMC
Desarrollado por: DPSI
País: Estados Unidos
Web: www.dpsi.com
PMC es un sistema claramente enfocado en la facilidad de uso. Trabaja sobreplataforma Windows y sistema de base de datos Access.
Módulos de Orden de Trabajo, Planificación del mantenimiento, Gestión delinventario, Histórico de equipos.
• ITHEC
Productos: MicroMaint, MiniMaint, MaxiMaint, Prestamaint
Desarrollado por: Ithec International
País: Francia
Web: www.ithec.com
“La gama de programas de gestión de mantenimiento (GMAO) se adapta a cualquiersector de actividad: mantenimiento industrial, mantenimiento edificios, servicios demantenimiento, mantenimiento hospitales, mantenimiento hoteles, mantenimientobarcos, mantenimiento de flotas de vehículos, etc.”
- Micromaint SQL: orientado a empresas que necesitan una herramienta de GMAOsencilla y económica para poder informatizar de manera rápida el departamento demantenimiento. Funcionalidades básicas de la GMAO (Activos detallados, estructurasen árbol, mantenimiento correctivo, mantenimiento preventivo, mejoras, almacén,análisis, etc.)
- MaxiMaint SQL: Concebido para una mayor exigencia, añadiendo funciones muyavanzadas. Existe en versiones específicas según la actividad (servicios externos,
7 5
mailxmail - Cursos para compartir lo que sabes
ayuntamientos, etc.) y permite cumplir con todas las exigencias que pueda tener unjefe de mantenimiento y un jefe de proyecto (planificación avanzada, etc.).
- PrestaMaint: Mantenimiento multi-sitios. Integra una multitud de funcionespropias a la actividad del mantenimiento. Concebido y organizado para serplataforma de intercambios.
• Lantek Avalon
Desarrollado por: Lantek Facility Management
País: España
Web: fm.lantekbs.com
“Lantek Avalon es la solución de Gestión Integral de mantenimiento de sistemas deproducción (conjunto de dispositivos, instalaciones y equipos) que cubre de formacompleta las necesidades de profesionales implicados en la gestión demantenimiento industrial.”
• Master Tools 4.0
Desarrollado por: Software, Maquinaria y Mantenimiento S.L.
País: España
Web: www.smmsl.com
Master Tools 4.0 se define como un programa de mantenimiento preventivo dirigidoa empresas que dispongan entre sus activos de múltiple maquinaria y/oinstalaciones, posibilitando un correcto control y mantenimiento de dichos activos.
• ABISMO
Desarrollado por: Works Gestión del Mantenimiento S.A.
País: España
Web: www.wgm.es
“Abismo no requiere conocimientos de informática, y permite la integración detodas las áreas: gestión de activos, gestión de almacenes, gestión de compras.Dispone de todos los informes de gestión necesarios, tanto técnicos comoeconómicos para facilitar la toma de decisión. Es adaptable a cualquier tamaño deorganización. La implantación de Abismo va a permitir adecuar la actividad deMantenimiento al cumplimiento de las normativas ISO 9001 e ISO 9002 para cubrirlas exigencias de aseguramiento de los medios productivos de acuerdo con losProcedimientos de Calidad establecidos.”
Recopila y organiza toda la información aportada por el conjunto del departamentode mantenimiento para que el Centro de Estudios y Planificación del Mantenimiento.(CEPM), tenga los históricos técnicos y económicos necesarios para tomar lasdecisiones correctas en cada momento.
• GIM (Gestión Integral del Mantenimiento)
Desarrollado por: tcman
País: España
7 6
mailxmail - Cursos para compartir lo que sabes
Web: www.tcman.com
GIM es una herramienta para la gestión informatizada del mantenimiento, queintegra en su totalidad las actividades de los departamentos de organización deactivos.
7 7
mailxmail - Cursos para compartir lo que sabes
35. Mantenimiento industrial. Diagnóstico avanzado( 1 / 2 )
Diagnóstico Mediante Sistemas Expertos
Cuando los programas de ayuda al mantenimiento son capaces de diagnosticarfallos se habla de MAO (Mantenimiento Asistido por Ordenador). Entre ellos tambiénexisten categorías:
• Sistemas integrados en autómatas programables. Necesitan una programaciónparticular.
• Tarjetas de diagnóstico o de adquisición datos. Comparan en tiempo real los ciclosde las máquinas a un estado de buen funcionamiento inicial o teórico.
• Generadores de sistemas expertos, que permiten buscar la causa inicial (raíz) delfallo, si se ha documentado correctamente.
Los sistemas expertos (S.E.) representan un campo dentro de la llamada Inteligenciaartificial que más se ha desarrollado en la actualidad en el área de diagnósticos enmantenimiento, después de una probada eficacia en el campo de la medicina. LosS.E. son programas informáticos que incorporan en forma operativa, el conocimientode una persona experimentada, de forma que sea capaz tanto de responder comode explicar y justificar sus respuestas. Los expertos son personas que realizan bienlas tareas porque tienen gran cantidad de conocimiento específico de su dominio,compilado y almacenado en su memoria a largo plazo. Se necesita al menos 10 añospara adquirir tal información, la cual está formada por:
-conocimientos básicos y teóricos generales
-conocimientos heurísticos (hechos, experiencias)
Es casi imposible que se obtengan todos a partir de la experiencia solamente.
La diferencia de un S.E. con respecto a los programas informáticos convencionalesradica en que los S.E., además de manejar datos y conocimientos sobre un áreaespecífica, contiene separados el conocimiento expresado en forma de reglas yhechos, de los procedimientos a seguir en la solución de un determinado problema.Finalmente los S.E. pueden justificar sus resultados mediante la explicación delproceso inductivo utilizado.
Los S.E. son programas más de razonamiento que de cálculo, manipulan hechossimbólicos más que datos numéricos.
El primer S.E. de diagnóstico fue el MYCIN (1976) para diagnóstico médico(Universidad de Stanford). Después se han desarrollado una gran cantidad de S.E. dediagnóstico en diversas áreas (química, geología, robótica, diagnóstico, etc.).
Componentes de un S.E.
Los principales componentes de un S.E. son:
- Base de Conocimiento y Base de Hechos.
Es el lugar dentro del S.E. que contiene las reglas y procedimientos del dominio de
7 8
mailxmail - Cursos para compartir lo que sabes

aplicación, que son necesarios para la solución del problema. El conocimiento sealmacena para su posterior tratamiento simbólico. Se entiende por tratamientosimbólico a los cálculos no numéricos realizados con símbolos, con el fin dedeterminar sus relaciones.
El Módulo de reglas, que se encuentra en la Base de Conocimientos, contiene losconocimientos operativos que señalan la manera de utilizar los datos en laresolución de un problema, simulando el razonamiento o forma de actuar delexperto.
La Base de Hechos se estructura en forma de base de datos.
Ejemplo:
Hecho 1: un aceite diluido reduce la presión de lubricación.
Regla 1: SI el aceite está diluido. ENTONCES la presión del aceite se reducirá.
- Motor de Inferencia.
Es la unidad lógica que controla el proceso de llegar a conclusiones partiendo de losdatos del problema y la base de conocimientos. Para ello sigue un método quesimula el procedimiento que utilizan los expertos en la resolución de problemas. Sumódulo de control señala cuál debe ser el orden en la aplicación de las reglas.
- Interfase de Usuarios.
Componente que establece la comunicación entre el S.E. y el usuario.
- Adquisición del Conocimiento.
Es el proceso de extracción, análisis e interpretación posterior del conocimiento, queel experto humano usa cuando resuelve un problema particular y la transformaciónde este conocimiento en una representación apropiada en el ordenador.
7 9
mailxmail - Cursos para compartir lo que sabes
36. Mantenimiento industrial. Diagnóstico avanzado( 2 / 2 )
- Mecanismo de aprendizaje.
Es el proceso mediante el cual el S.E. se perfecciona a partir de su propiaexperiencia. Los S.E. pueden estar desarrollados en lenguajes clásicos deprogramación (BASIC,FORTRAN, COBOL), en lenguajes de inteligencia artificial I.A.(LISP, PROLOG), en lenguajes orientados a objetos (SMALLTALK) y conchas o shells,que son entornos más sofisticados en los cuales solo hay que introducir losconocimientos, utilizando sus propios módulos de representación del conocimiento.
Justificación del uso de un Sistema Experto
A la hora de plantearse el uso de un S.E. hay que determinar si el problema esadecuado para resolverlo mediante S.E. Para ello se tienen en cuenta trescondiciones:
- Plausibilidad (que sea posible)
- Justificación
- Adecuación
- Plausibilidad
- Existencia de expertos en el área del problema.
- Los conocimientos del experto no solo son teóricos sino que además aportaexperiencia en su aplicación.
- Los expertos deben poder explicar los métodos que usan para resolver losproblemas.
- Disponer de casos de pruebas que permitan comprobar los casos desarrollados.
- La tarea no debe ser ni demasiado fácil ni demasiado difícil. Lo más difícil esexpresar el conocimiento en la estructura adecuada para el S.E.
- Justificación
- Ventajas que ofrece su utilización.
- Rentabilidad económica.
- Adecuación
- Problemas que no se presten a una solución algorítmica.
- Problema suficientemente acotado para que sea manejable y suficientementeamplio para que tenga interés práctico.
- Problemas con ciertas cualidades intrínsecas como:
Conocimiento subjetivo, cambiante, dependiente de los juicios particulares de laspersonas, etc.
8 0
mailxmail - Cursos para compartir lo que sabes

8 1
mailxmail - Cursos para compartir lo que sabes