MANUAL DE MANEJO Y MANTENIMIENTO - MEXjosemec.mex.tl/images/5147/MANUAL DE MANEJO Y... · Web...
29
MANUAL DE MANEJO Y MANTENIMIENTO MOLINO DE BOLAS JOSMB_20K INSTRUCIONES DE MANEJO…………………………………………………….. INSTRUCIONES DE MANTENIMIENTO………………………………………… UNIVERSIDAD FRANSISCO DE PAULA SANTANDER. FACULTAD DE INGENIERIAS. MOLINO EXPERIMENTAL DE BOLAS. DIRECTOR: JESUS BETHSAID PEDROZA
Transcript of MANUAL DE MANEJO Y MANTENIMIENTO - MEXjosemec.mex.tl/images/5147/MANUAL DE MANEJO Y... · Web...
MANUAL DE MANEJO Y MANTENIMIENTO
MOLINO DE BOLAS JOSMB_20K
INSTRUCIONES DE MANEJO……………………………………………………..
INSTRUCIONES DE MANTENIMIENTO…………………………………………
UNIVERSIDAD FRANSISCO DE PAULA SANTANDER.FACULTAD DE INGENIERIAS.
MOLINO EXPERIMENTAL DE BOLAS. DIRECTOR:
JESUS BETHSAID PEDROZA ASESOR TECNICO:
DAVID MARTINEZ RODRIGEZ ELABORADO POR:
JUAN JOSE ROBERTO PARADA G.JOSE MANUEL RAMIREZ Q.
SAN JOSE DE CUCUTA2004
INSTRUCCIONES DE MANEJO
1. SINOPSIS.
1.1 Descripción de la máquina.
1.2 Partes de la máquina.
1.3 Dimensiones de la máquina
2. COMPONENTES Y ELEMENTOS DE MANDO.
2.1 Descripción de los elementos mecánicos de la máquina.
2.2 Descripción de los elementos de mando del molino.
3. PUESTA EN MARCHA.
3.1 Alimentación del molino.
3.2 Cierre de la puerta.
3.3 Puesta en marcha y parada del molino.
3.3.1 indicadores para la puesta en marcha del molino de bolas.
3.4 Descarga de la máquina.
1. SINOPSIS.
1.1 DESCRIPCION DE LA MÁQUINA.
El molino experimental de bolas es una máquina pulverizadora de carga única, diseñada para la conminución de minerales metálicos con base de sílice en su estructura.
El molino de bolas consta de una armazón metálica, la cual soporta las partes motrices; en el interior se encuentra una rejilla “tolva de recolección” que evita que el material pulverizado se disipe; sobre la estructura se encuentra un cilindro rotativo con su respectivo recubrimiento interno, un motoreductor trifásico, una reducción de velocidad angular con par de engranajes, que transmite la potencia entregada por el motor; al interior del cilindro se agregan los cuerpos moledores o cuerpos esferoidales de hierro fundido gris y el control de mando de la máquina.
La capacidad máxima que posee el molino de bolas es de 20 Kg de material a moler.
Los elementos de mando están ubicados a la parte derecha de la armazón metálica junto al par de ruedas dentadas y el motoreductor.
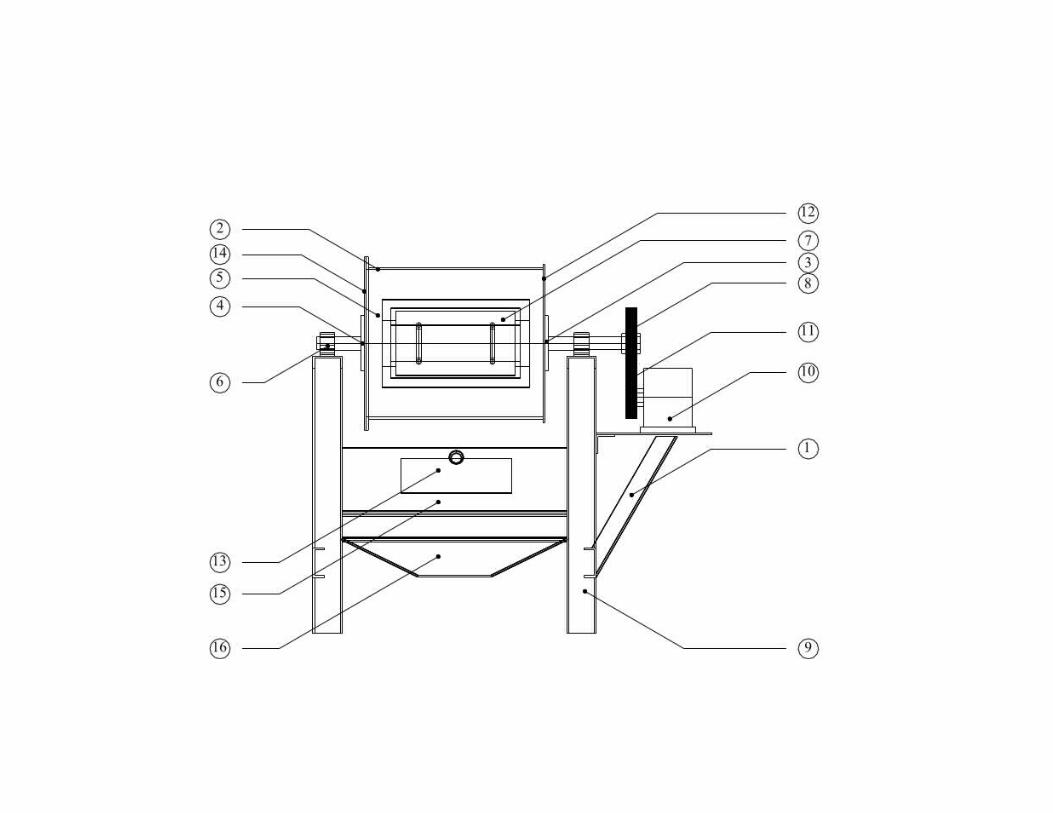
1.2 PARTES DE LA MÁQUINA.
En la figura 1 partes de la maquina.
1. Base del motoreductor.2. Blindaje.3. Brida derecha.4. Brida izquierda.5. Cilindro.6. Chumacera.7. Compuerta.8. Corona o Rueda.9. Estructura.10. Motoreductor.11. Piñón.12. Tapa critica.13. Tapa de la tolva.14. Tapa lateral extraíble.
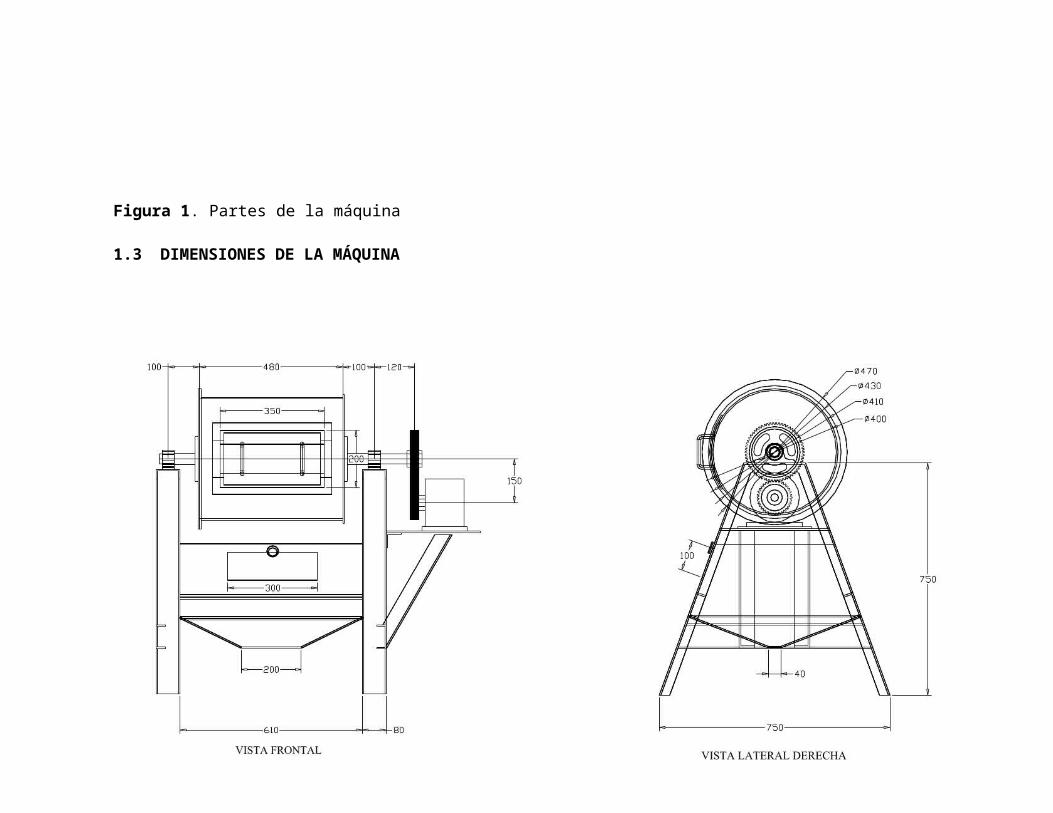
Figura 1. Partes de la máquina
1.3 DIMENSIONES DE LA MÁQUINA
15. Tolva de recolección de los cuerpos moledores.16. Tolva de recolección de material.
2. COMPONENTES Y ELEMENTOS DE MANDO.
2.1 Descripción de los elementos mecánicos de la máquina.
CILINDRO ROTATIVO.
El cilindro rotativo es un tambor hecho con una lamina de calibre 14 cuyas dimensiones son 1270X480 mm, esta doblado a 420 mm diámetro exterior, el tambor tiene dos tapas una esta atornillada a la parta izquierda de la maquina a través de una pestaña que esta soldada al orillo externo del tambor y la otra esta soldada en la parte derecha del mismo; posee una puerta sobre el cilindro de 350X200 mm por donde se realizan la alimentación y la descarga de los cuerpos moledores y el material. El fin primordial del cilindro es contener la carga de molienda (esferas y mineral).
BLINDAJE.
Para el blindaje se ha utilizado una lámina calibre 14 cuyas dimensiones son de 1250X480 mm esta doblada en forma cilíndrica con un diámetro interior de 400 mm. Por el hecho de ser un blindaje esta ubicado al interior del cilindro al cual esta asegurado por tres tornillos de 11 mm de diámetro que atraviesan una pestaña interna de arrastre, con las siguientes dimensiones: sección cuadrada de 25 mm y longitud de 450 mm. El fin primordial del blindaje es soportar el desgaste generado por la carga abrasiva en su interior.
CUERPOS MOLEDORES (ESFERAS).
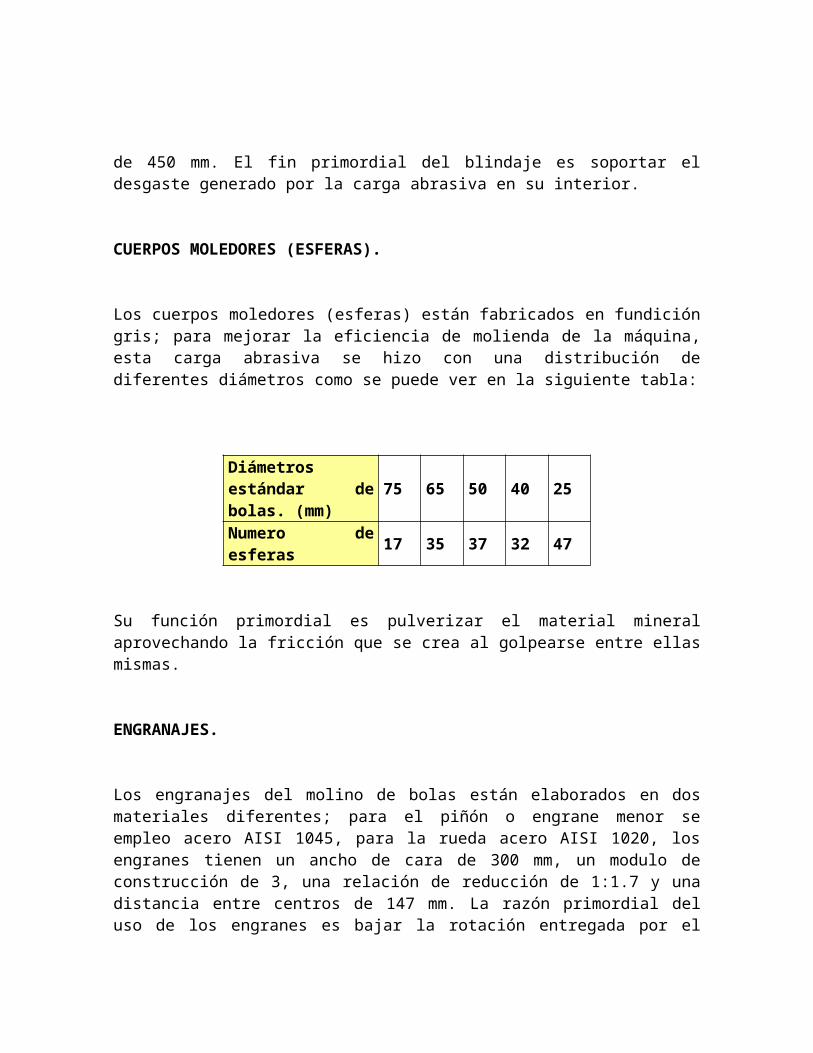
Los cuerpos moledores (esferas) están fabricados en fundición gris; para mejorar la eficiencia de molienda de la máquina, esta carga abrasiva se hizo con una distribución de diferentes diámetros como se puede ver en la siguiente tabla:

Diámetros estándar de bolas. (mm) 75 65 50 40 25
Numero de esferas 17 35 37 32 47
Su función primordial es pulverizar el material mineral aprovechando la fricción que se crea al golpearse entre ellas mismas.
ENGRANAJES.
Los engranajes del molino de bolas están elaborados en dos materiales diferentes; para el piñón o engrane menor se empleo acero AISI 1045, para la rueda acero AISI 1020, los engranes tienen un ancho de cara de 300 mm, un modulo de construcción de 3, una relación de reducción de 1:1.7 y una distancia entre centros de 147 mm. La razón primordial del uso de los engranes es bajar la rotación entregada por el reductor de 84 rpm y dar al cilindro de molienda su velocidad de rotación de 49 rpm.
TOLVA.
La tolva esta hecha en lámina de acero calibre 20, consta de dos secciones separadas por una lámina ranurada (lamina petrolera), que clasifica el material a moler de los cuerpos moledores (esferas), bajo esta rejilla esta la tolva de recolección, que canaliza el material pulverizado hacia una ranura de evacuación del material de 200X40 mm; sobre ella esta la sección de recolección de los cuerpos moledores en una de sus tapas laterales esta la puerta de extracción de las esferas cuyas dimensiones son de 100X300 mm.
ARMAZÓN.
La armazón o estructura rígida de la máquina esta hecha con viga estructural de sección en “U” de 80 mm; la forma principal de la estructura en su sección transversal es una “A”, cuyas diagonales miden 800 mm a 70º , la viga horizontal superior mide 200 mm y la viga horizontal inferior mide 560 mm. Está soldada internamente con electrodo E6013, esta ensamblada a otra similar por medio de dos vigas de 600 mm de longitud. El fin primordial del armazón es soportar el peso de la máquina y sostener la tolva, en la parte derecha se halla instalado la base o soporte del motoreductor cuyas dimensiones son de 240X250 mm.
MOTOREDUCTOR.
El motoreductor eléctrico empleado tiene una capacidad de 1.5 HP con instalación trifásica en estrella, el motor tiene una velocidad angular de 1750 rpm la que el reductor lleva a 84 rpm de salida.
2.2 Descripción de los elementos de mando del molino.
La transmisión de movimiento y potencia al sistema, se hace a través de un sistema electro mecánico.El sistema de protección eléctrica consta de un braker de 3X20 Amp.El inicio del movimiento se hace por medio de un pulsador, el cual acciona un contactor, cuya función es cerrar el circuito y permitir el ingreso de energía eléctrica al sistema.El sistema de control eléctrico esta formado por un arrancador eléctrico, el cual está conformado por un pulsador, contactor y térmico.
3. PUESTA EN MARCHA.
3.1 ALIMENTACIÓN DEL MOLINO.
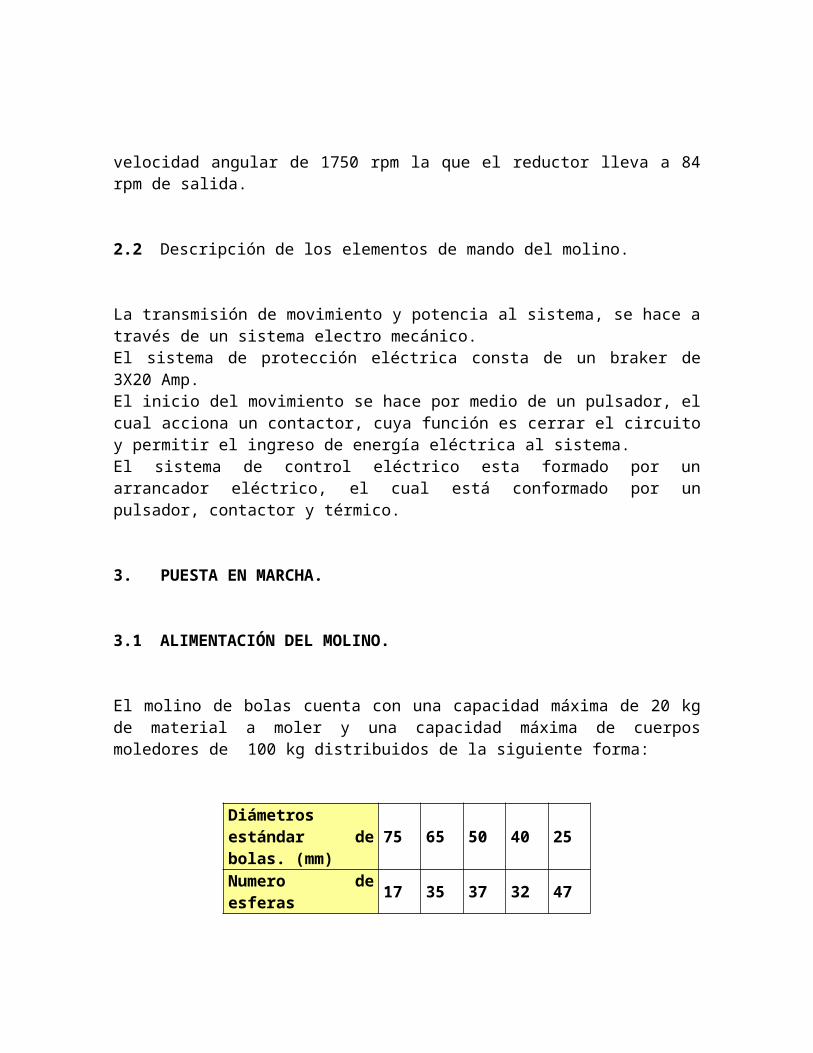
El molino de bolas cuenta con una capacidad máxima de 20 kg de material a moler y una capacidad máxima de cuerpos moledores de 100 kg distribuidos de la siguiente forma:
Diámetros estándar de bolas. (mm) 75 65 50 40 25
Numero de esferas 17 35 37 32 47
Sobre el área exterior del cilindro se encuentra una compuerta asegurada por tornillos; inicialmente se debe retirar esta tapa para dejar al descubierto la abertura de acceso para depositar en el interior del molino la carga de molienda (cuerpos moledores y material de molienda), se deben depositar de manera alternante esta carga de molienda.
3.2 CIERRE DE LA PUERTA.
En el cilindro sobresalen cuatro tornillos alrededor de la abertura de acceso; estos deben coincidir con los orificios de la compuerta al ajustar las tuercas.
El sello mecánico que tiene la abertura evita la fuga de polvo del interior del molino.
3.3 PUESTA EN MARCHA Y PARADA DEL MOLINO.
El molino de bolas cuenta en la parte derecha, bajo el motoreductor con un braker de seguridad de 3X20 Amp; el control de mando esta centrado en el arrancador, el cual posee el botón de inicio (verde) que cierra el circuito y el botón de parada (rojo) que abre el circuito.
Para iniciar basta revisar los indicadores para la puesta en marcha del molino sección 3.3.1 el paso a seguir es oprimir el botón de inicio en el control de mando.
El procedimiento para detener la molienda es oprimir el botón de parada en el control de mando.
3.3.1 INDICADORES PARA LA PUESTA EN MARCHA DEL MOLINO DE BOLAS.
Cerciorarse que la tensión de entrada sea trifásica. Cerciorarse que el braker este alimentando el fluido eléctrico. Cerciorarse que la compuerta este debidamente cerrada y atornillada.
3.4 DESCARGA DE LA MÁQUINA.
PRECAUCIÓN No ponga en marcha el molino únicamente con el conteniendo de los cuerpos moledores, esto aumenta el desgaste en el blindaje.
El molino se debe encontrar totalmente detenido, con la compuerta de alimentación ubicada en la parte superior, seguidamente se procede a retirar las tuercas de la compuerta, con ayuda del pulsador se hace girar el cilindro con el fin de que la compuerta quede ubicada en la parte inferior para así permitir la salida de la carga de molienda. Las esferas son separadas del material pulverizado por una tolva de recolección de los cuerpos moledores inmediatamente a la salida de la carga; el material molido pasa a través de una lamina ranurada y cae a una tolva de recolección de material con una ranura de salida en la parte inferior. Rumbo al depósito del material.
INSTRUCCIONES DE MANTENIMIENTO
INSTRUCCIONES DE SEGURIDAD IMPORTANTES
1. FICHA TÉCNICA DE LA MAQUINA.
2. OPERACIONES DE MANTENIMIENTO.
2.1. OPERACIONES DE MANTENIMIENTO MECÁNICO.
2.2. OPERACIONES DE MANTENIMIENTO ELÉCTRICO.
3. INSTRUCCIONES TÉCNICAS.
4. PROCEDIMIENTOS BÁSICOS DE LAS OPERACIONES DE
MANTENIMIENTO.
5. CRONOGRAMA DE MANTENIMIENTO.
INSTRUCCIONES DE SEGURIDAD IMPORTANTES
AVISO: Para una larga duración de la máquina es de importancia decisiva que su limpieza, lubricación y revisión sean efectuadas regular y esmeradamente. Estos trabajos deben ser planeados y llevados a cabo de cuerdo con los plazos establecidos. Al emplear el molino de bolas se deben tomar precauciones de seguridad para reducir el riesgo y posibles lesiones.
LEA TODAS LAS INSTRUCCIONES.
MANTENGA EL AREA DE TRABAJO LIMPIA los lugares desordenados
provocan lesiones.
NO FUERZE EL MOLINO. El molino funciona mejor para el rango de
capacidades diseñado.
VISTASE ADECUADAMENTE. Evite el uso de ropa amplia y joyería, estos
pueden quedar atrapados en las piezas móviles. Se recomienda el uso de guantes y
zapatos anti-resbalo, si tiene pelo largo lleve protección para cubrir el mismo.
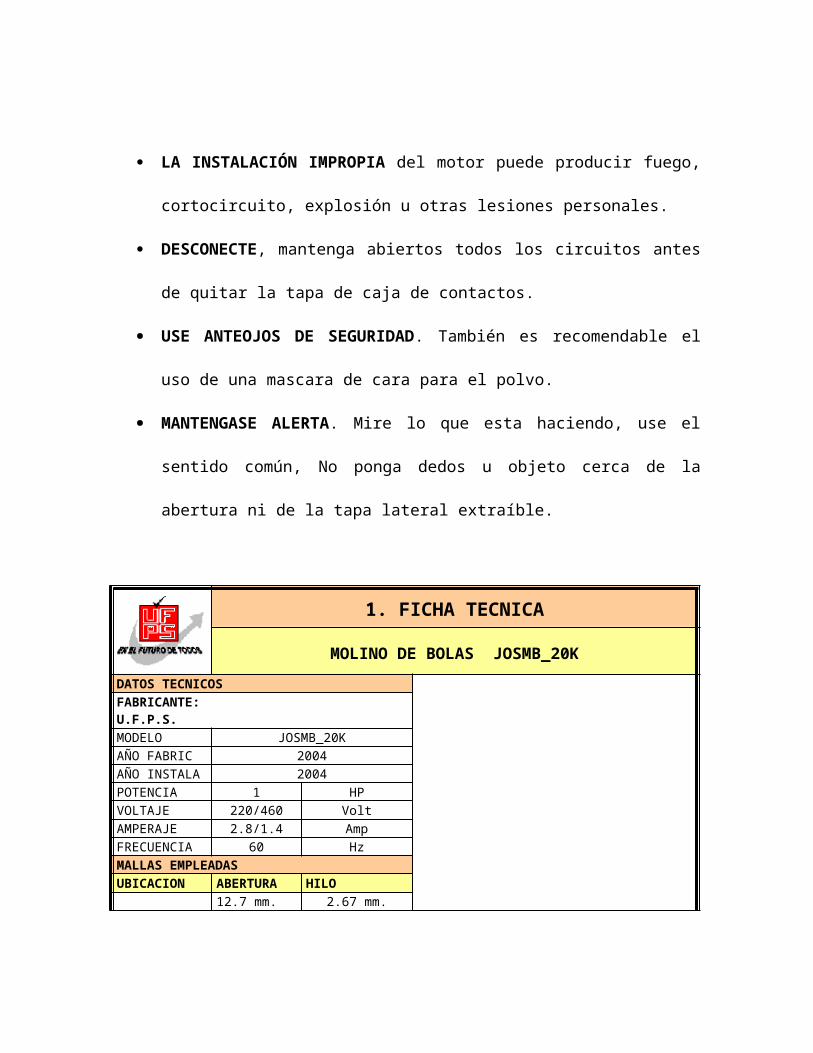
LA INSTALACIÓN IMPROPIA del motor puede producir fuego, cortocircuito,
explosión u otras lesiones personales.
DESCONECTE, mantenga abiertos todos los circuitos antes de quitar la tapa de
caja de contactos.
USE ANTEOJOS DE SEGURIDAD. También es recomendable el uso de una
mascara de cara para el polvo.
MANTENGASE ALERTA. Mire lo que esta haciendo, use el sentido común, No
ponga dedos u objeto cerca de la abertura ni de la tapa lateral extraíble.
1. FICHA TECNICA
MOLINO DE BOLAS JOSMB_20K
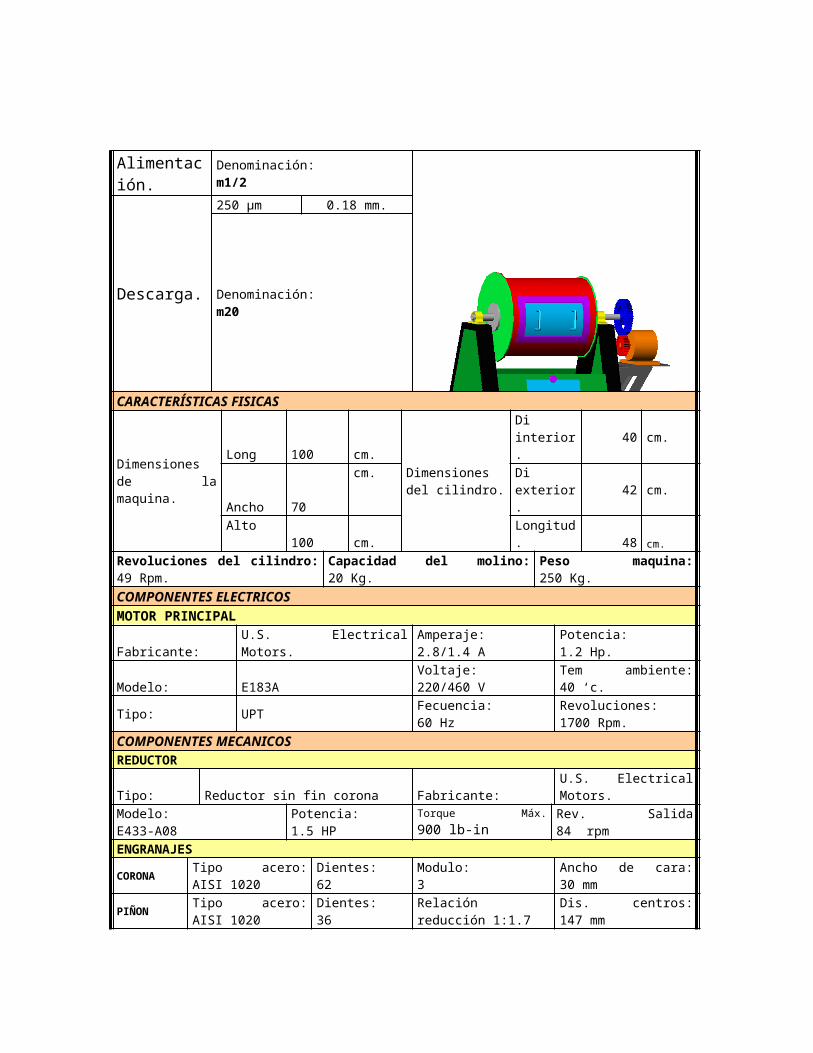
DATOS TECNICOSFABRICANTE: U.F.P.S.MODELO JOSMB_20KAÑO FABRIC 2004AÑO INSTALA 2004POTENCIA 1 HPVOLTAJE 220/460 VoltAMPERAJE 2.8/1.4 AmpFRECUENCIA 60 HzMALLAS EMPLEADASUBICACION ABERTURA HILOAlimentación.
12.7 mm. 2.67 mm.Denominación: m1/2
Descarga. 250 μm 0.18 mm.Denominación: m20
CARACTERÍSTICAS FISICAS
Dimensiones de la maquina.
Long 100 cm.Dimensiones del cilindro.
Di interior. 40 cm.Ancho 70 cm. Di exterior. 42 cm.Alto 100 cm. Longitud. 48 cm.
Revoluciones del cilindro: 49 Rpm. Capacidad del molino: 20 Kg. Peso maquina: 250 Kg.
COMPONENTES ELECTRICOSMOTOR PRINCIPALFabricante: U.S. Electrical Motors. Amperaje: 2.8/1.4 A Potencia: 1.2 Hp.Modelo: E183A Voltaje: 220/460 V Tem ambiente: 40 ‘c.Tipo: UPT Fecuencia: 60 Hz Revoluciones: 1700 Rpm.COMPONENTES MECANICOSREDUCTORTipo: Reductor sin fin corona Fabricante: U.S. Electrical Motors.Modelo: E433-A08 Potencia: 1.5 HP Torque Máx. 900 lb-in Rev. Salida 84 rpm

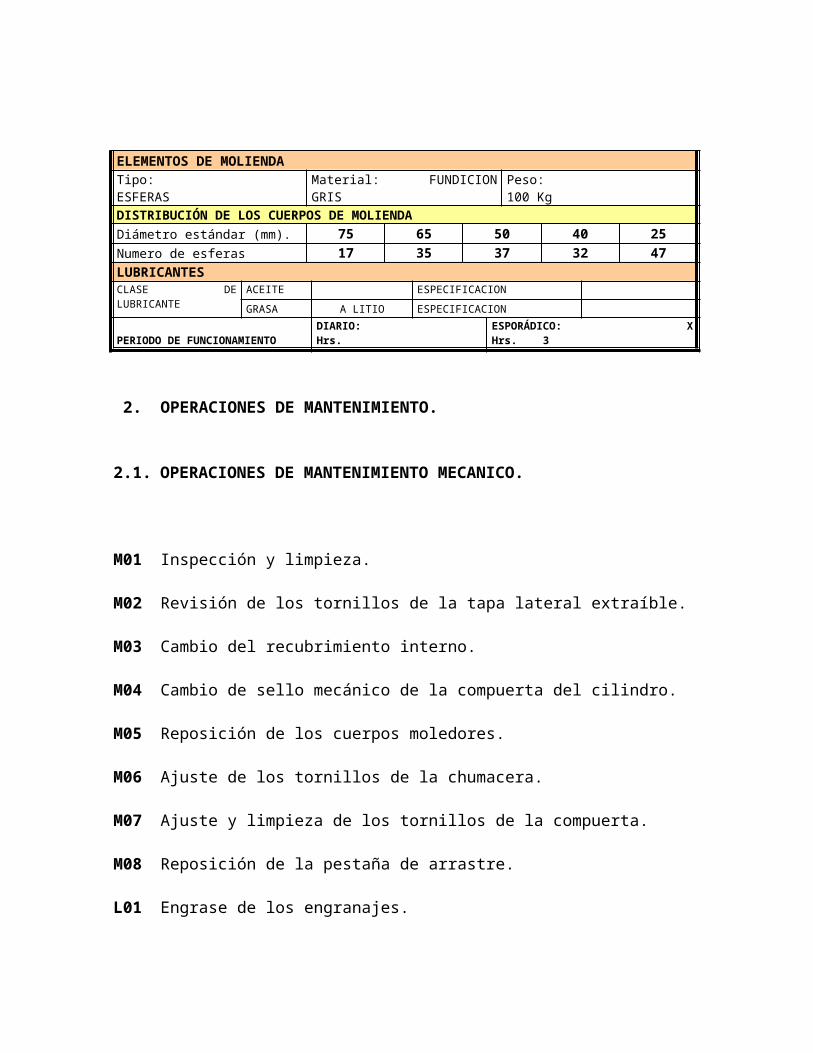
ENGRANAJESCORONA Tipo acero: AISI 1020 Dientes: 62 Modulo: 3 Ancho de cara: 30 mmPIÑON Tipo acero: AISI 1020 Dientes: 36 Relación reducción 1:1.7 Dis. centros: 147 mmELEMENTOS DE MOLIENDATipo: ESFERAS Material: FUNDICION GRIS Peso: 100 KgDISTRIBUCIÓN DE LOS CUERPOS DE MOLIENDADiámetro estándar (mm). 75 65 50 40 25Numero de esferas 17 35 37 32 47LUBRICANTESCLASE DE LUBRICANTE
ACEITE ESPECIFICACIONGRASA A LITIO ESPECIFICACION
PERIODO DE FUNCIONAMIENTO DIARIO: Hrs. ESPORÁDICO: X Hrs. 3
2. OPERACIONES DE MANTENIMIENTO.
2.1. OPERACIONES DE MANTENIMIENTO MECANICO.
M01 Inspección y limpieza.
M02 Revisión de los tornillos de la tapa lateral extraíble.
M03 Cambio del recubrimiento interno.
M04 Cambio de sello mecánico de la compuerta del cilindro.
M05 Reposición de los cuerpos moledores.
M06 Ajuste de los tornillos de la chumacera.
M07 Ajuste y limpieza de los tornillos de la compuerta.
M08 Reposición de la pestaña de arrastre.
L01 Engrase de los engranajes.
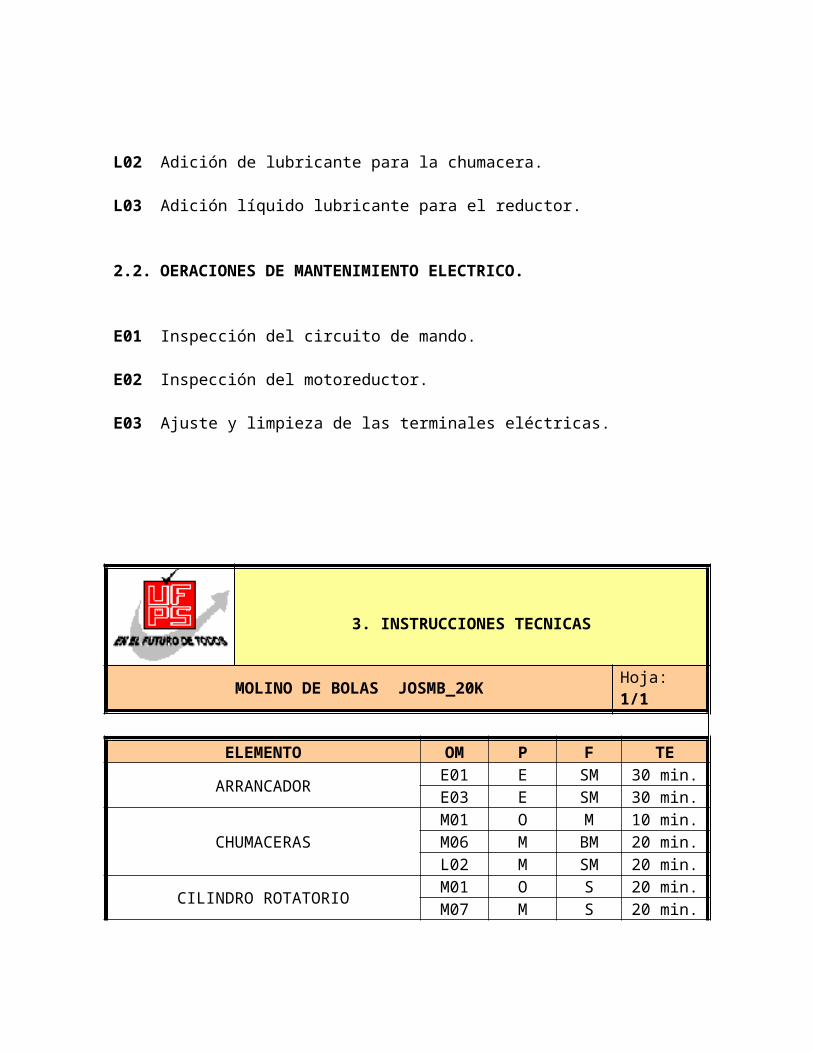
L02 Adición de lubricante para la chumacera.
L03 Adición líquido lubricante para el reductor.
2.2. OERACIONES DE MANTENIMIENTO ELECTRICO.
E01 Inspección del circuito de mando.
E02 Inspección del motoreductor.
E03 Ajuste y limpieza de las terminales eléctricas.
3. INSTRUCCIONES TECNICAS
MOLINO DE BOLAS JOSMB_20K Hoja: 1/1
ELEMENTO OM P F TE
ARRANCADOR E01 E SM 30 min.E03 E SM 30 min.
CHUMACERASM01 O M 10 min.M06 M BM 20 min.L02 M SM 20 min.
CILINDRO ROTATORIO M01 O S 20 min.M07 M S 20 min.
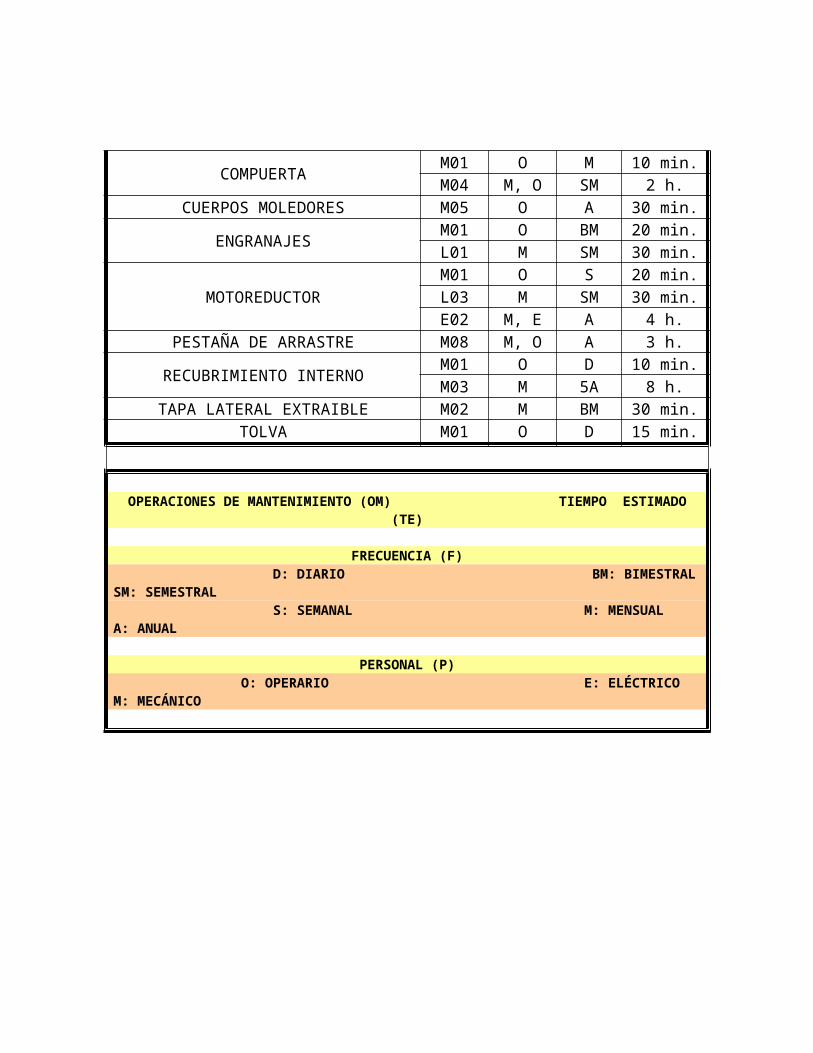
COMPUERTA M01 O M 10 min.M04 M, O SM 2 h.
CUERPOS MOLEDORES M05 O A 30 min.
ENGRANAJES M01 O BM 20 min.L01 M SM 30 min.
MOTOREDUCTORM01 O S 20 min.L03 M SM 30 min.E02 M, E A 4 h.
PESTAÑA DE ARRASTRE M08 M, O A 3 h.
RECUBRIMIENTO INTERNO M01 O D 10 min.M03 M 5A 8 h.
TAPA LATERAL EXTRAIBLE M02 M BM 30 min.
TOLVA M01 O D 15 min.
OPERACIONES DE MANTENIMIENTO (OM) TIEMPO ESTIMADO (TE)
FRECUENCIA (F) D: DIARIO BM: BIMESTRAL SM: SEMESTRAL S: SEMANAL M: MENSUAL A: ANUAL
PERSONAL (P)
O: OPERARIO E: ELÉCTRICO M: MECÁNICO
4. PROCEDIMIENTOS DE EJECUCIÒN
MOLINO DE BOLAS JOSMB_20K Hoja: 1/3ELEMENTO IT DESCRIPCIÒN EQUIPOS, MATERIALES Y
REPUESTOS NECESARIOS
ARRANCADOR
E01
Se retira la tapa protectora, se revisa si existe alguna señal de corto circuito o recalentamiento; en caso de cambio de alguna pieza, se extrae la bobina o el térmico según el caso y se reemplaza por el repuesto; finalizada la inspección se procede a instalar la tapa retirada.
Juego De Destornilladores, alicate. Repuestos: bobina del contactor, térmico, contactos.
E03
Se retira la tapa protectora, se revisa si hay algún cable suelto; dado el caso se ajusta o se reemplaza el terminal para garantizar un buen contacto; finalizada la inspección se procede a instalar la tapa retirada.
Juego De Destornilladores, alicate.Repuestos terminales eléctricos
CHUMACERAS
M01
La inspección se enfoca en tocar para reconocer si hay recalentamiento y escuchar si produce ruidos extraños; en caso que se presente uno de estos problemas se reemplaza la chumacera.
Juego de llaves boca-fija.Repuesto: rodamiento 35 mm.
M06Se verifica si algún tornillo esta desajustado, o si la rosca se ha aislado para remplazarlo.
Juego de llaves boca-fija.Repuesto: tornillos y tuercas de 5/8 de pulgada.
L02 Inyectar en la boquilla de la chumacera el aceite lubricante empleando la grasera.
Grasera, grasa a litio.
CILINDRO ROTATORIO
M01La limpieza se enfoca en frotar el trapo contra el cuerpo del cilindro, desprendiendo de esta forma las partículas halladas sobre él.
Brocha, trapo
M07
Con el cepillo metálico se limpian los hilos de los tornillos; se verifican que estos se encuentren en buen estado; dado el caso de daño se procede al cambio del tornillo.
Cepillo metálico, juego de llaves boca-fija. Repuesto: tornillos y tuercas de 1/2 pulgada
COMPUERTA
M01Antes de poner en marcha la máquina verificar que la compuerta ajuste de forma correcta sobre el cilindro.
M04
Se realiza una inspección visual al sello mecánico para determinar el nivel de deterioro del mismo; si el empaque presenta grietas, desprendimiento o desgaste excesivo se procede a removerlo con la espátula dejando la superficie completamente limpia para aplicar el adhesivo industrial y ubicar el nuevo empaque.
Juego de llaves, espátula. Repuesto: adhesivo industrial y empaque.
CUERPOS MOLEDORES M05
Se considera que el desgaste en las esferas es uniforme en todos los diámetros. El procedimiento consiste en medir el peso de una esfera de las de mayor tamaño, si esta es igual o menor a 1.58 Kg, se adiciona una esfera.
Peso.Repuesto: esfera de fundición de 75 mm de diámetro.
4. PROCEDIMIENTOS DE EJECUCIÒN
MOLINO DE BOLAS JOSMB_20K Hoja: 2/3ELEMENTO IT DESCRIPCIÒN EQUIPOS, MATERIALES Y
REPUESTOS NECESARIOS
ENGRANAJES
M01
Se retira el tornillo prisionero, seguidamente se golpea el engranaje suavemente con la barra de metal blando. Se valora el estado de la cuña, el cuñero y los dientes. Si alguno de estos está deteriorado, se debe realizar el ajuste inmediatamente
Martillo, barra de bronce, juego de llaves Bristol.Repuestos: cuña, tornillo prisionero, maquinado de la rueda y del piñón.
L01El procedimiento de lubricación de los engranes se realiza por frotación directa de la grasa sobre los dientes, empleando la paleta.
Grasa, paleta.
MOTOREDUCTOR
M01
La inspección se enfoca en tocar para reconocer si hay recalentamiento y escuchar si produce ruidos extraños; en caso que se presente uno de estos problemas se deben reemplazar los rodamientos.
Juego de llaves boca-fija.
L03
Se retira el tornillo de purga y se rellena de aceite lubricante hasta alcanzar el nivel de una tercera parte del reductor. En caso de que el aceite esté quemado se debe desmontar el motoreductor, vaciarlo en la vasija e introducir el nuevo lubricante. Finalmente se reinstala el motoreductor.
Vasija, aceite lubricante, juego de llaves boca-fija.
E02En caso de recalentamiento se debe revisar el estado de las bobinas, es posible que el esmalte o barniz esté deteriorado
Juego de llaves boca-fija.
PESTAÑA DE ARRASTRE M08
Se retira la tapa lateral extraíble. A continuación se retiran los tres tornillos que sujetan la pestaña al cilindro. Se realizan los respectivos agujeros y abocardados para la cabeza del tornillo. Realizados los agujeros se monta la pestaña en su posición y finalmente la tapa lateral extraíble.
Juego de llaves Bristol.Repuesto: barra de seccion cuadrada de1 pulgada de 45cm de longitud.
RECUBRIMIENTO INTERNO
M01
La inspección consiste en observar el desgaste en el blindaje. Cuando el desgaste es excesivo se procede a realizar el cambio del recubrimiento.
M03
Se abre la abertura de la boca para la compuerta. Se retira la tapa lateral extraíble. A continuación se retiran los tres tornillos que sujetan la pestaña al cilindro. El siguiente paso es ingresar el blindaje a presión dentro del cilindro. Realizado el ajuste se monta la pestaña en su posición y finalmente la tapa lateral extraíble.
Juego de llaves boca-fija. Juego de llaves Bristol.Repuesto: lamina de 4 mm de espesor con 1.26 m de longitud y 48 cm de ancho
4. PROCEDIMIENTOS DE EJECUCIÒN
MOLINO DE BOLAS JOSMB_20K Hoja: 3/3ELEMENTO IT DESCRIPCIÒN EQUIPOS, MATERIALES Y
REPUESTOS NECESARIOS
TAPA LATERAL EXTRAIBLE M02
Con el cepillo metálico se limpian los hilos de los tornillos; se verifican que estos se encuentren en buen estado; dado el caso de daño se procede al cambio del tornillo.
Juego de llaves boca-fija.Repuesto: tornillos y tuercas de 3/8 de pulgada.
TOLVA M01
La limpieza de la tolva consta de frotar el interior de las tolvas de depósito de los cuerpos moledores y de recolección de partículas contaminantes con la brocha; para garantizar un mayor grado de pureza del mineral a moler.
Brocha.
5. PROGRAMACION SEMANAL DEL MANTENIMIENTO-AÑO 2005
MOLINO DE BOLAS JOSMB_20K HOJA: 1/2
ELEMENTO OM TMENERO FEBRERO MARZO ABRIL MAYO JUNIO
1 2 3 4 5 6 7 8 9 10
11
12
13
14
15
16
17
18
19
20
21
22
23 24
ARRANCADOR E01 P XE03 P X
CHUMACERASM01 P X X X X X XM06 P X X XL02 P X
CILINDRO ROTATORIO M01 R X X X X X X X X X X X X X X X X X X X X X X X XM07 R X X X X X X X X X X X X X X X X X X X X X X X X
COMPUERTA M01 P X X X X X XM04 C X
ESFERAS M05 C
ENGRANAJES M01 P X X XL01 P X
MOTOREDUCTORM01 R X X X X X X X X X X X X X X X X X X X X X X X XL03 P XE02 P
PESTAÑA DE ARRASTRE M08 PRECUBRIMIENTO
INTERNOM01 R D X X X X X X X X X X X X X X X X X X X X X X XM03 C E N E R O 2 0 0 9
TAPA EXTRAIBLE M02 P X X XTOLVA M01 R D X X X X X X X X X X X X X X X X X X X X X X X
CONVENCIONES: OM= OPERACIÓN DE MANTENIMIENTO TM= TIPO DE MANTENIMIENTO P= PREVENTIVO. R= RUTINARIO. C=CORRECTIVO.ELABORADO POR: JUAN JOSE ROBERTO PARADA G. JOSE MANUEL RAMIREZ Q.
5. PROGRAMACION SEMANAL DEL MANTENIMIENTO-AÑO 2005
MOLINO DE BOLAS JOSMB_20K HOJA: 2/2
ELEMENTO OM TMJULIO AGOSTO SEPTIEMB OCTUBRE NOVIEMB DICIEMB
25
26
27
28
29
30
25
26
27
28
29
30
25
26
27
28
29
30
25
26
27
28
29 30
ARRANCADOR E01 PE03 P
CHUMACERASM01 P X X X X X X X XM06 P X X X XL02 P
CILINDRO ROTATORIO M01 R X X X X X X X X X X X X X X X X X X X X X X X XM07 R X X X X X X X X X X X X X X X X X X X X X X X X
COMPUERTA M01 P X X X XM04 C
ESFERAS M05 C
ENGRANAJES M01 PL01 P
MOTOREDUCTORM01 R X X X X X X X X X X X X X X X X X X X X X X X XL03 P X X X XE02 P
PESTAÑA DE ARRASTRE M08 PRECUBRIMIENTO
INTERNOM01 R X X X X X X X X X X X X X X X X X X X X X X X XM03 C
TAPA EXTRAIBLE M02 P X X X XTOLVA M01 R X X X X X X X X X X X X X X X X X X X X X X X X
CONVENCIONES: OM= OPERACIÓN DE MANTENIMIENTO TM= TIPO DE MANTENIMIENTO P= PREVENTIVO. R= RUTINARIO. C=CORRECTIVO.ELABORADO POR: JUAN JOSE ROBERTO PARADA G. JOSE MANUEL RAMIREZ Q.