Manual Instructivo de envase plegadizo
20
1. ¿Qué es un envase? Envase: Es un envoltorio que tiene contacto directo con el contenido de un producto, tiene la función de ofrecer una adecuada presentación, facilitando su manejo, transporte, almacenaje, manipulación y distribu- ción. Esto, más las connotaciones simbólicas inte- gradas al producto, reforzando su imagen o dete- riorándola, son la meta que cubren la forma más la imagen gráfica que se le proporciona al envase. Empaque: Es la presentación comercial del producto, contribu- ye a la seguridad de éste durante el desplazamiento, y logra su venta; le otorga una buena imagen y lo distingue de la competencia. El empaque es la manera de presentar el producto terminado en el punto de venta. El empaque está más orientado hacia el marketing Partes de un envase
-
Upload
mariela-meneses -
Category
Documents
-
view
256 -
download
1
description
Proyecto Final creado por Ivany Avilés Mariela Meneses
Transcript of Manual Instructivo de envase plegadizo

1 . ¿Qué es un envase?
Envase:Es un envoltorio que tiene contacto directo con el contenido de un producto, tiene la función de ofrecer una adecuada presentación, facilitando su manejo, transporte, almacenaje, manipulación y distribu-ción. Esto, más las connotaciones simbólicas inte-gradas al producto, reforzando su imagen o dete-riorándola, son la meta que cubren la forma más la imagen gráfica que se le proporciona al envase.
Empaque:Es la presentación comercial del producto, contribu-ye a la seguridad de éste durante el desplazamiento, y logra su venta; le otorga una buena imagen y lo distingue de la competencia. El empaque es la manera de presentar el producto terminado en el punto de venta.
El empaque está más orientado hacia el marketing
Partes de un envase
El mejor envase y embalaje es el que más se adapta a las especificaciones del producto, y lo protege hasta llegar en excelentes condiciones al consumidor final.
Mater i a l es
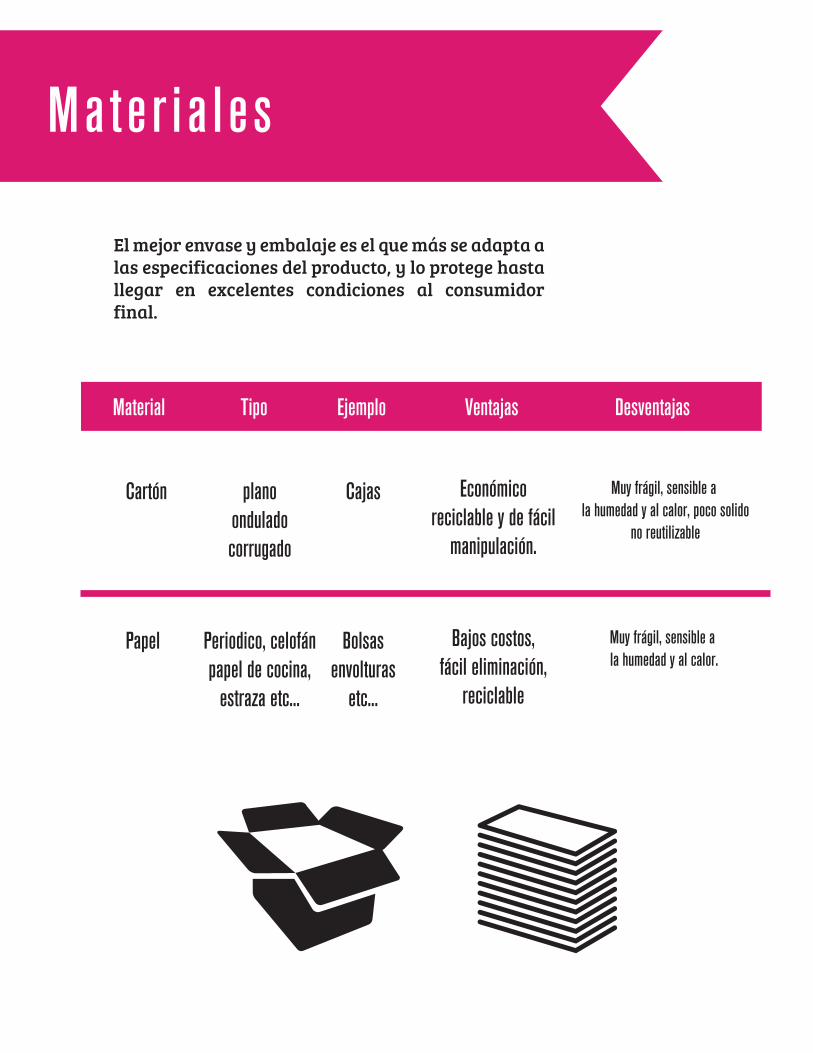
Material Tipo Ejemplo Ventajas Desventajas
Cartón planoonduladocorrugado
Cajas Económicoreciclable y de fácil
manipulación.
Muy frágil, sensible a la humedad y al calor, poco solido
no reutilizable
Papel Periodico, celofánpapel de cocina,
estraza etc...
Bolsasenvolturas
etc...
Bajos costos,fácil eliminación,
reciclable
Muy frágil, sensible a la humedad y al calor.
Cada tipo de cartón debe cumplir con ciertas especi-ficaciones de calidad tales como: buena adhesión de las tintas de impresión, facilidad de ser doblado sin agrietarse ni romperse y adaptarse a la forma de la caja requerida sin sufrir deformaciones o rupturas.Los cartones dúplex o multicapa son indicados para las impresiones sólidas, y cuando se ocupan semito-nos con brillo, se usan en paquetes de cigarrillos, productos farmacéuticos y algunos alimentos.Los cartones aglomerados están fabricados con ma-teriales reciclados, tienen un tono gris y se suele ocupar como envases eliminables, en alimentos pre-parados instantáneos, contenedores para huevos. Estos cartones son de bajo costo debido a su material de gran absorción, acojinamiento y aislamiento.Los tipos de cartón más utilizados en las cajas tipo plegadizas son los siguientes:
Mater i a l es
Cartón cuché promocional
Cartón cromekote
Cartoncillo gris
Cartón cuché reverso madera
En cajas plegadizas utilizadas para material promocional.
En cajas plegadizas de muy alta calidad.
En cajas colectivas tipo despachadores y charolas.En cajas plegadizas para perfumes, alimentos y congelados.
Usos Tipo
Mater i a l es
Costos bajos de material, dependiendo del tipo de caja a utilizar.
Se almacenan fácilmente ya que pueden ser dobladas ocupando mínimo espacio.
Pueden lograrse excelentes impresiones lo que mejora la presentación del producto.
Tienen amplia superficie.
Son envases ligeros, ofrecenrigidez.
Comportamiento adecuado del trazado, cortado, plegado, facilidad, rapidez en la construcción, armado y
Es permeable al agua y grasas.
Pierde resistencia y su forma estructural con la humedad y el agua.
No tiene barreras a gases o productos dañinos.
Ventajas de los envases de cartón Desventajas de los envases de cartón
Son económicos, dependiendo del gramaje del papel, su resistencia a la humedad y tipos de impresión.
Son seguros y herméticos al polvo al cerrarlos por los 4 lados.
Brindan protección al producto de la contaminación de bacterias, suciedades o sustancias extrañas.
Proporcionan un excelente medio de publicidad.
No aptos para productos muy húmedos ya que traspasan el material deformando el producto.
No son aptos para productos con bordes cortantes porque rasgan la superficie del envase, provocando una fuga del producto.
No tienen estabilidad en el acomodo vertical.
Ventajas de los envases de papel Desventajas de los envases de papel
Ma te r i a l es
2 . Med io de impres ión
Ofset rotativo.Tradicionalmente, los impresores de etiquetas y em-balajes flexibles usan máquinas tipográficas y flexográficas para imprimir sus productos. Sin em-bargo, no deberíamos descartar la posibilidad de imprimir las etiquetas en impresoras offset, ya que brindan una serie de ventajas.
Mayor calidad de impresión, sobre todo en medios tonos y tramas.
Elevada calidad deimpresión en un amplio rango de materiales. Menor ganancia de punto.
Se pueden conseguir lineaturas de trama de hasta 150 líneas/cm.
Mayor capacidad de regulación de tinta respecto a la flexografía.
Detalles muy nítidos
Bajo coste de la plancha de offset respecto al polímero flexográfico
Facilidad y rapidez en la preparación de la plancha (menos de 15 minutos en insolar, lavar y secar la plancha)
Alta disponibilidad de operarios cualificados
Envases de papel
Los envases y embalajes de papel se ocupan para la distribución y comercialización de productos, éstos son versátiles, prácticos, transportables, maneja-bles, resistentes y económicos, además, son “mate-riales amigables” con el ambiente y son 100% reci-clables.
De modo habitual son usados como envases prima-rios y secundarios, ya sea dentro o fuera de otros empaques y embalajes; por ejemplo, las bolsas, los botes, los sacos; como envoltorios, y la diferencia entre uno y otro reside en el peso, el material y la forma; las bolsas pueden soportar hasta 11.5 kilos mientras que los sacos contienen un peso mayor.Los tipos de papel más comunes usados para envase y embalaje son:
Papel KraftPapel pergamino vegetalPapel Glassine y papel resistente a las grasasPapel TissuePapel encerado
Ma te r i a l es
El tiraje es la cantidad de copias o piezas que se desea imprimir. Por ejemplo, el tiraje de la serigrafia es ilimitado, ya que con un bastidor imprimes la can-didad de piezas que quieras.
3 .T i ra j e
Offset
flexografía
huecograbado
Serigrafía
3,000 a 50,000 copias
3,000 a 50,000 copias o menos
Tirajes largos 100,000 a 500,000 copias
250 copias minimo
Sistema de impresión Tiraje aproximado
2 . Med io de impres ión
Offset por pliego.
Es un proceso de impresión planográfico es decir que utiliza placas de superficie plana. La imagen a plasmar es impresa en una placa la cual ha sido pre-parada previamente para poder imprimir sobre un pliego de papel. Se aplica tinta con un rodillo, se coloca el pliego de papel del tamaño deseado en la plancha entintada para después pasar a ambos por la prensa. La tinta se transfiere de la plancha al papel produciendo la impresión.
Ventajas:
Mayor finura de detalle.Colores más brillantes y saturados.Ausencia de estructuras de roseta.Ausencia de ángulos de trama.Mejor resolución de degradados.Mayor calidad con papeles ordinarios como periódico, papel recicla-do y papeles de calidad inferior.
Desventajas:
La producción litográfica requiere un mayor esfuerzo y por tanto es más cara.No es posible el retocado químico.Las tramas técnicas así como las superficies claras de la imagen aparecen bastas y granulosas debido a la irregular distribución de los pixeles.Se requiere más tinta cuando se sobre entinta la prensa.

Suajado y corte
Llamado también troquel, es una herramienta hecha de una placa de acero para cortar, doblar o marcar materiales blandos como el papel, cartón, tela, piel, etc. Las placas de corte son tiras de metal con filo a un lado, hay placas para corte continuo, corte intermitente o doble.
El objetivo del suajado es que los dobleces o cortes sean exactos a la figura o forma deseada.
Mater i a l es y p rocesos
4 . C rea r e l a rch i vo
Como crear un archivo de impresión para un envase en Adobe Illustrator
1.- Abrir un archivo en el que nuestro espacio de trabajo sea a medida del pliego que vamos a utilizar para la impresión.
2.- Debemos considerar un sangrado o rebase de 5mm (por pieza)Al igual que se considera dejar un perímetro de 1.5 cuando el armado es en pliego.
3.- El modo de color debe ser CMYK, ya que si tenemos el modo RGB al momento de salida de impresión nos puede cambiar drásticamente los colores.
4.- La resolución y el rasterizado debe estar a 300 ppp (Puntos por pulgada)Esto para que la impresión sea de mayor calidad.
5.- La tipografía tendrá que expandirse para evitar que al momento de llevar los archivos con el impresor se cambie.
6.- Los acabados que se van a utilizar tienen que ir separados en capas.
7.- La tipografía tiene que ir en negro al 100% y en fondos tiene que ir en negro compuesto:C 75%M 75%Y 45%K 100%
8.- Las imágenes utilizadas deben estar enlazadas esto para evitar la perdida de las mismas cuando se lleven a imprimir.
Aa
5 . Traba ja r e l A rch i vo
En este paso nos vamos a dedicar por completo a diseñar la etiqueta del envase.
Conocer específicamente las principales indicacio-nes legales que debe satisfacer el diseño de etiquetas para el mercado nacional, de acuerdo al tipo de pro-ducto que amparen.
Existen normas legales que deben ser respetadas y cumplidas por todos los diseños de etiquetas, enva-ses y embalajes.
En México, para diseños de envase de manejo nacio-nal, las normas son indicadas principalmente por la Secretaría de Salubridad, y deben ser sometidas a registro y aprobación, antes de lanzar el producto o la mejora del producto al mercado.
Es importante dar la información con un lenguaje claro y sencillo para e consumidor, la tipografía pequeña no es buena señal, hace parecer que el fabricante tiene algo que esconder.

6 . Guarda r e l a rch i vo
1.- Empaquetar el documento creado. Esto se realiza con el fin de evitar problemas de vinculaje con imágenes y tipografías.
2.- Simulamos una impresión (Archivo - Imprimir) y realizamos los siguientes ajustes:Impresora: Archivo Postscript, PPDF: Adobe PDFMarcas y sangrado (Todas las marcas de impresora).Esto nos creará un archivo con extensión "Postcript File", el cual utilizaremos en el siguiente punto.
3.- Abrimos Adobe Acrobat Distiller y arrastramos el archivoresultante del punto 2. Esto nos creará un archivo PDF con todas las páginas de nuestro documento.
7 . D iag ramac ión
Cuando se habla de diagramación se hace referen-cia a la parte visual de un impreso; es decir, al proce-so de reunir, de una manera orgánica y armónica, los textos e imágenes que pretenden ser entregados al lector.
La diagramación es una fase aparentemente senci-lla, pero su complejidad radica en que de ella depen-de que haya una fácil lectura, que el cuerpo del texto sea correcto y proporcionado, que las imágenes sean comprensibles y concuerden con el texto o la información que están apoyando, etc. Los encarga-dos de esto son los diseñadores, quienes, por lo gene-ral, se encargan de tareas o secciones específicas, siguiendo, eso sí, las directrices generales dadas por un diseñador jefe, que es quien da unidad visual y estilística al periódico para que éste se distinga cla-ramente de los otros.
En el momento de llevar a cabo la diagramación, hay que tener en cuenta cuestiones como la caja tipográfica, los títulos, los subtítulos, la fuente (letra) y su tamaño, los espacios, las gráficas, las fotos, las ilustraciones, entre otras cosas.
Por último, vale decir que es en la diagramación donde se puede lograr que un impreso sea llamativo a primera vista, o que resulte siendo un texto que no invita a ser leído.
8 . P ruebas de co lo r
Un diseñador que haga un trabajo en color para imprimirlo en offset, debe esperar a las primeras hojas de la tirada para saber si los colores salen como esperaba. Como una prensa ofsset tiene un ele-vado coste de arranque, es antieconómico imprimir una sola copia, corregir y rehacer las planchas y reimprimir la página de prueba.
Por eso en impresión offset y similares, es muy importante poder realizar copias de prueba con un dispositivo de salida distinto que permita un ciclo de pruebas menos costoso, más rápido y que permita simular con precisión la salida de la máquina offset.
Hoy día estas pruebas de color se pueden hacer con dos tipos de dispositivos de salida:
Monitor (lo que ahora se llama "soft proof" o "Vista de prueba").
Impresora (una "prueba física" o "hard proof"). Por impresora quiero decir una impresora, por ejemplo, de inyección de tinta o láser; es decir, una impresora normal (mejor si es de las de buena calidad).

Proceso de impres iónTamaño de placa:
El tamaño de placa se define por el tamaño de papel que se va a utilizar. Así se evita el desperdicio de papel. El aluminio es el metal más común para las placas de offset, aunque se pueden usar placas de cerámica o placas de cobre al estilo antiguo. Debido a su ligereza y a su resistencia a la oxidación, se puede anodizar el aluminio con tratamientos espe-ciales, o usar recubrimientos especiales para asegu-rar su duración y su adecuada interacción con las tintas y los distintos productos químicos empleados en el proceso. Los tamaños de placas habituales para máquinas 70x100 son 770x1030 habitual de Heidelberg, el 795x1050 de KBA, el 790x1030, el 800x1030
Salida de placa:
CTP (Computer To Plate) donde los diseñadores hacemos el diseño en la computadora por medio deI llustra-tor, Photoshop,entre otros; luego ya no es impresa una prueba en papel ni se hace el negativo (fotolito), sino que directamente se va a la Plancha, la cual es revelada automáticamente en una máquina revela-dora. Implicando ésto en baja de costos, tiempo de proceso, mayor exactitud de diseño e impresión y un punto mucho más fino, lo que en impresión a full color nos dá una impresión casi fotográfica. Del lado ecológico, se elimina el proceso de negativos por medio de reacciones químicas y desechos de haluros de plata.
9 . Impres ión
Para cualquier persona interesada en el mundo del envase y embalaje la impresión de los envases es un punto crítico, ya que de una buena o mala impresión depende la respuesta del consumidor.
Impresión a colorHasta ahora no se ha logrado imprimir una superfi-cie de colores de una sola vez, siempre se han reque-rido aplicaciones sucesivas de colores. Lo que se hace es imprimir los distintos tonos en forma de puntos o líneas, que el ojo amalgama y ve como si fuera una imagen de semitonos. Con una trama se pueden transferir los semitonos de las fotografías convirtiéndolos en puntos de varios tamaños. Una superficie clara se logra con puntos pequeños; y en superficies oscuras, los puntos forman una red o trama. A esto se le conoce en lenguaje gráfico como medio tono.
En teoría el ojo humano puede diferenciar entre dos mil cuatrocientos matices diferentes. Todos los mati-ces están hechos de tres colores básicos: cyan, ama-rillo y magenta. Agregando el negro tenemos lo que se llama comúnmente cuatricromía.
Una vez que ya se ha impreso nuestro tiraje deseado, se pasa al proceso de acabado final.
Tamaño de placa:
El tamaño de placa se define por el tamaño de papel que se va a utilizar. Así se evita el desperdicio de papel. El aluminio es el metal más común para las placas de offset, aunque se pueden usar placas de cerámica o placas de cobre al estilo antiguo. Debido a su ligereza y a su resistencia a la oxidación, se puede anodizar el aluminio con tratamientos espe-ciales, o usar recubrimientos especiales para asegu-rar su duración y su adecuada interacción con las tintas y los distintos productos químicos empleados en el proceso. Los tamaños de placas habituales para máquinas 70x100 son 770x1030 habitual de Heidelberg, el 795x1050 de KBA, el 790x1030, el 800x1030
Salida de placa:
CTP (Computer To Plate) donde los diseñadores hacemos el diseño en la computadora por medio deI llustra-tor, Photoshop,entre otros; luego ya no es impresa una prueba en papel ni se hace el negativo (fotolito), sino que directamente se va a la Plancha, la cual es revelada automáticamente en una máquina revela-dora. Implicando ésto en baja de costos, tiempo de proceso, mayor exactitud de diseño e impresión y un punto mucho más fino, lo que en impresión a full color nos dá una impresión casi fotográfica. Del lado ecológico, se elimina el proceso de negativos por medio de reacciones químicas y desechos de haluros de plata.
10 . Ap l i cac ión de acabados
Tipos de acabados:
Barnizado offset:Consiste en extender una capa fina de barniz trans-parente (brillo o mate) realizado en línea con la impresión (como si fuese un color más). Se da a toda la superficie del pliego, o parcialmente si se quiere reservar. Este barniz sirve como protección de la imagen impresa. Se recomienda cuando se impri-men fondos de color grandes que posteriormente se tienen que manipular. EI barniz evita roces, ralladu-ras, huellas, etc.y da al impreso mucho mas reaIce y vistosidad.
Estampación o stamping:Existen diferentes acabados: oro, plata, holográfico, colores metálicos, fluorescentes, etc.
Termorelieve o falso relieve:Se realiza a través de la aplicación de polvo de ter-morelieve.Inmediatamente después de la impresión y con la tinta aún fresca, se aplican estos polvos que queda-rán adheridos a la tinta. Posteriormente se aplica calor con una especie de horno provisto de una cinta transportadora que Ileva el impreso a una zona donde rayos infrarrojos aplican calor y hacen que la tinta fermente y aumente su densidad. AI secarse la tinta, esta quedará cristalizada y formará una superficie de relieve y sin dejar huella por detrás del impreso.

Cortes irregulares (troquelados)Para poder "darle forma" a un impreso es necesario troquelarlo.
Troquelado:Los cortes en guillotina son lineales, por lo que si se quiere dar un corte con formas irregulares o curvas es necesario un proceso extra denominado troquela-do.
El ultimo acabado que se le da a nuestro impreso es el de suaje.
10 . Ap l i cac ión de acabados

Envase P legad i zoIvany Avilés
Mariela Meneses
Manual Instructivo para la creación de
un