Manual Tuberias
42
Propiedades Aplicaciones Técnicas de Soldadura
-
Upload
arturo-lopez-renteria -
Category
Documents
-
view
33 -
download
2
Transcript of Manual Tuberias
-
Propiedades
Aplicaciones
Tcnicas de Soldadura
-
INTRODUCCION ........................................... 2
El descubrimiento del cobre .................................. 2
El cobre perdura .................................................... 2
El cobre hoy en da ................................................ 2
TUBERIA DE COBREI. TUBOS ESTANDAR .......................................4
Tipos de tubos de cobre ........................................... 4
Propiedades ............................................................. 4
Identificacin del tubo de cobre .............................. 4
II. SELECCION DEL TUBO CORRECTO ...................5
Ventajas del tubo de cobre....................................... 5
Recomendaciones para las aplicaciones ................. 6
III. DATOS DE DISEO E INSTALACION..................7
Dimensionamiento de sistemas de presin ............. 7
Valores nominales de presin/resistencia al
reventamiento .......................................................... 9
Sistemas de calefaccin......................................... 10
Sistemas de descongelamiento de nieve ............... 11
Sistemas de tubera de gas medicinal no
combustible ........................................................... 11
Sistemas de riego y aspersin agrcola ................. 12
Sistemas de energa solar ...................................... 13
Consideraciones generales .................................... 13
TRABAJAR CON TUBOS DECOBREIV. DOBLADO .............................................. 18
Consideraciones generales .................................... 18
V. ENSAMBLADO.......................................... 19
Introduccin........................................................... 19
Conexiones ............................................................ 19
Soldaduras ............................................................. 19
Fundentes ............................................................... 20
VI. JUNTAS SOLDADAS .................................. 21
Introduccin........................................................... 21
Medicin y corte ................................................... 21
Escariado ............................................................... 21
Limpieza ................................................................ 22
Aplicacin del fundente ........................................ 22
Ensamble y soporte ............................................... 23
Calentamiento ........................................................ 23
Aplicacin de soldadura ........................................ 24
Enfriar y limpiar .................................................... 25
Pruebas .................................................................. 25
VII. JUNTAS SOLDADAS CON PLATA .................. 26
Introduccin........................................................... 26
Metales de relleno ................................................. 26
Fundentes ............................................................... 27
Ensamble ............................................................... 27
Aplicacin de calor y soldadura ............................ 27
Juntas horizontales y verticales ............................. 28
Remocin de residuos ........................................... 28
Sugerencias generales ........................................... 28
Pruebas .................................................................. 28
ANEXO. SOLDADURAS CON ESTAO Y CON PLATA . 29
Introduccin........................................................... 29
Purgado .................................................................. 29
Informacin general .............................................. 30
DATOS TECNICOSTabla de conversiones ............................................ 32
Tablas 1-11 ....................................................... 32-40
INDICE
-
El descubrimiento del cobreDesde que nuestros antepasados descubrieron el co-
bre, el metal rojo ha servido constantemente para el avancede la civilizacin. Al explorar antiguas ruinas, losarquelogos descubrieron que este resistente metal re-sult de gran beneficio para la humanidad. Herramien-tas para la artesana y la agricultura, armas para la caza yartculos para uso domstico y decorativo, se forjaron apartir del cobre en las primeras civilizaciones.
Los artesanos que construyeron la gran pirmidedel faran egipcio Keops, moldearon tubo de cobre paratransportar agua hasta el bao real. Un residuo de estetubo se desenterr hace algunos aos en estado an uti-lizable, lo que constituye un testimonio de la durabilidady resistencia a la corrosin.
El cobre perduraEn la tecnologa moderna, al aceptar que ningn ma-
terial es superior al cobre para conducir agua, se hareconfirmado a ste como el material principal para talesfines. La tubera de cobre ha confirmado su reputacincomo material ligero, fuerte y resistente a la corrosin,con aos de servicio dentro y fuera del pas. Sirve paratodo tipo de construcciones: residenciales, grandes edi-ficios de departamentos, construcciones industriales, co-merciales y de oficinas.
INTRODUCCION
El cobre hoy en daEn la actualidad, el tubo de cobre para instalacio-
nes hidrulicas, calefaccin y acondicionamiento delaire, se consigue en temples estirado y recocido (cono-cidos en el mercado como rgido y flexible), enuna amplia gama de dimetros y espesores de pared.As tambin accesorios prefabricados para cualquieraplicacin de diseo. Las uniones son sencillas,confiables y econmicas, lo que se traduce en grandesventajas para la eleccin de tubera de cobre.
2
Cinco mil aos despus de Keops,se sigue desarrollando el uso del cobre,
hoy en da, la industria del cobrebusca ampliar la aplicacin de tubera
de cobre en sistemas hidrulicospara nuevas instalaciones o para
remodelaciones residenciales, edificiosindustriales y comerciales.
-
1TRAB
AJAR
CO
N T
UBO
S D
E CO
BRE
TUB
ERIA
DE
CO
BR
ED
ATO
S T
ECN
ICO
S
-
Tipos de tubos de cobreEl tubo de cobre, por su durabilidad, es la mejor
eleccin para sistemas hidrulicos, calefaccin, refri-geracin, etc. En Mxico la fabricacin de tubos se rigepor especificaciones establecidas por la NMX Serie W,NOM y por la American Society for Testing andMaterials (ASTM), las cuales constituyen la base de lainformacin que se presenta en este manual.
El tubo que se suministra de acuerdo con las nor-mas de la ASTM est hecho con cobre de una purezamnima de 99.90% y desoxidado con fsforo, conocidocomo C12200 (cobre Nm. 122) o cobre DHP*; tam-bin se usan otros tipos de cobre.
La tabla 1 (pag. 32) identifica los tres tipos estndarde tubos de cobre y sus aplicaciones ms comunes; in-dica tambin la norma ASTM correspondiente para cadatipo, uso, longitudes, dimetros y temples disponiblesen el mercado.
Los tubos tipo K, L, M y el tubo de gas medicinalse especifican por medio de dimetros estndar ASTM,con un dimetro exterior real siempre 1/8" mayor quela indicada en el tamao estndar. Cada tipo representauna serie de dimetros con diferentes espesores de pa-red. El tubo tipo K tiene paredes ms gruesas que eltipo L, y las paredes del tipo L tambin son ms grue-sas que las tipo M, para cualquier dimetro dado. Losdimetros interiores dependen del tamao del tubo ydel espesor de pared.
El tubo de cobre para aplicaciones en instalacio-nes de aire acondicionado, refrigeracin (ACR) y gasnatural (tipo G), se especifica mediante el dimetro ex-terior real.
El temple describe la resistencia y dureza deltubo. En el mercado, el tubo estirado en fro se refierea menudo como tubo rgido y el recocido como tuboflexible. Aunque el tubo estirado tambin se proveeen un temple flexible, no lo cubre la norma B88 dela ASTM. Este temple especial de dureza y resistenciaintermedias puede especificarse para aplicaciones querequieren flexionarse. El tubo rgido puede unirse me-diante soldadura comn o soldadura fuerte (con pla-ta), utilizando conexiones capilares.
El tubo flexible puede unirse mediante las mismastcnicas o tambin por medio de conexiones tipo flare45 y de compresin. Asimismo, es factible expandir
el extremo de un tubo de modo que pueda unirse aotro mediante soldadura comn o soldadura con platasin una conexin capilar, el cual es un procedimientoque puede resultar eficiente y econmico en muchasinstalaciones.
PropiedadesEn la tabla 2 (pag. 33), se presentan las dimensio-
nes y otras caractersticas fsicas de los tubos tipo K, L,y M. Los tres tipos se usan en aplicaciones con o sinpresin dentro del rango de sus respectivas presionesde trabajo, de acuerdo con la descripcin de la tabla yamencionada. Las dimensiones y las caractersticas fsi-cas del tubo ACR se indican en la tabla 2a (pag. 33).
Identificacin del tubo de cobreEl tubo de cobre tipo K, L, M y para gas medici-
nal, debe marcarse de manera permanente (grabarse)de acuerdo con las especificaciones que lo rigen paraindicar: Tipo de tubo Nombre o marca comercial del fabricante Pas de origen
El tubo rgido, adems de las marcas de grabado,lleva impresa esta informacin sobre un color que dis-tingue su tipo (tabla 1, pag. 32). Los tubos ACR flexi-bles solo llevan marca grabada y el tubo ACR rgidoadems de la marca de color, tiene la marca grabada.
I. TUBOS ESTANDAR
*Cobre desoxidado con alto contenido residual de fsforo
4
-
Ventajas del tubo de cobreEl tubo de cobre, por fuerte y resistente a la corro-
sin es, sin duda, la mejor eleccin de los contratistasmodernos para instalaciones hidrulicas, de calefaccin
II. SELECCION DEL TUBO CORRECTO
5
y de refrigeracin en edificios residenciales y comer-ciales. Son siete las razones principales para tal prefe-rencia:
1. El cobre es econmico. La combinacin del manejo, maleabilidad y fcil unin permitenahorrar tiempo, material y costos a largo plazo. Su desempeo y confiabilidad a largo plazo repre-sentan menos reclamaciones y convierte al cobre en el material ideal y econmico para tuberas.
2. El cobre es ligero. En instalaciones, la tubera de cobre que se requiere es de un espesormucho menor que los tubos de hierro o roscados del mismo dimetro interior, por lo que cuestamenos transportarlo, es ms fcil de manejar y ocupa menos espacio.
3. El cobre es maleable. Ya que el tubo de cobre se puede doblar y formar a la medida, se puedenevitar, muchas veces los codos y uniones y se puede ajustar a cualquier contorno o ngulo. Con tubosflexibles se requiere mucho menos espacio en pared y techo, esto es muy importante en proyectos derenovacin o modernizacin.
4. El cobre es fcil de unir. Los tubos de cobre se pueden unir con conexiones capilares, lascuales permiten ahorrar material y producir uniones lisas, limpias, fuertes y libres de fugas.
5. El cobre es seguro. El tubo de cobre no se quema ni mantiene la combustin, adems de queno produce gases txicos. Por lo tanto, no propaga el fuego a travs de pisos, muros y techos. Noproducen compuestos orgnicos voltiles en la instalacin.
6. El cobre es confiable. El tubo de cobre se fabrica con una composicin bien definida deacuerdo a las normas y se marca con una identificacin indeleble para que el usuario sepa el tipode tubo y quin lo fabric. El tubo de cobre es aceptado prcticamente por cualquier reglamentopara sistemas hidrulicos.Nota: No acepte tubos de cobre que no tengan identificado al fabricante en la superficie deltubo.
7. El cobre es resistente a la corrosin. Su excelente resistencia a la corrosin y a la formacinde depsitos, asegura que el tubo de cobre ofrezca un servicio sin problemas, que se refleja en lapreferencia de los clientes.
TUB
ERIA
DE
CO
BR
E
-
Recomendaciones para las aplicacionesEs responsabilidad del diseador elegir el tipo de
tubo de cobre que se usar en una aplicacin en particu-lar. Con frecuencia, la resistencia, maleabilidad y otrosfactores comunes determinan la eleccin. Los reglamen-tos para instalaciones hidrulicas determinan qu tipode tubera es posible usar. Una vez tomada la decisin,es til conocer qu tipo de tubo ha funcionado y culpuede servir con buenos resultados de manera econ-mica en las siguientes aplicaciones:
Servicios de agua subterrneos. Utilice el tipo Mrgido para tubos rectos con conexiones y el tipo L flexi-ble en donde sea ms conveniente librar un obstculo.
Sistemas de distribucin de agua. Utilice el tipoM para instalaciones subterrneas, ocultas o visibles.
Conductos principales de agua refrigerada.Utilice el tipo M en todos los dimetros. El tipo L,donde se permite, puede utilizarse en dimetros de 11/4"y ms grandes; sin embargo, las uniones deben efec-tuarse con conexiones a presin unidas mediante sol-dadura.
Sistemas de drenaje y ventilacin. Utilice el tipoM para lneas de agua residual, de suelo y de ventila-cin subterrneo o visible, as como para drenajes y lasbajadas pluviales de techos en los edificios.
Calefaccin. Para paneles radiantes y calefac-cin por medio de agua, as como para sistemas defusin de nieve, recurra al tipo L flexible, en el quelos serpentines se forman en el sitio o se prefabrican,y tipo M, donde se utilicen tramos rectos. Para el ca-lentamiento de agua y vapor de baja presin, utiliceel tipo M para todos los dimetros. En lneas de re-torno de condensado, el tipo L se utiliza con buenosresultados.
Calefaccin solar. Vea la seccin de Calefaccin.En cuanto a informacin sobre instalaciones y colecto-res solares, consulte a Procobre Mxico.
Servicios de petrleo, gas LP y gas natural.Utilice tubos de cobre de acuerdo a los reglamentoslocales.
Sistemas medicinales no inflamables. Utilice tu-bos para gas medicinal del tipo K o L, para el uso degas medicinal deber cumplir con las pruebas de lim-pieza segn las normas: CGA-G-41 (Asociacin de GasComprimido), CSA-Z 3051 (Canadian StandarsAssociation) y NFPA-99C (National Fire ProtectionAssociation).
II. SELECCION DEL TUBO CORRECTO
6
Sistemas de aire acondicionado y refrigeracin.El cobre es el material indicado para el uso derefrigerantes. Utilice el tipo ACR o los que se especi-fiquen.
Sistemas de bombas trmicas de fuente terres-tre. Utilice el tipo L o ACR cuando los serpentines delsuelo se prefabrican o se ajustan en la obra, o el que seespecifique.
Sistemas de aspersin contra incendio. Utiliceel tipo M rgido. Donde se requiere doblar el tubo, serecomienda el tipo K o L. Los tipos K, L y M son to-dos aceptados por la NFPA.
-
Dimensionamiento de sistemas de presinEl diseo de un sistema de suministro de agua con
tubera de cobre implica determinar el tamao mnimodel tubo para cada parte del sistema total, equilibrando lasinterrelaciones de seis parmetros principales de diseo: Presin principal disponible. Presin requerida en los diferentes accesorios. Prdidas de presin esttica debido a la altura. Consumo de agua (litros por minuto o galones por
minuto) en el sistema total y en cada una de sus partes. Prdidas de presin debido a la friccin del flujo de
agua en el sistema. Limitaciones de la velocidad basadas en el ruido y en
la erosin.
El diseo y el dimensionamiento siempre debenapegarse a los reglamentos vigentes. Sin embargo, en elanlisis final, el diseo tambin debe reflejar el juicio ylos resultados de los clculos de ingeniera; muchos re-glamentos, especialmente los de diseo, incluyen datosy guas de diseo para dimensionar los sistemas de dis-tribucin de agua, as como ejemplos que muestrancomo se aplican.
Sistemas pequeos. Los sistemas de distribucinresidenciales se pueden dimensionar por lo general sindificultad con base en la experiencia y en los requeri-mientos de los reglamentos aplicables, como en los ca-sos de otras instalaciones pequeas similares. En talessituaciones, no es necesario el estudio detallado de losseis parmetros de diseo anteriores. En general, las tu-beras principales que alimentan las lneas de distribu-cin pueden dimensionarse de la manera siguiente: Una tubera principal de 1/2" puede alimentar hasta
tres lneas de 3/8", Una tubera principal de 3/4" puede alimentar hasta 3
lneas de 1/2" y Una tubera principal de 1" puede alimentar hasta 3
lneas de 3/4".
El dimensionamiento de sistemas de distribucinms complejos requiere un anlisis detallado de cadauno de los parmetros que se enlistaron anteriormente.
Presin. En cada elemento del sistema de distribu-cin debe haber una presin mnima de 8 psi (0.56 kg/cm2) para que ste funcione de manera adecuada, salvoen los casos de que algunos requieran una presin mni-ma mayor para su correcta operacin, por ejemplo:
III. DATOS DE DISEO E INSTALACION
7
Es posible que los reglamentos y las prcticas lo-cales difieran de lo anterior, por lo que debe consultarsesiempre, todo lo relativo a los requerimientos de pre-sin mnima. La presin de agua mxima disponible paraalimentar a cada elemento depende de la presin de ser-vicio hidrulica en el punto donde empieza el sistemade distribucin del edificio (un segmento o zona de ste).Esta presin depende de la presin principal local, delos lmites impuestos por los cdigos locales, de la pre-sin que desea el diseador del sistema o de una combi-nacin de las anteriores.
En cualquier caso, la presin no debe ser mayor a80 psi (5.62 kg/cm2). Sin embargo, la presin total delagua no siempre est disponible en cada elemento debi-do a las prdidas de presin inherentes en el sistema,las cuales incluyen: las correspondientes al flujo quepasa por el medidor de agua, las prdidas estticas alsubir el agua a grandes alturas en el sistema, as comolas prdidas por friccin que se producen en el flujo atravs de las tuberas, conexiones, vlvulas y equipo.
Parte de la presin de servicio se pierde de inme-diato en el flujo a travs del medidor de agua, si existealguno. La presin que se pierde depende de la relacinentre el flujo y el tamao del tubo. Las curvas y lastablas de diseo que muestran estas relaciones apare-cen en la mayora de los reglamentos de modelos y pue-den conseguirse con los fabricantes de medidores.
Parte de la presin principal se pierde tambin alelevar el agua hasta el elemento ms alto del sistema.La diferencia de altura se mide desde el medidor, o cual-quier otro punto que represente el inicio del sistema (elsegmento o zona) que se est considerando.
Las perdidas por friccin en el sistema, al igual quelas prdidas a travs del medidor del agua, dependenfundamentalmente del flujo del agua que circula por elsistema y del tamao de la tubera. Para determinarlas,es necesario calcular primero la demanda de agua y, con-secuentemente, el flujo del sistema.
Vlvula de limpieza automtica para inodoros de cortey de chorro de sifn .............. 25 psi (1.75 kg/cm2)Vlvulas de limpieza automtica para inodorosy mingitorios .......................... 15 psi (1.05 kg/cm2)Grifo de manguera, llave de manguera e hidrante depared ...................................... 10 psi (0.70 kg/cm2)
TUB
ERIA
DE
CO
BR
E
-
Demanda de agua. Cada elemento en el sistemarepresenta cierta demanda de agua. A continuacin semuestran unos ejemplos de la demanda de agua aproxi-mada en litros por minuto (lpm):
WC con fluxmetro ................. 30.00Mingitorio con fluxmetro ...... 30.00WC Tanque bajo ...................... 15.00Mingitorio Llave...................... 9.00Regadera ................................ 12.00Fregadero ................................. 12.00Lavadero .................................. 12.00Bidet ....................................... 9.00Lavabo ..................................... 6.00
Al agregar nmeros como los anteriores para cu-brir todos los elementos en un sistema de distribucindel edificio completo, se obtendra la demanda total deconsumo de agua en lpm, si todos los elementos opera-ran al mismo tiempo, lo cual, desde luego, no ocurre.Una estimacin razonable de la demanda se basa en elgrado en el que varios muebles del edificio podran real-mente utilizarse en forma simultnea. Los investigado-res en el Instituto Nacional de Normas y Tecnologa delos Estados Unidos estudiaron este asunto hace algunosaos; aplicaron la teora de probabilidad y observacio-nes de campo al problema de la vida real del uso simul-tneo de elementos de instalaciones hidrulicas.
El resultado fue un sistema para estimar la deman-da total de agua que se basa en suposiciones razonablesacerca de la probabilidad del uso simultneo de mue-bles. De este estudio proviene el concepto de unidadesmueble. A cada tipo de mueble se le asigna un valor deunidad de mueble que refleja:1. Su demanda de agua, esto es, el flujo en el mueble
cuando ste se utiliza.2. La duracin de tiempo promedio del flujo cuando se
emplea el mueble.3. La frecuencia con la que probablemente se use el mueble.
Los valores de unidad mueble asignados varan encada regin. Consulte los valores que se utilizan en losreglamentos hidrulicos locales.
El total de los valores de unidad de elemento paratodos los elementos en el sistema, o para cualquier par-te del sistema de distribucin, representa una medida
de la carga que la combinacin de elementos produceen el sistema hidrulico y en el sistema de alimenta-cin. Este total de unidades de elemento puede traducirseen una demanda de agua mxima esperada que sigue elprocedimiento preestablecido por su reglamento local.
Tenga presente que los clculos de demanda queacaban de describirse, se aplican a elementos que seusan de manera intermitente. A esto debe aadirse lademanda real en lpm para cualesquiera de los elemen-tos que se disean para operar de manera continua cuan-do se estn utilizando; por ejemplo, los sistemas de aireacondicionado, los sistemas de riego en jardines y lasconexiones de manguera.
Prdidas de presin debido a la friccin. La pre-sin disponible para llevar el agua a travs del sistemade distribucin (o una parte de ste) es la presin prin-cipal menos:1. La prdida de presin en el medidor.2. La presin necesaria para elevar el agua hasta el
elemento ms alto (prdida de presin esttica).3. La prdida de presin en las conexiones.
La presin disponible que queda debe adecuarse parasuperar las prdidas de presin debido a la friccin queencuentra el flujo de la demanda total (elementos de usointermitente ms continuo) a travs del sistema de distri-bucin y sus diversas partes. La operacin final consisteentonces en elegir los dimetros de los tubos de acuerdocon las prdidas de presin debidas a la friccin.
En la prctica real, la operacin de diseo quizsrequiera repetir los pasos para reajustar la presin, ve-locidad y tamao, con el fin de alcanzar el mejor balan-ce de la presin principal, el tamao del tubo, lavelocidad y la presin disponible en los elementos, deacuerdo con el flujo de diseo que se requiere en lasdiferentes partes del sistema.
La tabla 5 (pag. 36-37) muestra la relacin entre elflujo, la cada de presin debido a la friccin, la veloci-dad y el tamao del tubo de cobre para agua, tipo K, L yM. Estos son los datos que se requieren para completarel clculo del dimensionamiento. Para dimetros de tubopor arriba de 1/4", casi no hay diferencia entre los trestipos de tubo en trminos de las prdidas de presin, locual se debe a que la diferencia en el rea la seccintransversal de estos tipos se vuelve insignificante a me-dida que aumenta el tamao del tubo.
III. DATOS DE DISEO E INSTALACION
8
-
Los valores de prdida de presin en la tabla 5 (pag.36-37) se dan en kg/cm2 por metro de tubera, de acuer-do al tipo de tubo y dimetro nominal. Al medir la longi-tud de un sistema o de cualquiera de sus partes, debemedirse la longitud total de tubo, y para estimacionescercanas, debe considerarse un valor adicional como to-lerancia relativa a las prdidas de friccin que ocurrencomo consecuencia de las vlvulas y las conexiones enla lnea. La tabla 6 (pag. 38) muestra estas toleranciaspara diversos dimetros, tipos de vlvulas y conexiones.
Use velocidades inferiores a 2.5 mts por segundocuando las temperaturas excedan los 60C y en los casosen que se recurra a tubos con dimetros de 1/2" y valoresmenores para protegerlo contra la turbulencia local dealta velocidad debida a errores humanos (por ejemplo,protuberancias en los extremos de los tubos que no seescarearon de manera adecuada o un nmero inusual decambios abruptos en la direccin de flujo). Las condicio-nes localmente agresivas del agua pueden combinarse conestas dos consideraciones y producir problemas de ero-sin, si las velocidades son demasiado elevadas.
La tabla 5 (pag. 36-37) aplica slo para tubos decobre y no debe utilizarse con otros materiales hidruli-cos. Otros materiales requieren tolerancias adicionalespara la corrosin, incrustaciones y picaduras que no sonnecesarias en el caso del cobre. Lo anterior se debe aque el cobre mantiene por lo general una superficie in-terna lisa a lo largo de su vida de servicio.
Valores nominales de presin/resistencia alreventamiento
Como en el caso de todos los materiales, la presininterna permisible para cualquier tubo de cobre en servi-cio se basa en la frmula utilizada en el cdigo de laAmerican Society of Mechanical Engineers para tuberaa presin (ASME B31):donde:
P = presin permisible (psi)S = mximo esfuerzo permisible por tensin (psi)tmin = espesor mnimo de la pared (pulgadas)Dmx = dimetro exterior (pulgadas)C = una constante
Para el tubo de cobre, debido a la resistencia supe-rior a la corrosin de este material, el cdigo V31 permi-te que el factor C sea 0, as la frmula se vuelve:
El valor de S en la frmula es la resistencia de di-seo permisible (ASME B31) para servicio continuo alargo plazo del material del tubo. sta es slo una pe-quea fraccin de la resistencia a la tensin final delcobre o de la resistencia al reventamiento del tubo decobre. Muchos aos de experiencia, de servicio y prue-bas han confirmado su seguridad. El valor del esfuerzopermisible depende de la temperatura de servicio y deltemple del tubo, estirado o recocido.
En la tabla 2b (pag. 34-35), las presiones de traba-jo internas nominales se muestran para el tubo de cobreflexible y rgido, tipo K, L y M, en el caso de tempera-turas de servicio de 10 a 205C. Los valores nomina-les para el tubo estirado pueden utilizarse en sistemassoldados y en sistemas que utilizan uniones mecnicasdiseadas de manera correcta. Algunos fabricantes deconexiones proporcionan informacin acerca de la re-sistencia de estos ltimos.
Cuando se usa soldadura comn o soldadura con plo-mo para unir tubos, deben considerarse los valores nomi-nales de recocido; el calor utilizado en estos procesos deunin podra recocer (ablandar) el tubo rgido. Por estarazn, los valores nominales recocidos se presentan en latabla 2b (pag. 34-35) para el tipo M y para tubos ACR.
Al disear un sistema hidrulico, tambin es nece-sario considerar los valores nominales de las uniones,debido a que el menor de los dos valores nominales (tuboo conexin) definir la instalacin. La mayor parte delos sistemas de tubera se unen mediante soldadura co-mn o soldadura con plata. En la tabla 3 (pag. 35) sepresentan las presiones de trabajo interno nominales paratales uniones. Estos valores nominales son para tubostipo K, L y M con conexiones a presin unidas por sol-dadura estndar. En sistemas de tubos soldados, la re-sistencia nominal de la unin muchas veces la define eldiseo de la instalacin.
En el caso de la soldadura con plata recurra a losvalores del tubo recocido que se encuentran en la tabla2b (pag. 34-35), ya que al soldar con plata se ablanda
III. DATOS DE DISEO E INSTALACION
P= 2StminDmax0.8tmin
9
P= 2S (tminC)Dmax0.8(tminC)
TUB
ERIA
DE
CO
BR
E
-
(recuece) el tubo cerca de las uniones (la zona afectadapor el calor).
Los valores nominales de las uniones a temperatu-ras de vapor saturado se muestran en la tabla 3 (pag. 35).
La presin a la cual el tubo de cobre estallara, es 5veces ms que la presin de trabajo nominal. Comparelos valores reales de la tabla 2b (pag. 34-35) con laspresiones de trabajo nominales que se encuentran en latabla 2 (pag. 33). Los valores nominales de presin detrabajo muy conservadores proporcionan una seguridadadicional en cuanto a que los sistemas presurizados ope-rarn exitosamente durante largos periodos. Las presio-nes de reventamiento mucho mayores que se miden enlas pruebas, indican que los tubos son capaces de so-portar variaciones de presin impredecibles que ocu-rren durante la larga vida del sistema en servicio. Seaplicaron principios conservadores similares al llegar alas presiones de trabajo de uniones soldadas con plata ycon soldadura comn. Los esfuerzos permisibles paralas uniones con soldadura comn aseguran la integri-dad de la unin bajo carga nominal mxima en perio-dos extendidos de tiempo. La resistencia a corto plazoy las presiones de reventamiento para uniones soldadasde manera comn son muchas veces superiores. Ade-ms, los mrgenes de seguridad se multiplicaron al cal-cular las intensidades de la unin.
Sistemas de calefaccinEl tubo de cobre es popular en los sistemas de ca-
lefaccin tanto en edif icios nuevos como en losremodelados. Los contratistas han aprendido a travsde la experiencia que, considerando todos los factores,el tubo de cobre sigue siendo superior a cualquier otromaterial sustituto. Las ventajas del tubo de cobre: pesoligero, seleccin de temple, confiabilidad a largo plazo,facilidad de unin, flexin y manejo son de importan-cia fundamental.
Por ejemplo, para el caso en que son importantesla rigidez y la apariencia, se recomienda el tubo rgido.El tubo flexible resulta particularmente adecuado parapaneles de calefaccin, fusin de nieve e interconexionescortas entre radiadores, con lneas y dispositivos simi-lares. Con tubos ya sea recocidos o flexibles (vea tubosnormalizados), la necesidad de conexiones se reduce aun mnimo, ahorrando de manera considerable el traba-jo y el material de instalacin.
Los sistemas de calefaccin de agua caliente y cir-culacin a presin proporcionan un calentamiento uni-forme y una respuesta rpida a cambios en la carga decalefaccin, requieren poco mantenimiento y es posi-ble dividirlos fcilmente por zonas para ofrecer dife-rentes niveles de temperatura en los edificios. Estossistemas utilizan dimetros de tubo ms pequeos y eco-nmicos con uniones soldadas y requieren poco espa-cio de instalacin. Adems, en combinacin con elsistema de calefaccin, donde lo permiten los reglamen-tos, el agua caliente habitacional puede calentarse demanera directa, lo que elimina la necesidad de un ca-lentador de agua independiente.
Lneas de retorno de calentamiento por vapor.En sistemas de calefaccin por vapor, en especial laslneas de retorno, las caractersticas sobresalientes deresistencia a la corrosin y de antioxidacin del tubo decobre aseguran el servicio y mantenimiento sin proble-mas de trampas, vlvulas y otros dispositivos. En lneasde retorno de condensado y de agua caliente, se reco-mienda que los ltimos 60 cms sea el doble del tamaoque el resto de la lnea, por ejemplo, si la lnea de retor-no es de 1", hay que aumentarla a 2".
Calefaccin por medio de paneles radiantes. Unaaplicacin moderna de un principio antiguo, es la cale-faccin por medio de paneles radiantes y que, puedeutilizarse con buenos resultados en los diferentes tiposde estructura. En los sistemas de paneles, el agua ca-liente, a baja temperatura, circula a travs de serpentineso mallas de tubo de cobre, que ahogadas en un piso deconcreto o en un techo de yeso, calientan las superfi-cies y el aire. Los sistemas de paneles ofrecen una cale-faccin uniforme, una fuente trmica invisible para eluso completo del rea del piso, son de fcil limpieza yeliminan las corrientes de aire que conducen polvo.
El tubo de cobre es el material ideal para paneles depiso y techo, debido a su bajo peso, longitudes, resisten-cia a la corrosin, y facilidad de flexin, unin y manejo.El tubo flexible en serpentines se usa en recorridos decalefaccin sinuosos, puesto que se dobla fcilmente ylas uniones se reducen a un mnimo. El tubo rgido seutiliza para tuberas principales, tubos ascendentes,calefactores y serpentines de calefaccin tipo rejilla.
La ubicacin del panel de calefaccin no es relevan-te para la comodidad de los ocupantes de la habitacin,aunque depende de la arquitectura y las caractersticas
III. DATOS DE DISEO E INSTALACION
10
-
trmicas de la misma. Las instalaciones de piso tienenla ventaja de un costo inicial bajo y resultan particular-mente adecuadas para garajes, escuelas e iglesias; porlo general, se disean para operar a una temperaturamxima de 32C en la superficie. Con una temperaturamayor, los ocupantes pudieran sentirse incmodos. Lospaneles de techo pueden operarse a temperaturas de su-perficie y niveles de salida trmica ms altos que lospaneles de piso. Los paneles de calefaccin respondencon rapidez a los cambios en la carga trmica, tienen unalmacenamiento trmico bajo y slo requieren un siste-ma de control simple.
Los dimetros de los tubos de los serpentines trmi-cos afectan de manera significativa la hidrulica del sis-tema de calefaccin, y no son relevantes, desde el puntode vista de la emisin trmica del panel. En serpentinesde piso sinuoso de 3/8", 1/2" y 3/4", se usa por lo generaltubo flexible con un espaciamiento @ de 9" o 12". Eninstalaciones de panel de techo, los serpentines sinuososse forman con tubos flexibles de 3/8", @ de 4" o 6". Porlo general, se usan uniones soldadas.
Sistemas de descongelamiento de nieveLos sistemas para derretir nieve, instalados en pa-
seos, calzadas, plataformas de carga y otras reas pavi-mentadas, son medios eficientes y econmicos para elretiro de la nieve, aguanieve e hielo. Para calentar lasuperficie, se hace circular una solucin de 50% agua y50% de anticongelante (del tipo glicol de etileno), a tra-vs del tubo de cobre empotrado en la capa de concretoo de asfalto. Se pueden lograr ahorros considerables eninstalaciones de plantas industriales que disponen defuentes de calor residual.
En general, la instalacin de anillos para derretirnieve es similar a la de los anillos de calefaccin depaneles de piso. La seleccin de un patrn sinuoso o derejilla para cualquier sistema depende en gran parte delas condiciones de forma, tamao e instalacin. Las re-jillas son ideales para reas cuadradas y rectangulares;los serpentines se prefieren por lo general para las reasirregulares. La prdida menor de presin con una con-figuracin de rejilla permite el uso de tubos de dime-tros ms pequeos ahorrando costos en el material. Unmayor ahorro se logra a menudo con una combinacinde anillos de serpentn y de rejilla.
El tubo de cobre flexible es conveniente para los
anillos de serpentn y para los de rejilla; el temple rgi-do es mejor para los anillos de rejilla grandes y para losconductos principales. El tubo flexible facilita la insta-lacin de anillos serpentines debido a la mayor longi-tud por seccin y a su flexibilidad, las cuales reducen elnmero de juntas al mnimo. La temperatura de la solu-cin que pasa por los anillos para derretir la nieve, debeser de 49C a 55C. Para obtener un efecto trmico de100 BTU/hr ft2 para derretir la nieve con un tubo decobre espaciado a 30 cm en concreto (o 25 cm en lacapa de asfalto) se necesitar un mximo de 42.5 mtsde tubo de 1/2" u 85 mts de tubo 3/4". Para lograr unatransferencia de calor de 200 BTU/hr ft2 de rea de nie-ve, se necesitar un mximo de 18 mts de tubo de 1/2" o45 mts de tubo de 3/4".
En el concreto se debe colocar el tubo cerca de 11/4"a 11/2" debajo de la superficie y se debe reforzar con unamalla de alambre. En asfalto, el tubo se debe cubrir conuna capa de asfalto de un espesor mnimo de 11/2". Eltubo se debe poner con cuidado en grava compactada,piedra triturada o base de concreto. Se debe dejar un es-pacio libre para el movimiento lateral donde el tubo en-tra y sale del concreto o asfalto.
Los mismos tipos de calefactores y bombas derecirculacin disponibles para instalaciones de calefac-cin radiante pueden usarse para los paneles dedescongelamiento de nieve. Los paneles tambin sepueden conectar a un sistema de calefaccin de espaciode un edificio, si el sistema tiene suficiente capacidadpara la carga adicional, se deben tomar las medidas ade-cuadas contra el congelamiento.
Sistemas de tubera de gas medicinal no com-bustible
Las normas de seguridad para el oxgeno y otrosgases medicinales requieren el uso de tubos de cobretipo K o L. Se tienen que cumplir unos requisitos espe-ciales de limpieza, ya que el oxgeno bajo presin pue-de causar la combustin espontnea de algunos aceitesorgnicos (el residuo de aceite de lubricacin usado du-rante la fabricacin del tubo), y para la seguridad de lospacientes que reciben gases medicinales.
Los fabricantes deben suministrar los tubos de co-bre para las lneas de gas medicinal en excelentes con-diciones, limpios, tapados o encapsulados. Se debe tenercuidado cuando se quitan los casquillos y se instala el
III. DATOS DE DISEO E INSTALACION
11
TUB
ERIA
DE
CO
BR
E
-
tubo para prevenir la contaminacin del sistema. Elinstalador debe cerciorarse, al igual que el departamen-to de inspeccin, que se hayan cumplido los requisitosde limpieza del reglamento.Instalacin y prueba de los sistemas de tubera degas medicinal1. Antes de la instalacin, toda la tubera, las vlvulas,
las conexiones y los otros componentes para lossistemas de gas medicinal no combustible, se debenlimpiar por completo, de aceite, grasa y otros materialesfcilmente oxidables, como si se preparara para unservicio de oxgeno. Se tendr especial cuidado en elalmacenamiento y manejo. Dichos materiales se debenencapsular o tapar para prevenir que se contaminen denuevo antes del ensamble final. Y justo antes delensamble final, se debe examinar el interior del materialpara asegurarse que no est contaminado.
Los materiales se pueden preparar en una instalacinequipada para limpiarlos, lavarlos y purgarlos, o sepueden preparar en sitio. No se debe utilizar eltricloroetileno en ninguna operacin de limpieza ensitio, y el tetracloruro de carbono en ninguna limpiezaen general.
Los materiales preparados en el sitio del trabajo sedeben limpiar en una solucin de un limpiadoralcalino, como carbonato de sodio o fosfato trisdico,y agua caliente (proporcin de 1/2 kg por 12 litros deagua). Tal vez sea necesario limpiar el material conun cepillo para asegurar una limpieza completa.Despus de lavarse, los materiales se deben enjuagarpor completo en agua caliente y limpia.
2. Todas las juntas de tubera soldadas con plata se debenefectuar usando materiales de relleno.
Para las juntas de cobre con cobre se debe usar unmetal de relleno, cobre fosforado (serie BCuP) sinfundente.
La soldadura entre metales diferentes, como cobre yplata, se debe efectuar usando un fundente apropiadocon un metal de relleno de cobre fosforado (serieBCuP) o uno de plata (serie BAg). Aplique el fundentecon moderacin slo al tubo limpio, de manera queevite dejar cualquier exceso dentro de las conexionesterminadas. Es aceptable el uso de barras que ya llevanun fundente para la soldadura con plata.(NOTA: Asegure una ventilacin adecuada. Algu-nos metales de relleno de la serie BAg contienen
cadmio, que cuando se calienta durante la aplica-cin puede producir humos txicos).
Durante el proceso de soldar, se debe purgar el sistemade manera continua con nitrgeno seco y libre deaceite para prevenir la formacin de escamas dentrode la tubera. La purga se debe mantener hasta que lajunta est fra al tacto.
Se debe limpiar el exterior de todos los tubos, juntas yconexiones con agua caliente despus del ensamblepara quitar cualquier exceso de fundente y permitir unainspeccin visual clara de las conexiones soldadas.
Se debe efectuar una inspeccin visual de cada juntasoldada para asegurar que la aleacin ha fluidototalmente alrededor de la junta en la unin del tubocon la conexin. Donde se haya usado fundente,asegrese de que el residuo de fundente solidificadono haya formado un sello temporal que podra retenerla presin de prueba.
3. Las juntas roscadas en sistemas de tubera debenestaarse o sellarse con cinta de politetrafluoroetileno(cinta tefln) u otro sellador apropiado para serviciosde oxgeno. Los selladores se deben aplicar slo a lasroscas macho.
Sistemas de riego y aspersin agrcolaLos sistemas de riego son una necesidad en reas
agrcolas ridas y los de aspersin se estn usando cadavez ms para mantenimiento de reas verdes. Sin im-portar el tipo o tamao del sistema, muchas instalacio-nes exitosas certifican que el cobre es el material idealpara la tubera de estos sistemas.
Con ayuda de las grficas de cada de presin enfuncin de la velocidad, que se muestran en la tabla 5(pag. 36-37), y de las instrucciones contenidas en elmanual de los fabricantes de bombas y aspersores, losinstaladores pueden disear un sistema de riego con tu-bos de cobre para csped, sembrados o campos de golf.
Las lneas del sistema se deben colocar a una pro-fundidad considerable para evitar algn dao mecnicoa causa de las herramientas y deben de perforarse paradrenar libremente. Donde existe el peligro de uncongelamiento, el sistema debe instalarse con una pro-fundidad necesaria que no le afecte el fro extremo.
La expansin y contraccin no deben ser un pro-blema mientras las lneas no estn ancladas de manerargida.
III. DATOS DE DISEO E INSTALACION
12
-
III. DATOS DE DISEO E INSTALACION
Sistemas de energa solarLos sistemas de energa solar para calentar el agua
domstica y para la calefaccin de espacios se basanen agregar un colector al sistema de calefaccin paracapturar la energa solar. Por lo general, esto implicasimplemente extender el sistema de calefaccin hastael techo de la casa, en donde se le incorpora un colec-tor solar.
El cobre es el material ideal para sistemas de ener-ga solar porque: Tiene la mejor conductividad trmica de todos los
metales de ingeniera. Es altamente resistente a la corrosin atmosfrica y
acuosa. Es fcil de fabricar y de ensamblar al soldarlo. Es utilizado para los sistemas hidrulicos y para los
techos desde que se empezaron a usar metales paraese tipo de aplicaciones.
Las ventajas trmicas del cobre se reflejan en queunas lminas ms delgadas de cobre pueden acumularla misma cantidad de calor que la mayora de las lmi-nas de aluminio o acero de un calibre mucho mayor,por lo que, los tubos de cobre de un colector puedenespaciarse ms.
La resistencia del cobre a la corrosin atmosfricaest demostrada por su aplicacin en techos y botaguas,a menos que sea atacado por los gases de escape de xi-do del sulfuro o de nitrgeno de instalaciones o indus-trias de proceso. El cobre ha soportado dcadas -inclusosiglos- de exposicin a la intemperie.
De igual manera, el cobre resiste la corrosin poragua caliente. Si los tubos estn dimensionados e insta-lados correctamente para mantener el flujo por debajode 2.5 mts por segundo, los sistemas de tubera de co-bre para agua caliente son prcticos y cien por cientoresistentes a la corrosin.
La facilidad con que se ensamblan los sistemas hi-drulicos de cobre con soldadura, est ms que recono-cida, al igual que los fabricados de lmina de cobre porsu facilidad y simplicidad.
Consideraciones generalesEn un manual de este tipo no es posible cubrir to-
das las variables que un diseador de sistemas hidruli-cos deber considerar. Sin embargo, los siguientes temaspueden ser de gran ayuda para elaborar especificacio-
13
nes de trabajo:Liras de dilatacin. El tubo de cobre, como to-
dos los materiales de tubera, se dilata y contrae conlos cambios de temperatura. Por lo tanto, en un siste-ma de tubera de cobre sujeto a excesivos cambios detemperatura, una lnea larga tiende a colapsarse o do-blarse cuando se dilata a menos que, se haya construi-do con una compensacin dentro del sistema. Tambinpueden ocurrir severos esfuerzos en las conexiones.Tales esfuerzos, colapsos o dobleces se previenen usan-do juntas de expansin o instalando compensaciones,doblados en U, serpentines o arreglos similares enel ensamble de tuberas. Estos segmentos de tubo deforma especial pueden asimilar las dilataciones y con-tracciones sin esfuerzo excesivo.
Cuando las tuberas de cobre conducen fluidos atemperaturas diferentes a las del medio ambiente su-fren este fenmeno, por lo que se debe considerar yprevenir durante su colocacin y fijacin (ya sean em-potradas o visibles). Primeramente se observa cuntose dilata o contrae la tubera; si este movimiento no esexcesivo se prever su fijacin y aislamiento, y cuan-do ste sea mayor, se disear la curva de dilatacinque contrarreste el movimiento.
El coeficiente de dilatacin trmica del cobre esdel 16.5 x 10-6 m/C de 20C a 100C, lo que significaque un metro de tubo se alarga 1.650 mm, cuando sutemperatura aumenta 100C, por lo tanto, es necesariotomar en cuenta este factor en el montaje de tuberasde cobre.
Las variaciones de longitud se obtienen de la si-guiente frmula:
donde:DL = variacin de longitud (mm)L = longitud inicial del tubo (mm)t = diferencia de temperatura (C)
Se considera como diferencia de temperatura, laque existe entre la temperatura ambiente en el momentodel montaje y la temperatura mxima de servicio.
Dado que en una instalacin de agua caliente o decalefaccin es improbable que el agua circule a ms de80C y que la temperatura de la tubera fuera de servi-
DL = 0.0017 x L x tTU
BER
IA D
E C
OB
RE
-
III. DATOS DE DISEO E INSTALACION
Para tubo de cobre recocido:E = 17.000.000 psiP = 6.000 psi
As, la longitud desarrollada por L es:L = 7,68 (doe)1/2
Soportes de tubos. Debido a su rigidez se prefiereel tubo rgido para tubera expuesta. A menos que seindique de otra manera, el tubo rgido requiere un so-porte para lneas horizontales con intervalos aproxima-damente de 2.4 mts para dimetros de 1" y menores, eintervalos de 3 mts para dimetros ms grandes.
Las lneas verticales se soportan, por lo general, encada piso o en intervalos aproximadamente de 3 mts,pero para las lneas largas que tienen considerados losmantenimientos usuales para la dilatacin y la contrac-cin, los anclajes pueden estar separados por varios pi-sos, siempre que haya forros o dispositivos similares entodos los pisos intermedios para restringir el movimientolateral; ver figura 2.
El tubo de temple recocido en serpentines permitecorridas largas sin juntas intermedias. Las lneas verti-cales de tubo de temple recocido se deben apoyar por lomenos cada 3 mts y las horizontales, por lo menos cada2.4 mts.
Resistencia a la compresin. Las pruebas reali-zadas colocando una barra de acero redonda de 3/4"en ngulo recto a travs de un tubo de cobre recocido
cio (temperatura ambiente en el interior) sea inferior a20C, se puede aplicar para este intervalo de temperatu-ras la siguiente regla: la dilatacin de un metro de cobreser, aproximadamente de un milmetro.
Como las tuberas estn expuestas a variaciones detemperatura, deben estar sujetas adecuadamente, de ma-nera que se puedan dilatar y contraer con los cambiosde temperatura. Esto se logra fijando las tuberas me-diante abrazaderas, evitando empotramientos rgidos.
La tabla 7 (pag. 38) indica los radios necesariospara las liras de dilatacin, descritos con la figura 1.Las longitudes compensadas de dilatacin se pueden es-timar con la tabla 7. Alternativamente, la longitud ne-cesaria de tubo en un codo de dilatacin o decompensacin se puede calcular con la frmula:
donde:L = longitud desarrollada en el codo de dilatacin o
compensacin (pies), ver tabla de conversiones(pag. 32), como se muestra en la tabla 7 (pag. 38)
E = mdulo de elasticidad del cobre (psi)P = esfuerzo permisible del material flexionado (psi)do= dimetro exterior del tubo (pulgadas)e = cantidad de dilatacin a ser absorbida (pulga-
das)
L= 1 3E1/2
(doe)1/2
12 P( )
14
1 2 3 4 5 6 7 8 9 10
10 0.165 0.330 0.495 0.660 0.850 0.990 1.115 1.320 1.485 1.650
20 0.330 0.660 0.990 1.320 1.650 1.980 2.310 2.640 2.970 3.300
30 0.495 0.990 1.485 1.980 2.475 2.970 3.465 3.960 4.455 4.950
40 0.660 1.320 1.980 2.640 3.300 3.960 4.620 5.280 5.940 6.600
50 0.825 1.650 2.475 3.300 4.125 4.950 5.775 6.600 7.425 8.250
60 0.990 1.980 2.970 3.960 4.950 5.940 6.930 7.920 8.910 9.900
70 1.155 2.310 3.465 4.620 5.775 6.930 8.085 9.240 10.395 11.550
80 1.320 2.640 3.960 5.280 6.600 7.920 9.240 10.560 11.880 13.200
90 1.485 2.970 4.455 5.940 7.425 8.910 10.395 11.880 13.365 14.850
100 1.650 3.300 4.950 6.600 8.250 9.900 11.500 13.200 14.850 16.500
Longitud del tramo en metrosC
Dilatacin lineal del tubo de cobre 16.5 x 10-6/C. La dilata-cin trmica del cobre es de aproximadamente vez y media
-
LR
(b) Rizo oserpentn
2piR=L
L (c) Codos decompensacin
de 1", y despus ejerciendo presin hacia abajo, reve-laron que, incluso con esta carga severa en un punto decontacto, se requirieron 318 kg para comprimir el tuboa un 75 por ciento de su dimetro original. Las tuberasde 2", debido a su mayor espesor de pared, resistieronms peso antes de comprimirse.
El reglamento de instalaciones hidrulicas sealaque para su correcta instalacin, debern rellenarse porcompleto todas las excavaciones lo ms pronto posible,despus de la inspeccin. Las zanjas se deben rellenarprimero con 30 cm de tierra limpia apisonada, la cualno debe contener piedras, cenizas u otros materiales quepuedan daar el tubo o causar corrosin. Se puede usarequipo como niveladoras y graduadores para terminarde rellenar. Se deben tomar las precauciones convenien-tes para asegurar la estabilidad permanente del tubopuesto en un relleno de tierra hmeda.
Golpe de ariete. Es el trmino que se usa para des-cribir las fuerzas destructivas, ruidos de martilleo y vi-braciones que se desarrollan en cualquier sistemahidrulico cuando el lquido que fluye es detenido de
III. DATOS DE DISEO E INSTALACION
manera abrupta por una vlvula de cierre. Cuando ocu-rre un golpe de ariete, una onda expansiva de alta pre-sin reverbera dentro del sistema de tubera hasta quetoda la energa se haya convertido en prdidas de fric-cin. El ruido y los picos de presin excesivos, se pue-den evitar al agregar una cmara de aire o un dispositivode supresin de picos al sistema.
En ramales con un solo elemento de consumo, elsupresor se debe colocar inmediatamente arriba de lavlvula del elemento. En ramales de mltiples elemen-tos, la ubicacin indicada para los supresores ser en elramal que alimenta al grupo de elementos, entre los dosltimos tubos de alimentacin.
Presin de colapso del tubo de cobre. El aumen-to creciente del uso de tubos de cobre y sus aleacionesen condensadores, calentadores de agua y otros dispo-sitivos de transferencia de calor para lneas de agua, gas,fluidos, y muchas otras aplicaciones de ingeniera don-de exista una presin diferencial entre los lados opues-tos de la pared del tubo, crea la necesidad de obtenerdatos precisos en relacin con las presiones de colapso;ver tabla 4 (pag. 35).
Congelacin. El tubo flexible puede resistir la di-latacin del agua helada varias veces antes de reventar-se. Bajo prueba, se ha congelado el agua dentro de untubo flexible de 1/2 "seis veces y dentro de uno de 2"once veces. Este es un factor de seguridad vital quefavorece el tubo suave para los servicios subterrneosde agua. Sin embargo, no significa que las lneas deagua de tubo de cobre se deban sujetar a congelamientos.
Corrosin. El tubo de cobre para agua es resisten-te a la corrosin. Es poco usual que las aguas o las con-diciones especiales sean corrosivas para el tubo de cobre;cuando as sea, se deben identificar y tratar.
Desde los aos cincuentas, se han producido milesde toneladas de tubo de cobre para sistemas hidruli-cos, de las cuales el 80% se han instalado en sistemasde distribucin de agua. Los escasos problemas de co-
Figura 2.
15
Figura 1. Liras de dilatacin
(a) OmegaL
2piR=LR
R
Apiladode tubos
Brida de latnen piso
Unin soldada
Aislante
Unin soldada
Brida de latnen techo
Losa deentrepiso
TUB
ERIA
DE
CO
BR
E
-
rrosin por causa de agua agresiva, agravados posible-mente por malos diseos o mano de obra deficiente, sedeben analizar en el contexto de estos registros.
Cuando ocurren problemas de corrosin, se deben,por lo general, a algunas de las siguientes causas:1. Agua de pozo dura y agresiva, que causa picaduras.2. Agua cida o suave, que no permite que se forme una
pelcula protectora dentro del tubo de cobre.3. Diseo o instalacin del sistema que provoca una
velocidad excesiva del flujo de agua o turbulenciasen el tubo.
4. Mano de obra ineficiente.5. Fundente excesivo o agresivo.6. Condiciones agresivas del suelo.
Las aguas agresivas que causan picaduras se pue-den identificar por medio de un anlisis qumico y sepueden tratar para que su composicin quede dentro delos lmites aceptables. Como caracterstica tienen unagran cantidad total de slidos disueltos (t.d.s.) inclu-yendo sulfatos y cloruros, un pH en el rango de 7.2 a7.8, alto contenido de bixido de carbono (CO2) (sobre10 partes por milln, ppm) y la presencia de oxgenodisuelto (D.O.)
Una persona calificada en el tratamiento de aguaspuede establecer un mtodo para revertir el agua agre-siva, con el objetivo de no daar los materiales del sis-tema hidrulico. En general, esto implica elevar el pH ycombinar o eliminar el gas CO2. Algunas veces la sim-ple aeracin del agua, por ejemplo, rociarla en cieloabierto, es un tratamiento suficiente.
La corrosin tambin puede causarse o intensifi-carse, por un trabajo de mala calidad que deja cantida-des excesivas de fundente residual agresivo dentro deltubo despus de la instalacin. Si se han sobrecalentadolas juntas durante la instalacin y el exceso de fundenteresidual se ha polimerizado, el problema de la corro-sin puede empeorar.
Las aguas cidas suaves pueden causar el proble-ma molesto de manchar los accesorios de color verde ode agua verde. Elevar el pH de esas aguas a un valorde cerca de 7.2 o ms, por lo general soluciona el pro-blema, pero se debe consultar a una persona calificadaen el tratamiento de aguas. Un tratamiento tpico paraun pozo de abastecimiento de agua individual es pasarel flujo de agua a travs de una cama de gravillas de
mrmol o de piedra caliza.La velocidad excesiva del agua causa corrosin por
erosin o ataca el material por el golpeteo del agua enlos sistemas hidrulicos. Como se explic en el temasobre el dimensionamiento del sistema a presin paraevitar problemas de corrosin por erosin (y ruido), lavelocidad del agua en un sistema hidrulico no debeexceder de 1.5 a 2.5 mts por segundo (el limite inferioraplica para dimetros ms pequeos de tubo).
Los efectos de la velocidad se pueden agravar si elagua es qumicamente agresiva debido al pH o al conte-nido de gas como se ha mencionado anteriormente; o siel flujo arrastra slidos (sedimentos). La combinacinde una velocidad que por s sola es aceptable, y de unaqumica del agua que es algo agresiva, causa a vecesproblemas que no existiran si estuviera presente nadams una de las dos caractersticas.
La corrosin por erosin tambin se puede agravarpor un trabajo mal hecho. Por ejemplo, las rebabas de-jadas en los extremos cortados del tubo pueden alterarel flujo del agua, y causar turbulencias locales y unavelocidad alta del flujo, provocando una corrosin porerosin.
Cuando los compuestos del azufre de la escoria decualquier tubo de metal entra en contacto con el agua,est sujeto a un ataque por el cido que se produce. Bajotales circunstancias, el tubo debe aislarse de la escoriacon una barrera inerte contra la humedad, una envolturade cinta aislante, un recubrimiento de una pintura deasfalto, o con cualquier otro material aprobado. A ex-cepcin de algunos casos, los suelos naturales no ata-can el cobre.
Vibracin. El tubo de cobre puede aguantar losefectos de la vibracin cuando se disea el sistema cui-dadosamente.
Al instalar sistemas que son sujetos a vibraciones,se verificar que queden libres de esfuerzos residualesproducidos por un doblado o una alineacin defectuosa.Los esfuerzos residuales junto con vibraciones puedenocasionar rupturas por fatiga, en dobleces y conexiones,donde dichos esfuerzos se introdujeron al sistema.
Durabilidad. Bajo condiciones normales, una tu-bera de cobre para agua, diseada e instalada de mane-ra correcta, perdura fcilmente toda la vida til de unedificio y durante toda su existencia, funcionar igualque cuando fue instalada.
III. DATOS DE DISEO E INSTALACION
16
-
2TRAB
AJAR
CO
N T
UBO
S D
E CO
BRE
TUB
ERIA
DE
CO
BR
ED
ATO
S T
ECN
ICO
S
-
Consideraciones generalesDebido a su maleabilidad excepcional, el cobre
puede adaptarse sin problemas en la obra. El tubo decobre, doblado correctamente, no se colapsar en ellado exterior del codo y no se pandear en su lado in-terior. Las pruebas demuestran que un tubo de cobredoblado tiene mayor resistencia al reventamiento, queantes de doblarlo.
Por la maleabilidad del cobre, los codos de dilata-cin y otras conexiones necesarias en un sistema de tu-bera, se arman de manera rpida y sencilla, si se utilizanel mtodo y el equipo apropiados. Se pueden usar he-rramientas manuales sencillas, como prensas, matrices,formas y rellenos o mquinas elctricas de doblado. Am-bos tipos de tubo, rgido y flexible, pueden doblarse conuna herramienta manual, usando el tamao correcto dela herramienta segn el dimetro del tubo, para conocerlos radios mnimos de doblado, ver tabla 11 (pag. 40).
El procedimiento para doblar un tubo de cobre conuna herramienta de doblado manual de tipo palanca, esel siguiente:
1. Con las manijas a 180 y el sujetador del tubo apartado,inserte el tubo en la ranura de la rueda de doblado.
2. Coloque el sujetador del tubo encima del mismo yponga la manija en una posicin ms o menosrectangular, asegurando la zapata de doblado encimadel tubo. La marca cero en la rueda de doblado deberquedar a la misma altura del borde delantero de lazapata de doblado.
3. Doble el tubo al jalar las manijas en un movimientocontinuo y suave. El ngulo deseado de doblez sepuede averiguar por medio de las calibraciones quese encuentran en la rueda de doblado.
4. Remueva el tubo doblado al mover la manija hastaque forme un ngulo recto con el tubo, y quite lazapata de doblado.
La herramienta ilustrada es una de las muchas dis-ponibles en la industria. Unicamente siga las instruccio-nes indicadas por el fabricante del equipo a utilizar.
IV. DOBLADO
Foto 2
Foto 3
Foto 4
Foto 1
18
-
V. ENSAMBLADO
IntroduccinLas juntas soldadas con sistema capilar, se utilizan
en plomera para las lneas de agua. Las juntas soldadascon bronce mediante el proceso capilar, se utilizan endonde se requiere de mayor fuerza o donde la tempera-turas del servicio es ms alta de los 163C. Para soldarlas juntas en tuberas de refrigeracin a menudo se re-quiere soldadura con plata.
Las juntas mecnicas se utilizan con frecuencia parala tubera subterrnea, donde no es recomendable el usodel calor y para juntas que tengan que desconectarse devez en cuando. El tubo de cobre se puede tambin en-samblar con soldadura a tope sin el uso de conexiones.Debe tenerse cuidado al seguir los procedimientos apro-piados para soldar.
ConexionesLas conexiones para tubos de cobre que se usan en
instalaciones hidrulicas y de calefaccin se fabricansegn las normas siguientes, para: Conexiones de latn a 45, la NMX-X-002/1 y
ASTM-B-16 Conexiones de cobre soldadas, la NMX-W-101/1 Conexiones soldables de latn, la NMX-W-101/2 Vlvulas de paso, la NOM-X-031 y ANSI-Z21 Pig Tail, la NOM-X-018/3 y ANSI-CGA V-1
Las conexiones a presin de aleacin de cobre fun-dido estn disponibles en todos los dimetrosestandarizados de tubos y en una amplia gama de ti-pos para cubrir las necesidades de instalaciones hidru-licos. Pueden ser estaados o soldados con plata y/obronce; aunque, soldar con plata conexiones de cobrefundido, requiere de especial atencin. Tambin existeuna amplia gama de conexiones a presin de cobreforjado en todos los dimetros y tipos. stos, al igualque los de cobre fundido, pueden juntarse medianteestaado o soldadura con plata; sin embargo, se pre-fieren las conexiones forjadas donde el mtodo deunin es la soldadura con plata. La opcin entre lasconexiones de cobre fundido o de cobre forjado de-pende a gran medida de la preferencia del usuario.
Las conexiones de tubo ensanchado proporcionanun contacto de metal con metal similar a las unionessubterrneas; ambas pueden desarmarse fcilmente yensamblarse de nuevo. Son muy tiles en donde el aguaresidual no se puede quitar del tubo y es difcil de sol-
dar. Pueden requerirse donde existe un riesgo de incen-dio y no se puede usar un soplete para estaar o soldarcon plata. Tambin, soldar en un ambiente hmedo pue-de ser muy difcil; en estos casos se prefieren las unio-nes ensanchadas.
SoldadurasLas juntas soldadas dependen de la accin capilar
que lleva el estao lquido al espacio libre entre la co-nexin y el tubo. El fundente acta como un agente delimpieza y de adherencia y, cuando est aplicado de ma-nera correcta, permite una distribucin uniforme del es-tao fundido sobre la superficie de la unin.
La seleccin de una soldadura depende sobre todode la presin y temperatura de operacin del sistema.Tambin se debe tomar en cuenta las tensiones en lasjuntas causadas por la expansin y la contraccin tr-mica. Sin embargo, las tensiones causadas por los cam-bios de temperatura no deben ser significativas en loscasos ms frecuentes: cuando las secciones de tubo soncortas y cuando se usan codos de dilatacin en tuboslargos.
La tabla 3 (pag. 35) muestra las presiones nomi-nales de operacin para las juntas soldadas entre tubosde cobre que usan una mezcla de soldadura de estao yplomo de 50-50 y de estao y antimonio de 95-5. Lasoldadura de estao y plomo de 50-50 es convenientepara presiones y temperaturas moderadas. Para presio-nes ms altas, o donde se requiere una junta de una re-sistencia mayor, es preferible usar la soldadura de estaoy antimonio. Para tubos sujetos a una operacin conti-nua a temperaturas que exceden los 120C, o donde serequiere de juntas de una resistencia mxima, se debenusar soldaduras de relleno con plata.
Se puede utilizar la mayora de las soldaduras in-dicadas en ASTM-B-32, Especificacin Estndar paraMetales de Soldadura, para ensamblar tubos y conexio-nes de cobre en sistemas de agua potable.
La soldadura se usa por lo general en forma dealambre, pero tambin existe soldadura con fundentegranulado fino integrado. Cuando se usa una pasta desoldadura con fundente es recomendable agregar mssoldadura de alambre a la junta, utilizando el mismotipo de soldadura (por ejemplo, 50-50 o 95-5) que llevala pasta.
19
TRAB
AJAR
CO
N T
UBO
S D
E CO
BRE
-
FundentesLa funcin del fundente para soldaduras es la de
remover rastros residuales de xidos, facilitar el flujo yproteger las superficies que se soldan de la oxidacindurante el calentamiento. El fundente se debe aplicar, alas superficies limpias, en una pequea cantidad solopara recubrir las reas que se unen.
Se puede formar muy rpido una nueva pelculade xido en superficies de cobre despus de su lim-pieza. Por lo tanto, se debe aplicar el fundente lo antesposible.
Se pueden conseguir soldaduras que contienen pe-queas cantidades de plata u otros aditivos para lograruna mayor resistencia o caractersticas especiales de flu-jo. Tales soldaduras pueden requerir fundentes especia-les. Se deber consultar las recomendaciones delfabricante referente a los procedimientos y fundentesindicados para estas soldaduras.
Algunos fundentes llamados por sus fabricantes deauto limpieza presentan un riesgo en su uso. No hayduda que un fundente fuerte y corrosivo puede quitaralgunos xidos y pelculas de suciedad; sin embargo,cuando se usan fundentes altamente corrosivos de estamanera, existe siempre la incertidumbre si se haya lo-grado una limpieza uniforme o si contine la accincorrosiva de los residuos del fundente, una vez termi-nada la soldadura.
V. ENSAMBLADO
20
-
IntroduccinSoldar es un conjunto de procesos de unin, que
al calentarse a una temperatura especfica, producenuna fusin de materiales, usando un metal de relleno(material de soldadura), cuya temperatura de fundi-cin no exceda los 450C y se encuentre debajo de latemperatura de solidificacin de los metales base. Enla prctica actual, la mayora de las soldaduras se rea-lizan a una temperatura entre 180C y 290C.
Para lograr juntas satisfactorias de manera consis-tente se debe preparar y soldar tomando en cuenta lasiguiente secuencia: Medicin y corte de los tubos Escariado Limpieza Aplicacin del fundente Ensamble y soporte Calentamiento Aplicacin de la soldadura Enfriamiento y limpieza Pruebas
Las tcnicas descritas producen juntas soldadas li-bre de fugas, entre el tubo de cobre o de alguna de susaleaciones y las conexiones, ya sea en el taller o en elcampo. Se requiere de habilidad y conocimiento paraproducir de manera satisfactoria una junta soldada.
Medicin y corteMida con exactitud la longitud de cada segmento
de tubo. La imprecisin puede perjudicar la calidad dela junta. Si el tubo es demasiado corto, no entrar hastael fondo de la conexin, lo que impide efectuar una jun-ta adecuada. Si el segmento de tubo es demasiado lar-go, puede producirse una tensin en el sistema, queafectara la vida de servicio.
Corte el tubo a las longitudes medidas. El cortepuede llevarse a cabo de diversas maneras para pro-ducir un extremo con un escuadrado satisfactorio. Eltubo puede cortarse con un cortador de tubos de tipodisco (foto 5 y 6), con una sierra para metales, conuna rueda abrasiva o con una sierra de banda porttilo estacionaria. Debe tenerse cuidado de que el tubono se deforme al cortarlo. Sin importar el mtodo, elcorte debe ser en ngulo recto de tal forma que elextremo del tubo asiente correctamente en el casqui-llo de unin.
EscariadoEscarie todos los dimetros interiores de los ex-
tremos del tubo cortado para quitar las rebabas peque-as creadas por la operacin del corte. Si este bordeinterior, spero, no se quita, puede producirse corro-sin por erosin, debido a una turbulencia local y auna mayor velocidad de flujo local en el tubo.
Una pieza de tubo correctamente escariada pro-porciona una superficie lisa para un mejor flujo. Quitelas rebabas que se encuentren en el exterior de los ex-tremos del tubo, creadas por la operacin del corte,para asegurar la entrada apropiada del tubo en el cas-quillo de unin. (fotos 7a, 7b y 7c)
Las herramientas utilizadas para escariar los ex-tremos del tubo incluyen la cuchilla para escariar en elcortador de tubos, filos redondos o medio redondos,una navaja de bolsillo y una herramienta apropiada paraquitar las rebabas. Con tubos flexibles, debe tenersecuidado para no deformar el extremo del tubo aplican-do demasiada presin.
VI. JUNTAS SOLDADAS
Foto 5. Medicin
Foto 6. Corte
21
TRAB
AJAR
CO
N T
UBO
S D
E CO
BRE
-
Fotos 8a, 8b y 8c. Limpieza
En caso de deformarse el tubo flexible se puederedondear de nuevo, con una herramienta de ajuste queconsiste en un conector y un anillo de ajuste.
LimpiezaEs importante la remocin de todos los xidos y
manchas de superficie en los extremos de los tubos yde los casquillos de unin para el flujo adecuado de lasoldadura hacia la junta. Si no se remueven, pueden in-terferir con la accin capilar y disminuir la resistenciade la junta provocando una falla.
Lije (limpie) levemente los extremos del tubo conpapel abrasivo o cojines abrasivos de nylon a una dis-tancia un poco mayor a la profundidad del casquillo deunin.
Limpie los casquillos de unin con lija, fibra o uncepillo del tamao adecuado. El espacio capilar entre eltubo y el casquillo es de aproximadamente 0.004", y se
VI. JUNTAS SOLDADAS
llena con la soldadura por medio de la accin capilar.Este espacio es esencial para que la soldadura lo llene yforme una junta fuerte.
El cobre es un metal relativamente suave. Si se re-mueve demasiado material del extremo del tubo o delcasquillo, puede producirse una junta de mala calidadpor el exceso de juego.
Tambin se puede limpiar el tubo con qumicos, sidespus los extremos del tubo y las conexiones se enjua-gan por completo, siguiendo el procedimiento indicadopor el fabricante del limpiador. No toque la superficielimpia con las manos o con guantes llenos de aceite. Losaceites para la piel, aceites lubricantes y grasa perjudi-can la operacin de soldado. (fotos 8a, 8b y 8c)
Aplicacin del fundenteUtilice un fundente que disuelva y quite rastros
de xido de las superficies limpias que se ensamblan,
Fotos 7a, 7b y 7c. Escariado
22
-
que proteja las superficies limpias de la reoxidacindurante el calentamiento, y que facilite el contacto dela soldadura con las superficies a soldar, segn la reco-mendacin indicada en los requerimientos generales deASTM-B-813. Inmediatamente despus de la limpieza,aplique con una brocha, una capa delgada y uniformedel fundente al tubo y al casquillo.ADVERTENCIA: No aplique el fundente con los de-dos. Los productos qumicos del fundente puedenser dainos si se llevan a los ojos, boca o heridasabiertas.
Tenga especial cuidado en la aplicacin del fun-dente. Un trabajo mal realizado puede causar proble-mas despus de que se haya instalado el sistema. Si seutilizan cantidades excesivas de fundente, el residuo deste puede causar corrosin. En casos extremos, tal co-rrosin del fundente podra perforar la pared del tubo,del casquillo o de ambos. (fotos 9a y 9b)
VI. JUNTAS SOLDADAS
Ensamble y soporteInserte el extremo del tubo en el casquillo de
unin, cerciorndose de que el tubo est asentado enla base del mismo. Un ligero movimiento giratorioasegura un recubrimiento uniforme del fundente. Qui-te el exceso de fundente del exterior de la junta con untrapo de algodn.
Sujete el ensamble del tubo y del casquillo paraasegurar un espacio capilar uniforme alrededor de todala circunferencia de la junta. La uniformidad del espa-cio capilar asegurar el buen flujo de la soldadura fun-dida. Un espacio capilar excesivo puede producir grietasen el metal de soldadura bajo el efecto de esfuerzos ovibraciones. (Fotos 10a y 10b)
CalentamientoComience a calentar el tubo moviendo la flama en
direccin perpendicular al mismo (foto 11a). El tubode cobre conduce el calor inicial al casquillo para unadistribucin uniforme del calor en el rea de la unin.
Foto 9b.Aplicacin de
fundente enconexin
Foto 9a.Aplicacin de
fundente en tubo
Foto 10b.Limpieza del
exceso defundente
Foto 10a.Ensamble
23
TRAB
AJAR
CO
N T
UBO
S D
E CO
BRE
-
El grado de este precalentamiento depende del ta-mao de la junta. La experiencia indicar la cantidad detiempo necesario.
Enseguida, mueva la flama sobre el casquillo (foto11b). Despus, mueva la flama entre el casquillo y eltubo a una distancia igual a la profundidad del casqui-llo. Con el soplete en la base del casquillo, toque la jun-ta con la soldadura. Si la soldadura no se derrite, qutelay contine calentando.
ADVERTENCIA: No sobrecaliente la junta nidirija la flama hacia el frente del casquillo. Elsobrecalentamiento puede quemar el fundente qui-tndole su eficacia, impidiendo as que la soldadu-ra penetre en la junta de manera correcta.
Cuando la soldadura se derrita, aplique calor a labase del casquillo para facilitar la accin capilar de lle-var la soldadura fundida al casquillo hacia la fuente decalor.
VI. JUNTAS SOLDADAS
El calor se aplica por lo general por medio de unsoplete de gas combustible y aire. Dichos sopletes uti-lizan acetileno o un gas LP. Tambin se pueden usarherramientas para soldar basadas en resistencias elc-tricas (foto 11c), stas emplean electrodos para el ca-lentamiento y deben usarse cuando una flama abiertaimplica un riesgo.
Aplicacin de soldaduraPara las juntas en posicin horizontal, comience a
aplicar el metal de soldadura levemente fuera del cen-tro en el fondo de la junta (foto 12). Proceda a travsdel fondo del casquillo hasta la posicin central supe-rior. Vuelva al punto de inicio, traslpelo y enseguida,proceda encima del lado incompleto hacia la parte su-perior, traslapando otra vez la soldadura.
Para las juntas en posicin vertical, haga una se-cuencia similar de los pasos de traslape comenzandodonde sea conveniente. Las juntas de soldadura depen-
Fotos 11a.Pre-calentado
de tubo
24
Foto 12.Soldadura
Fotos 11b.Pre-calentado
de conexin
Fotos 11c. Resistencia elctrica
-
Foto 13.Limpieza
den de la accin capilar para llevar el flujo de soldadurafundida hacia el espacio estrecho entre el casquillo y eltubo. El metal de soldadura fundido fluye hacia la juntapor la accin capilar sin importar si el flujo es haciaarriba, hacia abajo u horizontal.
El fundente que se aplic primero, acta como unagente de limpieza y de adherencia de la soldadura, siest aplicado de manera correcta, permite una distribu-cin uniforme de la soldadura fundida sobre las super-ficies que se quieren conectar. La accin capilar es lams eficaz cuando el espacio entre las superficies quese van a conectar va de 0.002 a 0.005 pulgadas. Se pue-de tolerar un cierto juego, pero si el espacio es dema-siado grande puede causar dificultades con conexionesde gran tamao.
Para unir el tubo de cobre con el casquillo de unavlvula, siga las instrucciones del fabricante. La vlvu-la debe estar en posicin abierta antes de aplicar calor,recuerde que, este calor se debe aplicar ms que nada altubo.
La cantidad de soldadura consumida cuando sellena de manera adecuada el espacio capilar entre eltubo y los casquillos forjados o fundidos, se puedeestimar en la tabla 8 (pag. 39). El requerimiento defundente es, por lo general, de 50 gramos por kilo desoldadura.
Enfriar y limpiarDespus de haber terminado la aplicacin de sol-
dadura en la junta, limpie el excedente del fundente conun pao de algodn limpio y termine de enfriar con unpao semi hmedo. (foto 13)
VI. JUNTAS SOLDADAS
25
PruebasPruebe la efectividad de las juntas de todos los
ensambles terminados. Siga el mtodo de prueba pres-crito en el reglamento que se aplica para el serviciopropuesto.
TRAB
AJAR
CO
N T
UBO
S D
E CO
BRE
-
IntroduccinLas conexiones fuertes y hermticas soldadas con
plata se pueden efectuar al soldar con metales de relle-no que se funden a temperaturas entre 600C y 815C,como se lista en la tabla 10 (pag. 40). Los metales derelleno para soldaduras con plata se conocen como sol-daduras fuertes o soldaduras de plata.
La temperatura en la cual un metal de rellenocomienza a fundirse durante el calentamiento es latemperatura de solidificacin; la temperatura de li-cuefaccin es la temperatura superior en la cual elmetal de relleno se derrite totalmente. La temperatu-ra de licuefaccin ser mnima para llevar a cabo lasoldadura.
La diferencia entre estas dos temperaturas es el ran-go de fundicin que, puede ser de gran importancia alseleccionar un metal de relleno, ya que indica el rangode trabajo para la aleacin y la velocidad a la que la
aleacin se vuelve completamente slida despus desoldarse. Los metales de relleno con rangos estrechos,con o sin plata, solidifican ms rpido y, por lo tanto,requieren una aplicacin de calor ms cuidadosa. Losrangos de fundicin de metales de soldadura ms co-munes se muestran en la figura 4a.
Metales de rellenoLos metales de relleno adecuados para soldar tu-
bos de cobre son de dos clases:1. Aleaciones que contienen fsforo (la series BCuP)2. Aleaciones que contienen un alto contenido de plata
(las series BAg).
Las dos clases difieren en sus caractersticas defusin, fundente y flujo, caractersticas que deben con-siderarse al seleccionar un metal de relleno (tabla 10,
VII. JUNTAS SOLDADAS CON PLATA
Figura 4a. Temperatura de fusin de soldadura y Figura 4b. Ciclo de fundicin de soldadura
1,100C 2000F
815C 1500F
540C 1000F
260C 500F
RANGO DE FUSION1981, Cobre
1810-1880 Latn Rojo
1660-1710, Latn Amarillo
TEMPERATURA DE FUSION1350-1550 BCuP-2 Cobre Fosforado1300-1550 BCuP-3 Cobre Fosforado1300-1450 BCuP-4 Cobre Fosforado1300-1500 BCuP-5 Cobre Fosforado1145-1400 BAg-1 Plata1295-1550 BAg-2 Plata1370-1550 BAg-5 Plata1205-1400 BAg-7 Plata
RANGO DE FUSION DE SOLDADURA452-464 95-5 Estao-Antimonio361-421 50-50 Estao-Plomo
1,100C 2000F
815C 1500F
540C 1000F
260C 500F
Flujo de soldadura especial
Flujo de soldadura especial
Temperatura de fusin(varia para cada material)
Flujo claro y estable
Empieza a fundirse
Burbujea
Grado de ebullicin del agua
Inicio de calentamiento
4a 4b
26
-
pag. 40). Para unir tubos de cobre, cualquiera de estosmetales de relleno proporcionar la resistencia nece-saria cuando se utilicen con conexiones estndar parasoldar o conexiones de casquillo corto para soldadu-ras con plata, disponibles en el mercado.
La resistencia de una junta de tubo de cobre solda-da con plata no vara mucho en funcin de los diversosmetales de relleno, ms bien depende principalmentedel espacio adecuado entre el exterior del tubo y el cas-quillo de unin. El tubo de cobre y las uniones de sol-dadura con plata se fabrican exactamente uno para elotro, y las tolerancias permitidas para cada uno asegu-ran que el espacio capilar est dentro de los lmites ne-cesarios para una junta de una resistencia satisfactoria.
Las presiones nominales de trabajo de las lneas deagua soldadas con plata, que llevan temperaturas de ser-vicio de hasta 121C (la temperatura de vapor saturadoa 1.05 kg/cm2) se muestran en la tabla 3 (pag. 35). Es-tas presiones deben utilizarse slo cuando se ha mante-nido el espacio capilar correcto.
Las composiciones de los metales de relleno parasoldar se muestran en la tabla 10 (pag. 40). Se puedenutilizar cualquiera de los metales de relleno disponibles,los que se usan comnmente en instalaciones hidruli-cas, conexiones de tubera, sistemas de refrigeracin yde aire acondicionado son BCuP-2 (para tolerancias muypequeas), BCuP-5 (donde no se pueden lograr tole-rancias tan pequeas), BAg-1, BAg-5 y BAg-7.
FundentesLos fundentes usados para soldar con plata las jun-
tas de cobre son diferentes en su composicin de losfundentes para soldar con estao. Los dos tipos no sepueden intercambiar.
Los fundentes para soldaduras con plata se basanen agua, mientras que la mayora de los fundentes parasoldaduras con estao se basan en derivados de petr-leo. Similar a stos ltimos, los fundentes para solda-duras con plata disuelven y quitan los xidos residualesde la superficie del metal, protegen el mismo contra lareoxidacin durante el calentamiento y facilitan la ad-herencia del material de soldadura a las superficies quese juntan.
Los fundentes tambin sirven al instalador para es-timar la temperatura (figura 4b). Si el exterior del cas-quillo y el rea del tubo afectada por el calor se cubren
VII. JUNTAS SOLDADAS CON PLATA
con fundente (adems del extremo del tubo y del cas-quillo), se evita la oxidacin y el aspecto de la juntamejora de manera considerable.
La figura 5 ilustra el material de relleno recomen-dada para los diferentes tipos de tubos de cobre y susaleaciones.
EnsambleEnsamble la junta insertando el tubo en el casqui-
llo hasta el tope y grelo si es posible. El ensamble debeapoyarse firmemente de modo que siga alineado duran-te la operacin de soldadura con plata.
Aplicacin de calor y soldaduraPaso uno: Aplique calor a las piezas que se ensam-
blan, de preferencia con una flama neutral de gas y ox-geno; flamas de gas y aire se utilizan a veces para losdimetros ms pequeos. Caliente primero el tubo, co-menzando cerca de una pulgada del borde de la conexin,moviendo la flama alrededor del tubo con movimientoscortos en ngulo recto al eje del tubo.
Es muy importante que la flama est en constantemovimiento y que no permanezca mucho tiempo en unsolo punto, para evitar que se dae el tubo. El fundentese puede utilizar como gua en cuanto al tiempo paracalentar el tubo; contine calentando el tubo hasta queel fundente est estable y transparente. El comporta-
Figura 5. Recomendaciones de material de relleno deacuerdo al tipo de conexin
Cobre
Forjado BCuP
Latn
Fundido BCuP
Cobre
Fundido BAg
Latn
Forjado BCuP
Cobre
Fundido BCuP
Latn
Fundido BAg
Latn
Forjado BAg
Cobre
Foriado BAg
FUNDENTEREQUERIDO
Tubo
Metal de rellenoConexin
No require fundent
e
27
TRAB
AJAR
CO
N T
UBO
S D
E CO
BRE
-
miento del fundente durante el ciclo para soldar conplata se describe en la figura 4b.
Paso dos: Dirija la flama hacia la conexin en labase del casquillo. Caliente de manera uniforme, mo-viendo la flama entre la conexin y el tubo hasta que elfundente en la conexin est estable. Evite el calenta-miento excesivo de las conexiones de cobre fundido.
Paso tres: Cuando el fundente este lquido y trans-parente en el tubo y en la conexin, comience a moverla flama hacia adelante y hacia atrs a lo largo del ejede la junta para mantener el calor en las piezas que sevan a soldar, especialmente hacia la base del casquillode conexin. La flama debe mantenerse en movimientopara evitar que se funda el tubo o la conexin.
Paso cuatro: Aplique el metal de relleno para sol-dar en un punto entre el tubo y el casquillo de la co-nexin. Cuando se alcanza la temperatura apropiada, elmetal de relleno fluir directamente al espacio entre eltubo y el casquillo, llevado por la fuerza natural de laaccin capilar.
Mantenga la flama alejada del metal de relleno con-forme penetre la junta. La temperatura del tubo y de laconexin en la junta debe ser lo suficientemente altapara fundir el metal de relleno.
Mantenga la conexin y el tubo calientes movien-do la flama hacia atrs y hacia adelante mientras se ali-menta el metal de relleno a la junta.
Cuando la unin est hecha de manera correcta,debe aparecer un cordn continuo de metal de rellenoalrededor de la junta. Pare la alimentacin tan prontovea dicho cordn. La tabla 9 (pag. 39) es una gua paraestimar cunto metal de relleno se va a requerir.
Para tubos de 1" y mayores puede ser difcil calen-tar toda la junta al mismo tiempo. Muchas veces es ne-cesario utilizar un soplete adicional para mantener unatemperatura adecuada sobre grandes reas. Se recomien-da un precalentamiento suave de toda la conexin paradimetros ms grandes. El calentamiento puede enton-ces proceder conforme a los pasos antes mencionados.
Juntas horizontales y verticalesCuando se soldan juntas horizontales, es preferi-
ble aplicar primero el metal de relleno en el fondo,luego a los dos lados y finalmente arriba, cerciorn-dose que las operaciones se traslapen. En las juntasverticales no importa donde se empieza. Si la abertura
del casquillo seala hacia abajo, se debe tener cuidadopara evitar que se sobrecaliente el tubo, pues esto pue-de causar que el metal de relleno corra hacia el exte-rior del tubo. Si esto sucede, retire el calor y permitaque el metal de relleno se asiente. Enseguida, vuelva acalentar el casquillo de la conexin para alimentar elmetal de relleno.
Remocin de residuosDespus de que se haya enfriado la junta soldada
con plata, deben quitarse los residuos del fundente conun pao limpio o cepillo y limpiar con agua caliente.Quite todos los residuos del fundente para evitar queel fundente endurecido retenga la presin de maneratemporal y cubra una junta mal soldada. Las conexio-nes forjadas se enfran con mayor rapidez que las co-nexiones de cobre fundido, pero a todas las conexionesse les debe permitir enfriarse de manera natural antesde mojarse.
Sugerencias generales Si el metal de relleno no fluye o tiende a formar
protuberancias, indica la presencia de oxidacin en lassuperficies del metal o que el calor en las piezas quese ensamblan es insuficiente.
Si el tubo o la conexin comienzan a oxidarse duranteel calentamiento, se debe a que no hay suficientefundente.
Si el metal de relleno no entra a la junta y tiende a fluirhacia el exterior de cualquier miembro de la junta,indica que alguno est sobrecalentado o que al otro lefalta calor.
PruebasPruebe la efectividad de las juntas de todos los
ensambles terminados. Siga el mtodo de prueba pres-crito en el reglamento que se aplica para el serviciopropuesto.
VII. JUNTAS SOLDADAS CON PLATA
28
-
ANEXO. SOLDADURAS CON ESTAO Y CON PLATA
IntroduccinLa teora y la tcnica bsicas para soldar con esta-
o y con plata son iguales para todos los dimetros detubos de cobre. Las nicas variables son el metal derelleno, el tiempo y el calor requeridos para terminaruna junta dada. Soldar con estao es el proceso de uninque ocurre debajo de los 450C, y soldar con plata es elproceso que ocurre arriba de 450C pero debajo delpunto de fusin de los metales base. En la prctica, lamayora de las soldaduras de estao para los sistemasde cobre se hacen a temperaturas alrededor de los 175Ca 315C, mientras que la mayora de las soldaduras conplata se hacen a temperaturas que se extienden de 595Ca 815C.
La opcin entre soldar con estao o con plata de-pende por lo general de las condiciones de servicio delsistema y de los requerimientos de los reglamentos deconstruccin que aplican. Las juntas soldadas con esta-o se utilizan por lo general donde la temperatura deservicio no excede los 120C, mientras que las juntas
29
Preparacin incorrecta de la junta antes de soldar
Falta de soporte adecuado y/o inclinacin durante la soldadura con estao o con plata
Control y distribucin de calor incorrectos en todo el proceso de unin
Aplicacin incorrecta del metal de relleno de soldadura con estao o con plata
Cantidad inadecuada de metal de relleno aplicado a la junta
Enfriamiento de choque y/o limpieza repentina del metal de relleno fundido despus de soldarcon estao o plata
Pre-estaado de las juntas antes de ensamblar y de soldar
soldadas con plata pueden utilizarse donde se requiereuna junta de mayor resistencia o donde las temperatu-ras del sistema llegan hasta 175C.
Las juntas soldadas con plata ofrecen en generaluna mayor resistencia, sin embargo, el recocimientodel tubo y de la conexin que resulta del calor msalto usado en el proceso de soldar con plata, puedeocasionar que la presin nominal del sistema sea me-nor que la de una junta soldada con estao, por lo quedebe considerarse al elegir el proceso de ensamble quese va a utilizar.
Aunque soldar con estao y con plata son los m-todos ms comunes para ensamblar tubos y conexionesde cobre, stos a menudo, son los mtodos menos com-prendidos. Es esta falta de conocimiento lo que resultaen instalaciones defectuosas, en juntas de mala calidado con fallas. Las investigaciones sobre las causas mscomunes que provocan fallas en las uniones revelaronvarios factores que contribuyen a stas:
TRAB
AJAR
CO
N T
UBO
S D
E CO
BRE
-
ANEXO. SOLDADURAS CON ESTAO Y CON PLATA
Foto 14. Herramienta de resistencia elctrica
30
Las operaciones de soldadura con estao o platason intrnsecamente sencillas, la omisin o la mala apli-cacin de una sola parte en el proceso puede signifi-car la diferencia entre una buena junta y una con fallas.

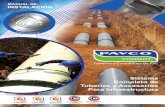


![Manual Presion en Tuberias[1]](https://static.fdocuments.es/doc/165x107/5571f40949795947648eea50/manual-presion-en-tuberias1.jpg)